Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/12/2023 Dans tous les contenus
-
Ce soir , (et non,le lion n est pas encore mort...) grace à vos partages d expériences, j ai pu terminer mes " crotouilles" de Noel... Les 10 ascenceurs à smarties sont imprimés, dédicacés,emballés...(Pour public averti only !) J ai une nouvelle fois apprécié vos encouragements, votre humour dévastateur et également pu constater que chacun avait "son" logiciel de conception favori, sa facon de réaliser une même pièce: filetage pour un, spire pour l autre. Grace à la vidéo de @pommevertesur Vimeo, , j ai progressivement réalisé des horreurs en bouffant des metres de PLA mes fameux couvercles. J ai galéré car mon ordi mettait un temps certain à recalculer à chaque modification de hauteur ou de pas de vis.Une petite vidéo vaut mieux qu un long PDF....on le savait. Mais fière de moi! Le Sage avait parlé : je me suis emmmer...pour me rendre compte qu il fallait effectivement mieux écouter les conseils de ceux qui savent. Grace à vous,je comprends dorénavant la logique de création d un pas de vis mais ...un pot de NUNU, avec un sac de bonbecs sucrés ET le bidule en prime: C est NOEL!!!!!! Bonne semaine, joyeux préparatifs!
 2 points
2 points -
Découvrez notre sélection d'imprimantes 3D pour 2023/2024, les nouveautés Bambu Lab 3D, Phrozen et FLSun avant de préparer vos fêtes de fin d'année avec de la déco imprimée en 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-415-20231217/2 points
-
Sans être un spécialiste, ne crois tu pas qu'il y a déjà un diviseur de tension sur la MKS? sinon comment elle connaitrait la température... il te faut commencer par tester le signal de la MKS et ensuite voir pour le récupérer avec l'Arduino en parallèles. Edit: schéma MKS, il te reste plus qu'à glisser ton Arduino.2 points
-
Cet après midi, je me suis attaqué aux cardans universels... Tout est jointé, avec tout les mouvement possibles définis dans Fusion360. C'est bien mieux que quand on essaye de jouer avec des dogbones pour permettre de voir comment les suspensions travaillent... On peut voir qu'il y a une grande amplitude possible... J'ai aussi ajouté l'entraineur de roue Tout cela était plutôt simple... Spoiler : j'ai décidé de garder les pièces compliquées pour la fin. Rationel : ça permet de donner l'impression d'avancer et j'ai besoin de finir des pièces, sinon, c'était trop long sans en finir une seule... Je vais ensuite m'attaquer au différentiel central.2 points
-
Dans tous les cas c'est la tête d'impression (débit max), la température de buse et les accélérations supportées par ta machine qui vont conditionner les limites de la vitesse d'impression. Pas le filament (ou très peu).2 points
-
Salut @Ariochson alors il y a un une machine que j'estime encore aujourd'hui être au top côté impression résine c'est la Uniformation GK2, cette une machine dit gamme moyenne avec un beau volume de 228*128*245 mm (on est pas sur des imprimante FDM ici les écrans sont rectangulaire ) écran de 10.3" c'est pas mal, elle a une résolution de 8K, elle est super bien conçu et assemblé avec un capot de charnière bien fait et pratique, un plateau qui ce règle une fois et ne bouge plus et un entretien plus facile je trouve. Sont bac a résine est super bien pensé pour le retrait la mise en place et facilité l'entretien, sa qualité d'impression est top, et un kit d'évolution existe pour la passer ultérieurement en 12k avec support du Wifi si je me rappel bien les dire de mon amis @isidon qui est plus expérimenté que moi en résine vue le nombre de machine qu'il a testé . Sont prix est pas donné après, sa qualité est reconnue sont SAV est plutot bon aussi, après je te conseil pour le w&c de partir sur une solution tierce comme chez Anycubic, elegoo ou autre car celle de uniformation est limite en taille, et isidon te le confimera. Il y a un réduction de 100$ actuellement sur la machine. Après je laisse la parole a maitre @isidon qui aura d'autre modèle a te propose je suis sur P.S : actuellement au dessus de 8k on voit pas de différence en tous cas moi j'en vois pas avec mes yeux.2 points
-
C'est un Bigfoot en arrière-plan ?2 points
-
Et j'ai rien vu2 points
-
Noooonnn on voit bien la couleur de ses yeux2 points
-
Ca fait maintenant 15 jours que je m'amuse avec la Neptune 4 Plus et j'avoue être plutôt satisfait de mon achat, ca imprime vite et bien pour un prix intéressant 339€ en pré commande, j'ai hésité entre la Pro avec les roulettes en métal et la Plus qui a les roulettes en caoutchouc mais je voulais surtout avoir à peu près le même volume d'impression que la CR10, la Plus imprime sur 330x330x387 Je ne parlerai pas trop du déballage, c'est toujours la même chose, c'est bien calé dans la boite, il y a de ma mousse partout, c'est bien protégé et c'est préférable la bête fait quand même plus de 14 kg et un peu plus de 17 kg avec l'emballage. Le montage n'a posé aucun problème, il faut dire que c'est à 90 % monté donc en suivant les explications (papier et vidéo en anglais ) rien de particulier. Par contre il est préférable de vérifier le serrage de toutes les vis, sur la mienne pas de problème de ce coté mais il est toujours bon de vérifier. Ensuite réglages impératifs des excentriques des roulettes, sans contrainte mais sans jeu, contrôle de la tension et réglage éventuel des courroies là ça doit être tendu mais pas trop. Avant la mise en route, contrôle du voltage sélectionné, pour la France 230V sous peine de tout griller Mise en route... Klipper démarre, pour moi c'est une première, l'écran est sympa et on retrouve les principales commandes on est pas perdu par rapport à Marlin de ce coté là et cerise sur le gâteau la Plus à une petite antenne sur le coté et a le Wifi d'origine sans être obligé d'ajouter un dongle, la Max l'a aussi mais pas la 4 ni la Pro. En 15 secondes la machine est connecté et accessible sur un ordi ou un téléphone Via Fluidd par son adresse IP que vous pouvez retrouver dans les menus de l'écran. Première chose à faire, le nivellement du lit : une feuille de papier 80g, on fait un premier réglage du Z offset avec la feuille, ça gratte un peu et c'est bon ensuite on va dans nivellement auxiliaire et on recommence avec la feuille sur les 6 points car il y a 6 molettes de réglage sous le lit, on recommence plusieurs fois jusque ça gratte pareil partout. On passe ensuite sur le nivellement automatique (on enregistre rien pour l'instant) il se fait sur 121 points... impressionnant non ... (on verra plus loin sur ce contrôle), une fois terminé on va régler une nouvelle fois le Z offset avec la feuille et lorsque c'est bon on va enregistrer. Maintenant on peut tester la machine sans oublier de mettre du filament on peut lancer l'impression depuis l'écran avec une clé USB ou via Fluidd avec un ordi. La machine est livrée avec le trancheur Cura by Elegoo c'est pas la dernière version de Cura mais le profil de la machine est déjà enregistré et on va s'en contenter pour l'instant. J'ai juste fait un test avec l'un des models pré tranché sur la clé USB puis je suis passé à d'autres models perso, ça imprime vite même en vitesse intermédiaire, il est préférable de poser la machine sur une table bien solide car même avec le poids de l'imprimante ça secoue fort et surtout en mode sport j'ai cru que j'allais casser la table de la salle à manger . Et bonne surprise ça imprime vite et bien, j'ai utilisé des filaments Silk de chez ArianePlast, j'ai juste eu un décollement de pièce sur un benchy... j'avais oublié de mettre de la colle (fournie avec l'imprimante) sur le lit Voici 3 exemples : Je suis passé ensuite sur PrusaSlicer (je suis allergique à Cura) j'ai trouvé sur le Net un profil que j'ai modifié et les résultats sont plutôt bons Pour info Il est possible de faire une mise à jour du firmware et de l'écran, j'ai suivi cette vidéo et récupéré les fichiers ici : https://github.com/mairyj/Elegoo-Neptune-4-Series Je reviens sur le nivellement en 121 points, en mettant à jour vers la version 1.2.2.64 le nivellement est passé à 36 points... mais ils n'en parlent nul part Bien sur il faudra après la mise à jour refaire les réglages Z offset et nivellement car ils ont été effacés Pour terminer, la Neptune 4 Plus est une bonne machine, pas trop compliqué à faire fonctionner, je pense quel pourra convenir aux novices comme aux plus expérimentés. Voilà ce petit retour est terminé, si vous avez des questions, des interrogations ou des critiques n'hésitez pas à poster ci dessous A+ chez les imprimeurs fous
 1 point
1 point -
Salutation ! Personnellement je regarderais plutôt pour mettre une seconde thermistance pour la fonction LED de couleur différente selon la température ( afin de séparer les fonctions et ne pas risquer de parasiter la fonction mesure de température de la carte MKS ... ) Ou encore voir pour connecter le Arduino en client série a la carte MKS et implémenter sous le Arduino la lecture (parseur) d'un retour d'un M105 ( M105: Report Temperatures ) Sinon il me semble que cette fonction se trouve déjà implémenté dans un firmware marlin ( gestion de couleur LED selon la température ) et donc peut être simplement définir des pin de sortie LED sur la carte MKS que tu lira ensuite avec le Arduino ... ) Car pour moi comme il y a déjà un pond diviseur de tension sur la carte MKS en mettre un autre en parallèle sur la même thermistance parasitera le 1er pont et chercher a se connecter après le pont diviseur de tension sur la carte MKS veux dire que tu va forcement (loi des nœud) perturber/impacter la valeur en sorti du pont et donc fausser la mesure.1 point
-
salut @molusk77 etrange il y a pas de raison que l'ABL ne soit pas affectif sauf si un G28 est présent après le G29 ou M420. En tous cas ton soucis me fait plus pense a soucis d'extrudeur qui patine ou dont le débit est pas stable ou un problème de wooble1 point
-
Bonjour @Samueldu81 Tu devrais ouvrir un sujet séparé. Ton problème n'est pas en liaison avec la question posée ici. Regarde quand même ici: https://www.artillery3d.com/pages/d1 point
-
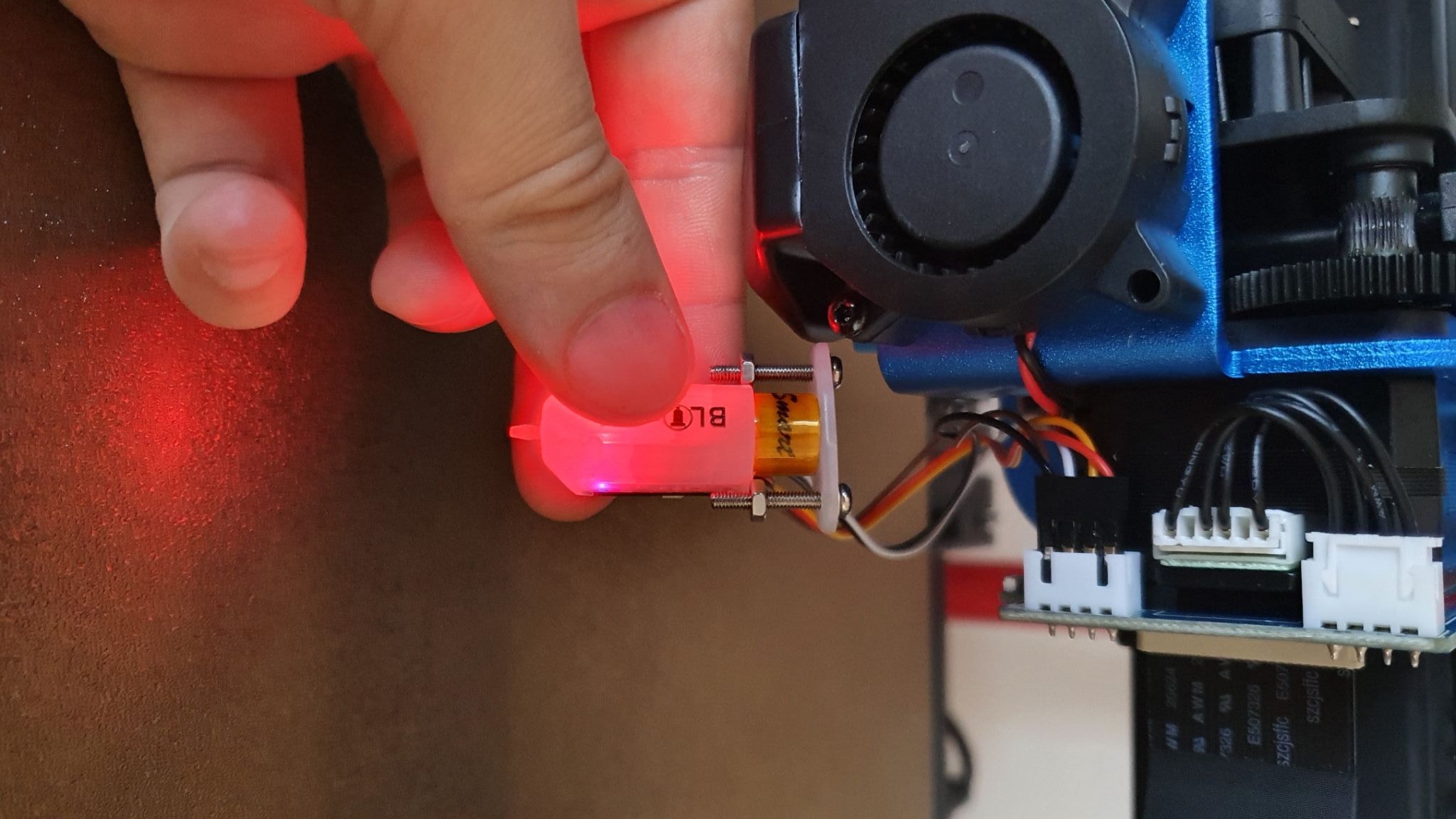
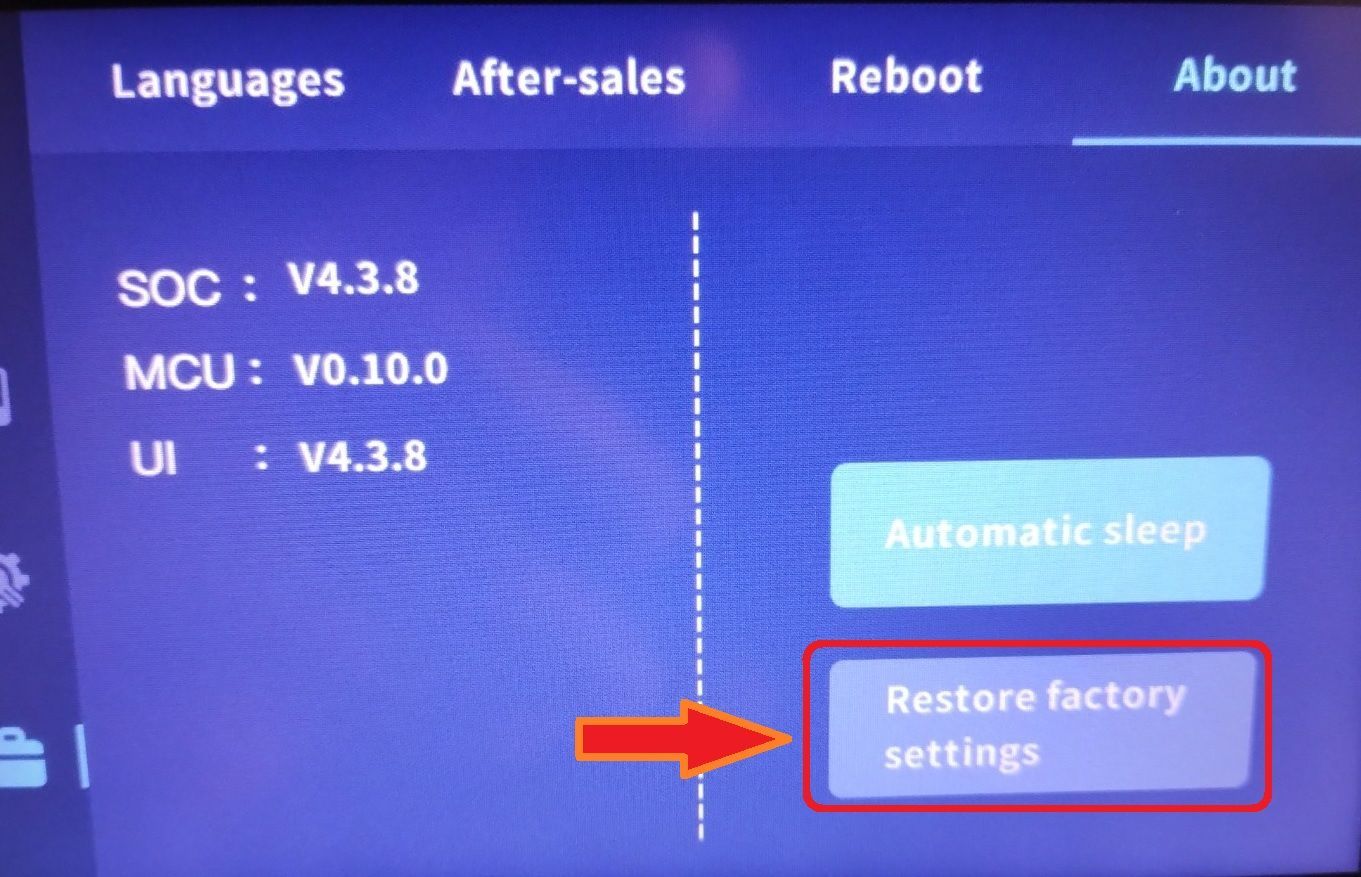
Désolé mais ça ne répond pas à ma question Depuis quelques firmwares, il est nécessaire de faire quelques manipulations avant de recopier le dossier QD_Update et son contenu sur la clé USB. Ayant contacté le SAV pour leur faire part d'au moins une erreur dans leur configuration du fichier «printer.cfg», Olivia m'a répondu que seules les versions annoncées sur leur site (renvoyant vers un lien Gdrive) devaient être utilisées pas celles du Github. Sa réponse : Après relecture, tu dis : « J’ai bien essayé de revenir sur les réglages usine ». Comment ? En utilisant ce bouton sur l'écran Sur FB, quelques utilisateurs l'ayant pressé auraient rencontré des soucis
 1 point
1 point -
C'est décommentant que l'on deviens commenteur Tu laisses les ## qui sont là pour indiquer des 'vrais' commentaires tu vires les autres dièses pour la section 'gantry' tu dois te retrouver avec quelque chose qui ressemble à ça : #-------------------------------------------------------------------- ## Gantry Corners for 250mm Build ## Uncomment for 250mm build #gantry_corners: # -60,-10 # 310, 320 ## Probe points #points: # 50,25 # 50,175 # 200,175 # 200,25 ## Gantry Corners for 300mm Build ## Uncomment for 300mm build #gantry_corners: # -60,-10 # 360,370 ## Probe points #points: # 50,25 # 50,225 # 250,225 # 250,25 ## Gantry Corners for 350mm Build ## Uncomment for 350mm build gantry_corners: -60,-10 410,420 ## Probe points points: 50,25 50,275 300,275 300,25 tu en as aussi dans les sections : stepper_x ##-------------------------------------------------------------------- ## Uncomment below for 250mm build #position_endstop: 250 #position_max: 250 ## Uncomment for 300mm build #position_endstop: 300 #position_max: 300 ## Uncomment for 350mm build position_endstop: 350 position_max: 350 stepper_y ##-------------------------------------------------------------------- ## Uncomment for 250mm build #position_endstop: 250 #position_max: 250 ## Uncomment for 300mm build #position_endstop: 300 #position_max: 300 ## Uncomment for 350mm build position_endstop: 350 position_max: 350 stepper_z ##-------------------------------------------------------------------- ## Uncomment below for 250mm build #position_max: 210 ## Uncomment below for 300mm build #position_max: 260 ## Uncomment below for 350mm build position_max: 310 bed_mesh (si tu as cette section) [bed_mesh] speed: 300 horizontal_move_z: 10 ##-------------------------------------------------------------------- ## Uncomment below for 250mm build #mesh_min: 40, 40 #mesh_max: 210,210 ## Uncomment for 300mm build #mesh_min: 40, 40 #mesh_max: 260,260 ## Uncomment for 350mm build mesh_min: 40, 40 mesh_max: 310,310 ##-------------------------------------------------------------------- fade_start: 0.6 fade_end: 10.0 probe_count: 5,5 algorithm: bicubic relative_reference_index: 12 et un dernier dans la macro G32 il me semble1 point
-
OK, merci beaucoup MrMagounet, je vais t'assommer de question LOL Je te prépare ça, juste des confirmations ou non de ce qu'il faut activer dans le firmware. Je continue mes réglages, ça semble s'améliorer doucement. Encore merci et à une prochaine fois.1 point
-
Comme @Alpes86 je te dirais oui et non. surtout au début faire des tours pour le PLA, le PETG et le TPU, PLA : normal, le plus et le soie. oui cela peut changer avec la marque et même entre bobines similaires. mais avec l'expérience et les premiers points de référence acquis, tu verras qu'il n'est pas nécessaire de le faire pour chaque bobine (sauf anomalie). et aussi en fonction du design de ta pièce : le PLA silk est plus brillant après l'impression si tu montes un peu la température, par exemple sur mes imprimantes : silk Sunlu, e-SUN j'imprime vers 205°-210°C si des formes simples type boîte (où les conditions pour le stringing ne sont pas remplies) pour des pièces plus complexes comme ton arbalète romaine (nid à stringing) je suis à 200°C. Pour les filaments dits impression rapide (HF) je ne sais pas mais ils doivent être plus fluides.1 point
-
@Ikarus concernant le stringing, en effet ça peut varier selon les filaments (y compris pour une même marque). Pour moi le premier point c'est l'humidité du filament (d'ailleurs pas que pour le stringing), même dans un sachet fermé hermétiquement ça finit par en prendre un peu et un petit séchage de temps en temps change tout. D'ailleurs ça rattrape très bien certaines bobines (avant d'envisager de les jeter). Perso, j'ai vite arrêté les tours de température, j'y avais pas vu un gros intérêt par rapport à ajuster légèrement la température en live autour de celle du profil correspondant au filament. Évidemment si je trouve une température vraiment top, je fais une copie du profil avec cette modif. L'autre point est la géométrie des pièces, s'il y a des passages répétés dans le vide, ça augmente les chances d'en avoir, encore plus sur des petites pièces. Je pense (sans être certain car je n'imprime pas aussi vite qu'une Bambulab) que la grande vitesse d'impression vis à vis de ce type d'impression et du stringing peut jouer. Dernier petit conseil, plutôt qu'un briquet, l'utilisation d'un petit chalumeau (type ceux de cuisine) évite de laisser des traces de suie. Bonnes impressions .1 point
-
Salut, Oui, on comprend que la réduction globale de l'échelle ne va pas fonctionner ! Grosso modo sur les lettres les parties extérieures vont être réduites et c'est OK mais les parties intérieures vont également être réduites alors qu'elles devraient être augmentées (exemple le "O" doit être plus petit sur sa partie extérieure mais son diamètre doit augmenter sur sa partie interne: normal; on enlève de la matière ...) Pour ma part je les imprimerais tels qu'ils sont et je poncerais légèrement les lettres et les parties en creux ...1 point
-
La colle sert sert à éviter tout faux contact sachant que pour parvenir jusque chez toi, il y a un transport qui peut provoquer chocs et vibrations, donc c'est plutôt une bonne chose. Par contre, ce n'est pas trop difficile à enlever et ça n'empêche pas le remplacement de pièces détachées. Tu vas plutôt les faire rire... Et je ne crois pas qu'ils vont te renvoyer carte et câble pour remplacer cela. De plus changer une carte est beaucoup plus long que retirer la colle avec les solutions données précédemment !.1 point
-
Oups, j''ai pris le premier schéma du lien que tu avais mis dans les pages au dessus (c'est vrai que sur la 2.3, je ne vois pas ou est le BT0 ...). Mais ce n'est pas grave puisque : L'essentiel c'est que le problème soit résolu Toutes les mises à jour affichent cet avertissement, en gros c'est un parapluie pour eux Mais il faut faire attention aux maj, parfois il y a des 'breaking changes' qui comme leur nom l'indique introduisent des changements nom compatibles et nécessitent de reprendre une partie de la configuration. Sur une installation toute neuve tu peux y aller sans risques (et en ce moment il n'y a pas de soucis avec les maj) Dans la pratique une fois que l'imprimante est fonctionnelle, je ne fais jamais de maj (sauf si une nouvelle fonctionnalité essentielle arrive - mais ce n'est pas tous les jours ) oui tu n'as plus qu'à suivre : https://docs.vorondesign.com/build/ qui détaille pas à pas tout ce qu'il faut faire (en général c'est plutôt bien foutu) Tu as aussi les vidéos de @bistory (Tom's Basement) sur le montage de la 2.4 qui sont plutôt sympas : Tom's Basement - YouTube1 point
-
Si je dois poncer je le fait avant de mettre la colle et je la laisse sécher au moins 24h, je la met la plupart du temps sans la diluer, ça comble bien les stries et en plus ça rend le pla étanche, j'ai fait un pot de fleur avec 2 couche de colle à l'intérieur, c'est bien étanche, j'ai laissée de l'eau pendant plusieurs jours dedans pour voir et aucunes fuite.1 point
-
En passant l'imprimante en stable, ce qui a réduit la vitesse par deux (donc j'imagine une vitesse de 120), le truc est sorti, on à quand même des frottements plus identifiables sur les bords qu'au centre, malgré un leveling complètement automatique



 1 point
1 point -
pour toi sur makerworld : par exemple là https://makerworld.com/fr/models/89953#profileId-96318
 1 point
1 point -
Je ne connaissais pas cette technique d'utiliser de la colle à bois, il ne faut pas qu'elle soit trop souple non plus, non ? Tu la ponces quand même pour l'état de surface ?1 point
-
Bonjour, je me présente rapidement, j’ai 32 ans, quelques expériences en impression 3D il y a une dizaine d’année, je fais mon retour avec une X1 Carbon pour redécouvrir les joies de l’impression. Bonne journée à tous.1 point
-
Seuls les diamètres internes et externes des bobines entrent en jeu dans la compatibilité. Aucun problème avec le carton comme je le disais dans mon test1 point
-
Pour ce genre de figurine, je reste au pinceau avec une couche de colle à bois à la place de l'apprêt.1 point
-
Après le différentiel, il y a une pièce facile à faire sur mon bureau... Les différentiels sont montés dans des excentriques, ce qui permet le réglage de la tension de la courroie. Après cela, j'ai commencé à regarder les tours d'amortisseurs. Elles sont compliquées et vont nécessiter de travailler en bouléen, et la géométrie va être difficile à définir. J'ai commencé à faire un draft de la tour avant droite, et je peux déjà dire qu'il y aura une deuxième tentative... C'est le type de pièce qui nécessite de travailler avec des hypothèses pour la dessiner. Et quand on a fait des hypothèse, on vérifie à la fin que les hypothèse sont justes. En l'occurrence, elles sont à revoir. Pour faire court, la pièce n'est pas complète et je vais probablement devoir la reprende de 0...1 point
-
ça en fait du matou là ! chez moi quelques jours après Noël les 2 petites grises âgées de 2 mois rejoindrons mon vieux chat de 12 ans
 1 point
1 point -
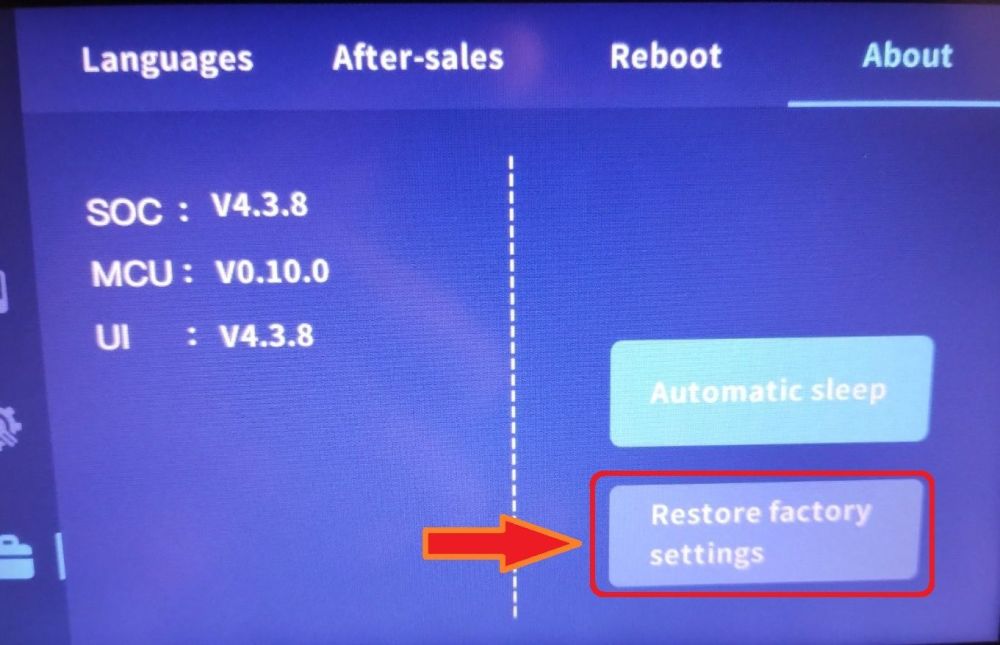
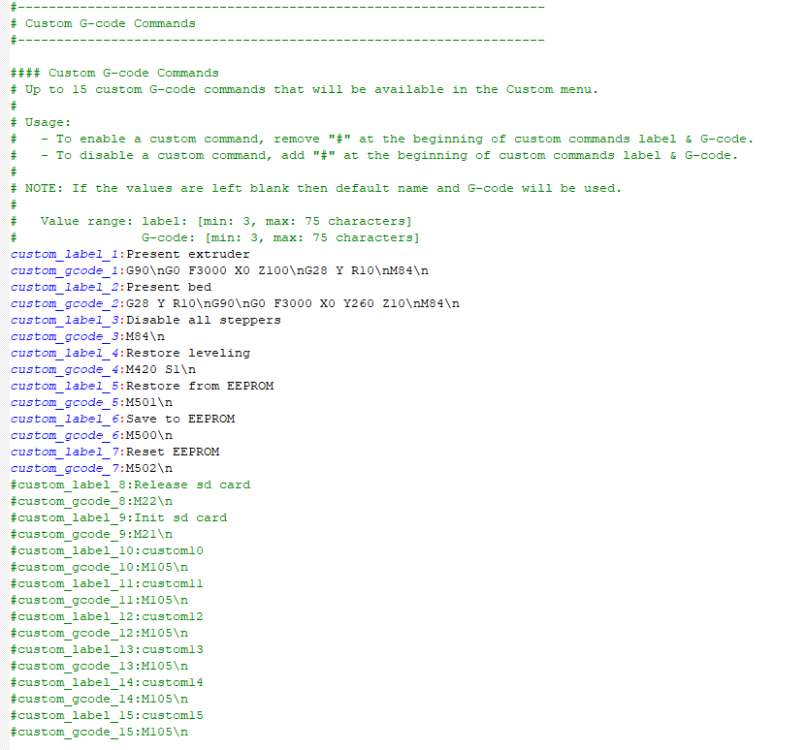
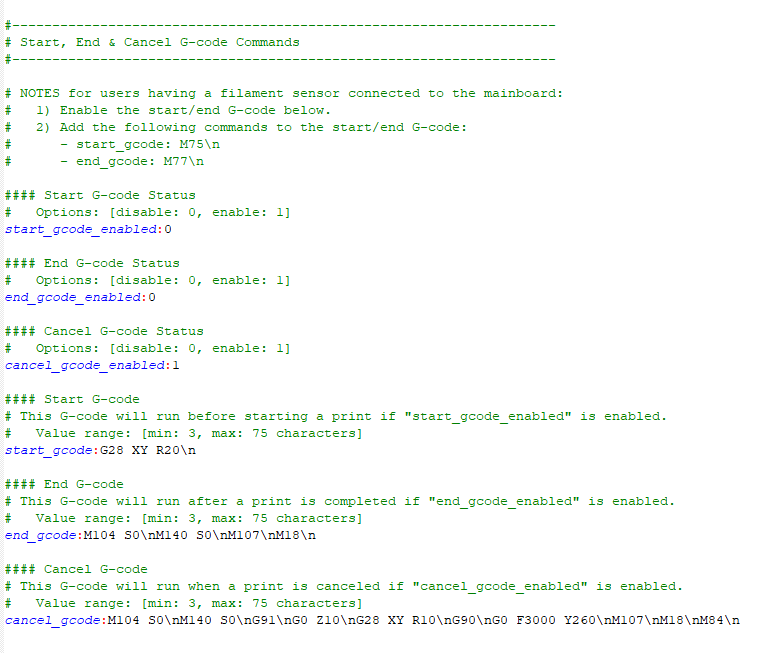
Oui dans le fichier config.ini du firmware tft BTT tu peux ajouter des commande personnaliser qui apparaitront dans un menu spécifique sous forme de liste de commande tu cherche fin de config.ini cela si dans custom_label_1 tu indique " home XY " par exemple comme titre et dans custom_gcode_1 tu indique " G28 XY " quand tu appuiras sur home XY sera exécutera ta commande. Autre truc cool que je te conseil; tous a la fin du config.ini tu trouvera ce bloc la : Si tu active cancel_gcode_enabled en le mettant a 1 cela indique que quand tu annule un print pour une raison quelconque alors les commandes ajouter dans cancel_gcode seront executé, dans mon exemple ici cela lève la tête de 10mm et fait un home X et Y avant de lui dire de présenté le plateau vers l'avant. Mais tu peux très bien faire en sorte que quand on cancel on fasse un up du Z de 10mm et juste un Home X et Y et rien de plus. P.S : dans les commande tu vois un /n ce caractère permet de dire dans un ligne de commande de ce fichier qu'il y a comme un caratère enter et que après un /n c'est donc un autre commande qui est exécuté après celle d'avant
 1 point
1 point -
J'ai deux Mercury à la maison en ce moment. Celui de mon pote Pascal, et le mien. Les deux ont des déformations du chassis rendant les mesures difficiles. Heureusement, il y avait des pièces dispo chez rc-broc-auto à prix raisonnable. J'ai commandé un chassis et quelques pièces additionnelles toutes arrivées hier. Ceci devrait me permettre de travailler plus facilement... Par contre pas de bol, pas d'amortisseurs. J'essaierai d'en trouver plus tard... Ce matin, je me suis attaqué au différentiel. D'abord, il faut ôter les e-clips et les roulements. Ensuite, 4 vis et il est en pièces... La partie central est compliquée... Elle va nécessiter d'identifier le nombre de dents de chaque engrenage, et le module utilisé. Et à partir de là, on va définir les centre avec la géométrie et les distances inter centres... Pas difficultés pour faire les engrenages sous fusion 360 (y a au plugin pour cela). Le module est de .5 (métrique) et le nombre de dents est de 14 pour les sorties et 10 pour les internes. J'ai pris note des interdistances en 10-10 et 10-14 et j'ai dessiné un sketch pour attaquer la partie centrale du différentiel... L'autre coté utilise un dessin similaire mais décalé angulairement car les deux engrenages internes travaillent ensemble... Une fois cette pièce faite, les autres sont super faciles. Le mécanisme interne est difficile à faire voir... Mais j'ai essayé quelque chose La pièce centrale inclus la poulie pour la courroie, sur un des coté. La courroie est au format MXL 025, comme sur un Hirobo 44B, et il y a 37 dents sur le diff. Une fois là, j'ai ajouté les roulement, les pins, les sorties de diff et les e-clips et mon diff était construit (et le vrai aussi reconstruit ) Les diffs avant et arrière sont les même, ils sont juste inversés. Cela indique aussi qu'il y a deux courroies et que je vais devoir m'occuper du diff central aussi, mais ce sera pour plus tard...1 point
-
Bon, ben c'est fait, un couple homo chez les minettes. Vous avec pensez à L'insémination artificielle pour qu'elles aient des ptits. Si elles sont stérilisées, il reste la GPA.1 point
-
salut idem , la courroie était non tendu , j'ai constaté un décalage de l'axe z de 5mm , ceci dit je viens de regarder mon plateau , les vis me semble serrées juste ce qu'il faut , le plateau est fixe sans jeu ..... j'ai hâte de lire la suite concernant les impressions , c'est ma première machine donc je n'ai pas de recul ! et je n'imprime que du tpu . je tâtonne encore pour les réglages mais globalement ça sort des pièces correcte pour mon "niveau de jugement ..." bon test !1 point
-
b'soir je connais pas fusion, mais je pense que tu dois pouvoir mettre l'atelier fasteners, je n'avais jamais fait, je me sers de freecad, si c'est ça que tu veux faire je peux t'expliquer avec l'atelier fasteners, il me semble que tu peux le mettre sous fusion, pour les filetages, j'ai pas vu mieux, je l'avais jamais fait, aussi j'ai mis 20 minutes. si c'est pas, ça mes excuses pat
 1 point
1 point -
non pour ça il secoue la tête (le mien, le fait quant il voit son reflet...) comme celui la : https://www.youtube.com/watch?v=TJtF4vKAO7M1 point
-
Quant il fait la gueule, il rentre dans sa grotte ou il tourne la tête quant on le regarde ou quant on lui propose un criquet, la il lève la tête pour faire le chef et essayer de me dominer... mais c'est moi qui tiens sa réserve de bouffe donc c'est moi la chef...
 1 point
1 point -
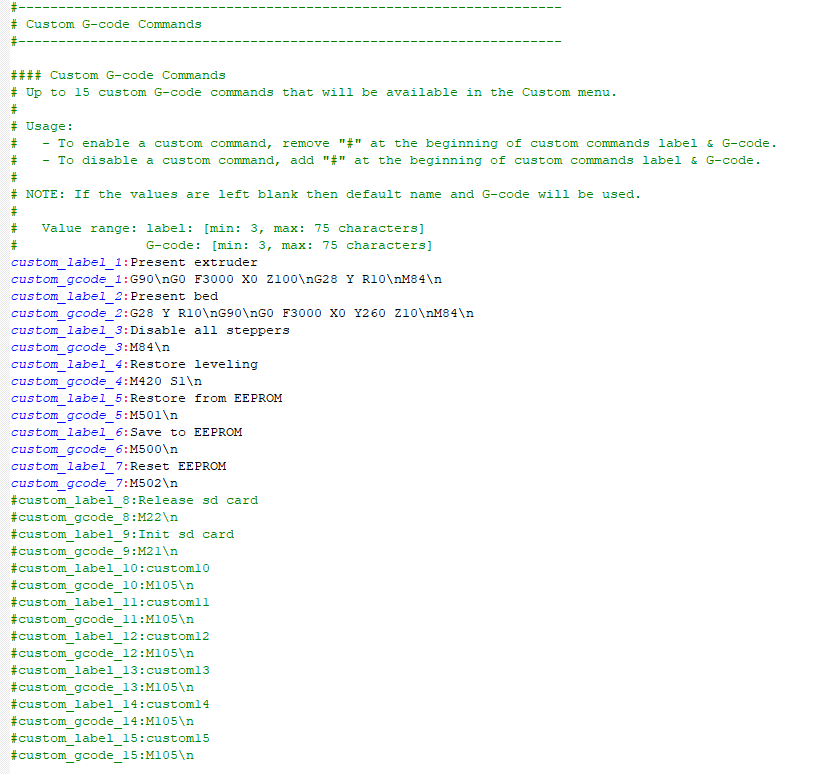
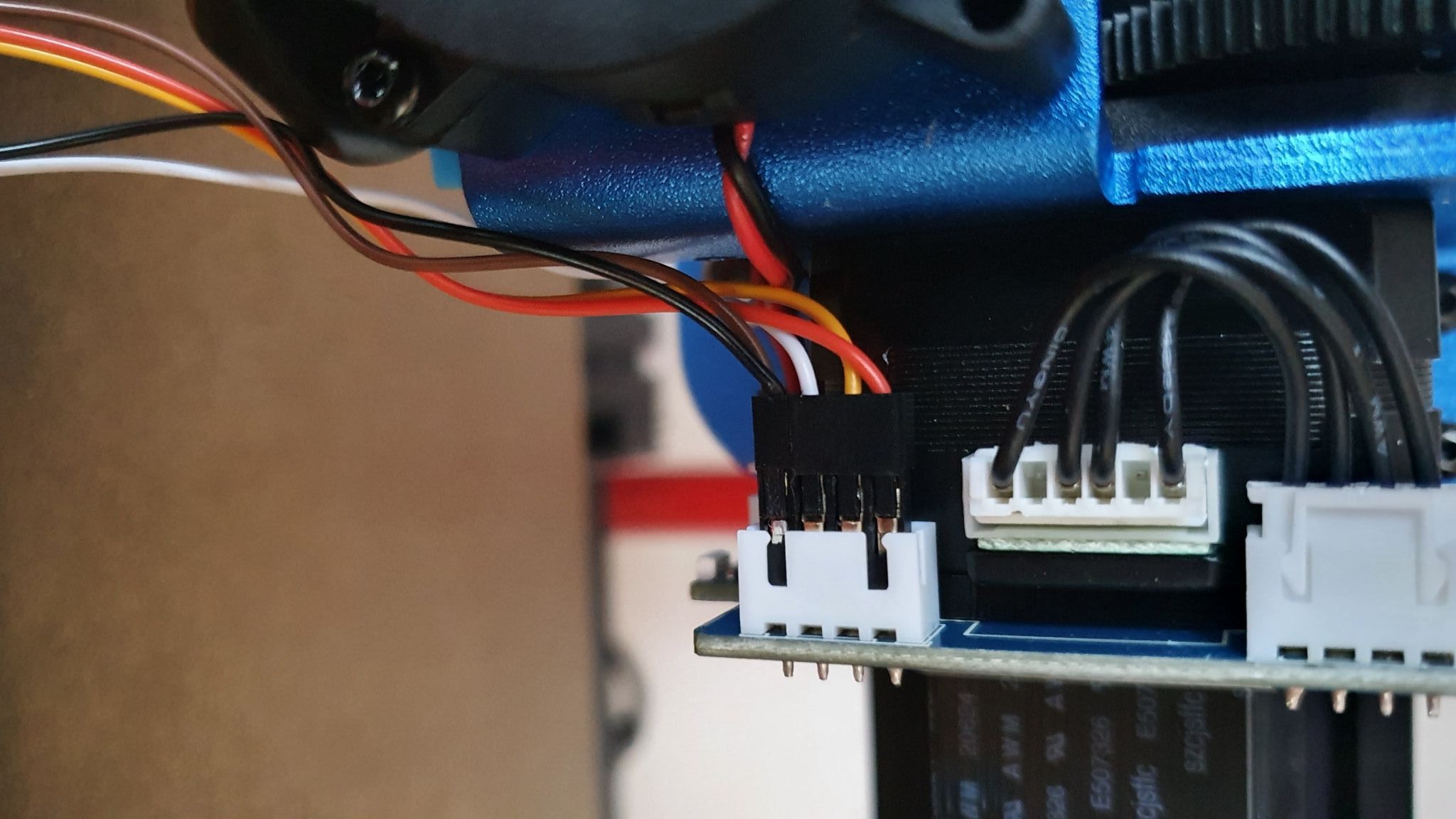
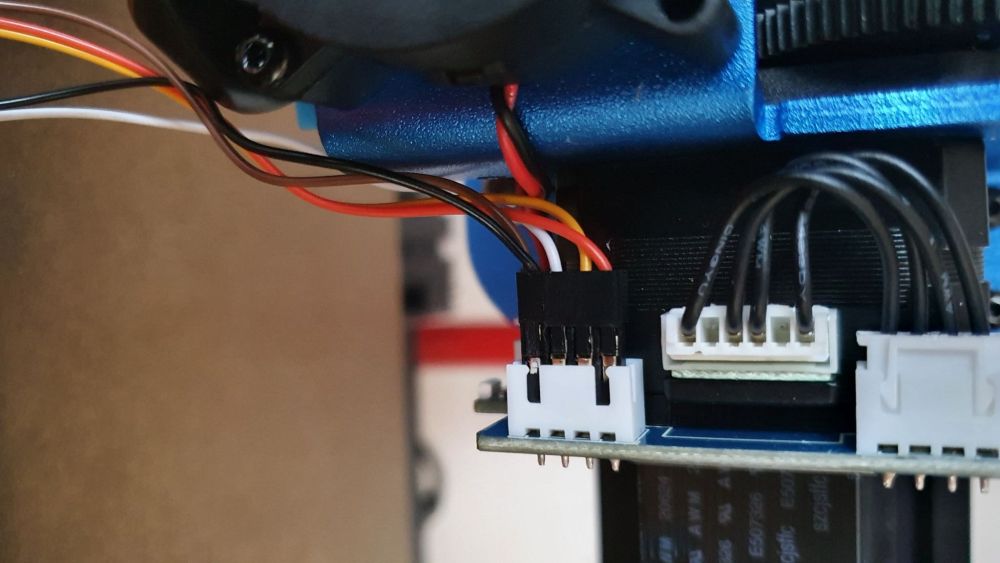
Salutr Mr Magounet, oui l'inter est un peu capricieux si sa devient trop récurrent je penses que je le changerai ou alors je mettrait un point de colle chaude, je verrai parce que c'est pas pratique d'aller dans le coin de la machine ^^ Là mon Bltouch fais les points mais le titi doit pas descendre suffisament la buse est vachement proche du plateau et me laisse des points de filament, chose qu'elle faisait pas avant que je dois bidouiller, j'vais desserrer un peu plus la vis du dessus voir si sa change Ok donc pour changer le bltouch, j'ai des bltouch triangle qui dorment a la maison, si sa me le refait sans raison apparente j'essaierai de le changer, ça a l'air d'etre un mauvais bltouch celui d'artillery Les 3Dtouch artillery il y en a sur alliexpress a 21€, un peu cher pour sa qualité [EDIT] : Avant de continuer a testé le 3dtouch artillery pour qu'il soit bien a sa place, je me suis dis pourquoi pas testé ce que tu as dis @MrMagounet en changeant de Bltouch J'avais un Antclabs et 2 trianglelab en rab Ceux de Antclabs ont des petits insert pour l'embout des fils J'ai listé chaque fil de haut en bas sur nos cartes SX2 : Rouge : 5 V Orange : signal de commande (servo) Blanc : Z-min (probe) Marron et noir : mise à la terre (GND) Donc j'ai enlever le noir et marron que j'ai mis sur un même insert ( je sais pas si ça s'appel comme ça les petits bouts métalliques avant de les clipser dans les trucs noir Voilà en photo ce que sa donne pour peut être d'autres personnes que sa peut intéresser, au moins ils ont directement le montage. J'ai fais mon Zhome et ça fonctionne niquel Maintenant je me demande si j'imprime le support pour celui-ci ou pas .. xD
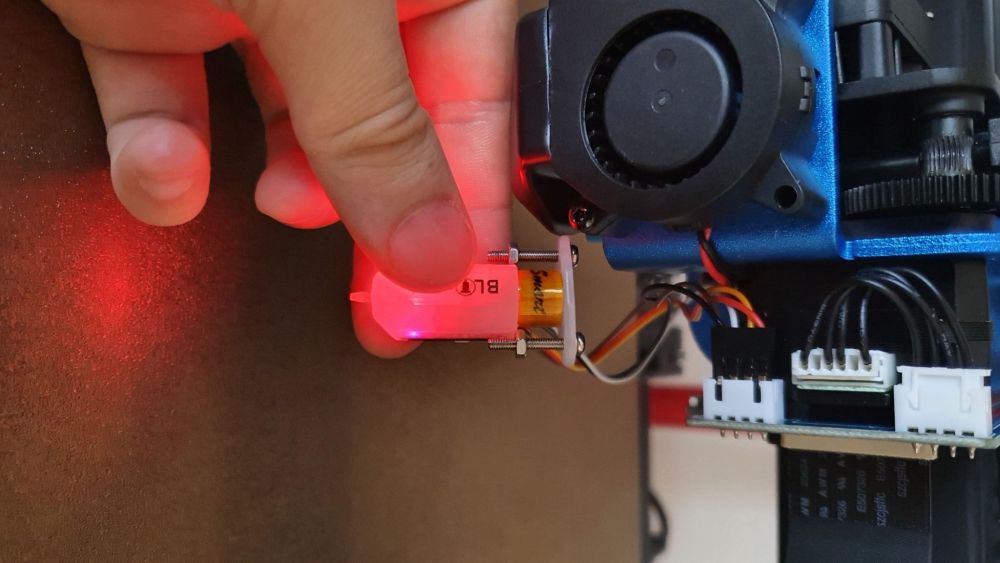 1 point
1 point -
@Loak Cela dépend de la hauteur qu'il faut et de ce que tu as sous la main mais pas plus gros que l'axe moteur car elle doit pouvoir ce poser dessus. Cela peut être une bille de roulement ou une perle ou même un écrou. le but est de caler la tige fileté en appuis sur l'axe moteur pour éviter le tassement du coupleur...
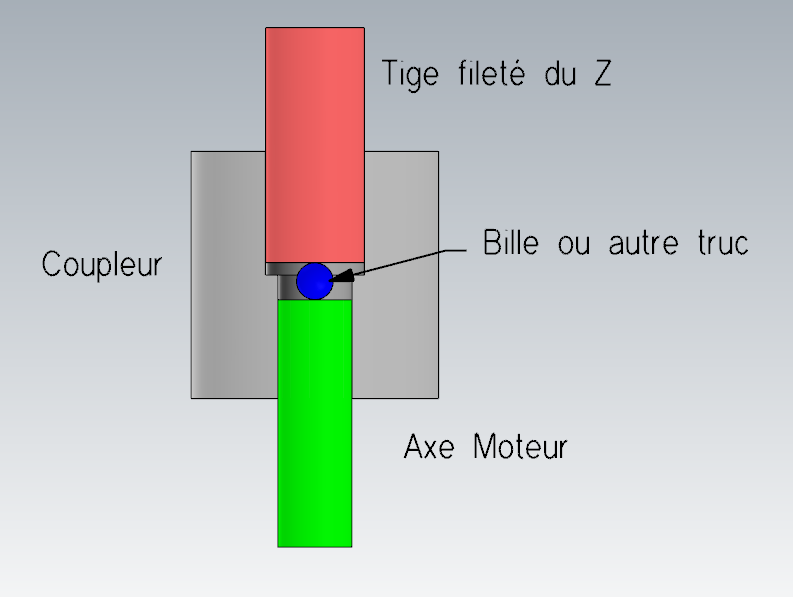 1 point
1 point -
Sauf erreur les imprimantes dans le profil de @jacquinnico56 sont des fdm.0 points

















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)