Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/03/2024 Dans tous les contenus
-
Il faudrait que je refasse les miens car j'ai 2 dixièmes de pente vers la droite C'est la même taille que les originaux ?5 points
-
Franchement, comme je l'ai dit, pour 30€ (et encore le prix vient de baisser sur Temu) ça fait très bien le boulot. Le PQ c'est bien, mais il faut bien reconnaitre que ça tartine pas mal. Là , t'as vraiment le cul propre, et je ne parle pas de l'économie de papier. J'ai deux critiques à faire. 1- l'eau est froide, mais on s'habitue vite. L'eau chaude, c'est minium 250/300€, sans compter l'installation plus conséquente. Quand tu es locataire, tu n'as pas trop envie de percer les murs pour passer un câble électrique. 2 - L'accessoire déborde un peu trop sur l'arrière de la cuvette. Il y a d'autres modèles mieux conçus sur ce point, mais il fallait le savoir avant. Vu le prix dérisoire, il n'est pas dit que je n'en achète pas un autre qui déborde moins ou conçu différemment.4 points
-
(juste pour la blague et car j'aime bien les "googly eyes" ) "L'amélioration" ou plutôt le "tuning" indispensable Source image https://makerworld.com/en/models/57603#profileId-59360
 4 points
4 points -
Salut à toi Skwal ! Je me permet d'intervenir dans ton sujet pour que tu ne prennes pas ombrage des différentes réactions que tu as eues... Ici c'est LE forum d'entraide de l'impression 3D en général, le seul en francais à ma connaissance, et bien supérieur en qualité de contenu à tout ce que j'ai vu même sur des forums anglophones. Les personnes qui ont réagi à ton sujet sont vraiment de très bon conseil, quoique parfois un rêches ou un tantinet chatouilleuses dans leurs réponses, ça fait 2 ans que je traine ici, j'ai pu tester en direct . En ce qui concerne ta demande, oui, effectivement, tu demandes juste un avis sur une lampe et on te chambre sur ta création d'entreprise, je comprends que tu le prennes moyennement bien. Ceci étant dit, l'impression 3D c'est une courbe d'apprentissage longue, complexe, qui demande moultes compétences à acquérir (pas mal de logique, un peu d'électronique, un peu de thermodynamique, de Rdm, etc etc...) et la création d'entreprise j'imagine même pas (je suis viscéralement salarié), de toutes facons tu as bcp à apprendre et tu en a l'air conscient. Concernant ta demande de conseil en matériel, je te dirais juste que c'est souvent en bossant avec des outils pourris qu'on fait de la merde, et dans tous les cas c'est la galère presque assurée à tous les coups. Perso je ne démonterai jamais plus un écrou avec une clé à molette pourrie ou même moyenne, c'est le meilleur moyen de tout foirer, l'outil par excellence où il faut de la bonne came, et ce n'est qu'un exemple parmi milles (fer à souder, clé à cliquet et surtout les douilles, tournevis, etc etc...). Un autre exemple : un bon tournevis perdra moins une vis de qualité, parce que les ajustements sont précis et que les cotes sont respectées, autant pour le tournevis que pour la vis. Un embout de visseuse Makita ou chinois pas cher, c'est le jour et la nuit. Un bon compromis à mon sens c'est le matos parkside, c'est pas trop cher et globalement ca tient la route. Même si ca reste un peu plus cher que le moins cher d'aliexpress, c'est quand même globalement plus qualitatif. Courage à toi dans ton entreprise !3 points
-
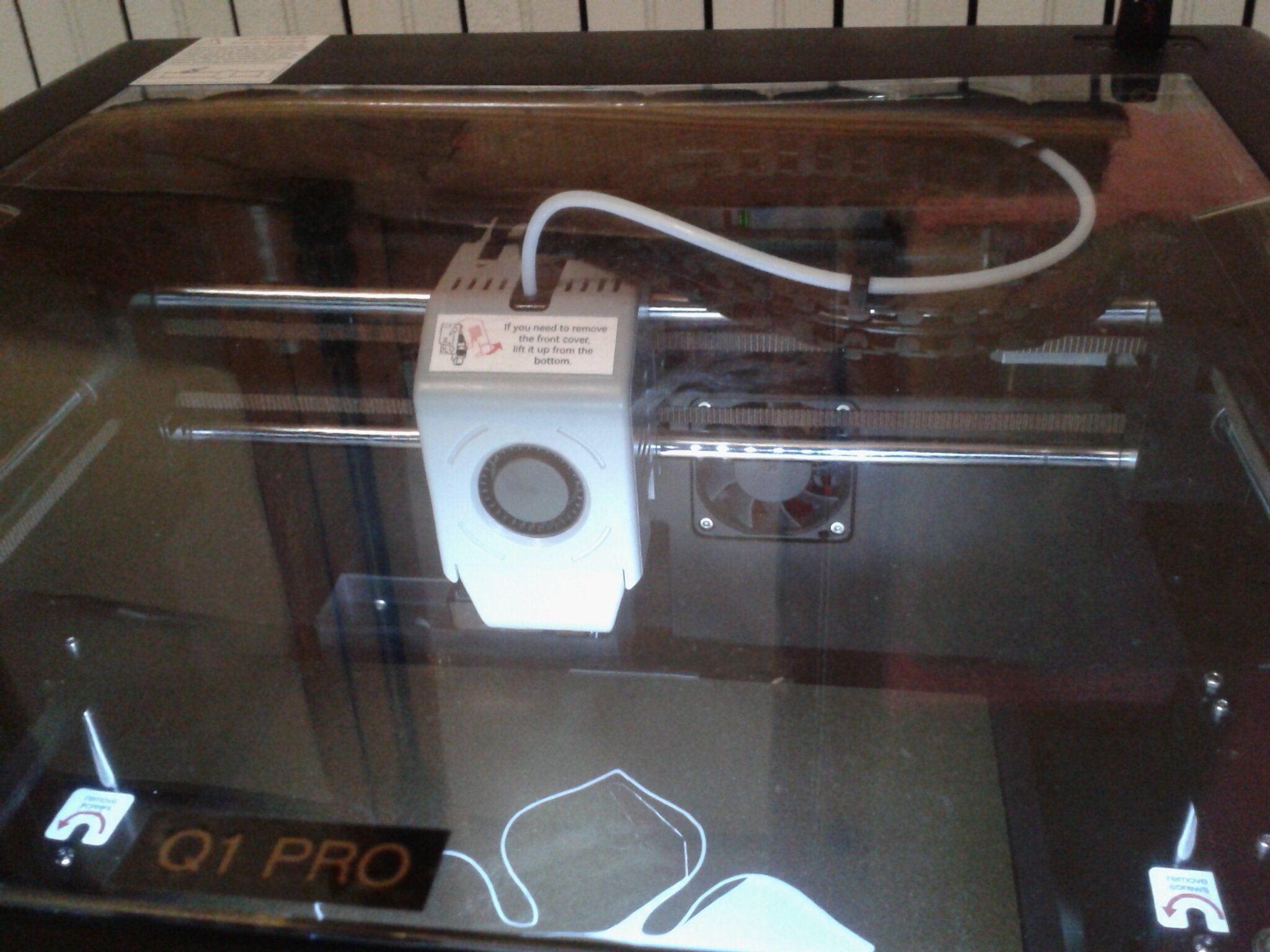
@RFN_31 Non. @pascal_lb Même longueur. Fait gaffe avec tes 2 dixièmes, tu risques de tomber du chiotte.. Vu que ça piétine pas mal, je déclare @pascal_lb gagnant. J'ai acheté un accessoire permettant d'avoir des WC japonais du pauvre. Cette accessoire se fixe sous l'abattant, ce qui fait une surépaisseur à l'arrière, mettant en porte-à-faux l'arrière de la lunette. Il manquait environ 8mm pour que ces tampons touchent la cuvette, d'où l'impression du Schmilblick. Une photo est plus parlante. Vu le prix dérisoire , je l'ai acheté en pensant que ce n'était qu'un gadget. Pas du tout, ça fonctionne très bien. Ça se monte en quelques minutes et sans électricité. La pression de l'eau est réglable de manière précise. Reste à avoir la durée dans le temps. Mais franchement pas déçu de mon achat.

 3 points
3 points -
Ben oui j'avais vu la vidéo !! sur les machine à expresso tu as normalement un truc (cylindre ) pour tasser le café, donc des manips en plus avec le bambu pas bon pour les flemmards.2 points
-
Même avec la vidéo je n'ai pas trop capté le truc, moi j'utilise des dosettes Nespresso2 points
-
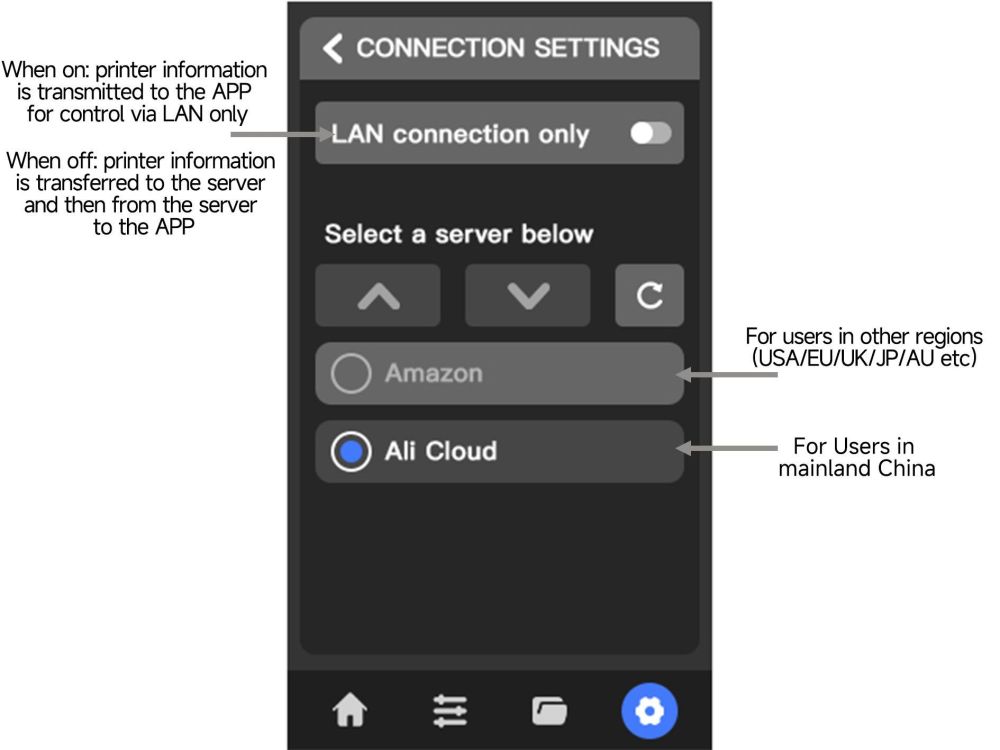
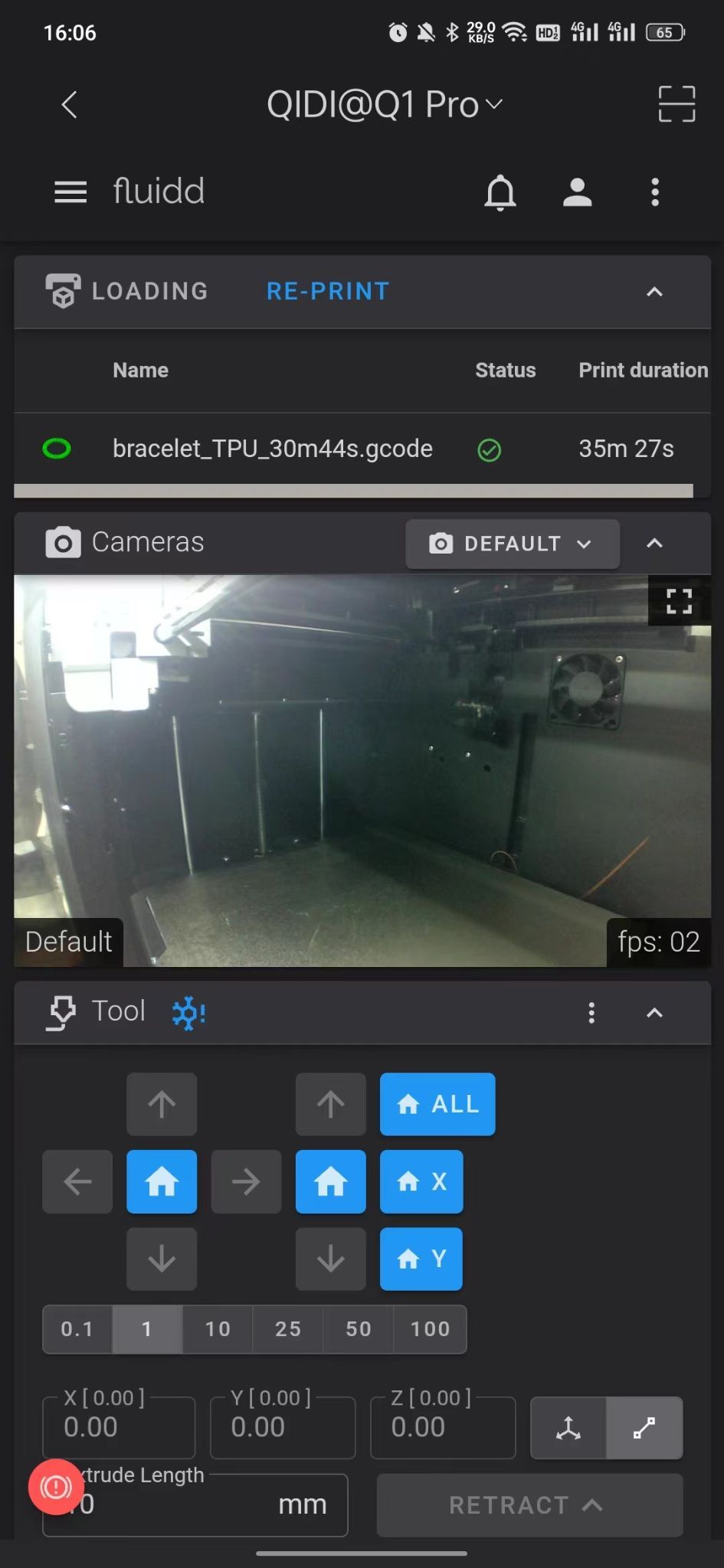
Sinon pour les mobiles Android, sur le magasin officiel des applications Google, il y a Klipperoid et Mobileraker qui sont très bien, j'utilise aussi bien l'une que l'autre et comme on dit, ça fait le job L'appli de Qidi est un fichier .apk qu'il faut installer manuellement (pas disponible «pour le moment» sur le Play Store) donc à nefaire que si vous avez une entière confiance envers celui qui fournit l'APK (récupéré mais pas installé pour ma part).2 points
-
Sans rire je n'aurai pas trouvé C'est efficace ?2 points
-
Nas en place et "fonctionnel", mon mari s'occupe de tout configurer donc pas encore vraiment utilisable (je vais pas foutre la merde en mettant des fichiers dedans pendant qu'il le configure) mais ça fonctionne. 3 disques de 500 pour l'instant en raid je sais pas lequel, c'est pas moi qui gère et je m'en fou du moment que ça marche.2 points
-
Le projet Hunter Proto 1/10 est en attente des impressions finales... Il est maintenant temps de s'occuper des de la taille 1/2 donc 1/20. J'ai trouvé des cardans sur amazon qui devrait faire exactement ce dont j'ai besoin (termes de recherches : universal joint 1/28 rc, et j'ai ensuite focalisé pour trouver du 3mm à 3mm. J'ai trouvé cela en deux types de dimensions, et les plus courts font à peu de chose près la moitié de la taille du vrai joint Hunter). https://amzn.eu/d/a6MyICK Cela devrait faire le job. J'ai aussi commandé des tiges en laiton de 3mm de diamètre et longueur 100mm. Cela devrait être facile à travailler avec des outils rudimentaires... Ensuite, j'ai commencé à jeter les bases en CAD. J'ai ouvert Fusion 360 et inclus un dérivé du chassis du Hunter que j'ai mis à l'échelle 1/2 du chassis original. J'ai ensuite intégré les servos pour voir ce qu'il fallait en termes d'adaptations... La première conclusion est que sauf à découper le servo ou élargir le chassis, le servo en taille mini ne fonctionnera pas... Et il faudra donc que l'on travaille avec le servo en taille micro... Pour le moteur, j'ai identifié un combo Mini28 avec un moteur qui fait plus ou moins la taille d'un 540 réduit de moitié et cela va faire le travail. je le commanderai plus tard. J'ai aussi reçu un servo linéaire de plus petite taille, c'est vraiment tout petit et cela devrait faire le job pour un Hunter 1/32...2 points
-
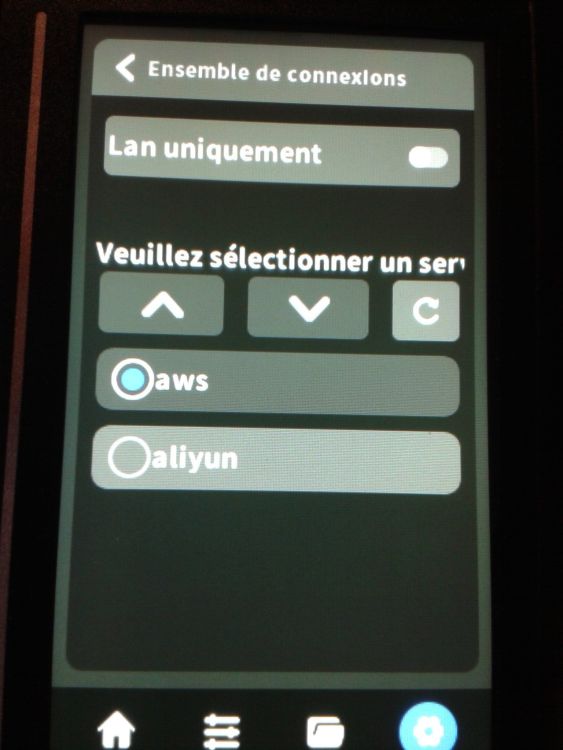
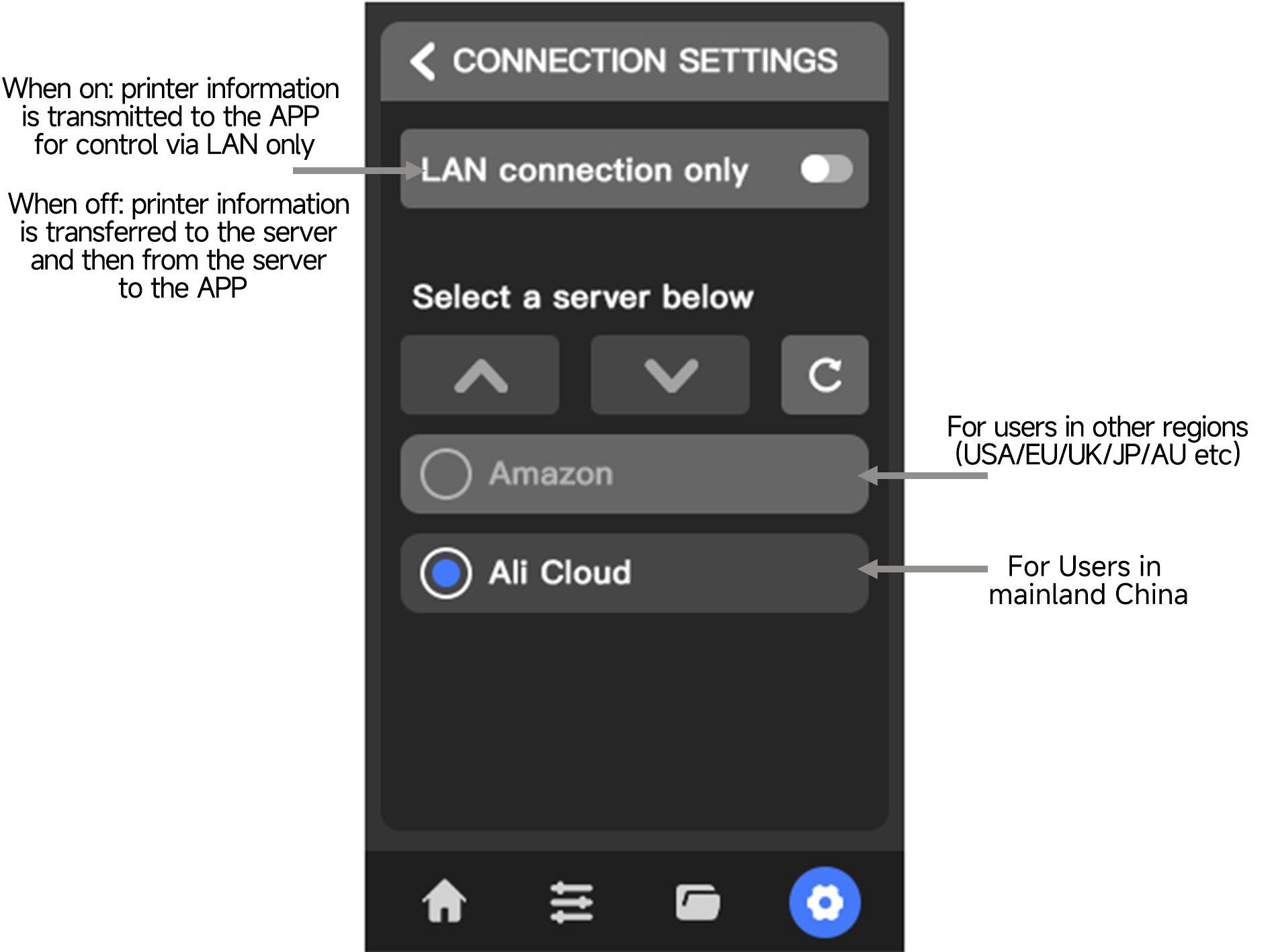
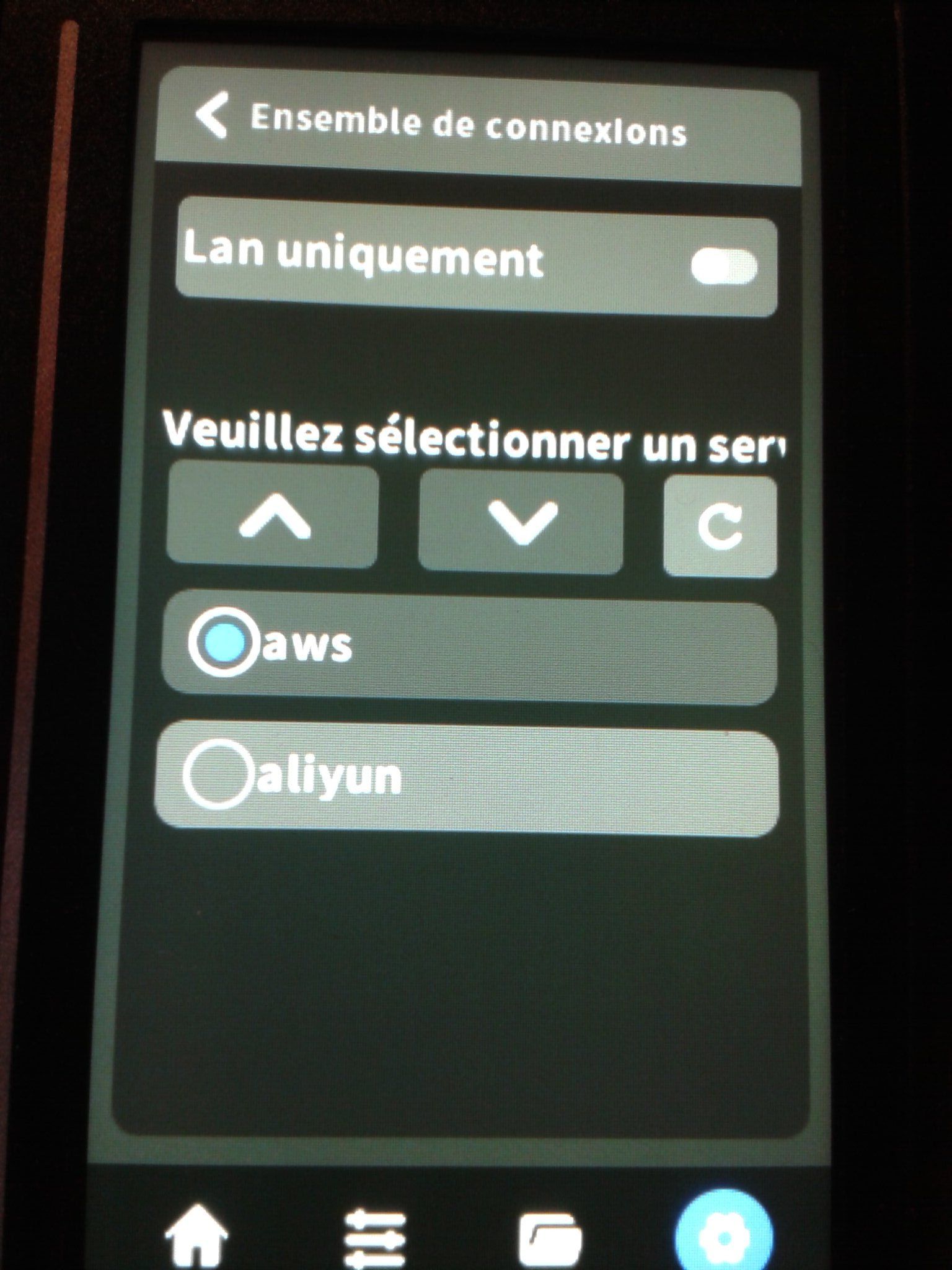
Je viens de remarquer un p'tit nouveau sur le wiki: https://wiki.qidi3d.com/en/app Et donc, sur le site: https://qidi3d.com/pages/software-firmware Cela ressemble davantage à l'adaptation au format 'portable' d'une page web de Fluidd qu'à une pure création. Le truc sympa est que l'appli puisse se connecter à de l'extérieur en passant par un serveur Amazon (ou Ali Cloud pour l'Asie). Si cela fonction, c'est une chouette alternative qui permet de se passer de HA si l'on n'en est pas déjà équipé ou que l'on ne souhaite pas l'installer... C'est relativement semblable à ce que Bambu Labs a fait (serveur externe). A tester de toute urgence ! Attention quand même: c'est un APK, donc non validé (pour l'instant) par Google.
 1 point
1 point -
as tu vérifié que le ventilateur de ta tête d'impression tourne bien ?1 point
-
Sans rire j'ai été barman pendant 12 ans je n'ai jamais utilisé ce genre de truc, je le jure1 point
-
C'est un truc de pour les flemmards ( cf la vidéo de la page https://eu.store.bambulab.com/fr-fr/products/electric-coffee-wdt-tool-kit-k013 )1 point
-
Pour le " xx" truc à café, je ne comprends pas bien à quoi cela sert, cela ne moud pas, ne tasse pas le café, juste le remuer ou alors pour du café américain !! tu nous diras STP.1 point
-
Trop forts @PPAC et @fran6p !
 1 point
1 point -
grand merci à @fran6p , @PPAC, grâce à vous j'ai compris la manip des macros. en effectuant plusieurs fois des modifs j'ai enfin réussi à avoir accès au différents rejetoirs. je me coucherais moins bête ce soir et peut être demain, si je retiens tout..1 point
-
Bonjour, Ce n'est pas une question de niveau mais de priorité des investissements de départ. Démarrer une activité professionnelle avec du matériel de très bas de gamme comme celui que tu as acheté est une économie mal placée. Si ce sont tes seuls outils et qu'ils te lâchent rapidement, et ceux là vont te lâcher très rapidement, tu auras perdu ton bien le plus précieux, du temps. Tout ce que tu as acheté est à peine utilisable pour un bricoleur occasionnel, pas pour un pro. J'ai acheté mes premiers outils il y a très longtemps, sur les conseils de mon père, bien avant de monter mon entreprise, je les ai toujours. Des outils d'électronicien Safico, des fers Weller, des micro tournevis Facom, etc. Un autre aspect, ta santé. Je n'achèterais jamais une lampe que je suis susceptible d'utiliser plusieurs heures par jour sans l'essayer. Le reste comme @willy2406.1 point
-
Il est probable que les chemins d'accès ne soient pas corrects. La X-Max 3 utilise l'ancien chemin d'avant la modification majeure de Moonraker il y a plus d'un an. Les fichiers de configuration sont dans ~/klipper_config, les gcodes dans ~/gcode_files pour ma XM3, avec le Moonraker récent c'est dans ~/printer_data/config et ~/printer_data/gcodes (pour les timelapses, il faudrait voir où ils sont stockés). Donc : path = /home/pi/printer_data/gcodes au lieu de path = /home/pi/gcode_files et path = /home/pi/printer_data/config au lieu de path = /home/pi/klipper_config Enregistrer smb.conf, recharger / redémarrer (ou rebooter) Tels que définis, les partages sont publics (public = yes et/ou guest ok = yes, c'est la même chose) et ne nécessitent aucun nom d'utilisateur ni mot de passe côté Windows1 point
-
désolé @fran6p j'ai oublié de le glisser smb.txt @PPAC rien compris parle moi provençal aussi, non je rigole. ne vous cassez pas la nénette, moi je voulais juste un moyen simple et ne pas vous prendre la tête avec un truc qui me semblais tout bête1 point
-
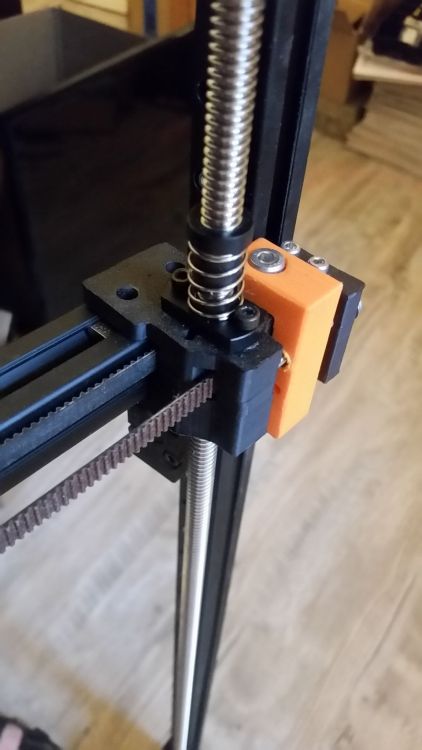
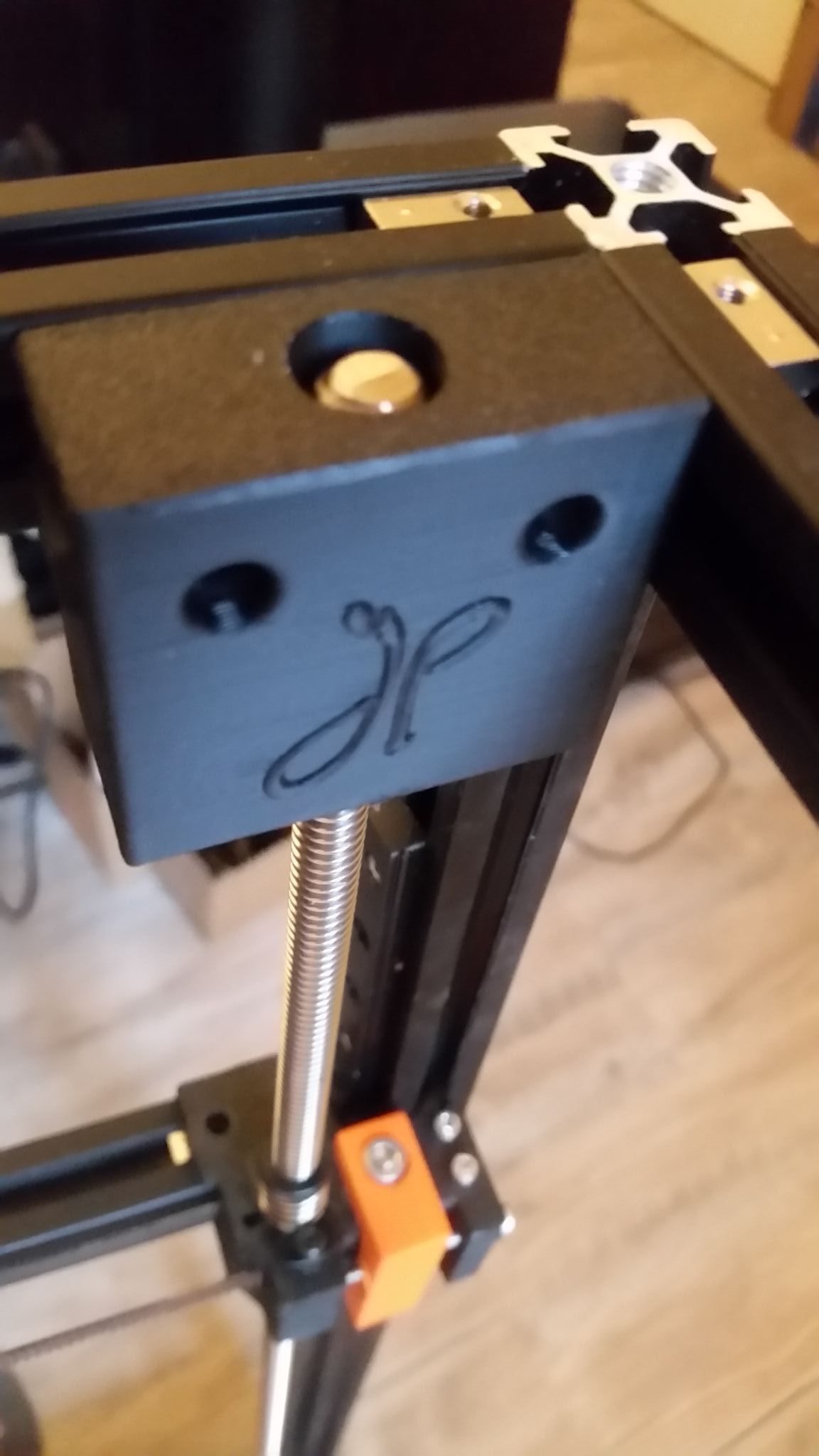
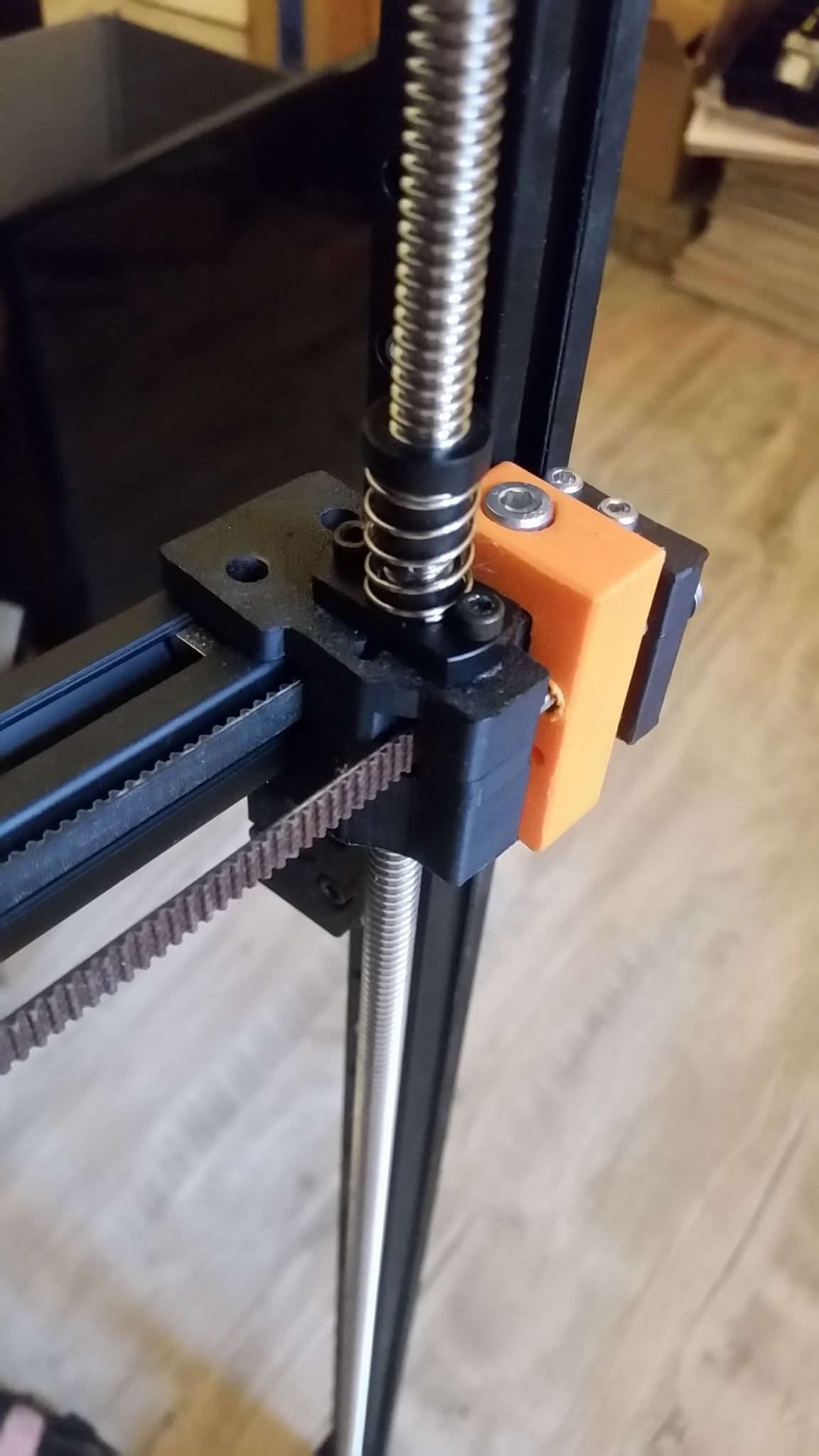
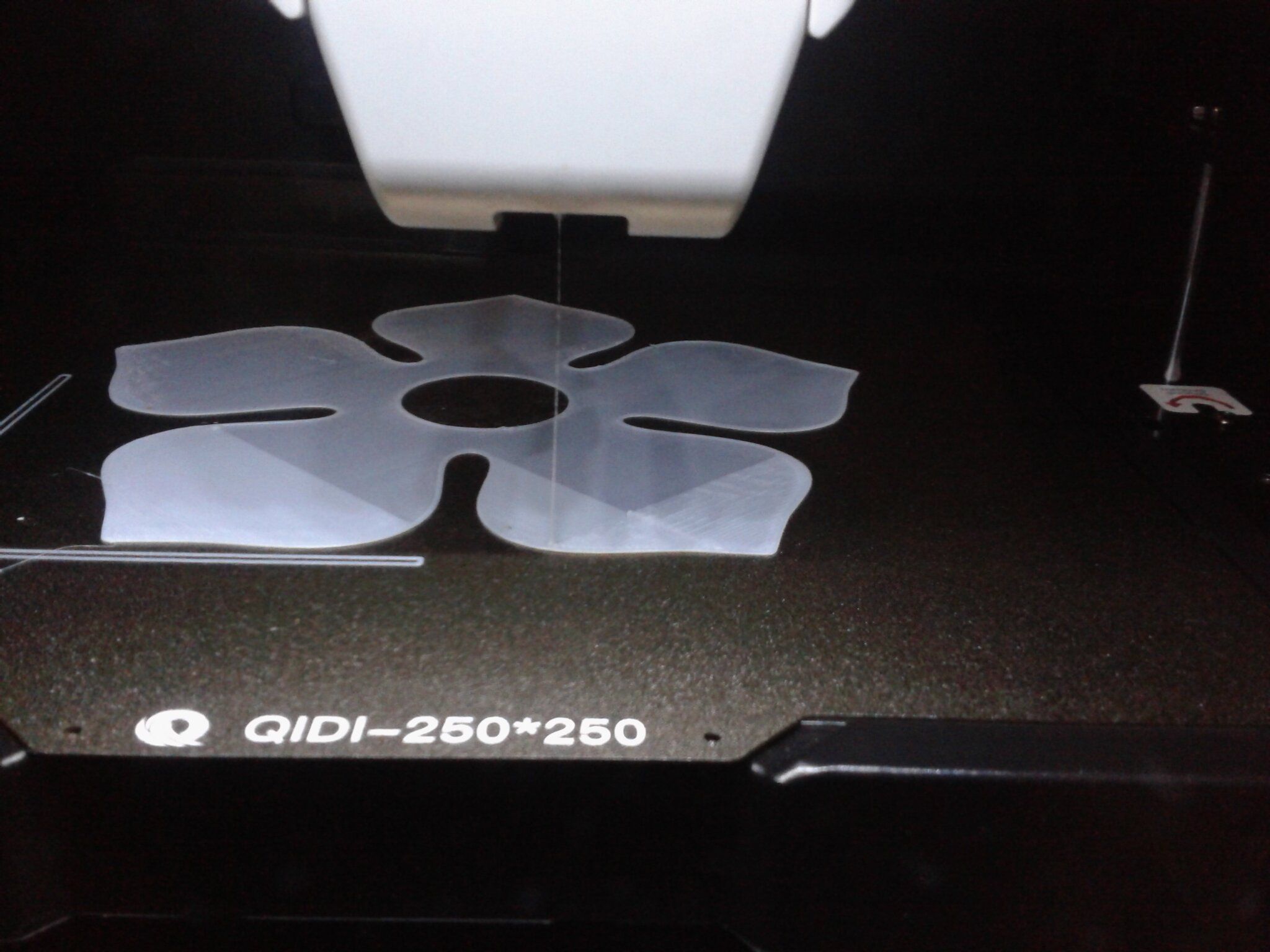
Quelques photos comme promis. (La vue d'ensemble viendra quand la bête sera totalement montée.) Si tout se passe comme pour le 1er axe, alors tout baigne : l'alignement est quasi parfait - le passage de la courroie horizontale tout autant Bon week-end

 1 point
1 point -
Un kit souris «gamer de la mort qui tue» (une fois la coque imprimée) ?1 point
-
Salutation ! Si tu a fait des impressions de test pour déterminer les durées d'expositions pour la résine et hauteur de couche utilisé ( personnellement j'aime bien "The cones of calibration" de TableFlipFoundry pour savoir où je me situe en durée d'exposition ) Alors la force de décollements ( peeling force ) d'une couche est proportionnel a la surface a décoller. Donc si tu imprime des couche de relative grande surface c'est normal. (Sinon ne pas confondre "la force de décollement d'une couche" (peeling force) , de la "force de succion due a une coupe de succion ( suction cup ) ou ventouse" cela n'est pas exactement la même chose. et les deux peuvent se cumuler... ) Pour la tension du FEP, mesurer la fréquence de résonance principale en tambourinent gentiment le FEP sur le réservoir de résine, avec une app de smartphone ( comme par exemple spectroid ). Sur mes imprimantes c'est de l'ordre ( a adapter selon la taille du réservoir de résine et le type de FEP) de 350Hz-450Hz ( en dessous de 300 Hz c'est probablement insuffisamment tendu et au dessus de 450Hz c'est probablement trop tendue ) Après il y a aussi l’usure du FEP ( plus il est usé, plus son adhérence augmente. Et donc plus la force nécessaire pour le décollement d'une couche augmente )1 point
-
A la lecture de ta citation oui, un dossier "private" semble dire un écran DACAI, mais je pense qu'il peut le reflasher correctement normalement.1 point
-
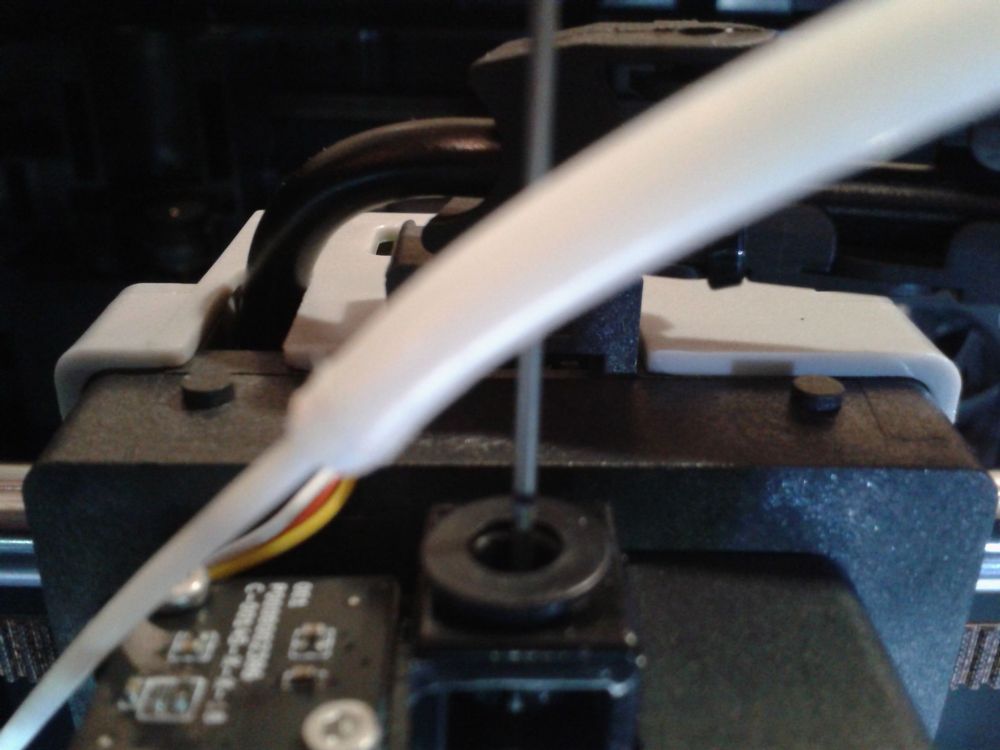
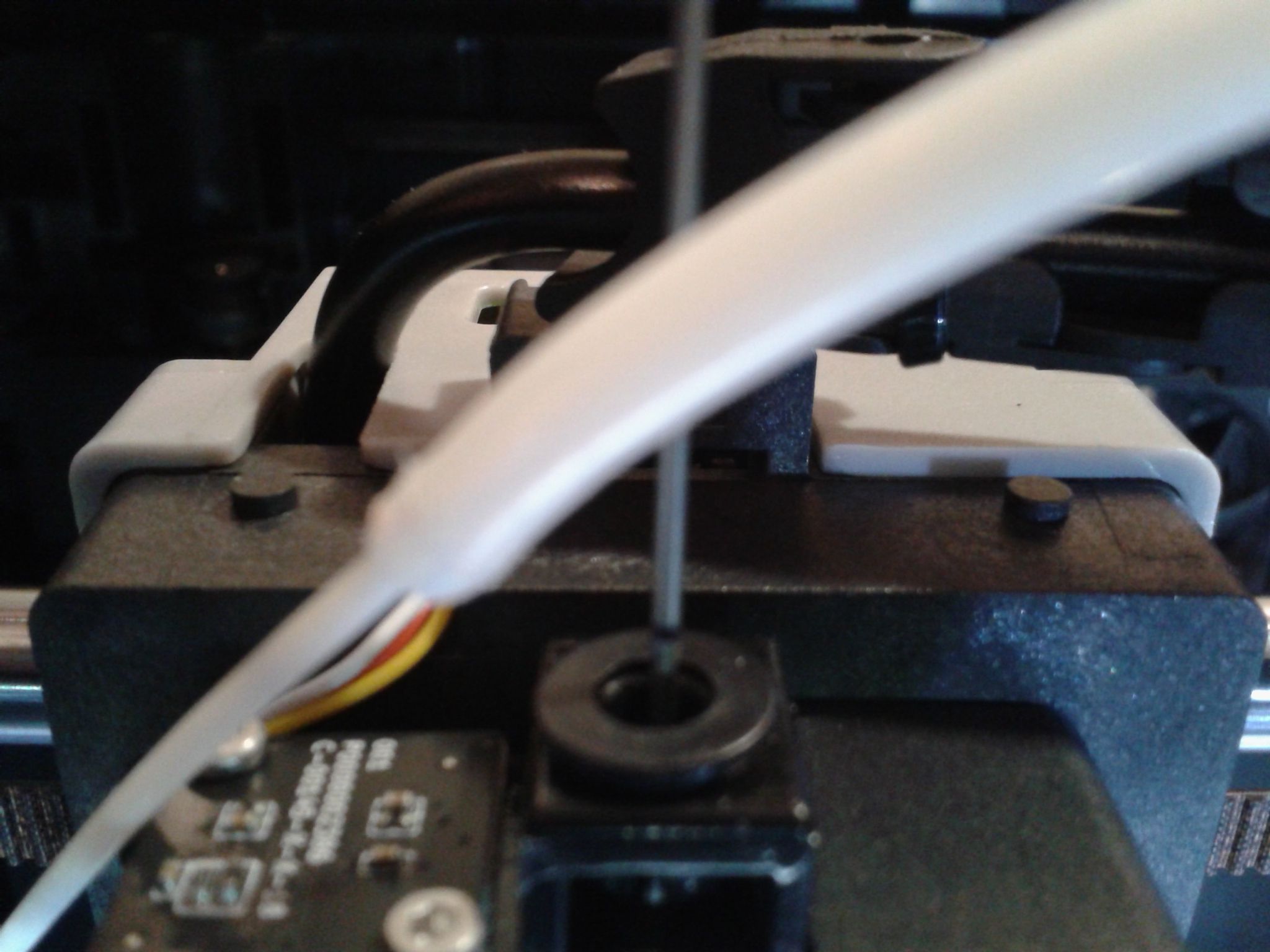
J'avais oublié de parler de cela. Car j'avais éjecté le filament ( chose à éviter ) j’avais un blocage a l'insertion d'un nouveau filament ... dû à des petits bouts de filament bloquant l'entrée du Heatbreak. Et comme j'ai répondu avec des photos de la Q1 Pro, sur un autre sujet pour une histoire de blocage sur une X-Max 3, je remet et reformule ma réponse ici. Machine éteinte, en sondant avec une tige en métal où j'ai fait une marque quand elle bute, pour avoir la hauteur ( ici de l'ordre de 6,5 cm de distance avant que ma tige ne bute en l'introduisant a la place du filament ) et en regardant ensuite avec la tige a l'extérieur, pour déterminer où se trouve le blocage, dans mon cas c'était juste au niveau du début du heatbreak. Et donc j'ai séparé la partie chaude pour regarder dans le heatbreak. J'ai enlevé, avec une pince a épiler coudée (pince Brucelle coudée), les petits morceaux de filament trouvés. Puis, j'ai remonté la partie chaude Et là je n'avais plus de blocage. Quand on touche à la tête d'impression, la bonne pratique est de toujours le faire machine hors tension. Puis de refaire un Nivellement (et Z-Offset, mais sur la Q1 Pro le Z-Offset est fait automatiquement) après intervention. Ajout > Sinon, en cas de bouchage, il me semble que l'on peut appliquer une grosse partie de https://wiki.qidi3d.com/en/X-Plus3/Troubleshooting/Filament-Clogging (Merci souriceaux)
 1 point
1 point -
Très crédible, il est possible que tu montes bientôt sur le trône !!!1 point
-
Ça s'imprime en TPU et ça va sur des toilettes (d'où le rapport avec les supos) ?1 point
-
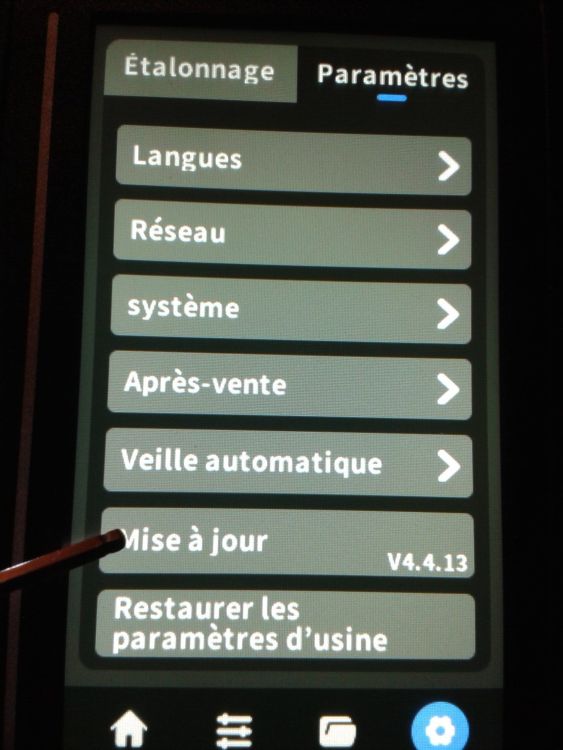
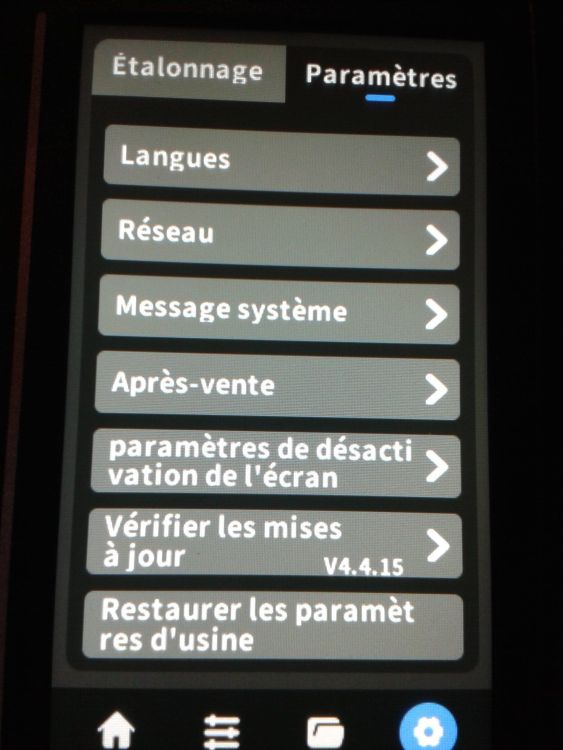
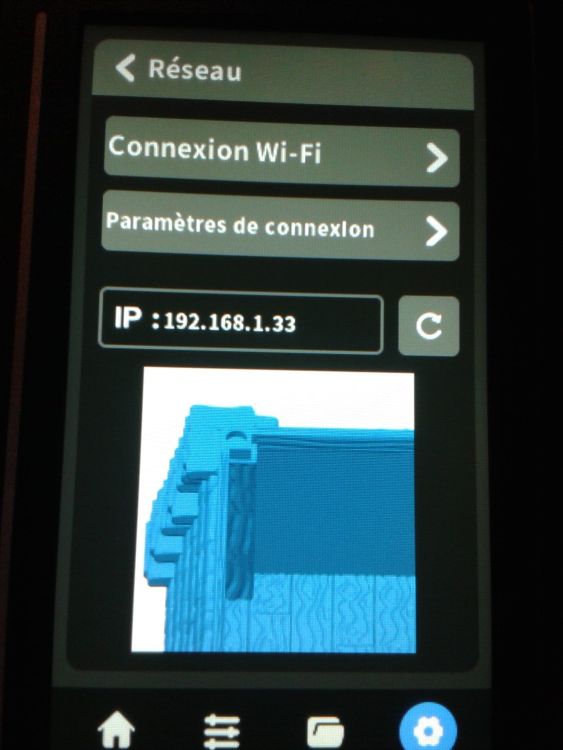
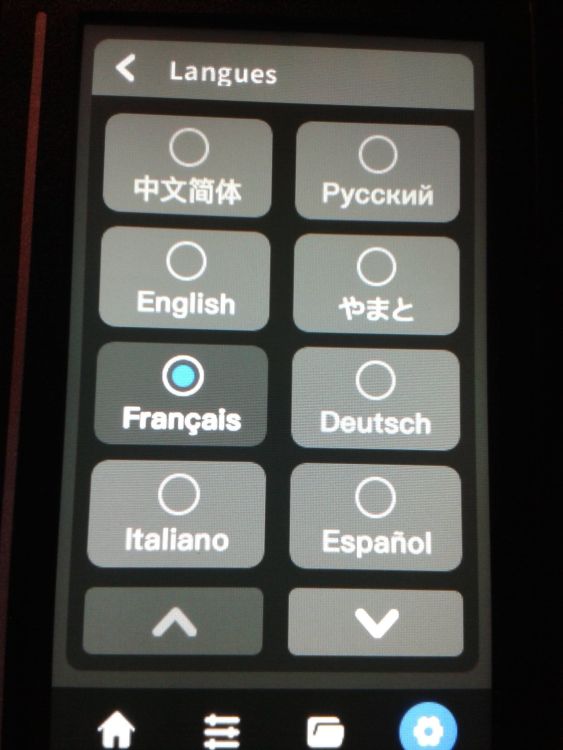
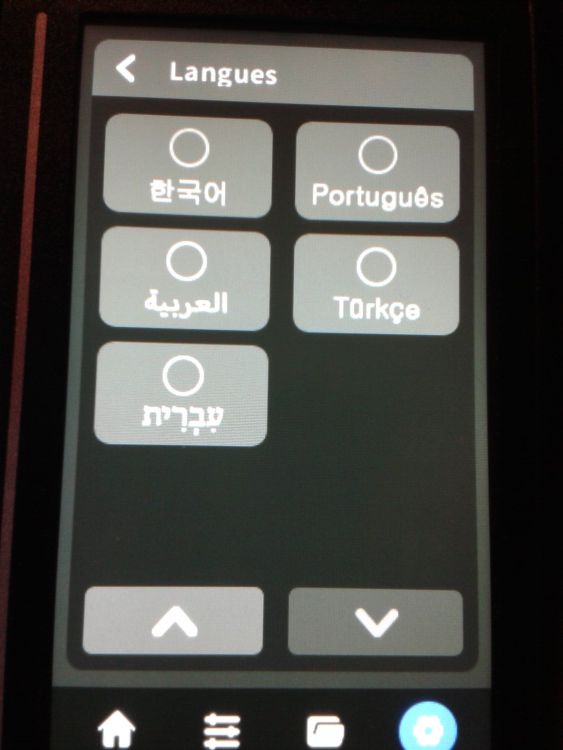
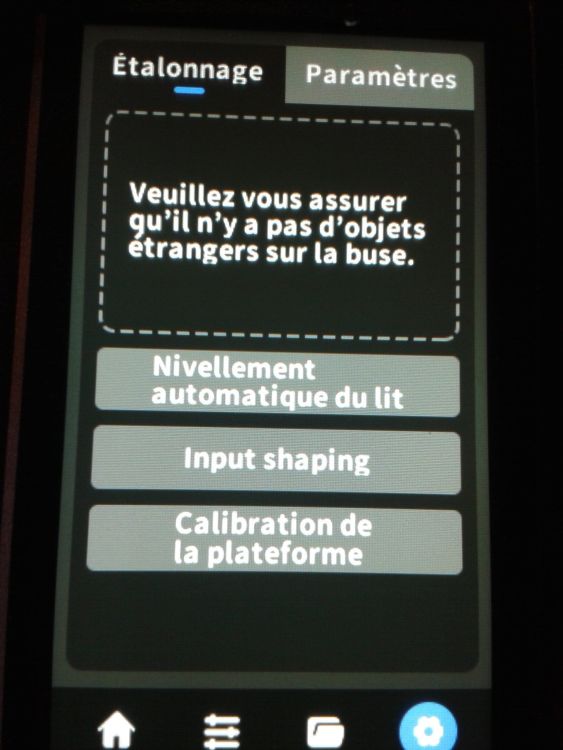
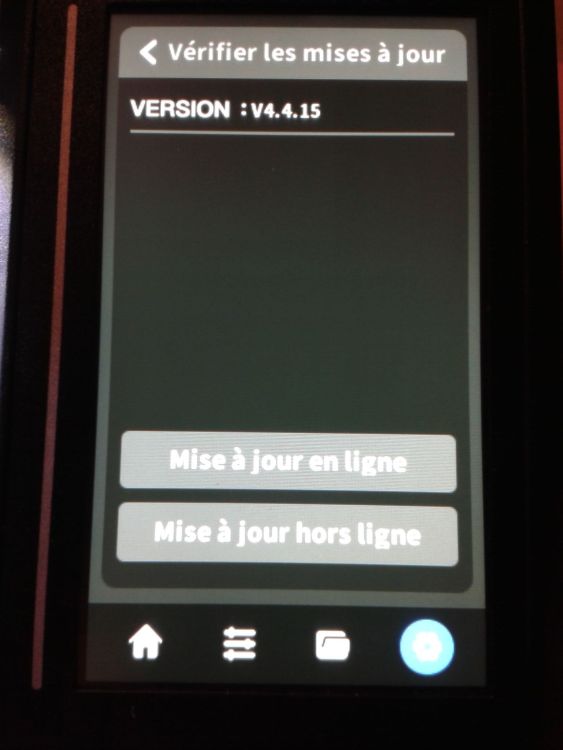
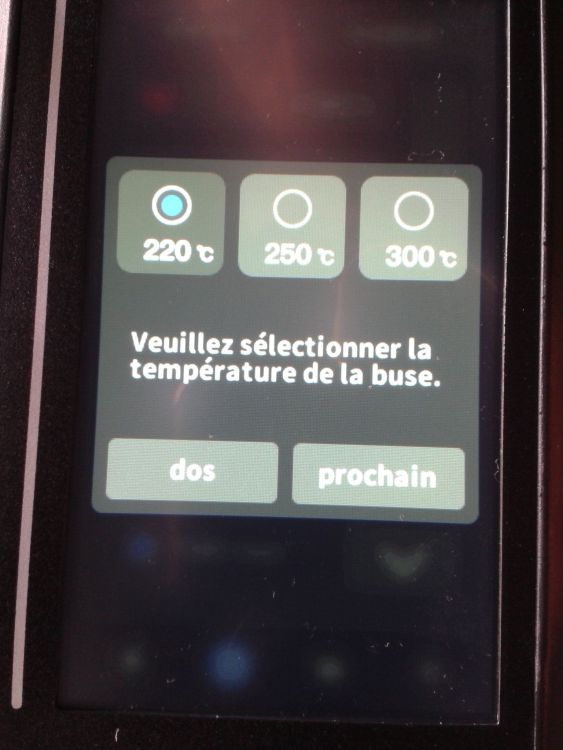
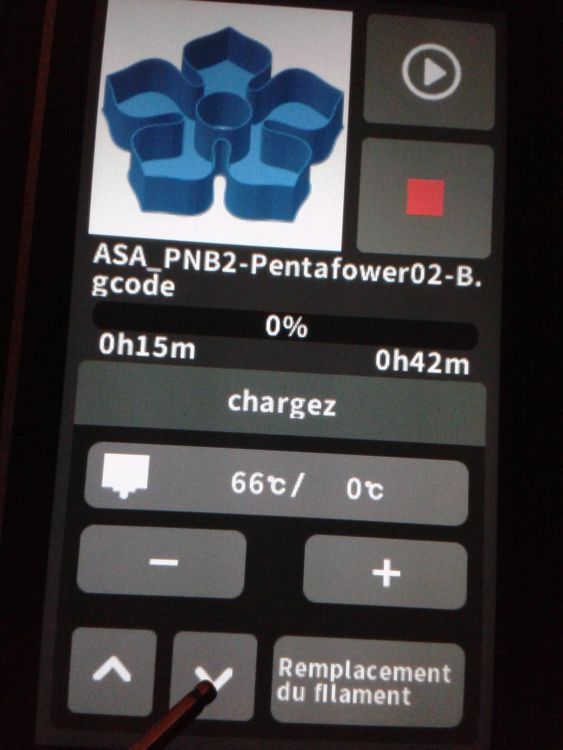
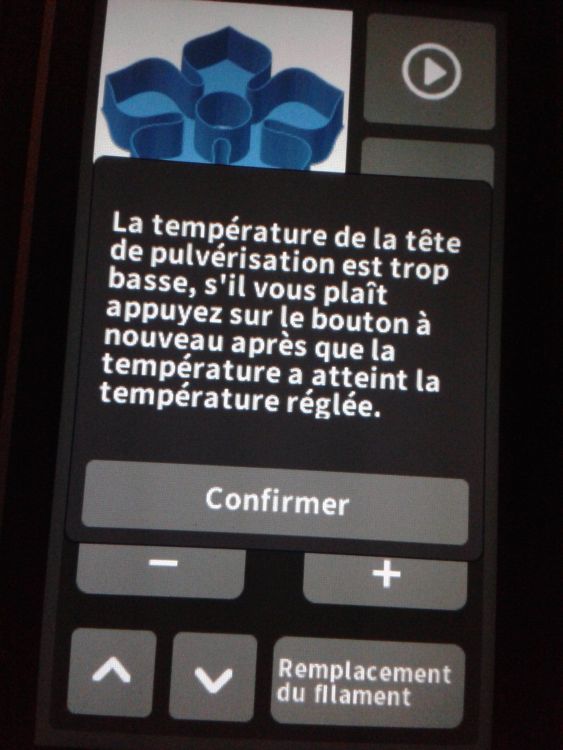
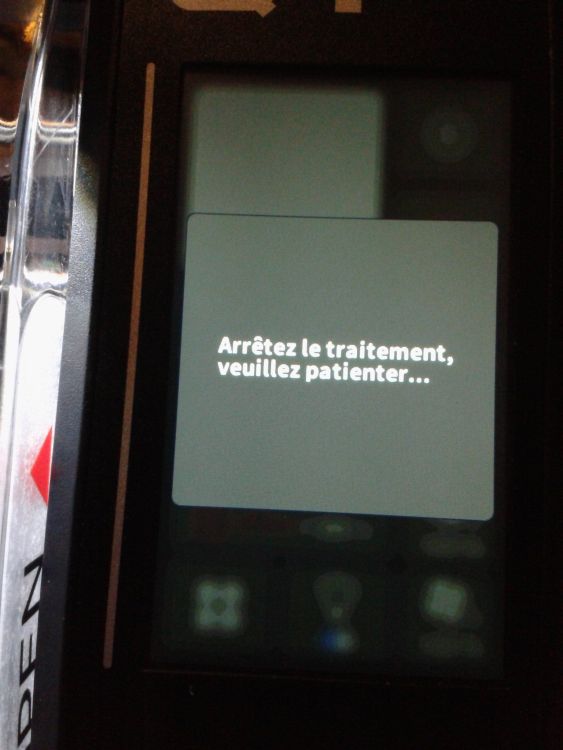
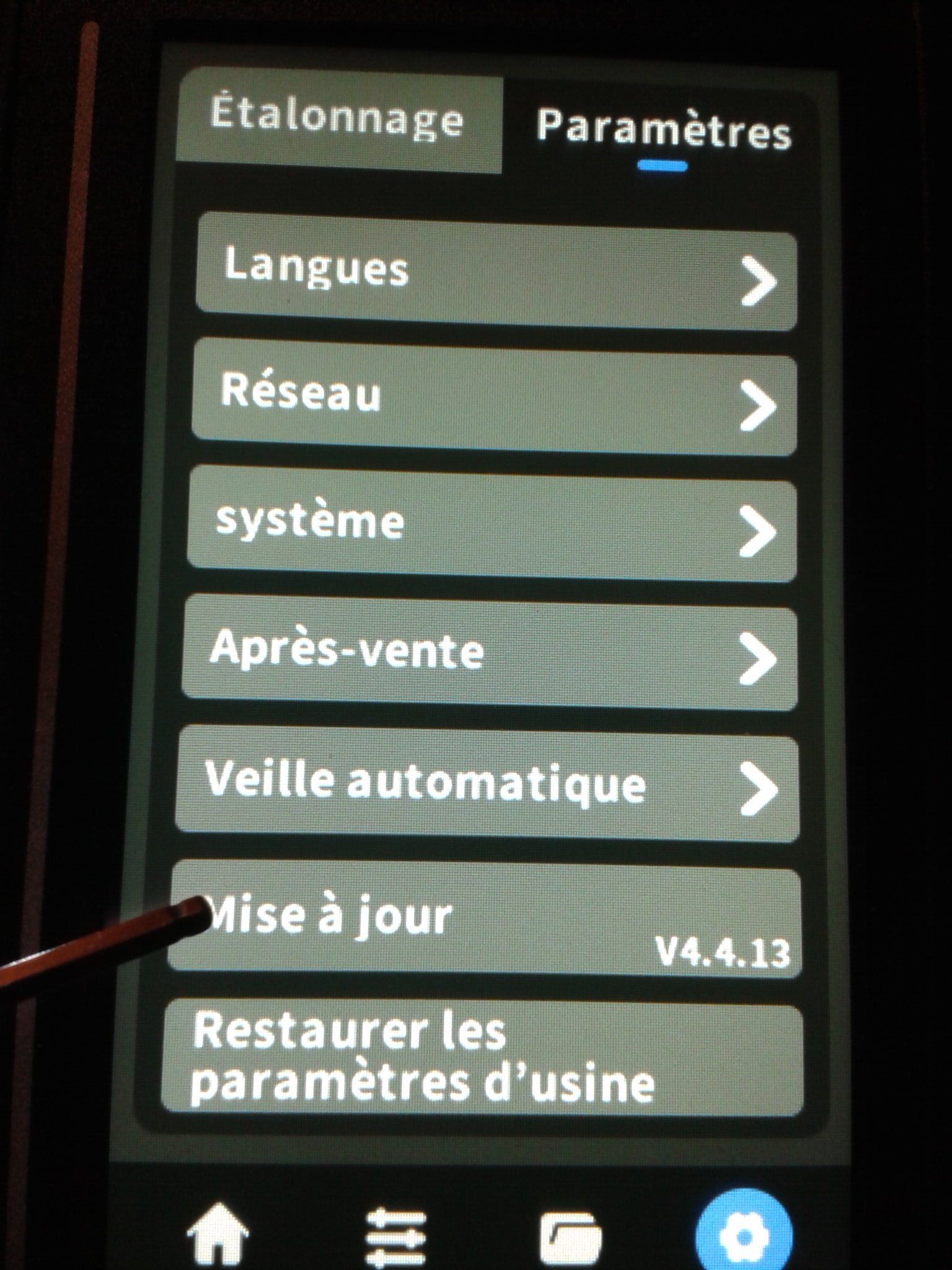
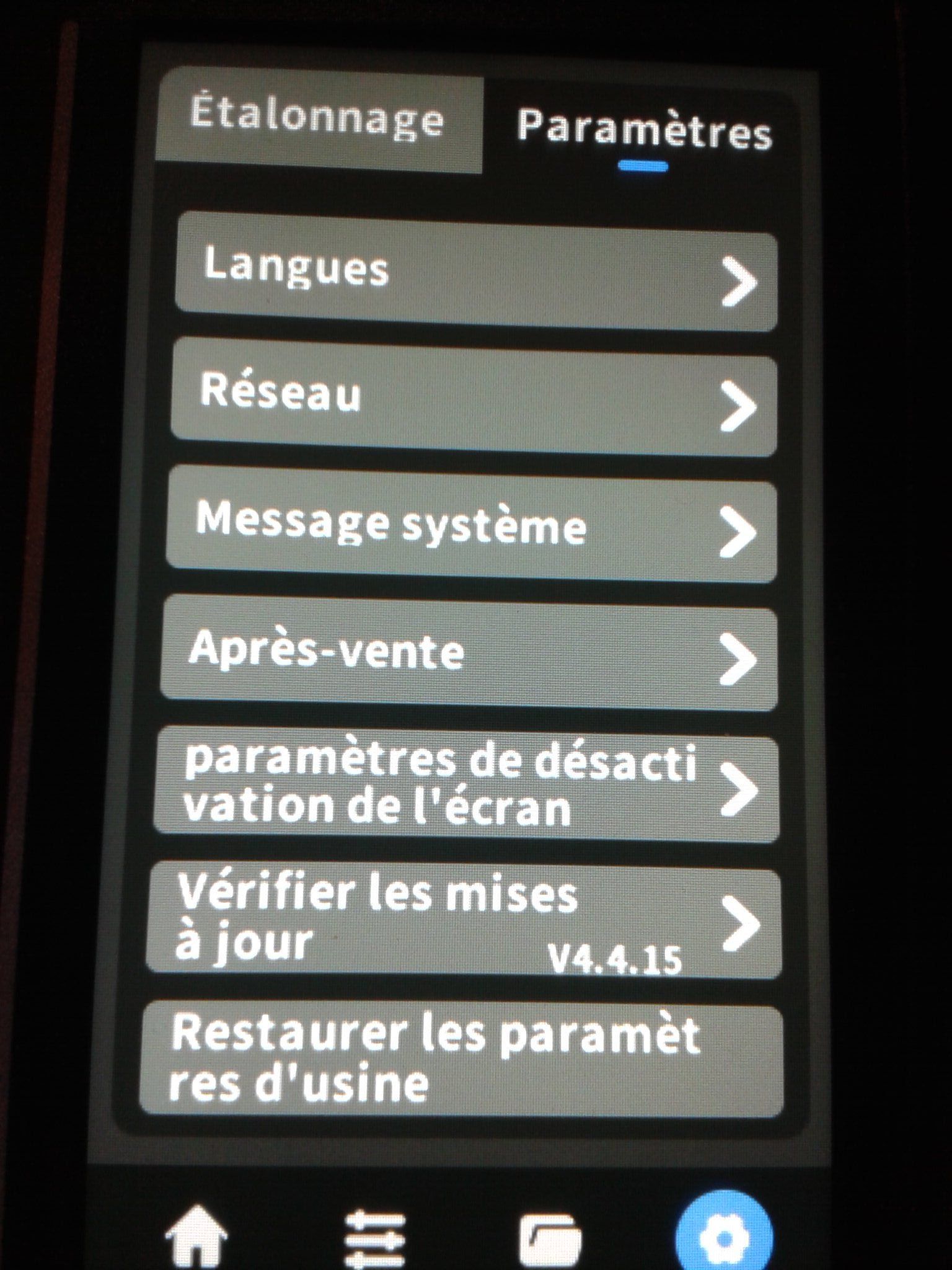
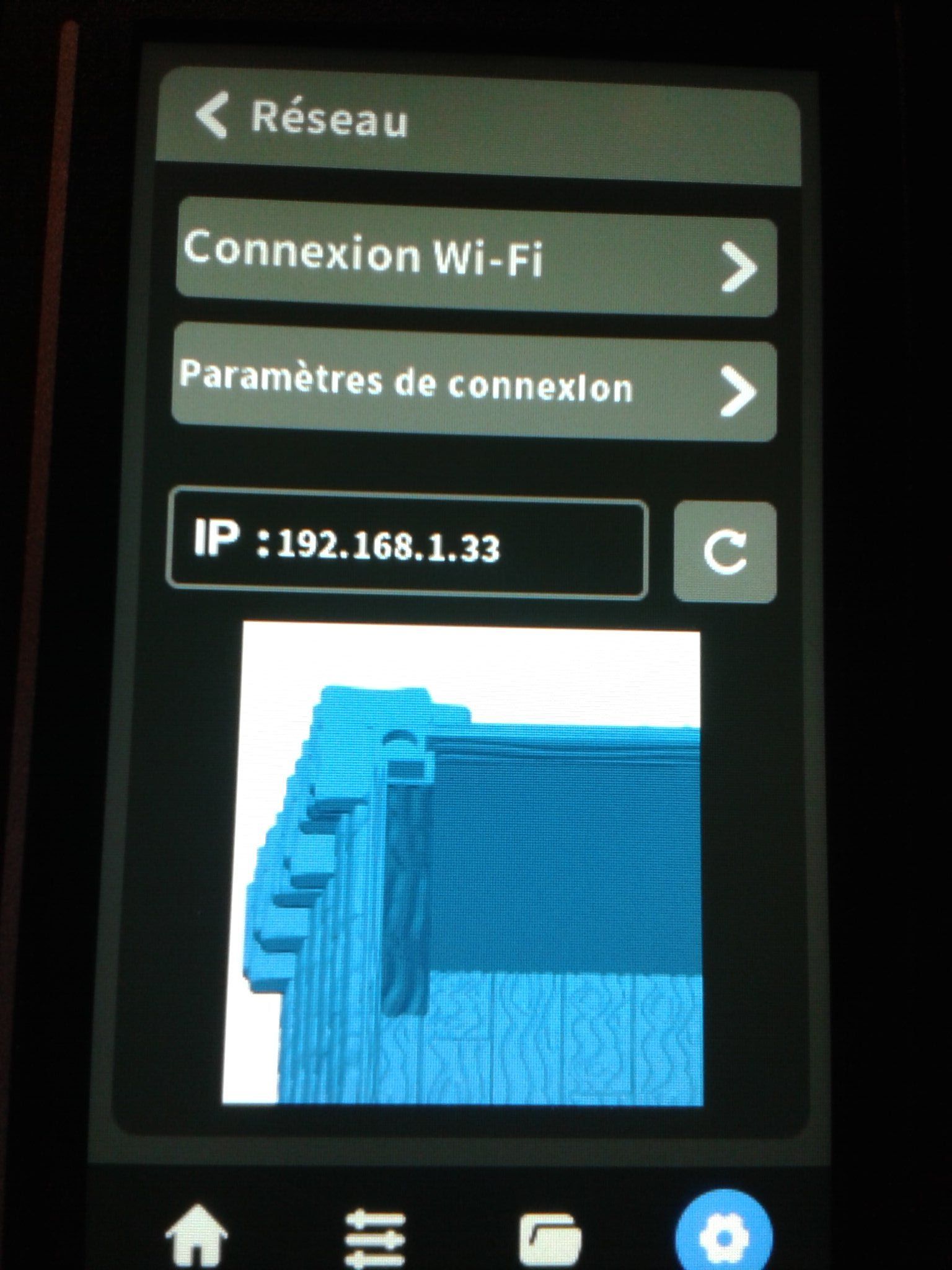
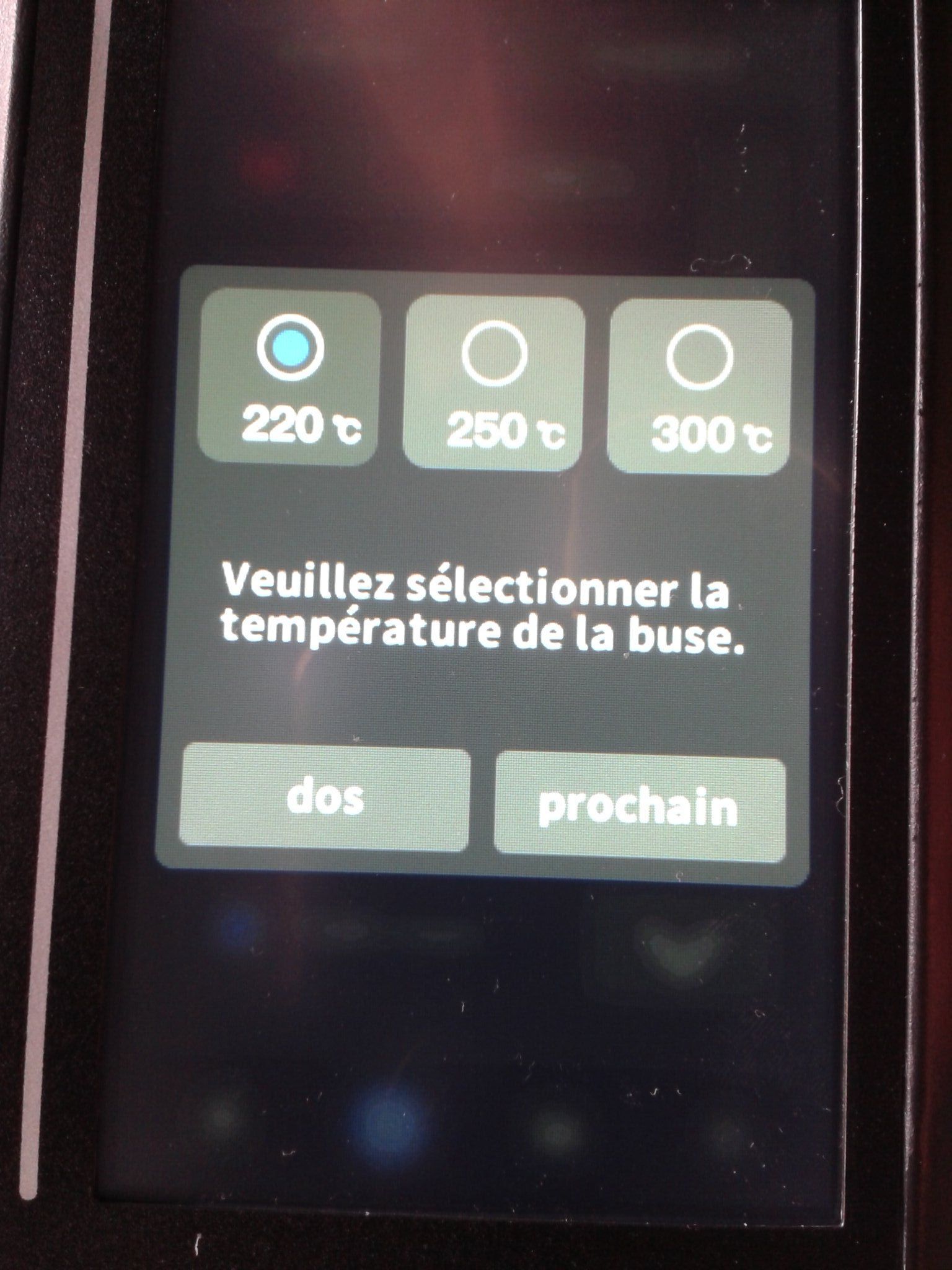
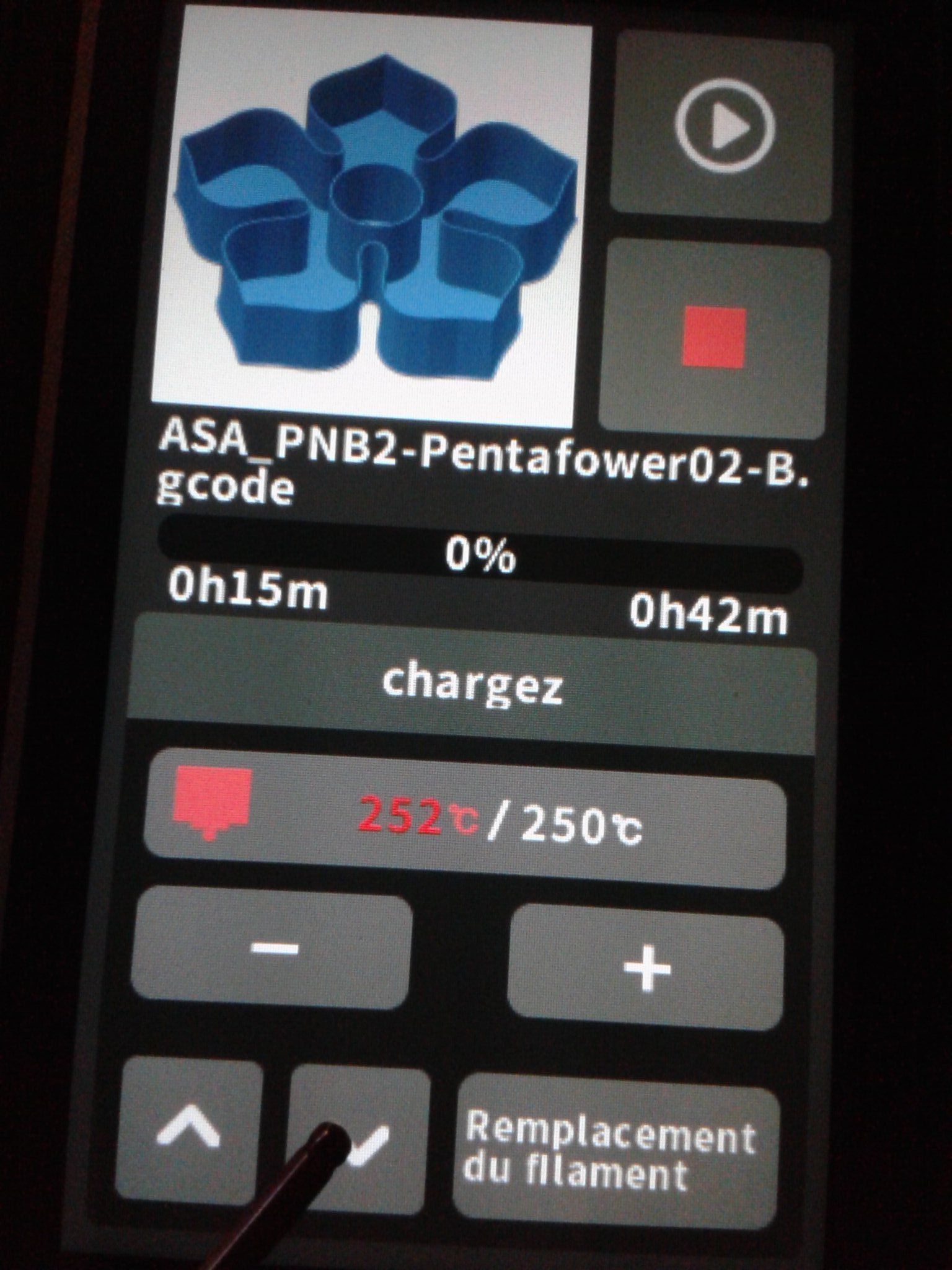
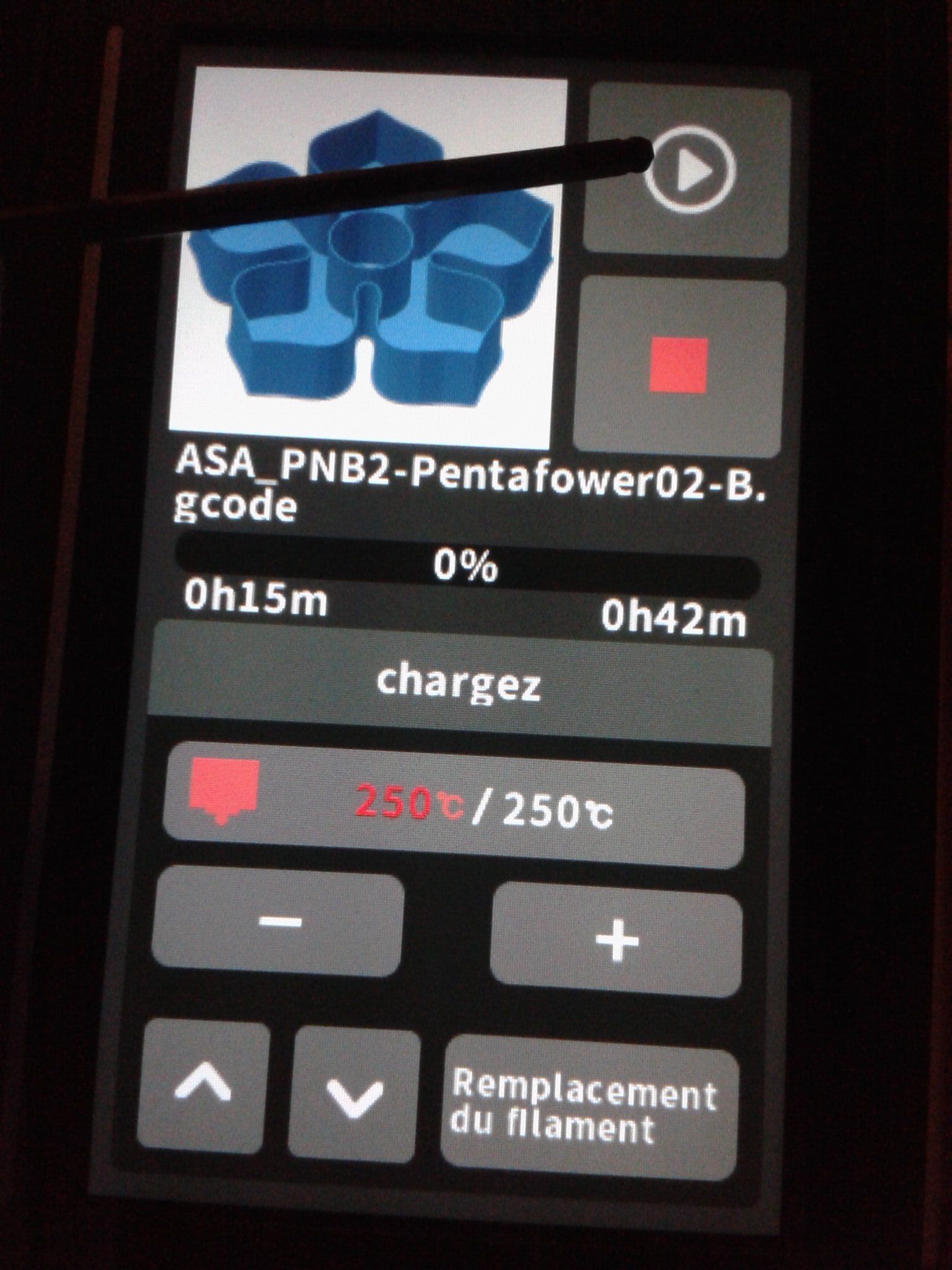
J'ai donc fait une mise à jour en v4.4.15 ( en partant d'une v4.4.13 ) La version que j'ai téléchargée (le 20/03/2024 15h27) de https://qidi3d.com/pages/software-firmware -> ("3D Printers Firmware") -> "Q1 Pro" Pour bien être certain de la "build" de cette version, je mets les sommes de contrôle md5sum et extrait d'un résultat d'un "ls -laR' pour avoir les dates de modifications # find . -type f -exec md5sum {} \; 26e80e18d1f8a7b3f15c08cc57c465db ./QD_Update.rar 6a96bbc52680f8501644aeafa774460b ./QD_Update/QD_Q1_SOC da51fd6de38417b41acd76377b7d78a1 ./QD_Update/QD_Q1_UI # ls -laR ... -rw-rw-r-- 1 q6 q6 11395270 mars 20 07:34 QD_Update.rar ... -rw-rw-r-- 1 q6 q6 5884140 mars 20 07:20 QD_Q1_SOC -rw-rw-r-- 1 q6 q6 14921272 mars 20 07:20 QD_Q1_UI La mise à jour via clé USB c'est déroulé comme prévu. Prévoir ~15 minutes, plus le temps de faire le Nivellement et Input Shaping après la mise à jour. ( Il doit y avoir une erreur de traduction pour l'écran avec "Chargement du filament..." vu le contexte cela devrait plutôt être "Chargement de la mise à jour ..." ) Donc là j’éteins et après ~20 secondes rallume l'imprimante ( Le plus long, c'est le flash de l'écran, qui prend environ 10 minutes pour arriver à 100% ) Et voilà le résultat Si on se connecte en ssh à la machine pour vérifier la version du firmware root@mkspi:~# cat /root/xindi/version [version] mcu = V0.10.0 ui = V4.4.15 soc = V4.4.15 root@mkspi:~# On dispose désormais d'une possibilité de "Mise à jour en ligne". Là, j'ai cliqué sur "Mise à jour en ligne" et je serais donc à jour. (Enfin je suppose car la phrase me semble ambiguë.) Attention bien refaire le "Nivellement automatique du lit" et l' "input shaping" ( car le fichier de configuration "printer.cfg" a normalement était renommé/archivé pour être remplacé par un nouveau.) A noter que je n'ai pas perdu l'historique d'impression sous Fluidd donc la base de données de Moonraker n'a pas été effacé/écrasé lors de cette mise à jour. Pour le moment les écrans où j'ai identifié des changements "Langues" Et "Réseau" avec un nouveau menu intermédiaire. (Où, là il semble y avoir un bug je me dis qu'il devrait plutôt y avoir un QR-Code ... ) (Mais, toujours le "dos"(fr) pour la traduction de "back" (en).)




 1 point
1 point -
En fait non. La normalement le "472" veux dire 4.7 K Omhs Pour décrypter les codes sur les résistance soudé en surface Source image https://320volt.com/en/calculating-smd-resistor-value/ ( site qui permet aussi de passer du code a la valeur en Ohm et inversement ) (Ils sont fourbes les électroniciens. Je pense spécialement au codage de valeur des résistances avec des anneaux/bande de couleur pas si intuitif et pas adapté pour les daltoniens. ) Edit > Pris de vitesse par pommeverte
 1 point
1 point -
Salut, petite correction: 472 signifie 4700 ohms (ou 4.7 Kohms) (voir ici par exemple pour l'explication)1 point
-
Faux sur Truenas , une fois le Raid créé , on sauvegarde la config. Dans Truenas, y'a des options pour ça. ça crée un fichier que l'on peut copier, déplacer ou l'on veut , pour ne pas le laisser sur le Nas . si l'OS plante , on réinstalle l'OS (Truenas), on recharge le fichier config ...on retrouve tout.(vérifié).1 point
-
Avec Marlin comme firmware, il me semble que non (je n'affirme rien car apparemment il y aurait des scientifiques ici donc «Dubito, ergo sum»). Avec Klipper comme firmware c'est le fichier de configuration (printer.cfg) qui prévaut (section [printer] paramètre square_corner_velocity, par défaut à 5 mais avec ma Qidi XMax-3, il est à 8 avec des accélérations maximales de 20 m/s², vitesse maximale de 600 mm/s et oui cette imprimante aime être secouée )1 point
-
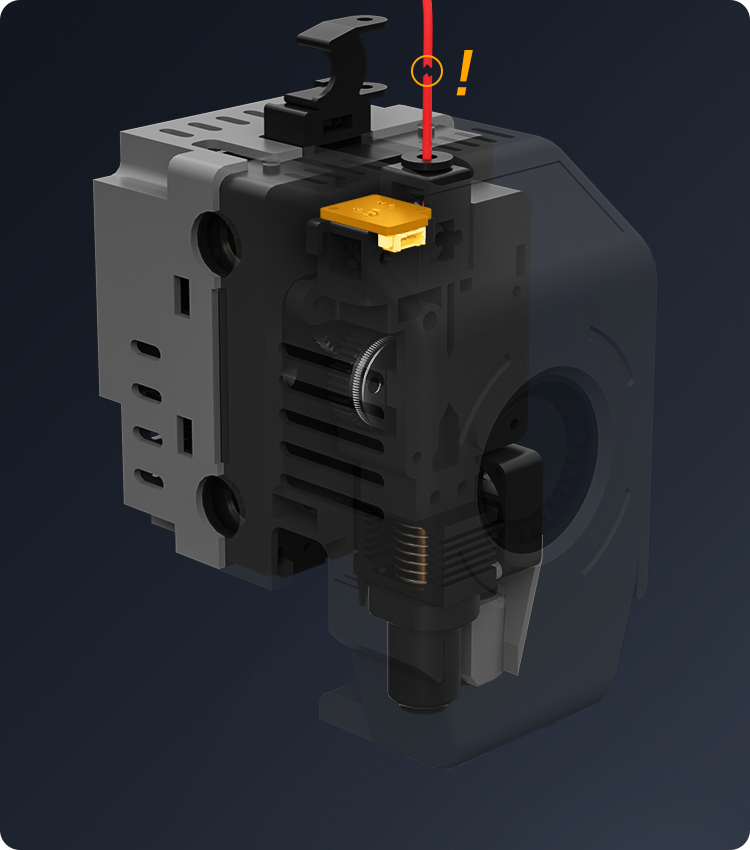
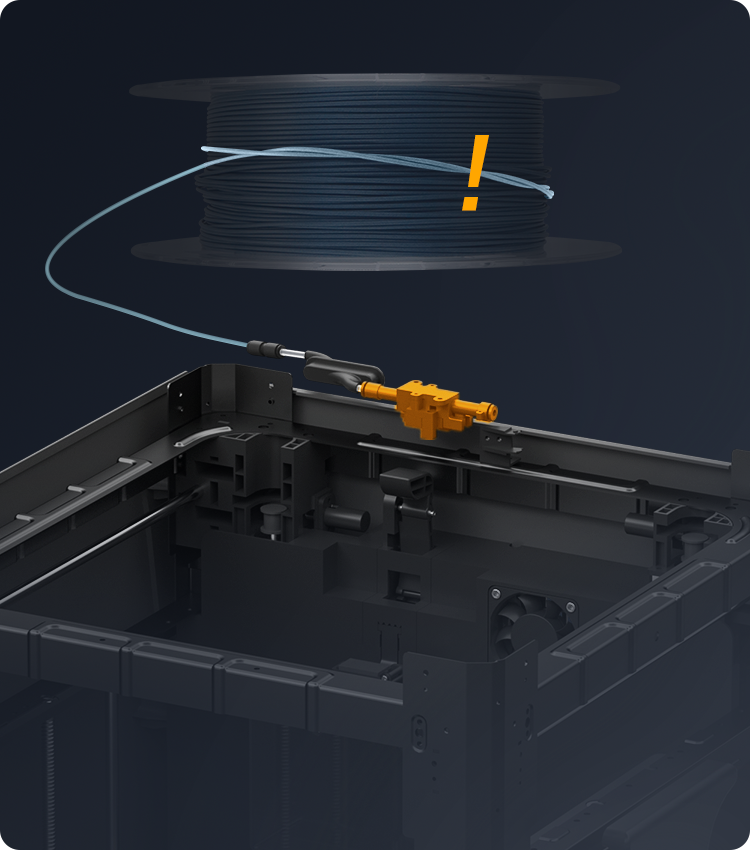
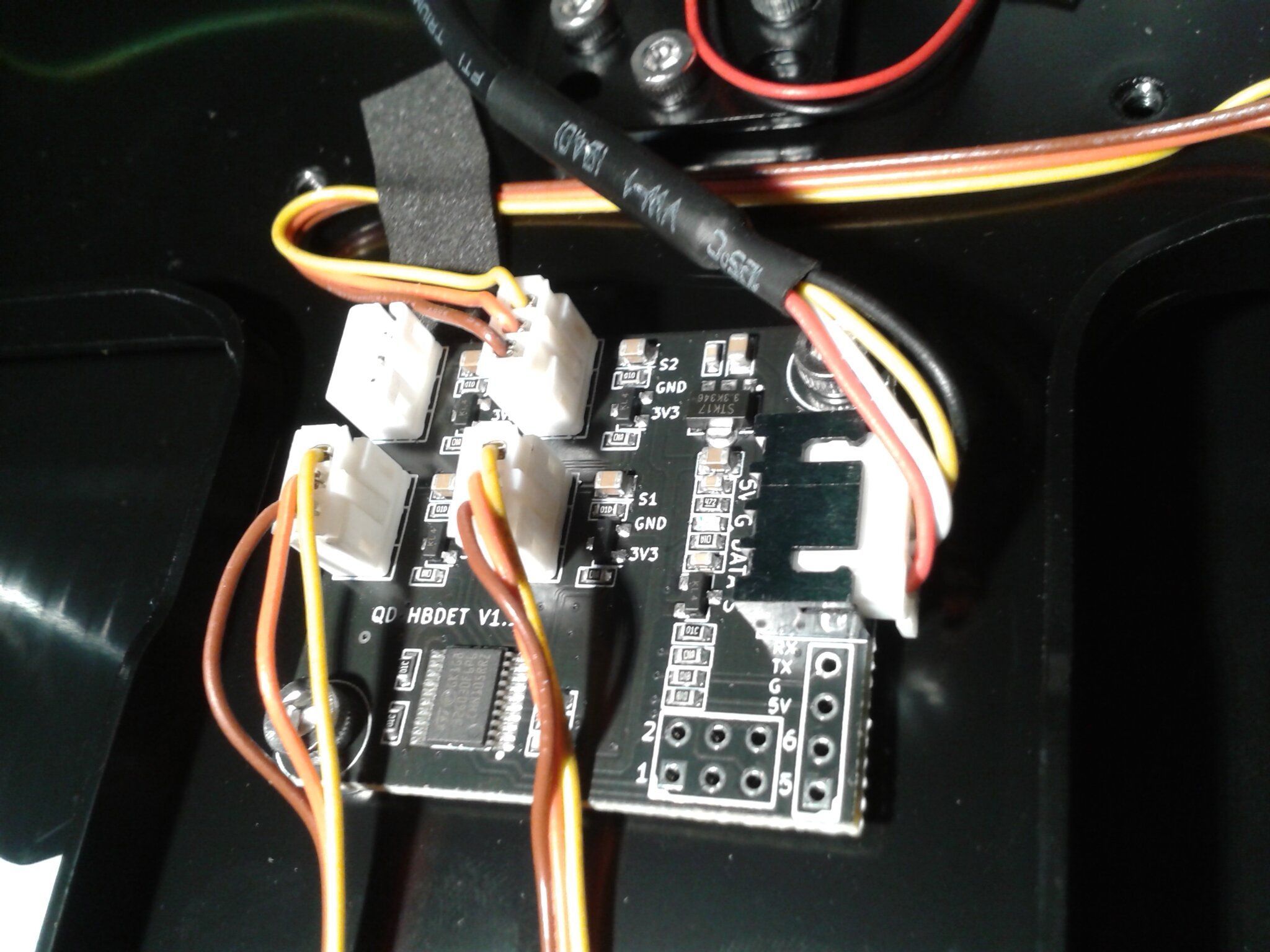
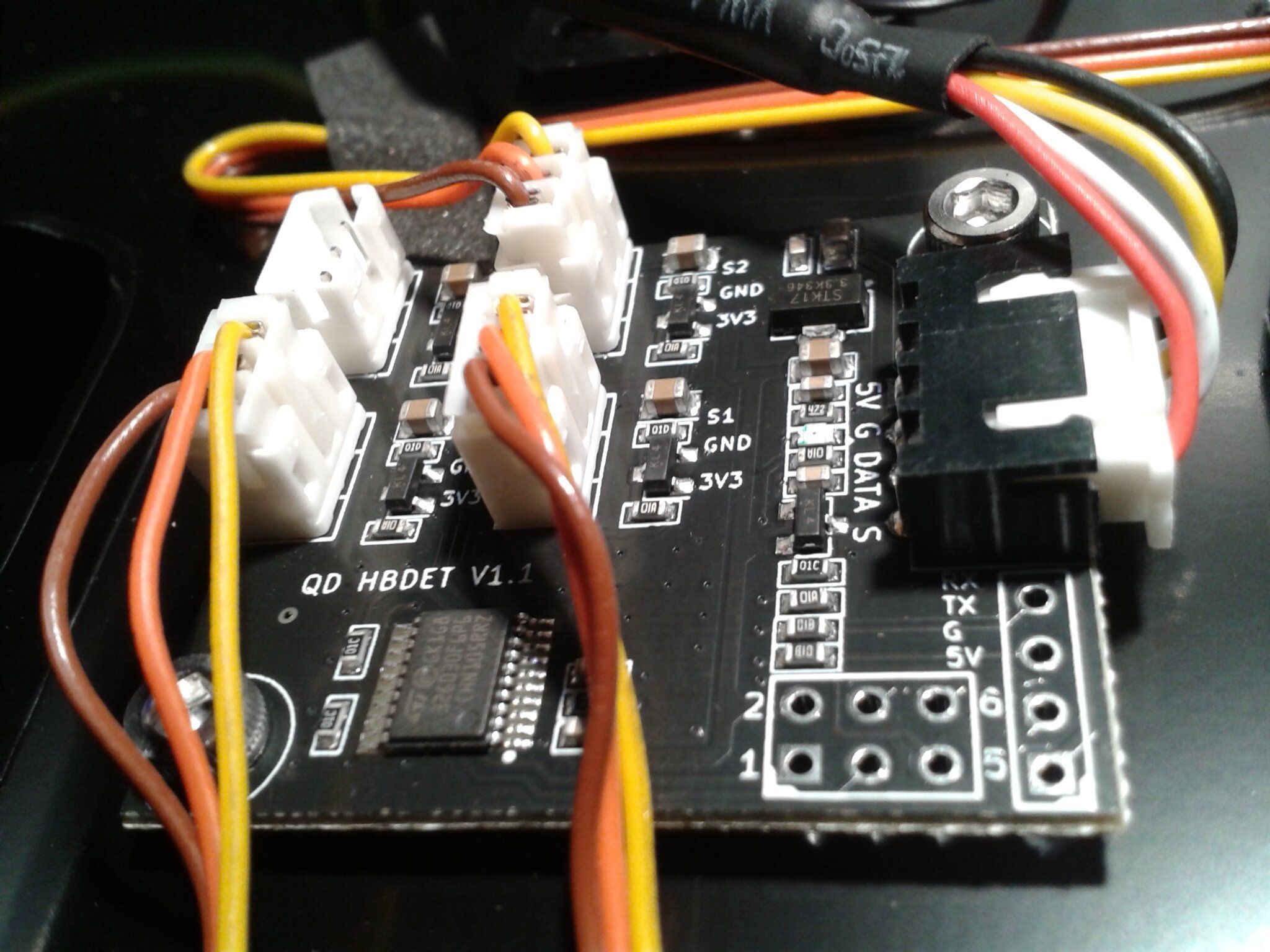
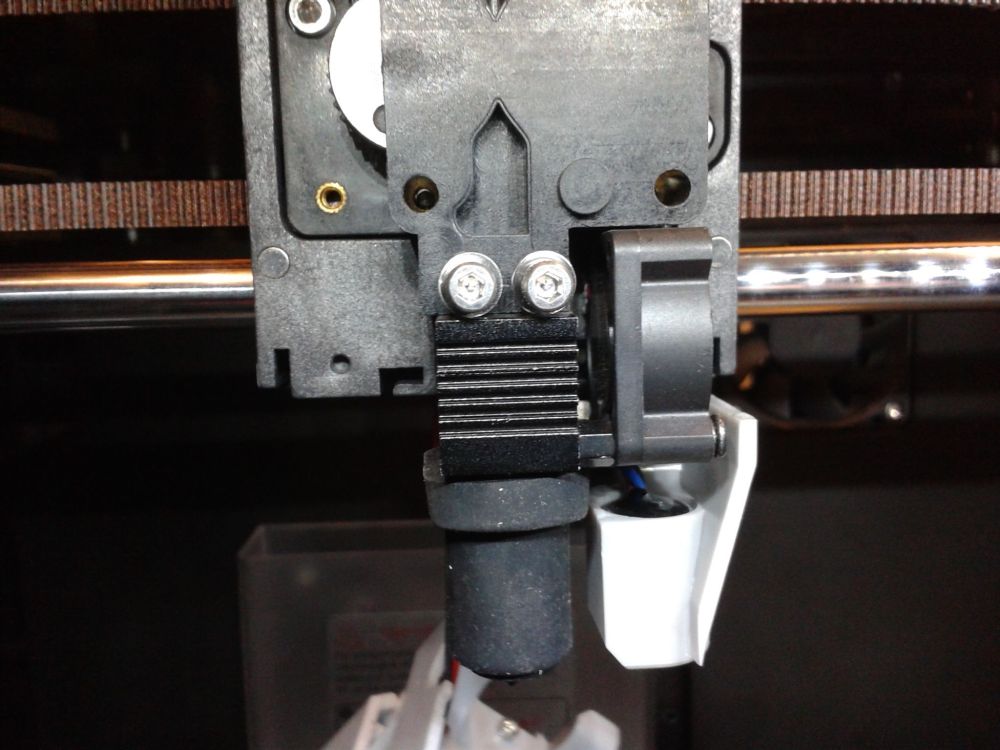
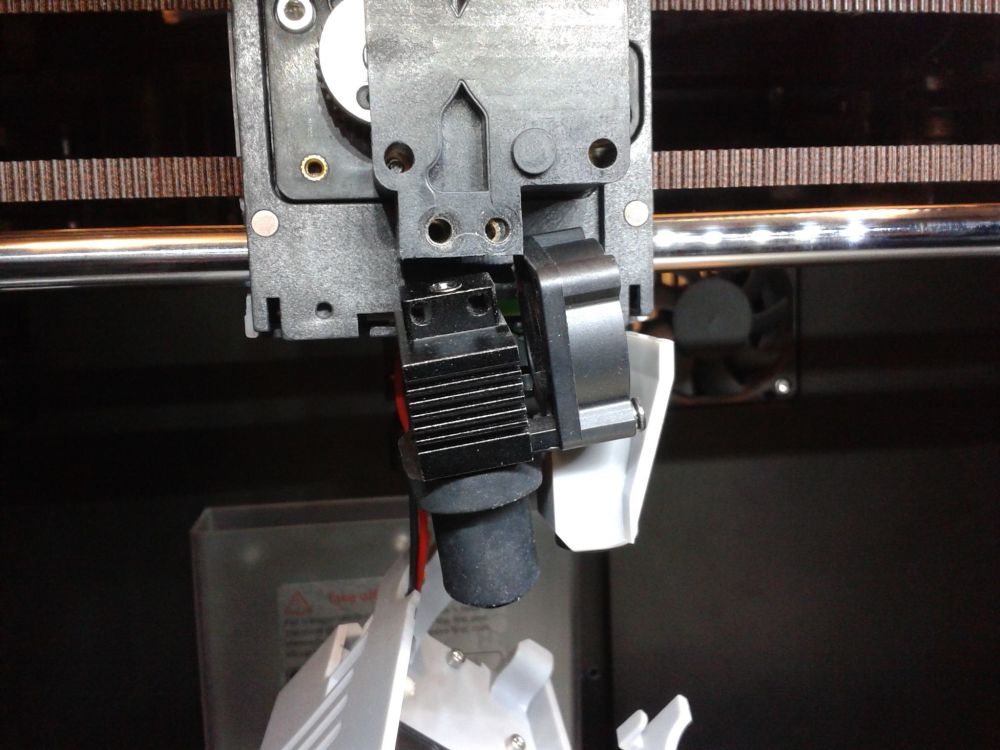
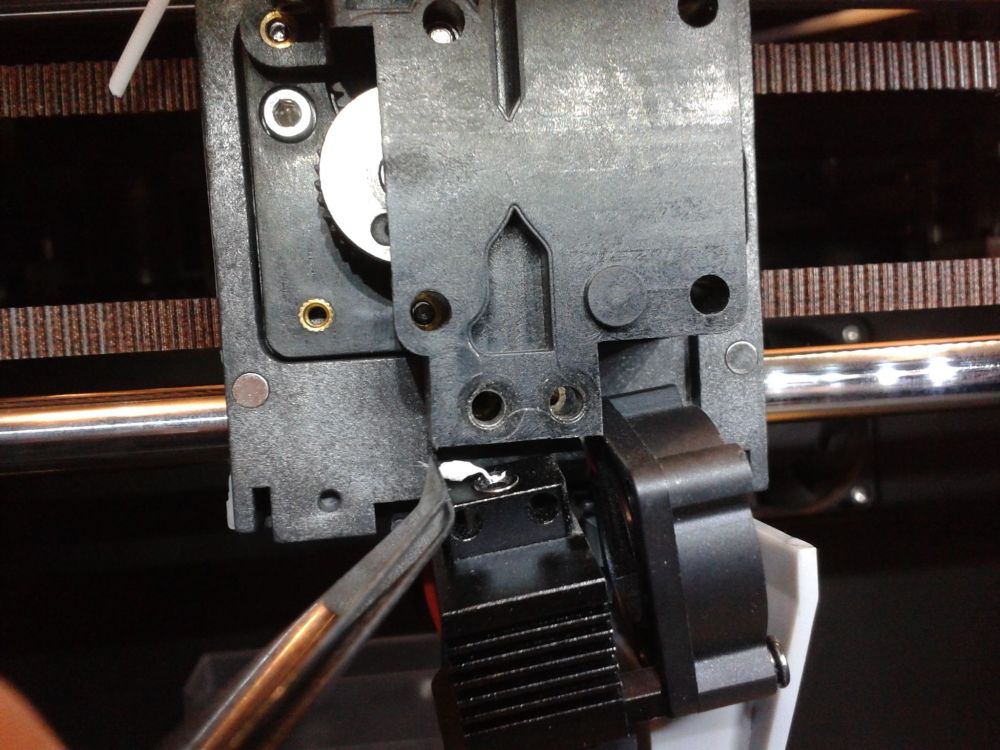
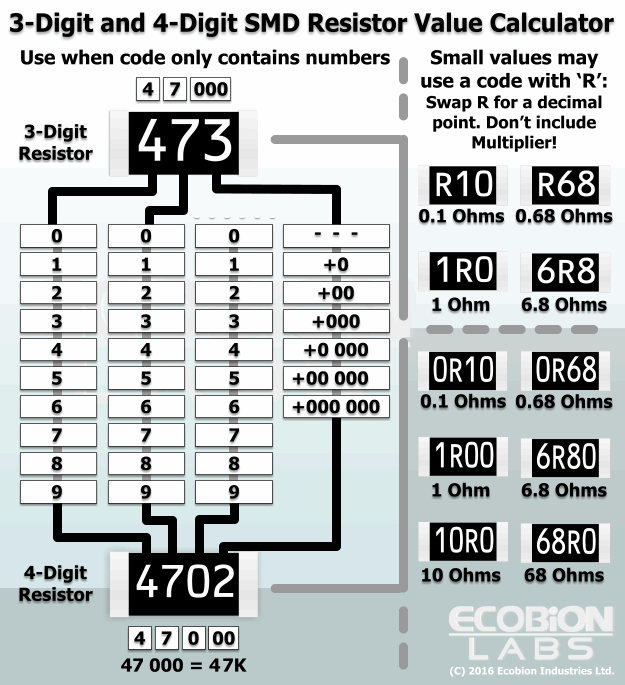
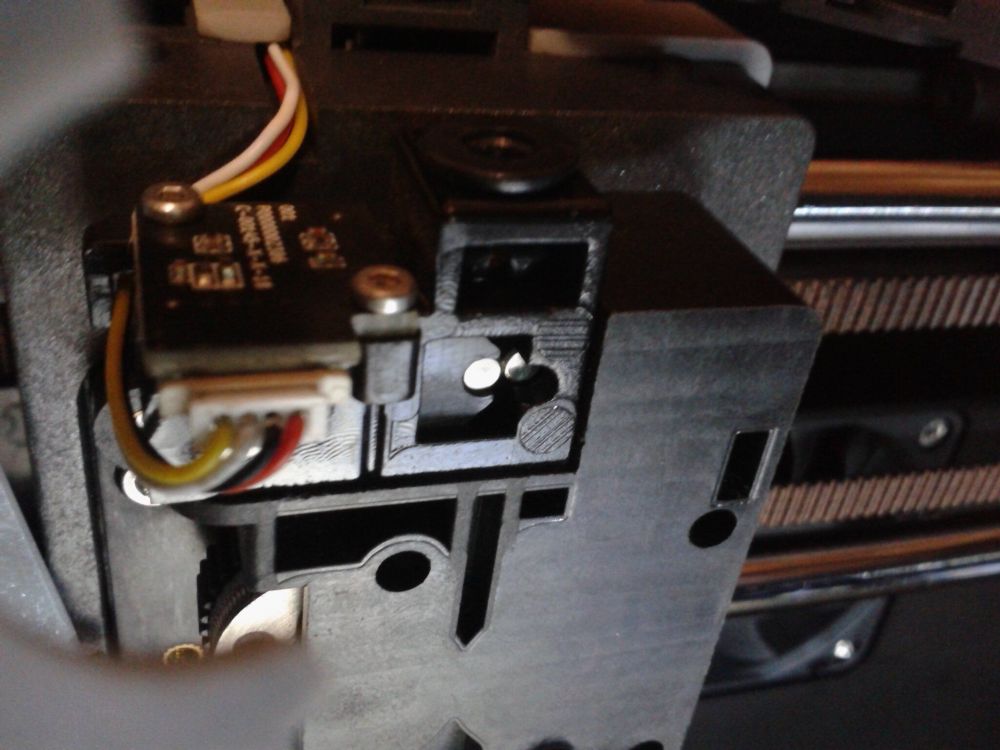
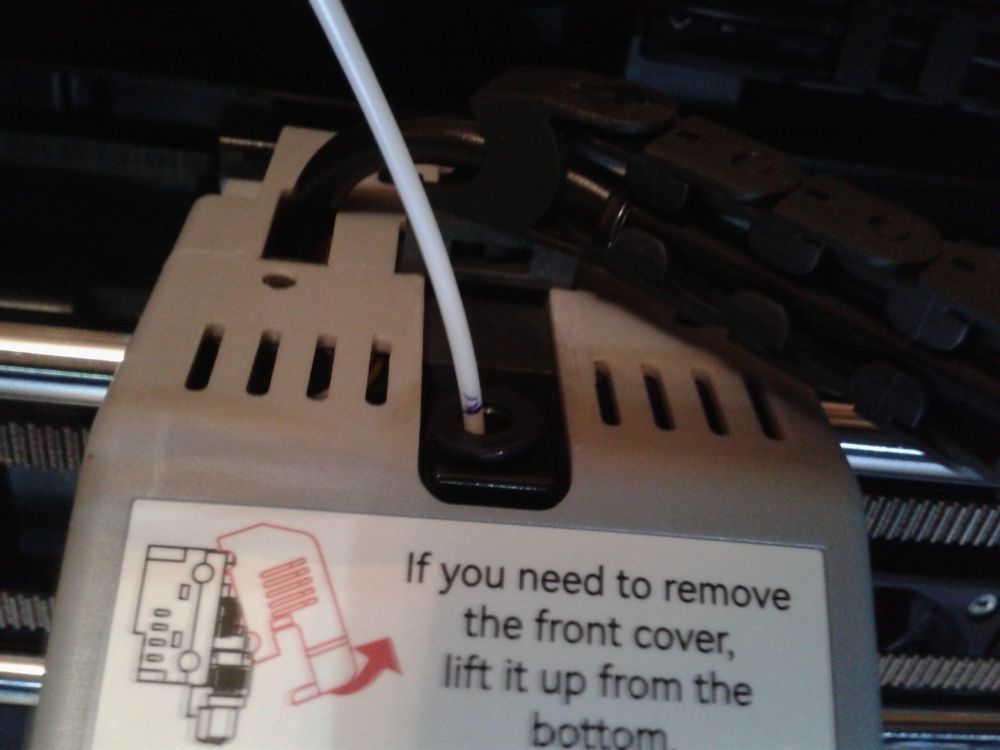
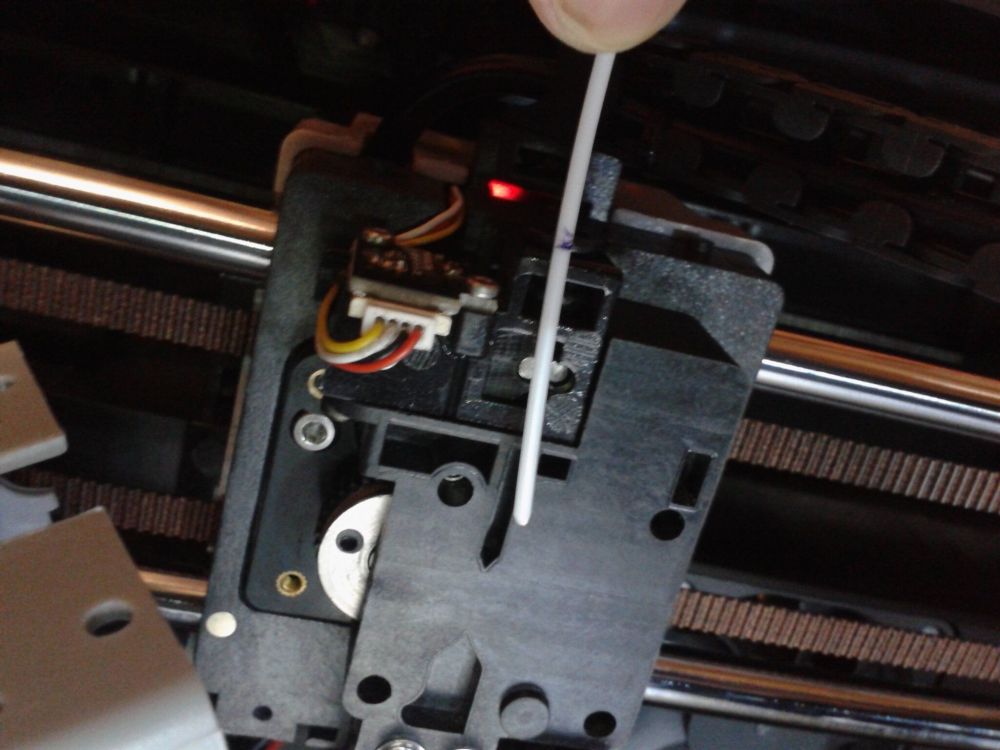
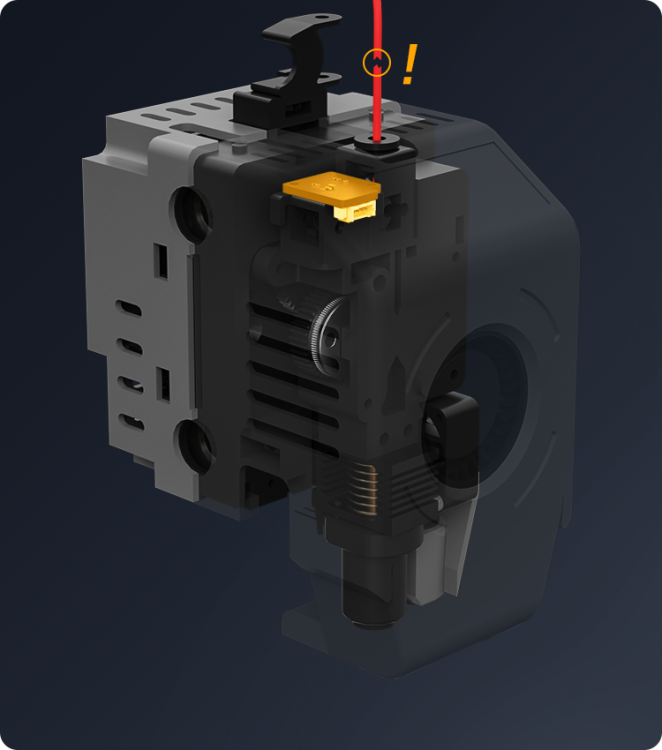
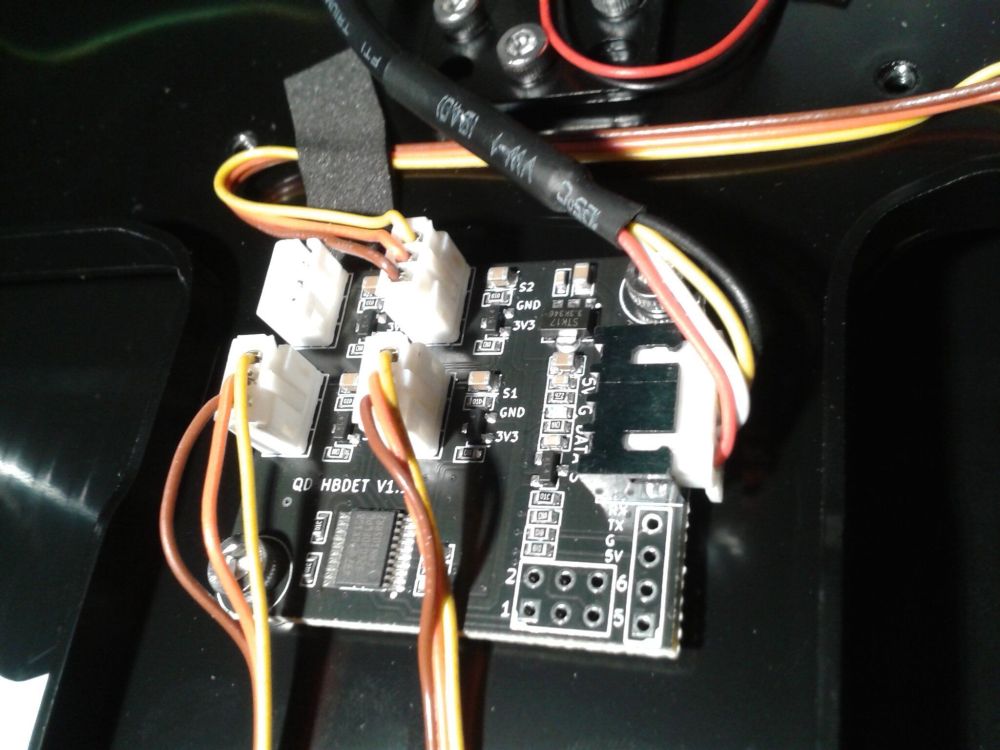
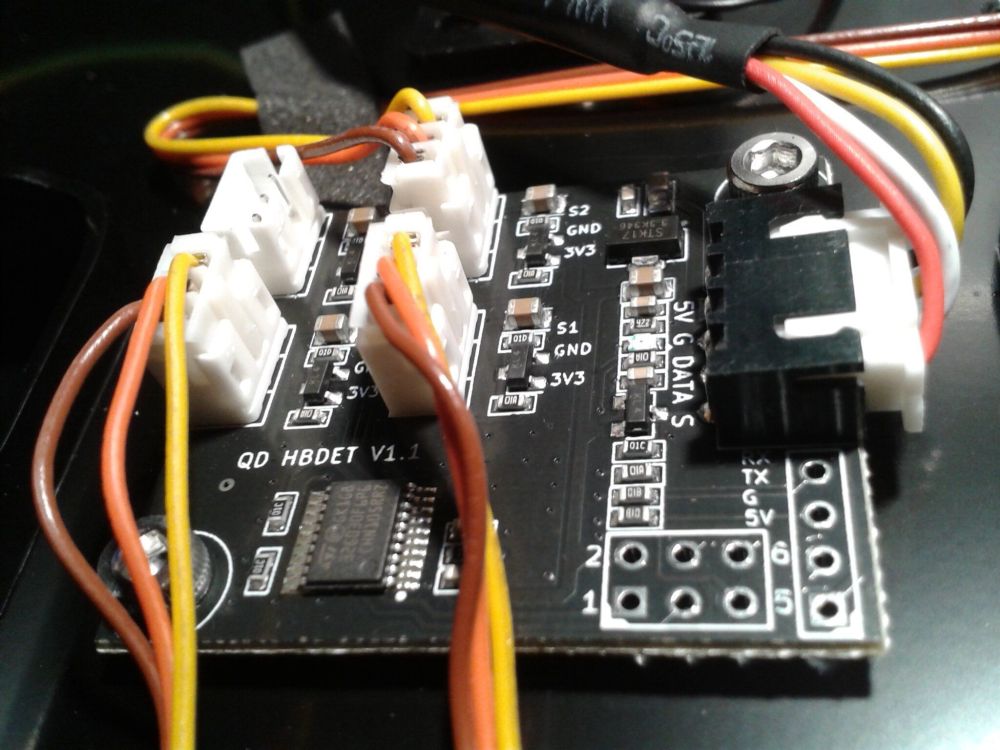
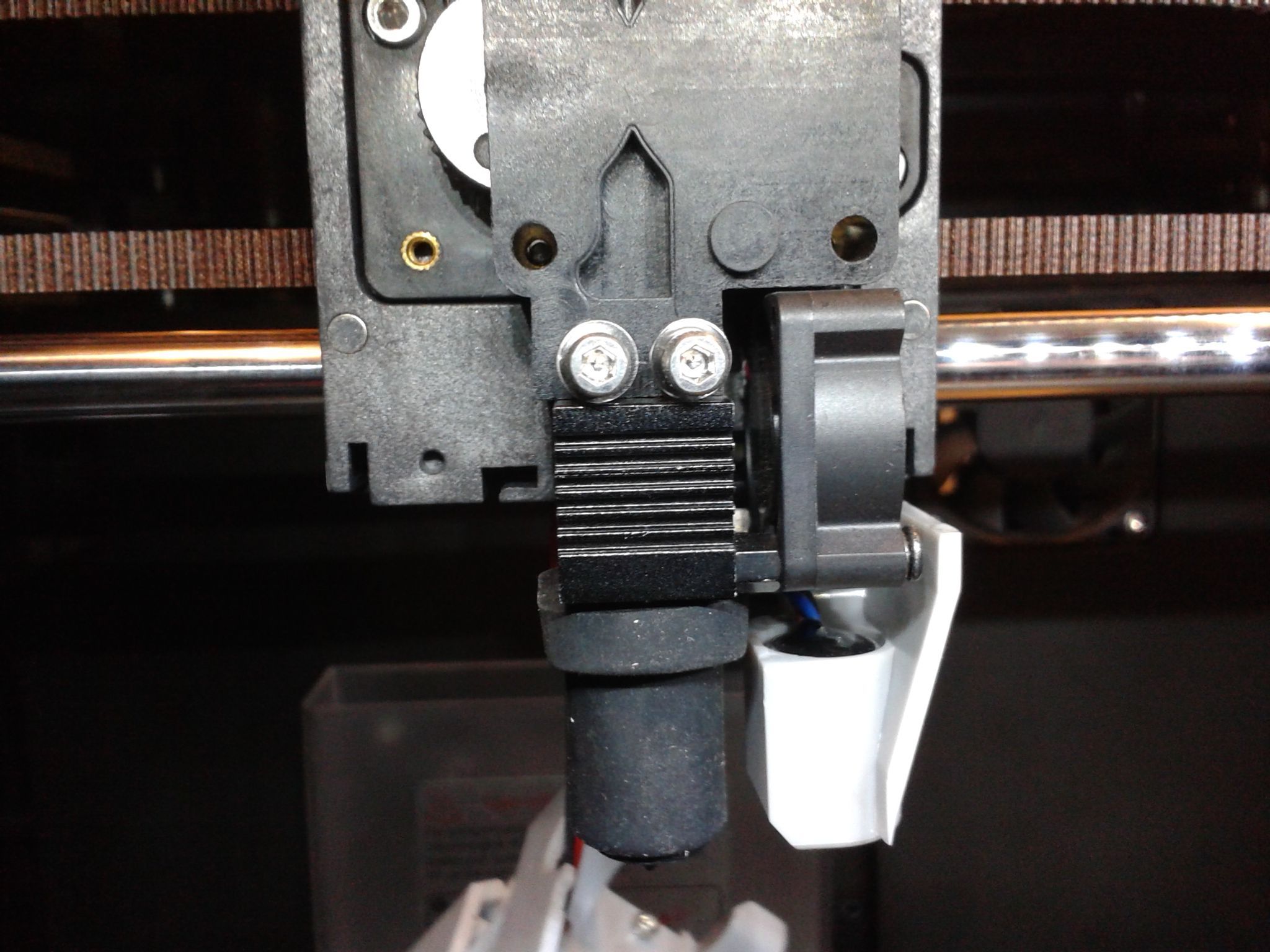
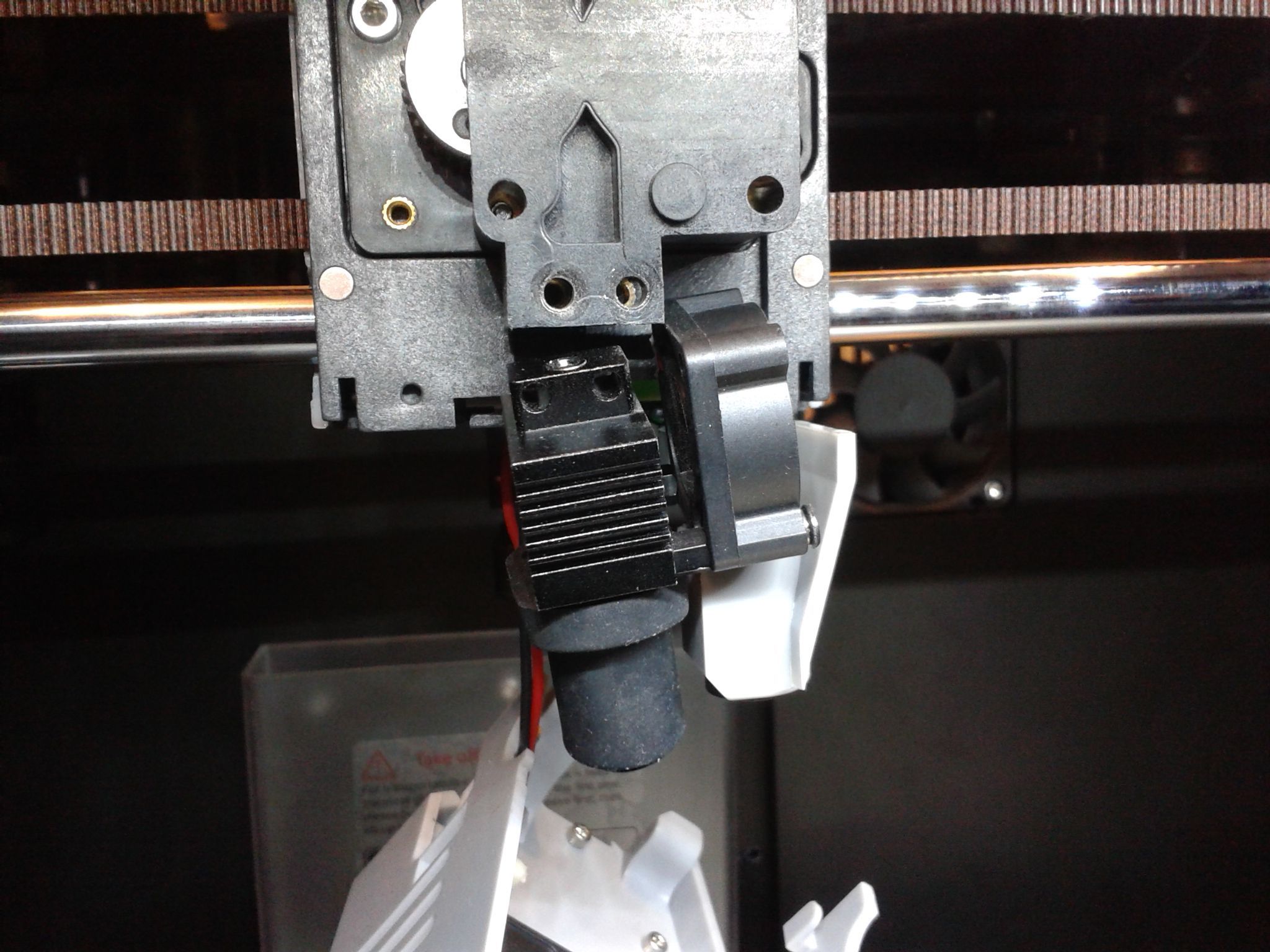
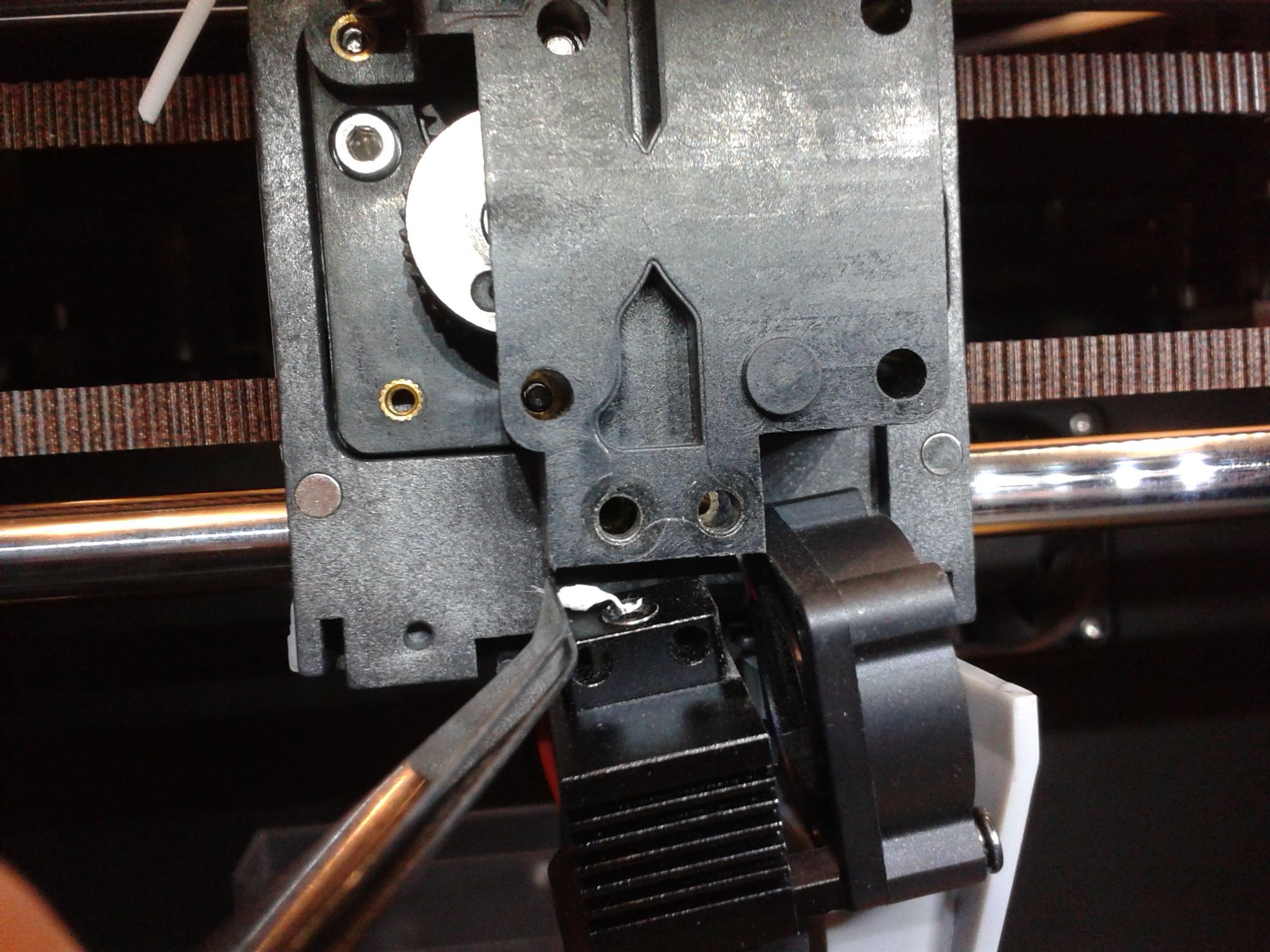
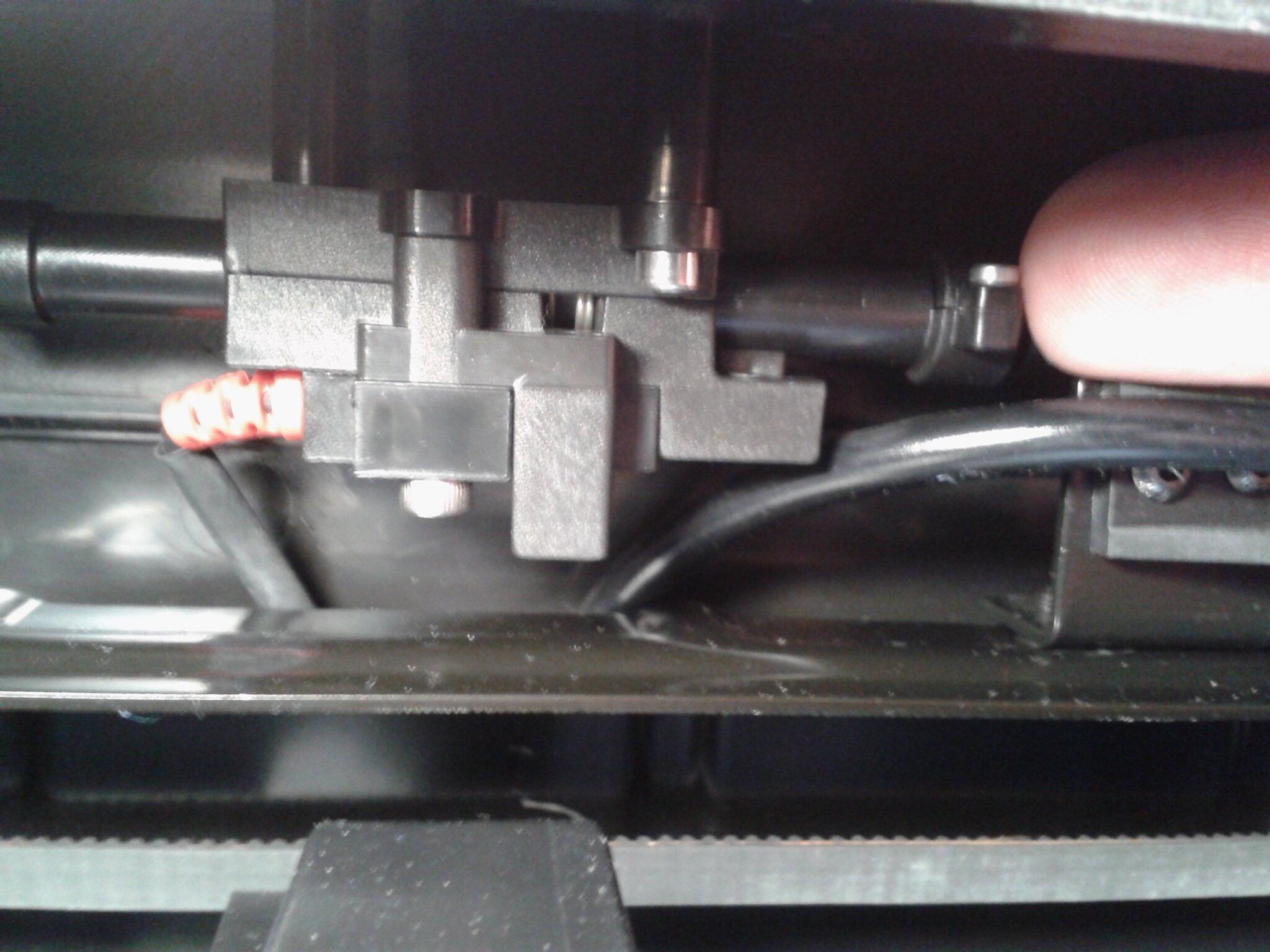
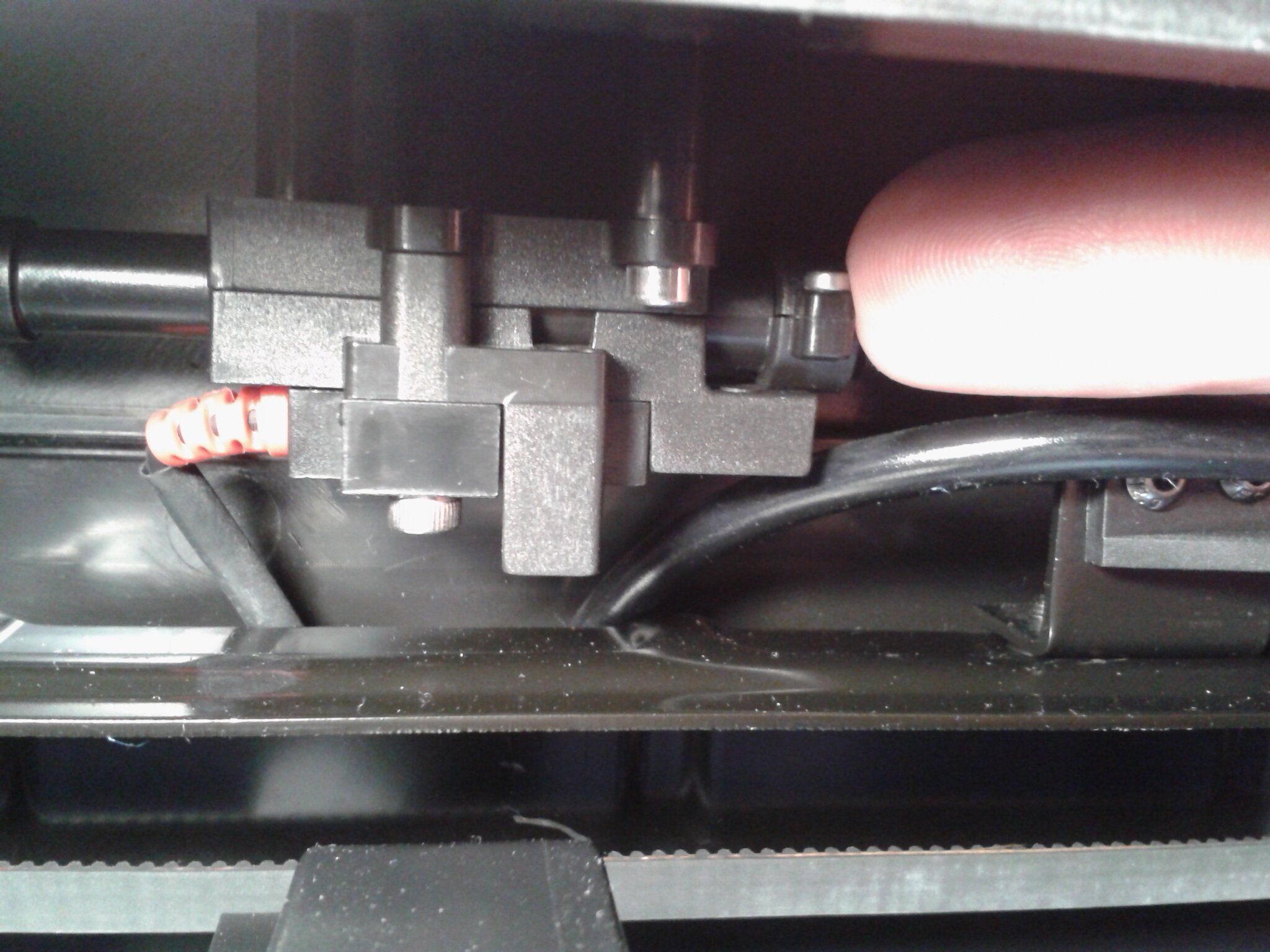
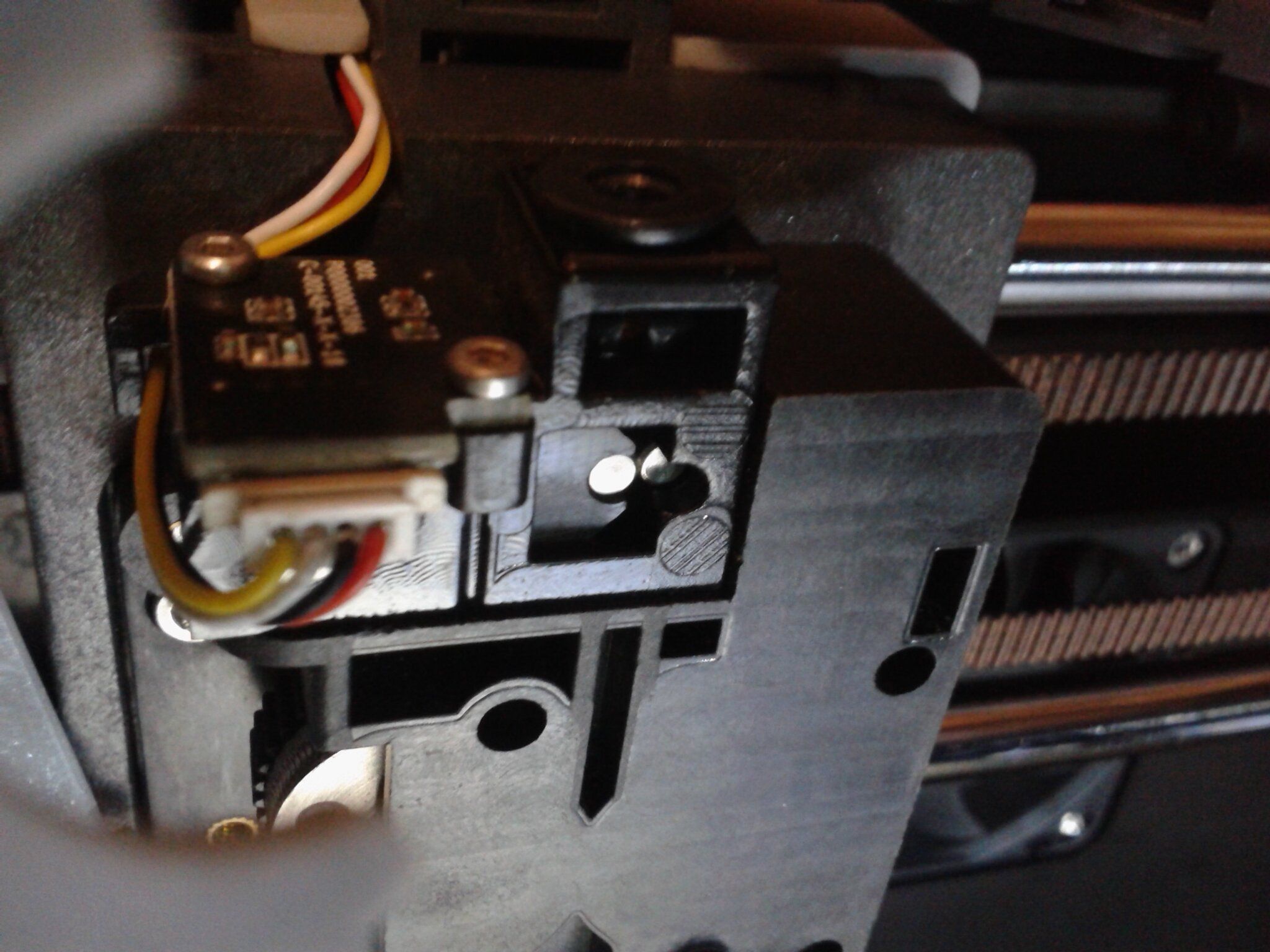
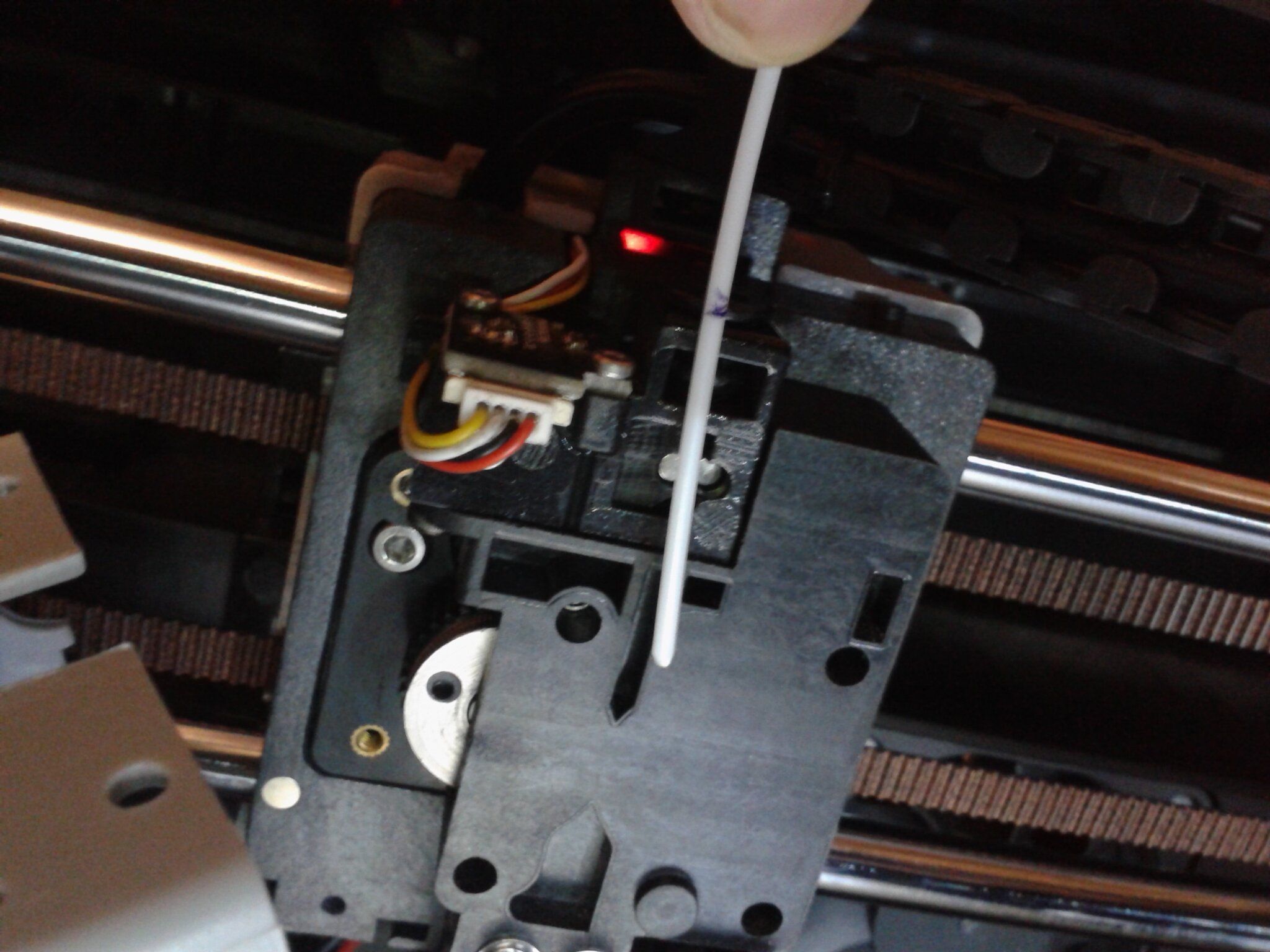
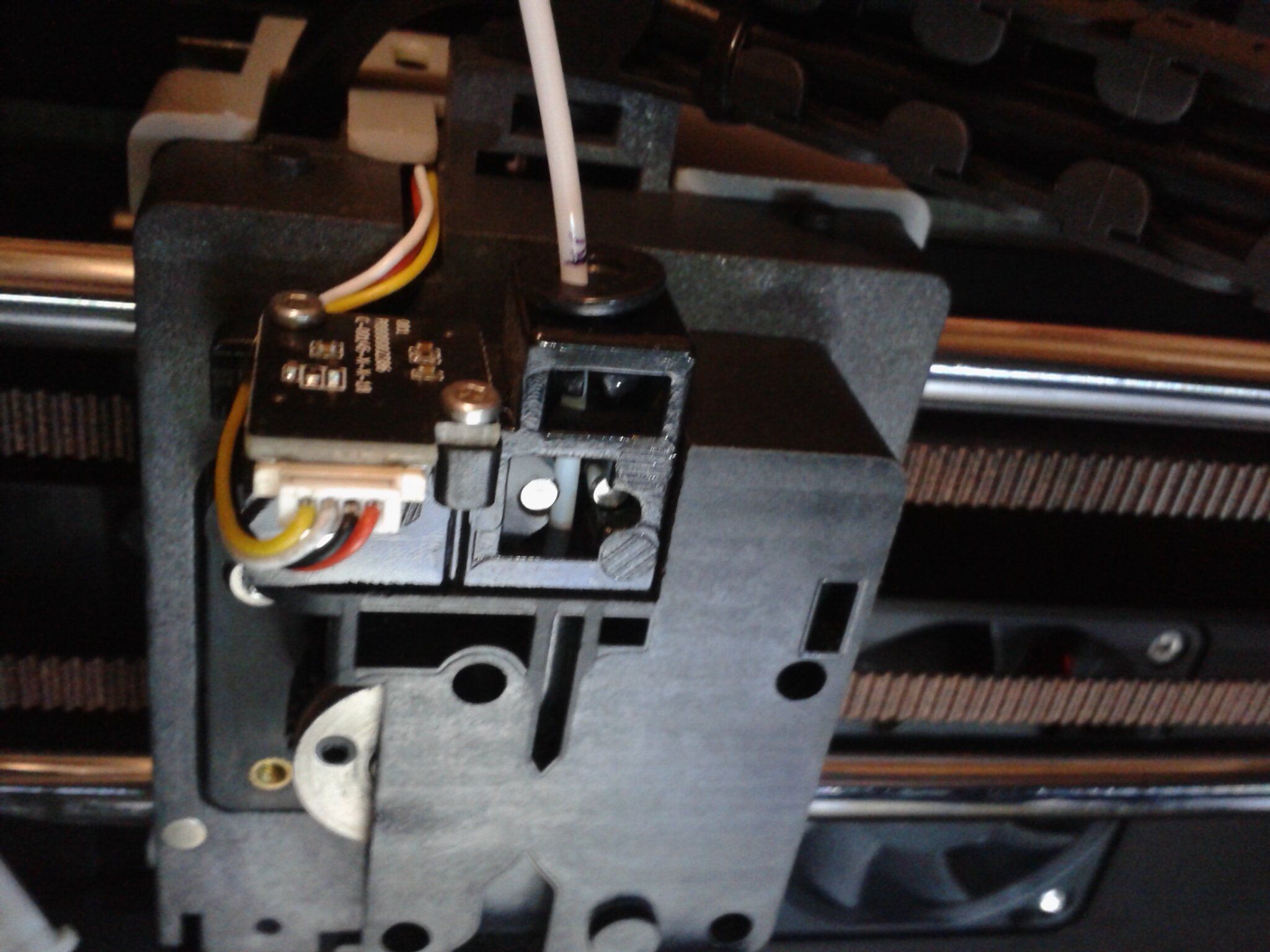
Je dirais que dedans il y a un simple micro switch. Quand le tube PTFE de droite le "presse/comprime" due a la force exercé par un filament mis en tension (entre se capteur et l'extrudeur) dans le tube PTFE. (Donc cela ne doit pas spécialement bien fonctionner avec un filament TPU ou Flex, trop élastique) Là je pousse avec mon doigts (il y a donc une partie mobile qui revient en place grâce a un ressort) Merci. Car pour l'instant, je n'ai aucune infos sur la buse sauf qu'elle serait "bismétal". Et je n'ai pas encore essayé de la démonter. Il me faut suivre les fils qui alimentes le module SSR pour vérifier ce qui l’alimente. Je n'ai pas encore pris le temps de faire cela pour l'instant.
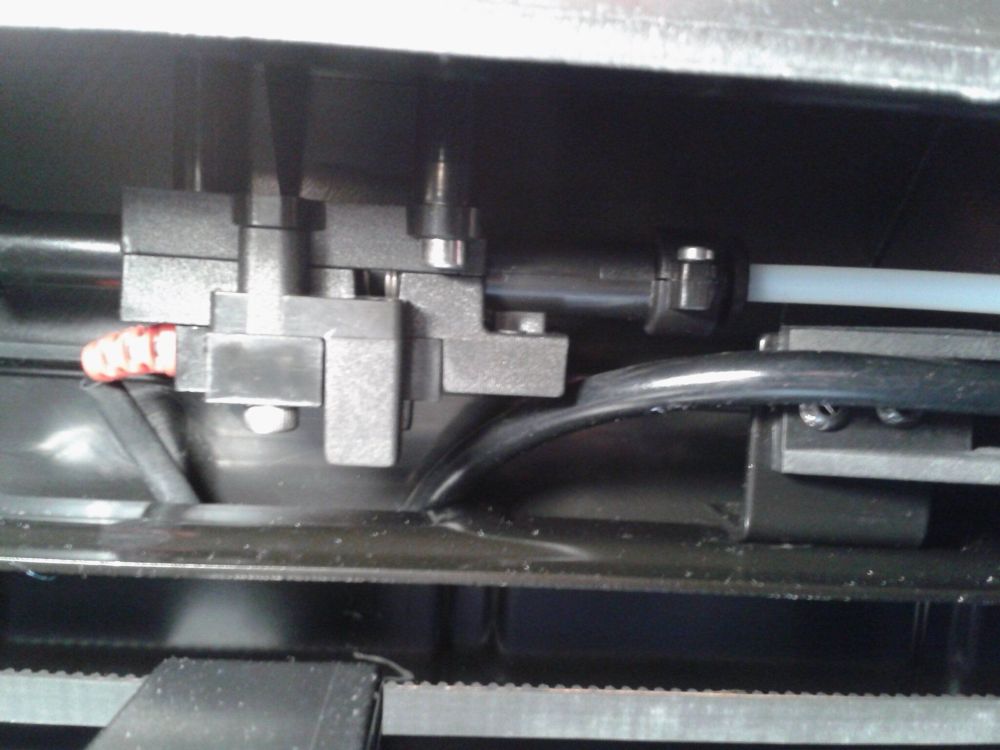
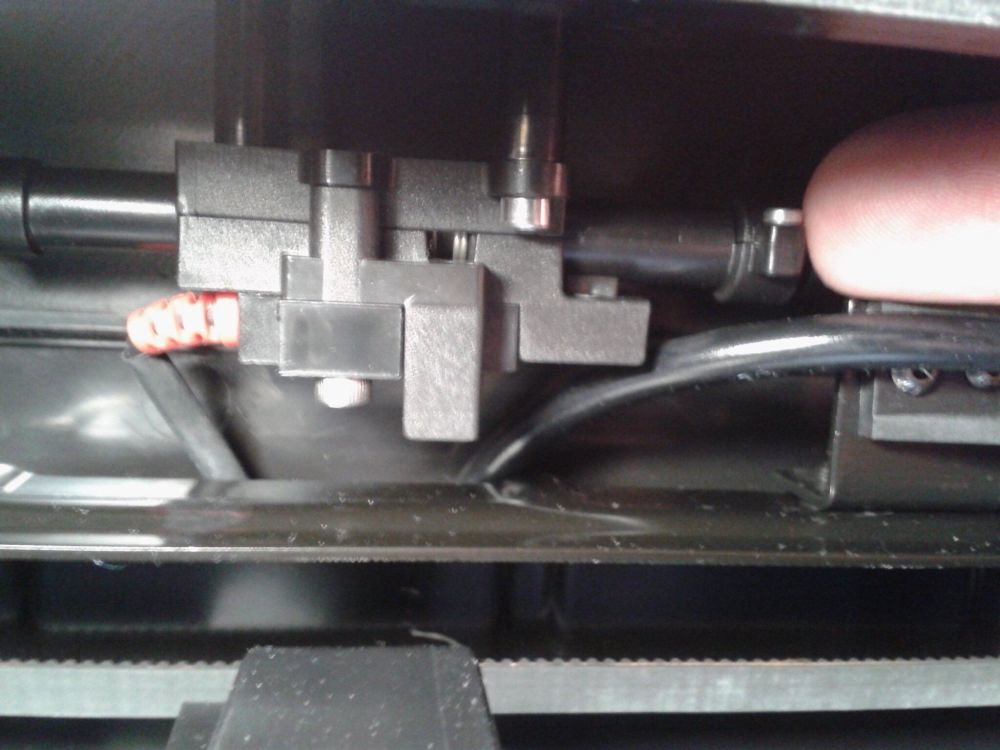
 1 point
1 point -
Quand le plateau monte. Non pas vraiment je me dis que c'est le support du plateau en plastique qui travaille. (Sauf si c'est moi qui marche sur mon parquet en bois ... ) (Edit > ou peut-être la gaine des câbles du plateau qui fortement avec le panneau plastique arrière et/ou quand ils change de courbure ... ) Oui. 3:40 C'est la phase de leveling de la zone utilisé par l'impression (donc la buse ne rentre pas en contacte avec le plateau) Il y a un petit "tac" a chaque arrêt "brusque" du plateau suite a une levé/monté "rapide" du plateau. Avant cela, les trois fois où la buse vient (réellement mais on distingue pas vraiment sur la vidéo) toucher le plateau il ne me semble pas entendre de tac différent lors du contacte de la buse avec le plateau. Dans cette vidéo j'avais placé la machine sur une table pas spécialement rigide ... ( Donc vibration amplifiées par la table qui rentre en raisonnasse ... ) Mais je n'ai pas vérifié les vibration de la structure cubique en métal depuis que j'ai mis l'imprimante au sol. Les pieds sont dans un genre de caoutchouc dur ou plutôt un plastique semi-dur. Je me dis que c'est peut être les builds où ils corrigent les erreurs de traductions (Donc de petites correction mineures qui normalement non pas d'impactes...)




 1 point
1 point -
Des tutoriels pour l'installation de Klipper se trouvent ici sur ce forum sans «devoir» passer par Toitube. Un écrit permet d'y revenir autant de fois qu'on le souhaite mais je comprends que la lecture est en perte vitesse, beaucoup n'ayant plus l'habitude de fournir d'effort. En plus en se basant sur des tutoriels de ce forum tu pourras / pourrais obtenir des éclaircissements sinon il faudra se tourner vers l'auteur de la vidéo pour le SAV (que rarement tu obtiendras mais ce n'est que mon avis de «vieux» grincheux ).1 point
-
Il me faut tester avec le firmware v4.4.15 dernièrement sortie Mais il semble y avoir déjà plusieurs "build" de cette "version" du firmware. Entre un téléchargement par leur github d'il y a 4 jours , un autre pris sur la page de qidi et encore un depuis leur github il y a 2 jours, j'ai 3 dossier "QD_Update" avec des fichiers ayant les même noms, mais ayant des dates de dernière modification différente et md5sum différent. ( Pour moi c'est pas top qu'ils ne donne pas aussi le numéro de "build" quand on télécharge une "version" ... ) Il y a toujours des petits trucs (Mais chute ! ) un "back"(en) traduit par "dos"(fr) ... alors que dans ce contexte cela serait plutôt "retour" ou "prec."
 1 point
1 point -
Je n'ai jamais nettoyé les buses de mes Bambu et cela ne me pose pas de problème particulier. Quel problème as-tu si tu ne la nettoies pas.1 point
-
Elle me semble relativement plus bruyante que d'autres de mes machines. Mais je n'ai pas encore pris le temps de mesurer les décibels avec un smartphone, Et la machine transmet des vibrations à la table / sol où on la place. ( Là j'ai placé, car je n'avais pas vraiment t'autre place pour être proche d'une ventilation avec d'extraction d'air, l'imprimante au sol sur un "vieux" parquet, les vibrations sont diffusées dans la pièce via le parquet ... j'ai une vidéo de mauvaise qualités d'un début d'impression pour te donner une idée mais là l'imprimante était placée sur une table à dessins qui elle aussi transmet voir amplifie les vibrations . )1 point
-
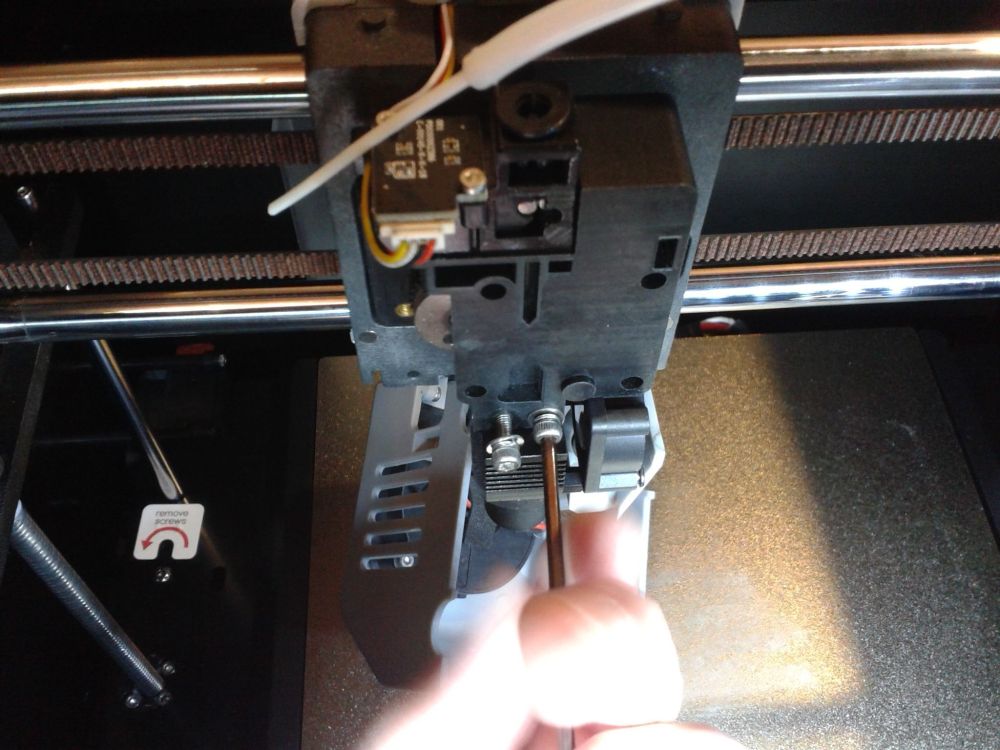
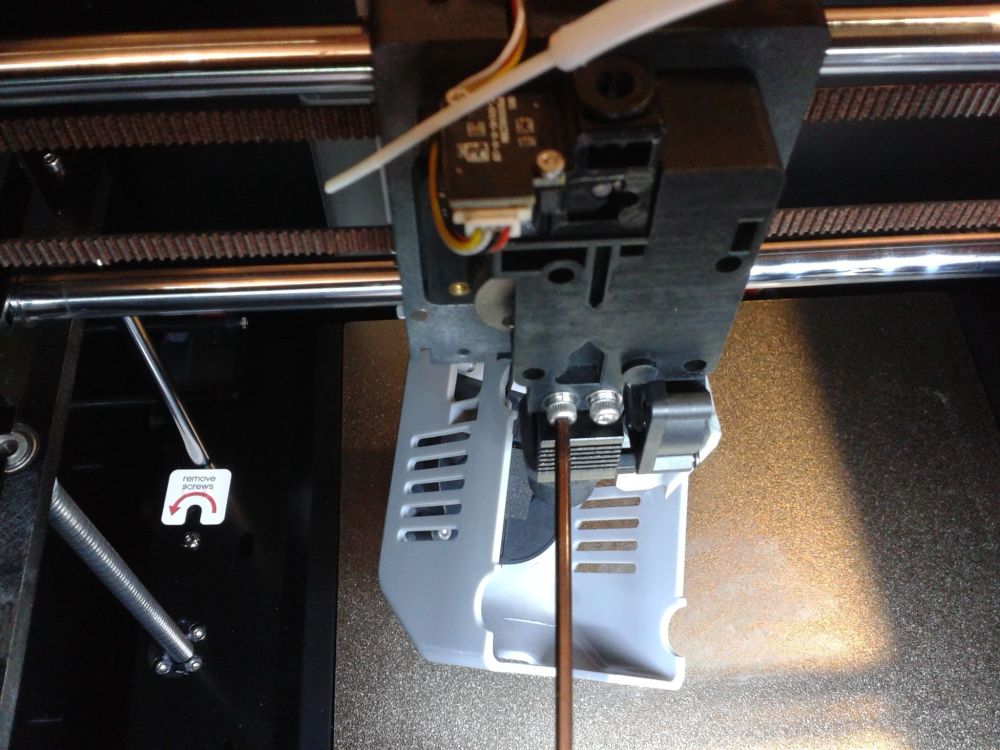
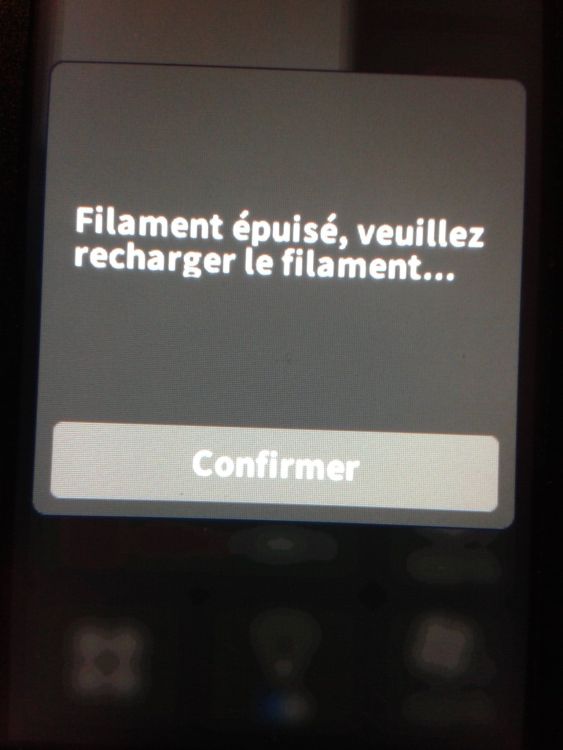
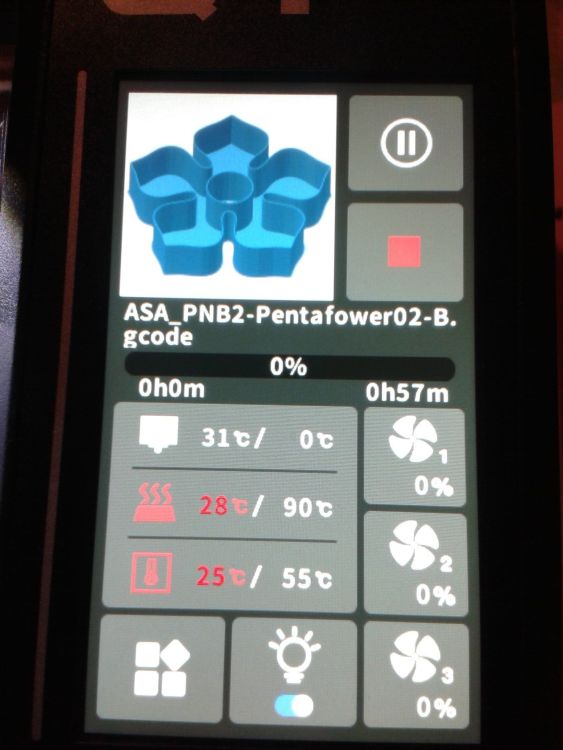
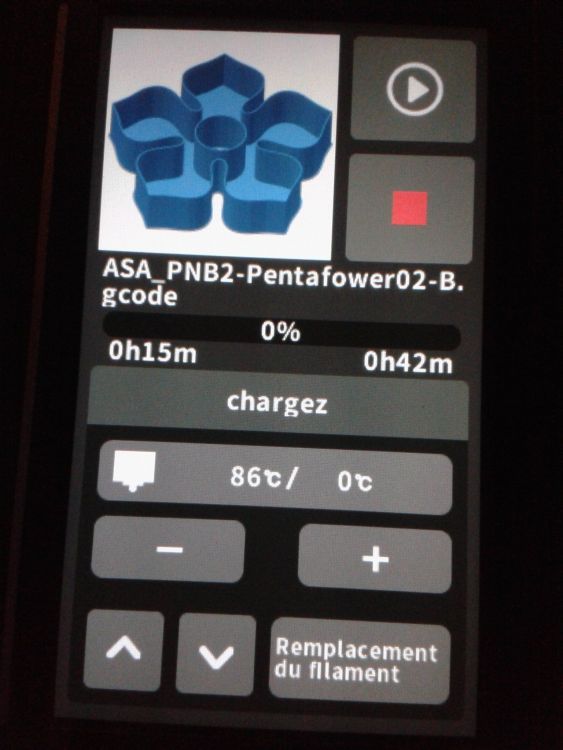
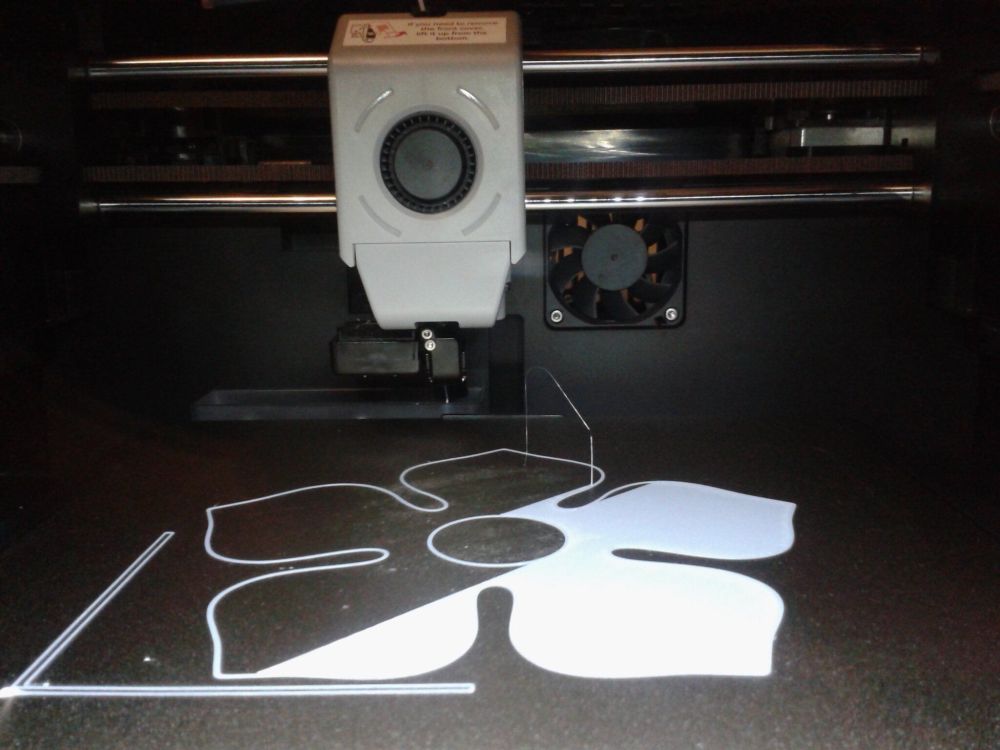
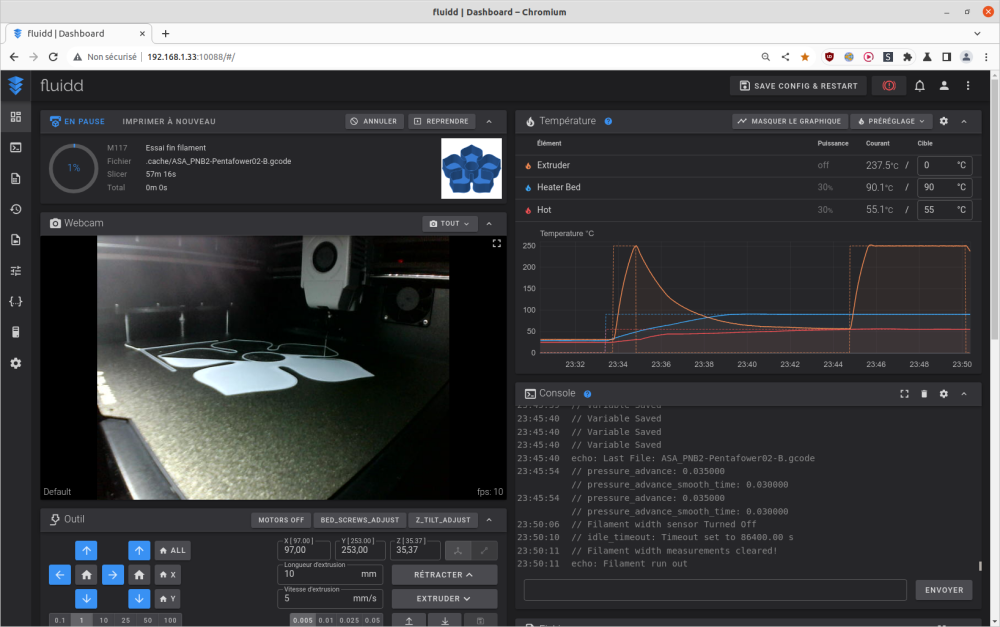
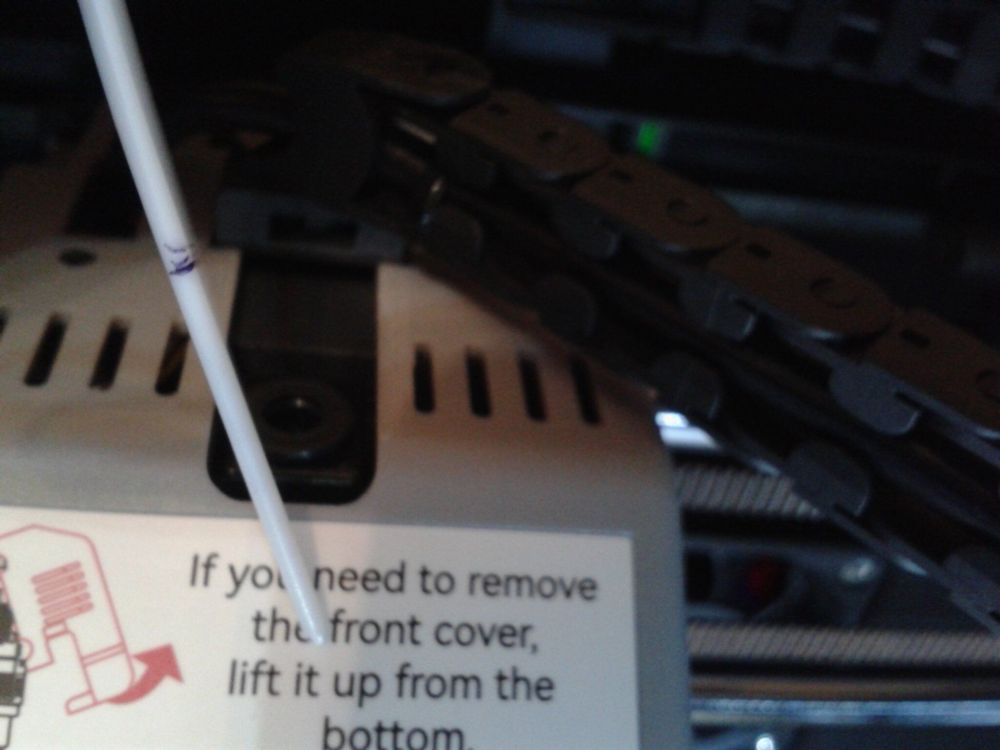
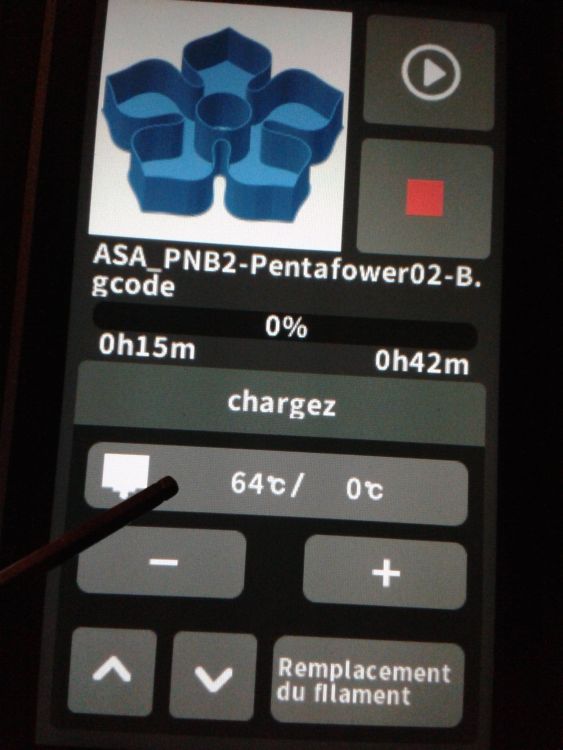
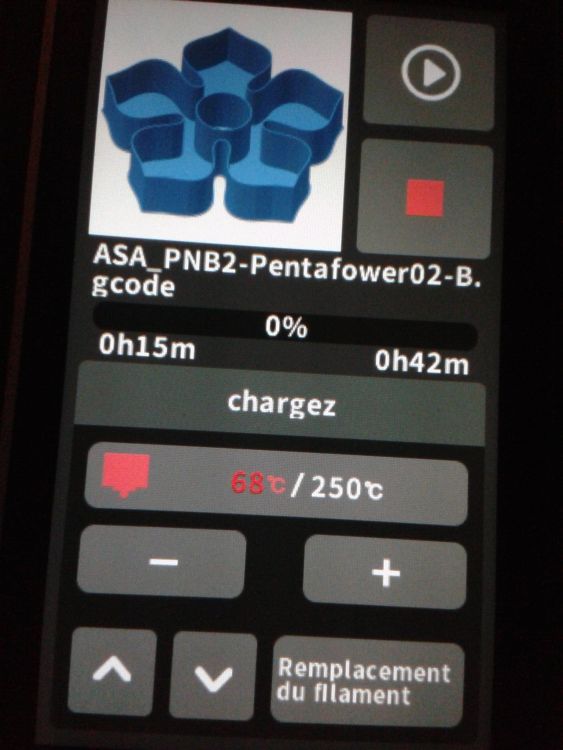
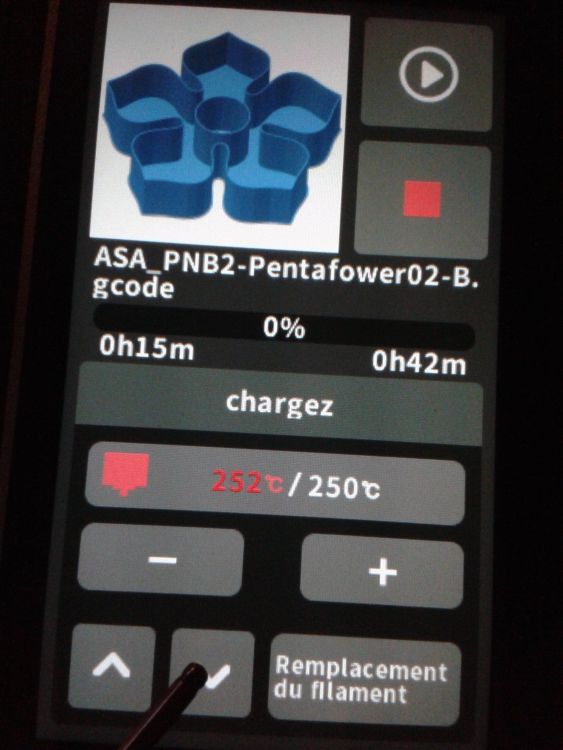
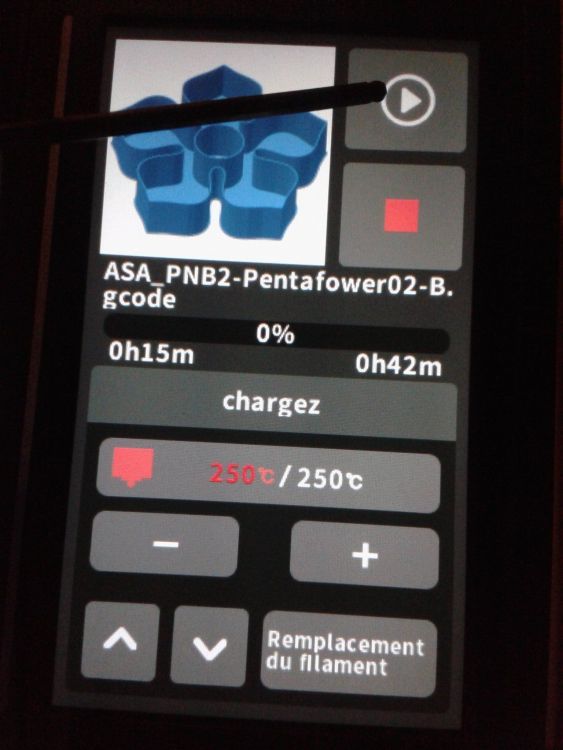
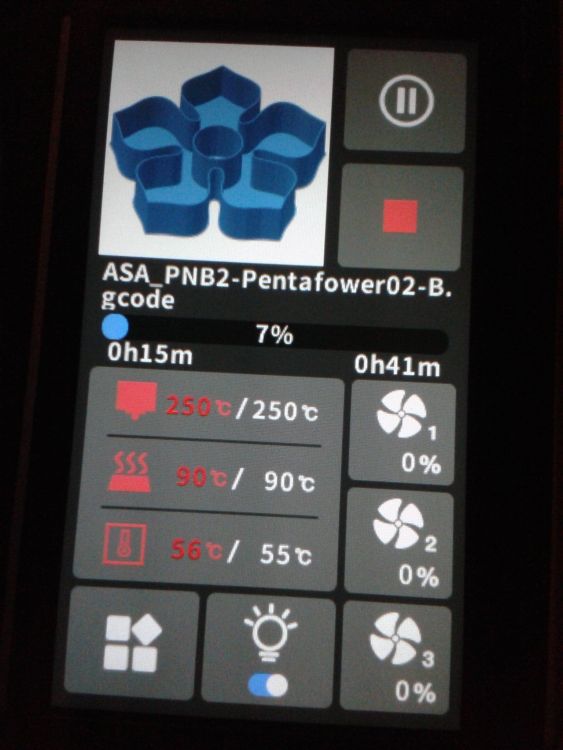
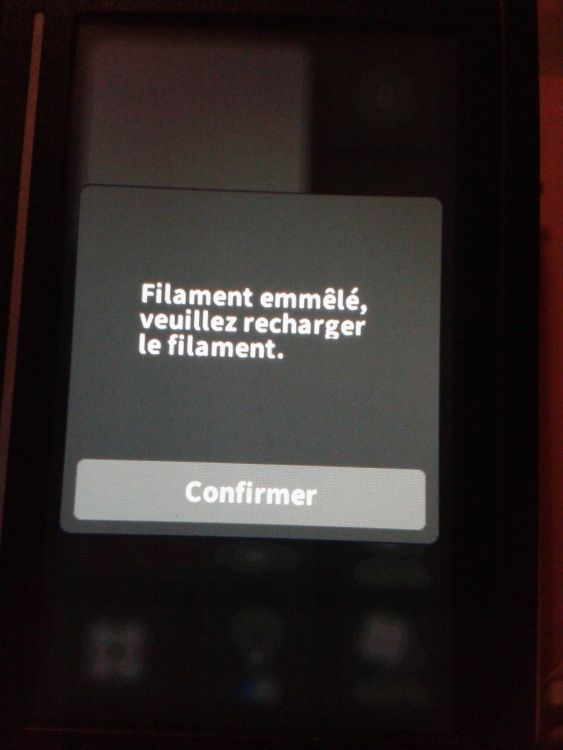
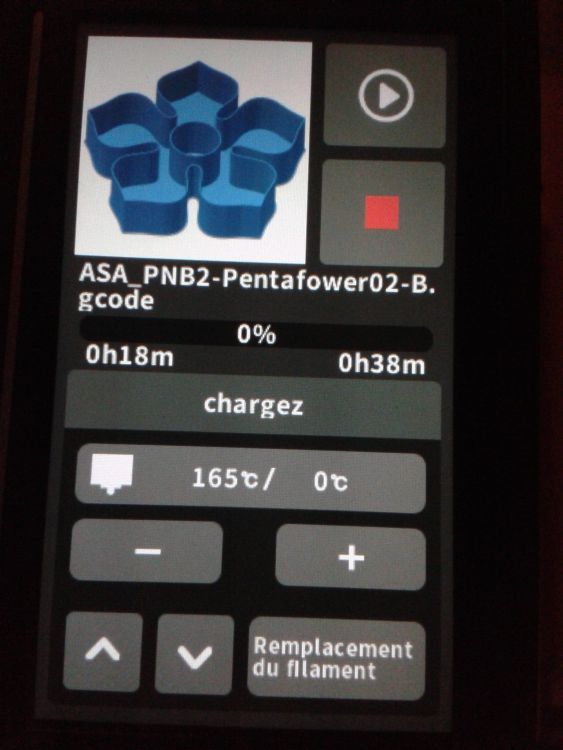
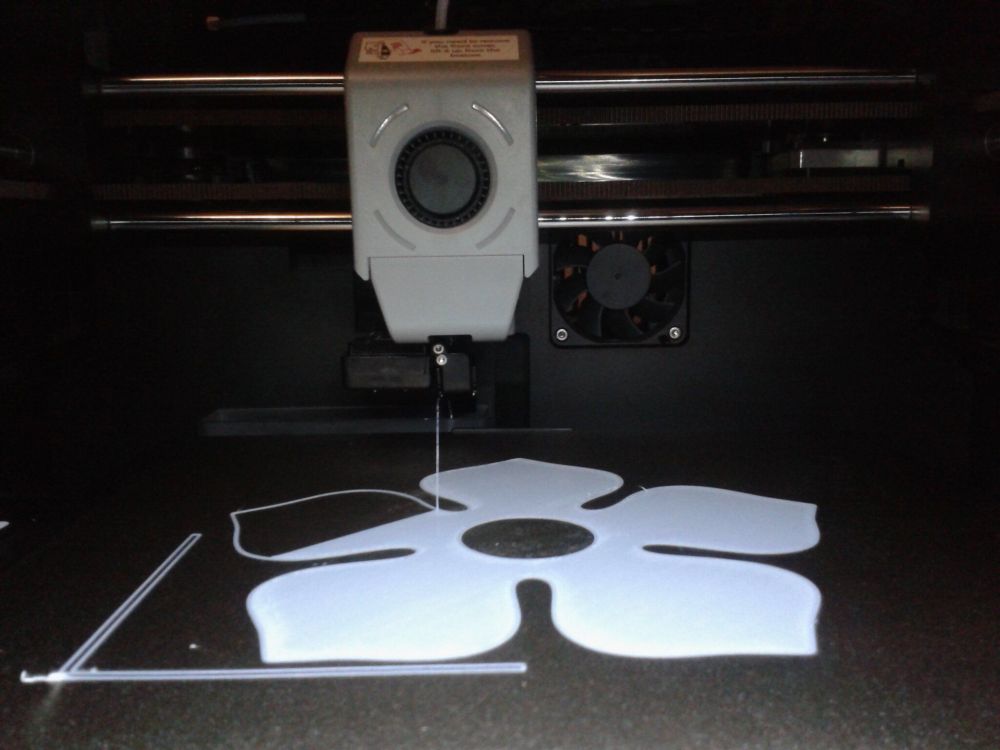
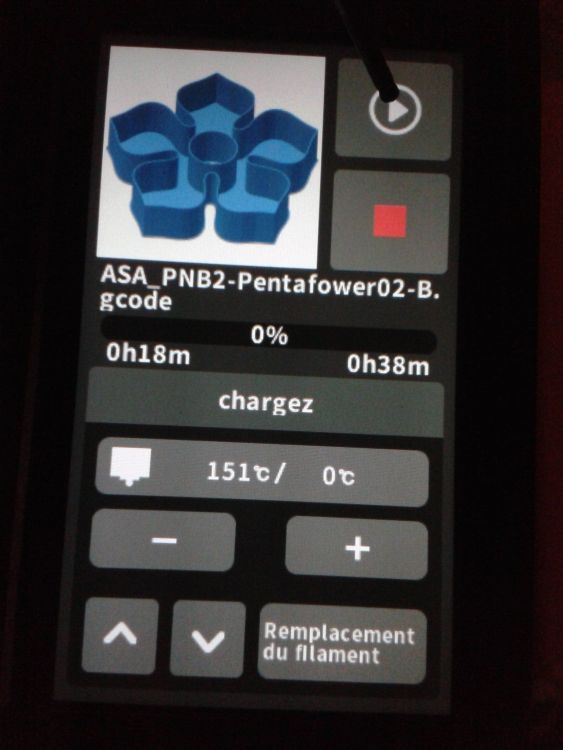
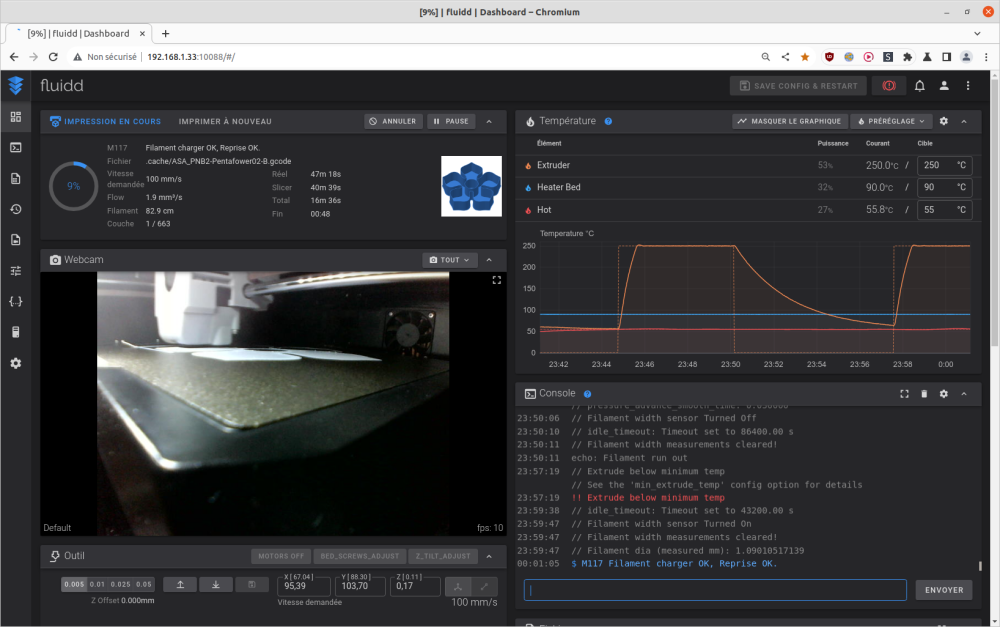
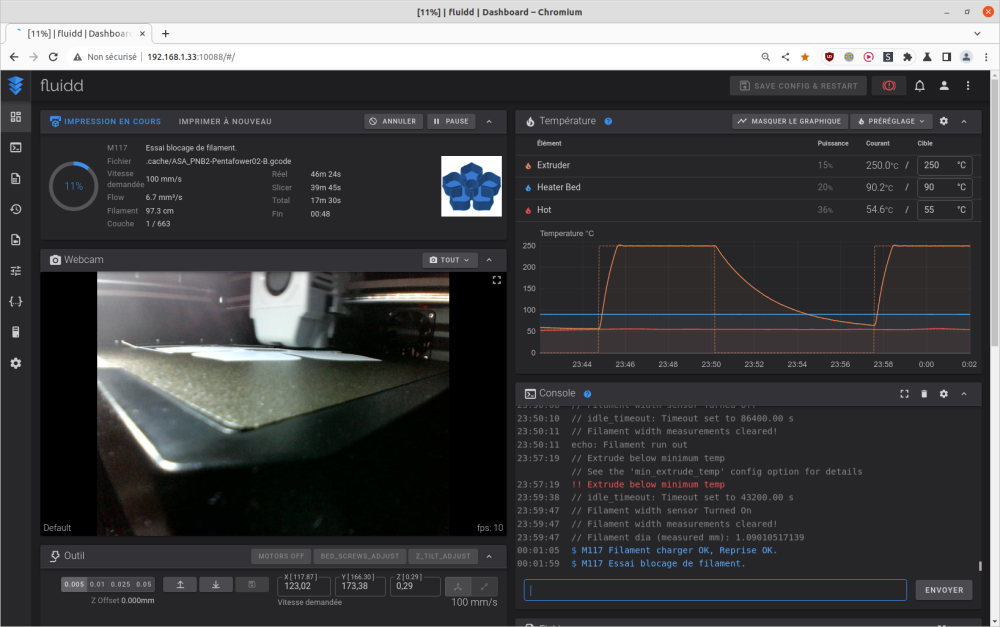
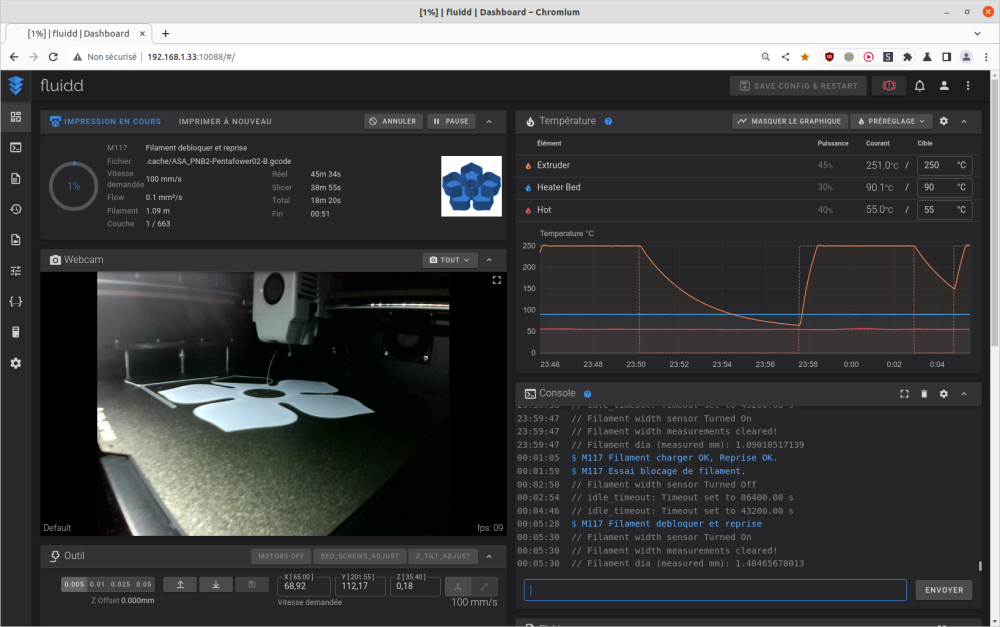
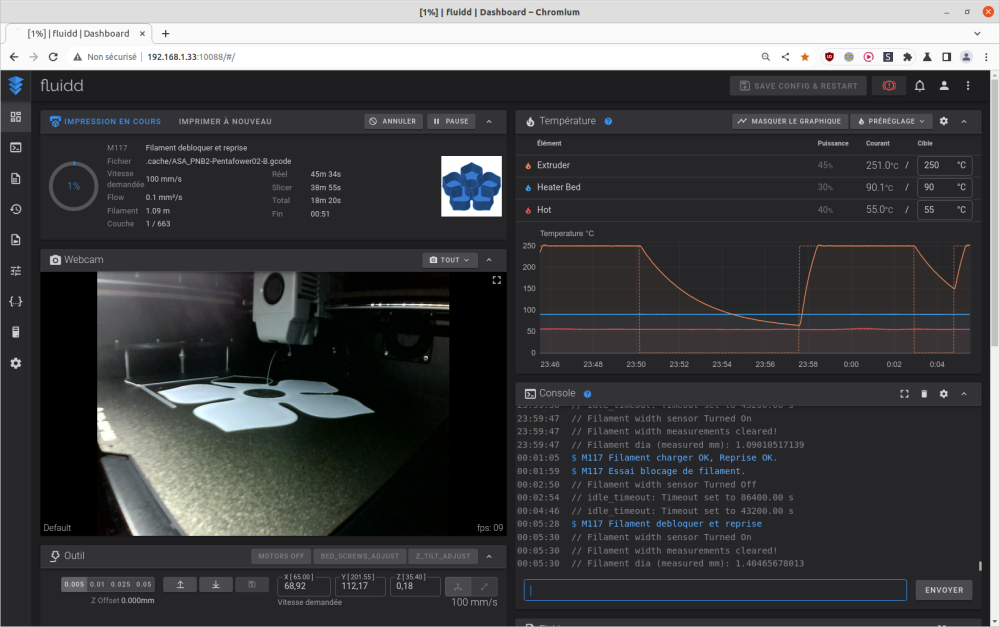
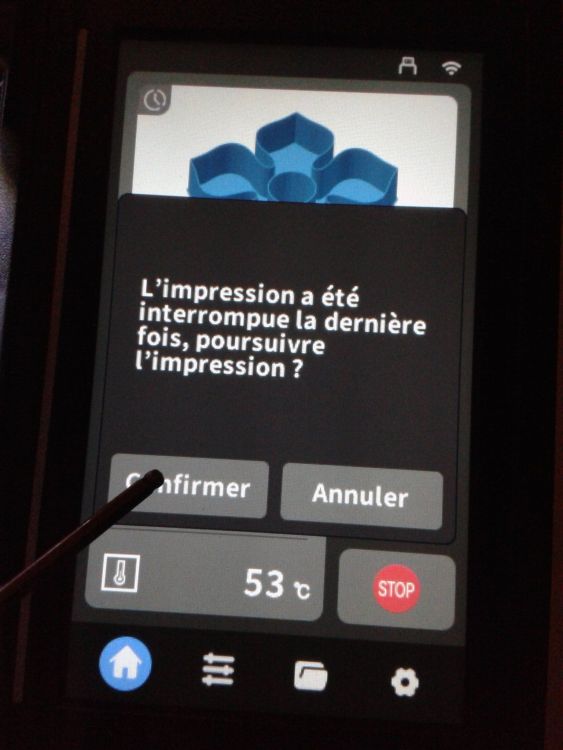
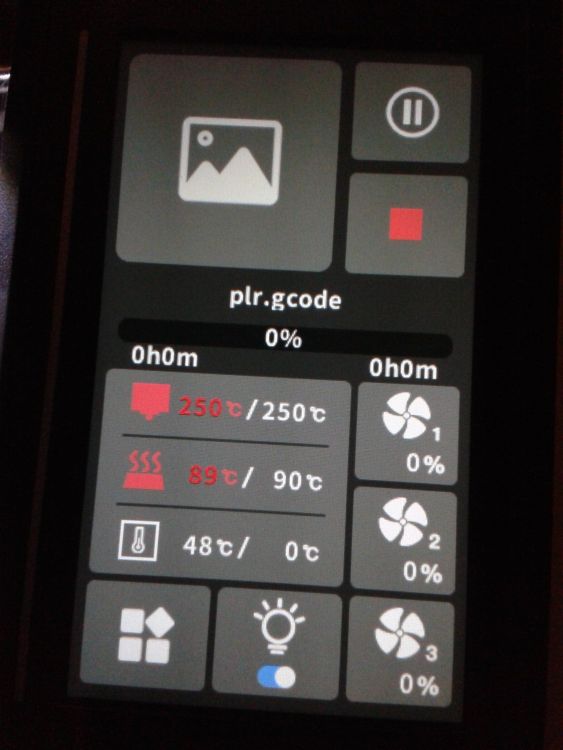
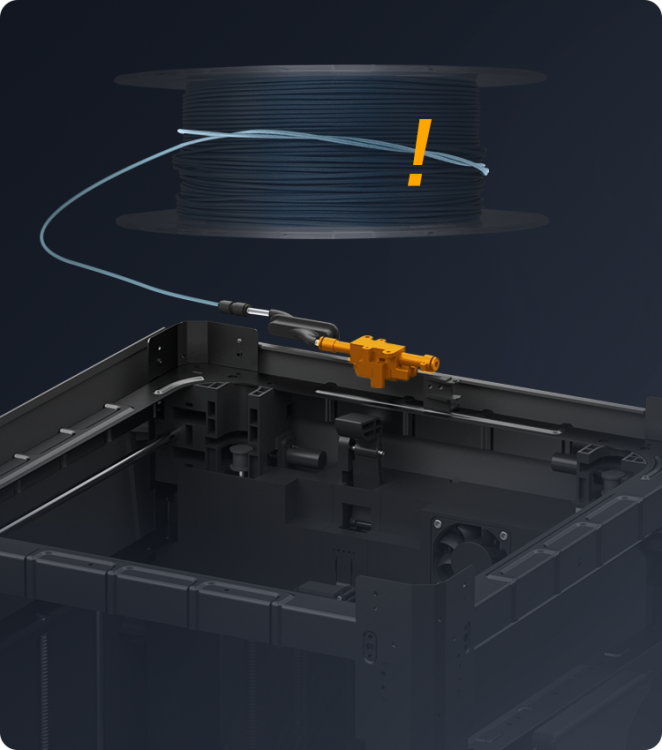
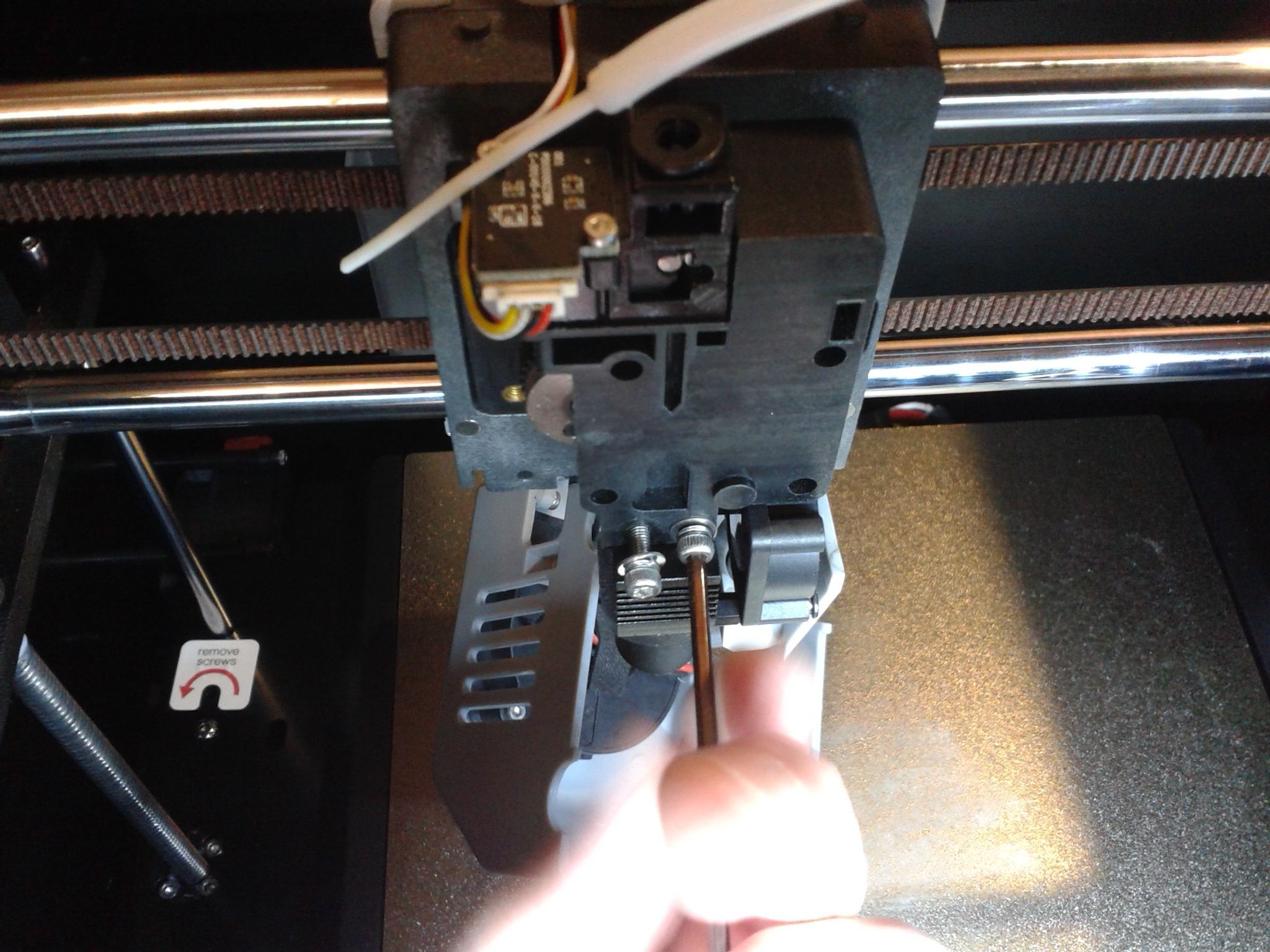
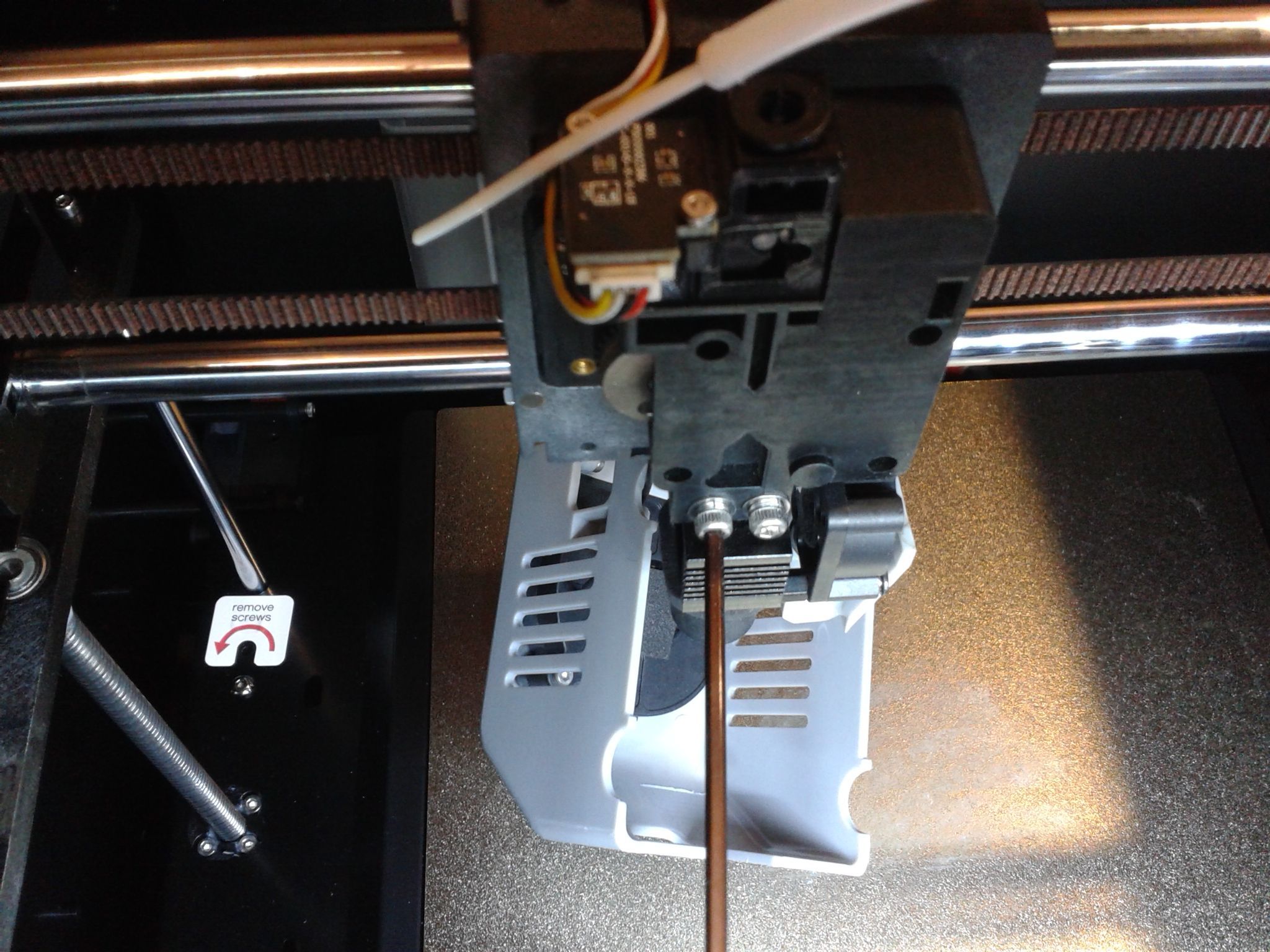
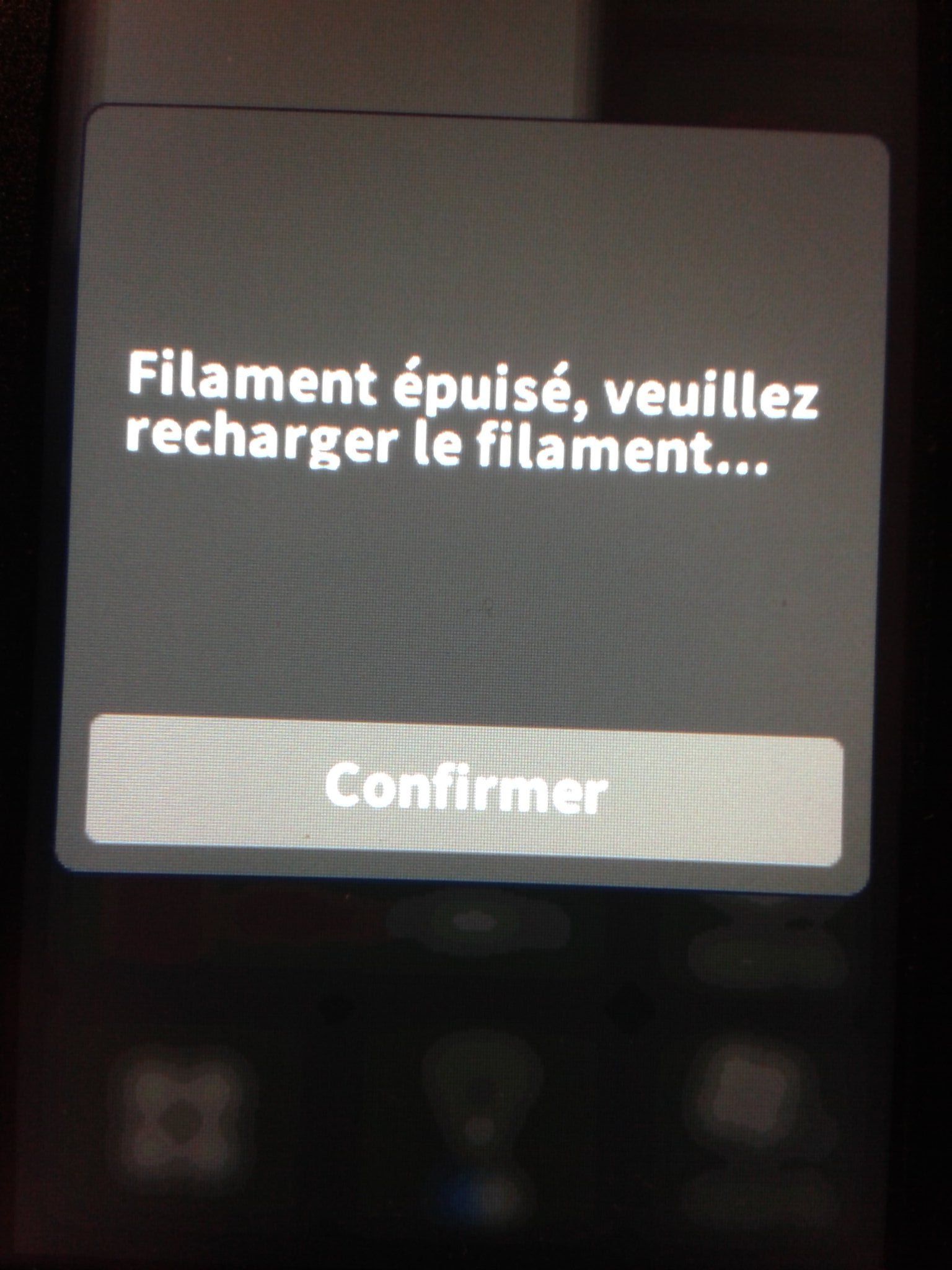
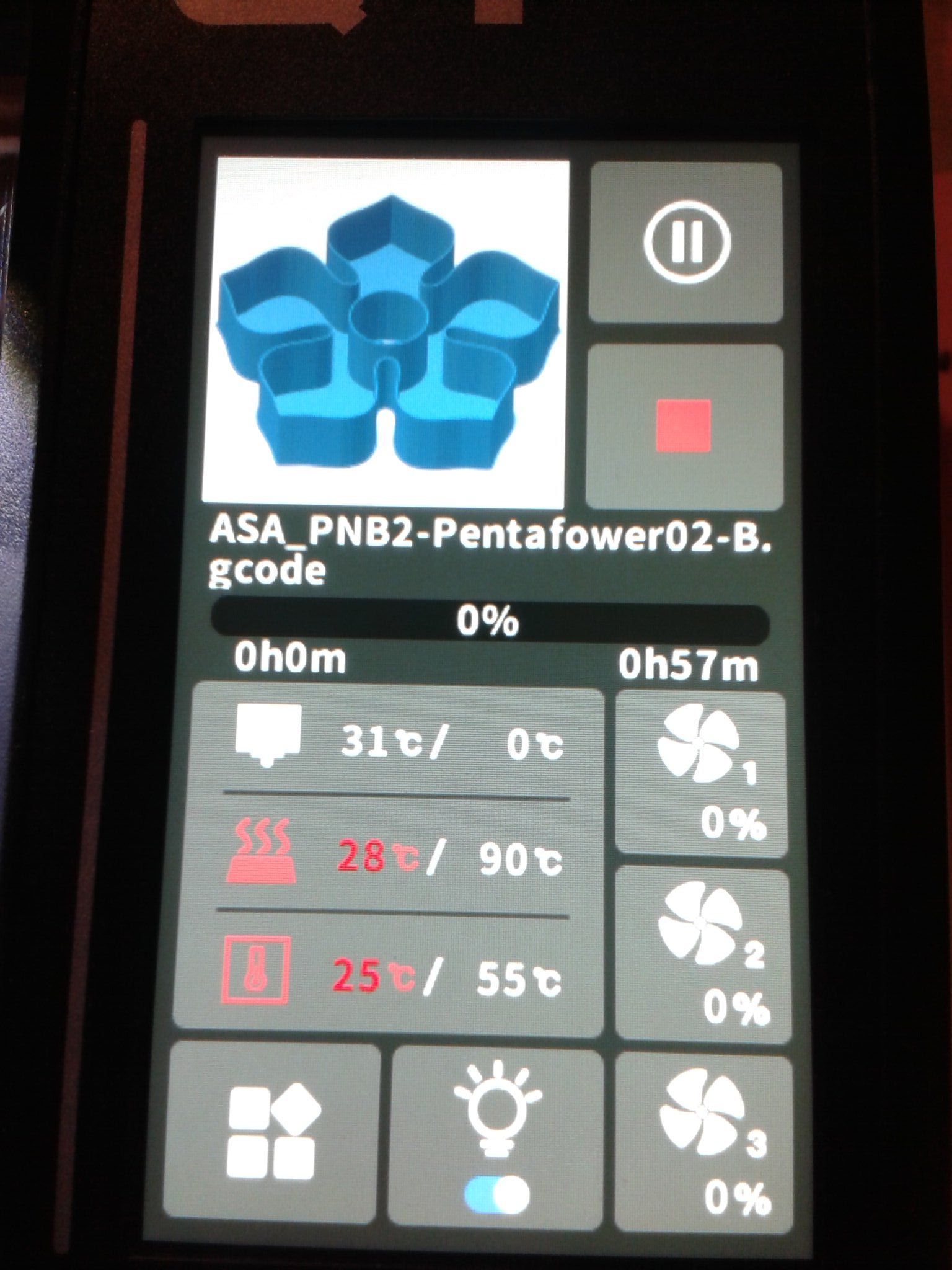
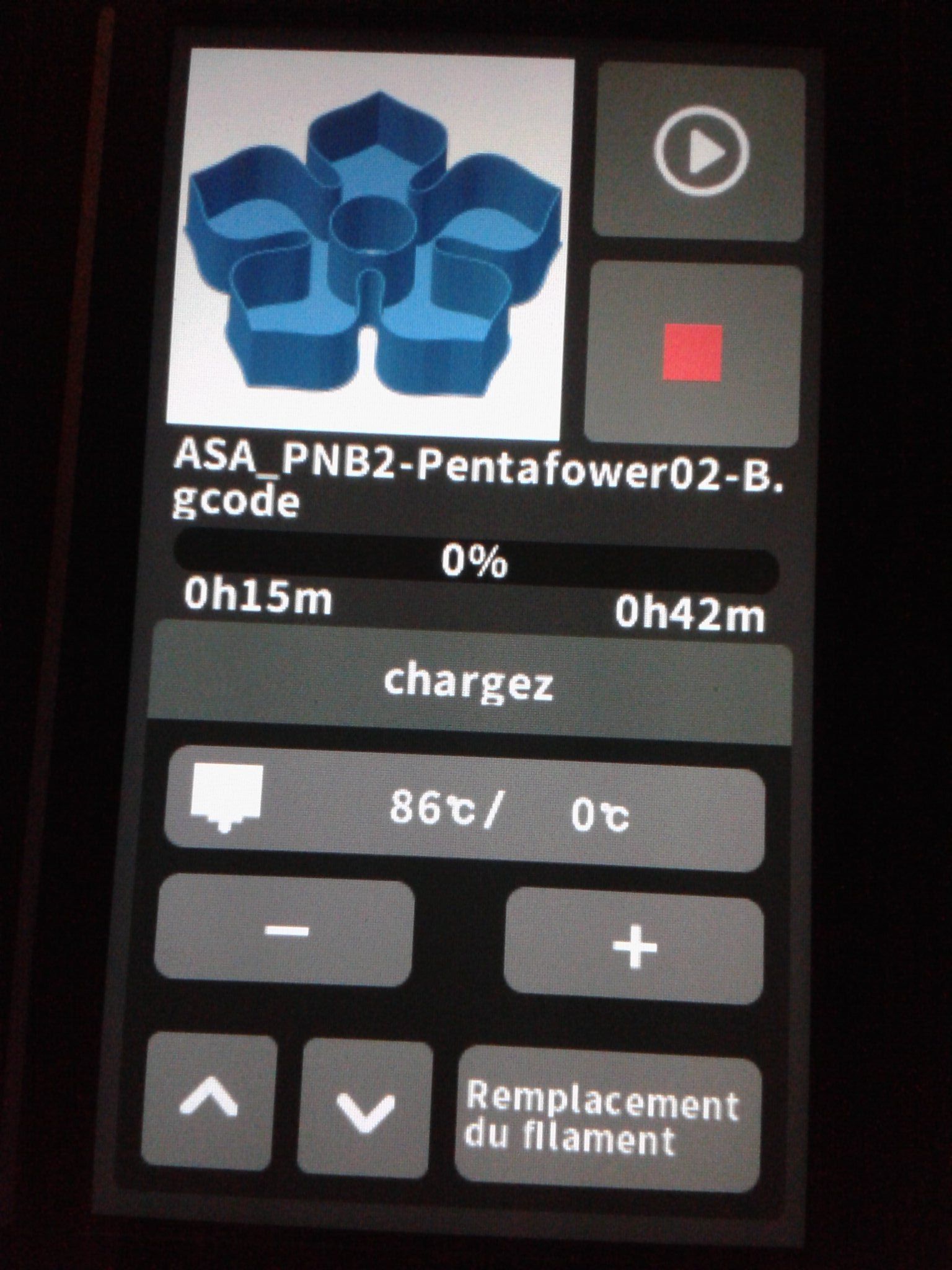
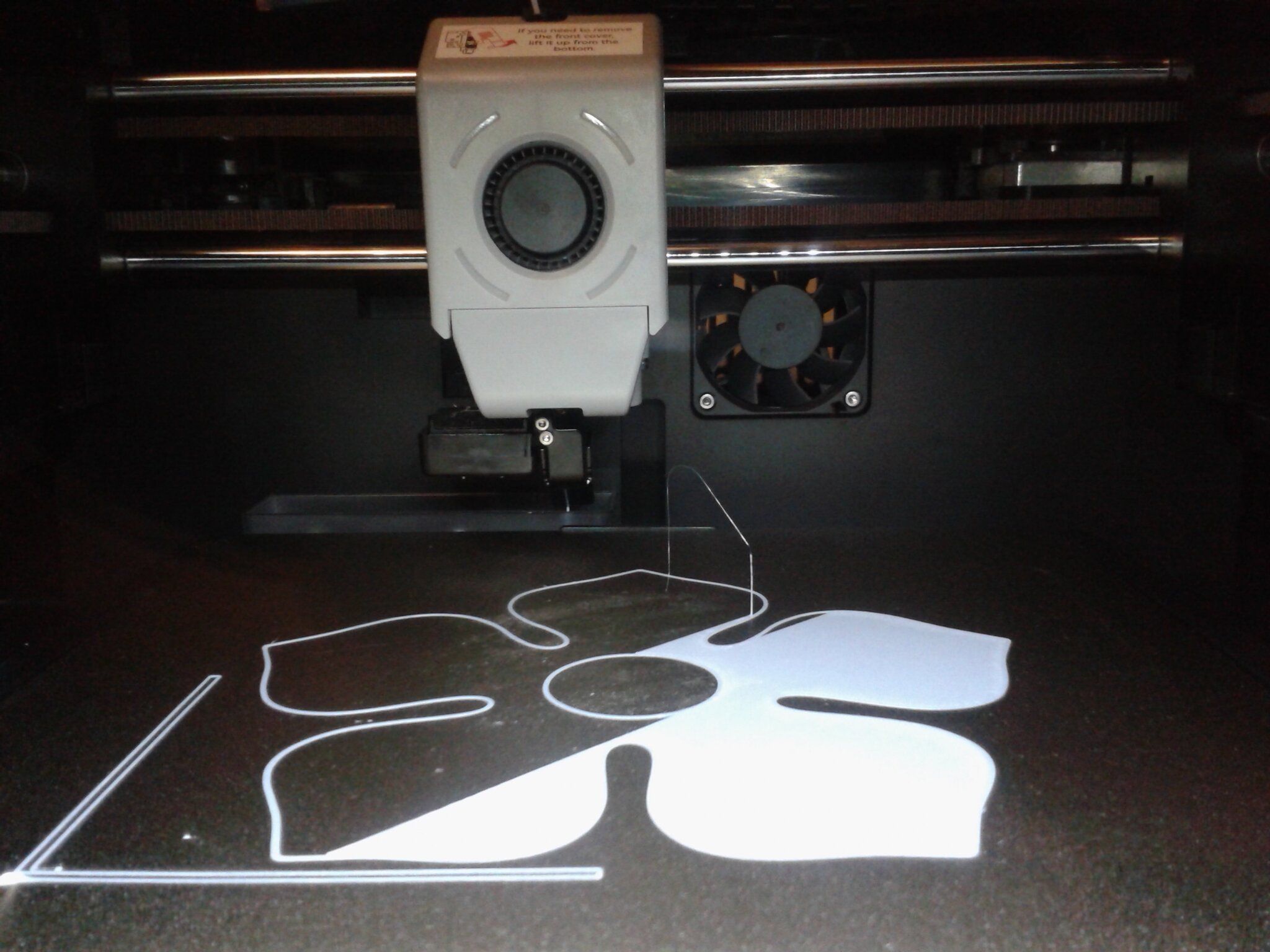
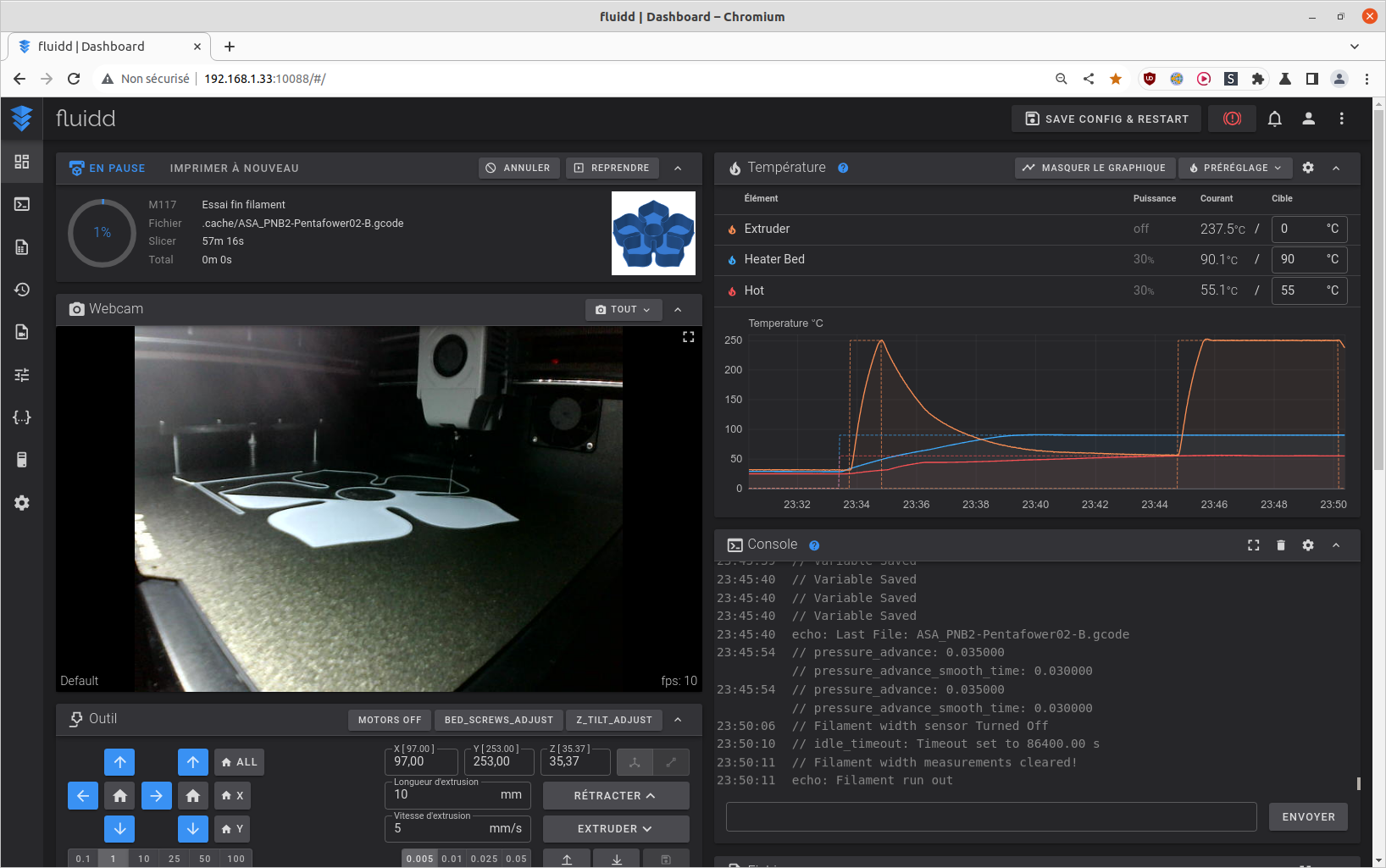
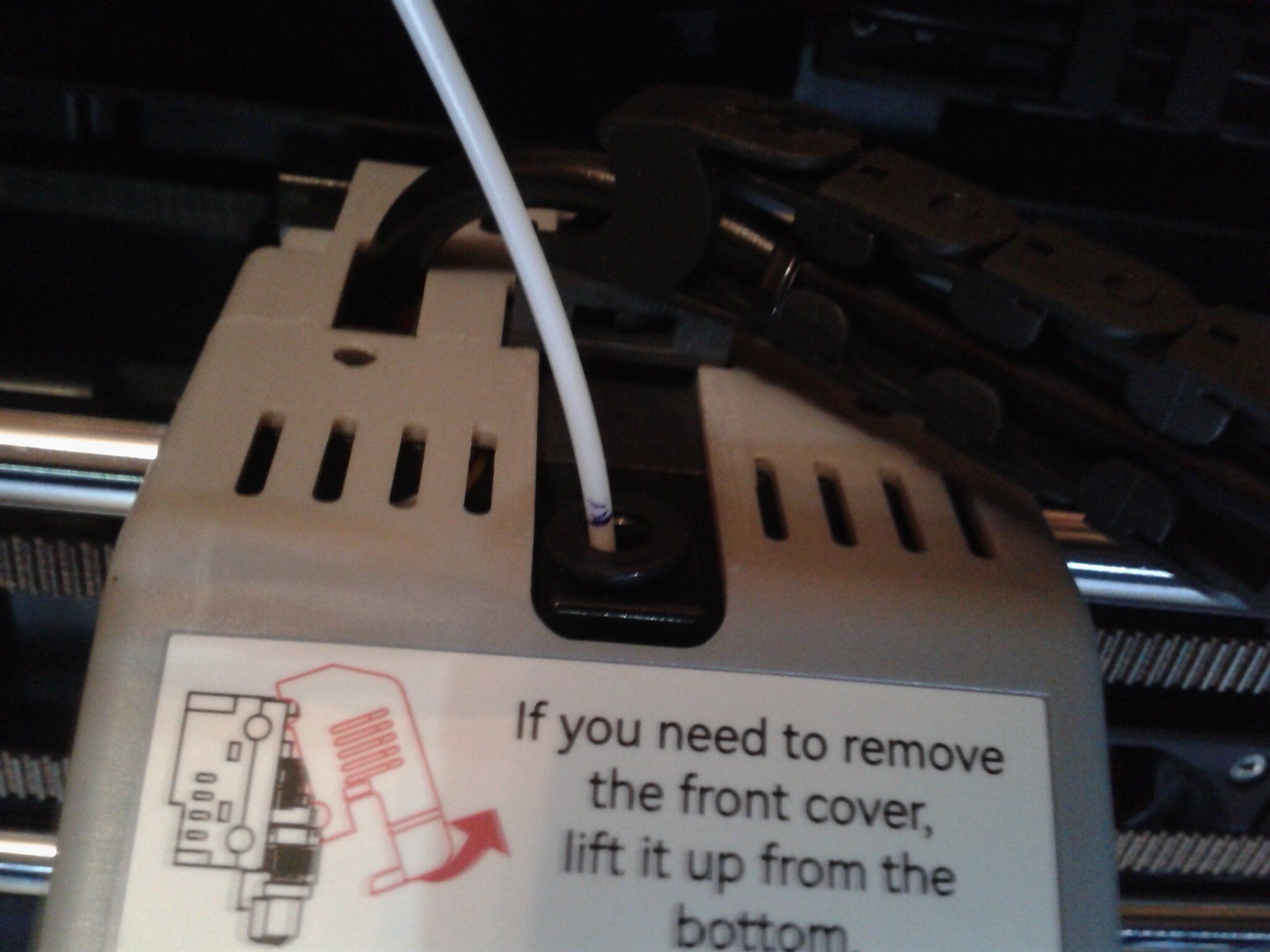
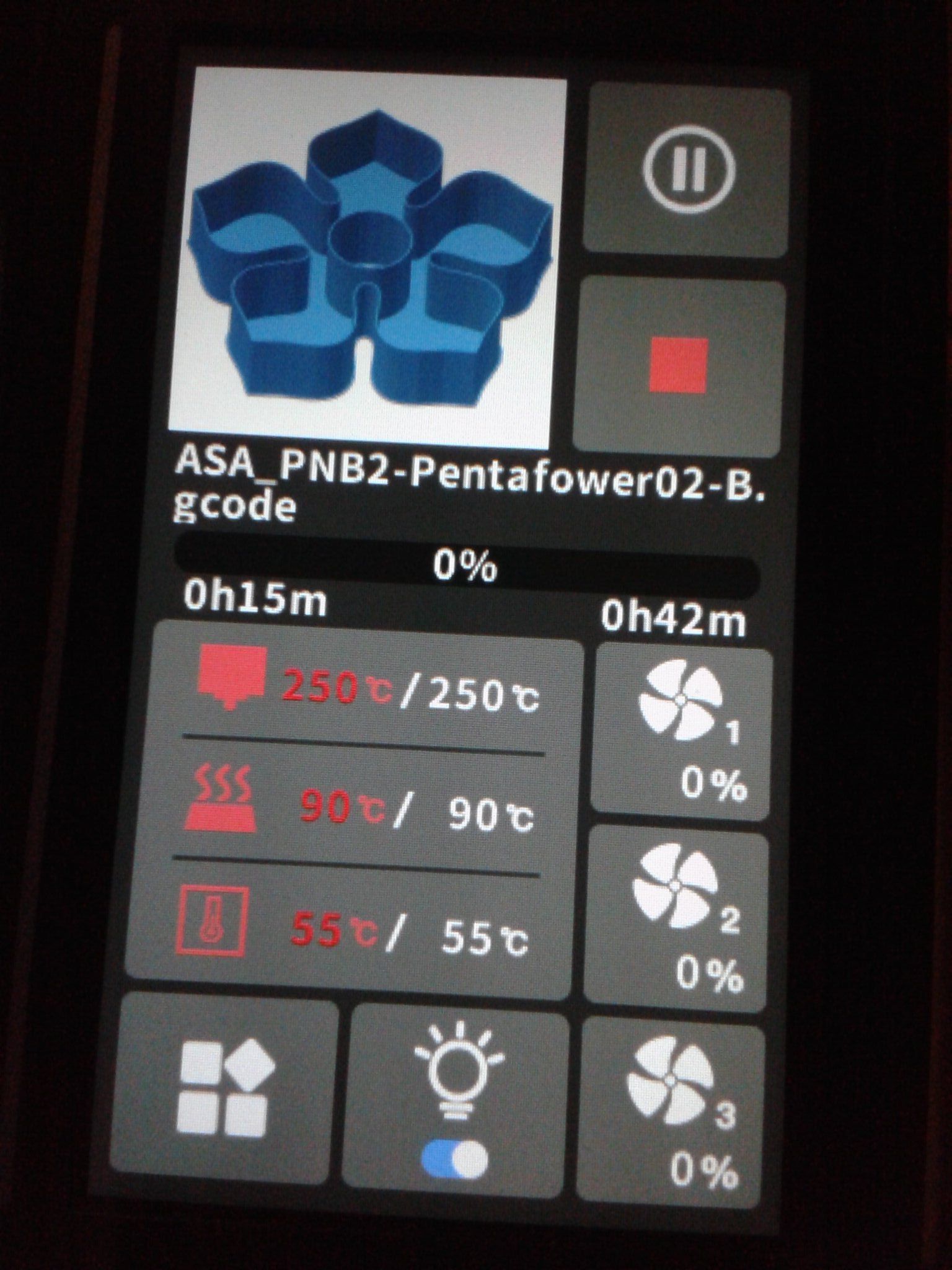
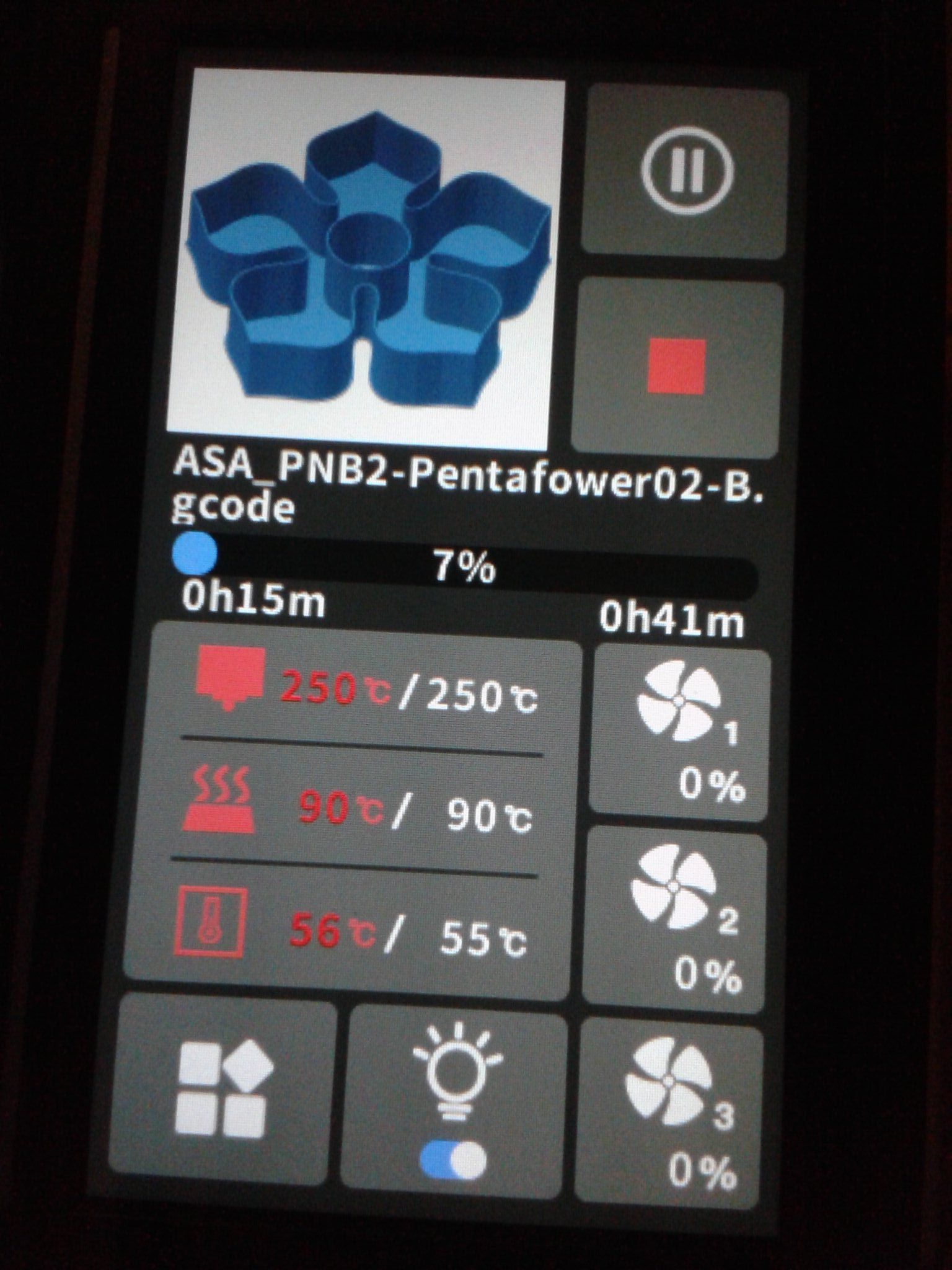
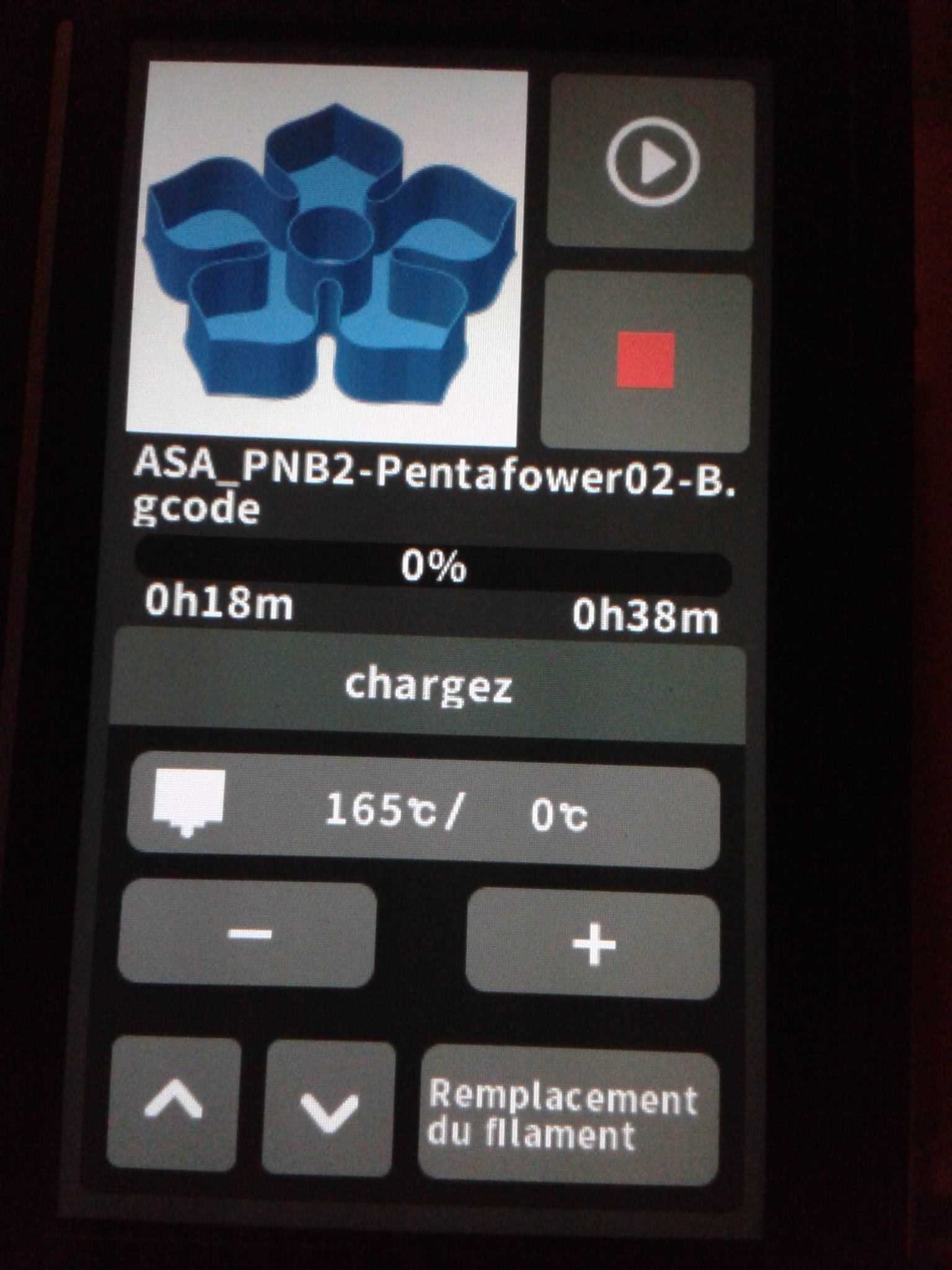
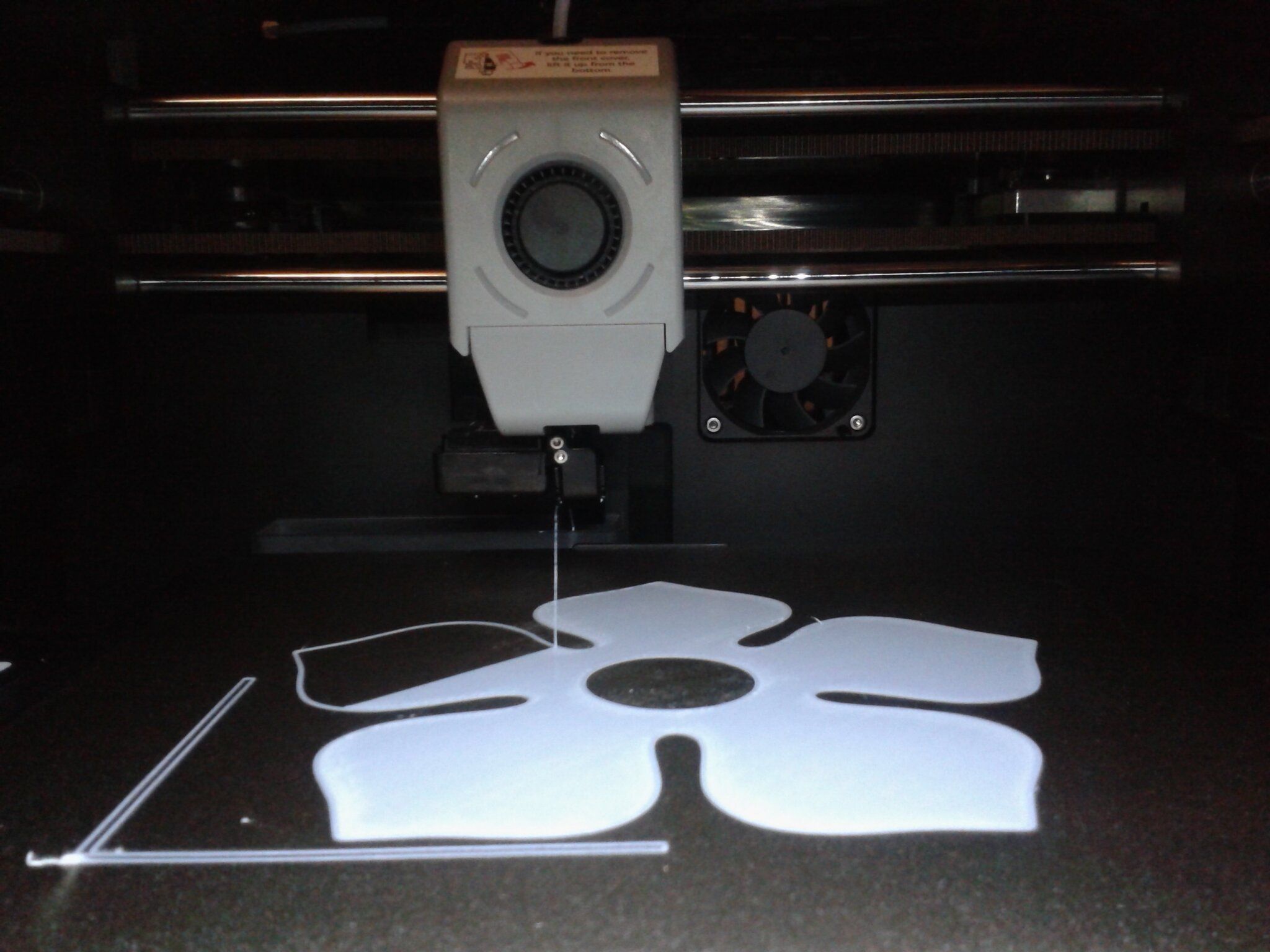
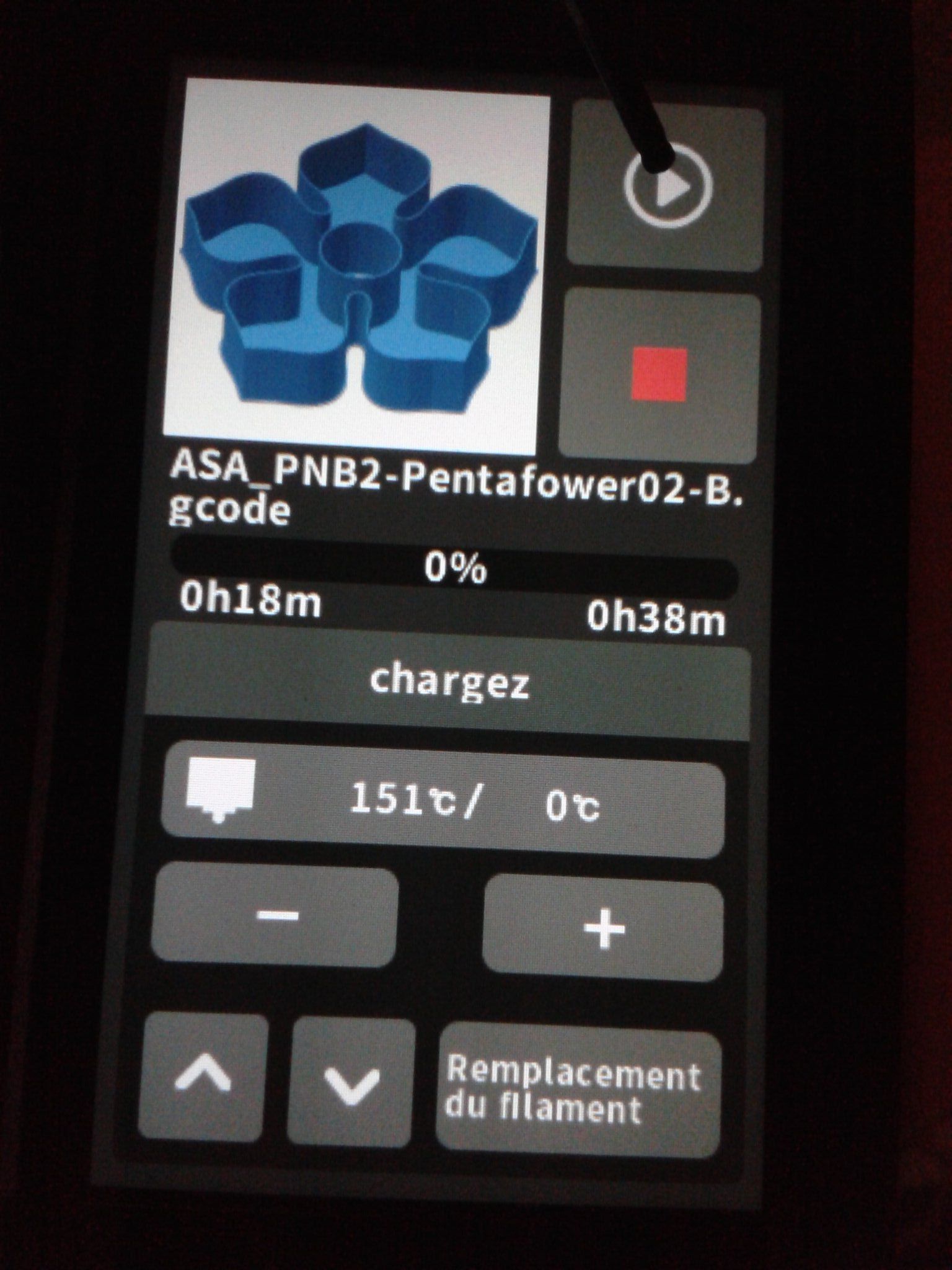
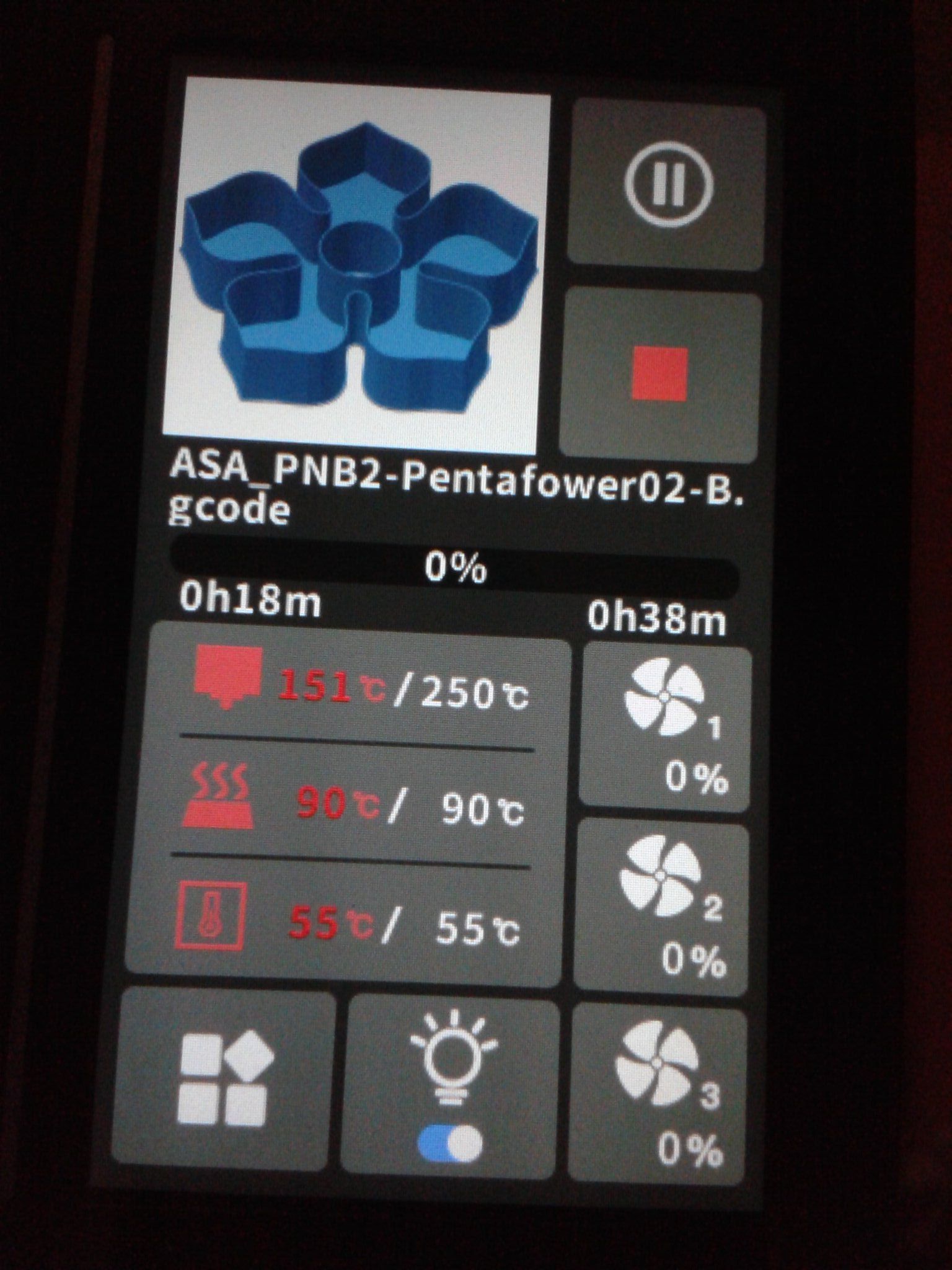
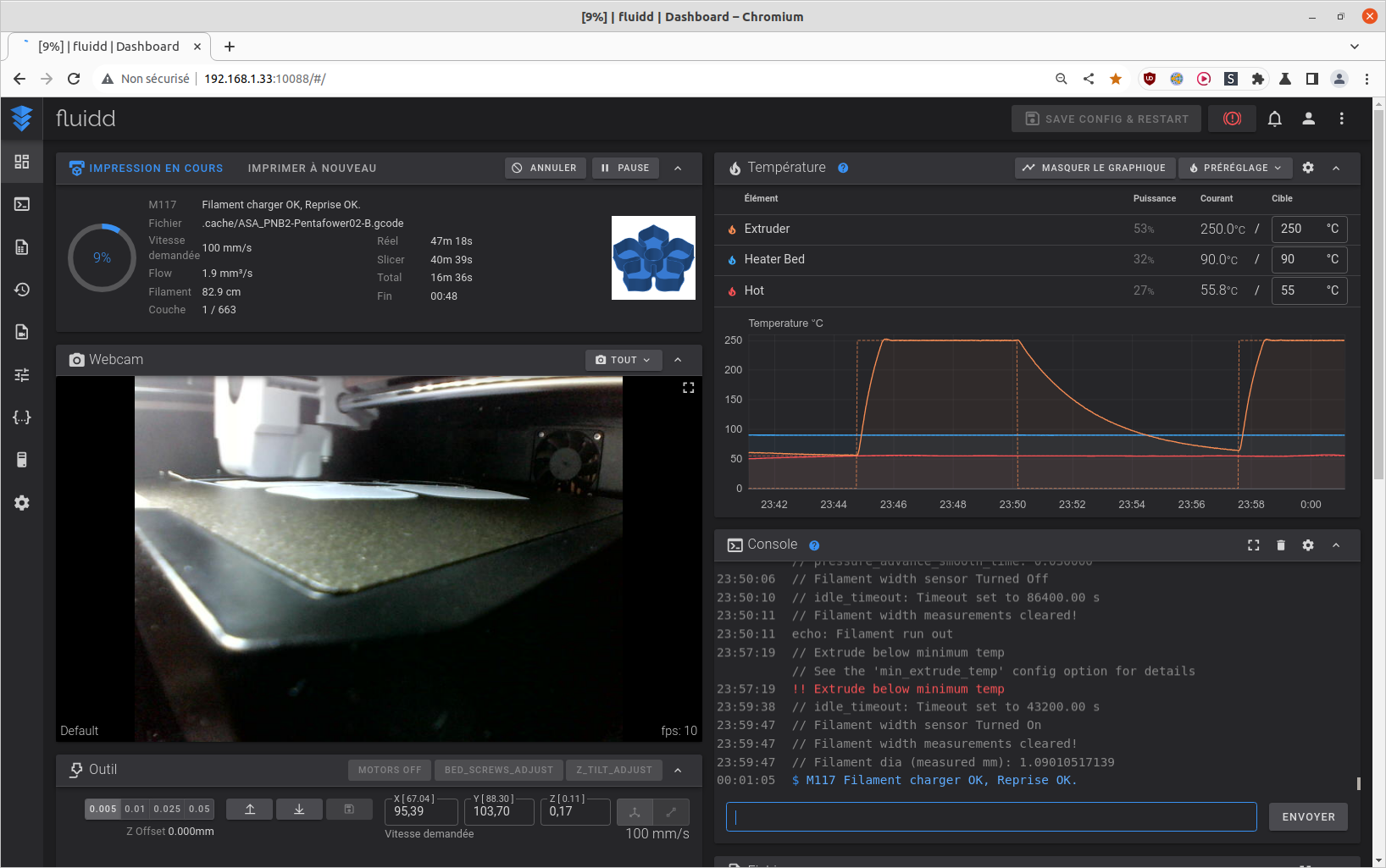
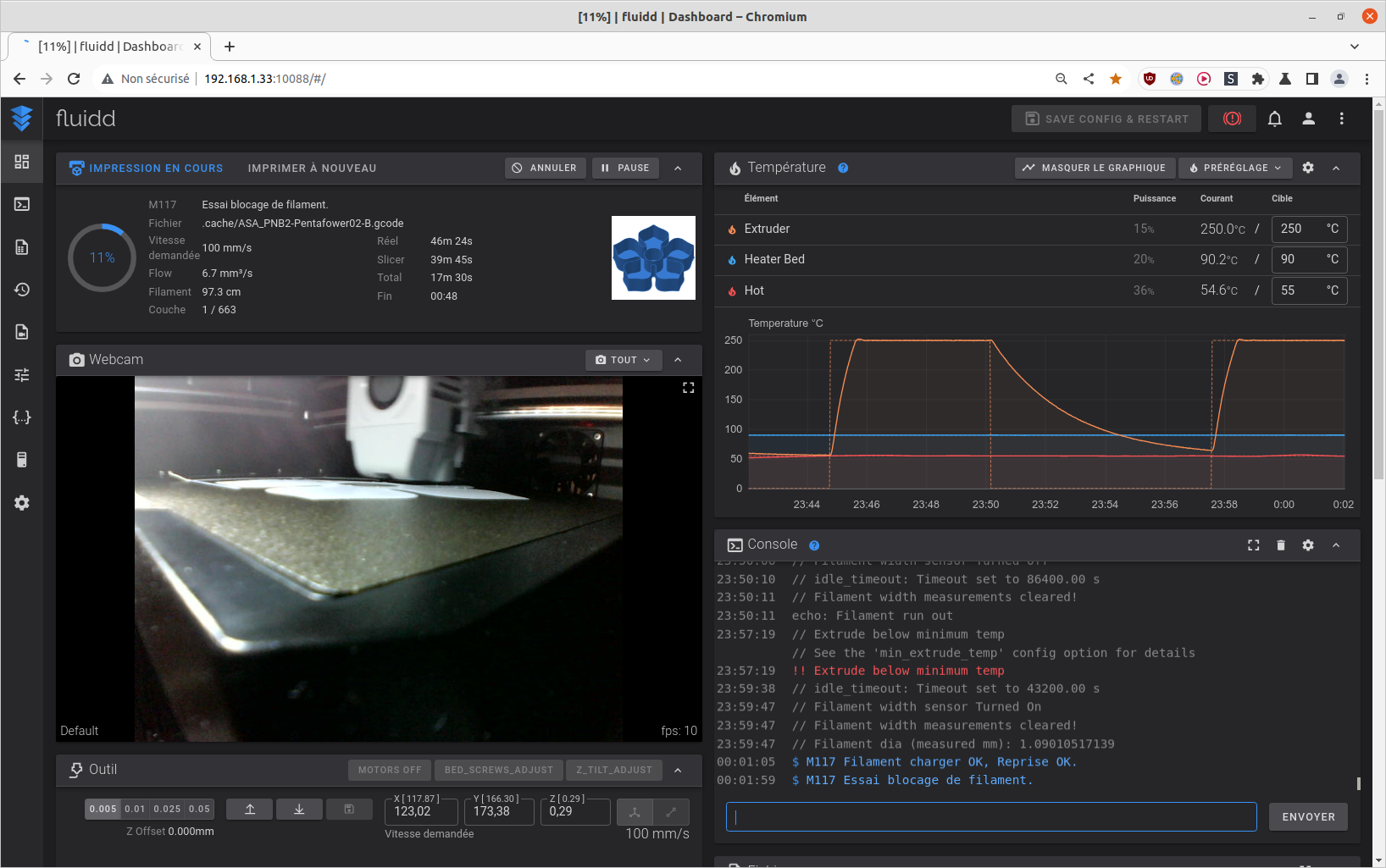
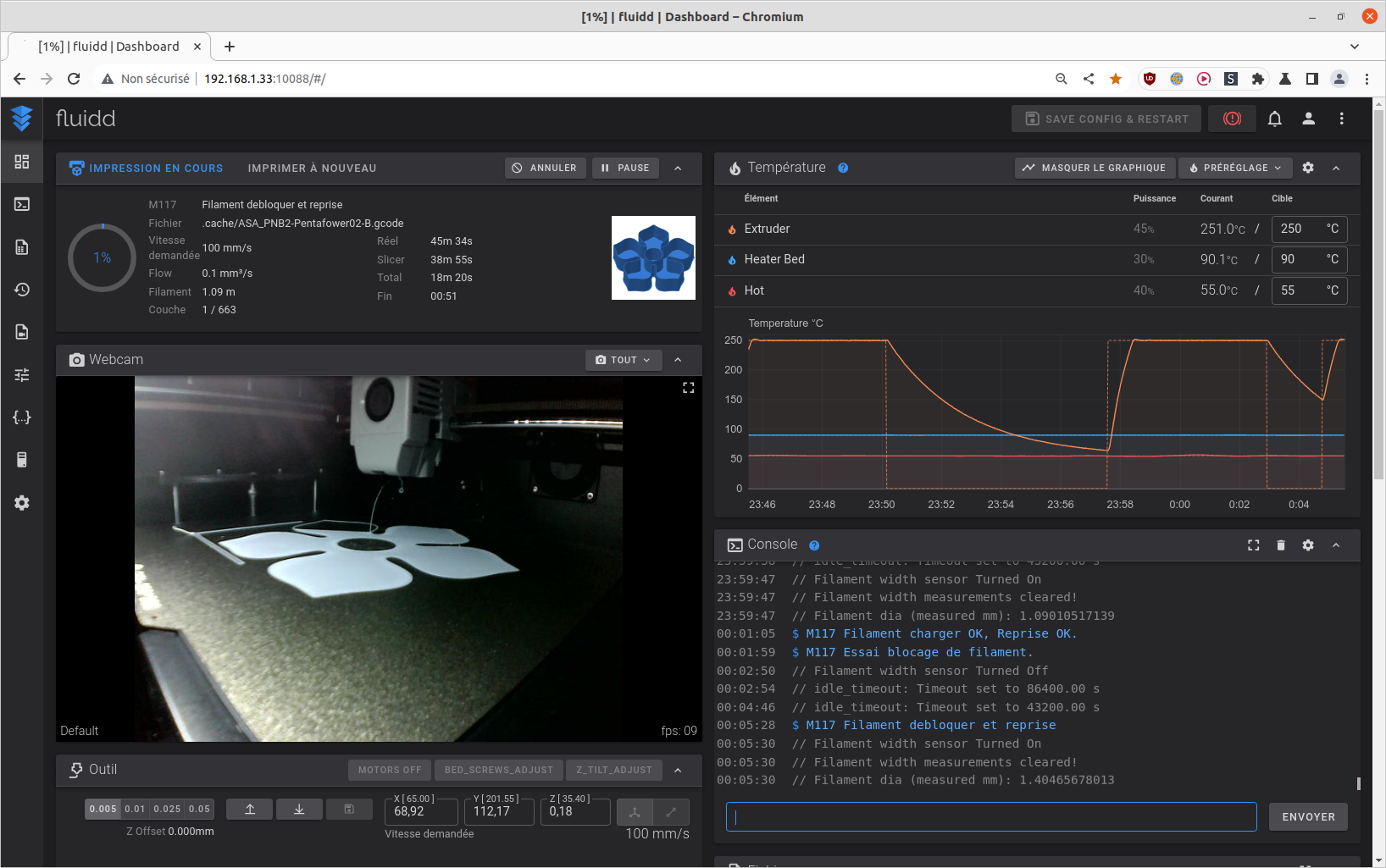
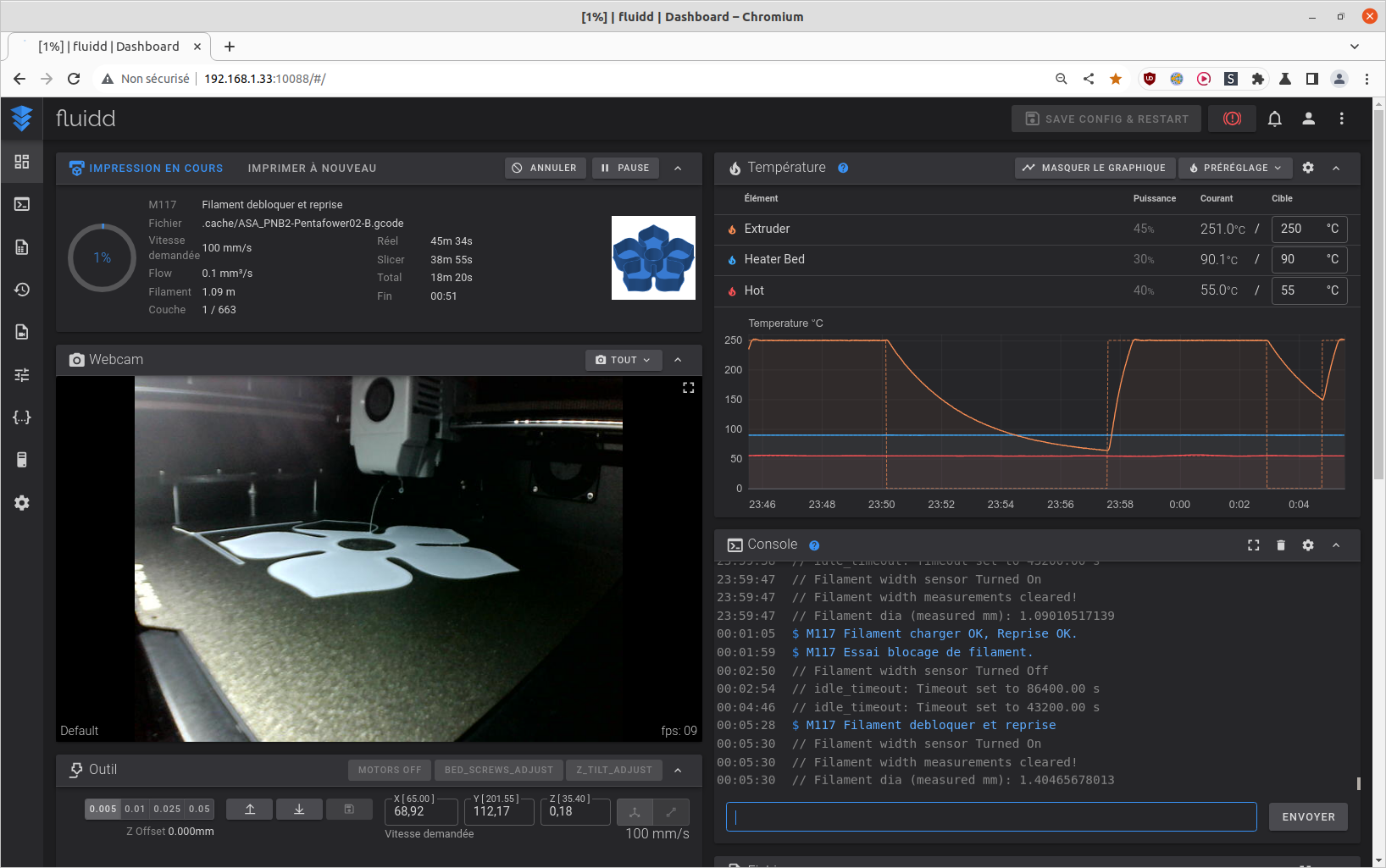
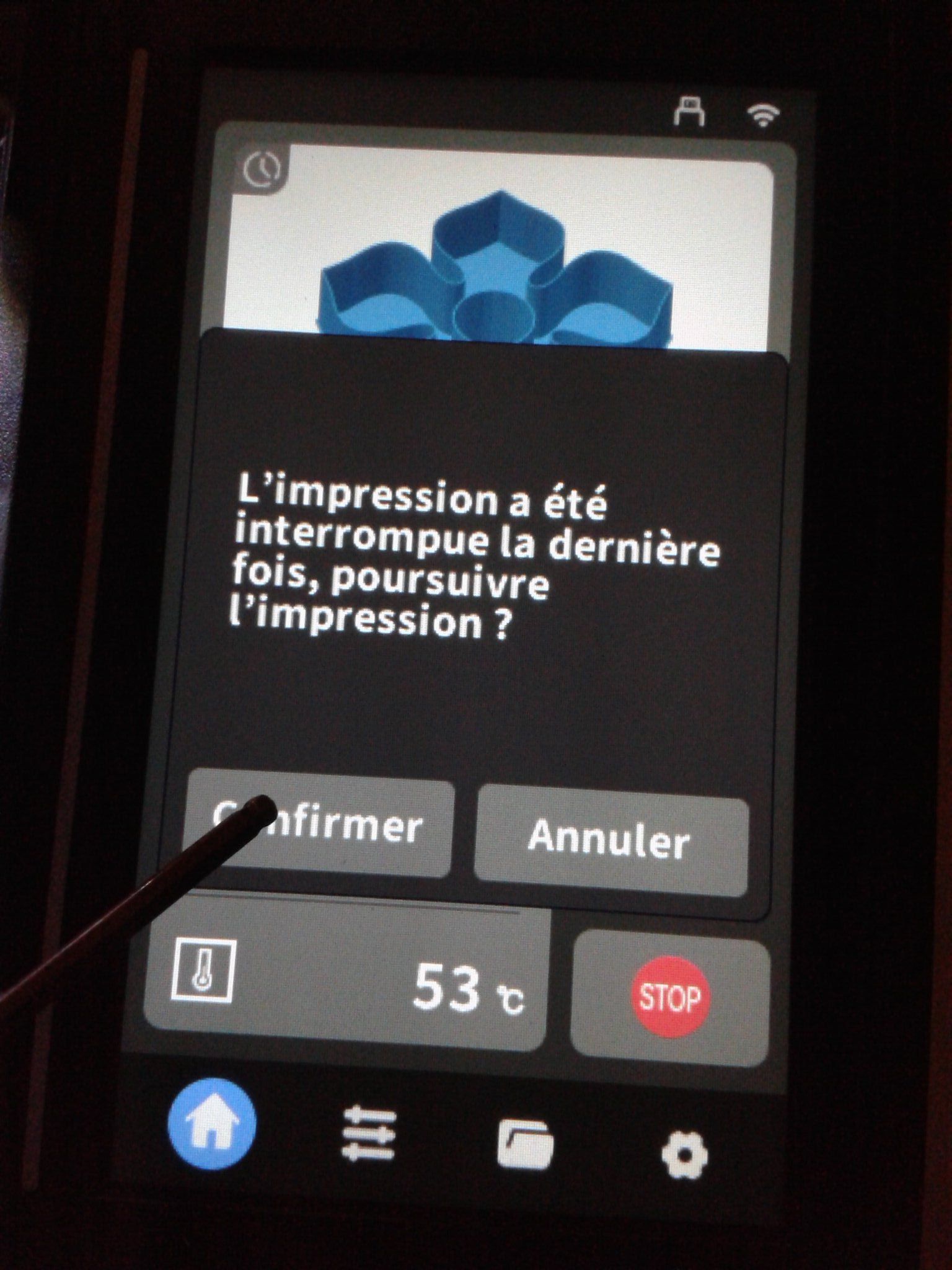
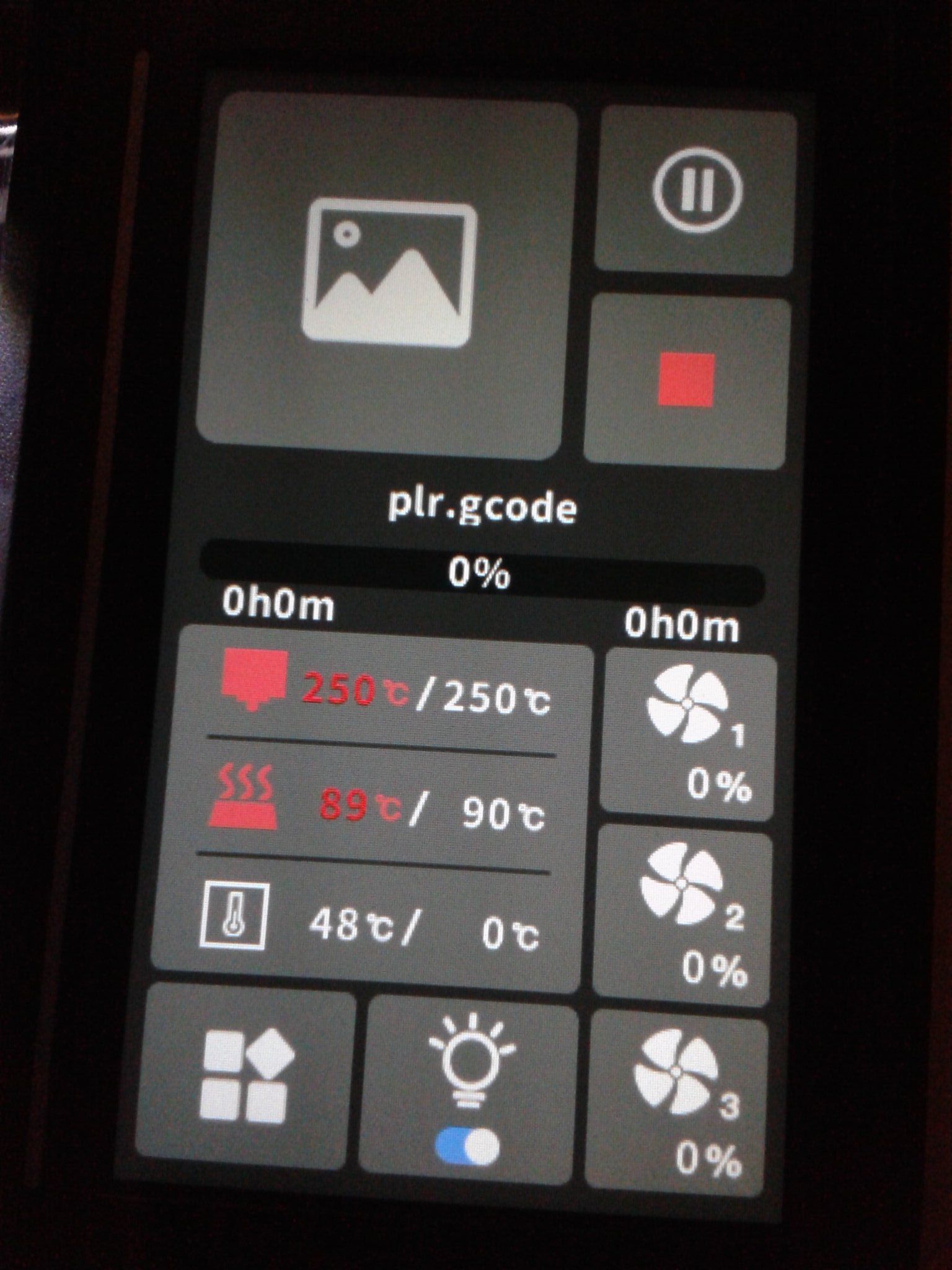
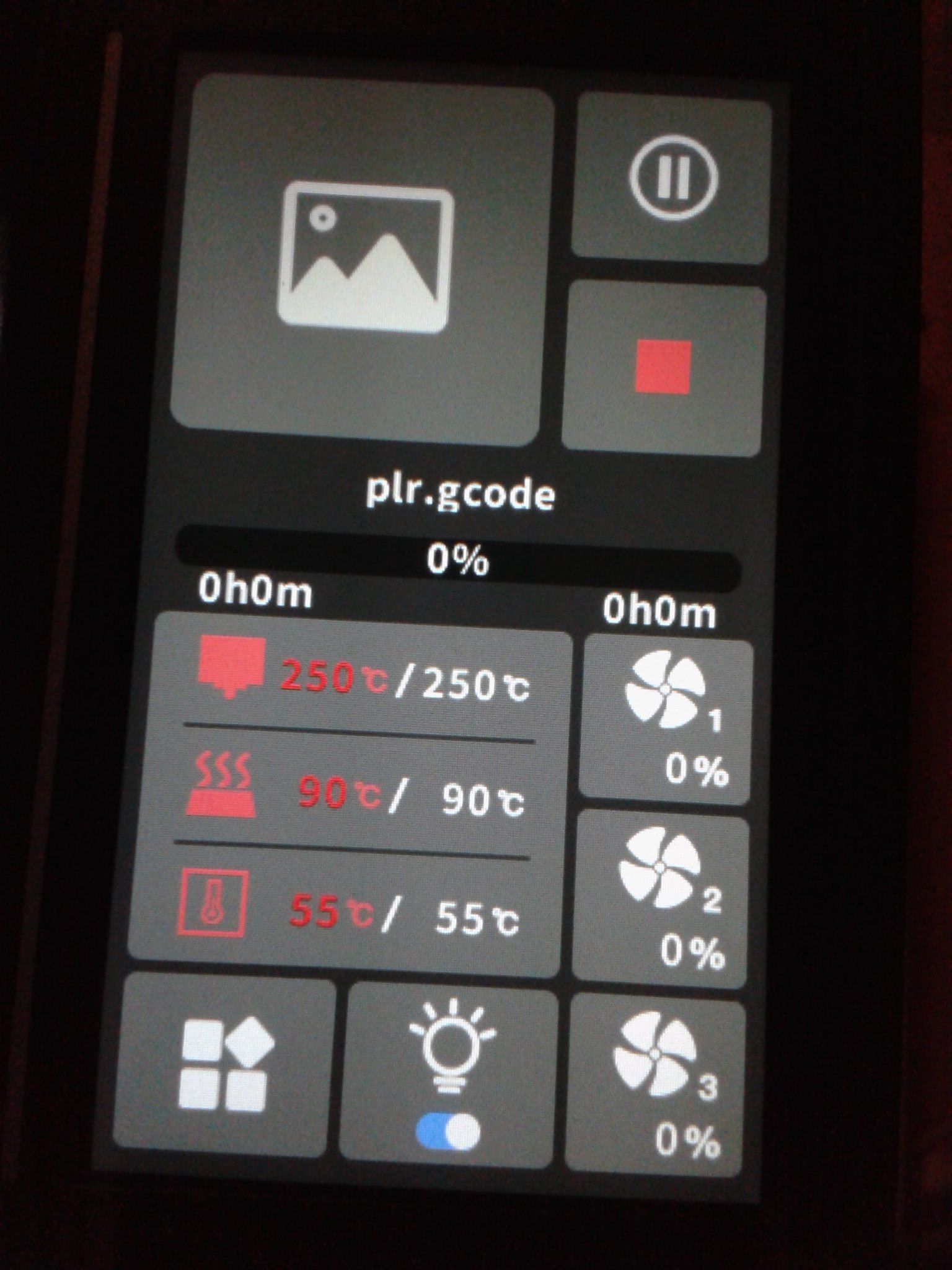
Sinon j'ai fait Un test de détection de fin de filament. Concluent. Lancement d'une impression mais en ayant au préalable coupé le filament juste a l'entré du pneu-fit du tube PTFE qui rentre dans l'imprimante. (Il y avais donc du filament dans tout le trajet du tube PTFE) Et, quand il n'y a plus de filament au niveau du capteur a effet Hall (de mesure du diamètre de filament) qui se trouve a l'entré de la tête d'impression, comme sur une demande de pause ou un changement de filament lors de la lecture d'un "M0" dans le fichier d'impression, mais avec un petit message pour nous dire "Filament épuisé,veuillez recharger le filament ... cela change l'icone de "pause" par l'icone "play" sur l’écran tactile et coupe la chauffe de la tête et park la tête sur le système de nettoyage de buse Et sous fluidd on à un "echo: Filament run out" affiché dans les logs de la "Console" (J'ai tenté de sonder et marquer le filament utilisé pour sonder, pour estimer jusqu'où l'ancien filament avais avancé dans l'extrudeur. En gros le bout de la fin de l'ancien filament semble être presque arrivé au roue d'entrainement du filament. ) Puis après comme j'avais déjà fait pour un changement de filament Insérer le nouveau filament, remettre en chauffe la buse, quand buse a température, extruder jusqu’à entraîner et extruder le nouveau filament, rebrancher le pneu-fit, cliquer sur l'icone "play" pour continuer et cela fait un nettoyage du nez de la buse avant de repartir. (J'ai depuis la console de fluidd envoyé un "M117 Filament charge..." pour bien séparer mon essai suivant.) j'ai laissé imprimer un petit peut, Puis, j'ai fait l'équivalent d'un, enchevêtrement de filament sur la bobine / un blocage de bobine et rapidement ( a force de tirer le filament, l'extrudeur doit créer une tension du filament dans le tube PTFE, ce qui doit créé une poussé du tube PTFE entre la tête d'impression et le capteur de blocage, vers le capteur de blocage, ce qui doit y déclencher un genre de switch dans le capteur de blocage ( quand j’aurais fait plus d'impressions pour mon test je regarderais pour démonter le détecteur de blocage de filament en provenance de la bobine, pour vraiment comprendre comment il fonctionne) ) libération/résolution de "l’enchevêtrement de filament sur la bobine" puis reprise ... Coupure de courant ( ~30 seconde, sur firmware v4.4.13. Non concluent. ) Après que la buse soit revenue a température d'impression, cela fait un Home X et Y mais malheureusement, cela ne fait pas de park sur le système de nettoyage et reste en position du Home X et Y que tout revienne a température. Puis quand tout bien revenu a température, cela reprend l'impression, mais pas a la bonne couche ( firmware v4.4.13 ) Donc j'ai rapidement stoppé l'impression pour éviter les problèmes. Ajout > Je n'ai pas encore testé mais il y a des éléments de réponse dans le wiki de Qiti Tech https://wiki.qidi3d.com/en/Q1-Pro#replace-and-adjust "Replace Nozzle Video " Vidéo de changement de la buse -> https://drive.google.com/file/d/1maDzRstL6wvAjDPrYkUkAJXtgRaYDl0m/view "Replace Hot End Video" Vidéo de changement de l'ensemble de la partie chaude (buse+corps de chauffe+heatbreak+ventilo heatbreak) -> https://drive.google.com/file/d/1qWOED0s-HVy9BPDpVtz00tu6ZXymIfCR/view C'est pas du "quick swap" mais cela semble pas trop compliqué non plus.

















 1 point
1 point -
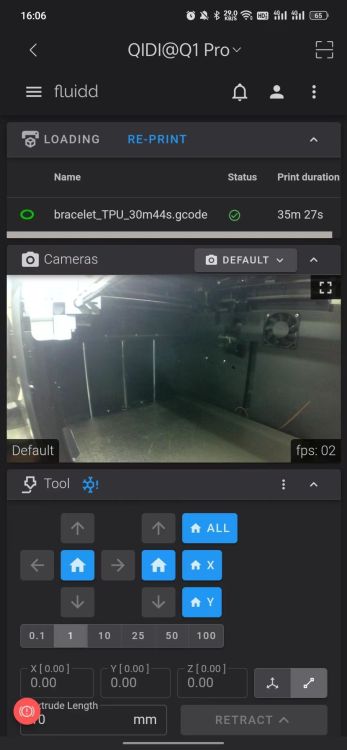
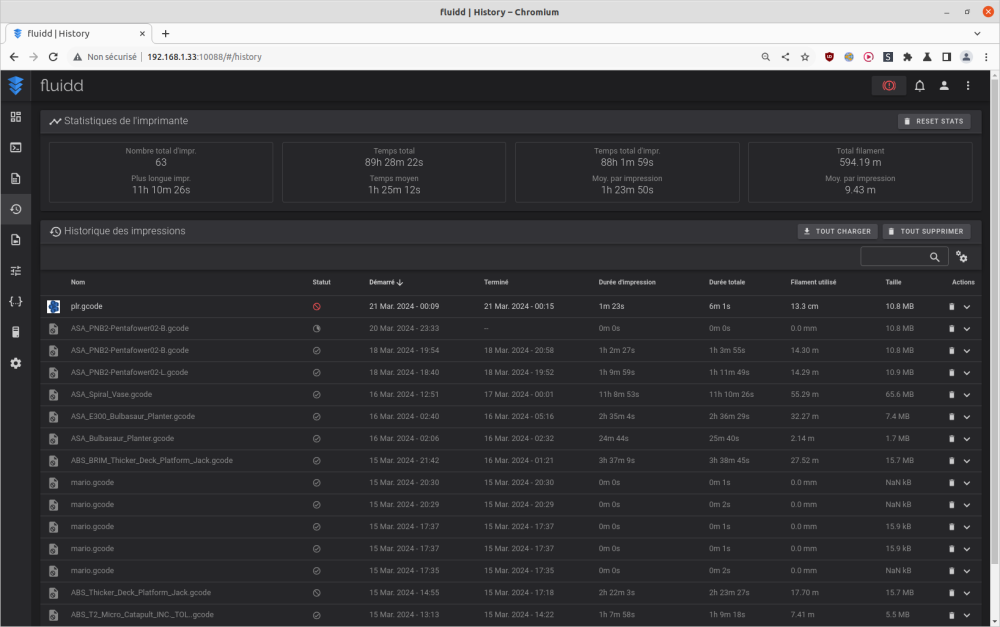
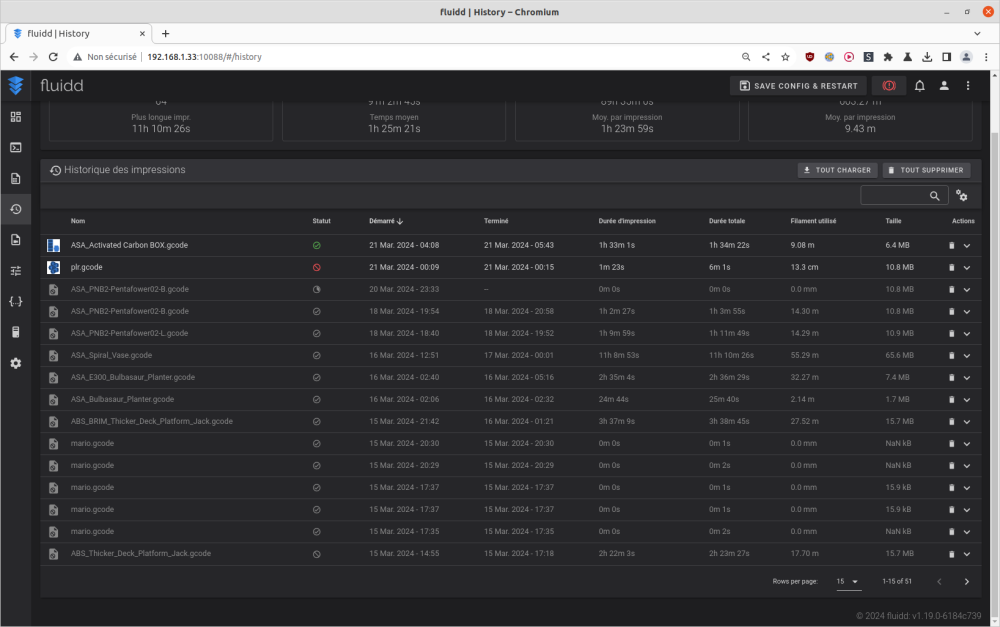
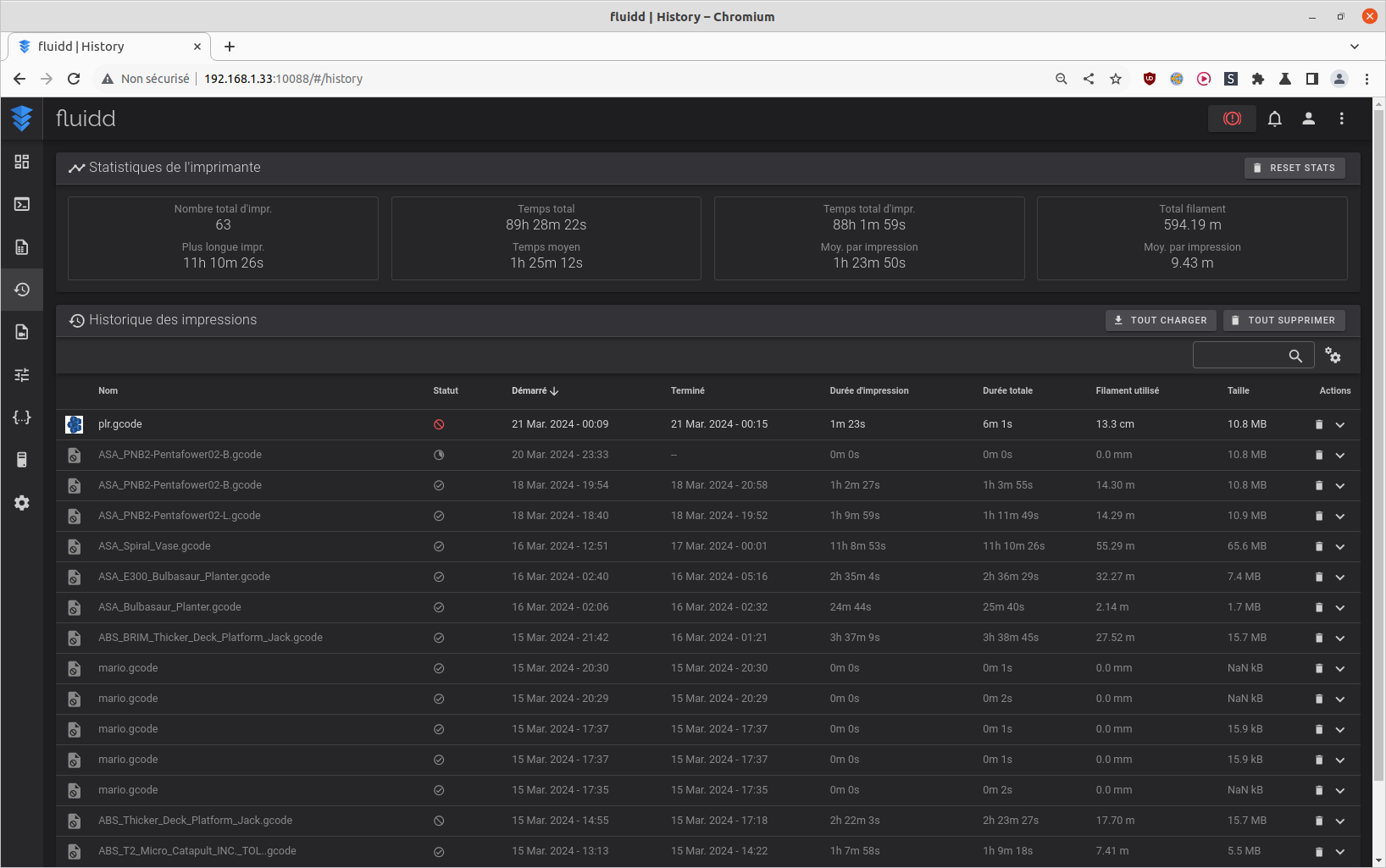
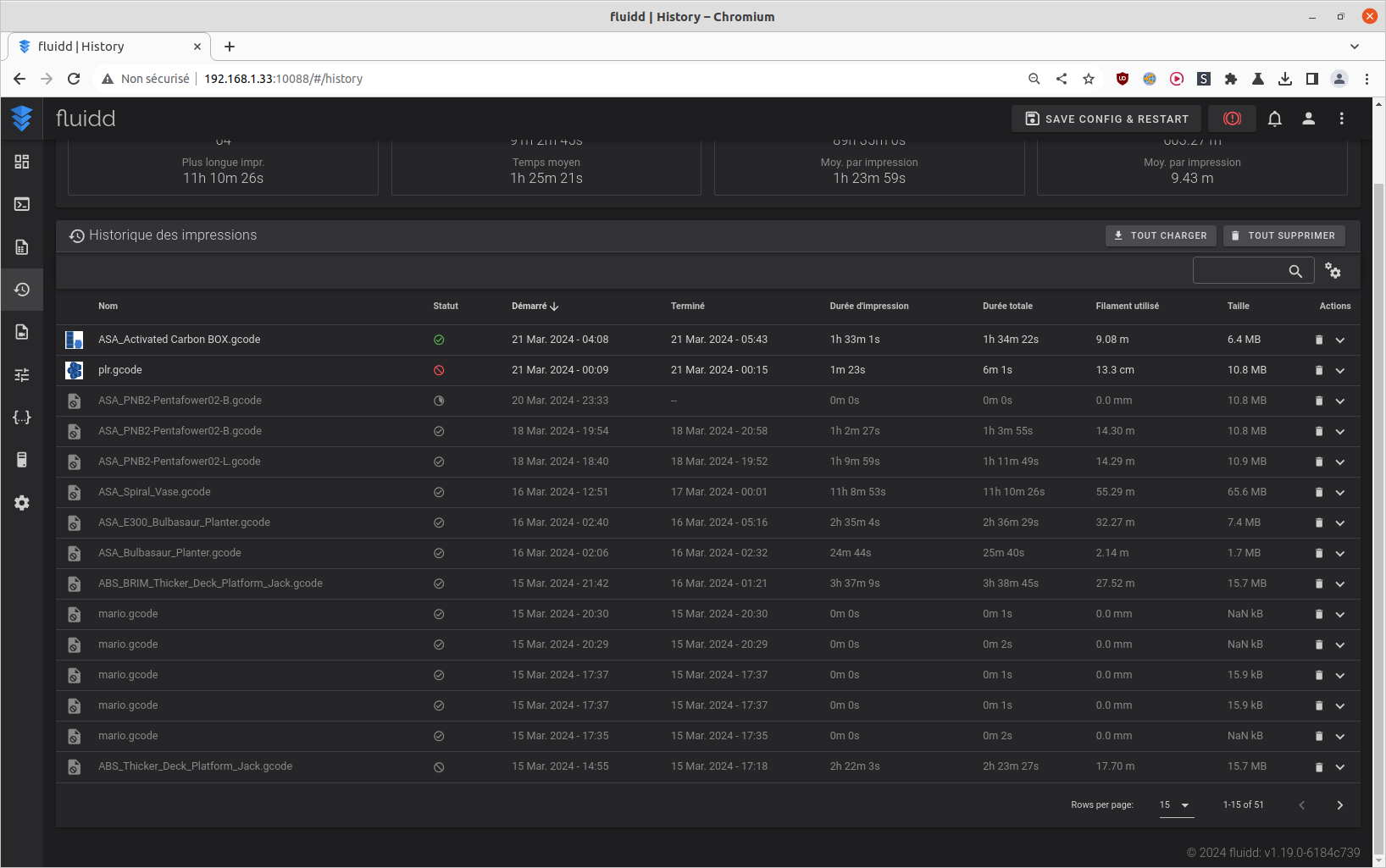
Salutation C'est délicat pour moi de répondre car je n'ai pas joué avec une X-Plus 3. Mais pour l'instant la machine en test fonctionne bien sans aucuns ajustements ou bidouilles. Et pour l'instant, je n'ai pas rencontré de bug majeurs. ( ou c'est plutôt de petites améliorations d'IHM a affiner, que des bugs. Sur l'écran tactiles, quand cela charge les vignettes a afficher, l'écran ne répond plus si on essais de cliquer sur par exemple "page suivante" (en gros 1 seconde par vignette sachant qu'il y a quatre vignettes par "pages") Et cela recommence l'exploration de la 1er "page" après une impression ou changement ou retours sur les onglets "local" ou "USB". Pas la même manière de gérer l’historique que par exemple sur un Nebula Pad. Sur un Nebula Pad des imprimantes Creality, les fichiers imprimés depuis une clé USB sont avant impression copier sur la mémoire interne et conservé après leur impression sans limite de nombre de fichier. Là il y a un dossier ".cache", hébergé sur la mémoire interne, qui stock seulement la dernière impression / l'impression en cours ( voir un dossier ".plr" si il y a eu une coupure de courant) et donc il n'y a pas depuis l'écran tactile de liste de l'historique d'impression (Alors que sur un Nebula Pad oui). Et l'affichage de l'historique sous fluidd (comme les fichiers imprimés était dans ".cache" mais n'y sont plus sauf le dernier) les affiches en grisé sans miniatures ... ) (Edit > là j'ai pas choisi les meilleurs captures d'écran fluidd, pour illustrer, car j'ai fait un essais de reprise sur coupure de courant. Donc il y a aussi le fichier du dossier ".plr" (plr pour Power Lost Recovery" )) )
 1 point
1 point -
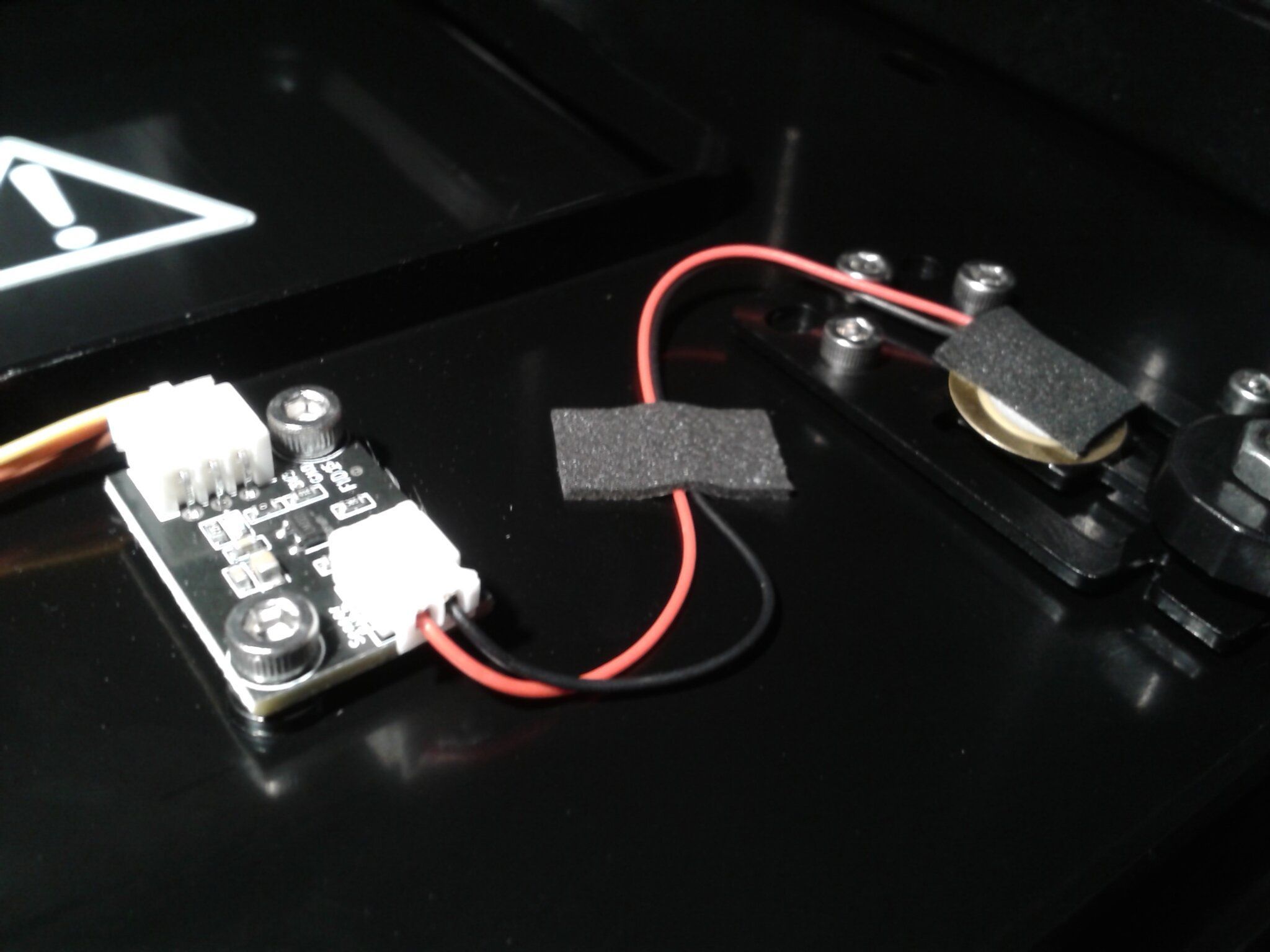
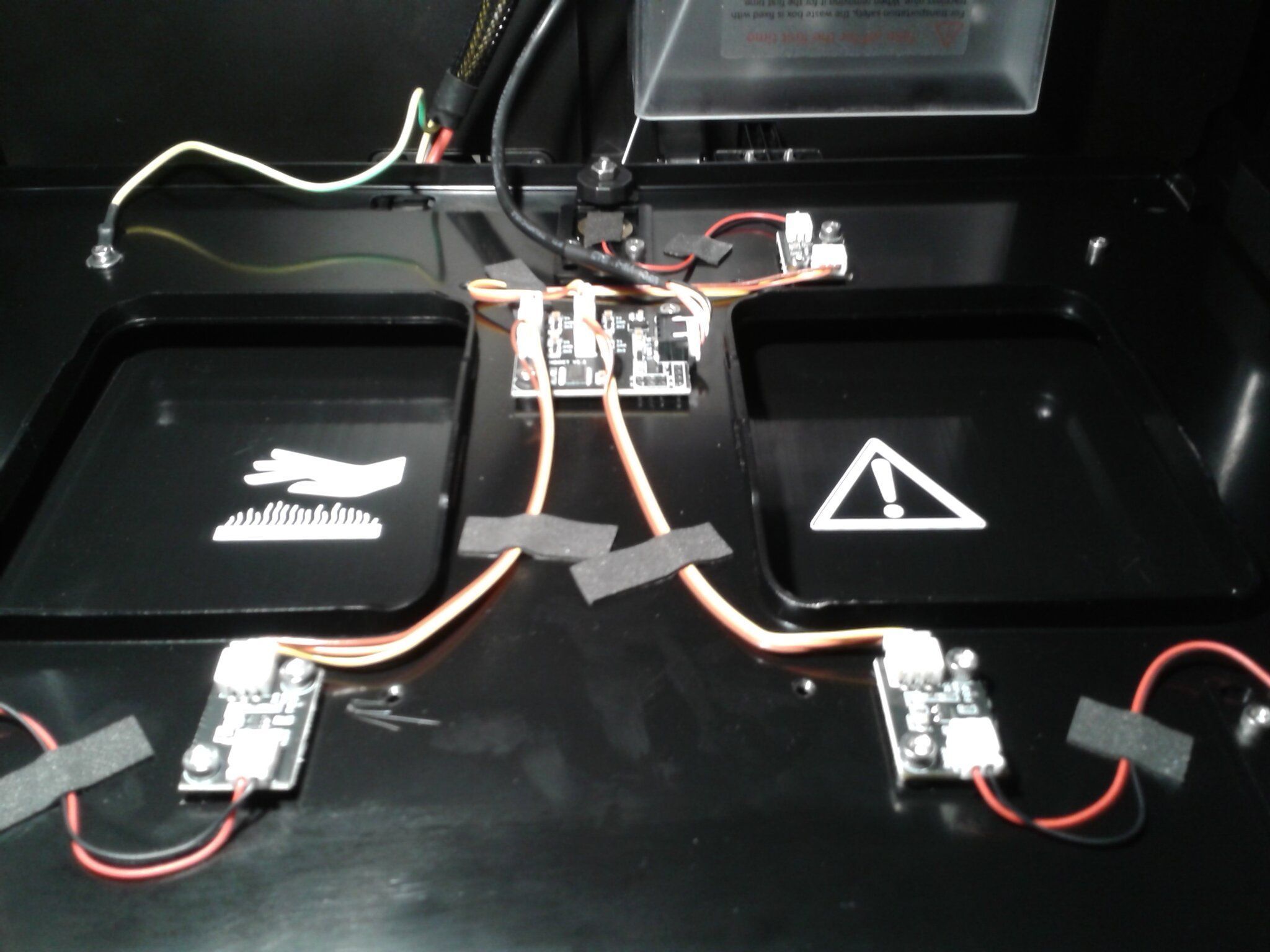
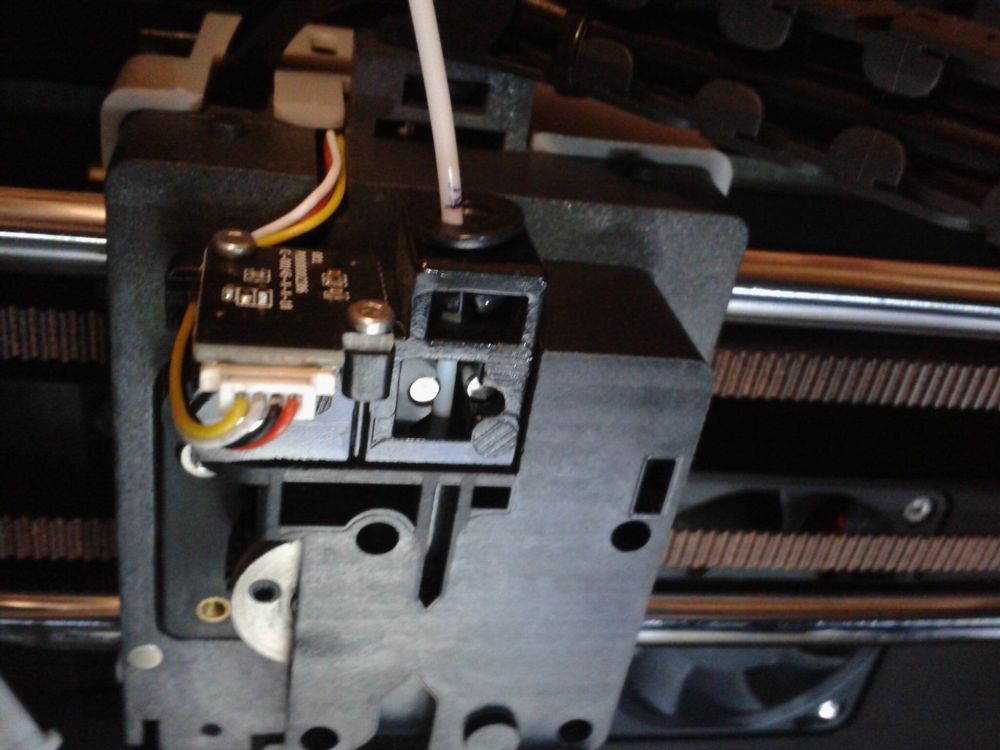
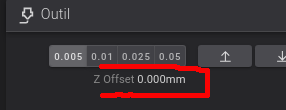
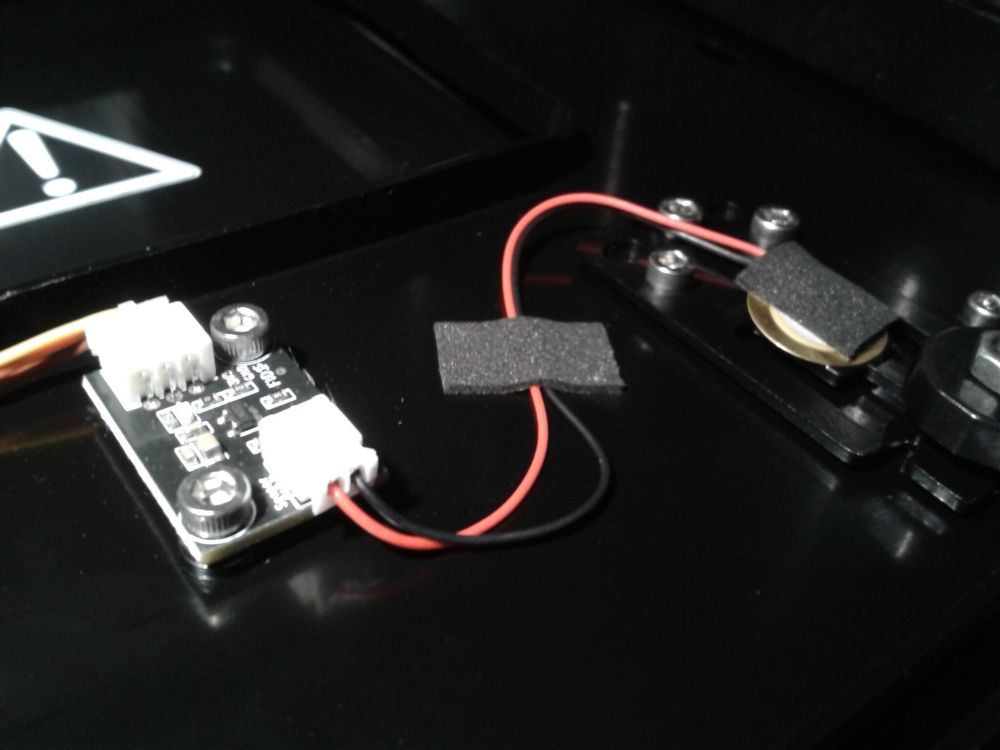
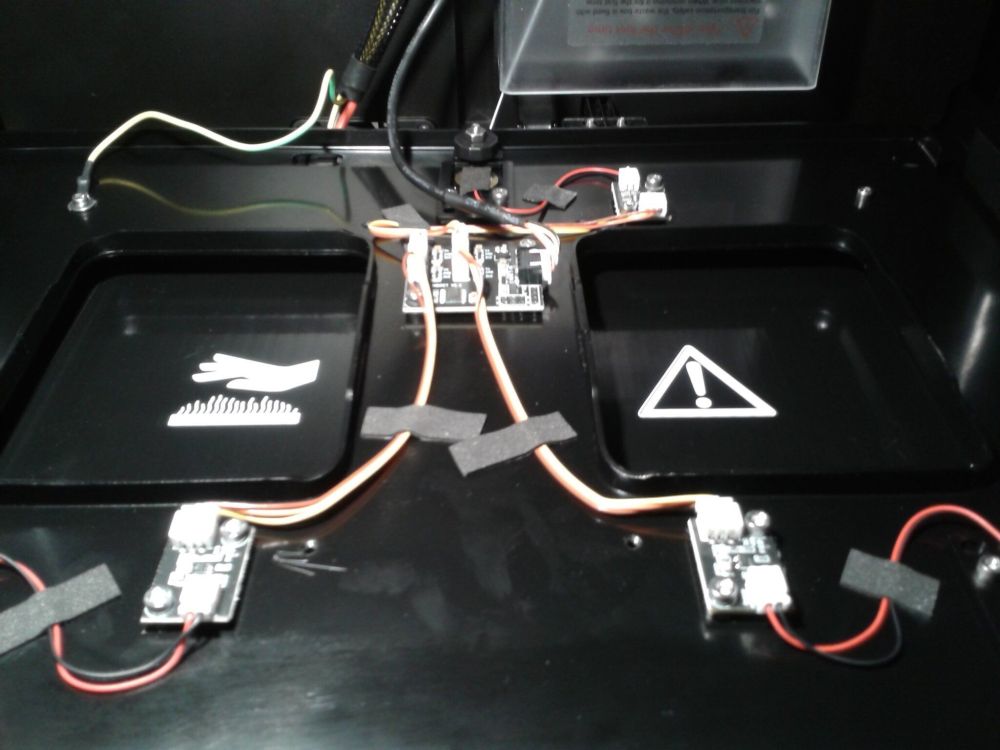
Merci pour toutes ces infos (il y a beaucoup de choses qui techniquement, dépasse mes connaissances actuelles, sur cette machine) Je n'ai pas encore testé mais il semble bien y avoir deux notions différentes. Si, le filament bloque sur la bobine c'est normalement, de ce que j'ai compris, celui dans le caisson, proche de l'entrée du filament. Et pour la fin de filament c'est normalement, de ce que j'ai compris, le capteur a effet Hall sur la tête d'impression ( Apres comme cela permet d'avoir une "grosse approximation" du diamètre de filament Par exemple avec un même filament PLA dans la console Fluidd je retrouve lors du début d'une impression début d'une autre impression même filament début d'une autre impression même filament Mais avec les filaments TPU là c'est autre chose (forcement c'est souple donc cela perturbe la mesure ...) ) Aussi, je me demande si Klipper permet ou non, d'ajuster le pourcentage de débit, selon la variation de cette mesure de diamètre de filament lors d'une impression... Merci. c'est seulement après avoir vu l'image suivante que j'ai compris qu'il y avait un total de 4 capteurs ( deux systèmes, si tu sépares entre la tête et plateau) pour obtenir une mesure "garantie doublement" du Z-Offset pour la "parfaite" couche initiale (juste après le nettoyage de buse et le "tilt" du bed, en début d'impression) Donc je pense aussi à du piezo quand je regarde les trois "pastilles" sous le lit d'impression. ( Edit > le "Motherboard Diagram" ( https://drive.google.com/file/d/1TmuGBNZcqLVqwdiu8yaPKFH6_v0mkAos/view?usp=sharing ) semble le confirmer avec un "Piezo port" Quelques photos du dessous du plateau sans le cache plastique. ) Mais pour le truc dans la "partie chaude" là j'ai du mal à imaginer aussi du piezo (car il me semblait que les mesures des piezo étaient très sensibles aux températures) mais pourquoi pas... Edit > En fait pour le capteur de la tête mis en valeur sur l'image suivante, cela doit plutôt être le capteur de inductif et donc il ne doit pas y avoir de piezo dans la tête. En tout cas, pour l'instant, j'ai sans rien ajuster (ni Z-offset, ni pourcentage de débit) toujours obtenu des couches initiales parfaites. ( avec un Z-Offset affiché sous fluidd à 0.000mm et sur l'écran de imprimante à 0.000mm et de même dans le fichier config.mksini ) Donc en plus de ne pas être certain sur le/les types de capteurs, je ne comprends pas encore comment c'est géré logiciellement.
.thumb.jpg.0a6672fa245f917aae317dbaeaf92e65.jpg)




 1 point
1 point -
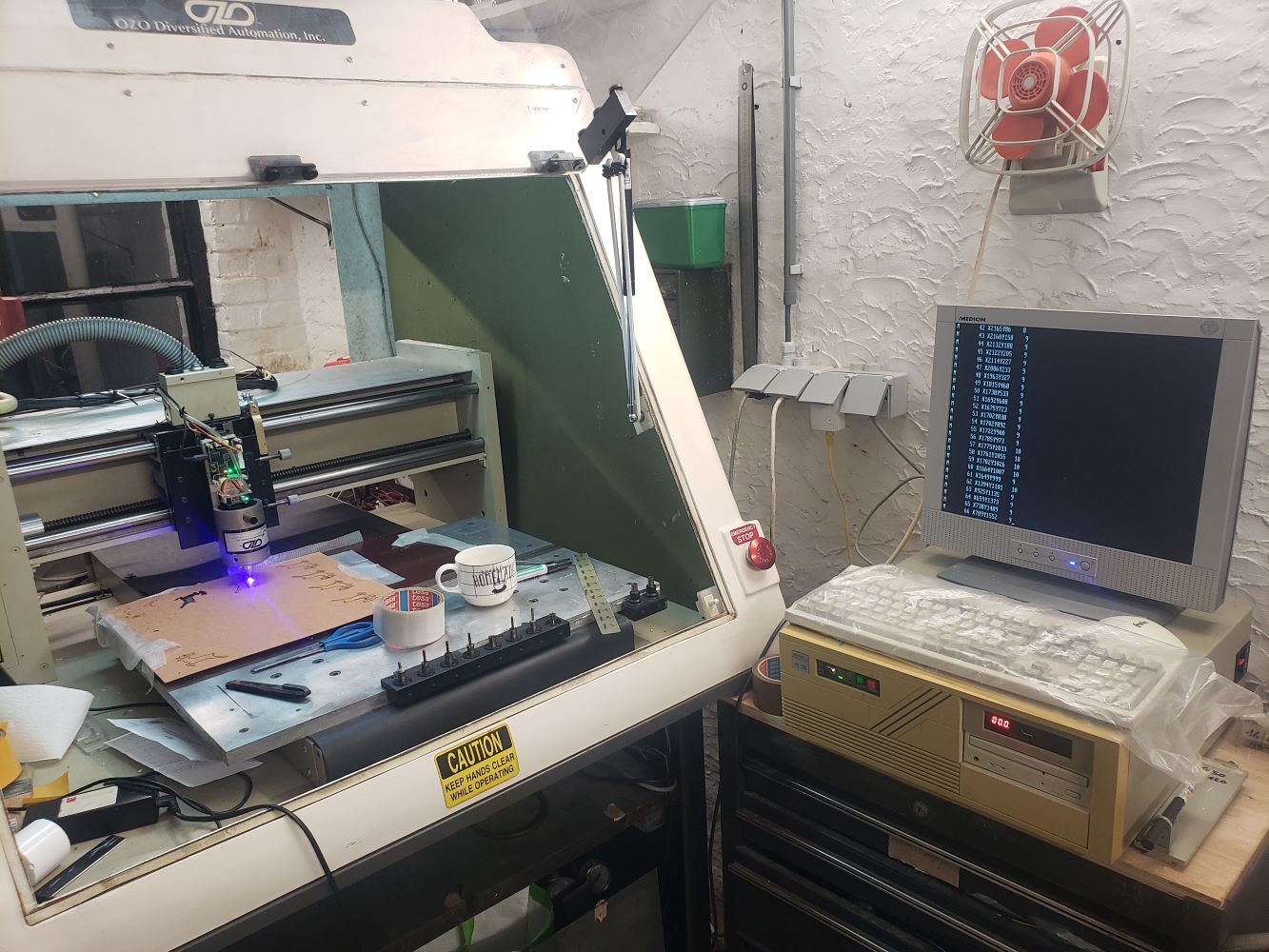
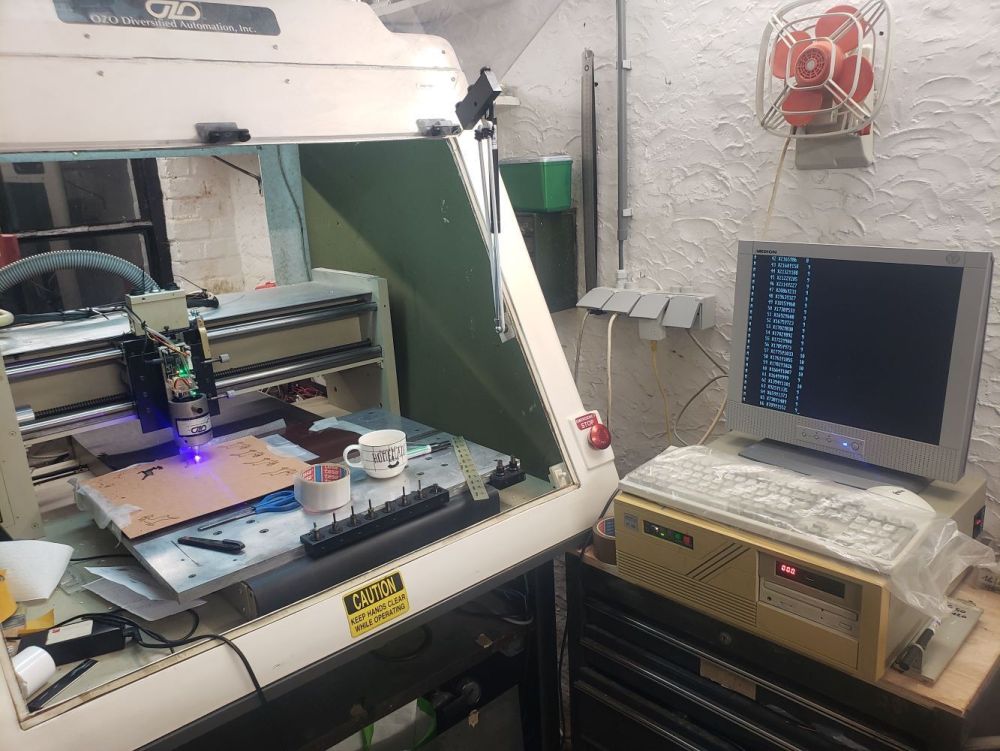
BOnjour, j'ai un lasertree 40W (5 W optique). J'ai recouvert l'acrylique transparent avec de la gouache noire à l'eau de chez Action. J'ai raclé une bonne couche de sorte que je voyais plus à travers. Ensuite, j'ai réglé mon routeur sur 300 mm/min en vitesse et 90% en puissance avec lightburn. J'ai gravé un chat pour faire une lampe acrylique sur base. Je n'ai fait qu'une passe pour voir le résultat et effectivement, j'ai rinçé la gouache à l'eau chaude et je n'avais plus aucune trace de peinture (1.5 Eur/litre Gouache pour école.. Noire). Facile à laver et pour les taches, très facile. La gravue était profonde d'environ 0.2-0.3mm très nette et j'ai utilisé la distance de coupe. Donc cela marche facilement. Je ne dirais pas que cela marche pour la découpe.. et je ne veux même pas essayer. C'est pour user et abîmer le laser. Pour ma part, c'est un OZO routeur avec chargeur d'outils, 3 barres de guidage et vis à bille donnant une précision d'un mille. Le plus dur était d'interfacer le routeur Drilleur CNC à port db25 avec un contrôleur MKS dlc32 et un port parallèle vers terminal board. J'utilise les signaux du db25 pour les 2 controlleurs. Le laser est piloté par le mks et la fraiseuse par le PC.. 386DX2 66 (très très vieux) sous win3.11 workgroup.. l'avantage du système dos, c'est que l'interface de réglage est en wordpad et j'ai réussi à mettre le routeur en métrique et l'offset identique avec le laser sour grbl. Il me suffit simplement de débrancher le DB25 de l'un ou l'autre pour fraiser, graver ou graver au laser. Donc pour graver j'utilise le lasertree et pour les contours, je vide la gravure pour ne garder que l'extérieur avec lightburn et j'exporte mon code NC vers mon routeur OZO (vers le 386!) après vérification, je reteste le point d'alignement fait par le laser et je fais la découpe à la fraise en tenant compte de la compensation d'outil (diamètre de la flute de coupe) Pour glasser les traces de coupe, on peut utiliser un décapeur thermique avec un embout adapté (trou de 8mm). L'idéal est un décapeur/fer à souder à air chaud. La fraiseuse ira 100 fois plus vite que le laser (sauf les gros CO2). Quoique j'envisage monter dessus un gros laser CO2 sur le routeur. Il est rigide asser et il dispose d'une hotte insonorisée avec un couvercle plexy transparent qui peut servir de protection et carénage lors des opérations de laser.
 1 point
1 point -
Salutation ! @Skizhoo @BO105cbs Vos réponses semblent adaptées si l'on etait sur une impression FDM. Or là, on se trouve dans la section des imprimante résine. (Edit > J'ai donc (tardivement) masqué les commentaires Hors sujet) Je dirais de commencer par regarder De lire et relire le guide de J3DTech https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit Et de regarder les vidéo de TableFlip Foundry https://www.youtube.com/@TableFlipFoundry qui montrent des méthodes pour supporter les bases de figurines en impression résine. Car malheureusement c'est pas simple voir impossible d'avoir des surfaces ,quand elles sont supporté et coté plateau, de bonne qualité (bien lisse) en impression résine. Aussi, envisager d'imprimer a même le plateau (mais là il faut ajuster au mieux la durée d'expo et/ou temps de repos avant exposition, des brun layer et/ou activer la compensation anti pied d’éléphant. et/ou envisager le ponçage ( papier a poncer (avec quelque goûtes d'eau pour éviter d'avoir trop de poussières dans les poumons), sur un plaque de marbre/ une surface bien plane, et y frotter la face que l'on veux bien lisse ... ) comme post traitement (c'est éventuellement le plus simple).1 point
-
Imprimé avec PLA Silk Blanc de chez ArianePlast à 220°, vitesse 200mm/s en 31 morceaux
 1 point
1 point -
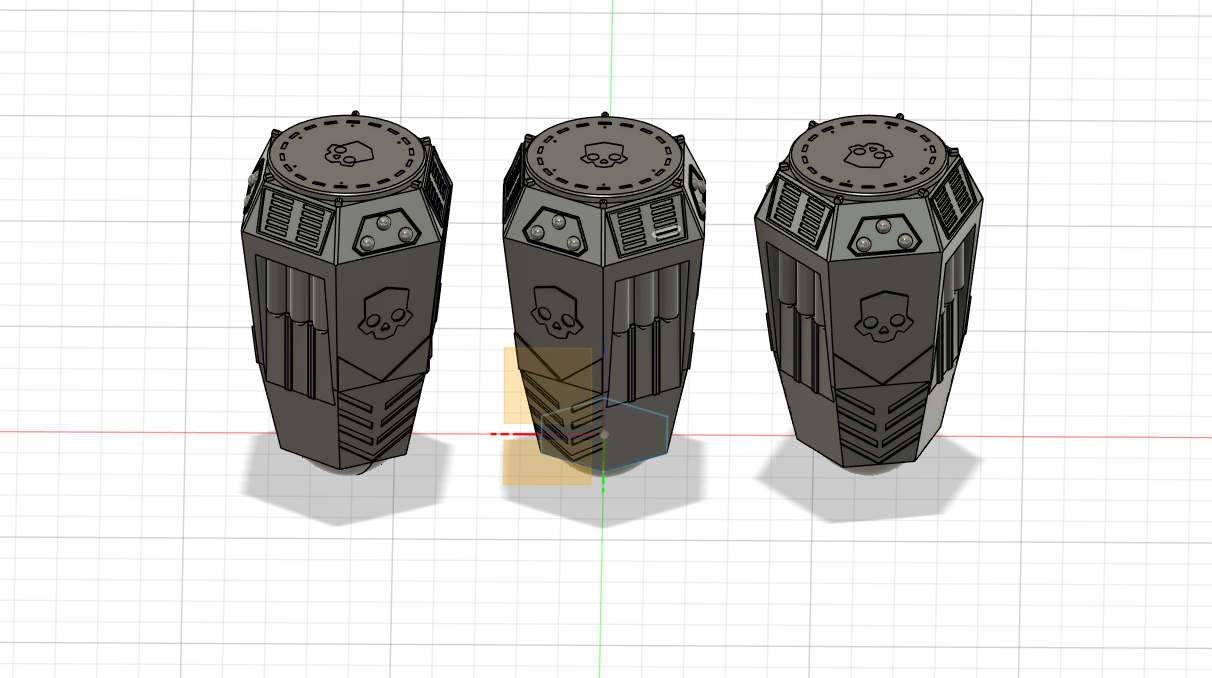
Bonjour à tous, Je vous partage ma création d'HELLPODS du jeu helldivers 2, bien sûr celui-ci n'est pas identique au jeu, vous ne pourrez pas entrer dedans et allez combattre les terminides avec. Ci-joint des liens pour les télécharger, si vous avez un problème avec son impression n'hésite pas à le faire savoir. Je n'ai encore pas des photos d'impression je viens de finir le fichier. https://www.printables.com/model/808750-hellpods-helldiver-2 https://cults3d.com/fr/modèle-3d/art/hellpods-helldiver-2
 1 point
1 point -
La façon dont l'impression 3D s'est démocratisée auprès du grand public nous a habité au côté open source. L'usage de cartes Arduino et RPI aussi. Mais cette situation est exeptionnelle. Les machines-outils, les appareils de mesure, les imprimantes jet d'encre ou laser, les appareils photos, les appareils électroménager, les TV, les autoradios et GPS sont tous "fermés" Il y a des problématiques de brevet, de piratage industriel, de sécurité, de conformité à des normes. Après on peut espérer plus d'ouverture. Par exemple j'aimerais mettre un firmware alternatif pour... mon lave-linge et mon sèche linge Ce sont de bons appareils (notés "meilleur choix" dans Que Choisir) sauf sur deux points : - le lave linge ne rince pas assez, même en utilisant le minimum de lessive et la touche rinçage plus ; étant sujet à pas mal d'allergies, je dois refaire un lavage rapide et à froid sans lessive pour bien rincer - le sèche linge n'alterne pas la rotation en cours de cycle ; conséquence : les draps se mettent en boule et ne sèchent pas Avoir accès aux plans et codes sources complets de tous les appareils pour y modifier ce qui m'intéresse ce serait l'idéal1 point
-
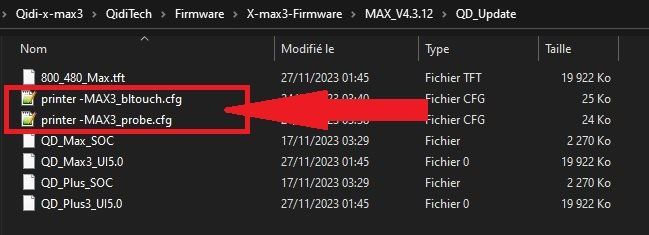
Non. Les mises à jour proposées via Fluidd (Klipper, Moonraker, …) ne doivent surtout pas être faites, sauf si tu veux rendre l'imprimante inutilisable, La mise à jour de Klipper pourrait être tentée MAIS nécessiterait de flasher trois firmwares (celui de la carte contrôleur, celui de la carte fille sur la tête d'impression et celui équivalent au RPi) car la dernière version de Klipper (0.12.x) ne peut fonctionner avec des firmwares en 0.10.x (plus d'explications ici). Pour la mise à jour du système, après décompression de l'archive, tu obtiens un dossier QD_Update. C'est ce dossier avec son contenu qu'il faut copier à la racine de la clé USB (formatée FAT32, sectorisation 4ko). La clé USB ne doit pas non plus porter de nom. Ce dossier QD_Update contient, pour la dernière version (4.3.12), deux fichiers printerxxxxx.cfg. Il faut supprimer celui ne correspondant pas à la sonde de nivellement installée sur l'imprimante (Bltouch ou «probe» (capteur inductif)) et renommer celui restant en «printer.cfg». Attention dans la version 4.3.12, il y a une erreur dans la macro M603 fournie, au lieu de rétracter le filament, elle en pousse 100mm (correction: G0 E-100 F480). Je vais remonter J'ai créé une issue sur le Github et contacté le SAV pour leur signaler.
 1 point
1 point -
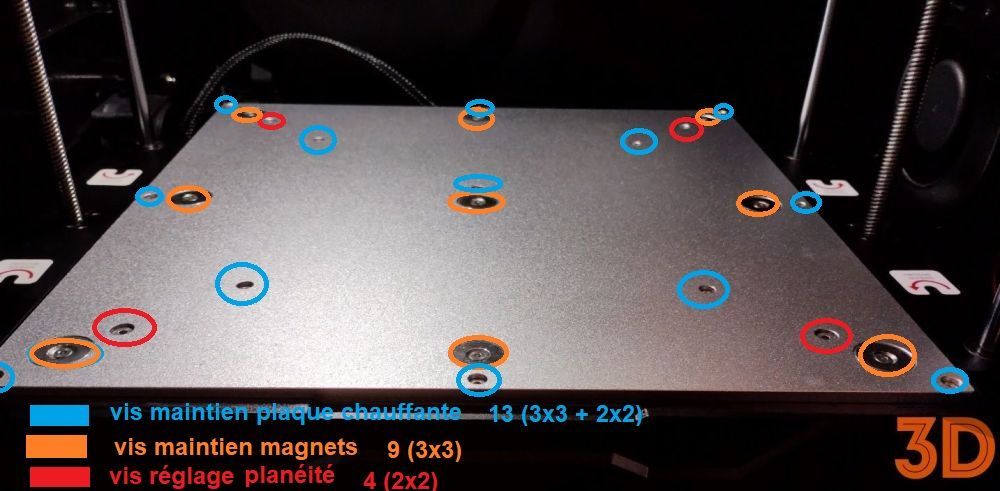
Pour des tests futurs (autre type de sonde (Beacon ou plutôt BDSensor) => ce genre de sonde nécessite de ne pas avoir de perturbations du champ magnétique que les magnets provoqueront alors qu'une base proposera un champ magnétique plus uniforme. Why ? J'aime bien imprimer mais ce que je préfère c'est expérimenter, bidouiller, hacker, … (matériel et/ou logiciel) puis revenir ici ou via mes dépôts Github pour relater mes «expériences». Quand tout fonctionne, je m'ennuie Pour les vis : neuf (9) sont utilisées pour les magnets ( 3 x 3 ) quatre (4) pour permettre le réglage de planéité ( 2 x 2 ) pour le reste, les treize (13) autres vis ( 3 x 3 + 2 x 2), elles bloquent le PCB de la plaque chauffante sur le plateau aluminium
 1 point
1 point -
Hello, Effectivement ta ref est compliquée à trouver... Tout ce que j'ai trouvé c'est ce document : https://v1.cecdn.yun300.cn/100084_1907195217/深圳市运动控制技术有限公司产品手册.pdf mais je ne sais pas si les infos qu'il contient sont fiables. De plus, il contient bien la série BJ42D29 mais rien à propos de ton modèle... Peut être que Creality pourrait t'aider si tu les contact ?1 point






































.jpg.ec16f19f34d7672410f706caf93bffbc.jpg)