Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/11/2024 Dans tous les contenus
-
Avec un avant goût de Black Friday, cette semaine fut riche en nouveautés et actualités dans l'impression3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-462-20241110/3 points
-
ils ne sont pas sur la photo, ces moments là une buse de 1 mm c'est énorme, tu imprimes à quelle vitesse et à quelle t° ? tu as réglé ton extrudeur ? avec une telle buse il faut tout revoir avant de commencer à penser à imprimer quelque chose.2 points
-
Câblage et branchement fait, vu comment ça éclaire une seule à l'intérieur aurais suffit, j'ai mis les 6 Avec 1 Avec 3 Celle extérieur porte latéral Les 2 arrière Un boitier avec prise usb, voltmètre et prise allume-cigare pour l'arrière. Reste à fixer quelques câble




 2 points
2 points -
Le site américain de la FCC possède les documents concernant la K2+ et le CFS. La lecture de ces PDF permettra, éventuellement, de faire patienter ceux en ayant commandé (en espérant pour eux qu'ils l'auront avant Noël) : K2 Plus CFS2 points
-
le clone de rasperry pi (un btt cb1 probablement) est à éviter, il n'y a plus de pénurie de Raspberry CM4 autant prendre un original : plus puissant et comptabile avec les distib standards. La M8P si c'est une V2 (celle qui a un vrai processeur) : très bien. Personnellement, je trouve l'écran 5" inutile, l'écran de base est largement suffisant, si je veux plus grand -> pc, tel ou tablette. Le ClockWork2 (ou CW2) c'est l'extrudeur de base de la 2.4, pas de trace de CB1 ou de CM4 dan ce kit ? que du standard, la Spider c'est effectivement l'équivalent Fystec de l'octopus chez BTT : bonne carte depuis la V 2.x le support de tap cnc de fystec n'est pas réputé comme étant le meilleur ... Du standard. Ce ne sont des qualificatifs commerciaux ... pas de version pro ou pas pro chez Voron Non, ce sont les mêmes extrudeurs : le CW2 de base de la voron, a seule différence est dans la qualité des engrenages fournis. La qualité générale : rails linéaires, extrusions alu, plexi, visserie, engrenages, poulies, courroies, ... Ce doit être dans les même tarifs, la différence c'est que ce sera de la super qualité et que le 'piffeur' (il y en a deux français) t'imprimera directement les modifications que tu souhaites. ça dépend des sondes inductives ... Le tap est déjà pas mal Le beacon c'est bien, mais c'est cher, un cartographer 3D, fait la même chose avec la même précision pour la moitié du prix. le gros gain du beacon/cartographer, c'est la vitesse de scan du plateau (bed mesh) avant de démarrer l'impression.2 points
-
Tiens... La 1.5 est de retour sur le site... Tu as raison, la 1.7 devait être daubée.2 points
-
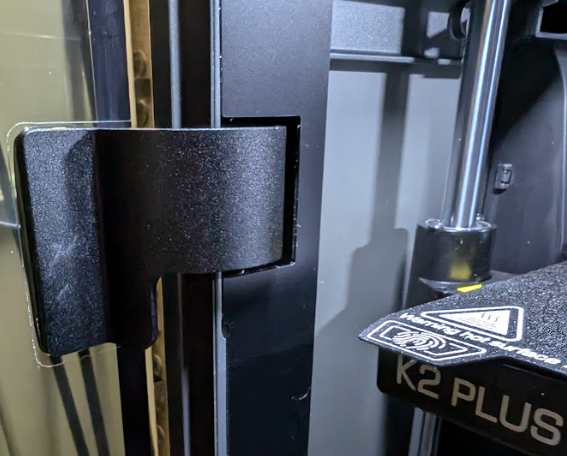
ptite question pratique: peut-on changer (officiellement ou en bidouillant un peu) le sens d'ouverture de la porte? (oui je sais, c'est pas un frigo, mais la charniere à gauche c'est pas le plus pratique pour moi)2 points
-
je ne sais jusqu'à combien tu montes mais je suis passé de 200 à 250 sans que la qualité ne baisse également, les défauts dû au passage remplissage / périmètres restent à l'intérieur sous Qidi studio qui est un fork limité de Orca, on retrouve les mêmes profils, c'est la présentation qui change, sous Orca il y a un peu plus de tests disponibles dans la rubrique Calibration comme celui là
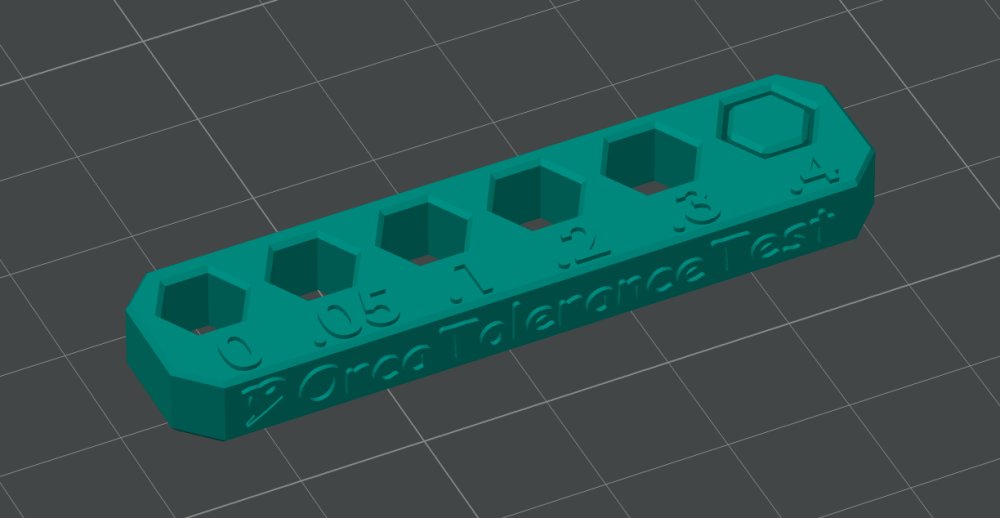 2 points
2 points -
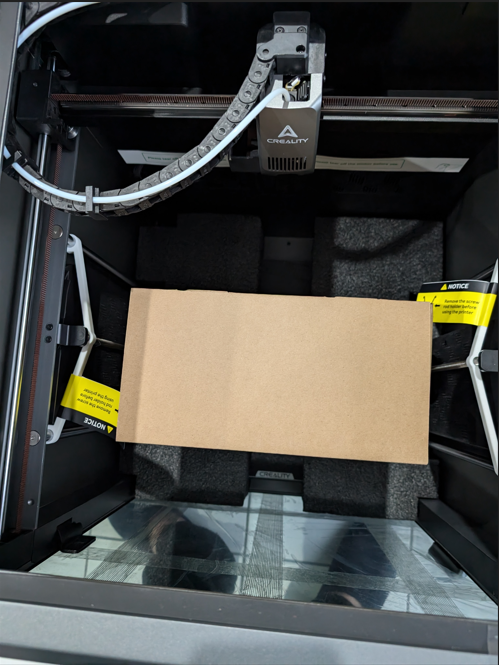
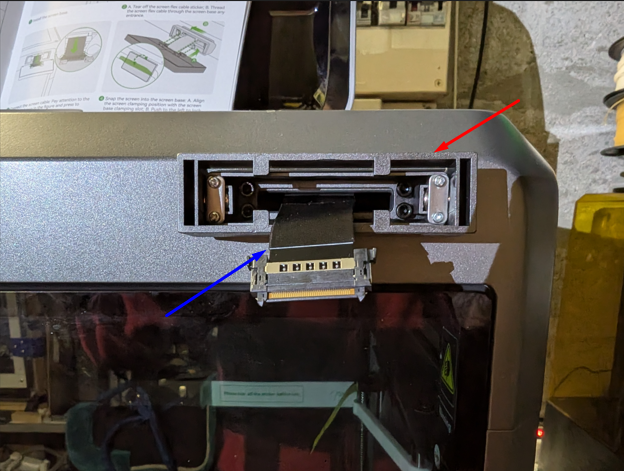
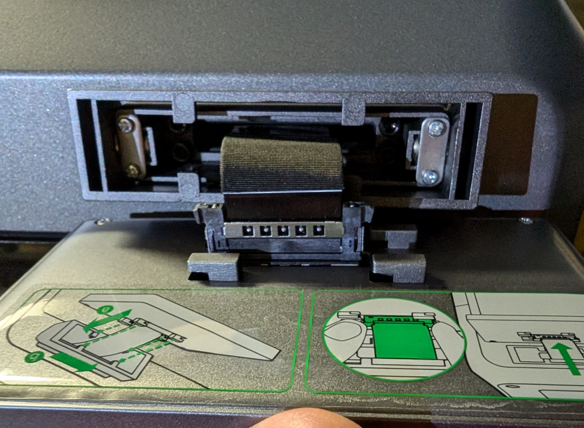
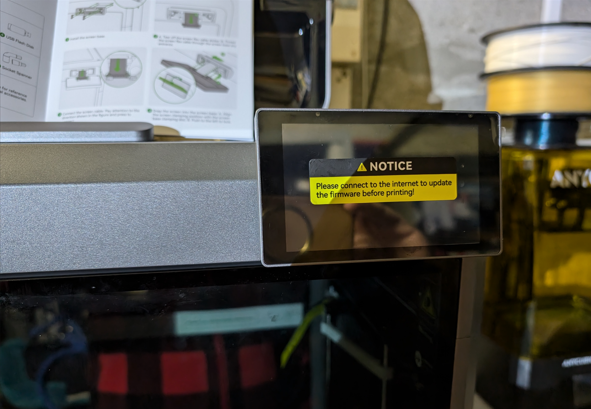
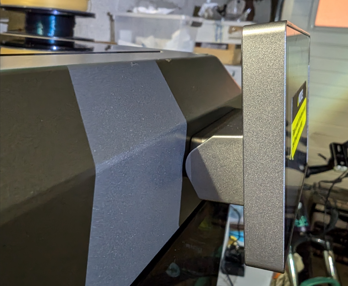
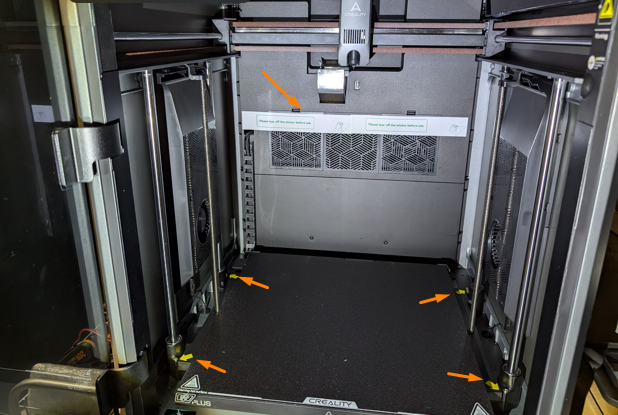
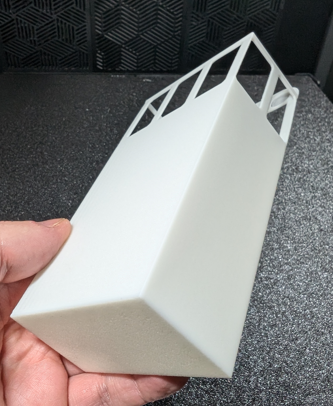
Nous avons l'honneur d'être les premiers francophones (voire européens) a avoir reçu un exemplaire de la K2 Plus Combo avec son CFS ! Ce topic permettra de vous faire mes remontés au fil de l'eau du ressenti et des infos importantes sur cette machine que beaucoup attendent. Les test commencent, je voudrais proposer une vidéo sur la mise en route initiale de l'imprimante avec quelques infos sur la K2, puis une seconde qui servira de vous donner un avis complet sur cette machine, le tout est épaulé par un article complet sur K2 Plus + CFS publié sur le site https://www.lesimprimantes3d.fr/ Cela me permettra de vous apporter, ici et via la première vidéo, un début de réponse sur cette imprimante et pouvoir prendre le temps de bien tester aussi bien les capacité en filament technique de la K2 Plus, ainsi que l'usage du CFS pour mélanger les filaments. La K2 Plus reçue nous a été envoyé par Creality que l'on peu remercier pour cela, on est les premiers à la recevoir dans notre région du monde. L'envoi a été effectué en 3 colis, ce qui diffèrent un peu avec les premiers youtubeur américains qui ont reçu un unique colis contenant l'imprimante et dans l'imprimante le CFS ainsi que 4 bobines de 500gr de Hyper PLA. Dans mon cas, livraison DHL en 3 colis comme on peut le voir sur ces photos : Je ne peux dire dans quels format vous recevrez votre modèle, la documentation indique aussi un CFS dans la K2 Plus. J'ai donc reçu la K2 Plus (machine très lourd le colis fait environ 35Kg), le CFS (le colis fait environ 7Kg), et 4 Bobines de Hyper PLA Creality en prime (Noir, Blanc, Magenta, Bleu). J'ai aussi reçu des bobines en carton Creality qui n'a pas encore finalisé les bobines en support plastique avec NFC / RFID pour la reconnaissance automatique des filaments par le logiciel slicer. Déballage CFS J'ai donc naturellement commencé par déballer le CFS de Creality pour voir l'aspect de la bête qui nous intéresse tous et cette fois j'ai fais une courte vidéo très basic qui montre l'engin, il présente bien même s'il est essentiellement en plastique. Le CFS, contrairement au ACE Pro de Anycubic, n'est pas un déshydrateur actif, par contre il a un écran LCD qui affiche ma température et l'hygrométrie, ce qui est pas trop mal et ajoute 2 trappes de base avec 2 sachets de billes de silicate. Il faut ouvrir les compartiments et retirer les films de protection des sachets avant usage. Pour le moment, je n'ai pas assez de recul pour un avis complet sur le CFS, le produit a des atouts si le le compare aux AMS Lite et AMS de chez Bambulab et toujours certaines faiblesse comme pour l'AMS, sa force son chargement auto qui semble très correct, les PTFE pour l'insertion du filament donne de la souplesse et les compartiments pour les sachet de silicat sont un plus, les bobines sont bien gérées, les patins blancs sont motorisés et bien gérés, on a le NFC pour reconnaitre les filaments. Même si les bobines carton passent dans le CFS, celles en plastique sont vivement conseillées, pour moi on aura possiblement quelques soucis avec les bobines cartons même si les fente sont la pour garder un bon placement de la bobine. D'ailleurs ceci m'a posé un souci avec une bobine de filament, les bobines de 500gr, 2kg par exemple ne passeront pas et ne seront pas compatible comme sur l'AMS. Le déballage de la K2 Plus Voila le gros morceau du déballage qui arrive et cela ce fait plutot facilement car l'on a juste à défaire les 8 plots en plastique blanc en partie basse et à tirer la carton par le haut. On trouvera dans l'imprimante des mousses de protection, et les accessoires. En commencent par le haut, on retrouve la prise d'alimentation et le support d'écran, en dessous l'écran tactile de la K2 Plus, suivi par le porte bobine latéral (enfin un système latéral et solide), et dans la petite boite noire quelques composants de spare de l'imprimante comme la carte de détection de filament. En retirant les mousses intérieures, on trouve une boite avec une bobine plastique de 500Gr d'hyper PLA Blanc et une trousse à outils assez complète Dans cette boite a outils, on retrouve une pince coupante, un tube de colle, un crapper, un tube de graisse, des clés pour la buse, un manche plastique aimanté avec des embouts, des clés Allen, une aiguille pour déboucher les buses et une clé USB. Dans cette clé, on trouve 3 fichiers tranchés en gcode, 5 fichiers 3MF, des documentations PDF, et le setup de Creality Print le trancheur maison que je teste actuellement. Point de Orca Slicer mais pas de panique car Orca slicer en release 2.2 inclut les profils de la Creality K2 Plus donc je testerai ça aussi. Assemblage et mise en route L'assemblage est des plus simples et rapides, il n'y a que le capot de verre à déballer et poser, puis monter l'écran sur la K2 Plus. Pour l'écran, on a un support à visser via 4 vis (pas de soucis à la pose y a un détrompeur), puis on passe la nappe à travers la fente et puis clipse la nappe sur l'écran. Une fois la nappe installée, il suffit de clipser l'écran de gauche à droite et l'écran est en place. Perso je préfère que l'écran soit en partie haute de mes imprimantes, je le trouve donc très bien placé sur cette K2. Il est inclinable vers le haut ou le bas si besoin. A l'intérieur de la Creality K2+ on a 2 pièces blanches à retirer à droite et à gauche qui protègent les tiges lisses du Z durant le transport. Il y a aussi 4 vis qui maintiennent le plateau à retirer et un autocollant qui maintient les grilles de ventilateurs. Avant d'aller plus loin, on peut voir dans le fond la zone de purge de la buse un peu similaire que ce que l'on a sur les Bambu Lab X1C et P1S. Sur le côté, on a 2 gros ventilateurs auxiliaires et la grille du milieu au fond est la zone de chauffe du caisson. Connexion du CFS sur la K2 Plus On peut fixer le hub CFS soit à l'arrière du CFS soit de la K2 Plus, perso je l'ai fixé au dos de la K2 Plus, juste au dessus de l'évacuation de la purge. On a ensuite 2 câbles à brancher, un entre la K2 Plus et le CFS et le second entre le CFS et le hub, et on finit en branchant les tubes PTFE. On a un câble de 1.5m dispo pour mettre en déport le CFS et j'ai un lot de PTFE de différentes tailles en rab. Le petit cache noir masque un port d'alim jack, je ne sais pas exactement à quoi il sert pour l'instant mais je pense que c'est pour le déport. Je ne connais pas non plus comment on chaine exactement plusieurs CFS (on peut avoir jusque 4 CFS en même temps pour mélanger 16 bobines sur une imprimante K2). La machine est à présent prête à démarrer Je peux déjà vous dire ceci : Temps de mise en route initial entre 15 et 18min Langue sur le TFT : chinois et anglais (pas de français pour l'instant sur mon exemplaire, ça viendra sûrement avec une mise à jour du firmware) On a les étapes classique de démarrage : retirer les vis, penser à vérifier que rien ne gêne sur le plateau, etc. et la config WiFi (support du 2.4GHz et 5GHz), configuration Creality Cloud puis une calibration du plateau et enfin un input shaping automatique Une fois la mise en route finie, une MaJ du firmware m'a été proposé (installée en 10-15min). Une fois téléchargée et installée l'imprimante redémarre et je vous conseille de refaire les calibration plateau et input shaping Avant de parler des impressions, comparons la taille de la K2 Plus. Voici la surface du plateau de la K2 Plus par rapport à celui de la Bambu Lab A1 Mini, puis a celui de la SW X4 Plus. Pour rappel, le plateau de la Artillery X4 Plus fait 315 par 325 mm. Le plateau de la Creality K2 Plus est donc bien plus grand avec son format de 350 x 350 mm. Et à présent la taille de la K2 Plus vs la FlashForge 5M Pro qui parait minuscule. Les premières impressions La première impression est faite depuis la clé usb, il s'agit du Benchy. Ici je vous met juste les timelapse faits par la caméra intégrée de la K2 Plus. Vous voyez donc la qualité de l'image et la position de la caméra dans le caisson. Le Benchy est sorti en 13 minutes avec un rendu parfait, pas de stringing, qualité de l'extrusion parfaite, première couche parfaite, pas de souci sur les pontages et même la cheminé est très propre. L'impression a été effectuée avec le filament HyperPLA Blanc, le spool de 500gr présent dans la K2 Plus, je fournirai des photos pour mieux voir le rendu du Benchy dans le test complet de la K2 Plus sur le site. En seconde impression j'ai imprimé une boite pour recevoir les déchets de purge. Ce modèle me convient pour le moment, à voir si je remplacerai cela par la suite pour un système de plus grande capacité. Le plus grand pontage s'est un poils affaissé mais cela est lié en partie à mes paramètres. Vous trouverez le modèle sur différente plateforme, perso je l'ai prise ici sur Creality Cloud c'est un modèle de Flo-3D. Vidéo short du print Puis j'ai imprimé des pièces pour ajouter des billes de silicates au milieu des spools et optimiser la déshydrations des filaments dans le CFS : Vu que le CFS n'a pas de déshydratation active, il faut un peu de temps pour faire redescendre le taux d'humidité des filaments dans le CFS, surtout dans ma belle région où en cette période j'ai environs 70% de taux d'humidité dans mon garage. Alors pour le moment les 2 petits reproches que je peux faire sont qu'il est dommage que le CFS ne soit pas à chauffage actif et qu'il n'y a rien d'origine de prévu pour la récupération des déchets de purge, j'en ai donc imprimé un magnétique. Parlons peu mais parlons chiffres Voici quelques infos utiles qui seront mises à jour si besoin, niveau sonore de l'imprimante, chauffage actif réguler, consommations etc... Le niveau sonore relevé (attention j'ai relevé cela via mon smartphone n'ayant pas de sonomètre sous la main) est de 46 dB sur la première couche, puis passer progressivement à 48 dB. Les moments où le CFS déroule ou rembobine le filament on a des piques sonores a 49-50 dB, alors on entend bien la mise en route de la ventilation mais le bruit n'est pas strident ni trop présent. Le chauffage régulé de la chambre de la K2 est bien présent et permet de monter jusque 60°C, pour le moment même en mode PLA la chambre est a 35°C et cela très rapidement alors que j'ai 16°C dans mon garage. On peut monitorer et contrôler la chauffe de la chambre depuis l'écran en façade de la K2. La consommation sur des impressions PLA : j'ai remarqué une consommation de 750W environ en début de print lors des phase de chauffe initiale, en cours d'impression on est sur un moyen de 165W - 170W avec des variations en fonction de la régulation de la chauffe buse plateau. Je regarderai la consommation initiale et moyenne lors des futures impression ABS car dans ce cas précis le plateau ne sera pas chauffer a 50°C mais plus vers 100°C, la buse passer de 220 à 240°C et le caisson de 35°C a 55-60°C logiquement, ce qui donnera une consommation probablement supérieure. Malgré le fait que le CFS ne soit pas actif pour la déshydratation, je réussi à passer de 68% d'humidité lors du chargement de 4 bobines lié a l'air humide de mon garage, à 58% en 15 - 20 min de temps (-10%) et en 1 heure je suis passé à un taux de 40% (presque -30%), c'est la raison qui me fait imprimer des système de boitier a dessiccant qui se placent dans le centre des bobines, j'en ai testé plusieurs et le pense en avoir trouver un plus pratique que les autres. Vidéo de fin de test et de conclusion:

















 1 point
1 point -
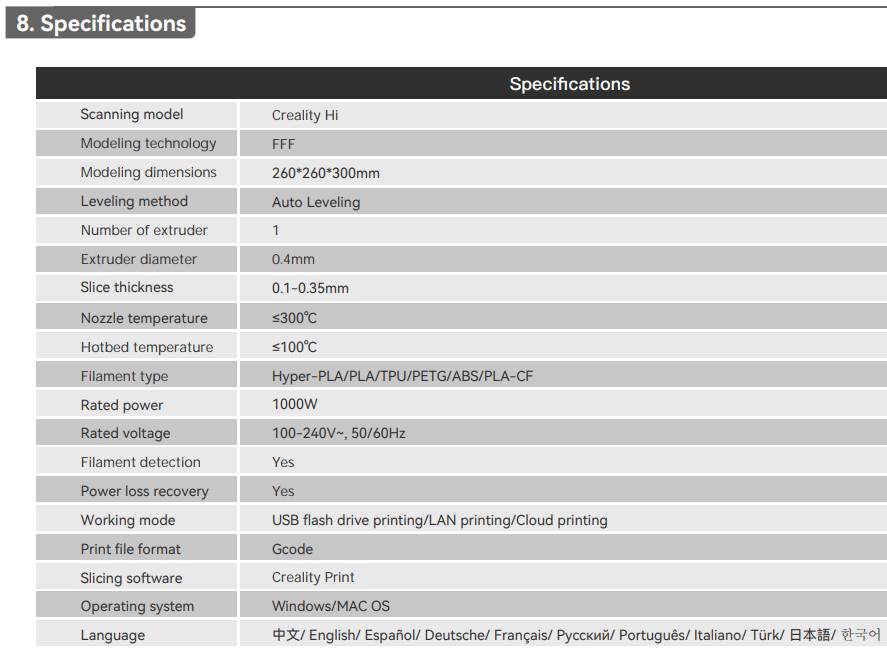
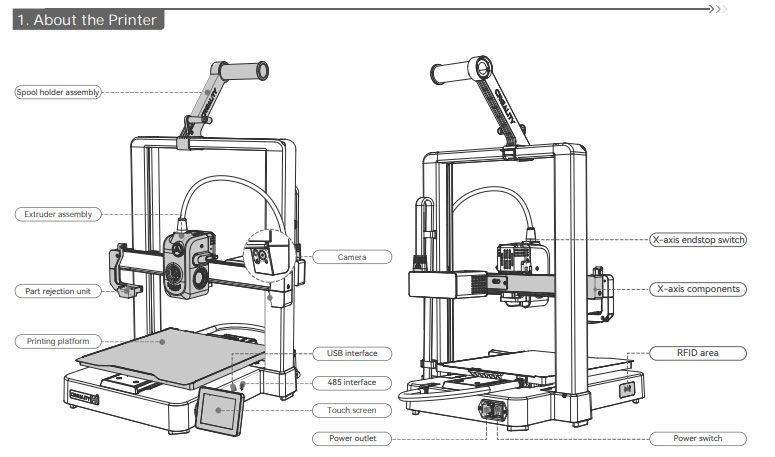
C'est par une information de la FCC que l'on découvre la prochaine sortie d'une Creality HI avec quelques informations. Un PDF nous indique : Volume de 260 x 260 x 300 mm WiFi d'origine Reconnaissance NFC / RFID des bobines Caméra embarquée Et un design "ouvert" comme une Ender : De plus, la page produit Creality CFS confirme son appellation commerciale et sa compatibilité avec ce boitier multi-filaments. Nous avons aussi publié une page pour cette Creality Hi ➡ https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/hi/

 1 point
1 point -
A priori la Creality HI devrait être directement compatible avec le CFS. https://store.creality.com/eu/products/cfs-creality-filament-system?spm=..index.album_5.1&spm_prev=..product_83211550-568e-48f8-80da-1f156db3408d.announcement_1.11 point
-
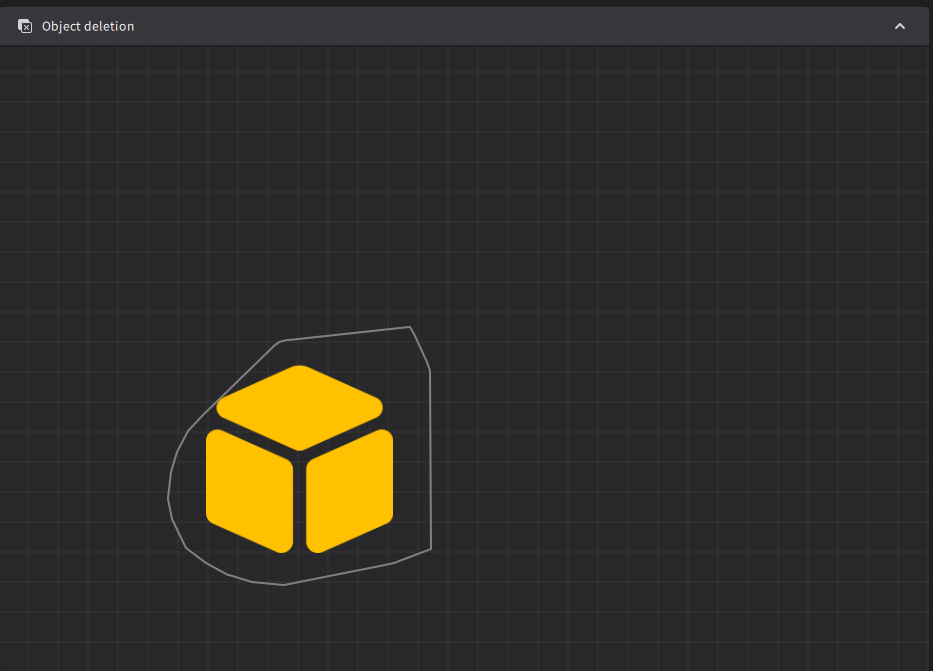
c'est un système qui te permet quand tu as plus de 1 objet qui s'imprime sur le même plateau, de ouvoir selectionner l'objet en echec et qui a l'imprimante qui exclus cette objet de la suite de l'impression, du coup toutes les zone de gcode qui concerne l'objet exclus seront ignorer, cela te permet de venir finir ton print sans que tu ai du filament partout si une pièce c'est décroché sur plateau par exemple. Chez creality sur K2 Plus il l'on appeler "Object Deletation" et elle est super simple utiliser car tu clique sur l'objet a exclure dans cette zone et tu valide l'exclusion. Oui cela a plusieurs nom suivant les fabriquants, pour le object deletation c'est sous l'interface device dans creality print que tu le gère via le TFT je ne l'ai pas vue ni sur creality cloud.
 1 point
1 point -
Hello, au boulot ils nous avaient refilés des stylet avec un embout en maillage métal pour pouvoir utilisé sur les écrans tactiles récalcitrant de certaines de nos machines. (j'avais une collègue qui ne pouvait absolument pas les utiliser même doigt nu, aucune réaction de l'écran, et suivant les interventions ça pouvait être bien galère). Et ça marchait vraiment bien, perso, n'ayant pas de problèmes avec ces mêmes écrans j'ai rangé le mien et l'ai perdu dans la foulé.1 point
-
sa va être plus que compliqué les charnières sont cachés Bon sinon j'ai effectué une impression multi color de 40h environ donc quasiment 2 jours sans arrêt et en muli color, j'en parlerais prochainement mais le test a été passer avec succès. J'ai eu sur les 16 pièces présente 1 pièce qui c'etait décollé j'ai dons tester l'exclusion object et cela fonctionne nickel, je vous ferais voir la quantité de pop's on ai sur quelques chose d'équivalent a Bambulab, il faut parfois jeter un oeil sur les purge car si le bac de récupération est plein cela peu poser soucis mais cela vaux aussi sur les X1C P1S. Par contre je confirme une chose les bobine Geetech plastic pose soucis le touret a un diamètre plus petit et cela pose soucis la bobine a du mal a tourné il faudra imprimer quelques choses pour augmenter le diamètre ou respool la bobine.
 1 point
1 point -
Pour moi c'est le bed mesh le plus important, le screw tilt ou les quatre coins à la feuille cela aide bien, pour dégrossir mais au grattage tu peux avoir des variations de 0.1mm ou plus.1 point
-
Je ne connais pas la X4 pro, je dirais tu le refais en corrigeant !!1 point
-
Je dirais en aveugle, tu resserres les deux vis arrières de deux tours un petit peu moins pour l'arrière gauche. un z-offset et un bed mesh et tu vois comment cela évolue. et tu adaptes.1 point
-
Elliot je vois que tu commences ton activité en travailleur isolé, il faut bien démarrer, ce qui n’est pas toujours facile, bon courage. sur les sites, tu vas trouver le plus souvent des fichiers en STL, donc difficilement modifiables donc inutilisables pour vraiment coller à une demande précise d’un client. Perso je ferais quelques modéles de bâtiments paramétrables pour gagner du temps et offrir un travail de qualité. (Je faisais cela en 2D il y a plus de 40 ans pour implanter les premières lignes robotisées dans l’automobile).1 point
-
Maintenant que les pièces imprimées du Zerda sont là, il est temps de compléter le set de pièces pour pouvoir l'assembler... Commandé quelques pièces ce matin - poulie GT2 18T bore 5, Poulies GT2 14T, 16T, 17T, 18T in bore 3.125 pas trouvé de 15T, ça attendra) - tiges en 5mm pour faire les axes nécessaires à la transmission - Tiges en 2.3mm pour faire les axes de suspension - Rit dye orange abricot pour faire une couleur très distinctive pour mes pièces originellement blanches J'ai déjà les courroies, ainsi que des axes de roues HBX et des cardans qui devraient faire l'affaire (j'ai la référence utilisée quelque part), les roulements, les billes pivotsn chapes et tiges filetées en 3mm (même principe que ce que j'ai déjà utilisé pour le 44B Hilux à base de pièces imprimées FDM), les internes de diff Optima re-release... Les tiges de 5mm vont nécessiter un peu de travail; le plan est de s'appuyer sur ma dremel, un étau, une colonne et des pièces imprimées pour faire les découpes, trous, méplats aux bon endroits... Peut-être suis-je un peu trop optimiste, mais cela devrait marcher Les derniers éléments vont être les pièces que je dois encore imprimer, et il y a une raison pour laquelle elles ne sont pas encore imprimées : l'intention est de les faire au même moment que le pont supérieur, qui va nécessiter un peu de réflexion, car c'est lui qui doit amener la rigidité de mon Zerda... Un autre élément auquel je dois réfléchir : les sorties de diff. J'ai des pièces originales Hirobo dans mon tas de pièces, mais aucune envie de les utiliser ici, de manière à pouvoir dire que je n'utilise pas une seule pièce originale Hirobo... Je sais qu'une solution simple serait de reposer sur des pièces Optima originales, mais l'idée est réellement de trouver une pièce dispo de nos jours facilement...1 point
-
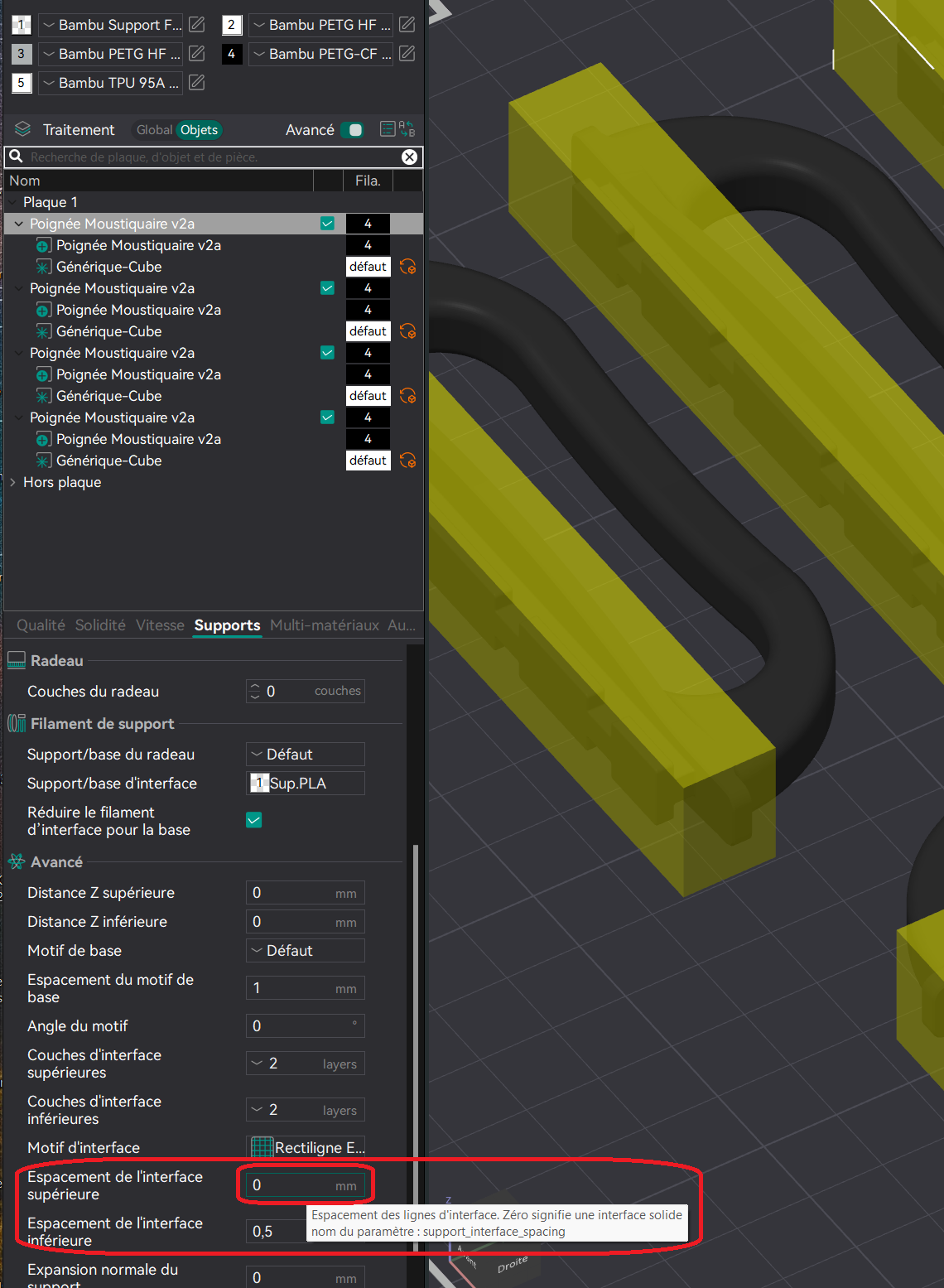
Ca dépendra des paramètres de l'interface, sur OrcaSlicer essentiellement le paramètre "Espacement de l'interface xx" (entouré en rouge ci-dessous) : On peut espacer les lignes, comme pour les paramètres par défaut des radeaux sur beaucoup de slicers. La face ne sera pas "lisse", mais le support se décollera plus facilement. Les filaments de support ont nécessairement besoin d'un minimum d'adhérence avec le matériau supporté pour permettre une impression sur ce support, comme une plaque de plateau : une adhérence suffisante pour maintenir la matière déposée tout en permettant le détachement.
 1 point
1 point -
un exemple parmi tant d'autres Silicate changement de couleur1 point
-
On voit apparaitre ce genre de question très souvent ici. la dernière il y a peu avec une pièce quasi identique. Je vais faire la même réponse que mes camarades de jeu, oui on peut. Mais le problème ne sont pas les surplombs mais la solidité de l'ensemble. et en FDM ce n'est pas gagné.1 point
-
Peut-être faut-il boire frais et revenir au titre de la discussion car là ça tourne au hors sujet...1 point
-
C’est pas beau de faire du mal a une souris, surtout avec un ergot... Rien sous la main si quelqu'un veut relancer, pas de problème je cédé ma place.1 point
-
Salutation ! Voir pour dépoussiérer/nettoyer le lecteur ? (machine éteinte mettre une goutte d'alcool isopropylique sur les contacts d'une vielle carte micro SD, insérer et éjecter plusieurs fois cette vielle carte micro SD ( dans l'idée que les contacte dans le lecteur, en frottement avec l'alcool vont être ainsi nettoyé, et bien laisser sécher avant d'allumer la machine ) Aussi bien vérifier le formatage de la nouvelle carte micro SD (voir le tuto suivant pour cela ) Après cela ( nettoyage et formatage en fat32 avec des unités de bloc de 4096 octets ) si cela donne toujours un écran bleu avec la carte SD dans le lecteur, cela pourrait indiquer que les soudures du lecteur de carte micro SD, sur la carte mère, sont éventuellement à revoir ( lecteur relativement fragile et qui peut être partiellement arraché, car points de soudures très petits ) mais c'est délicat parce qu'il faut le matériel adapté et donc là le plus simple serait de voir pour une nouvelle carte mère et/ou tenter une solution "OctoPi" (Raspberry Pi + Octo Print) voir un passage a Klipper.1 point
-
J'utilise différents filaments support, tous via l'AMS, sans jamais avoir eu le moindre problème d'AMS: Le PVA de FormFutura HELIOS qui permet des T° de 235° à 255° et question adhérence : "Good adherence to ABS, TitanX, ClearScent ABS, ApolloX, Crystal Flex, Python Flex and Volcano PLA" et soluble dans l'eau (chaude et bien agitée !). A bien sécher avant usage comme tout PVA. Le HIPS de Smart Materials Support Smartfil qui permet des T° de 220° à 240° et question adhérence convient à tout filament, Bambu Lab propose du HIPS comme support pour l'ABS. Il se dissout lentement dans d-limonène, ou, plus économique, l'essence de térébenthine. Il peut se décoller sans dissolution, ce qui est plus pratique. J'ai modifié mes paramètres de profil filament avec ceux de Bambu Lab, et le détachement semble meilleur (si la géométrie de la pièce le permet), évitant ainsi la phase dissolution très longue et pénible. Le support Bambu Lab "Support for PLA/PETG", insoluble mais qui se détache très facilement des PLA et PETG, et sa double compatibilité permet de le laisser dans l'AMS. Il faut que je le teste avec l'ABS, sait-on jamais ? Le support Bambu Lab "Support for PLA" (aka Support W). Je ne l'ai plus utilisé depuis un moment, mais aucun souvenir de quelconque problème, tant à l'impression, qu'au détachement. Certainement pas très différent du précédent, prévu pour PLA et PETG. Le support Bambu Lab "Support for PA/PET" (aka Support G et livré avec le combo). Pas encore ouvert et donc pas utilisé. Le HIPS convient pour les différents PA-CF, je crois même l'avoir utilisé pour le PET-CF et PLA-CF. En Conclusion, seul le TPU est interdit d'AMS (J'ai du Verbatim BVOH pas encore vraiment testé par manque de profil et de temps pour élaborer un profil fiable. Si quelqu'un a bon profil sur X1-C...)1 point
-
Ah oui les prix c'est délirant... et à ce tarif ils margent encore Quand on voit le prix qu'on paye des bricoles made in China dans des magasins en France, je pense qu'il y a parfois de l'abus.1 point
-
Bon, je vais te répondre honnêtement, les particuliers ne sont pas "rentables" sauf si ils ont déjà leur fichiers; Evidemment il reste une marge, mais on est sur des contrats qui apportent beaucoup moins de bénéfices que du B2B, ce vers quoi on est plus orientés. Oui, la modélisation fait très vite monter le devis, même en restant très compétitif et généralement les particuliers ont du mal à comprendre l'origine des coûts et rechignent à accepter, ça dépend des gens. Cela dit, ça reste très intéressant sur d'autres niveaux et les particuliers font encore partie de notre stratégie actuelle pour plusieurs raisons.1 point
-
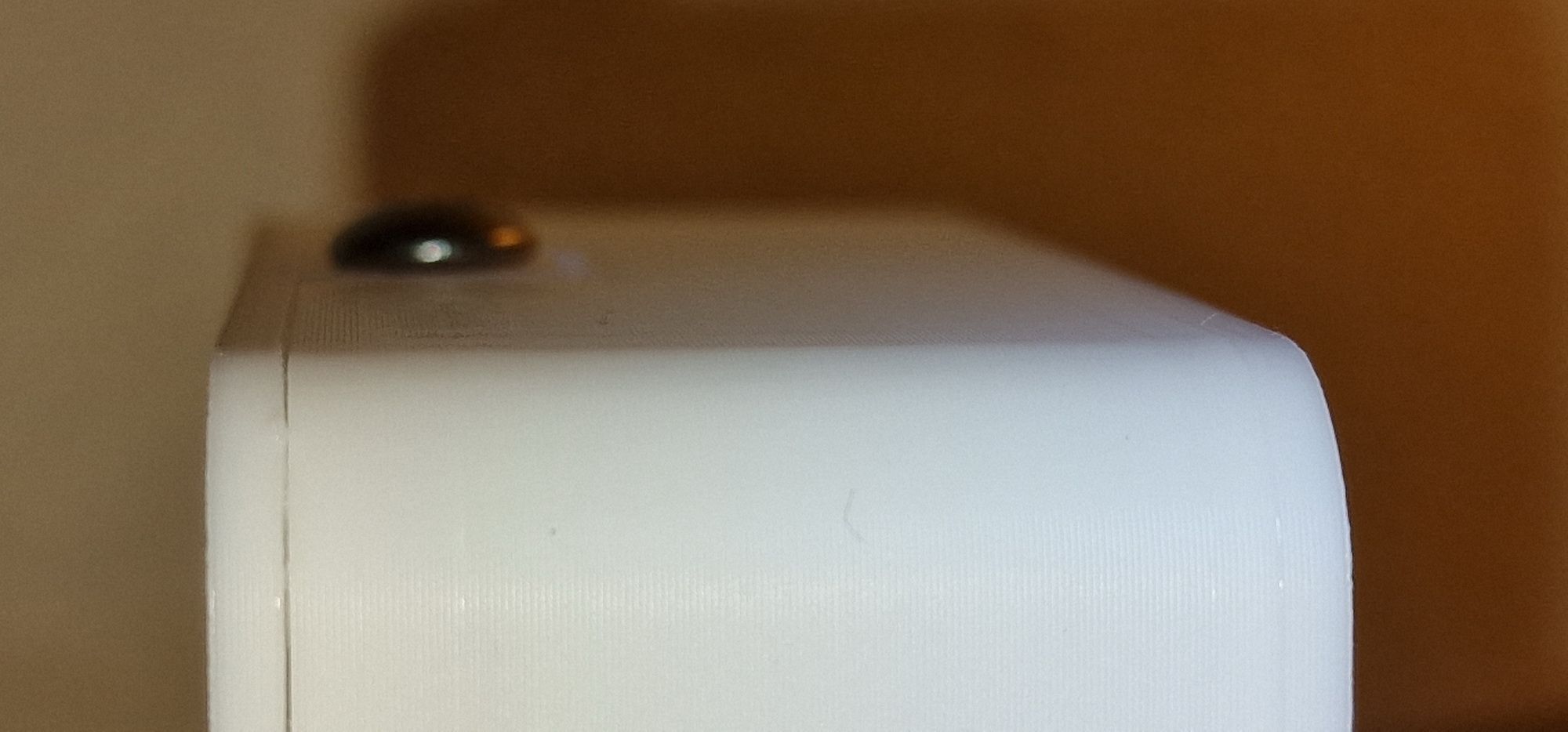
Bonsoir @Noob3D, J'ai essayé de prendre en grossissant . Matière PLA+ Kingroon - Paramètres standard du Slicer Qidi
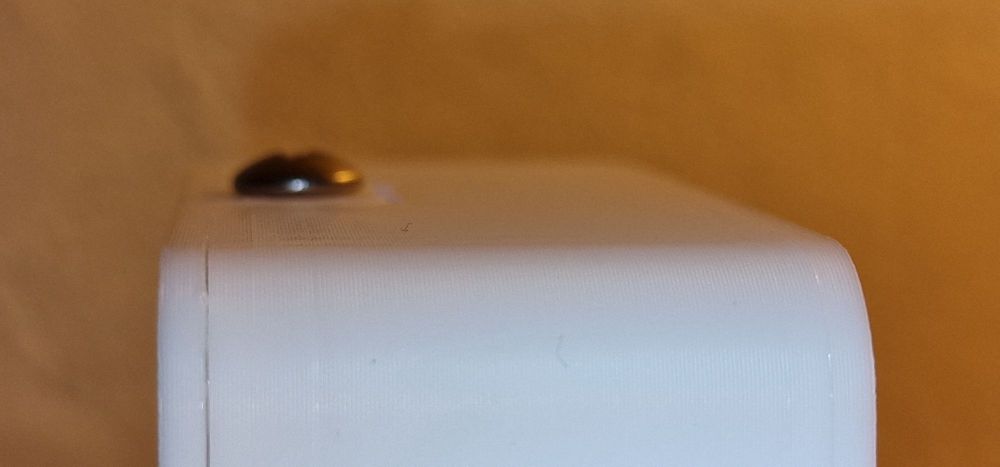
 1 point
1 point -
c'est là ou le filament hydrosoluble de Bambulab est intéressant, si il y avait un Bambulabien l'ayant utilisé qui puisse nous en parlé ça serait super1 point
-
J'imagine que certains vont vouloir intégrer un chauffage actif dans cet AMS. On verra très certainement des modifications possibles arriver bientôt.1 point
-
Oui on a bien un chauffage actif et régulé, pour le moment j'ai pas encore imprimer d'ABS et ASA avec mais même sur le PLA via le profile PLA de creality on a une régulation de temp° a 35°c sur le PLA, on sent bien sa présence et sur le TFT on peut monitoré la température de la chambre et la régler si besoin.1 point
-
en même temps, c'est une machine et on ne dort pas à côté pour d'autres raisons dans ma liste des critères c'est de l'avant dernière juste avant le design mais pour l'instant tout cela est très encourageant @MrMagounet confirmes tu le chauffage actif et la régulation ?1 point
-
En parlant d'Halloween : Les modèles : https://makerworld.com/en/models/672136 https://makerworld.com/en/models/652863 J'ai pris les réglages par défaut pour la pomme et j'ai galéré à retirer la masse de supports...

 1 point
1 point