
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/11/2024 Dans tous les contenus
-
Bonjour, Roger est en cours d'impression...grosse pièce, c'est un peu long. En attendant je travaille sur un autre projet...

 3 points
3 points -
on ne le répétera jamais assez il faut se protéger ... toujours, tout le temps et partout plaisanterie mise à part, faisant quelques recherches dans le cadre professionnel, je découvre qu'un fabricant Français Ariane Plast propose un Petg traçable pour se protéger contre la contrefaçon je pense qu'il s'agit d'un stabilisateur ou d'un colorant qui est tracé comme c'est déjà le cas dans l'alimentaire ... à confirmer il est disponible ici2 points
-
C'est "peut-être" bien une imprimante 3D béton... Peut-être aucun rapport et je me trompe : https://cm.linkedin.com/in/mayeva-audrey-n-319728179/fr?trk=public_post_comment-text2 points
-
Merci pour ces conseils qui vont agrémenter mon week-end2 points
-
J'ai commandé sur le store creality le 21/11 J'aime bien leur info renseigné dans la rubrique délai : "Votre colis sera expédié au plus vite"2 points
-
Après un topic ultra détaillé, @Kachidoki vient de nous livrer le résumé de son test de l'imprimante 3D Original MK4S sur le blog ! https://www.lesimprimantes3d.fr/test-original-prusa-mk4s-20241128/2 points
-
bonsoir @Mayeva Audrey N déjà il faudrait commencé par un bon nettoyage on dirait du ciment2 points
-
C'est effectivement ainsi que se fait la coupe. C'est d'ailleurs une des raisons pour laquelle on ne peut imprimer sur toute la surface du plateau . Ce que j'apprécie le plus avec cette tête, c'est la possibilité facilitée de remplacement de la tête chauffante : tout peut se faire sur l'avant alors qu'avec les Series 3, il faut démonter le capot avant, démonter l'arrière pour déconnecter / connecter la cartouche de chauffe, le thermocouple, le ventilateur de refroidissement du radiateur. @3xkirax3 À propos du clip de maintien du PTFE sur la tête, il n'est pas franchement utile d'en mettre un : c'est du reverse bowden, il n'y a pas de mouvement du PTFE autre que rotation.2 points
-
A1, y a pas de porte2 points
-
bonjour @RichRider quand on regarde tes couches n'adhèrent pas les unes sur les autres tu as bien sélectionné le bon type de plateau et imprimes tu capot et porte ouverte ?2 points
-
Le problème quand on met beaucoup de pièces sur la build plate, c'est que cela augmente les risques en cas de problème minime: cela augmente les retractations, le stringing, les sauts, etc... Et si il y a le moindre problème d'adhésion et un truc qui est embarqué par la buse, ça fait réaction en chaine... Je commencerai par m'assurer que le filament est sec, puis une tour de température sur le PLA utilisé pour vérifier la bonne température... Il faut bien commencer quelque part. Ensuite une calibration pressure advance suivie d'une calibration du flow... Cela permettra d'écarter un certain nombre de soucis potentiel qui peuvent induire la réaction en chaine...2 points
-
voilà mon Pla Bronze Silk est arrivé et avec 2 échantillons comme la première fois youpi, un filament 3 couleurs et un filament de nettoyage Moralité : quand tu as besoin de filament de nettoyage, achètes du Pla Ziro

 2 points
2 points -
alors voilà le résultat ... tant attendu sachant que ça n'est pas une bobine pleine et qu'il y a environ 650 grammes de filament
 2 points
2 points -
En hauteur ou en largeur ? Désolé, pas pu m'en empêcher. OK, je =>
 2 points
2 points -
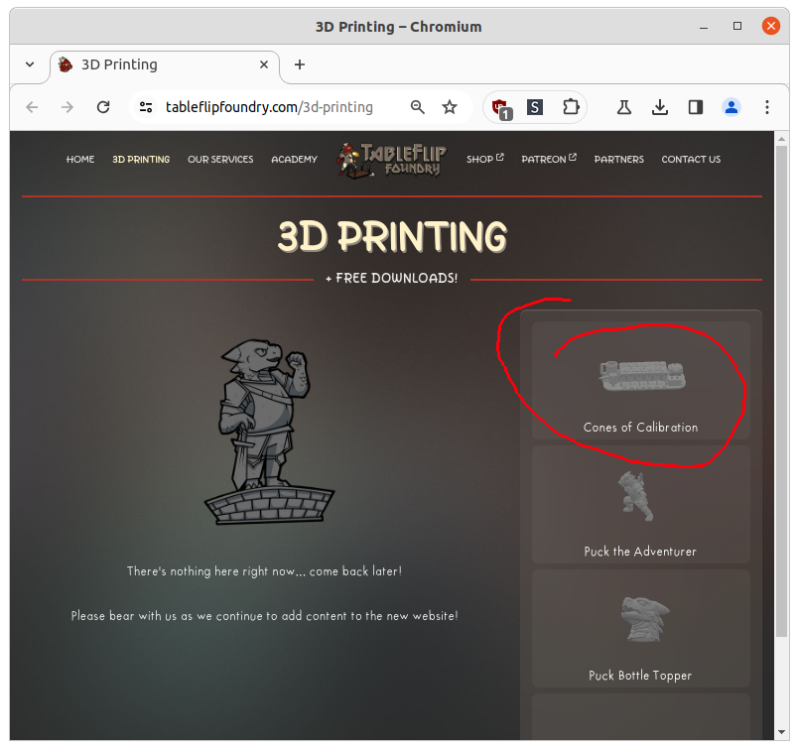
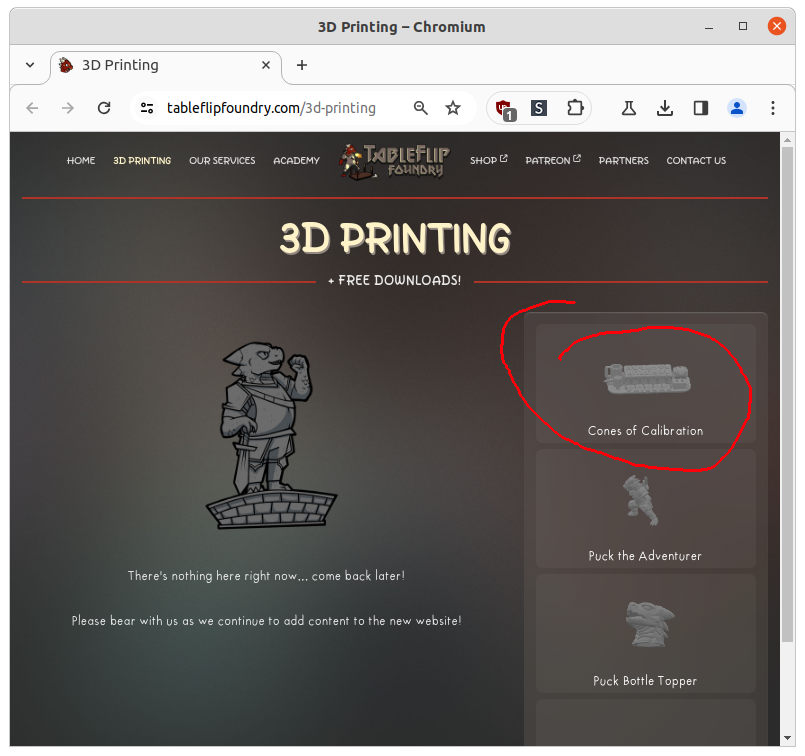
Salutation ! // Sujet en cours de réalisation il sera complété et mis à jour prochainement. Pour bien débuter, regarder les vidéos suivantes Trouver les bons paramètres de résine ? IMPRESSION RESINE Tuto 4 - Cônes de calibration & XP FINDER Why Resin 3D Prints Fail - Improve Your Prints - Tips on Understanding Overhangs and Supports How To: Pre-Support bases using the Double Row Method Lychee slicer : Eviter les déformations de vos impressions 3D résine Lire et relire le guide très complet de J3DTech J3D Tech Guide to Resin 3D Printing - Google Docs regarder au moins la vidéo suivante (~ 1h et en anglais ) de la chaine YouTube de "J3D Tech" https://www.youtube.com/@J3DTech Basic Supporting and Orientation 2024-07-15 > Une autre longue vidéo de J3DTech sur le YouTube de Lychee Slicer. En anglais (activer les sous-titres), très technique et détaillé pour bien débuter ( explique beaucoup de choses et astuces pour éviter un bon nombre de problèmes ) Got your first 3D printers, WHAT’S NEXT?? Lychee Slicer X Elegoo Les supports d'impression ont deux rôles, accrocher l'objet au plateau ( les supports "gros" et "moyen" ) aider a maintenir la géométrie de l'objet lors de l'impression.( les supports "fin" ) Bien noter l’importance de calibrée les durées d'expositions pour la machine, résine UV, température de l'environnement, hauteur de couche utilisée. Pour avoir une idée d'où je me situe en durée d'exposition, personnellement j'aime bien "The cones of calibration" de https://www.tableflipfoundry.com/ Noter que c'est un test, cela donne une idée mais c'est une impression d'un modèle réel pré-supporté qui validera ou non ce que le test nous a permis de trouver. Cela s'imprime à même le plateau, sans supports, est normalement récupère les ratés d'essais de supports (ici c'est les pointes des cônes qui sont l'équivalent des pointes de supports. Si elles sont cassés sur la face "SUCCESS" c'est que l'on se trouve en "sous-exposition"). v1.0 "The Cones of Calibration - TableFlipFoundry - June 22, 2022" https://www.thingiverse.com/thing:5416700/files v2 (de 3.2MB) // Une version moins haute donc plus rapide a imprimer que j'ai trouvé a un moment sur le Discord de TableFlipFoundry (il me faut retrouver le message d'origine ... ) The_Cones_of_Calibration_V2.stl v2 (de 4.1MB) // Une autre version "v2" avec de subtils différences mais globalement c'est équivalent a la 1er v2 (là aussi, il me faut retrouver le message d'origine ... ) The_Cones_of_Calibration_v2.stl v3.0 (il me semble encore en beta a cette date 05/2024) https://www.tableflipfoundry.com/3d-printing Pour éviter le "blooming" https://ameralabs.com/blog/light-off-delay-blooming/, préférer avoir un petit délai avant exposition ( de minimum 0.5 s ) pour que la résine dans le bac se stabilise / ne soit plus en mouvement. Source image https://ameralabs.com/blog/light-off-delay-blooming/
 1 point
1 point -
Je découvre ce fil, merci pour tout le travail effectué. Je vais m'y pencher sérieusement dessus.1 point
-
Bonjour. Jai acquis cette imprimante récemment et je découvre toutes ses possibilités. Apres quelques heures passées avec, mon opinion est que c'est une des meilleures du marché. Bien que son prix frise les 500€ lorsque je l'ai achetée, la plupart des concurrentes plus chères ou dans ce segment ne la surpassent pas, voir beaucoup ont des soucis de réglages avec, comme j'en lis avec en exemple la bambulab, la creality, si oscarisées dans les groupes de discussions. Le seul bémol, la calibration à chaque impression qui paraît trop longue (pour moi). Egalement, je regrette la qualité des couvercles qui finissent par s'user rapidement lors d'impressions en ABS notamment puisque l'enceinte est fermée. Dautre part, je déplore que la marque fasse comme toutes les autres, cad, ne proposer que les accessoires propriétaires (et pas de solution adaptatives) un peu chers je trouve, comme ce jeu de buses à 40€. Mais incontournables si on ne veut pas détraquer la machine ( j'en ai fait les frais). Bref c'est pour moi la petite Rolls des imprimantes, qui gagne en notoriété. A noter que le support soit à l'autre bout du monde également, ce qui est dommage quand on ne lis ni l'anglais ni le mandarin. Concernant le trancheur, simple ergonomique et plutôt facile d'accès. Là encore copie simplifiée de Orca, je regrette que manque la possibilité de diviser les pièces si on veut du XXL, mais bon cela reste vraiment exceptionnel dans mon cas. Je finirai en conclusion sur les points forts et faibles, mais en affirmant qu'elle mérite 5 étoiles + rapport qualité prix - fiabilité- accessible aux débutantes que je suis - Design épuré, elle est très belle - simplicité d'utilisation- automatisation de nombreuses tâches ( calibration..) - performances vitesse, montée en température rapide - température du hotend élevée 350° - multi matériaux dont les techniques et les frittables- qualité des impressions étonnantes- pas capricieuse Les - Usure rapide de certaines pièces : capot - buses - chaussette silicone- tête chaude qui a tendance à baver - Prix des accessoires élevés- Support pas trop là- Wiki un peu simpliste et résumé - Assez facile à relier au réseau wifi, mais se déconnecte souvent1 point
-
eSun c'est très qualitatif c'est pour cela que je t'en ai parlé c'est pas donné mais là à -30% c'est que du bonheur1 point
-
D'accord1 point
-
@bibou perso nouveau film nouvelle calibration, d'un fabricant à l'autre tu as des variations d'un lot à un autre itou1 point
-
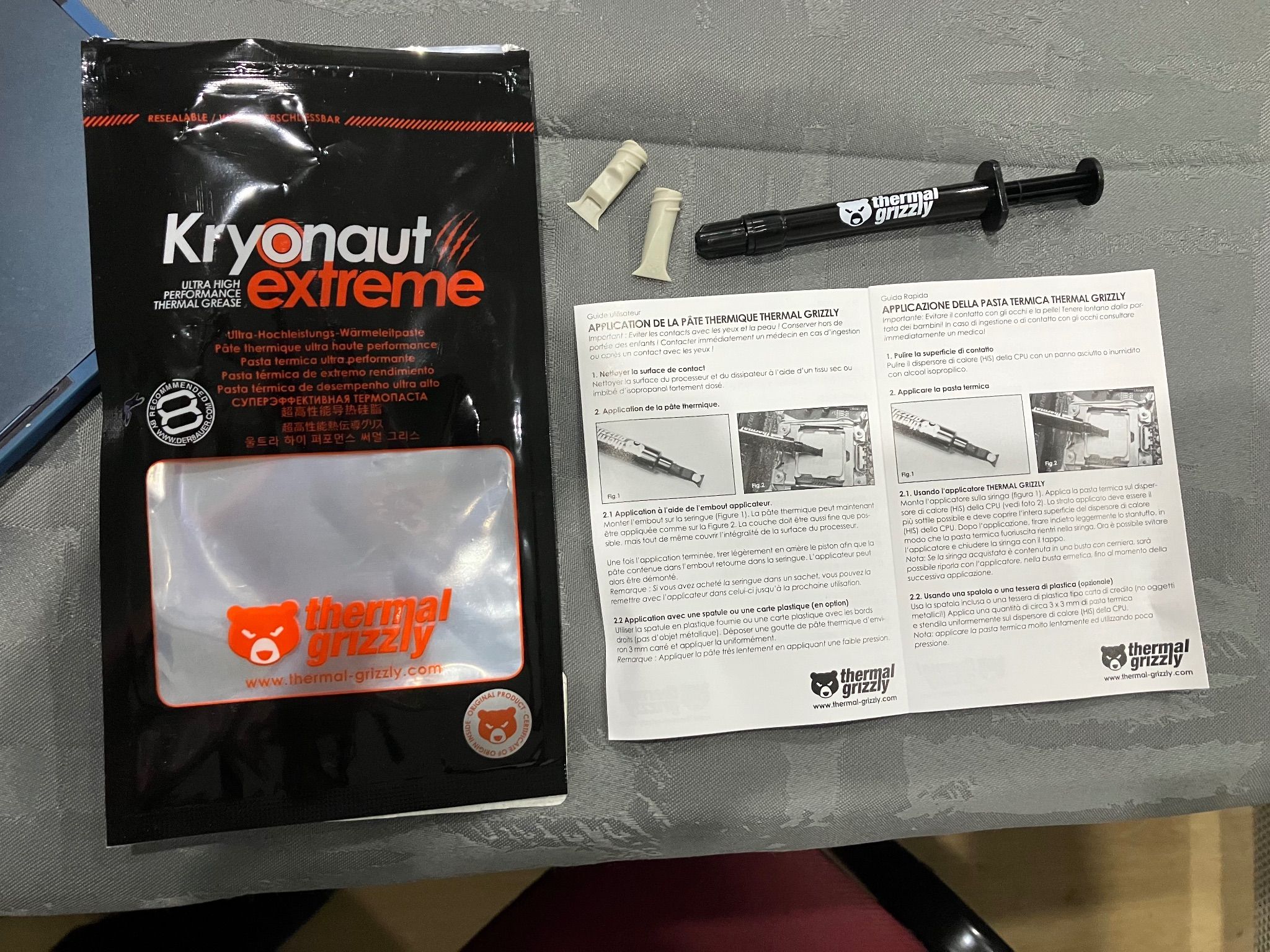
voilà une photo de la graisse Grizzly, les embouts applicateurs sont vraiment pratiques
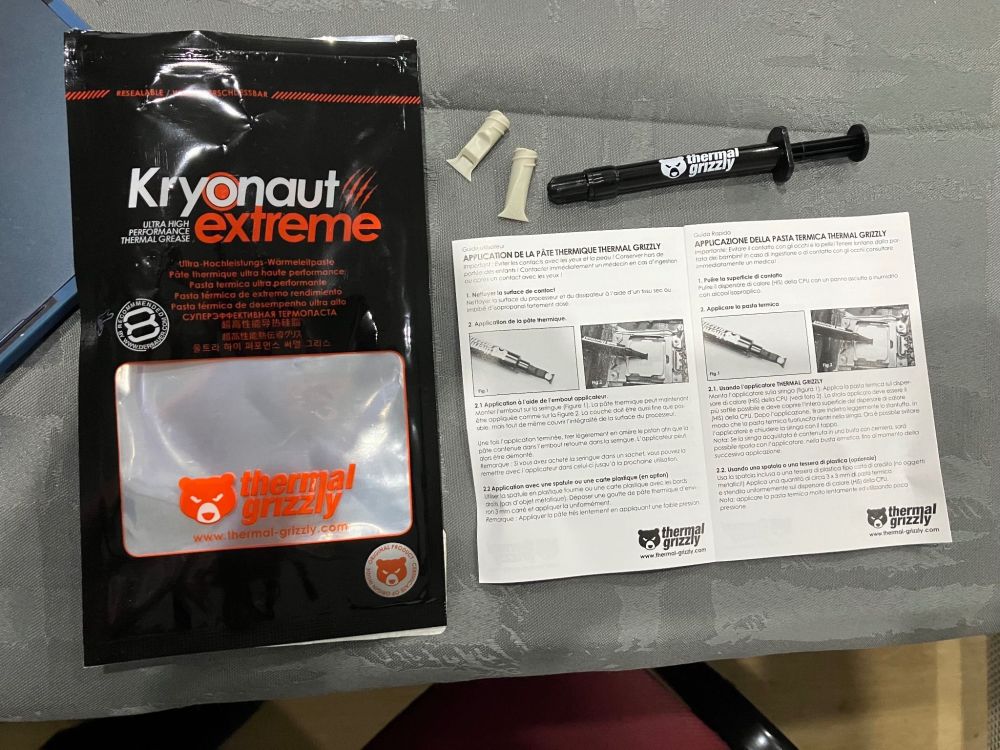 1 point
1 point -
Merci Pascal, Plus on est de fous, plus on imprime !1 point
-
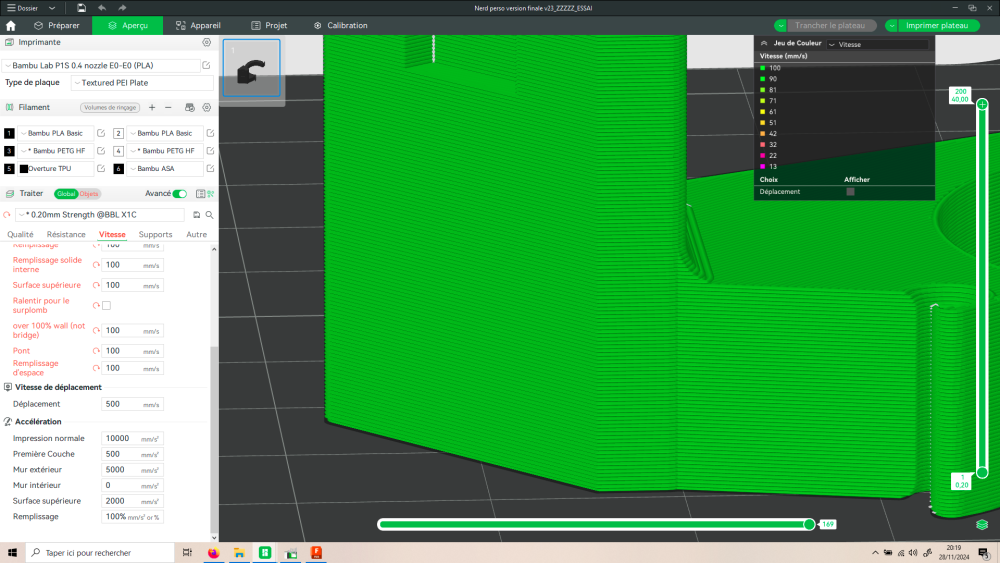
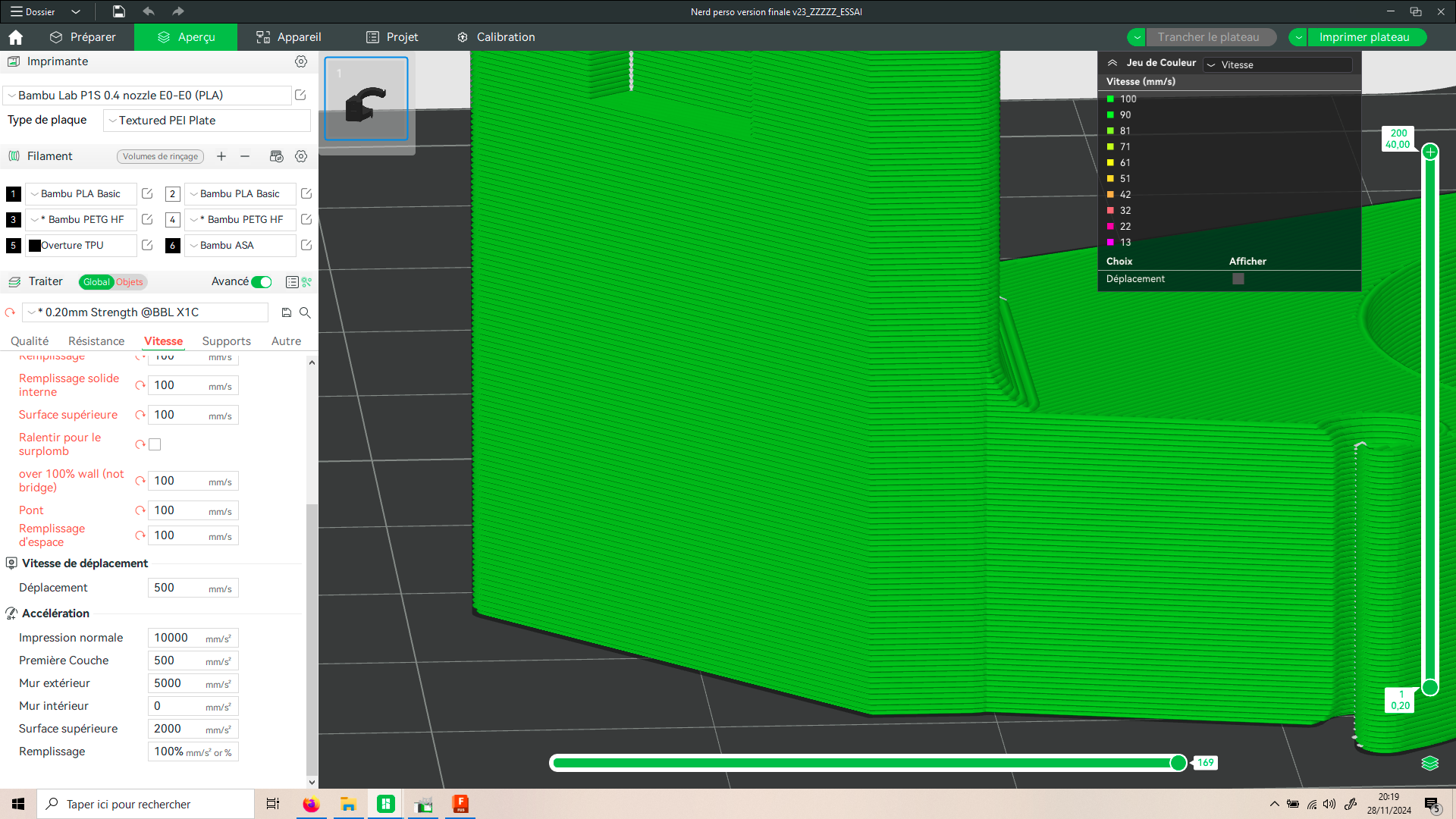
@pjtlivjy Oui... J'avais encore laissé la vitesse adaptative qui était moindre à cet endroit à cause de ta transition ou de congés de l'autre côté. Là je l'ai enlevé pour voir et c'est bon. Mais le long de la colonne la vitesse était homogène @silvertriple Donc tu mets les murs aussi bas que 20 mm/s pour pour avoir la même vitesse ?
 1 point
1 point -
Salutations ! (j'ai repris l'expression “dans la mesure du possible“ utilisée pour nous inviter à la présentation, est-ce que le possible est mesurable???) Richard Rider dernier nova vivant après l'annihilation ... un personnage de Marvel bien sympathique. A la base je suis sur le forum WeareFPV, le drone, l'impression 3D tout ça est lié ! C'est donc à cause de @Motard Geek qui m'a forcé à acheter une Bambu Lab A1 (il a menacé de torturer mon poisson rouge en me forçant à regarder ...) Bref je pensais que c'était un peu fous n'ayant pas tant de choses à imprimer, maintenant que j'ai cette machine il m'en faudrait d'autres tant j'ai d'idées ! Au plaisir d'échanger, j'ai déjà des problèmes et donc des questions...1 point
-
Bonjour @RichRider bienvenue chez les imprimeurs fous Nous c'est pareil il est sans pitié1 point
-
Quand je faisTank Clean c'est pour nettoyer mon reservoir donc je ne vois pas, mais avec exposure tout l'écran s'illumine.1 point
-
Pour moi aucun intérêt j'ai fait des impression de plus 40h cumulé la température dépassait pas 32°c interne, l'intérêt de ce type de rehausseur est sur les machine comme la X1C ou la K1C qui ne sont pas capable de réguler la température internet en amenant de l'air frais de l'extérieur si besoin en impression PLA. Mais les K2 Plus comme la FF 5M Pro n'on absolument pas besoin d'avoir un rehausseur qui laisse passe de l'air frais, qui nécessitera d'être retiré pour l'impression ABS/ASA par exemple et qui de plus te font perdre le bénéfice du silence lié a l'insonorisation de la machine. Le tube PTFE qu'il frotte sur la vitre ne poserais pas de soucis, c'est une légende urbaine sa, par contre sur une K1 Max la chain de passage de cable etant trop basse le PTFE a courbure qui pose soucis mais c'est pas le cas sur la K2 Plus, il n'y pas besoin donc de bouger le placement du PTFE.1 point
-
Bon apparemment, ils ont tout vendu. Ils refont les stocks. Qui peut mettre 400€ avec si peu d'infos ?1 point
-
stp @wardex nettoie avec de l'eau chaude et du produit vaisselle, l'alcool ne nettoie pas il étale les résidus il ne faut négliger aucun détail surtout sur une pièce esthétique1 point
-
La sur ta photo, c'est la carte écran stock de la ender3 pro? https://www.th3dstudio.com/product/creality-12864-oem-lcd-screen/ Normalement avec le 3dpad, tu n'as pas besoin de ton ancien écran qu'il est conseillé de débrancher ? Les questions de @pommeverte était pour une carte mère skr E3.1 point
-
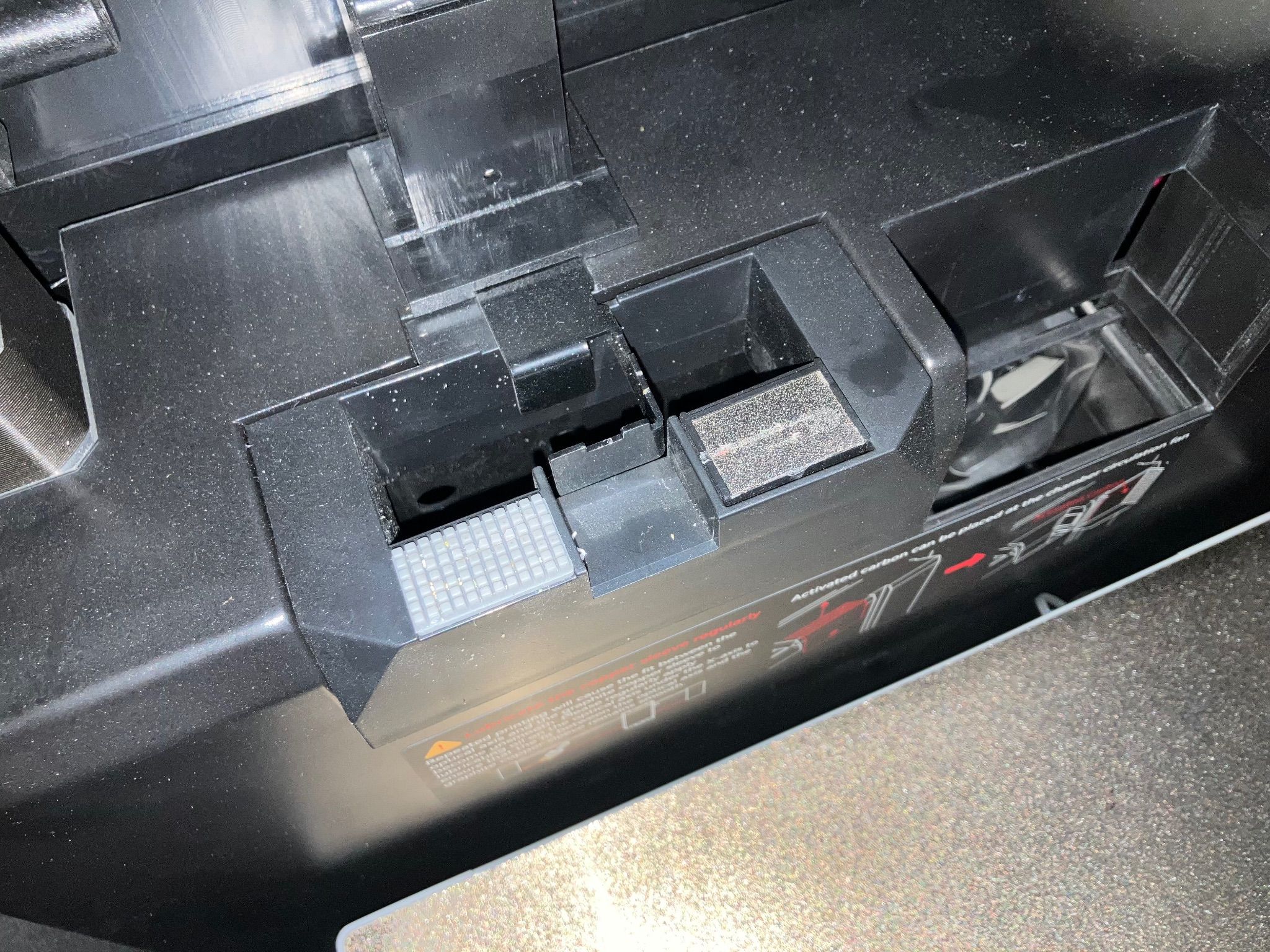
toujours dans la même évolution, le système de nettoyage du filament la tête va d'abord sur le pad silicone puis ensuite sur le morceau de PEI puis avec le même principe que sur la tête de la Q1, l'arrière de la tête vient déclenché le racleur et un truc tout bête, une poignée que l'on met en place sur la porte en verre avec 2 vis

 1 point
1 point -
Ca donne l'impression que la buse n'était pas bien serrée et qu'il y a eu une fuite entre la buse et la cartouche chauffante. Il faut d'abord nettoyer le plastique autour de la buse, purger la buse avec un cold pull, la dévisser pour voir si elle a fuit en en mettant plein dans le filetage. Tout ca à chaud genre 160°C pour que ça se décolle. Vérifier que la buse n'a pas un souci d'usinage sur la face coté extrudeur. Après avoir tout bien nettoyé, il faut remonter la buse, mettre la hotend à 240°C et serrer au couple de 1,5 N.m1 point
-
Le gars parle du ptfe oui mais également d'aérer la chambre avec des aérations presentes dans sa rehausse. Pourtant la chambre est régulé en température donc je ne pige pas.1 point
-
Merci à vous tous pour vos réponses. Je vais en tenir compte pour faire de nouveaux essais demain. Bonne soirée1 point
-
J'ai des capteurs AirThings chez moi (mesure Radon / CO2 / COV / PM2.5 / PM10 / T° / Hygromètrie) , et fait pas mal de mesures lorsque j'ai refait mon isolation et ma ventilation (VMC + insuflation). C'était très intéressant à faire comme mesures. Beaucoup de choses peuvent polluer l'air intérieur, y compris... la respiration humaine, qui émet des COV (et bien sûr du CO2). La pollution humaine dépend de l'activité de l'invidu (on pollue moins quand on dort, et beaucoup plus quand on bouge) La cuisine est une source importante de pollution d'air intérieur. Des objets à priori innofensifs peuvent émettre en continu un peu de pollution, qui s'accumule si le logement n'est pas ventilé. Les parfums d'intérieur polluent, certaines plantes vertes aussi (il y a eu des articles dans Que Choisir) Attention un courant d'air remet en suspension dans l'air les poussières qui se sont déposées au sol et sur les meubles. Pendant les mesures, il faut marcher doucement, ne pas secouer de vêtement ni faire la poussière, ne pas ouvrir ou fermer une porte brutalement, ect... Mettre les animaux de compagnie et les enfants à l'extérieur du logement pendant les mesures Il y a aussi et surtout l'impact de la pollution de l'air extérieur, qui peut varier fortement en fonction des horaires et de la météo. Même à la campagne dans un petit village, les chauffages au bois des maisons alentours engendrent une pollution qui peut être assez forte. Les mesures de débit et de pollution sont nettement moins précises que les mesures "électroniques" (voltmètre, ampéremètre) auxquelles nous sommes habitués. Les capteurs ont des tolérances assez importantes, je l'ai constaté en plaçant tout mes capteurs les uns à côté des autres posés sur une petite table au milieu d'une pièce. Bref, faire des mesures toutes choses étant égales par ailleurs pour voir ce que pollue une imprimante 3D (ou tout autre appareil) n'est pas simple à faire. Il faut de la patience Par exemple : - poser l'imprimante dans un coin de la pièce où se trouve l'extraction VMC - poser un capteur sur le "chemin" entre l'imprimante et l'extraction VMC - poser un deuxième capteur plus loin, au niveau de l'entrée d'air (la porte par exemple) - faire une série de N mesures - puis intervertir les deux capteurs - faire une deuxième série de N mesures - ensuite, faire la moyenne de toutes les mesures à côté de l'imprimante, et de toutes les mesures côté entrée d'air, et comparer les deux Bien sûr, pendant toutes les mesures, éviter les "perturbations" (courant d'air, cuisine, ...) On devrait avoir un résultat à peut près correct, car - en ayant intervertit les deux capteurs, on annule leurs différences de tolérances - en ayant deux capteurs qui réalisent des mesures simultanément, on annule les variations de pollution de l'air ambiant. Il peut être utile de laisser "chauffer" quelques minutes les appareils de mesure avant de commencer à relever les mesures. Après pas mal d'essais, j'en suis arrivé à la conclusion suivante : pour avoir un air de qualité dans une pièce, il faut : - une extraction VMC - diamétralement opposé à l'extraction VMC, une insuflation d'air neuf de débit légèrement supérieur à celui de l'extraction (sinon l'air rentre par les défauts d'étanchéïté de la maison) - et bien sûr, des filtres au niveau de l'insuflation (le débit doit être réglé pour tenir compte de la perte de charge des filtres) Les débits ne sont pas faciles à mesurer de façon précise, même avec un anémomètre à fil chaud de marque. Il faut un écoulement bien homogène au milieu d'un tube lisse assez long en ligne droite. Faire plusieurs mesures en variant l'angle du capteur dans le tube et faire la moyenne. Amuses toi bien1 point
-
ils ont franchement fait de gros efforts pour la maintenance, un autre exemple l'écran de contrôle livré emballé dans une boîte carton et que l'on vient après déballage clipper sur la face avant pour le clip, je l'enlève comme cela si je dois intervenir sur le filament je ne suis pas embêté

 1 point
1 point -
Sur le casque d'un alien, quand tu voit ça... Sa a même créer un trou dedans !
 1 point
1 point -
Bonjour, Je vais essayer de changer la graisse on ne sais jamais. J'ai ouvert un ticket support mais le support Elegoo m'a bien l'air compliqué. Il me redirige sur un site après ouverture du ticket ou il n'y a rien...1 point
-
@Funboard29 il est certain que l'enroulement du filament n'aide pas au séchage d'ou l'intérêt à mon sens de l'utilisations d'un boîtier pendant l'impression après un pré séchage plus long. je n'ai pas encore parlé de cet aspect mais il y a aussi tout un tas de boîtier de séchage qui ne possèdent pas de sortie de l'air ni d'emplacement pour un matériau absorbant l'humidité, si l'humidité n'est ni absorbé ni évacué on peut raisonnablement s'interroger sur leur réelle efficacité1 point
-
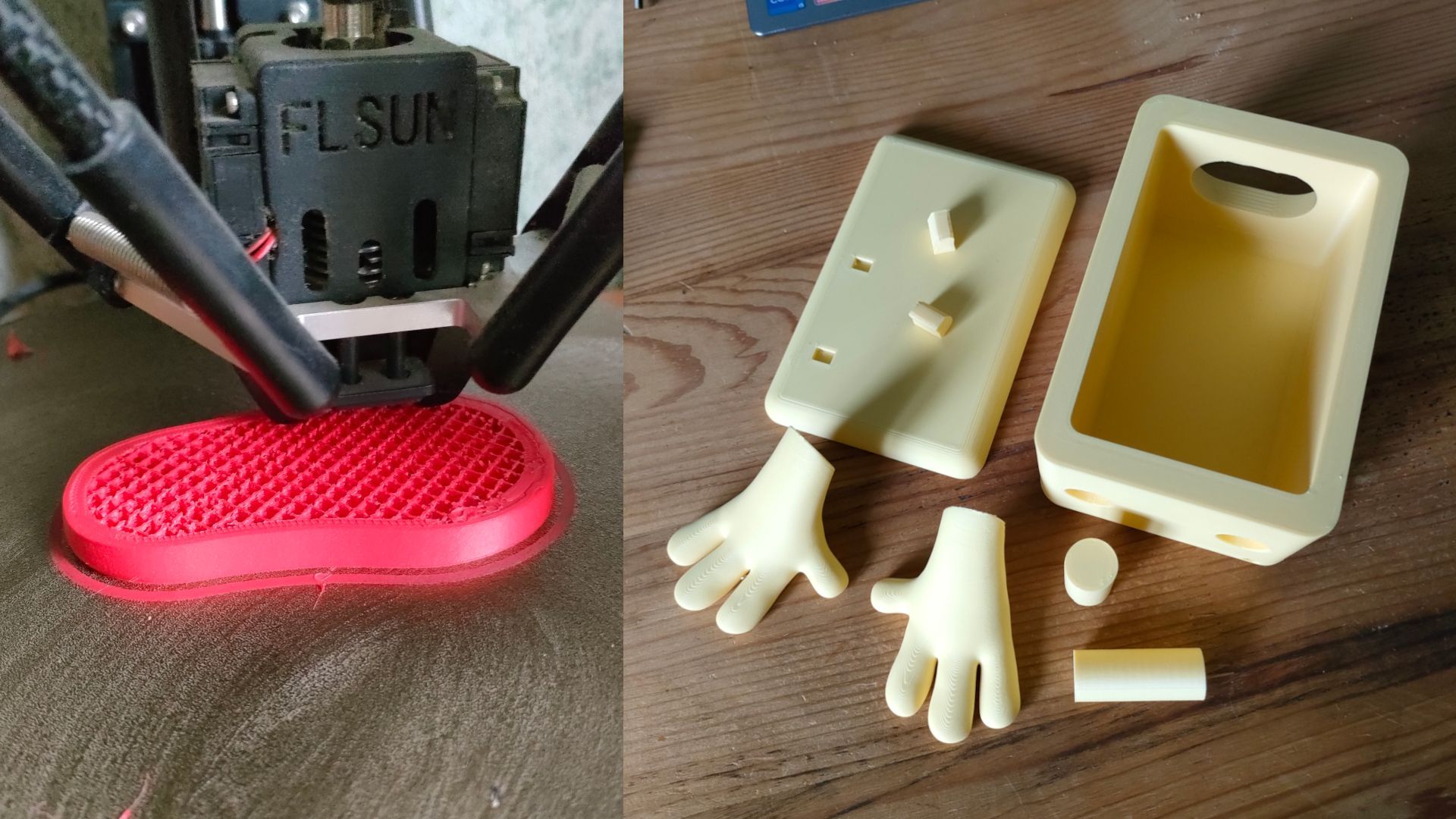
C'est malheureusement une limitation du procédé d'impression : même si tu as fait attention de prendre une buse de 0.2mm ce qui limite le phénomène, il n'en reste pas moins que lorsque tu as des pointes vraiment fines comme sur tes M, arrive un moment ou il n'y a plus 0.2mm et donc le système supprime l'impression à cet endroit. Si l'angle est plus important, il pourra aller plus près de l'angle et ça ne se verra pas, et si tu avais pris une buse plus grosse il se serait arrêté encore plus loin et ça aurait été encore plus visible. La meilleure solution (même si ce n'est pas le design recherché) est encore celle proposée par @Krl ... éviter ces pics.1 point
-
Je rejoins un peu @pjtlivjy : tout dépend de ce que tu veux imprimer. Si par nouveaux filaments tu entends PETG-CF ou autre filament basé sur du PLA ou du PETG, tu peux rester sur une machine ouverte. Si tu parles plutôt d'aller regarder du côté de l'ABS ou de l'ASA, alors oui l'imprimante fermée est quasi obligatoire. Pour les filaments chargés (fibre de carbone par exemple), l'important est surtout de changer la buse pour une version renforcée (Hardened steel chez BambuLab par exemple), mais tu peux rester sur une imprimante ouverte, et dans ce cas je te rejoins sur le choix de l'A1 (qui est réputée silencieuse en plus). Par contre je ne comprends pas trop ta remarque sur la taille de l'A1 par rapport à ta Genius Pro. Je trouve 430 x 390 x 590 mm pour la Genius Pro contre 385 x 410 x 430 pour l'A1 (sans AMS bien sur) ... alors qu'elle offre une surface d'impression plus importante.1 point
-
La coque, et je protégerai sûrement le récepteur dans un ballon de baudruche Pour la coque le soucis c'est le roof, trop compliquer a rendre étanche, je vais donc faire une modif, je vous montrerai quand elle sera modélisé, trop compliquer à expliquer1 point
-
non pas d'optimisation en vue les bambulab sont pareil a ce niveau, la tête place la buse dans la zone de purge extrude une première fois de la matière pour vidé le corps de la buse, puis le fait un seconde fois pour être sur que la nouvelle matière est chargé et le 3eme coup pour être sur qu'il reste pas de particules de la couleur d'avant, bien entendu le volume totale dépend de la transition de quels couleurs on part vers quels couleurs on va, et cela est ajustable dans Creality Slicer ou Orca Slicer soit en ajustant la valeur du tableau soit en jouant sur la ratio.1 point
-
Un petit gnome de 215mm de haut, 140 grammes, 5 couleurs, 6h15 en couches de 0.25mm, peinture dans le slicer et surtout sans aucune tour. Le modèle s'y prête bien, j'ai désactivé la tour et j'ai demandé au slicer de commencer par l'infill, le résultat est nickel.
 1 point
1 point -
Ma soeur ne serais pas vraiment d'accord si je coupais quelques doigt à mon neveu... mais à offrir à ceux que j'aime pas pourquoi pas, il va me falloir des kg de filaments et que j'investisse dans d'autres imprimantes car j'ai pas fini d'en faire des boites dans ce cas....1 point
-
Le sécheur de filament de Polymaker a été testé par quelques influenceurs youtubeurs, la vidéo ci-dessous me semble plutôt complète dans l'analyse : Pour ma part, je commence à avoir une «petite» collection de sécheurs de filaments : Eibos Cyclopes issu d'un Kickstarter, deux bobines de 1 kg ou une seule de 2,3 kg (son capot est pour le moins peu pratique, sinon fait le taf), Autre Eibos EasyDry, monobobine, l'air chaud passe par l'axe de soutien de la bobine. Inconvénient, cela a déjà réussi à fusionner les spires de filaments Sunlu S2 Fixdry, peu pratique et surtout peu stable Sunlu S4, son seul intérêt est de pouvoir contenir 4 bobines jusqu'à un kilogramme chacune. Serait plus pratique si les bobines étaient positionnées comme avec les boitiers multicouleurs / multifilaments. Utilisé pour stocker et maintenir quelques bobines. Il faut «aimer» les animations LEDs Creality SpacePi double, le seul que j'utilise encore actuellement pendant les impressions : fait le travail, ventilation pas trop bruyante. Son écran LCD est parfois «bizarre». Avant ces «sécheurs», j'utilisais un déshydrateur d'aliments sans modifications, uniquement pour sécher les filaments. Au tout début de ma découverte de l'impression 3D (2016), j'ai utilisé ma Freebox sur laquelle était posée la bobine de filament (technique proposée par un des modérateurs de ce forum ( @gisclace, je crois )).1 point
-
merci @Motard Geek de vrais promos, bientôt il faudra s'organiser pour faire son stock uniquement au moment du black friday -30% sur 325 filaments1 point
-
Salut @electroremy, et oui, j'ai enchaîné pas mal de projets ces derniers temps Concernant mes machines home-made, voilà où j'en suis actuellement : P3Steel, ma bonne vieille bécane de coeur Mon imprimante résine MSLA Cyclop * Ma nouvelle IDEX, la i3-RDX * un vieux CNC Plotter (je devais avoir 16 ans) L'imprimante polaire de ce topic (pièces commandées, fabrication courant novembre) * Ma machine qui recycle les bouteilles PET en filament (pas très bien conçu au final) Une Delta, toujours en cours je ne lâche pas l'affaire * Pour l'instant je n'ai pensé à présenter les plus intéressantes (marquées d'un astérix) qu'au portes ouvertes de mon lycée (je suis en BTS), mais comme je n'ai pas de voiture et qu'elles ne sont pas toutes au même endroit, c'est assez contraignant de les déplacer... Je n'ai pas pû le faire l'année dernière, je vais essayer de le faire cette année1 point
-
çà c'est pas grave mais surtout un four électrique type chaleur tournante, avec une température à peu près contrôlable !!1 point
-
Tout change, après avoir avalé des saletés, maintenant ce sont des couleuvres.1 point




























.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)