Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/12/2024 Dans tous les contenus
-
pourquoi, toute les machines ne se règlent pas au marteau ? (qui est l'outil de base indispensable à tout maker digne de ce nom D )4 points
-
Je n'ai pas d'image, mais je vais vous raconter une petite histoire véridique d'une réunion technique à laquelle j'ai assistée ou j'ai préféré ne pas prendre la parole (ce qui est rare). Le directeur commercial du principal fabricant européen de mécanisme pour porte coulissante de chambre froide (porte très lourde) a expliqué en ces termes que "grâce à l'inertie qui freine la porte dans sa course celle-ci venait faire l'étanchéité lors de la fermeture". Face à lui quatre ingénieurs et le DG du plus gros fabricant européen de chambre froide, personne n'a relevé, ils ont trouvé le produit très innovant et performant.3 points
-
oui en effet je lui avais dis à l'époque qu'il s'était beaucoup inspiré de la chambre de son adolescent de fils2 points
-
Je ne suis pas parvenu à faire mieux...2 points
-
J'arrive tard... perso je ne peut pas me permettre de bidouiller autant qu'avec mes propres imprimantes qu'avec la Xmax3 de mon taf.... mais visiblement tout est faisable logiciellement puisque tout est open source avec qidi.... Perso je me suis juste pris la tête pour trouver la bonne configuration pour la faire tourner avec cura qui est plus intuitif que qidi slicer, mais au détriment de la gestion des ventilos de plateau et d'extraction que cura ne sais pas gérer pour que je puisse apprendre a mes collègues de la maintenance comment lancer une impression et que faire si ca part en couille pour la sauver... c'est définitivement une belle bette que j’espère me payer bientôt, a mois que je ne craque sur la creality K1pro et son lidar !: Pour les spares a prévoir avec la xmax3, .... des buses de qualité comme dis plus haut, et surtout des chaussettes silicones en masse qui sont a remplacer a chaque changement de buses ( surtout si on travaille avec des buses différentes pour différentes pièces et filaments régulièrement comme moi au taf ) Les chaussettes deviennent cassantes a la première chauffe mais sont indispensables a haute température avec la ventilation pour ne pas avoir d'erreur et d’arrêt d'urgence de klipper qui détecte une température anormale.... A savoir, notre xmax3 tourne en moyenne 15 à 18 h sur 24h tous les jours sauf le week end ou impressions de plus de 48h ....2 points
-
@PPAC félicitation, tu as gagné. Tu es maintenant en deuxième semaine de "Qui Veux Gagner Des Clopinettes Et Bien Plus Encore".2 points
-
vraiment le bug idiot ça2 points
-
Bambulab c'est comme Prusa, il y a une clientèle fidélisée et il y a une personne qui incarne la marque Ye Tao et ils ont mis des valeurs en avant qui se matérialisent par des produits innovants et accessibles2 points
-
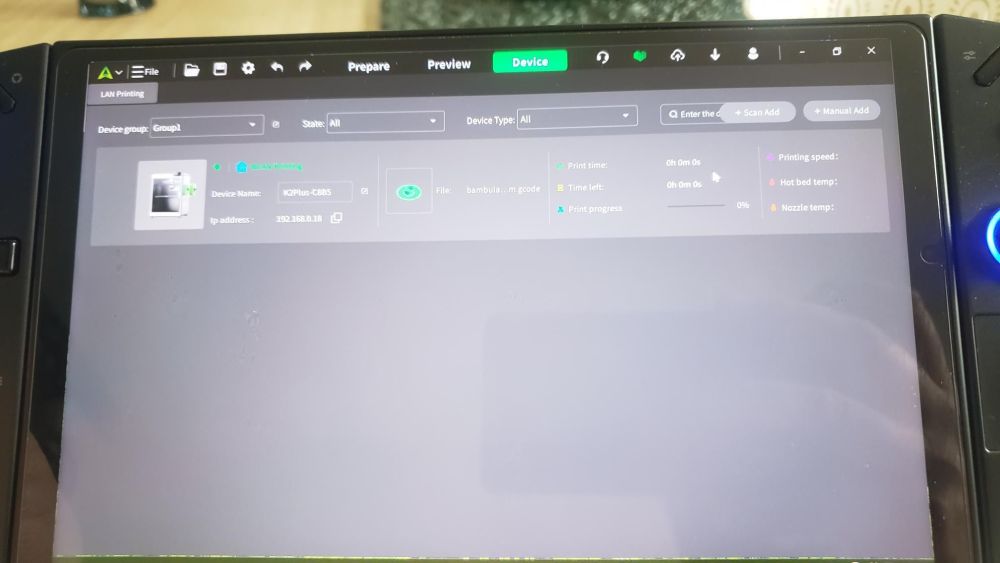
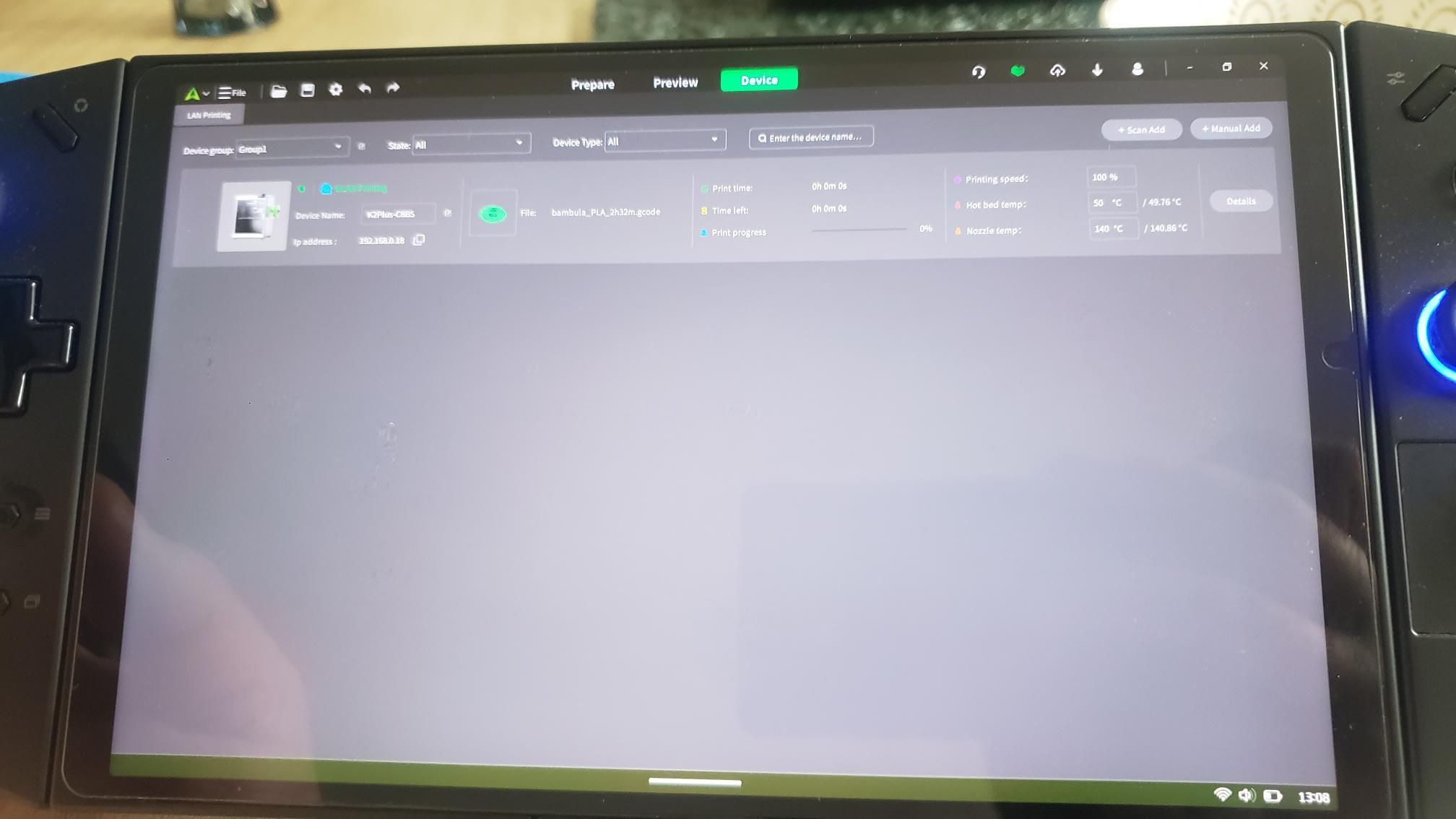
@Jems question bête, est ce que tu as enlevé le cache sur la caméra ? Parce que j'avais le même problème, un joli écran noir, mais c'était juste ça.... (j'avais pas regarder ton screen shot) Quand tu es sur ce bandeaux tu sélectionne "Détails" à droite et tu auras accès à toutes les commandes et la visu caméra.2 points
-
tu as quand même droit à 2 essais après c'est reconversion professionnelle franchement elle est collector cette publicité ... on s'étonne après qu'en France on manque de soudeurs !2 points
-
Alors les absoluement necessaire un pince coupante (en generale fournit avec l'imprimante), une pince Brussel pour retirer les petits bouts de filaments sur la buse quand necessaire, un ébavureur pour le nettoyage des pièces une fois imprimer dans tu as des bordure cela aide, et basta spatule sur les machine moderne sa sert pas forcement vue que les machines ont des plateau flexible. Après le plus important prend du filament avec un qualité correcte evite les bobine a 9-10€ / kg, qui peuvent être source de soucis surtout quand on débute, et un déshydrateur de filament peu parfois avoir un intérêt si departement humide comme chez moi mais qui peux ce faire par la suite.2 points
-
j'ouvre un sujet ou tout à chacun peut montrer le côté marketing délirant de l'impression 3D, des publicités ou on constate que le marketing a balayé la technique, des annonces qui montrent la maîtrise incontestable du sujet pour commencer peut être une publicité qui annonce la fin des buses comme on les connait
 1 point
1 point -
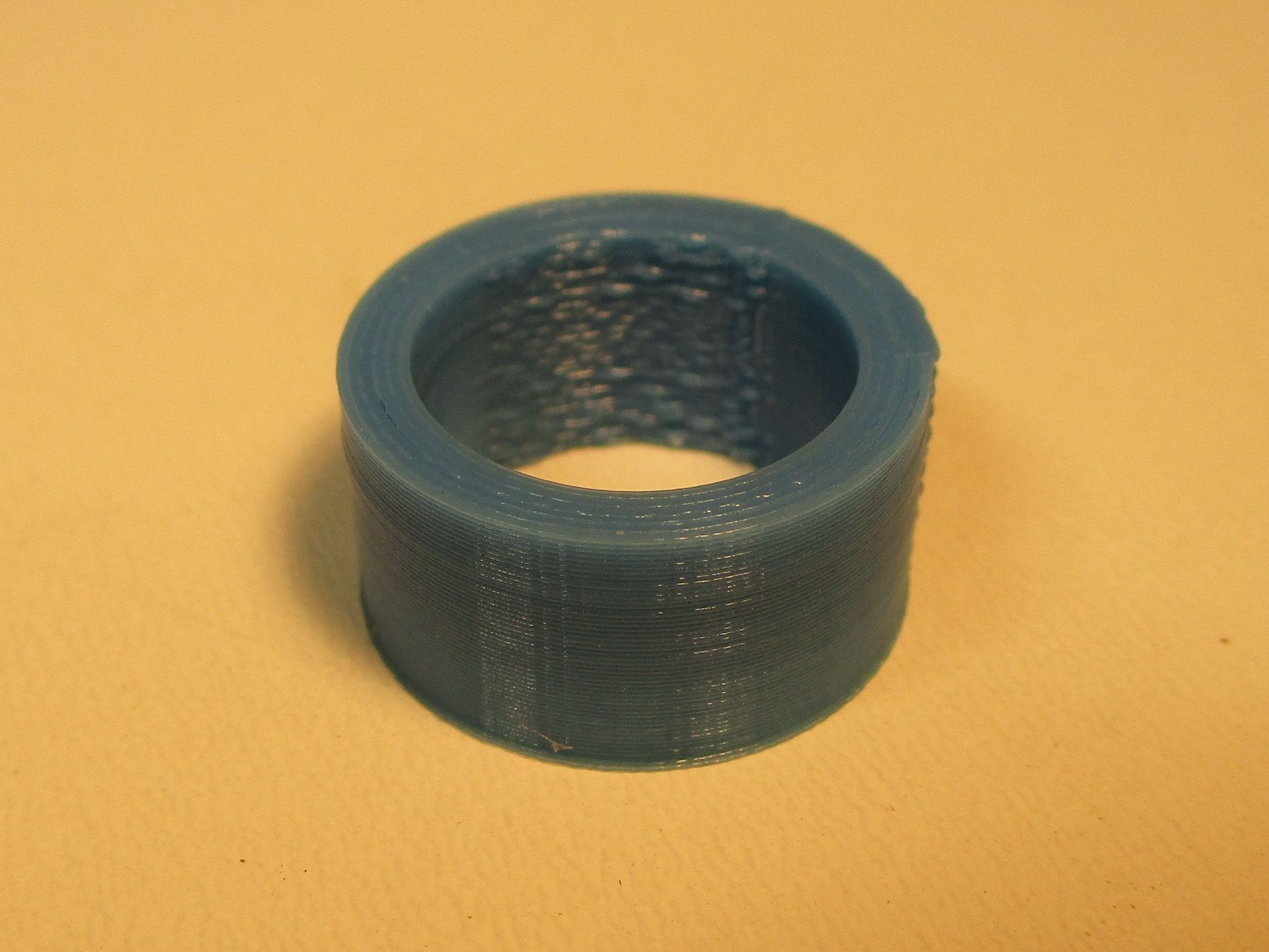
Voila ce qui se passe quand on oublie de relancer le timer d'alexa pour un post traitement dans le four de la cuisine !!!! : Il s'agit d'une pièce en TPU semi rigide de chez Nanovia ( TPU 70D un super filament a tout faire !!!! ) pour mon taf.... c'est un support de buse de lavage haute pression que je traite en post traitement a 200 ° pour lui permettre de supporter la pression et éviter la délamination a 150 bar d'eau chaude Bhen la !!!! c'est raté... Mais bon... , ce n'est qu'une tentative de sauvetage de la pièce qui avais cédé a cause d'un petit défaut d’impression.... Et devinez .... la fissure que j’espérais réparer est toujours la ! : j'ai eu de tres bon resultats avec cette technique... mais sur ce coups.... je me suis bien vautrer !!!

 1 point
1 point -
Il y a la 5G dans l'Aisne !!!1 point
-
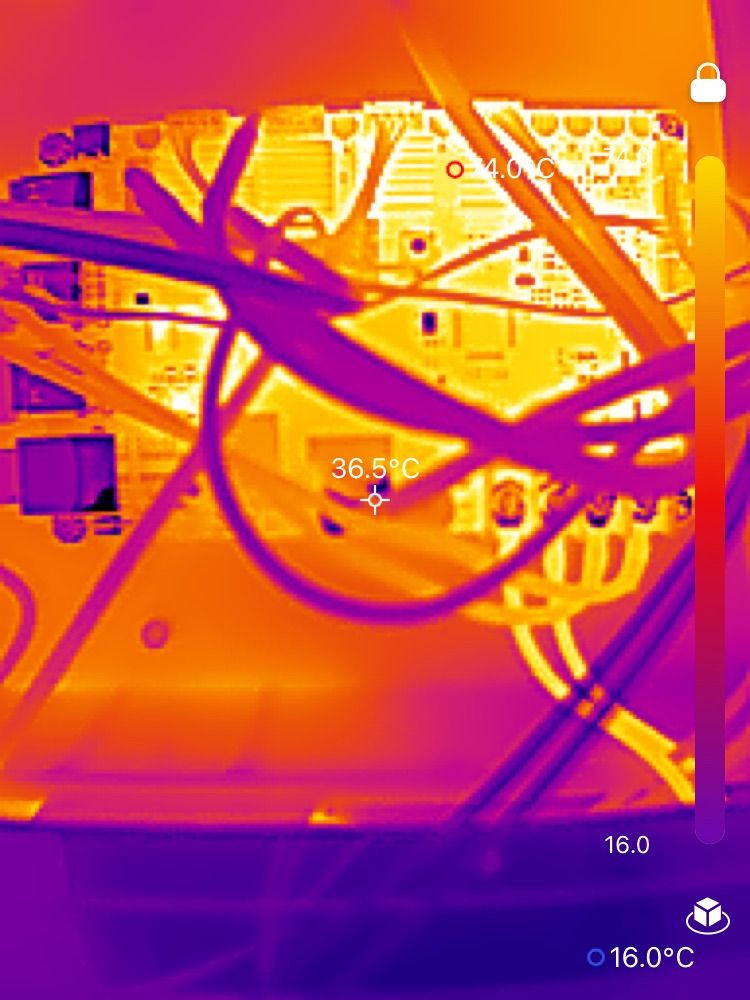
oui les températures ne sont pas affolantes refroidissement dynamique1 point
-
Personnellement, je passe mon temps à changer de chaussettes à chaque manipulation sur les buses (changement de diamètre) Pour avoir une MVS élevée il faut chauffer plus fort et je suis quasiment tout le temps au dessus de 255°C, même pour du TPU ou du PETG. Il n'y a que le PLA qui est dans les 245 °C. Tourner sans chaussettes n'est pas bon pour la régulation et la propreté. Tourner avec une chaussette cramée et craquelée non plus car elle risque de tomber partiellement et mettre un joyeux bazar dans l'impression en cours. Bon Qidi vend ses chaussettes un prix raisonnable, mais elles dégagent un peu trop vite à mon gout.1 point
-
@V3DP voilà la photo que tu avais demandé, la température max que j'ai réussi à relever est de 74 degrés, la chambre était à 55, le bed à 100 et la buse à 280 degrés
 1 point
1 point -
C'est pas moi mais Bambu Studio Je vais essayer ça ! A vrai dire je me demande si ça a un rapport, car il semble que [ ] permette de passer un paramètre "système" alors que { } permettrait de passer une valeur ??? Comprends pas le truc... Je me demande si simplement il ne connait pas "bed_temperature_initial_layer_single" vu que ce n'est défini nulle part, alors que ça doit être défini quelque part dans Bambu Studio... Le bed chauffe à 65, puis la buse à 250 et ensuite erreur... Ce serait cool de pouvoir faire du debug sur le gcode au fur et à mesure qu'il s'exécute ! Là j'imprime un Benchy tranché avec S3D et ça marche nickel ! Je vais essayer de reprendre les GCODE de début et de fin depuis le profil S3D dans Cura, je verrai bien si ça change quelque chose... Ah ben non raté, ça marche pas mieux... Donc Cura bidouille quelque chose dans son foutu gcode, mais quoi ??? Voilà le GCODE complet généré par Cura, si quelqu'un y voit quelque chose... CFFFP_WINGTEST_P3 PLA_Planeprint.gcode1 point
-
tu relèves là une belle incohérence, certaines chaussettes pour d'autres hotends sont estampillés jusqu'à 300° mais là je viens de changer celle de ma X-MAX3 et elle est cuite1 point
-
intéressant... Par contre, c'est super dangereux de relier une sortie 5V sur une entrée 3.3V Si tu ne veux pas t'embêter, le plus simple, c'est d'acheter un module tout fait de ce genre, et de suivre ce branchement:
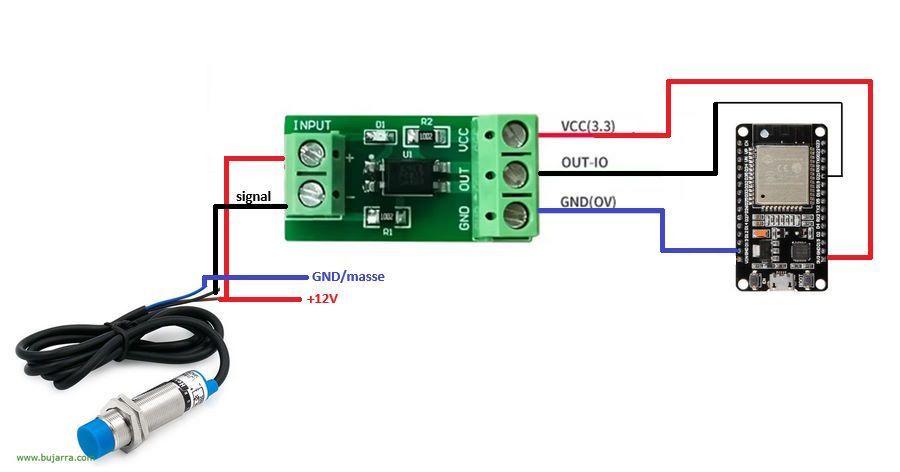 1 point
1 point -
Que c'est joliment dit. Avec les rumeurs c'est toujours pareil, moins on en sait, plus on en parle.1 point
-
Pour compléter @V3DP Après un changement / remplacement de buse, ne pas oublier de remettre la chaussette en silicone sur le corps de chauffe. Comme le silicone de ces protections supporte mal les températures au-dessus de 250 °C , il vaut mieux en avoir quelques-unes en stock (chaussettes différentes suivant la tête 2.0 et 2.5 vs 3.0 (Q1Pro)).1 point
-
C'est plutôt un dérivé de BBStudio, malheureusement. J'aurais préféré qu'effectivement, il soit basé sur Orcaslicer, même si ma préférence va à Prusaslicer et Superslicer. Extrait de ce lien : Avec un «vrai» Klipper, ce serait Fluidd et/ou Mainsail Avec le Klipper / Moonraker à la sauce Creality, il est probablement préférable d'utiliser leur «solution» via leur Creality Print . Pour les modifications du printer.cfg, tu peux les faire via Fluidd. Normalement, une fois une modification faite , enregistrée et Klipper redémarré, un fichier de sauvegarde du printer.cfg a été créé (il comporte la date et l'heure (printer-AAAAMMJJ-HHMMSS.cfg)).1 point
-
Bonjour. J'ai décidé de désinstaller et réinstaller le slicer en prenant la dernière version sur le site officiel et c'est tout bon C'est sûrement lors de la mise à jour qu'il y a eu un plantage. Donc voilà, je peux de nouveau imprimer. Merci pour votre réponse rapide. Bonne impression. Virginie1 point
-
comme celles là : ou là plus d'origine chinoise !!!

 1 point
1 point -
Si tu veux connaitre les possibilités des graveurs Xtool, le plus simple est d'aller sur leur site à cet endroit : https://easyset.xtool.com/?ref=gnfcpnqh Ainsi tu peux choisir tous les lasers de la marque avec les différentes puissances et toutes les matières dispo, comme cela tu sauras lequel choisir.1 point
-
J'ai déjà laissée plusieurs jours un print fini dans l'imprimante sans aucun souci.1 point
-
Y a possiblement des modifications a faire dans la configuration des fichier pour que cela fonctionne sous Fluidd, par exemple sur la SW X4 Pro et Plus de chez artillery sur le firmware d'origine tu branchais une caméra et tu avait rien car on avait des ligne a activé dans le fichier Webcam.txt par exemple. Le Soucis ici est que Creality a configurer le tous avec leur interface, ils ont mis a dispo Fluidd et probablement Mainsail aussi mais c'est environnement ne sont pas 100% configuré c'est quasiment sur je te confirme cela ce soir.1 point
-
Ça ne fonctionnera pas avec un tournevis avec pointe en céramique1 point
-
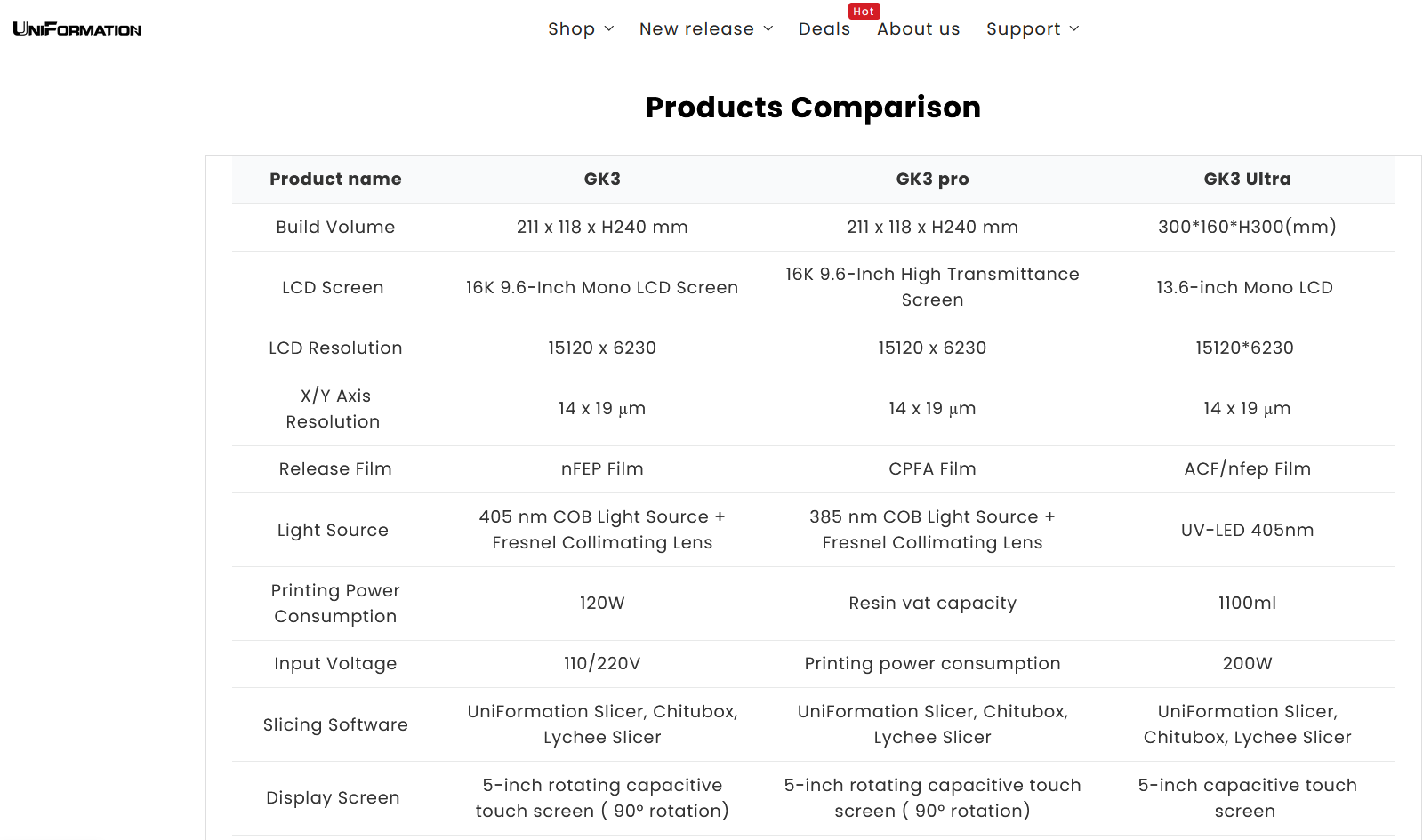
c'est une nouvelle technologie ou la taille des pixels n'est plus liés à la taille de l'écran on peut constater sur les lignes concernant la consommation électrique et la tension que l'électricité n'est pas le point fort d'Uniformation et dire que ChatGpt va prendre cela en compte1 point
-
Sur le site de Uniformation, c'est presque le jeu des sept erreurs:
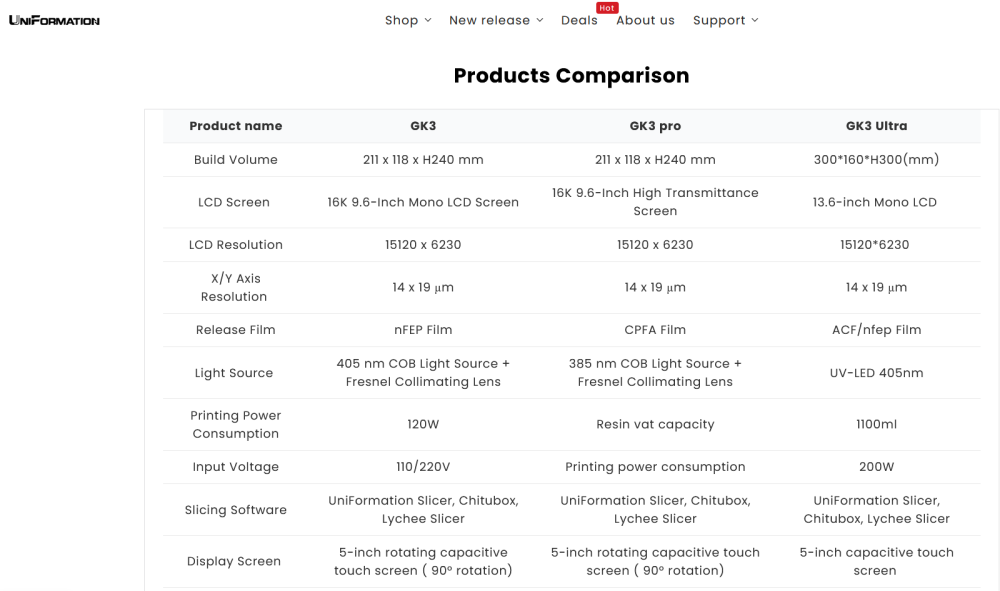 1 point
1 point -
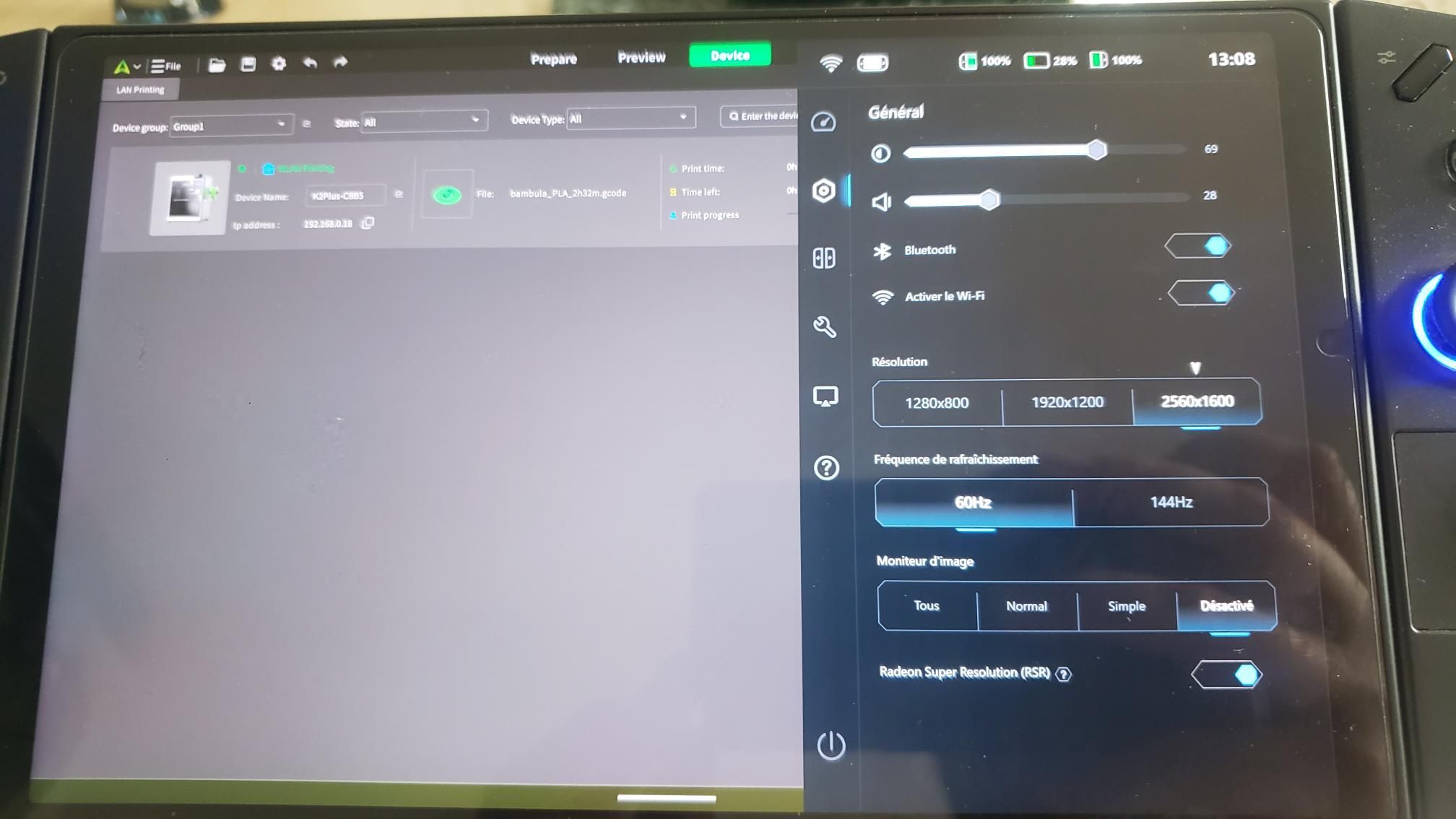
Pour vous expliquer le pourquoi je n'avais pas le bouton détail d'afficher : (Question de résolution de ma legion GO) En 1920x1200: En passant au natif : @MrMagounet Je tiens au courant, j'avoue que la bobine blanche a été malmenée entre l'arrachage du flanc et l'impression de la spool bleu, donc si ça passe, ça devrait être encouragent ! @pjtlivjy Pour continuer sur creality print Effectivement je suis repassé en Anglais, ça pique moins les yeux. J'avoue je suis pas partial sur le sujet, mais je voue une répulsion aux forks des fabricants.
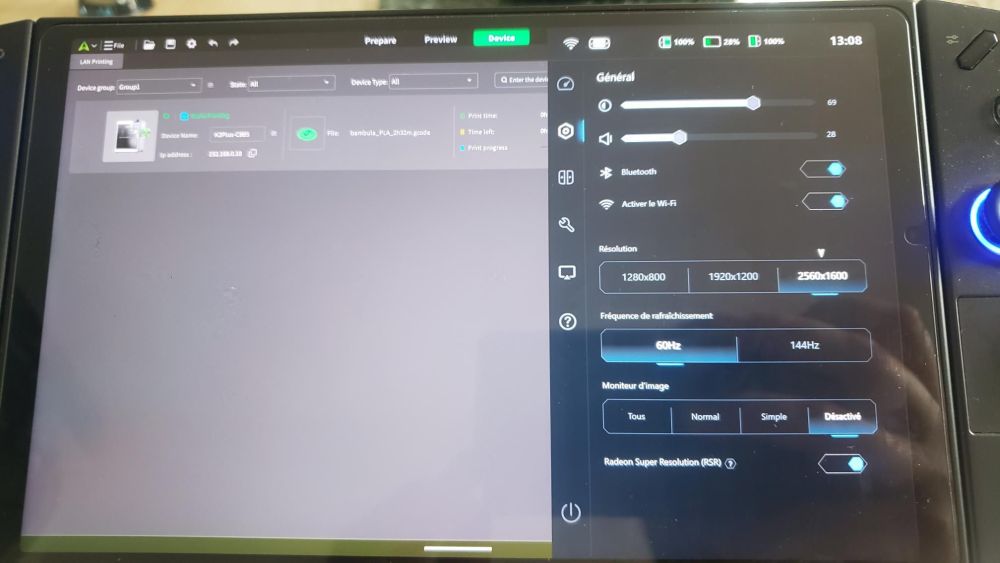
 1 point
1 point -
Je viens de tester sur ma 5M sous klipperMod. Je peux demander 130° max. Je suis monté jusqu'à 116°. Ça continuait à monter, mais je n'ai pas osé monter plus. Avec mon thermomètre, j'avais 109. Mais je pense que ce n'était qu'une question de temps pour que la plaque monte à la même température que la sonde du bed.
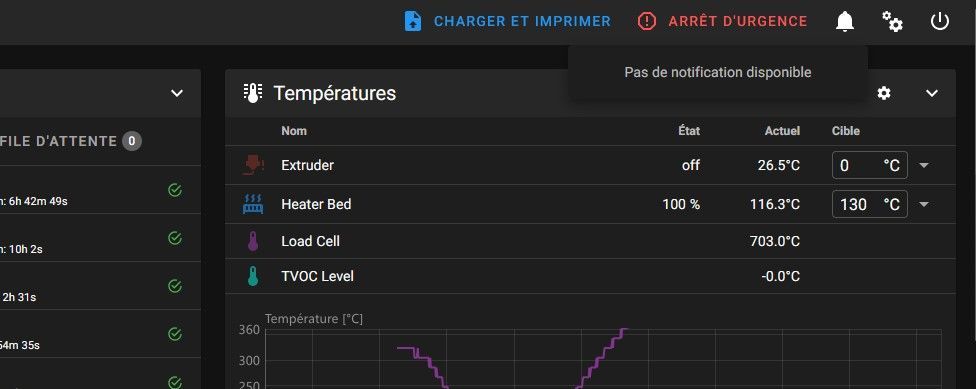
 1 point
1 point -
Hormis à vouloir utiliser à tout prix un graveur laser, je me demande si l'utilisation de papier transfert sur textile au fer à repasser n'est pas la solution la plus simple. Et en prime, on peut avoir plusieurs couleurs...1 point
-
on ne peut pas toujours avoir les chiffres du loto dans l'ordre1 point
-
c'est sur car il n'aurai pas ce petit sourire1 point
-
ça m'est déjà arrivé de prendre le fer à souder comme ça... et bien ça fait mal1 point
-
alors c'est trop facile @PPAC ... carrément évident ... ça coupe de cheveux pardi ok ==> je sors de toute évidence c'est un gars qui n'a pas froid aux yeux mais qui a chaud aux mains1 point
-
J'en profite, j'ai retrouvé une "image stock" que j'avais il me semble déjà posté sur le forum ... Source image https://www.alamyimages.fr/photo-image-jeune-homme-tenant-un-fer-a-souder-165498989.html Alors quel est le principal problème ?
 1 point
1 point -
je fais face à un problème assez répandu ... les journées ne font que 24 h et une fois les tâches obscures telles que la popote, le ravitaillement etc effectuées et les tâches incontournables telles que le travail, la famille réalisées, il ne me reste plus assez de temps et parfois d'énergie pour réaliser le million de projets auquel je pense1 point
-
tu me donneras la marque de la machine ou il faut taper au marteau dessus pour que je n'en achète jamais du coup le tournevis il sert à quoi ?1 point
-
ok donc ça n'est un ventile qui a un roulement qui s'use et qui fait plus de bruit à part remplacer le ventile en question par un ventile plus qualitatif, il tournera dès que tu imprimeras fais une photo du modèle que l'on voit si il existe un autre plus silencieux1 point
-
Par manque de temps j'ai changé la tête avec une nouvelle avec des buses bimétal et tout est rentré en ordre. Il faut juste que je trouve le temps de nettoyer l'ancienne. Merci pour vos aides1 point
-
Bonjour à tous, Projet 100% terminé, dispo ici: https://github.com/GuillaumeGTHB/Polaris-3D-Polar-Printer (et bientôt sous mes autres plateformes) Avec un petit logo sur l'écran: Voici une petite vidéo d'animation sur le montage : A bientôt
 1 point
1 point -
Les miens paraissent lisse également. Par contre le carton de la bobine offerte était tordu, et dans le cfs c'est une catastrophe. J'ai tenté d'arracher les flancs de la bobine pour passer un modèle refill de bambu mais diamètre trop petit du carton donc je vais tenter d'imprimer un modele adapté. Sinon je suis toujours très content, j'ai imprimé la lune aba-jour en lithographie avec un programme de bambu, 24h de print = resultat nickel !

 1 point
1 point -
Les « mots laids font les gens bêtes » ou « les mollets font les jambettes », zatiz ze kess ti on1 point
-
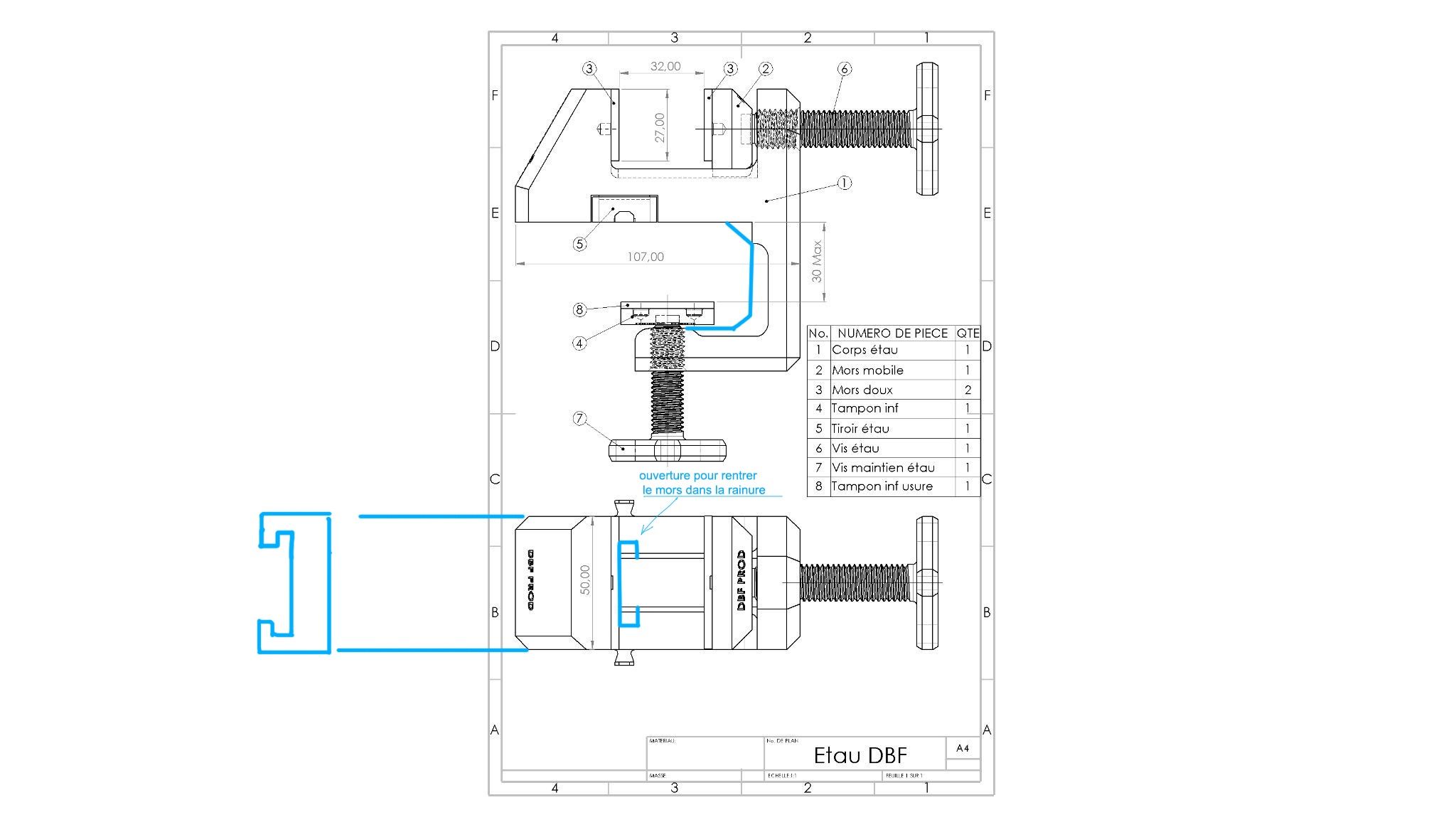
Et oui le triangle est le choix géométrique de toute structure qui demande une bonne résistance mécanique, c'est simple le triangle est indéformable le renvois d'effort y est plus équilibré, la charpente est les meilleur exemple, le ferraillage dans le béton etc... Tu peux quand même choisir le sens d'impression, les triangles visiblement sont toujours dans le sens du lit, après tu allonge le temps d'impression selon tes choix. En parlant de sens d'impression les visses sur l'étau je les ai imprimé à plat pour ne pas avoir un fil perpendiculaire à la visse ce qui la rendrait cassante. Bon le pas de vis est un peu moins propre avec les supports et c'est plus long à imprimer mais je pense que ça vaut le coup. J'ai gribouillé sur ton plan, comme dirait le doc ce n'est pas à l'échelle Tu peux faire une rainure qui retient le mors dans l'étau, et pour le rentrer tu laisse une ouverture ou tu peux même le programmer pour l'imprimer comme ça sans ouverture. Si ouverture tu peux la réaliser à la largeur du mors sans le pad en TPU comme ça une fois en place même à fond il ne sortira pas. Egalement j'ai dessiné plus de matière en dessous et des angles à 45°, tu pourrais même faire plus épais, bon après c'est pas un étau qui demande de supporter des contraintes comment dans un atelier de mécanique.
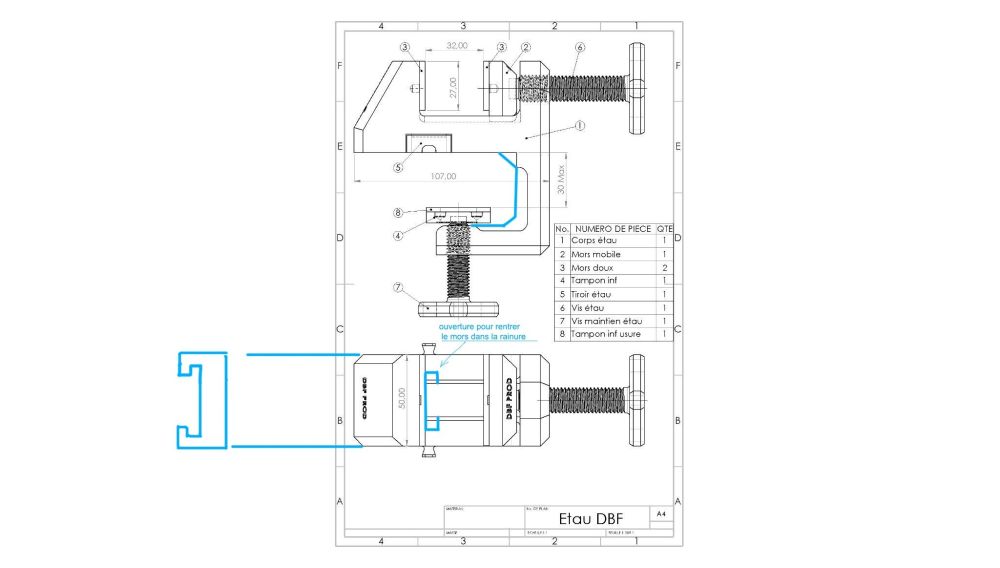 1 point
1 point -
J'ai refait des essais ce matin, avec certains paramètres (longueur 10mm, hauteur 5%, longueur du pas 0,1mm) l'écharpe est très nettement visible, en plus du bourrelet. Je suis revenu avec ((longueur 10mm, hauteur 0%, longueur du pas 1mm), l'écharpe a disparue (mais bien présente, visible à la loupe et avec un bon éclairage) mais toujours ce bourrelet, même en jouant avec "Rétracter au changement de couche" et/ou "Décalage en Z lors d'une rétraction"... Je laisse tomber pour le moment !


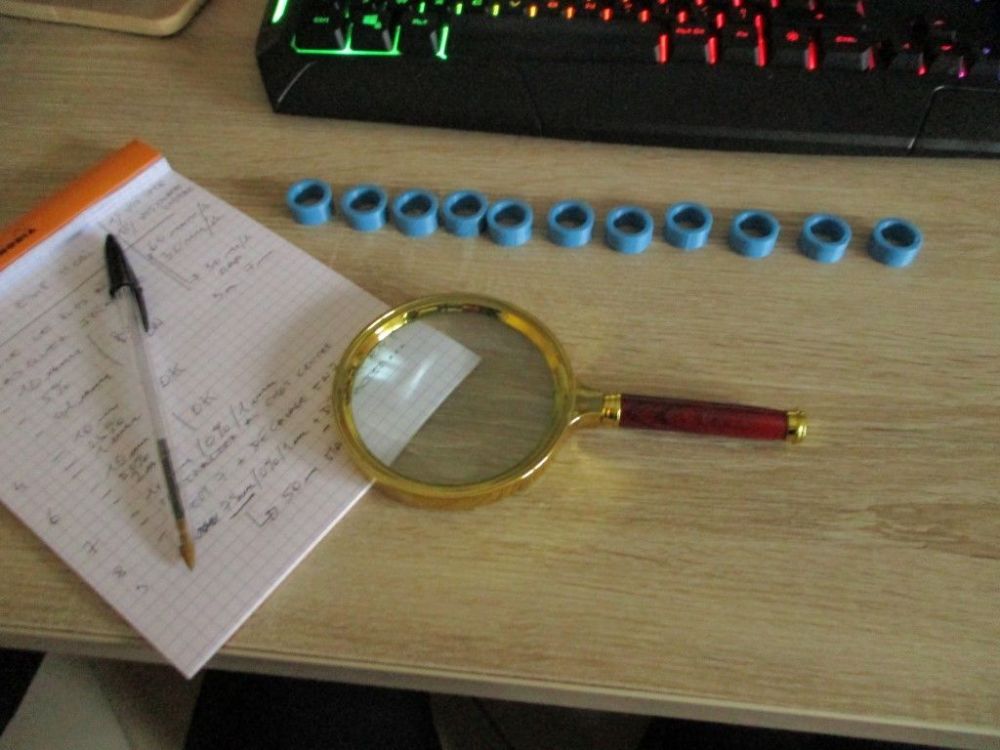 1 point
1 point -
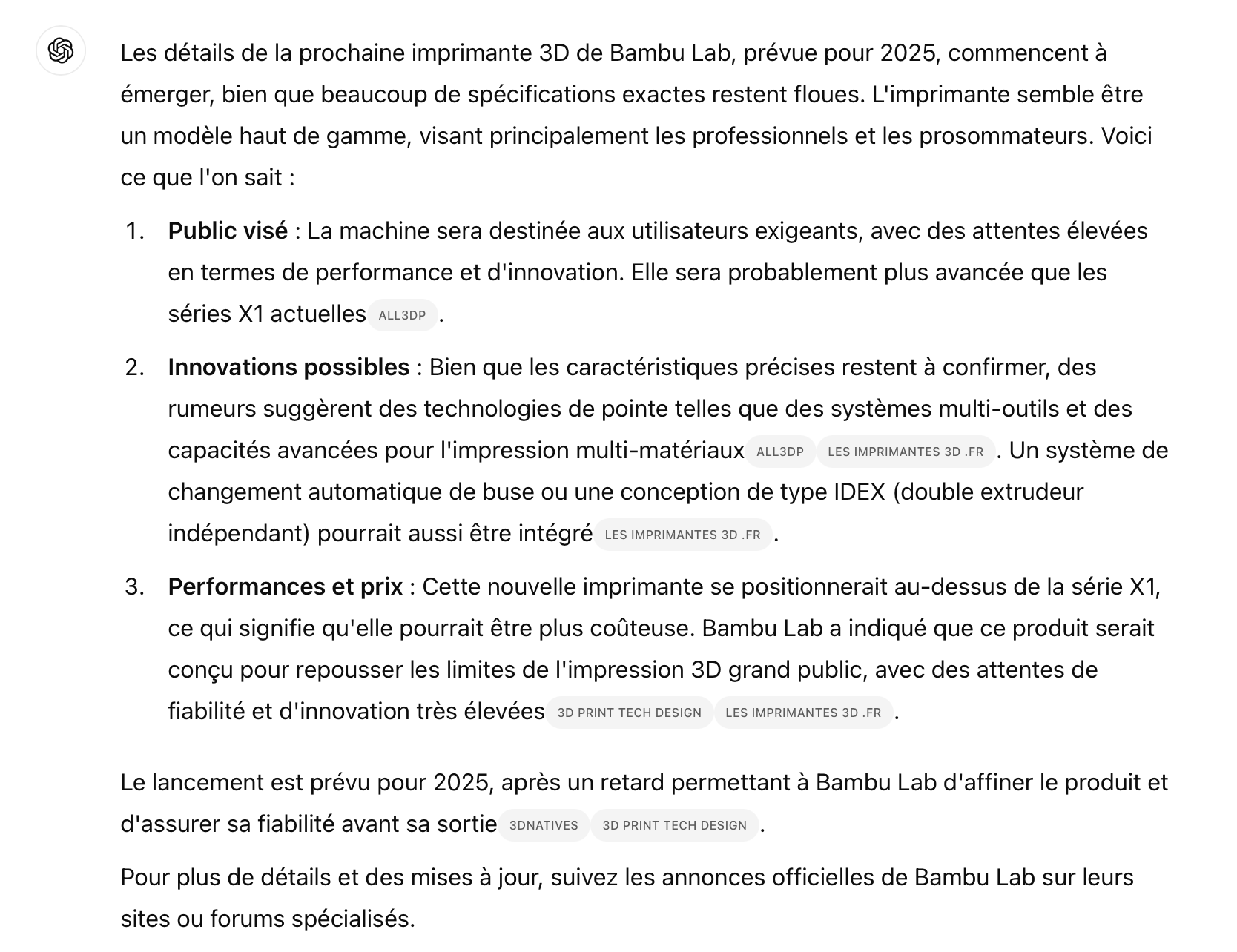
bon faute de certitude, j'ai fais appel à la science la question que j'ai posé à ChatGpt était : détails de la nouvelle imprimante 3D Bambulab la réponse a été : donc attention à ce que l'on raconte sur ce forum car chatgpt tient compte de nos bavardages ... donc si on écrit certaines choses peut être que Bambulab sera obligé de nous suivre
 1 point
1 point -
@Olivier 62 travaillant ce matin avec MeshLab, je m'aperçois qu'il traite également les fichiers e57 je te mets le lien à toute fin utile Meshlab1 point





















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)