
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/01/2025 Dans tous les contenus
-
J'pense que j'ai de quoi faire au niveau des cartons déjà

 4 points
4 points -
Non arrivé à ce niveau c'est carrément un musée du carton qu'il faut faire3 points
-
Le coup du sécheur de filament qui peut déshydrater des fruits c'est la "revanche" contre les appareils électroménagers détournés Bon après je ne sais pas si le jus de fruits et les odeurs c'est bien pour le sécheur3 points
-
Enfinnnnnn elle est arrivée. Un poids dingue. Heureusement Le livreur m'a aidé à la monter jusque devant chez moi. Elle est déballée et j'en suis aux check3 points
-
Je n'y crois pas, Créality m'a écouté.... (et sûrement bien d'autres utilisateurs ayant fait les mêmes remarques...) La version 6.0.2.1574, intègre désormais le zoom sur la pièce sélectionnée... ENFIN, je vais pouvoir passer à cette version et laisser tomber ma bonne vieille version 5....Mais je vais poursuivre mes investigations avant d'appuyer sur le bouton "désinstaller...." Maintenant reste aux ceusses utilisant le multicouleur de farfouiner plus en profondeur.3 points
-
Hello, Hier j'ai imprimé des "baguettes" d'environ 450x20x5mm sur la Prusa XL. Comme il fallait que je fasse deux fournées j'ai décollé la première avant refroidissement complet. Les baguettes étaient bien droites sauf qu'en refroidissant elles se sont cintrées. Pas de problème pour la seconde fournée que j'ai laissé refroidir complètement avant de décoller. Bêtement je me suis dit que j'allais décintrer la première fournée en la plaquant sur le plateau encore chaud de la seconde fournée, avec une bobine par dessus comme poids. Ca a fonctionné nickel. Sauf que... Les baguettes décintrées n'ont plus la bonne dimension ! Et oui ce que j'ai fait est équivalent à une recuisson, ça m'était carrément sorti de la tête. J'ai ressorti un vieille article pour voir les chiffres afin de confirmer mon problème => https://blog.prusa3d.com/fr/comment-ameliorer-vos-impressions-3d-avec-la-recuisson_31088/ Dans mes conditions (plateau à 60°C en refroidissement) j'ai perdu presque 2mm sur la plus grande longueur... Pourquoi je vous parle de ça ici ? Et bien lorsqu'on sèche nos bobines, est-ce qu'on est pas justement en train de faire un recuit qui change les dimensions (et propriétés) du filament ? Partant de ce constat, j'ai envie de dire que le mieux est de sécher une seule fois la bobine à l'ouverture, puis de la maintenir au frais et sec autant que possible, plutôt que de sécher avant chaque utilisation. Qu'en pensez vous ?3 points
-
+1 @3xkirax3 il faut être soit tout nouveau dans l'impression 3D et être de mauvaise humeur ou critiquer pour le plaisir, s'émerveiller des possibilités qui nous sont offertes reste une philosophie nous avons la chance de vivre une époque ou nous utilisons des trucs que l'on voyait enfant dans des films de science fiction p.s : on nous avait quand même dit qu'en l'an 2000, on se déplacerait en soucoupe volante (mais n'oublions pas qu'il y a eu un bug cette année là)3 points
-
Une authentification "forte" (d'une manière ou d'une autre) pour : associer son compte sur l'imprimante, ou mettre à jour le firmware, franchement çà me pose 0 soucis (et çà peut même avoir du sens dans un usage semi-publique, dans un labo, en entreprise, etc.). Par contre brider l'écosystème pour les impressions, c'est bof bof. Sachant que la solution "Bambu Connect" n'en n'est pas une : - déjà, çà fait un bordel en plus : on perd en simplicité - alors que c'était une force majeure de l'écosystème Bambu. Car ce composant (programme externe), il faut le maintenir/upgrader/retélécharger, çà tombera en panne de temps en temps, çà marchera pas sous linux pendant des mois (comme Bambu Studio pendant longtemps), etc. - comme évoqué ci-avant, çà a déjà été piraté et çà le sera toujours : en soi, çà ne résoud rien ! Ca décale juste d'un cran la "porte d'entrée" pour déclencher une impression ... les hackers ont reverse le binaire de Bambu Studio et extrait la clé privée (qu'il serait donc possible de réutiliser dans OrcaSlicer (avec le code qui va bien) pour envoyer directement (comme avant) sur les imprimantes, sans passer par Bambu Connect) Celà dit, et à contrario, on peut aussi comprendre que les utilisateurs n'ont qu'une vue partielle (Bambu parle d'avoir subi des attaques DDOS (sur la partie cloud celà dit), ils ont peut-être aussi certaines raisons / motivations invisibles pour l'utilisateur lambda. Mais bref la bonne manière de faire c'était probablement un paramètre : "open bar" ou "sécurité renforcée". Pour le quidam moyen, "open bar" en LAN local allait très bien (et OrcaSlicer fonctionnait comme aujourd'hui), pour les cas particuliers (fablab, ...), choix de renforcer la sécurité (peut-être en créant/injectant sa propre clé privée/public, d'ailleurs, tant dans l'imprimante que dans Bambu Connect) et c'était réglé.3 points
-
Vous trouvez que le xTool F1 est trop cher ? Alors choisissez la version allégée en matière grasse xTool F1 Lite qui supprime le laser infrarouge de 2W pour ne conserver que le laser à diode de 10W. C'est le plus polyvalent pour travailler le bois, matériau le plus courant en gravure et découpe laser de la clientèle ciblée. tldr : le F1 Lite est un F1 sans le laser IR 2W. Son prix baisse à 839 €, ce qui fait une belle différence avec le tarif actuel du F1 chez xTool (1300 €). On peut même encore baisser le prix en s'inscrivant au "programme auto entrepreneur". Page produit du site xTool https://li3d.fr/xToolF1Lite-XTO Notre page pour le F1 Lite https://www.lesimprimantes3d.fr/comparateur/graveur-laser-cnc/xtool/f1-lite/
 2 points
2 points -
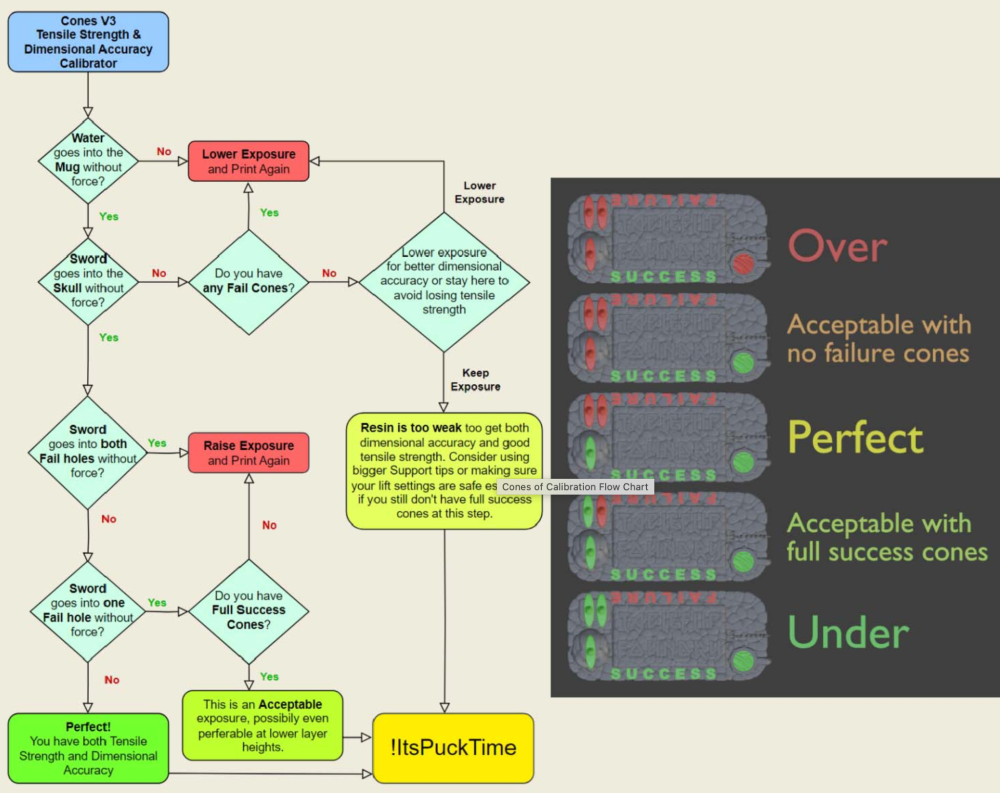
Tu ne trouveras jamais un test magique qui te dit si ce que tu fais est parfait ou non. Tu doit absolument interpréter les résultats que tu vois visuellement. En effet, j'ai remarqué qu'il y a une nouvelle version des cones de calibration ici https://www.tableflipfoundry.com/3d-printing/the-cones-of-calibration-v3/ Ce test te permettra d’interpréter à la fois le temps d'exposition et la vitesse de ton plateau. Il faut que tu lises la documentations qui détaille comment interpréter ce que tu vois sur la pièce imprimée. Exemple : si les détails sont trop grossiers c'est que tu est certainement sur exposé, et à l'inverse, si les détails sont trop fins, tu es peut être sous exposé. Il faut relancer plusieurs tests en augmentant ou diminuant, d'abord de 0,5 voir 1 seconde, et puis après tu peux affiner de 0,1 en 0,1. Pour ce qui est de la vitesse de mouvement du plateau, cela correspond a la partie "cone" sur le test, qui te permet justement de connaitre cette force de tension. Je ne me souviens plus de la documentation, mais je t'invite à la lire, tout y est expliqué. Et encore une fois pour compléter, la doc de J3D tech t'aidera grandement dans ta compréhension de ces deux paramètres que sont l'exposition et la vitesse de déplacement de ton plateau. De plus, il faut que la température sous ta cloche soit au minimum du minimum de 20 degrés, ça t'évitera tous problèmes qui pourront fausser tes résultats et te brouiller encore plus. Dans l'idéal, 25 degrés c'est super, et le mini chauffage elegoo te permet ça2 points
-
Oui c'est la sv06 plus qui est en 1mm. J'ai prévu une 0.8 pour la P1S. Je fais principalement des pièces non décoratives, donc la vitesse d'impression et la solidité m'intéresse plus que l'esthétique. Bien que je passerais peut être aussi la SV06 Plus en 0.8 car la chauffe souffre un peu en 1mm : Elle a un peu de mal à suivre surtout que je suis à 0.5 pour les couches. Par contre en 1mm mode vase donne des pièces franchement pas mal niveau résistance, bien loin du chewing-gum en 0.4mm. J'ai fait des entonnoirs, en 0.4 faut vraiment être délicat et c'est ok pour des choses légères, mais en 1 mm c'est vraiment sympa et utilisable sans trop d'arrière pensées.2 points
-
Pour ceux qui veulent déconnecter leur imprimante du cloud, comme moi qui l'utilise jamais ni Bambu Studio avec ma petit Bambu A1mini. https://www.reddit.com/r/BambuLab/comments/1i4vp5i/lan_mode_with_live_view_remote_monitoringcontrol/2 points
-
@PierreR63 Après l'allumage, elle effectue toujours un calibrage du bed même si tu ne le demande pas, mais cela ne se reproduit pas pour les impressions suivantes tant que tu ne l'éteins pas. J'ai lu quelque part qu'elle ne conserve pas les paramètres de calibrage lorsque tu l'éteins.2 points
-
clairement le volume qui m'a décidé, non pas que j'imprime souvent des pieces de 35x35x35 mais c'est pratique parfois d'imprimer une piece un peu longue sans devoir la couper et là ben le choix se réduit vite...2 points
-
@Funboard29 parlait de gogos danseurs, ceux qui animent, qui créer l'ambiance on est tous des gogos quand ça n'est pas avec notre imprimante, c'est avec notre smartphone ou notre ordinateur j'en suis même rendu à parler avec mon robot cuisine et à obéir aux directives de ma voiture ... c'est dire2 points
-
Salut L'option hauteur de couches adaptative passe en 0,20 essentiellement au niveau du marquage et du logo Bambu Lab. Perso j'imprimerai ce modèle en 0,28. Je ne pense pas que la qualité soit très dégradée pour ce genre de pièce A+ JC2 points
-
"Bug fixed by editor", comme on dit du coté de la Garenne Bezon. Il s'agissait bien d'une erreur de firmware, qui affecte toutes les versions 3.1.3, dixit flashforge correctif poussé dans la nuit du 19 au 20 janvier, on peut considérer que les inciclos sont dent Zen2 points
-
hypothèse malheureusement réaliste !!!2 points
-
Je ne me considère pas comme un gogo et encore moins de m'être fait entuber Mais les haters vont avec le succès je comprends2 points
-
Ho ! La belle collection de cartons ! J'ai quelques doubles, si tu en as aussi en doubles, on peut faire des échanges pour compléter nos collections2 points
-
Si l'annonce était qu'avec des équipement tiers on perdait en partie voir totalement la garantie, ça aurait été légitime. Si l'annonce était que désormais pour chaque outil tiers souhaitant mener des actions risquée, alors l'utilisateur devrait confirmer l'autorisation, ça aurait été légitime. Si l'annonce était que désormais l'api publique (cloud) était réservée à Bambu pour des raisons de sécu ça aurait été légitime. Mais là ils nous interdisent, même au seins de notre propriété privée (notre LAN) d'accéder à la machine sans passer par leur cloud, et avoir leur accord. L'utilisateur devient un locataire. Aujourd'hui l'api, demain les bobines tiers, et apres du pay-to-print. innacceptable.2 points
-
La résolution de finir de monter la Voron 2.4 cette année... Pis entre deux acheter une Q1Pro pour les filaments tech J'ai encore beaucoup de bizarrerie a montrer au forum Tient, j'ai fais le contraire, j'ai pris 2 P1S, et la suis en passe d'avoir la A1 Mini2 points
-
Mon premier Hueforge Loup PLA Noir, Blanc, Rouge (Amazon basic) et Gris (un reste ...) Imprimé sur ma nouvelle plaque Smooth (Aliex...)
.thumb.jpg.50072b1fc5d4b64ec1a50db4c9565839.jpg)
.thumb.jpg.322d721ae48cfd0d1f733f30387ec2fc.jpg) 2 points
2 points -
Mon dernier post sur le sujet était dimanche dernier... Depuis, pas mal de choses ont avancé... D'abord les arches étaient non marquées sur la carrosserie... J'ai fait un outil (que je pense pouvoir améliorer pour la prochaine fois)... Le principe est simple ! marquer, percer, fixer, couper en suivant la ligne. Et le résultat est une arche presque parfaite et facile à couper. Petite note pour la prochaine fos : réduire le gap pour la lame car 1mm c'est trop large... Au départ je pensais ne pas mettre d'aileron ni d'arceau... Mais cette carrosserie est hautement inspirée de la Ferrari 333 SP, et chaque fois que je passais devant, je me disais qu'il manquait un truc... Je devais faire quelque chose. L'arceau a été imprimé en TPU La première version de l'aileron tendait à tomber vers l'arrière, donc je devais trouver une façon de maintenir la position. L'aileron est imprimé en TPU donc il ne cassera pas en cas de retournement... J'ai ajouté deux pièces pour fixer la position des parties latérales de l'aileron, fixées au sommet du support de leds... L'arceau est fixé avec des vis/écrous sur la carrosserie... Il me restera à faire la peinture et trouver un pilote...2 points
-
@DataPocalypse on est sur un forum gratuit (gratuit pour nous, mais faut bien payer l'hébergement, ndd, etc ...) ... si on veut pas de pub, liens d'affiliation, on cotise1 point
-
tu as aussi @Hedd Action qui fait un apprêt que je commence à utiliser depuis quelques mois seulement et qui semble très bien, le prix étant par contre très attractif1 point
-
Effectivement, merci pour les photos. Je pense que la température de ta buse est pas adaptée à ton PLA par rapport à la vitesse. As-tu imprimé une tour de température pour ce PLA ? Quelle vitesse/température utilise tu ? Ou alors ton PLA est chargé en humidité. Car même sur tes parties, "bien imprimés", on peut obtenir beaucoup mieux.1 point
-
nouvelle version de crealityprint pour @MrMagounet
 1 point
1 point -
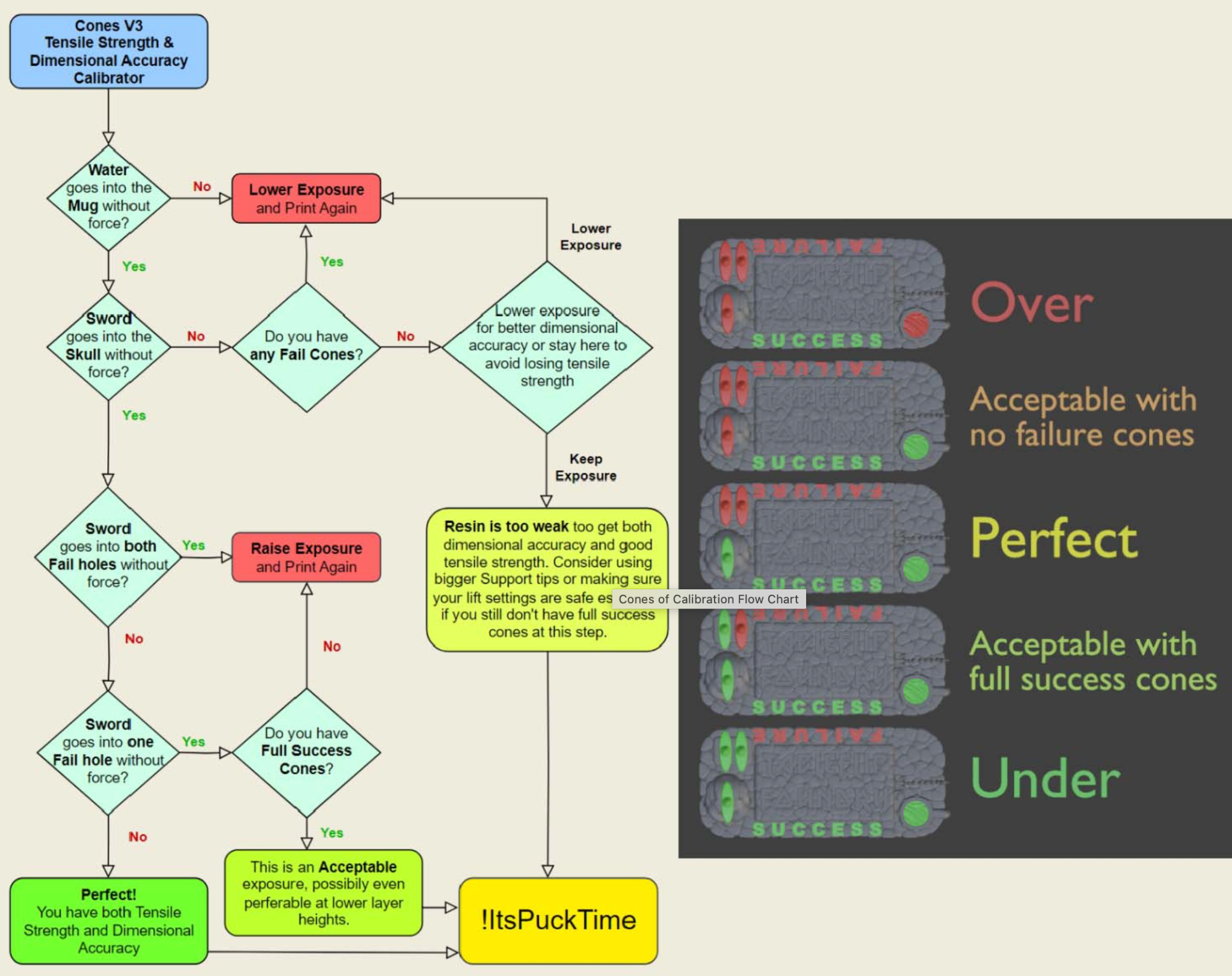
Super ce schéma, je ne savais même pas qu'il existait ! merci @pjtlivjy ! En lisant le schéma, je remarque une info importante que j'ai aussi oublié de mentionner. Concernant ces fameuses forces de tension / résistances à la tension, certaines résines ne te permettent tout simplement pas d'avoir tous les cônes, ce qui est ok ! c'est du à la composition de la résine, c'est comme ça. Personnellement avec la résine elegoo, je n'arrivais pas à avoir tous les cônes, même en réduisant la vitesse du plateau, mais ce n'est pas grave, car dans mon utilisation, je ne vais jamais aussi finement dans le détail et ça me suffit amplement. J'ai préféré aller plus vite donc avec une vitesse de plateau plus importante, car je sais que je ne vais jamais aussi loin en terme de nécessité de précision (je n'ai jamais des supports supers supers fins à imprimer en bref)Mes impressions de figurines actuelles ne m'ont jamais posé de soucis (The maker cult, AlpineWeiss3D...).1 point
-
@austra en complément du message de @Cooper sur le lien qu'il te propose tu trouves cet organigramme qu'il suffit de suivre jusqu'à l'obtention de la configuration Perfect à droite en Jaune
 1 point
1 point -
Non c'est vrai, mais je n'avais pas forcément tellement de points de comparaison, je n'imprimais plus qu'en 1mm. Avec l'arrivée de la P1S, j'ai renoué avec la buse de 0.4, mais vu sa vitesse d'impression, les temps d'impression n'explosent pas pour autant ! D'où mon envie de tester la 0.8 dessus ... Ah si, tu me diras que je dis une bêtise : j'ai toujours ma Mega-S qui me sert toujours de temps à autre et qui est toujours en buse acier trempé de 0.4 ... notamment et paradoxalement ... pour le TPU ! Alors qu'on dit toujours qu'il faut une direct-drive pour imprimer du TPU et que tu entends souvent dire qu'en Bowden c'est mission impossible, bah elle les fait mentir ! elle s'en sort superbement ; même quand il y a des rétractions (et pas des rétractations, si si j'ai bien tout lu le topic !)1 point
-
Le dernier firmware de creality sur la K2 Plus va plus loin encore si tu deja fait un bed mesh du plateau depuis son démarrage les prochains print même si tu coches la case calibration ne viendra palper que la zone du plateau ou seront imprimer les objets et pas le plateau complet.1 point
-
J'ai passé au moins 90% de mon temps hors travail la semaine dernière sur cette histoire de slicer, ça fait un bon paquet d'heures. Donc là stop. Pas de souci je n'y manquerais pas1 point
-
As-tu essayé de faire une tour de calibration de température pour déterminer avec tes réglages actuels la températures d'impression qui correspond le mieux à ta machine avec ce filament ? Comme décrit dans cet article par exemple https://eolasprints.com/fr-fr/blogs/impression-3d-avancee/torre-de-temperature-impression-3d?srsltid=AfmBOor9sY9qSbjizHavHjVQFpeJbRf5c51QFV6UDUjiq88icbBtqhNK1 point
-
Je vais retester.1 point
-
Je suppose donc que la k1c avait une sauvegarde de son mesh1 point
-
C'est beaucoup trop compliqué pour moi, je vais remiser l'imprimante au grenier ou elle était. Cura a beaucoup trop de bug et est inutilisable.1 point
-
@MrMagounet je viens de discuter avec mon épouse qui est informaticienne. Je lui ai parlé de mô hésitation et elle a eu une très bonne reflexion : elle préfère des maladies de jeunesse réparable, à une imprimante en fin de vie commerciale, donc potentiellement un risque à se procurer le matériel en cas de pépin. Elle n’à pas tout à fait tort. Je vais commander une k2 et on verra. D’autant plus que le k2 me coûtera le prix de la bambulab (je viens de recevoir un bon de 5% sur le site creality). Merci pour cet échange très intéressant et éclairant.1 point
-
tout dépend si l'option a été coché ou décoché bien sûr mais la remarque de @Galactic est fondé au re démarrage, il faut bien qu'il fasse un palpage sauf si on a programmé la sauvergarde du mesh dans le printer config ainsi que son rechargement1 point
-
En effet, je rejoins @pjtlivjy. De mon côté j'ai en effet un pied à coulisse qui m'a permis cela, sinon je te redirige vers le test des "cônes de calibration" ou le test de chez Xp finder. J3d tech on également fait une belle documentation pour les bases de l'impression 3D résine (en anglais)1 point
-
bonsoir, et merci a vous deux, je va bonsoir, et merci a vous deux, je vais faire quelque essai avec une exposition plus basse pour la partie normal. mais c'est vrai que je pensait que c'étais beaucoup plus simple que ça . pas juste a suivre un fichier Excel pour les réglages et quelque modification légères ,pas que ce soit aussi précis.1 point
-
puisses tu dire vrai et si cela devait arriver alors toute cela aura été au final très bénéfique perso j'espères un système tournant sur toutes imprimantes ouvertes avec un vrai Klipper1 point
-
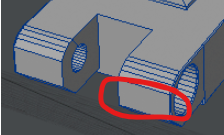
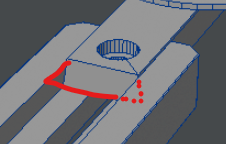
Comme mes camarades, pour l'épaisseur des couches je respecte une règle de max 3/4 du diamètre de la buse. Donc 0.3 avec une buse de 0.4 et 0.6 avec une buse de 0.8 mm. Perso j'aime bien les couches plus épaisses, car ça me donne des pièces plus facilement solides (j'imprime en standard avec une buse de 1mm et des couches de 0.5). La liaison inter couches étant souvent le point faible ! D'ailleurs quand je dessine et imprime une pièce, j'essaie de ne pas oublier le principe de l'impression 3D. Quand je vois tes trous sur l'avant de ta pièce (bas à gauche), cela peut être un gros point de faiblesse si tu imprimes tel que présenté. Car les couches seront un tout petit morceaux à cet endroit. et ensuite, au lieu de faire supporter tout les efforts à ton vissage pour le verrouillage de la coulisse, tu peux partir sur quelque chose de trapézoïdale. Ca évite aussi que la partie qui coulisse puisse se tordre vers les haut. Mais ça dépend des efforts que ça doit supporter bien entendu.
 1 point
1 point -
oui, mais quand ils mettront en place leur canal sécurisé, faudra passer par bambuconnect et si on en veut pas, on ne pourra pas communiquer avec le SAV comme avant ... je me trompe peut-être, mais je comprends ça comme ça1 point
-
Je déterre un peu car c'est un sujet impression 3D alimentaire qui m'intéresse et du peu que j'ai appris ça pose problème. En fait la matière première peut être alimentaire mais comme on la transforme nous même il est impossible de certifier les conditions de transformation de cette matière. Et d'après ce que j'ai entendu ensuite (corrigez moi si je me trompe) le filament serait un peu mélangé avec des produits permettant l'impression. C'est complexe du coup... Sur le plan nutrition attention, boire un jus d'orange le matin est équivalent à boire du soda. Les quantités de sucre sont très élevées dans les agrumes c'est d'autant plus néfaste lorsque l'on est à jeun. La solution est peut être de manger les fruits entier, le jus c'est surtout du sucre et de l'eau...1 point
-
Oui ! Bingo ! C'est bien une Creality K1 ! que j'ai donc gagné lors du "Submit Print Settings to Win a K2 Plus 3D Printer" sur Creality Cloud https://www.crealitycloud.com/post-detail/67330118655e4517bf1b1416 ( ils viennent juste de lancer un second concours du même genre )

 1 point
1 point -
Et non. Mais tu as le nez fin, car c'est un gain d'un concours, où je n'ai pas eu le premier prix qui lui était une imprimante avec un système multifilament.1 point
-
Là, on est d'accord .. J'ai acheté une A1 Mini, et c'est précisément pour cela que je ne suis pas d'accord avec ce qui se passe. Bambu change les règles du jeu sous prétexte de sécurité, mais personne n'est dupe. Ce n'était pas mentionné dans le contrat que Bambu pouvait, théoriquement, couper l'accès à mon imprimante, qui, au final, ne m'appartient même plus entièrement. Je grossis le trait à dessein, mais il est important de comprendre que ce n'est pas parce que des entreprises comme Google, Microsoft, et d'autres se permettent des actions discutables qu'il faut baisser les bras. Au contraire, c'est précisément parce que nous avons été avertis, que nous savons clairement où cela peut mener, qu'il est essentiel de ne pas laisser ces pratiques se normaliser. C'est par notre passivité que ces entreprises peuvent nous passer la corde cou. Parce qu'à ce rythme, dans quelque temps nous seront locataire sous contrat de tout, y compris de notre propre corps.1 point
-
Bonjour, Je suis Sylvain, gérant du site Filimprimante3D (dont il n’est pas question ici ). Dans le cadre d’un nouveau service (dont il n’est pas question ici non plus ), j’ai développé un outil de sélection des matériaux 3D, ou plus précisément pour le moment, un outil de sélection de filaments pour l’impression 3D. Cet outil en ligne se trouve ici : https://www.f3dpro.fr/outils/sm/guide-selection-materiau.php L’idée est de guider vers le choix du plastique le plus approprié à travers une série de réponses à des questions fermées. J’aimerais savoir ce que vous en pensez ? Cela vous parait-il utile ? (pensez aux débutants que vous n’êtes sans doute plus ! ) Voyez-vous des bugs ? Des incohérences ? Des manques ? Pour les connaisseurs, cet outil peut peut-être paraître simplificateur. Mais je pense que cela met en place une démarche qui peut être intéressante pour les non connaisseurs. Quand pensez-vous ? Je suis preneur de toute remarque constructive. A bientôt ! Sylvain1 point
-
bonjour a tous, je débarque sur le forum pour tenter d aider sur le sujet personnellement, j essaierais une méthode plus simple. J utilise un laser de 10w et lasergrbl comme interface. Mon idee pour une planche d etiquette. Sur ton logiciel de dessin, defini un cadre ( indispensable si tu dois ajouter des elements en plusieurs fois) par exemple 210x297 a4, place toutes tes variétés etou etou Une fois dans l interface de grbl tu peux definir la taille de la gravure, il suffit de definir 210x297. c est la que le travail de placement commence. Allume le lasr avec le bouton 'focus;' puis place le dans l angle de ta feuille au meme endroit que sur le dessin. Si ta cnc n est pas oriente irl comme sur ton ecran, pense a faire un 'jog' sur le dessin ( ca fait technique mais ca veut juste dire double clic sur le dessin, pas tres loin de l origine de preference et le laser va se deplacer seul dans la direction) ca permet de s assurer de l orientation de ton dessin deplace ton laser a la main pour le pointer sur l origine ou si tu preferes les fleches a cote de la maison, tu peux regler leur pas avec les curseurs (ouais parce que des fois on veut avancer d 1 mm pis le laser par en butee a 30cm, les mains c est vachement bien en fait) Pour t assurer d etre bien tu peux toujours faire un 'frame', c est a dire le contour de l image et le bon plan eventuellement est de faire ton cadre blanc pour eviter que le laser ne decoupe le contour en 1er et que le ventilo souffle tes pieces au pire si tu ne fait pas la planche en 1 coup ca ne change rien, sur ton interface t as une petite croix , focus et place soit le laser, soit tes etiquettes au bon endroit cet avertissement est surement inutile mais les plastique choler en brulant detruisent la lentille du laser, j imagine que ton support est adapte mais bon des fois on ne fait pas gaffe j espere etre clair et utile1 point
















.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)

.jpg.be7e74dae6280e285e21a890db56dafb.jpg)
.jpg.edb3f2d16b622ad771f2a7fc99513e13.jpg)



.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)






