Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/01/2025 Dans tous les contenus
-
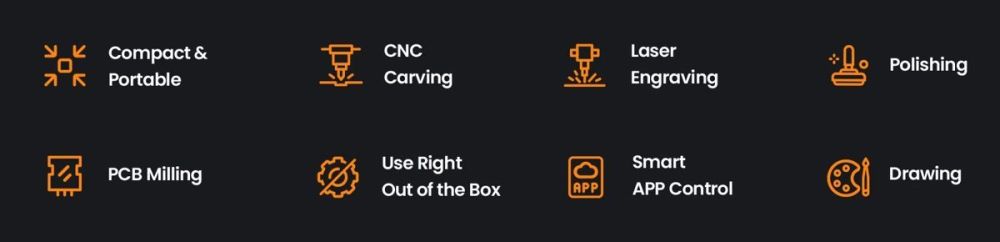
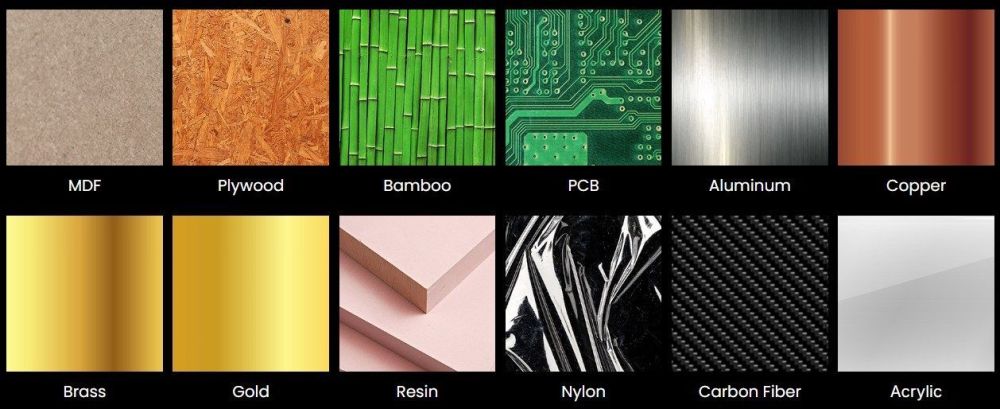
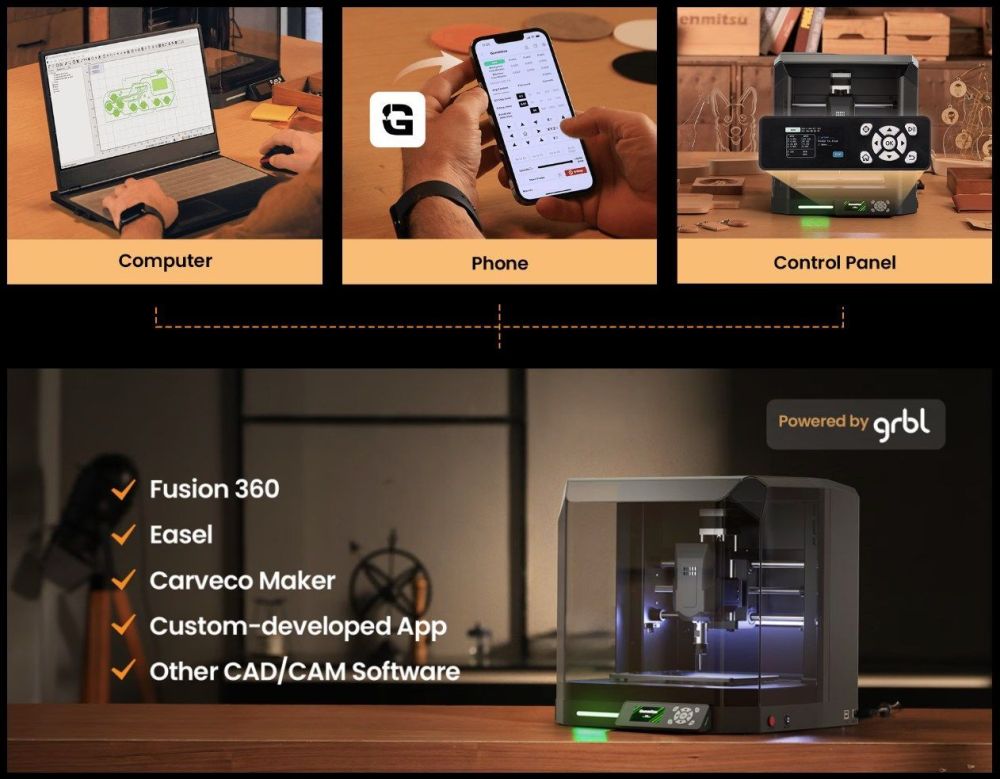
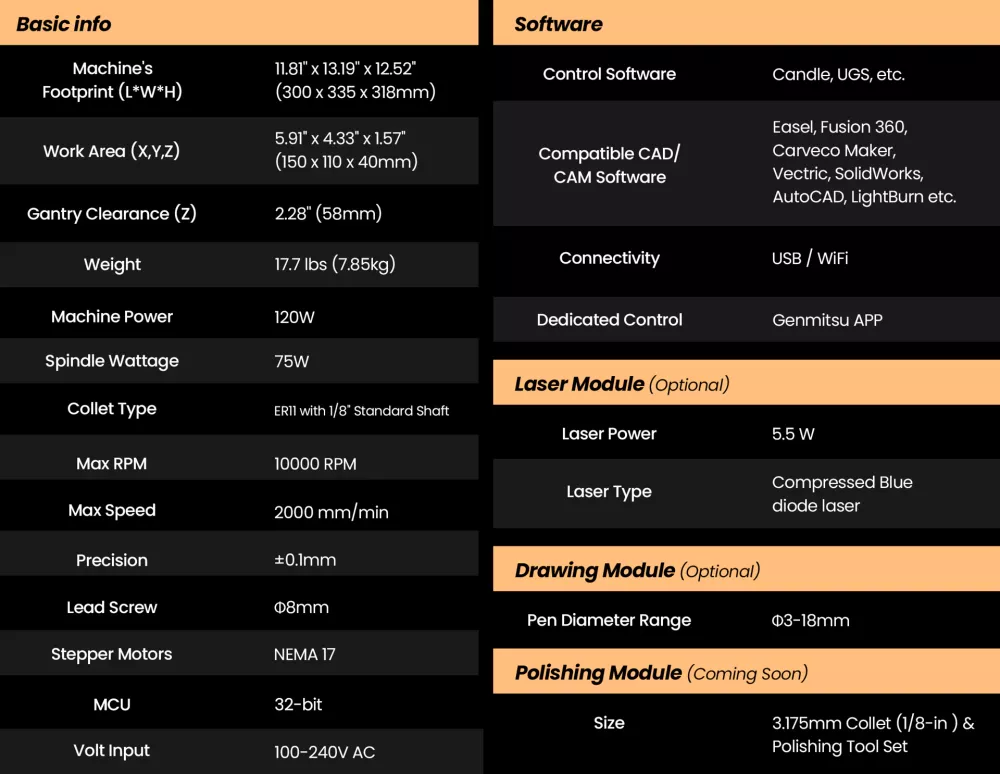
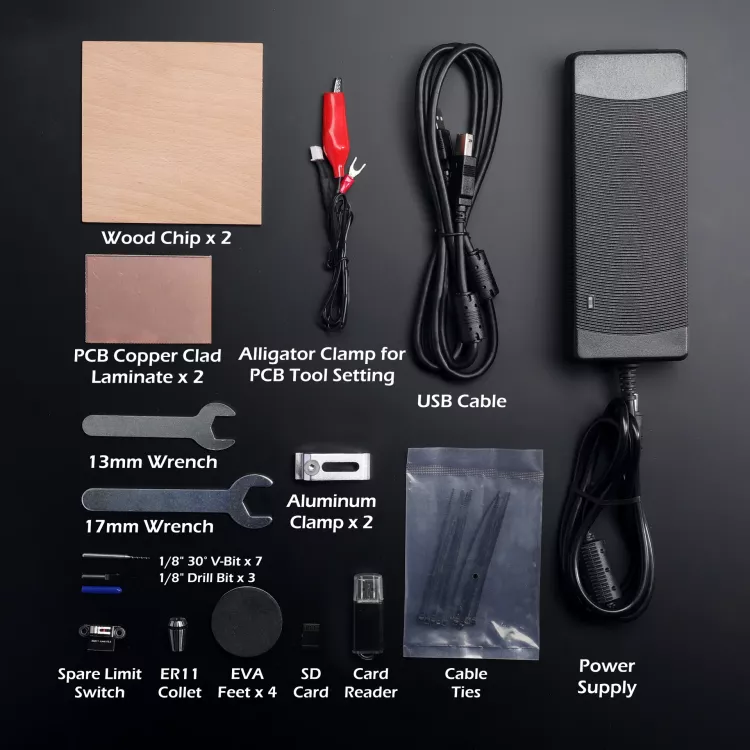
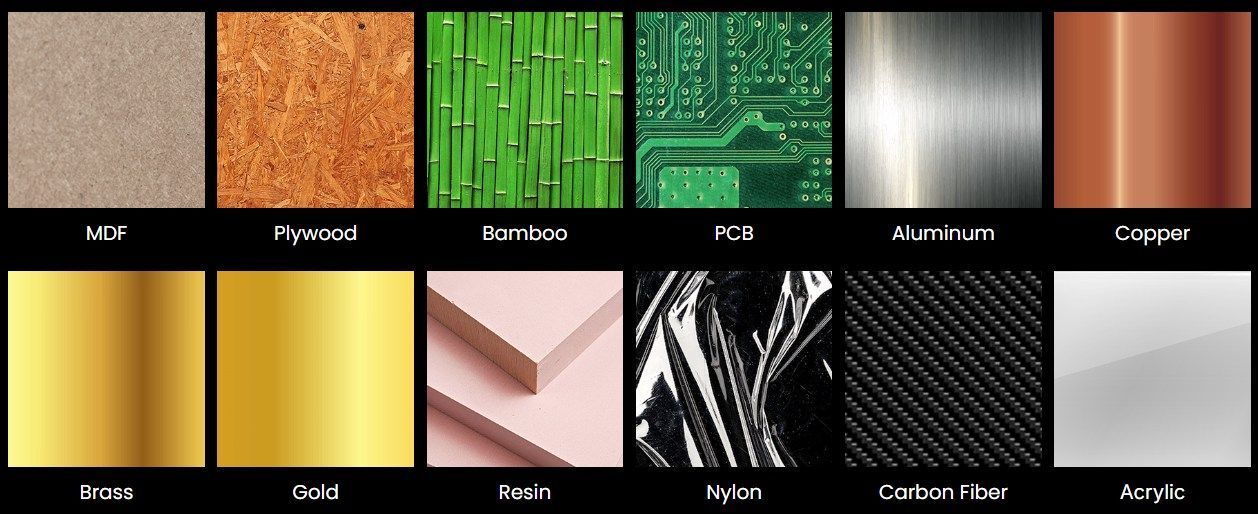
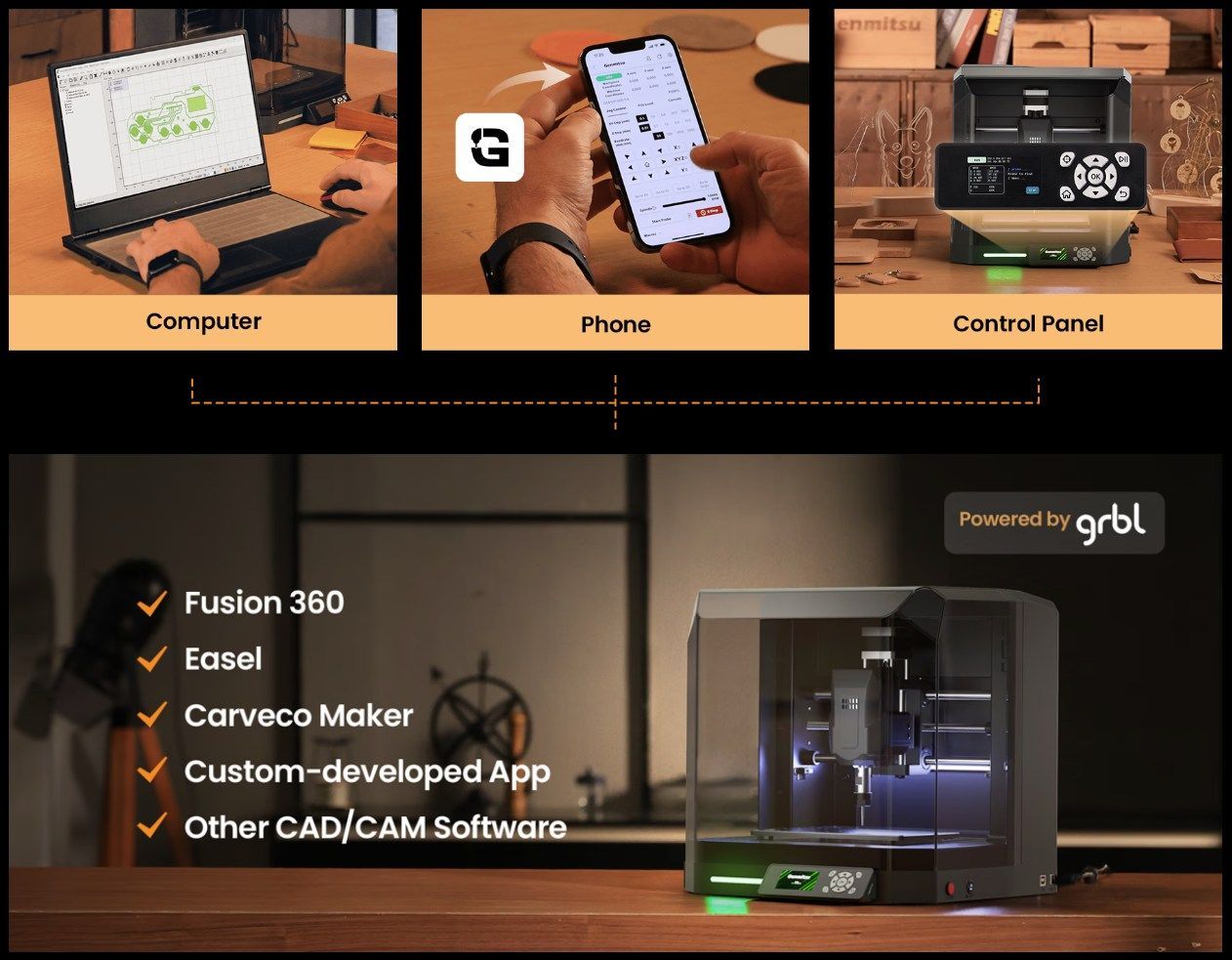
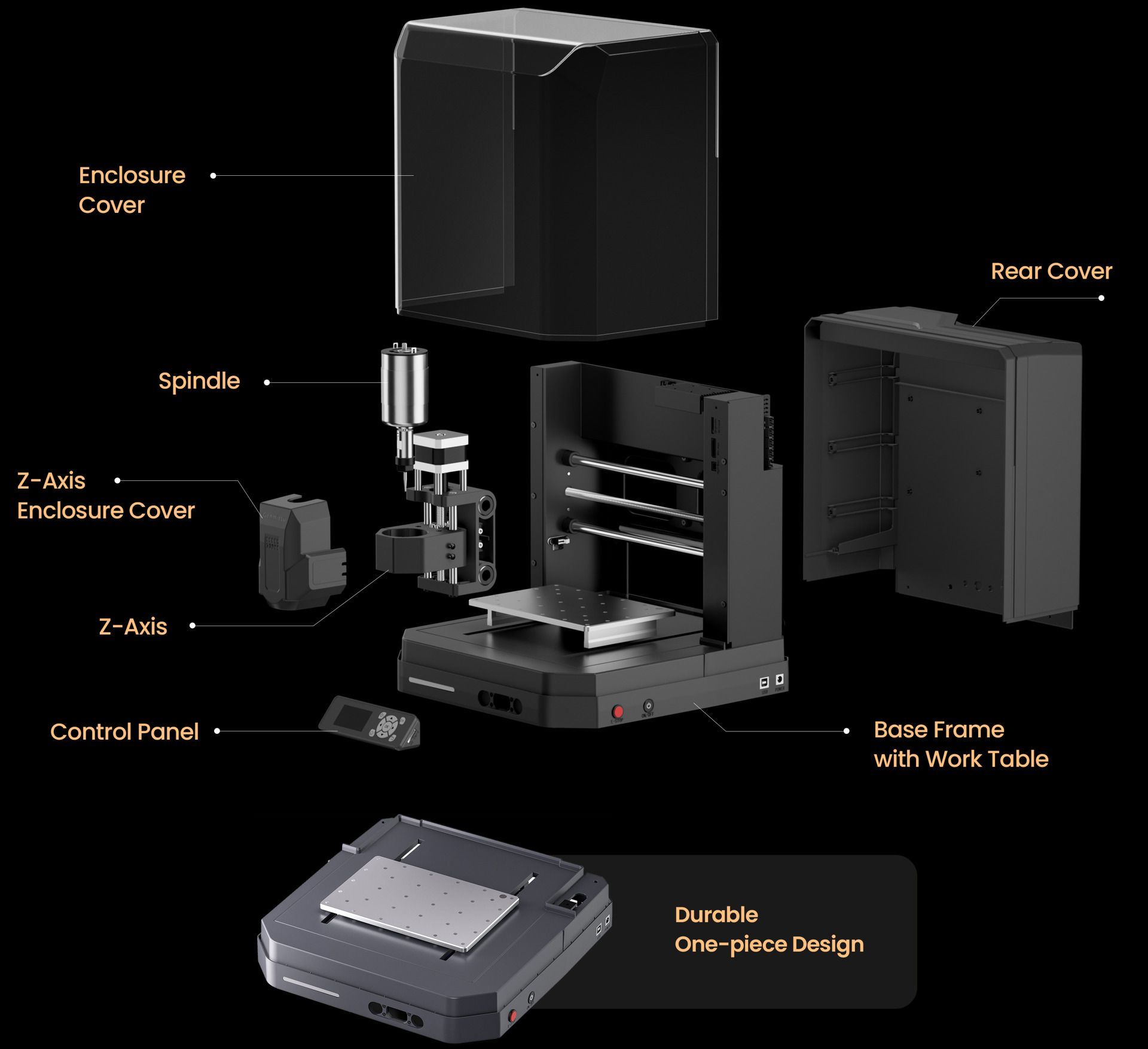
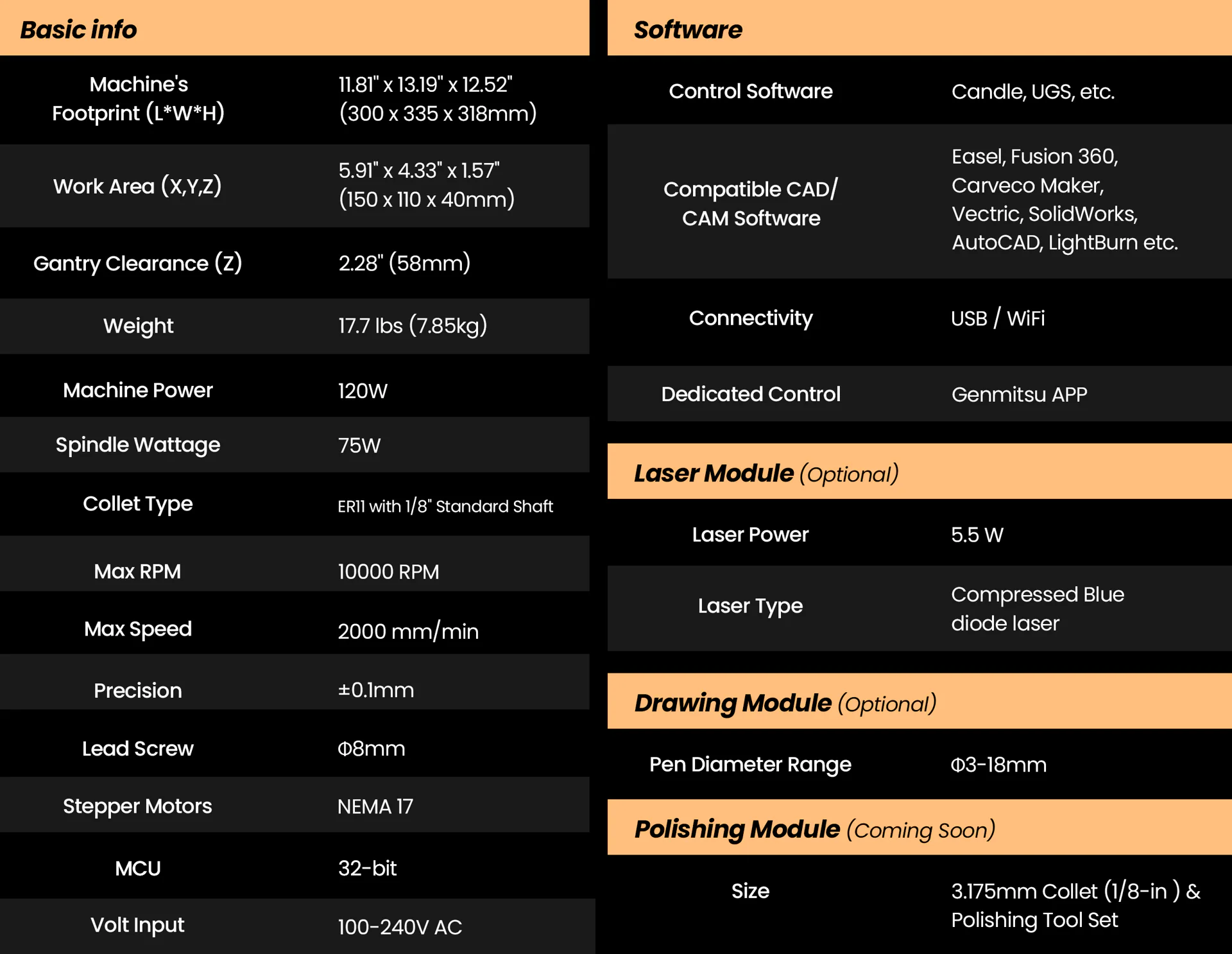
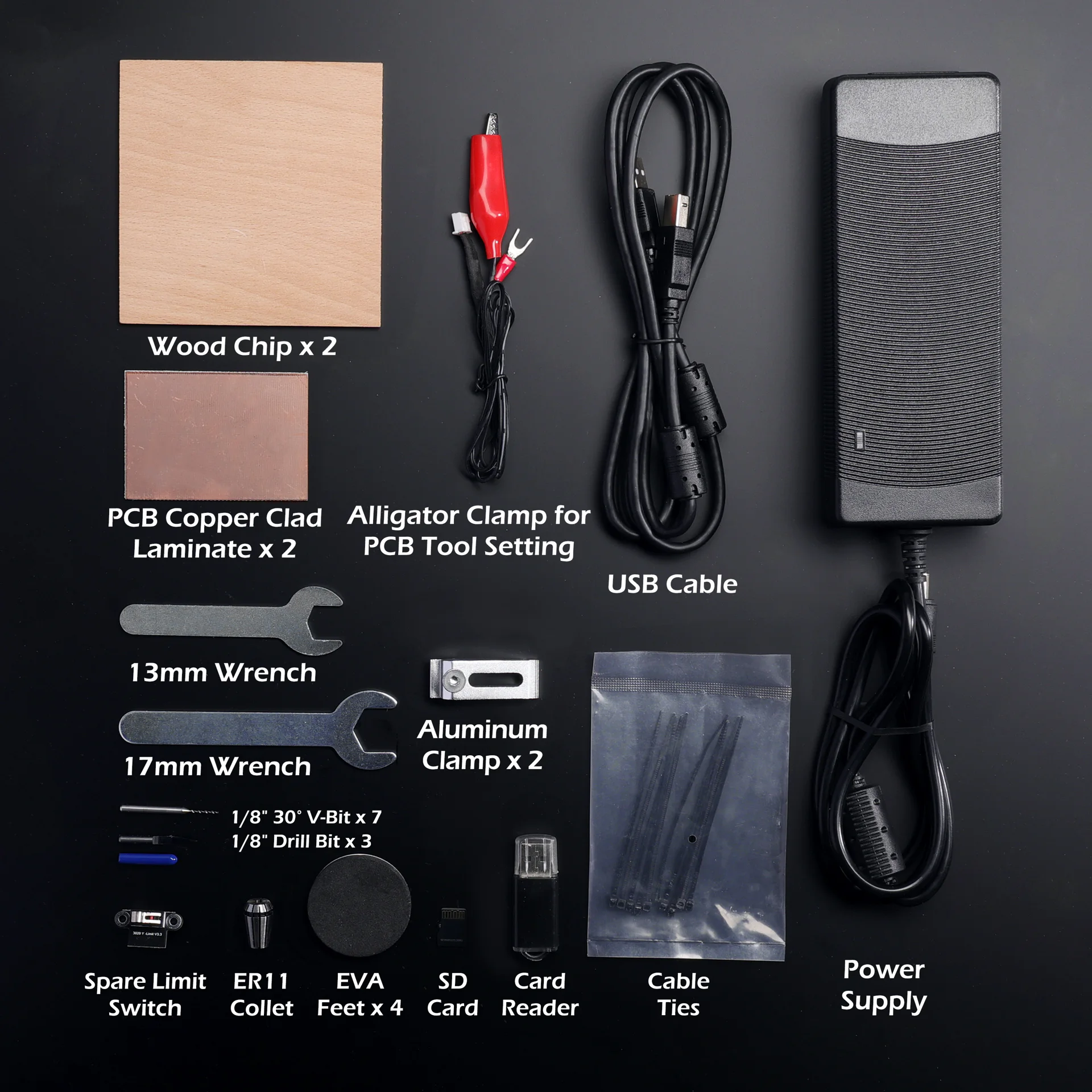
Je connaissais principalement SainSmart pour son TPU et son fer à souder que j'utilise souvent pour mes drones FPV mais je crois que je vais pouvoir ajouter un de leurs nouveaux outils à ma collection Il s'agit de la SainSmart Genmitsu Cubiko, une petite CNC de bureau "pas chère" et visiblement polyvalente. Les points forts de la Cubiko On peut donc faire de la gravure CNC et laser, de la découpe CNC, du polissage, de la conception de PCB et même du dessin ! La vidéo de présentation officielle La machine est livrée montée et prête à utiliser : La matériaux supportés Application PC et smartphone / tablette Un châssis solide et fermé A priori pas d'extraction/filtration d'air possible Les caractéristiques techniques détaillées Le packaging Prix et disponibilité La SainSmart Cubiko sera lancée sur Kickstarter courant février (2025) à un prix de 299$ pour une quantité limité de premiers acquéreurs. Le prix de vente final est annoncé à 500$. Pour en savoir plus, rendez-vous sur la page de présentation officielle.


 3 points
3 points -
En gros, la version Apple ne peut utiliser aucune communication directe avec la KS1 que ce soit en mode LAN ou Cloud. Actuellement, on peut utiliser le trancheur, mais seulement enregistrer le fichier Gcode sur la clé USB, puis remettre la clé sur la Kobra S1 pour lancer l'impression. Avec la version Windows, après tranchage, on envoie le fichier à imprimer directement, une fenêtre s'ouvre permettant de : choisir le filament (au cas où), de lancer un auto-nivellement, d'utiliser la détection de spaghettis (nécessite obligatoirement le mode Cloud et actuellement détecte trop de faux-positifs), de lancer un timelapse, éventuellement de refaire un input shaping et depuis la dernière version du firmware un mode «contrôle du débit» que je n'ai pas encore testé pour voir de quoi il retourne vraiment. Ce post me sert de fil au long cours. Un article récapitulatif paraitra à la fin sur le blog avec les évolutions qui auront eu lieu depuis la réception.2 points
-
Si tu veux trouver les bons paramètres de repassage sans tâtonner, tu peux utiliser ce genre de fichier : https://makerworld.com/en/models/175615?from=search#profileId-1930622 points
-
Et bien décidément ils se sont fait passer le mot pour nous emmerder ou c'est comment ?2 points
-
bonjour @XavierI sur les premières séries, le premier réglage consiste à régler les 4 molettes, très simple il n'y a qu'à suivre, à l'écran les images et les textes sont claires rien de compliquer comme tu le constateras par toi même sur cette vidéo au cas ou la plateforme présenterait une inclinaison trop prononcée, il existe une autre procédure sur les imprimantes qui peuvent être livré actuellement comme ça été le cas à mon boulot, les PLUS 4 sont arrivés avec un leveling déjà fait en usine et c'est la cas aussi pour des imprimantes livrées aux USA la procédure de réglage apparaît quand même au premier démarrage de l'imprimante, mais tu valides tout sans faire aucun réglage et tu peux imprimer dans la foulée2 points
-
Sur les copies comme ta photo mais pas sur l'original.2 points
-
et voilà un beau sprint trouver sur cult3d il me semble


 2 points
2 points -
j'a fait un test, j'ai imprimé avec un filament Bambu Lab mais dans mon AMS il y avait d'autres bobine... Profil refusé. J'ai supprimé les filaments custom ca fonctionne ! j'ai publié mon premier profil d'un porte clé que j'ai créé https://makerworld.com/fr/models/1048805#profileId-10350952 points
-
pour le terme banche, c'est tout à fait ça @3xkirax3 & @Lignum Borealis ça vient bien de benchmark et ça été créé en 2015 par la société suédoise Creative Tools.1 point
-
@xavax il n'y a pas une réponse mais plusieurs possibilité, l'aspect financier est loin d'être négligeable et puis tout dépend des filaments que l'on imprime le plus ... j'imprime beaucoup de nylon, de pc je n'ai pas les mêmes contraintes que quelqu'un qui imprime plutôt du Pla ou de l'ABS1 point
-
Bon alors je garde mon Fluidd1 point
-
Oui, mais avec moins de fonctionnalités que la version pour Windows d'après les quelques commentaires lus sur Reddit ou Facebook ou le Discord. N'ayant pas de matériel informatique Jobsien (jobi, joba…), et n'en voulant pas, je ne peux ni confirmer ni infirmer. De plus, dans mon post, j'indique à quel moment, j'ai testé le site de téléchargement (j'ai la Kobra S1 Combo depuis le 24/12/2024).1 point
-
Non, aucun. Cela rapporte simplement l'état des détecteurs de fin de course. Sur la X-Max3, la tête, même munie d'une casquette, ne vient pas heurter la caméra , mais je n'ai pas ce modèle Q1 Pro. @PPAC en a une.1 point
-
J'ai démonté et nettoyer a la bombe contact la nappe, et j'obtiens le logo elegoo, mais il clignote et il manque des morceaux notamment en haut de l'écran je pense que je vais en commander un j'ai bien une wash and cure, mais je ne les ai pas deconnecté donc pas de souci sur l'alimentation1 point
-
@fran6p Sauf si je veux un lissage sur le dessus de la table En fait c'est juste un objet de test pour les ponts et surplombs1 point
-
la ce n'est pas de l'impression c'est juste de la mécanique La clé plate (à molette ça ne sera pas très pratique) sert à ajuster l'excentrique qui va plus ou moins plaquer la roue contre le profilé. Les roues ne doivent pas pouvoir tourner sur place sans forcer, mais doivent pouvoir le faire en forçant légèrement. oups, mes doigts ont fourchés1 point
-
J'utilise à titre perso, le S4 (V1) de chez Sunlu qui suffit largement pour la plupart des usages, mais surtout pour son "Mode 2" qui permet d’âpres mes réglages de garder 4 bobine au sec avec un taux d'humidité égal ou inférieur à 30%. 8 Bobines sont également au sec dans mes 2 AMS avec beaucoup de Billes de Silice.1 point
-
Consommer les bobines plus vite qu'elles ne prennent l'humidité ? Ah non, trop cher... Perso un deshydrateur fruits & légumes à pas cher sur le bon coin me parait la meilleure option économique. J'ai acheté le mien pour moins cher qu'une place de ciné...1 point
-
Bizarre . D'autres utilisateurs auront peut-être des idées sur le pourquoi du comment Quand j'utilise le G28, quel que soit l'axe, je ne précise pas la coordonnée (0). Le G28 le fait déjà Sans rapport, à quoi te sert le servo (pour le cerveau, ça je sais à quoi ça sert… normalement) => M280 … ?1 point
-
Flasforge a fini par mettre à jour la liste des firmwares sur son site global avec la dernière mise à jour (3.1.4), qui corrige les bugs de la version 3.1.3. 5MPRO ----> https://flashforge-resource.oss-us-east-1.aliyuncs.com/B2B/Adventurer5MPro-3.1.4-2.2.3-20250116.rar 5M - ---------> https://flashforge-resource.oss-us-east-1.aliyuncs.com/B2B/Adventurer5M-3.1.4-2.2.3-20250116.rar1 point
-
ok je regarde ça et bien le problème ne vient absolument pas de là @xavax ta création ne composte aucune erreur géométrique, le mesh 3D est parfait je l'ai passé sur 2 programmes => résultat identique1 point
-
Merci à vous deux1 point
-
Salut, est-ce que tu es sûr d'avoir un microcontrôleur Gigadevice (GD) sur ton écran? sur la carte-mère ou sur l'écran? Si c'est sur la carte-mère, il ne faut pas oublier ces modifs apparemment, il suffit de changer ça
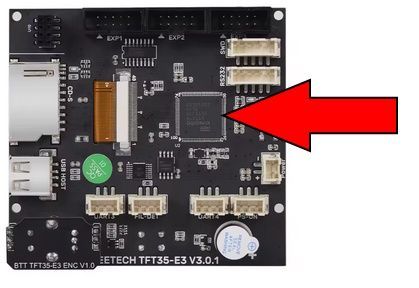 1 point
1 point -
@jcjames_13009 Si tu changes par Solidworks, c'est plus beaucoup plus cher (il faut acheter le logiciel et payer chaque année la maintenance qui est aussi chère que la licence de fusion 360)et je trouve moins pratique. Pour être précis, W10 est toujours utilisable, mais il ne sera plus mis à jours.1 point
-
Il faudrait rajouter "et Apple" dans le titre Et en plus Apple vend aussi les ordi Je vais peut être annulé ma licence prise pour le boulot auprès d'Autodesk A+ JC
 1 point
1 point -
un petit objet imprimé avant la Noël, destiné à une amie peintre pour ses virées en dehors de son atelier imprimé sur la Q1 Pro en PETG, je n'ai pas réussi à le faire ressortir en photo, mais les fonds des petits récipients ont été traité en Ironing pour un nettoyage plus facile

 1 point
1 point -
+1 sur ce type de projet, il faudrait pouvoir utiliser les 2, on imagine les petits meubles, les personnages, les décorations, véhicules etc réalisés avec une imprimante résine et les structures en FDM1 point
-
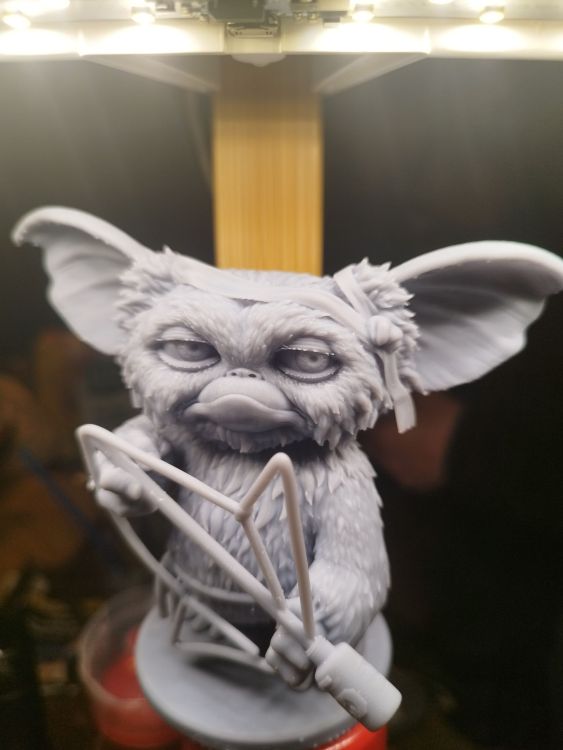
@NaiRoD alors en fait tu vas comprend pourquoi on ne peux rapidement répondre a ta question qui parait simple. Déjà la plusieurs des photo montre des éléments facilement réalisable en FDM, mais une photo la 3 eme peux présenté de la complexité pour obtenir le bon niveau de détails en FDM alors que ce sera bien plus simple en Résine. Pour ce qui est de la vitesse d'impression, bien cela dépend de plusieurs choses suivant la technologie utilisé. En résine, le temps d'impression est déterminer par la hauteur de ta pièce imprimer une tour de 5mm de diamètre mais de 22cm de hauteur demandera un temps important et maximal lié a la vitesse de ta machine résine, alors qu'imprimer une pièce de 15x20cm de largeur et profondeur mais de 10mm de hauteur demandera peu de temps, cela est du au fait qu'un imprimante résine polymérise la résine via les UV qui passe a travers le LCD, donc le temps est le même que l'on polymérise un seul pixel ou toutes la surface du LCD. Le deuxième point impliquant le temps est le choix de la résine, Marque Type et même couleur le temps d'exposition et de repos sera variable en fonction de la résine choisi. En FDM, le temps d'impression dépend principalement de la quantité de matière utilisé pour l'impression et des déplacements et débit volumique capable de ton imprimante, certain parametre auront aussi un impact sur le temps lors du tranchage comme les zone de porte a faux par exemple, l'autre élément sera le type de filament, le PETG par exemple est un filament qui s'imprime plus lentement que le PLA. Dans ton cas je pense que du PLA restera un choix simple efficace et adapter. Pour Moi les 2 techno sont complémentaires c'est pour cela que j'ai dans mon parc de machine plusieurs FDM et Résine en fonction de mes besoins. @pjtlivjy a parlé d'une chose importante a prendre en compte, la Résine est plus précise mais a volume souvent plus limite ou alors on part sur des modèles a plus de 1000€ facilement, donc par rapport a une FDM de 250x250x250 ou 300x300x300 on va vite devoir imprimer en plusieurs morceau peut être jusque 4 plateau différent en résine pour 1 seule en FDM pour un même projet, ensuite la post production est plus lourde, nettoyage a l'alcool IPA ou ethanol, séchage, puis curage UV sans oublié le retrait des supports, cela demande du matériel supplémentaire a prendre en compte du temps en plus, mais aussi et surtout on a des taux et particules fine novice dans l'air ce qui impose des précaution d'usage un bonne aération de la pièce d'impression etc etc etc. Pour ce qui est de choix de matière technique il en existe aussi bien en résine qu'en FDM, et avec une résine technique adapter on fait des pièce résistante comme en FDM y a pas de soucis de ce côté la mais les résine technique coute bien plus chers que leur équivalent FDM dans la majorité des cas. Pour t'indiquer des choix de machine FDM et ou Resine Pertinante dit déjà ce qui te semble le plus pertinant en choix de technologie pour ton besoin, puis le volume minimal utile necessaire a tes projets, et le type de matière qui pourrait être nécessaire pour les réalisations en matériaux technique.1 point
-
Bonjour, au cas où vérifie que tu n'as pas interverti ton alimentation de mars 3 avec celle du wash and cure. Je l'ai déjà fait et c'est traître car la machine s'allume mais "bug"1 point
-
oui, la hotend bambu labs est en un seul bloc, l'avantage : pas de fuites et le prix est très raisonnable.1 point
-
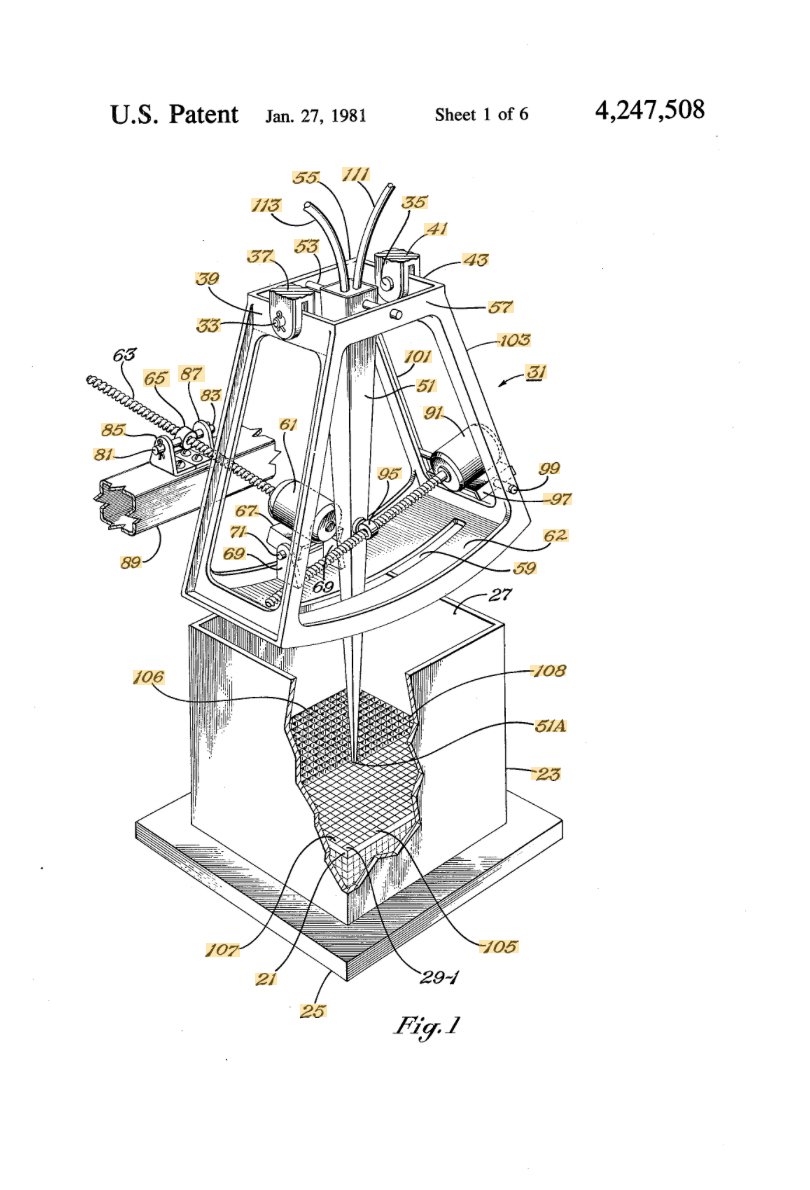
le changement ou l'omission semble être une règle dans le secteur de l'impression 3D prenons une autre technologie, le frittage sélectif par laser plus connu sous l'abréviation S.L.S beaucoup de site nous donne comme date d'invention 1987 et l'attribue à l'entreprise américaine DTM Corp, il n'en ai rien DTM corps appartient aujourd'hui à 3D Systems, vous savez l'entreprise co-fondé par Chuck Hull dont on parlait plus haut en réalité c'est un certain Ross F. Housholder qui dépose le 3 décembre 1979 un brevet Américain pour le procédé. il n'a jamais commercialisé son invention
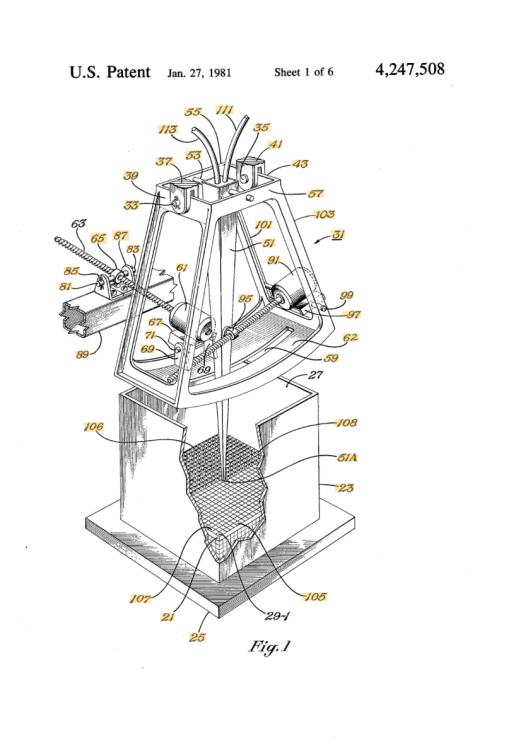 1 point
1 point -
Ce n'est pas tout à fait ce qu'ils disent ... si je comprends bien on pourra toujours utiliser Fusion360 gratuitement, mais à condition d'être sous W11. Donc le soft reste gratuit pour notre usage, mais par contre tu es contraint à passer à la caisse pour le matériel. Par contre je suis tout à fait d'accord avec toi concernant ce forcing à upgrader nos machines. L'époque ou les PC étaient inutilisables après 2 - 3 ou 5 ans car trop lents est terminée depuis longtemps. Pour peu que ta machine était un peu puissante à l'époque de l'achat, 10 ans après elle reste parfaitement utilisable, surtout suivant les usages. C'est encore plus scandaleux à une époque ou l'on te bassine avec l'écologie sous toutes ses formes, et que là, on accepte que des machines parfaitement fonctionnelles soient mises au rebut, juste parce que un éditeur en a décidé ainsi. J'ai basculé certaines personnes dans mon entourage (utilisation mail et web exclusivement) sous Linux pour qu'elles ne soient pas embêtées avec les messages pour les forcer à upgrader le soft et donc le matériel ... et donc faire vivre plus longtemps des PCs avec un processeur de génération inférieure à la gen 8 (donc sans TPU2, pris en charge par la gen 8 chez Intel).1 point
-
la petite vidéo de présentation de ce container1 point
-
oui bien sûr la FDM peut imprimer ce genre de chose. pour comparer les temps il faudrait prendre un cas concret mais depuis l'arrivée des imprimantes FDM rapide la donne à changée surtout qu'aujourd'hui certaines travaillent sur de grand volume (mais elles sont en dehors de ton budget) malgré tout, la résine demande plus de temps de post production, il ne faut pas l'oublier et va demander une machine de curage et tu imprimeras sur de plus petit volume1 point
-
Ok ben je vais lacer le print aujourd'hui et te tiens au courant1 point
-
Bah le problème du chariot c'est qu'il est pas du tout équilibré avec le moteur position arrière et la courroie en avant si tu dépasses les 35 mms tu te retrouves avec des vibrations atroces Et je parle même pas du chariot XY Qui faut réparer tous les 15 jours Le point positif c'est que le constructeur s'en est aperçu et la version 2 ils ont réglé tous les problèmes
 1 point
1 point -
Si tu cherches de quoi remplir ton futur paludarium @Motard Geek peut t'en imprimer en quelques heures A+ JC1 point
-
non je ne vois rien de problématique1 point
-
un sécheur passif de filament original de Dryfix ça peut contenir 3 bobines et il y a une pompe à vide intégrée et une batterie qui se recharge sur un port USB Smart Vacuum Filament Container je vous ai garder le meilleur pour la fin ... 199 $ ou 197,90 € TTC livré sur Amazon
 1 point
1 point -
Hello, merci pour toutes vos réponses Je précise que le meuble n'a pas été démonté, il est bien stable et bien d'équerre. Je n'ai pas plus de bruit qu'avant mais la localisation des imprimantes dans mon appartement est proche des chambres... ce n'est pas compatible avec deux insomniaques ^^ j'ai l'impression que les vibration résonne et sont amplifiées par le meuble. C'est pour cela que je pensais mettre les plaques de caoutchouc pour les desous des machine à laver sous les imprimantes, mais ce n'est pas très esthétique.... En plus je pense que ça ne corrigerai qu'une partie d'une problème, il y a en plus des vibrations un effet de "raisonnance"...1 point
-
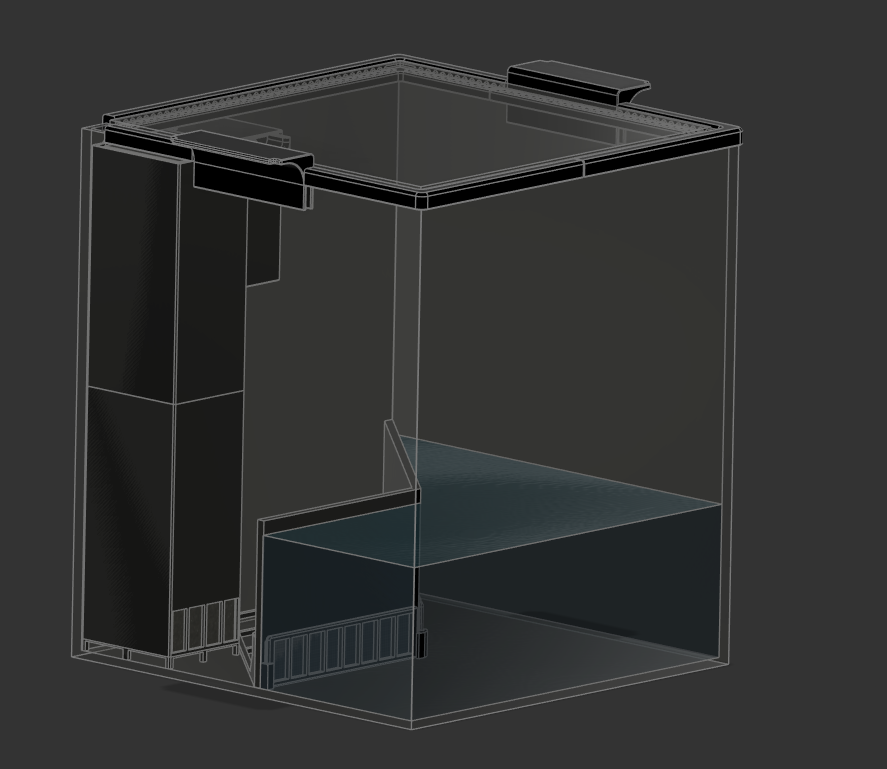
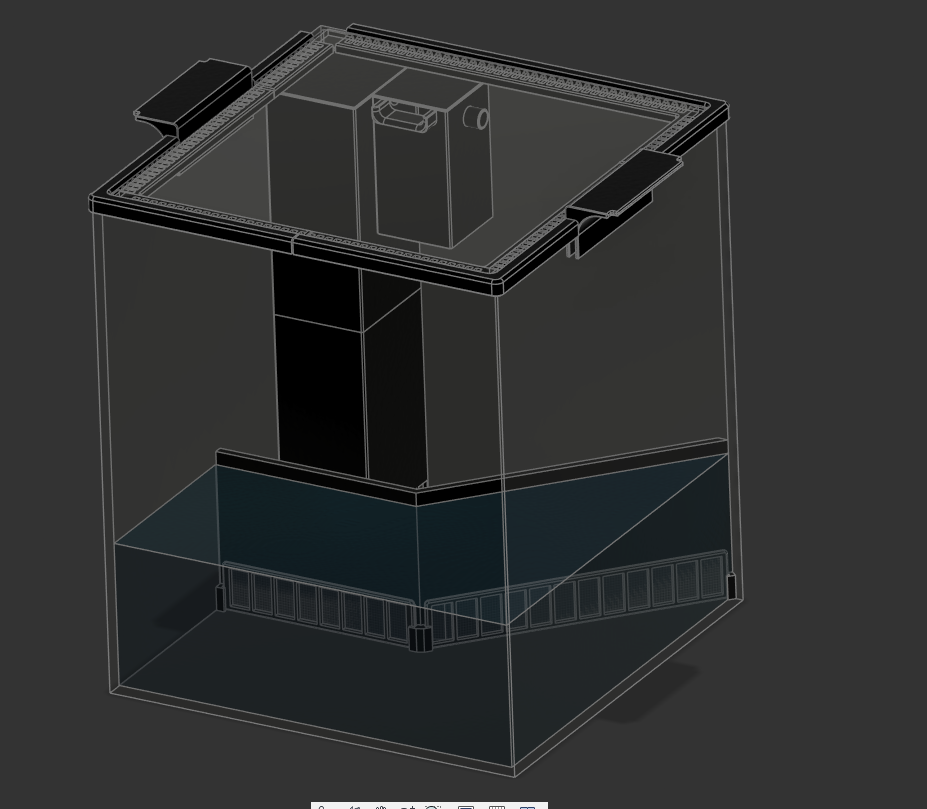
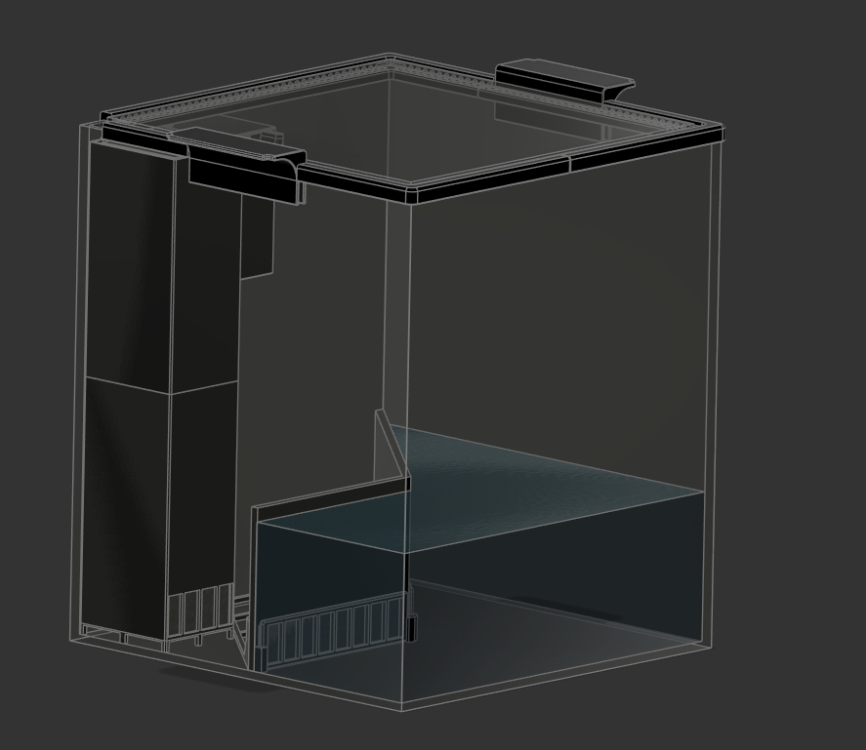
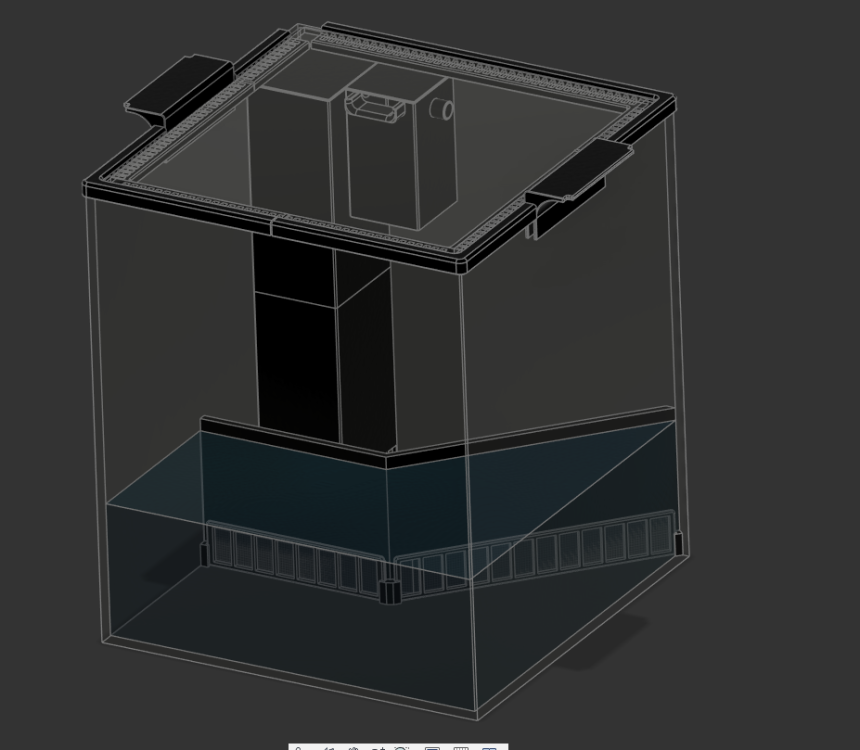
Nouveau projet pour de nouvelles bestioles, je vais transformer mon aquarium nano en paludarium tropicale pour y mettre de petites grenouille type Dendrobates. Pour l'instant, j'en suis à la modélisation de tout le coté techniques avec des grilles au niveau de la vitre du dessus histoire que personne ne se barre, une cloison pour maintenir séparée la partie eau et la partie terre, une colonne pour la pompe ou il y aura le chauffage et à coté une réserve d'eau pour le générateur de brume, tout sera caché par de la végétation, roches et racines. Pour les plantes, on part sur de la mousse de Java qui peut pousser dans l'eau et hors de l'eau si il y a l'humidité, il me reste une plante aquatique gazonnante (je ne sais plus le nom) dans le nano, une petite anubias naines qui fait des fleurs blanches quant elle sort de l'eau. Pour la partie "terrestre", toujours la mousse de Java si elle à assez d'humidité, j'aimerais des petites fougères et peut être une petite orchidée, faut que je cherche encore ce qui est compatible dans un si petit espace. Schéma de implantation du sol. Reste plus qu'à tout imprimer.

 1 point
1 point -
voilà @Julien, tu trouveras sur ce lien la confirmation de mes propos de la part de Chitu Systems Conjure Resin
 1 point
1 point -
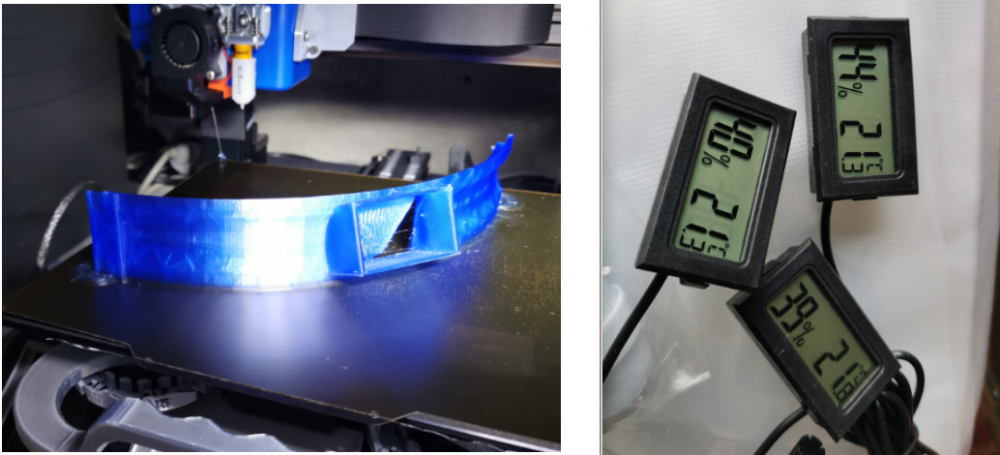
en triant le contenu de quelques supports de stockage, je suis retombé sur cette impression test en dehors du design que je trouvais très utile, le but était de voir si sur la PLUS4 sans ventilation de la chambre, si le PETG pouvait être imprimé porte et capot fermé donc plateau à 85 degrés, impression d'une durée de 3h12, la température s'est stabilisée rapidement à 39 degrés aucune déformation du petg constatée Bobine dans un sécheur à 70 degrés comme il se doit
 1 point
1 point -
Je suis (presque) aussi débutant que https://www.lesimprimantes3d.fr/forum/profile/63623-lignum-borealis/. Mais je suis déja passé avec ma ender5 par toutes les problèmes cité et j'ai finit par les résoudre après avoir bien galéré et m'être complétement perdu dans les réglages et changement de pièces sur l'imprimante. Mes conseils quand on en est au stade des pieces qui n'adhére plus au plateau et du hot bend qui se bouche , alors que les première impression de test étais correcte. C'est de tout reprendre à zéro. D'abord le hardware nickel: assemblage tube, hot bend soigné, buse neuve et surtout un lit neuf. C'est utile d'en avoir un de rechange quand tu enchaine des impressions (tu laisse pas le fil prendre l'humidité pendant que tu attend que la piece refroidisse pour qu'elle se décolle) et maintenant quand j'ai un problème d'adhérence, j'alterne d'abord le bed avant de changer les réglages, j'ai remarqué que le lit souple fonctionne mieux à la première impression de la journée par rapport au bed rigide en verre. Aprers quand c'est chaud, pas de différence. Ensuite les réglage de base sans modification et un filament neuf. Perso maintenant j'utilise un boitier sécheur de filament pendant l'impression et j'emballe systématiquement la bobine sous vide des que j'ai fini, je laisse plus le fil à l'air, même si je dois reprendre une impression quelques heures plus tard. De manière à retrouver le fonctionnement initial et ensuite seulement progressivement modifier un réglage à la foi pour améliorer si besoin. Sur ma ender5, j'ai aussi le BLtouch et l'étalonnage automatique du Z (en 5 point seulement). Mais ca nécessite quand même d'ajuster un décalage dans les paramètres imprimante (pas du slicer). Pour avoir la bonne hauteur de référence, par ce que le positionnement du capteur par rapport à la buse est spécifique à l'assemblage de chaque imprimante. Je suppose que ca doit être pareil sur la ender 3 ? A refaire obligatoirement chaque fois qu'on démonte la tête d'impression (buse, hot bend, etc..). Pour le paramètre "Adhérence du plateau", il ne faut jamais avoir "aucun", à minima jupe pour que la téte se purge avant de commencer la pièces. Je fait aussi des pieces soumisse à des contraintes mécanique, mais je suis jamais allé aussi loin en épaisseur de parois (max 1 mm), je préfére jouer sur la densité du remplissage. j'ai moi aussi baissé la vitesse de refroidissement, mais c'est par ce que j'ai modifié le diffuseur d'air, je pense pas que ce soit utile si rien n'est modifié à ce niveaux1 point
-
c'est sûr qu'avec "la nouvelle école" ça va être une édition collector @divers je ne sais pas ce que tu en penses mais je trouve les éditions de plus en plus décevantes, certains acteurs ont fait autrefois le déplacement aujourd'hui ils ont compris qu'il fallait mieux aller au Formnext1 point
-
@XavierI la K2 est la seule avoir un système d'auto tension comme jeu l'ai mentionné dans un autre message et donc sur les autres imprimantes on retend mécaniquement si nécessaire (et là aussi il se raconte tout et n'importe quoi ... dès qu'un gars foire une impression, faut tout retendre et patati et patata ... ce sont des courroies crantées de 9 mm de large (je ne sais pas pour la K2+) et ça joue énormément sur la durée de vie, la stabilité, les vibrations les X-MAX3 du boulot(qui tourne en 2 x 8 h), comme la mienne (il faudrait demandé à @V3DP son opinion) je n'ai absolument pas touché aux courroies alors tu vas me dire pourquoi dis tu que c'est un avantage pour la K2+ peu de fabricants dépassent les 250 x 250 mm voir les 300 x 300 mm avec une cinématique Core parce qu'au delà, les soucis techniques à résoudre deviennent exponentiels, le chauffage du caisson, la rigidité etc etc tout prend d'autres proportions et Creality a relevé ce défi les courroies sont plus longues et ça amplifie tous les défauts que tu retrouves malheureusement sur la pièces imprimées donc une K2+ sans tension auto, sans moteur à boucle fermée, je n'y aurais pas cru un autre gros plus de la K2 son rail linéaire par contre la PLUS4 monte jusqu'à 370 degrés donc tu imprimes même du PPS (qui résiste jusqu'à 200 degrés, qui est insensible a quasiment tous les solvants et à l'humidité après impression) mais as tu ce besoin1 point
-
alors @XavierI sur la PLUS 4 c'est objectivement très simple, ils ont encore simplifié par rapport aux autres modèles, j'ai mis les photos et les explications en début de sujet sur la PLUS4 connecteurs plus accessibles, passage de câble simple et évident, têtes de vis accessibles, capot sans vis tenant par aimants1 point
-
Bonjour @JulienBreux bienvenue chez les imprimeurs fous1 point
-
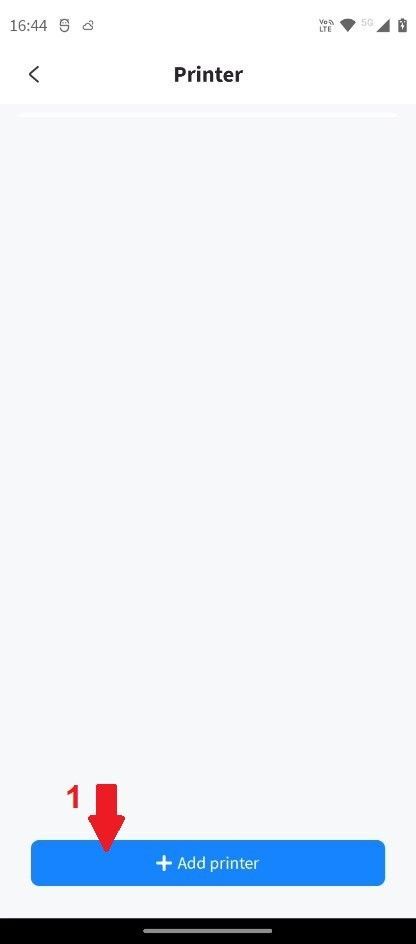
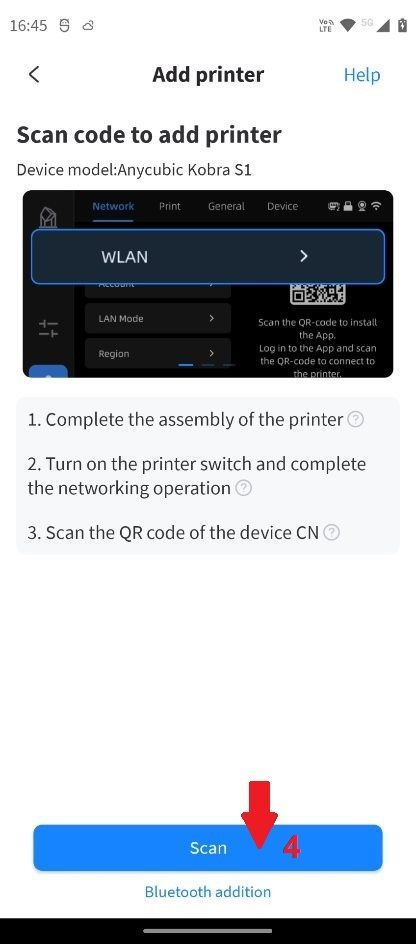
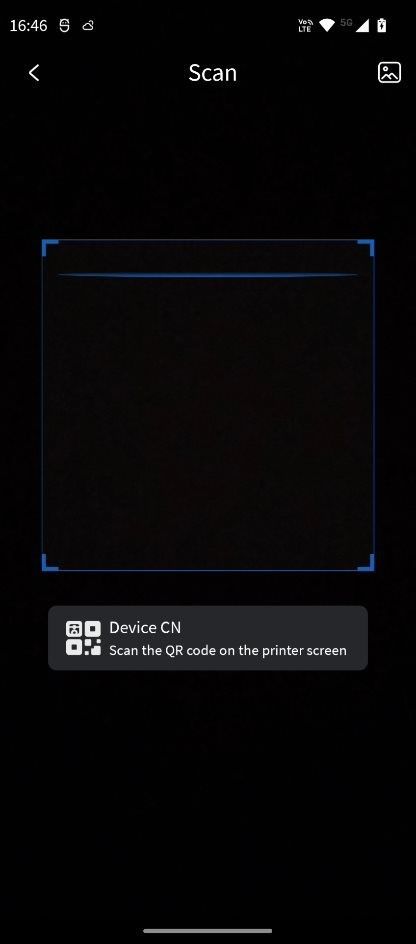
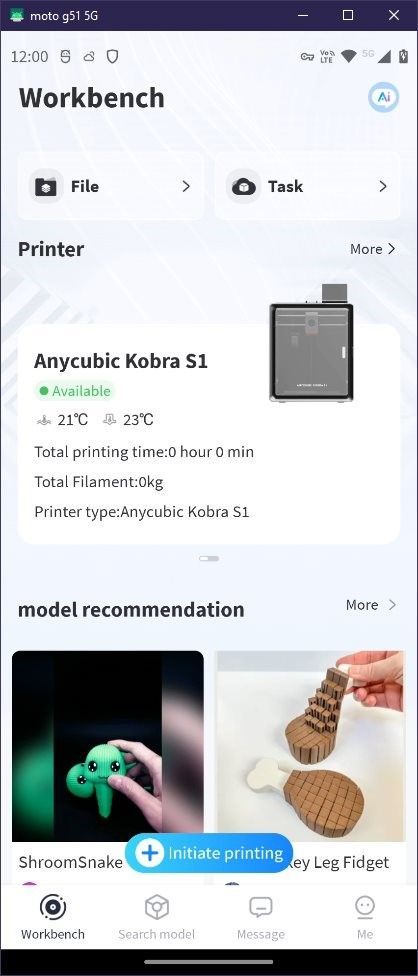
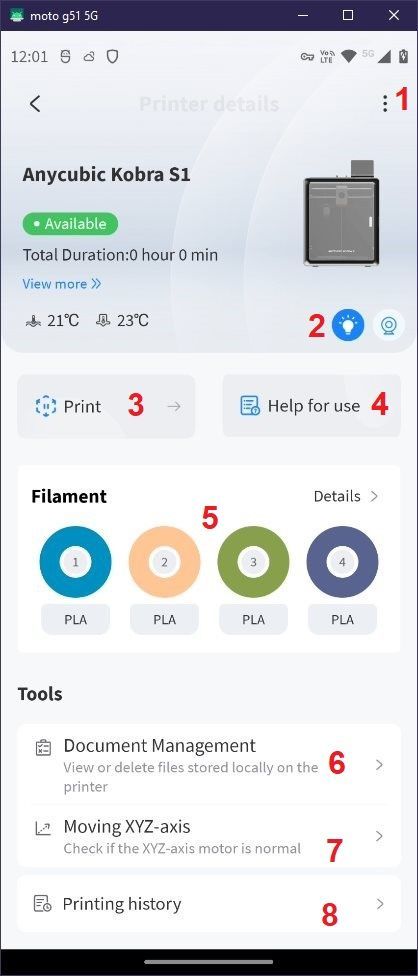
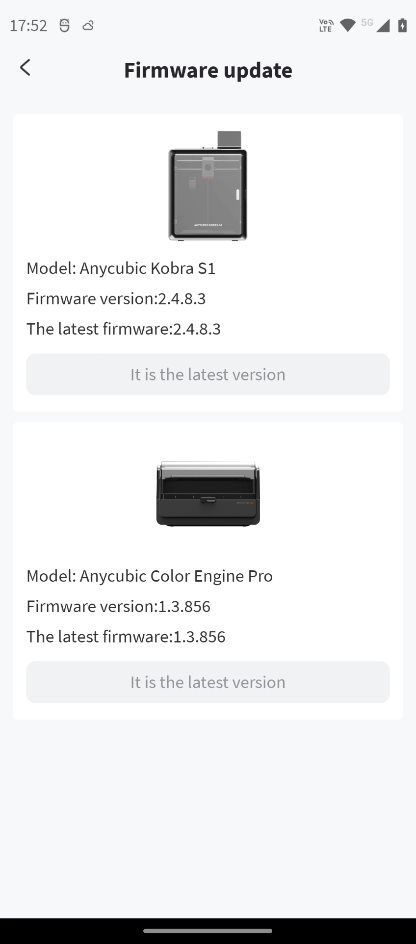
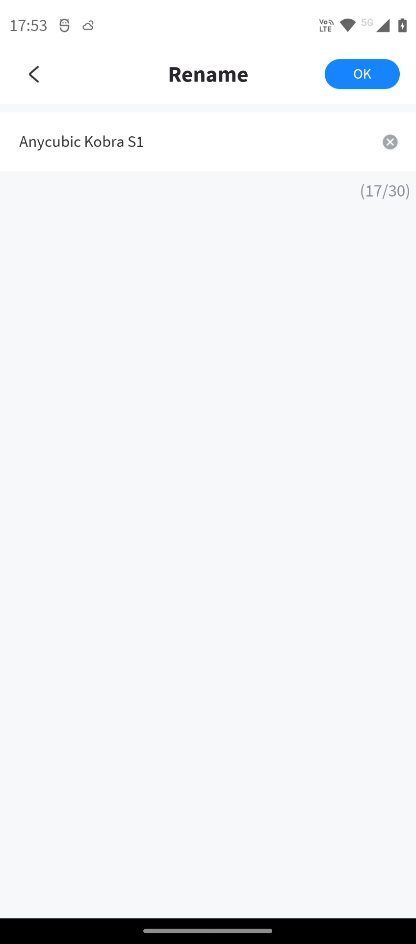
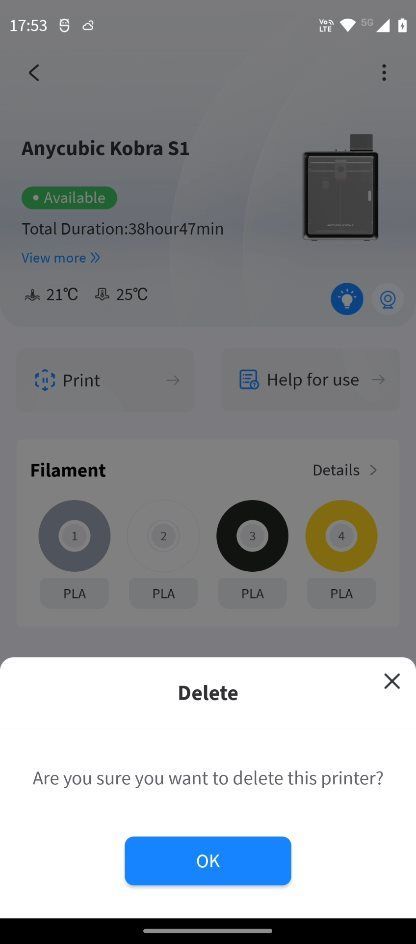
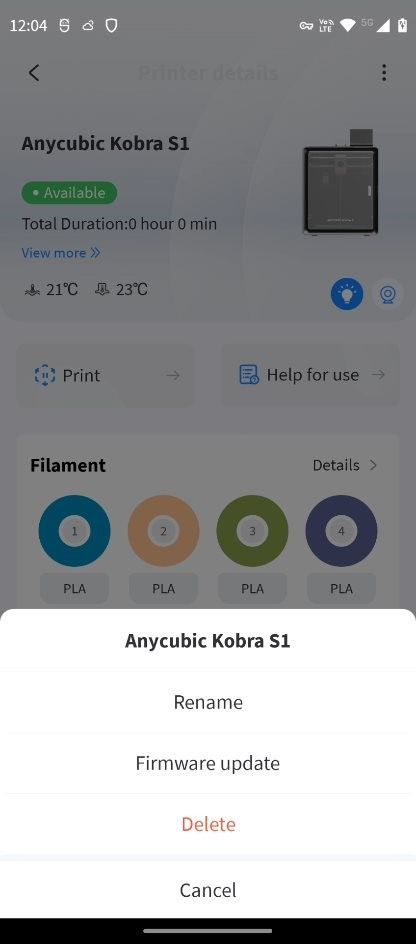
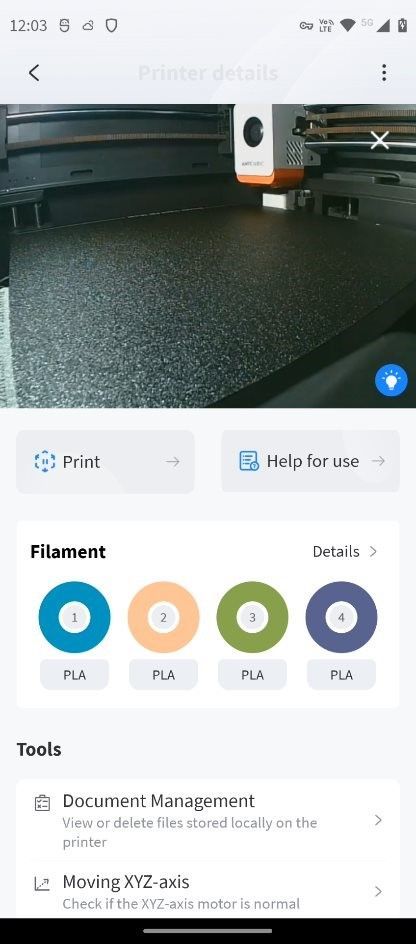
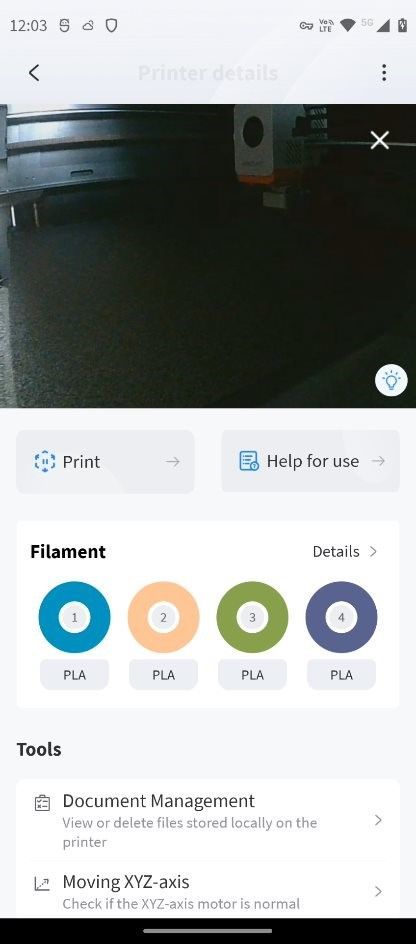
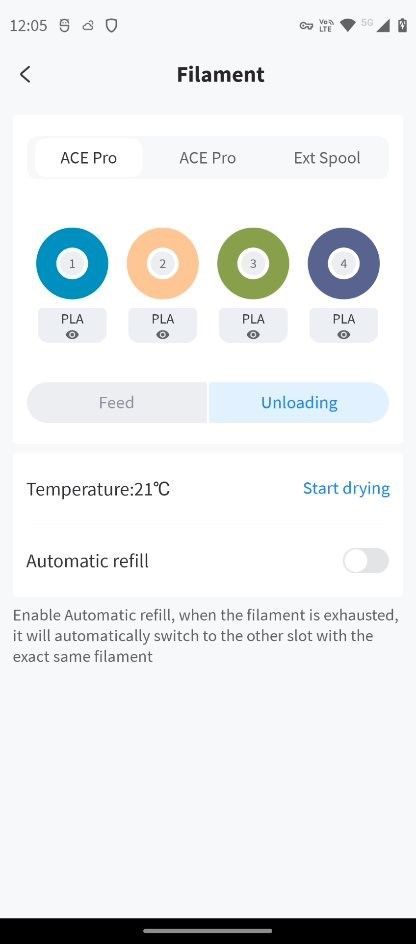
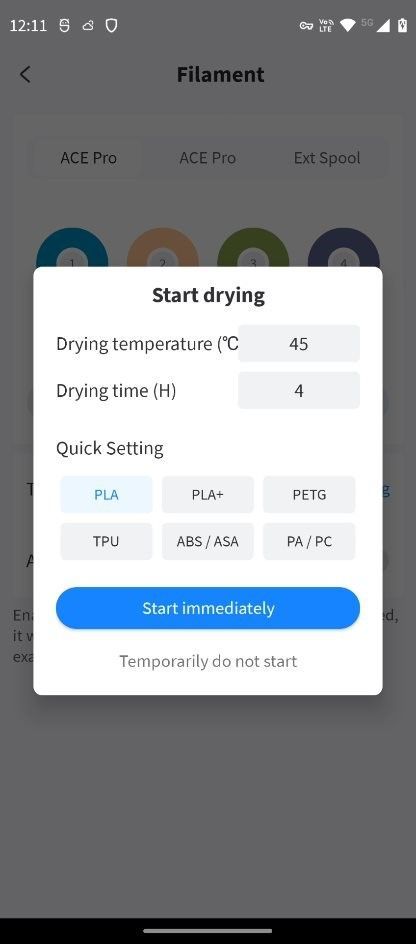
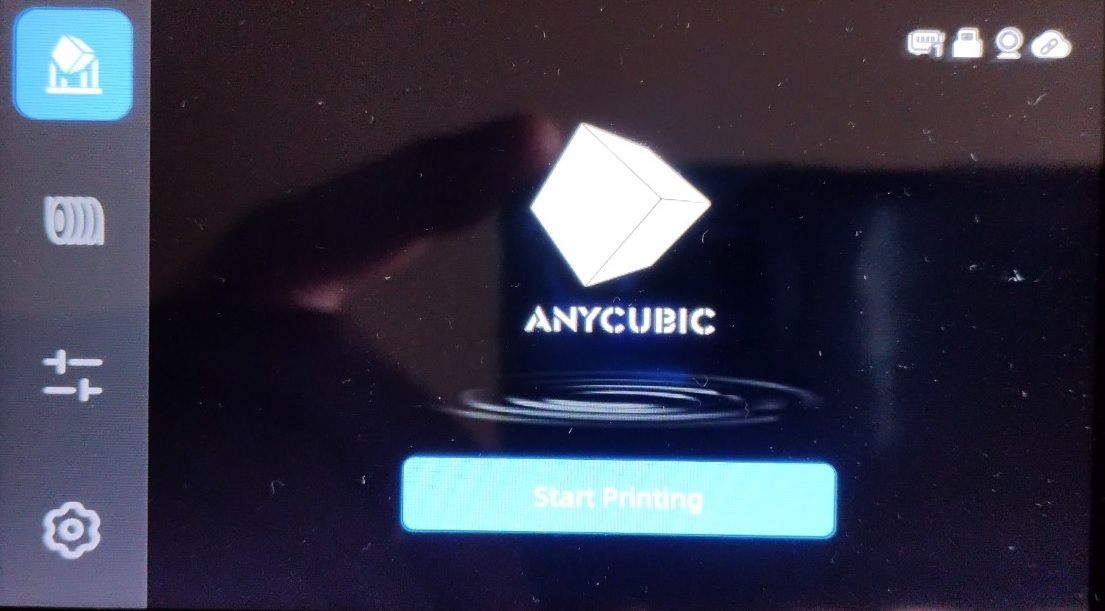
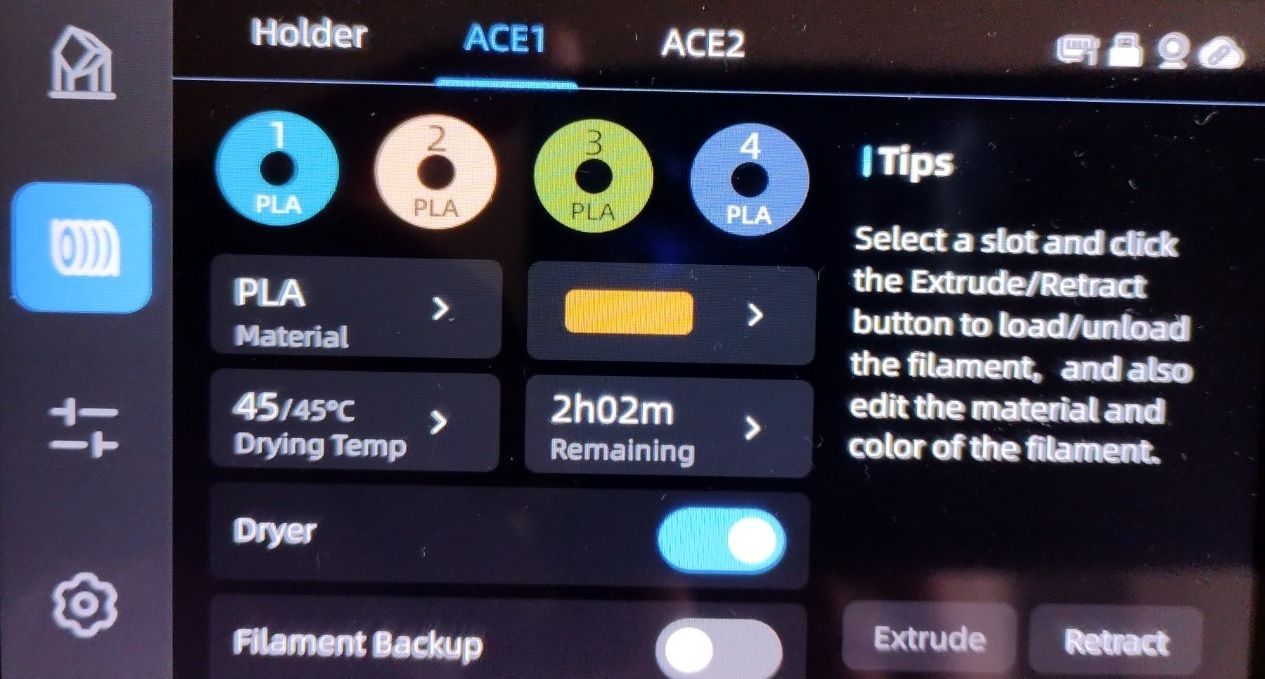
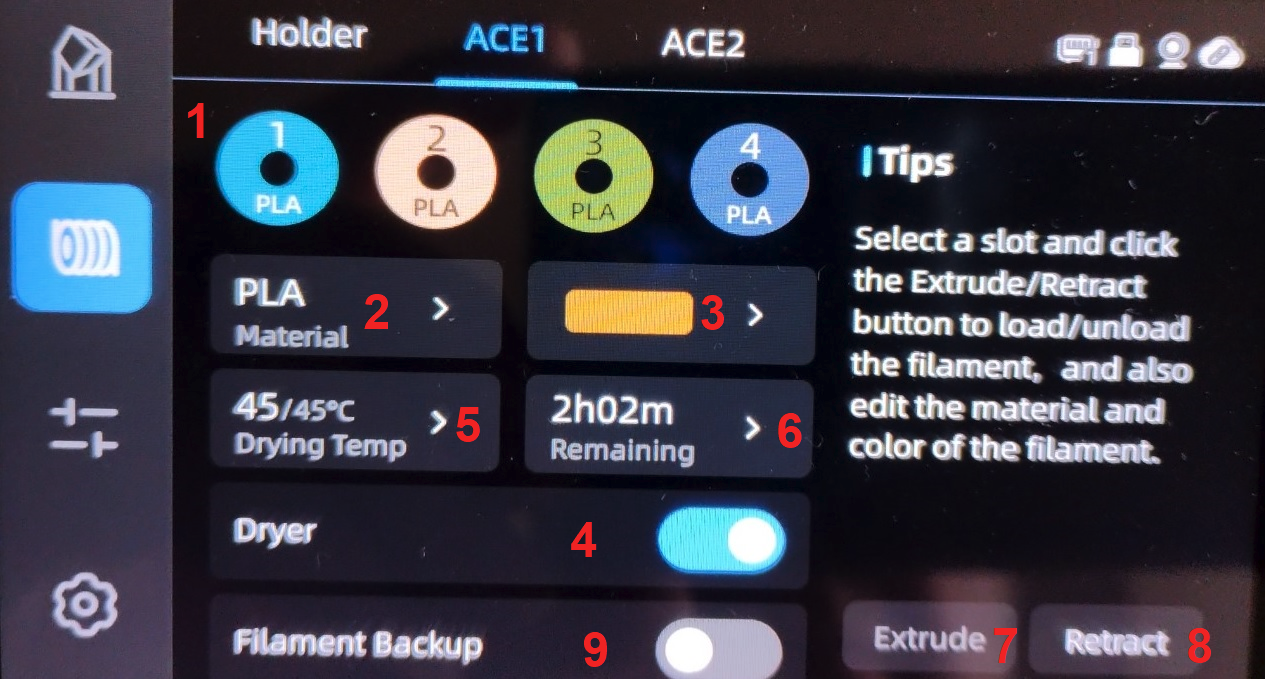
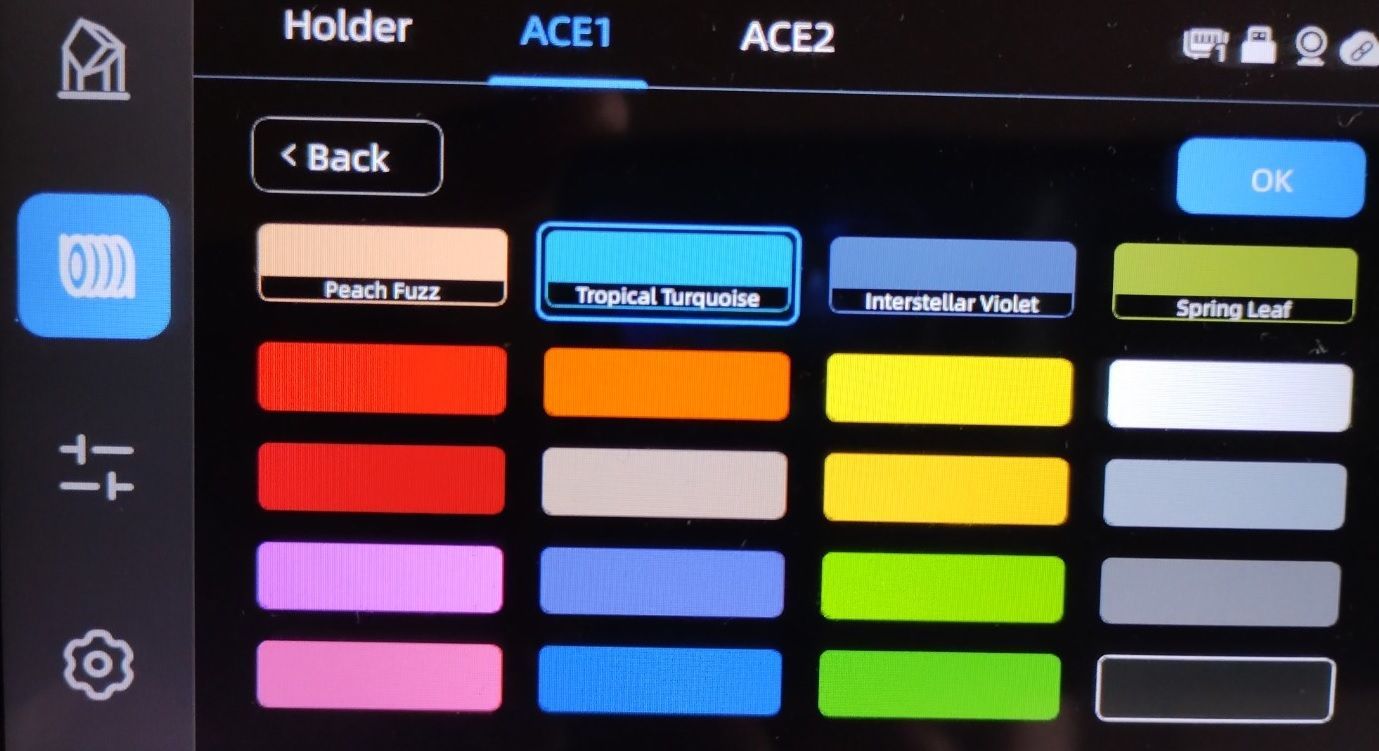
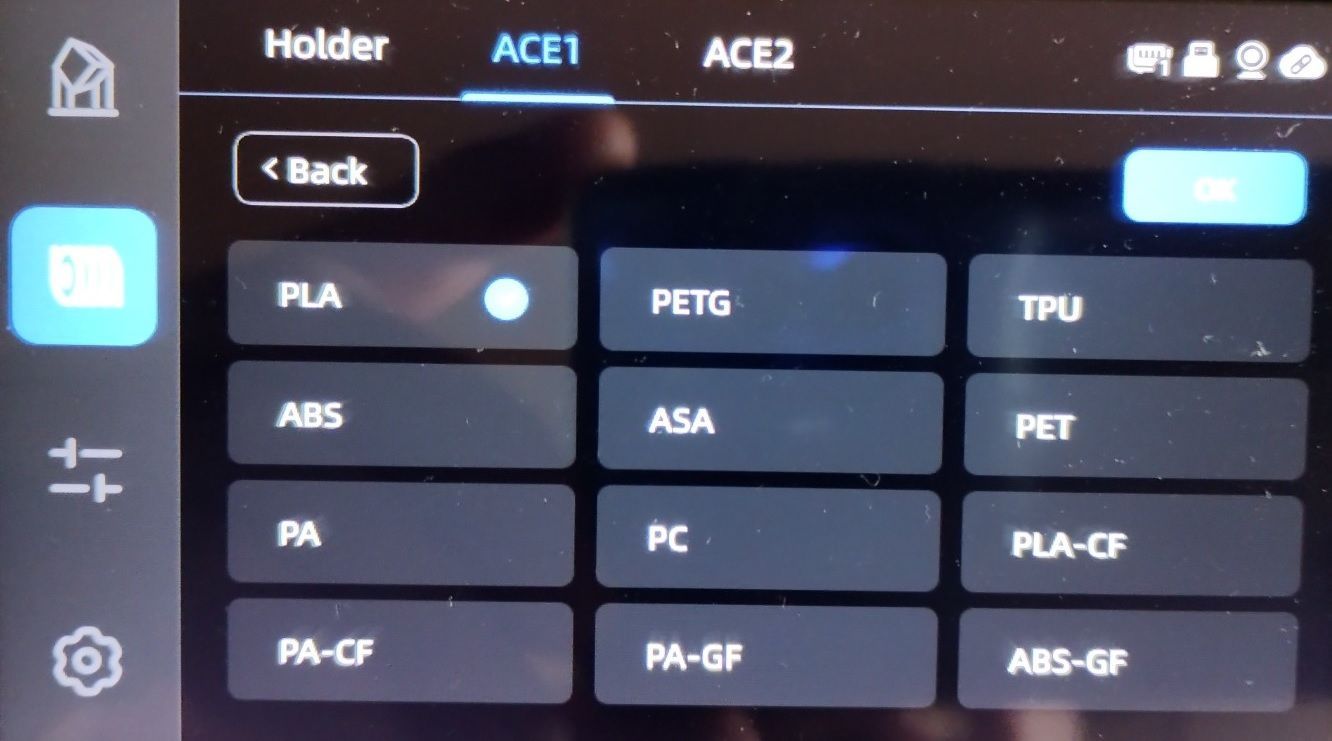
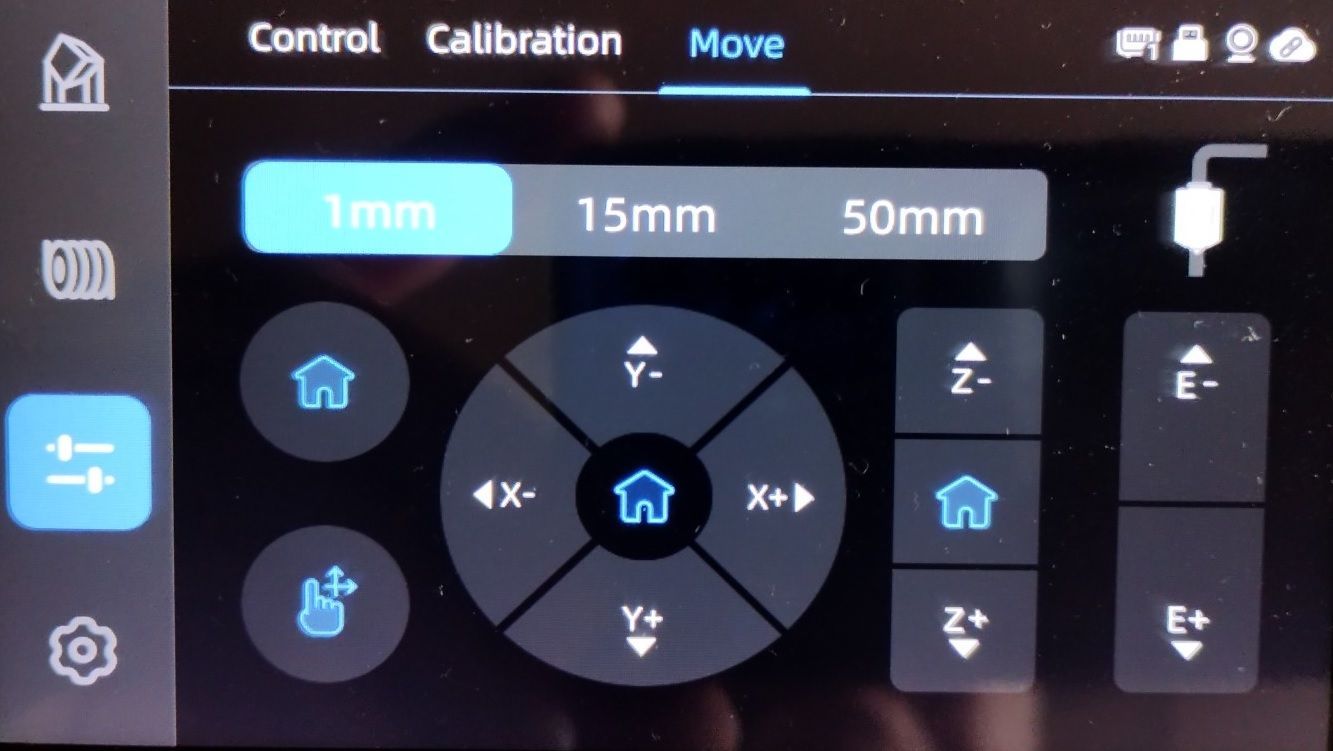
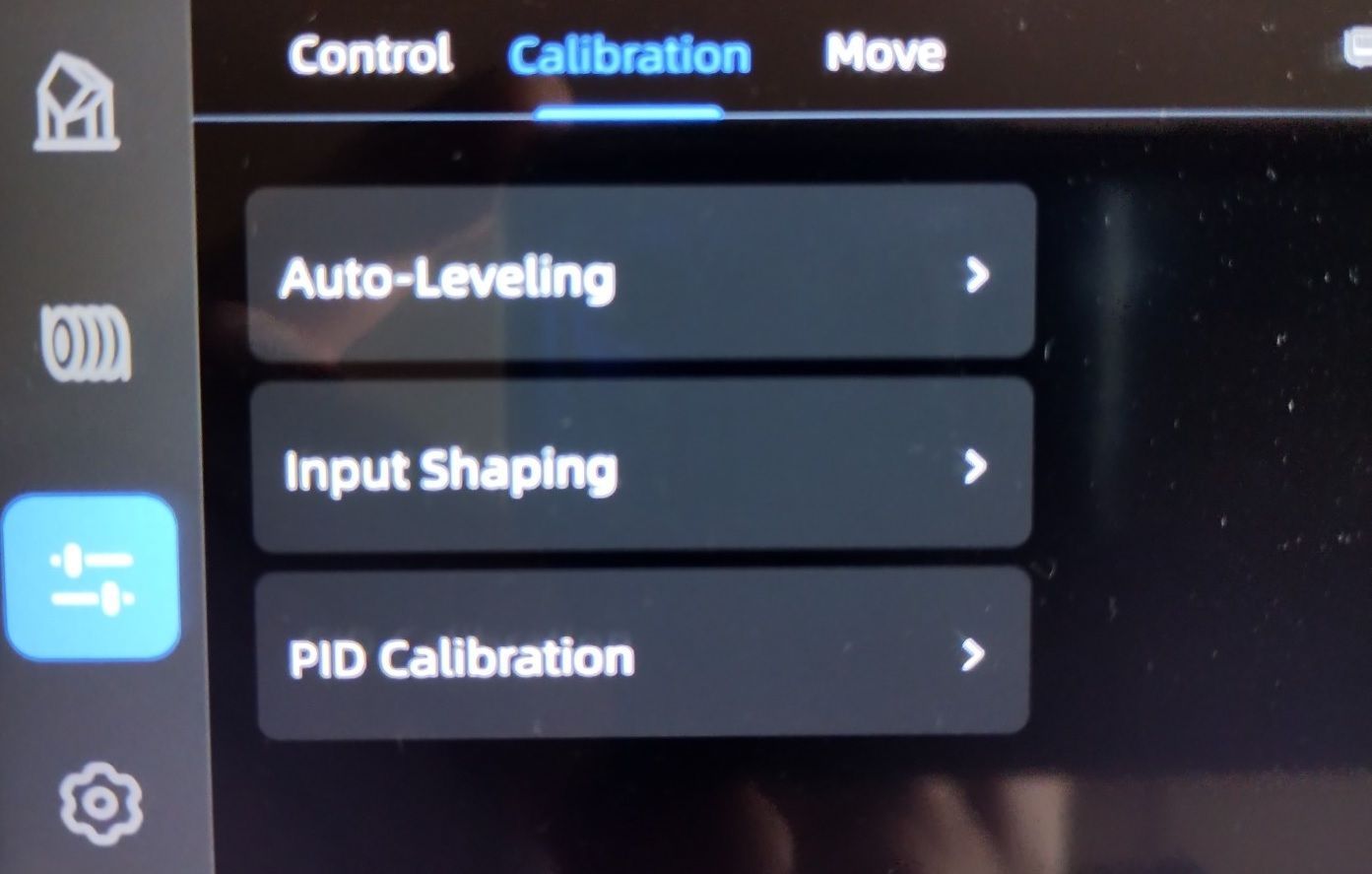
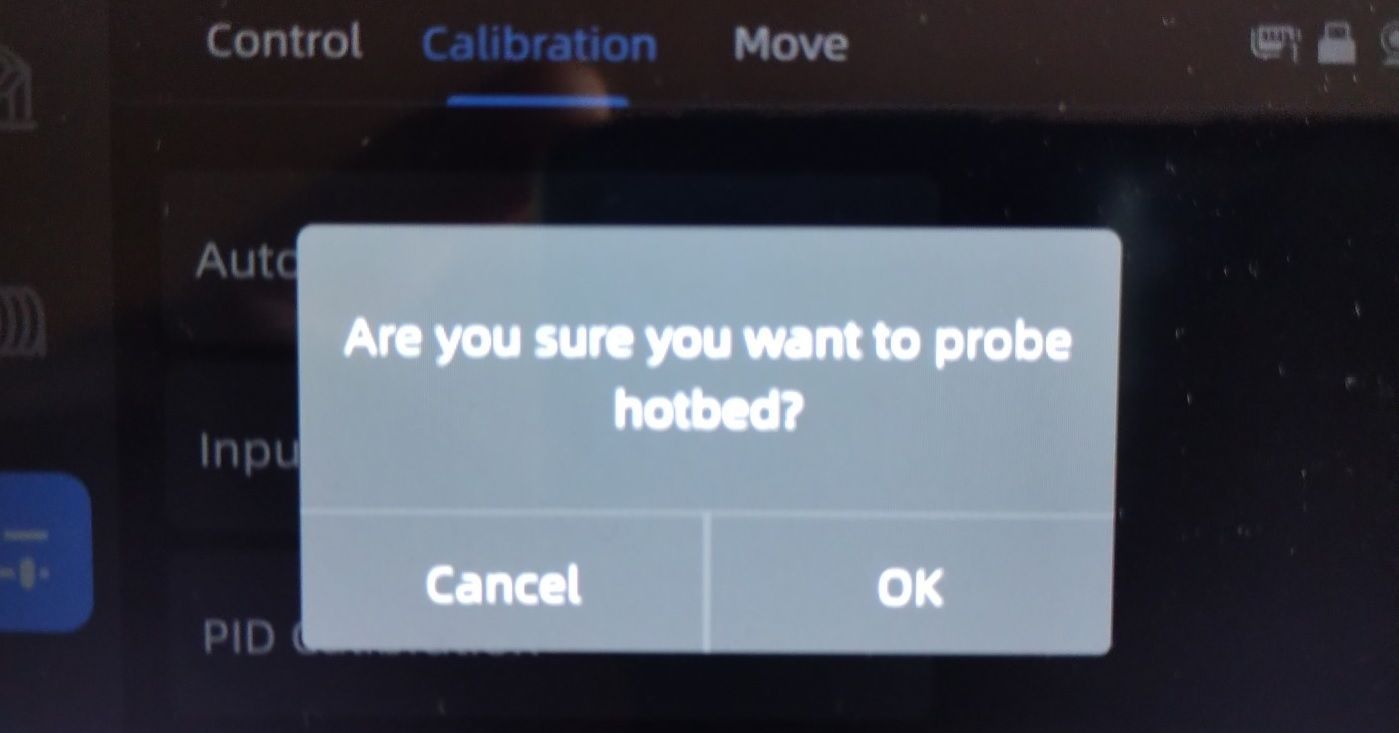
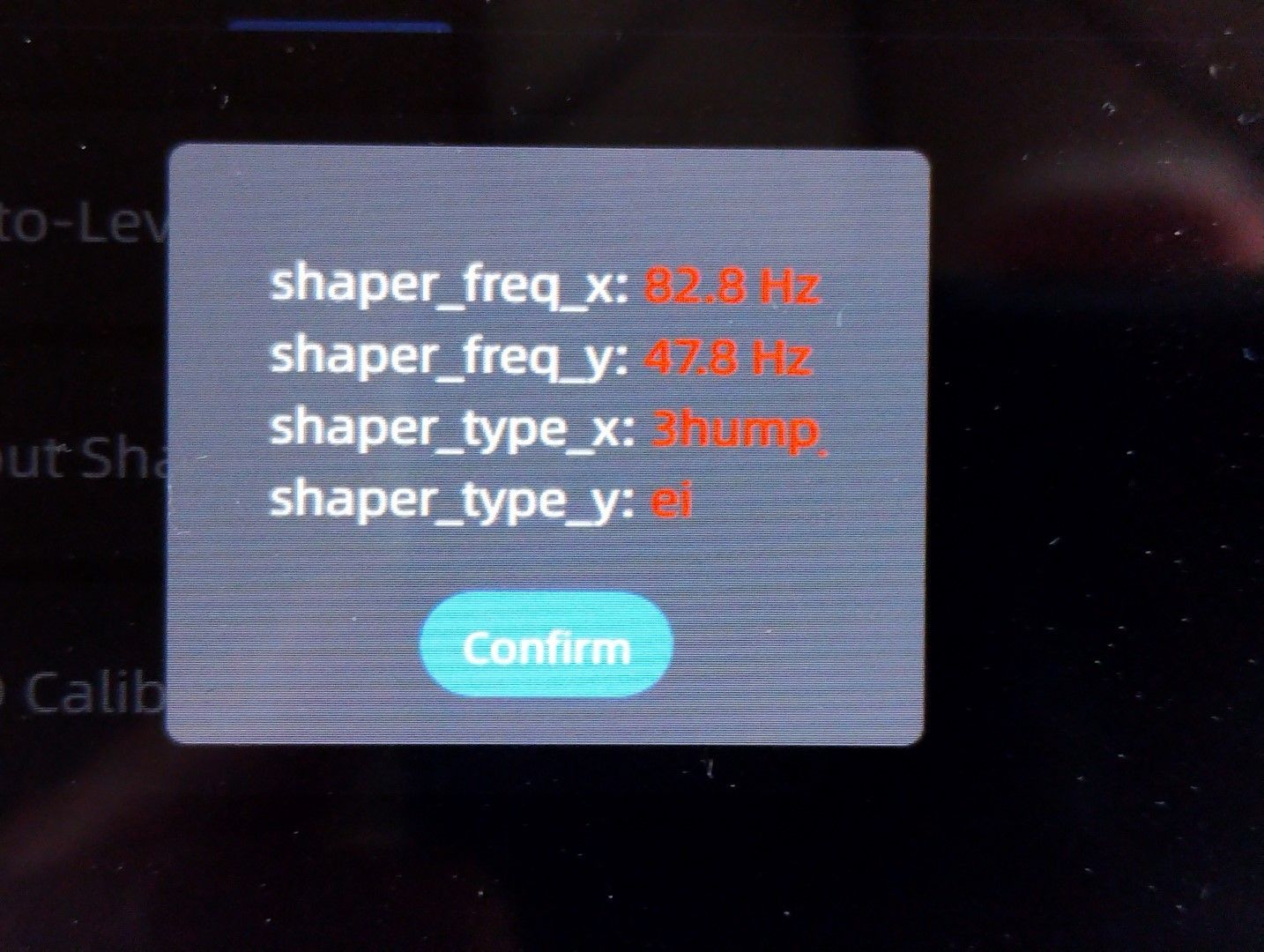
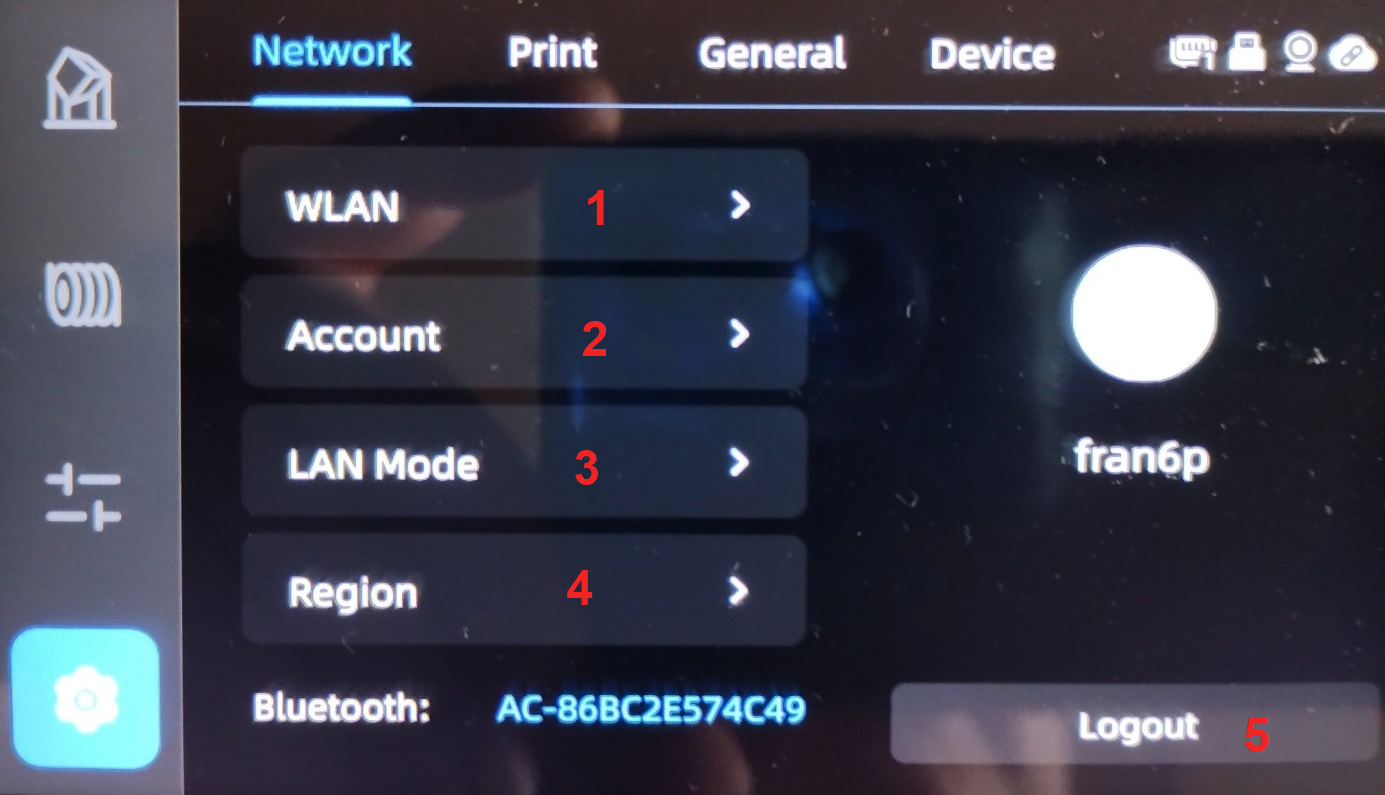
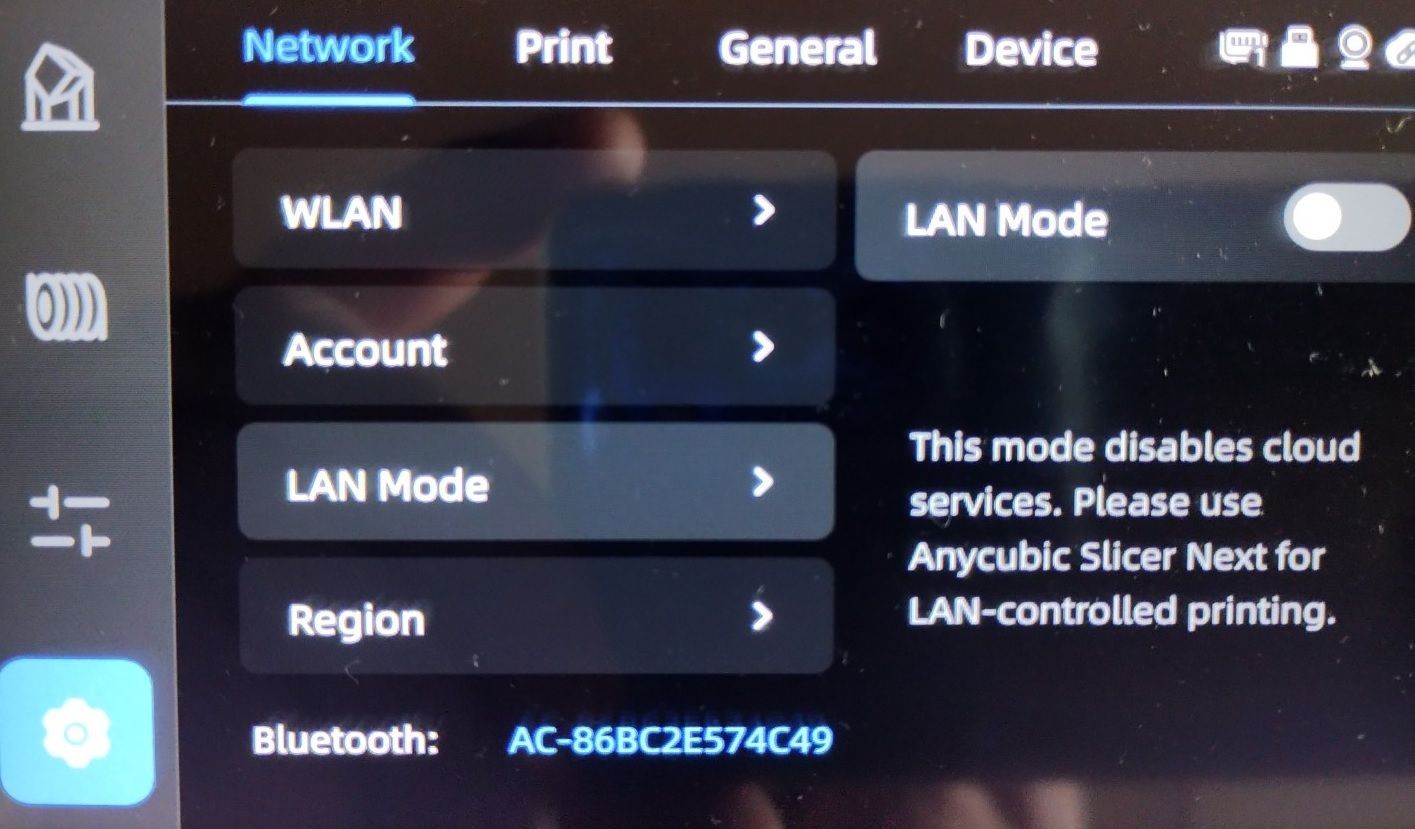
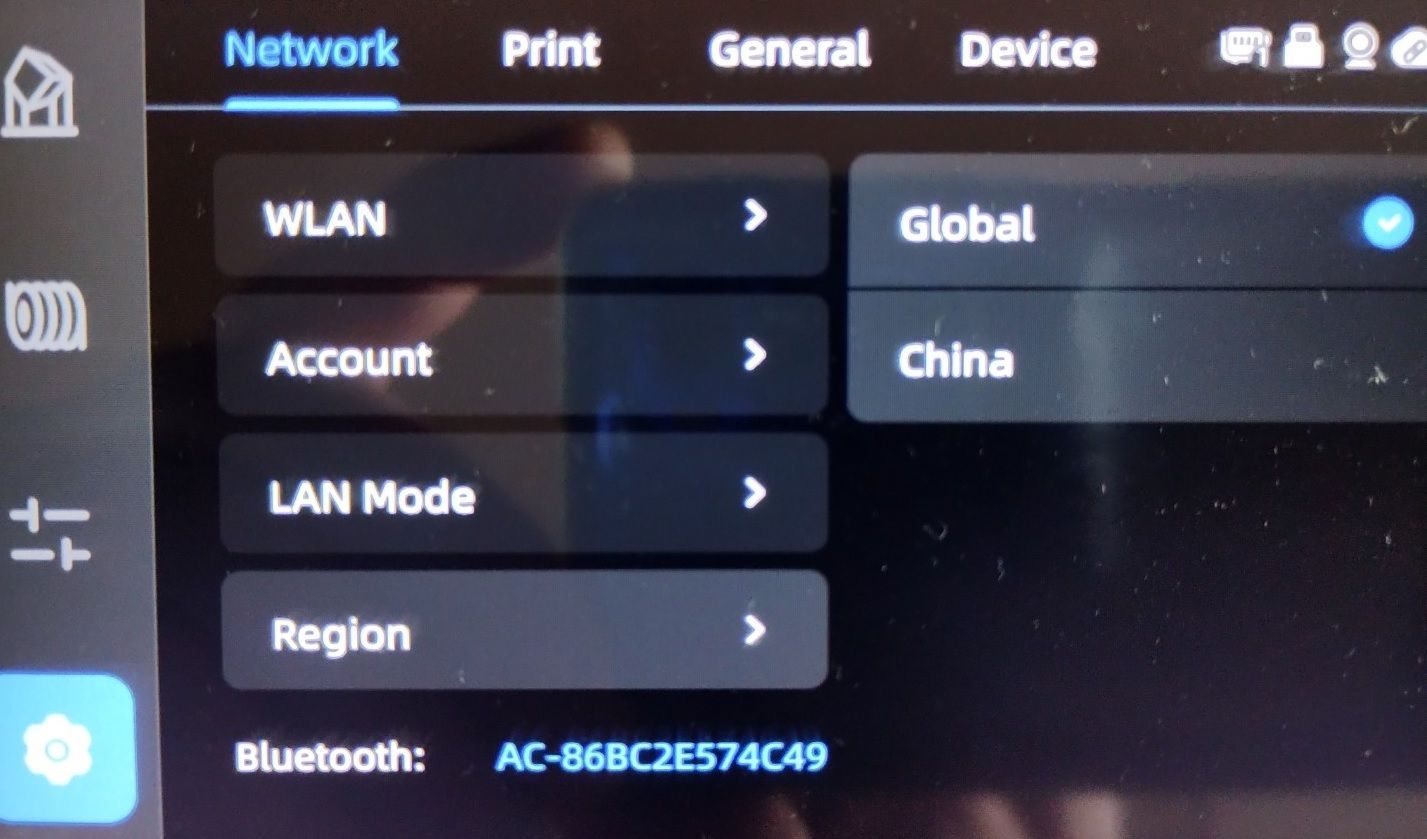
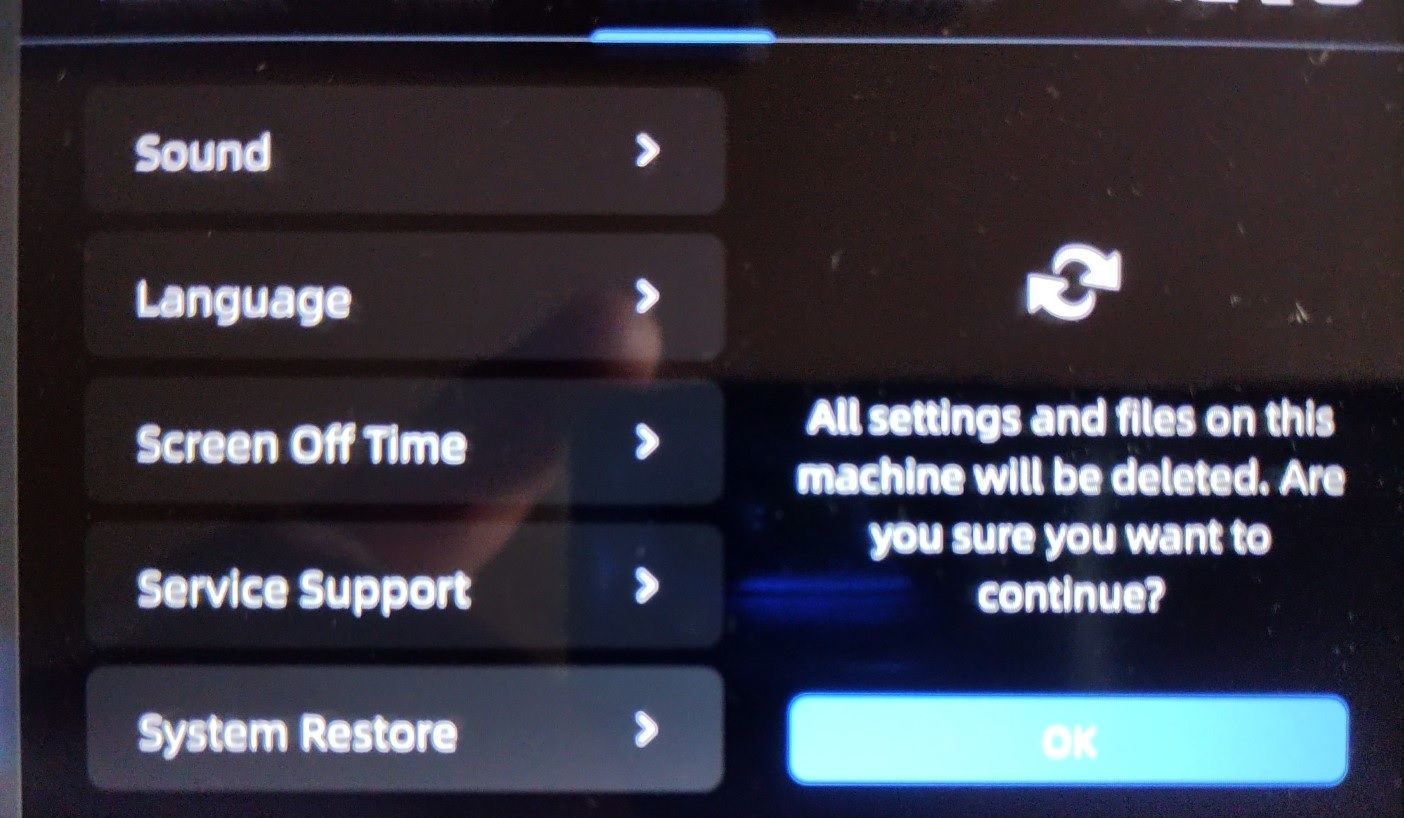
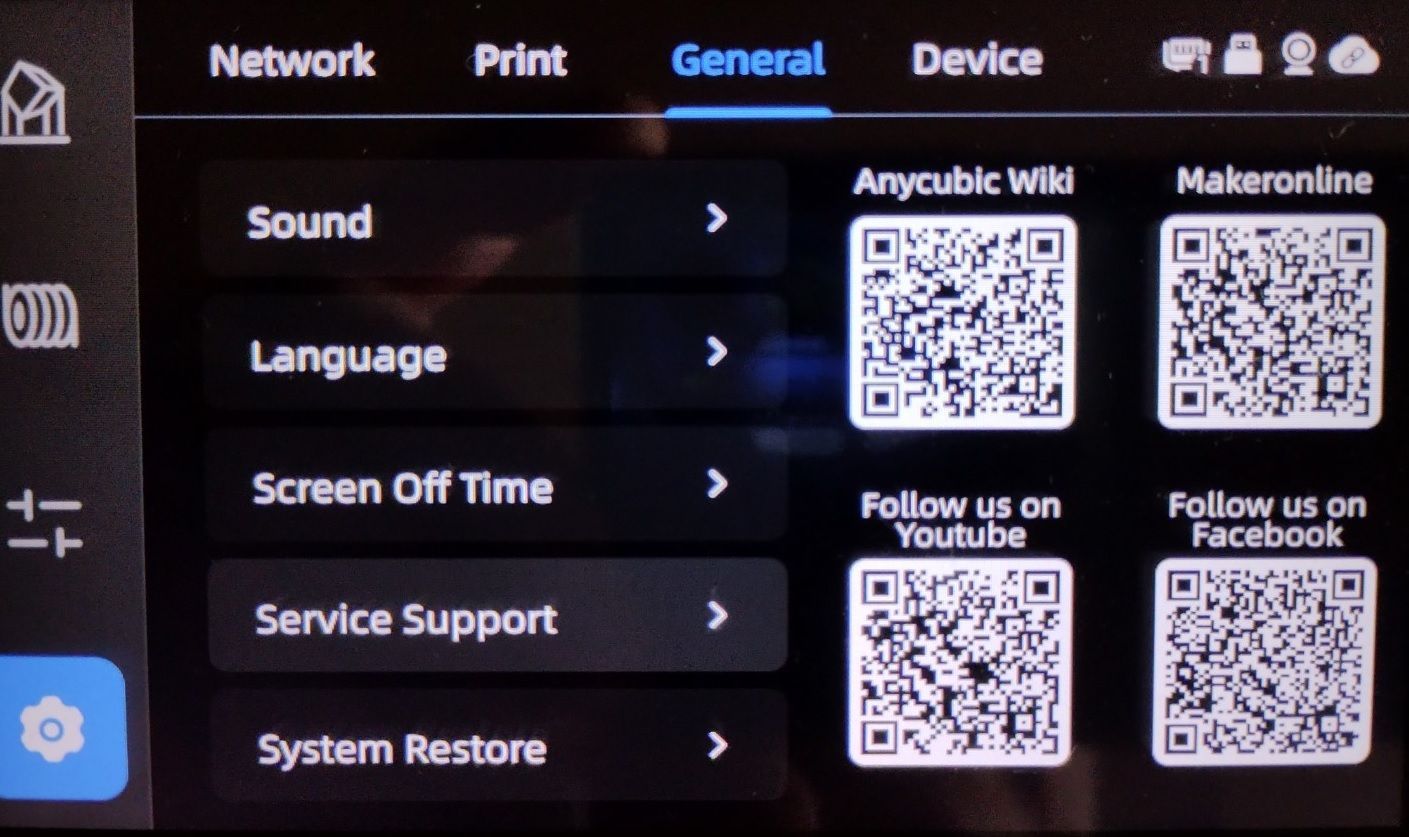
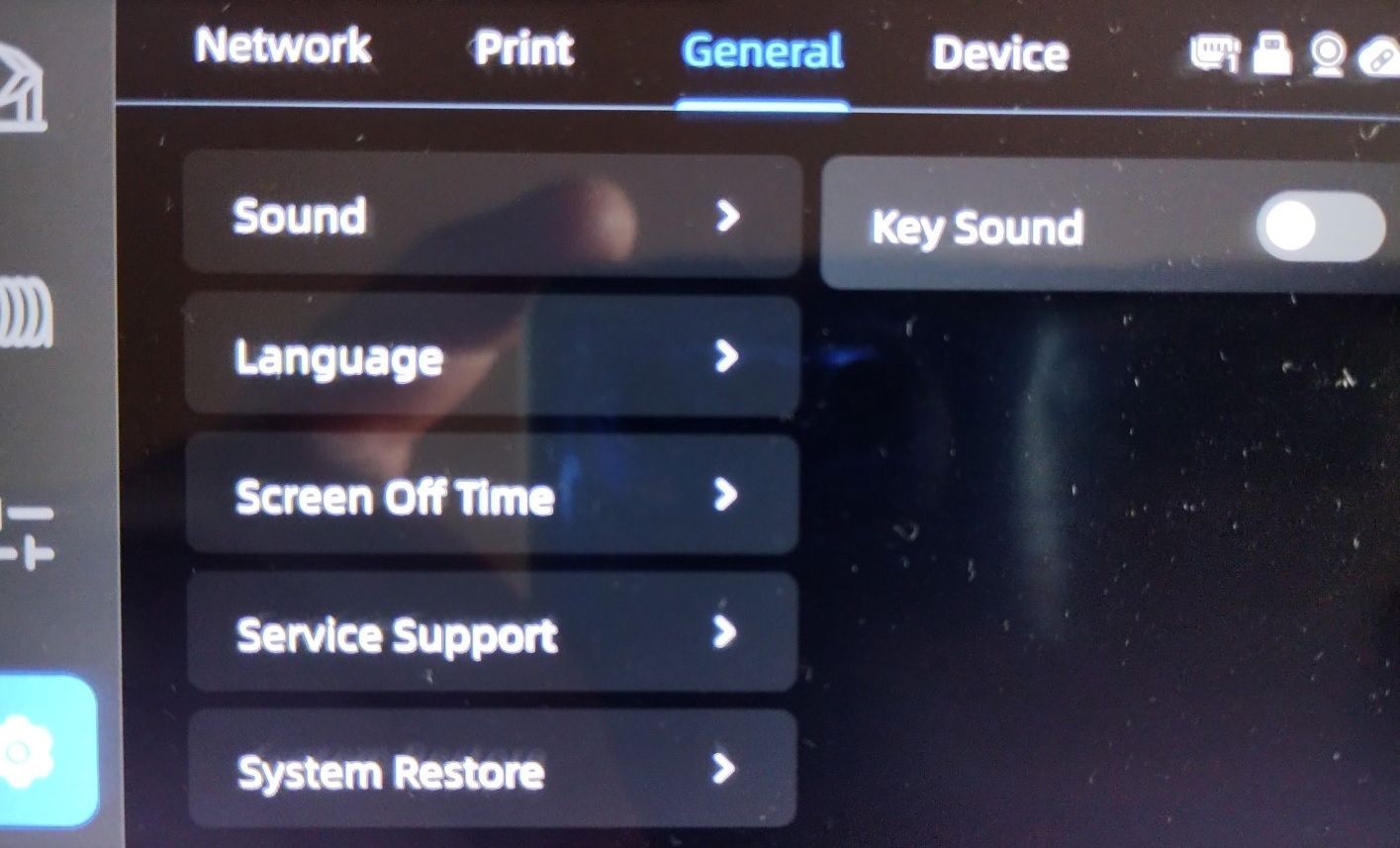
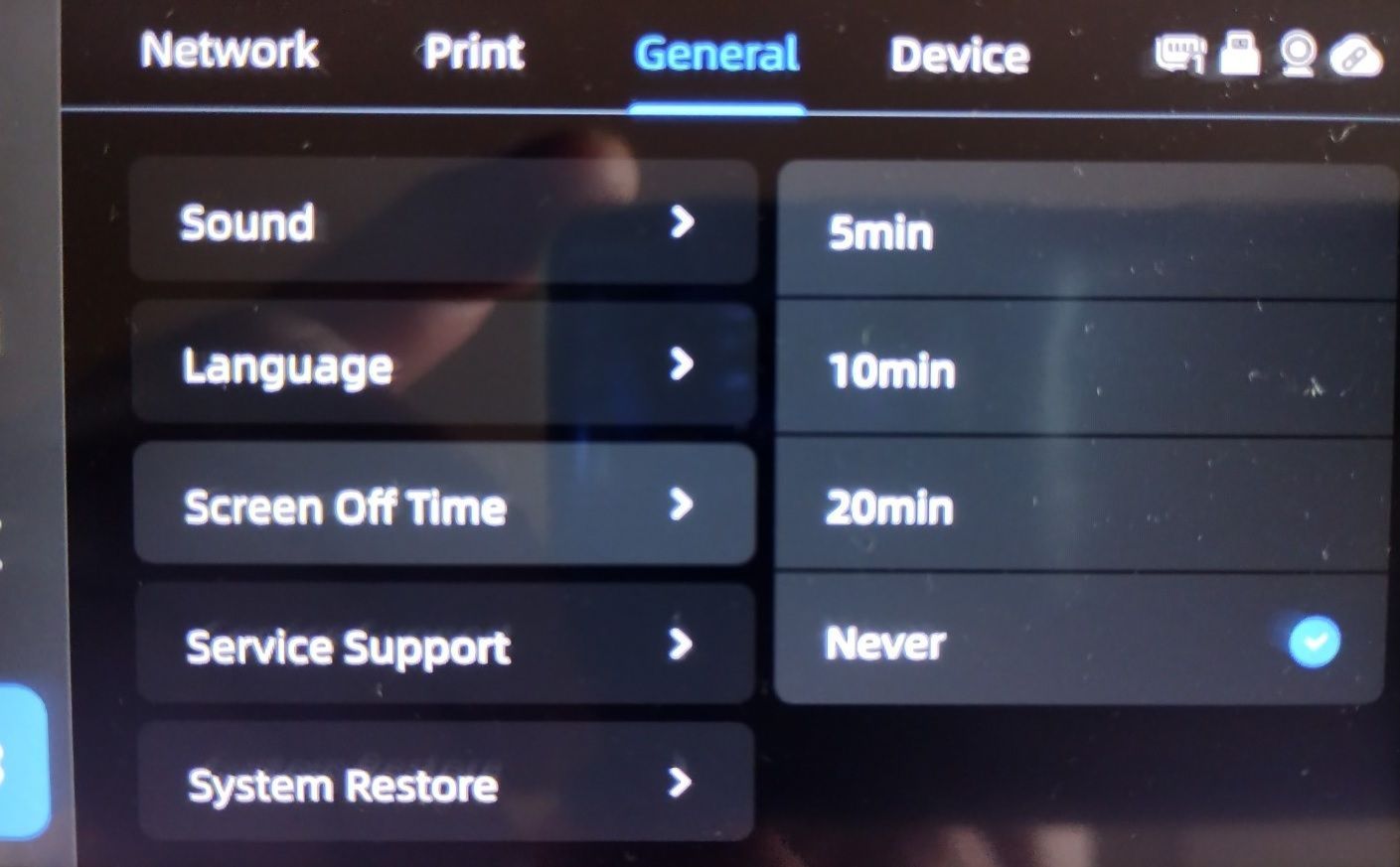
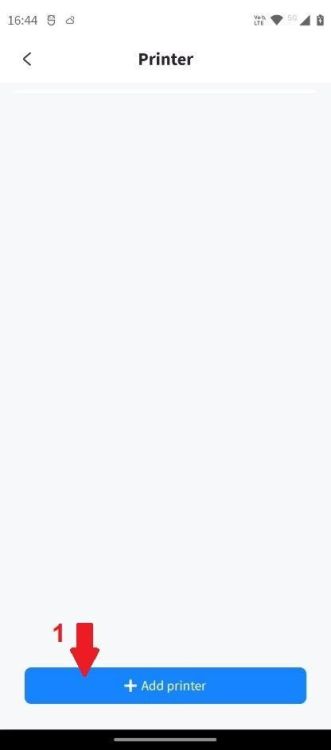
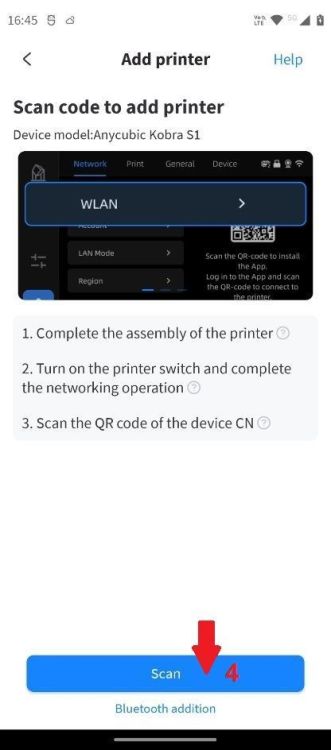
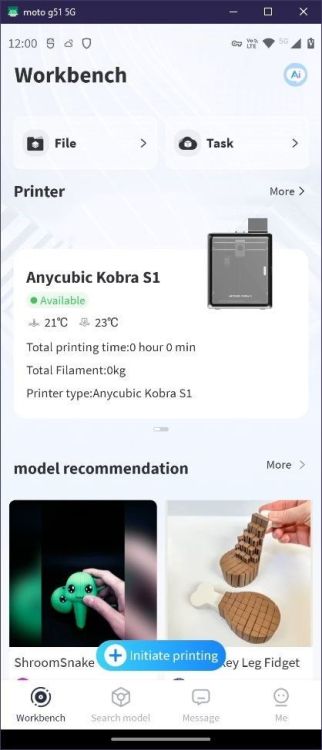
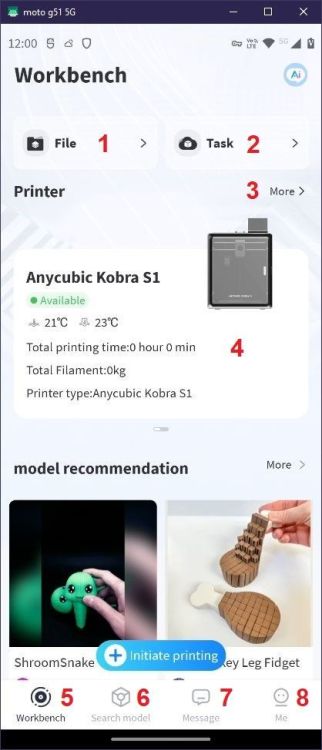
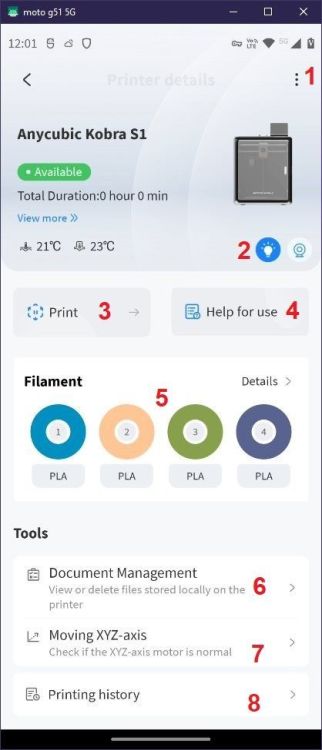
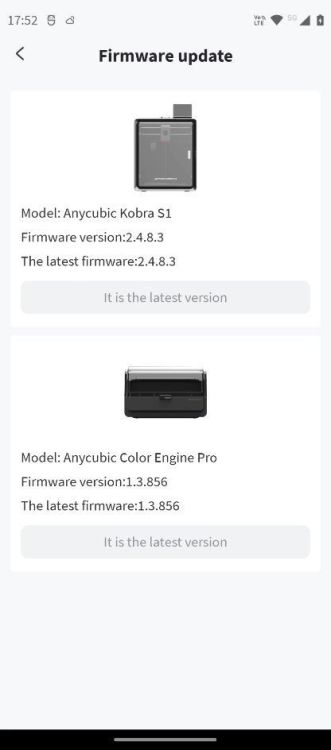
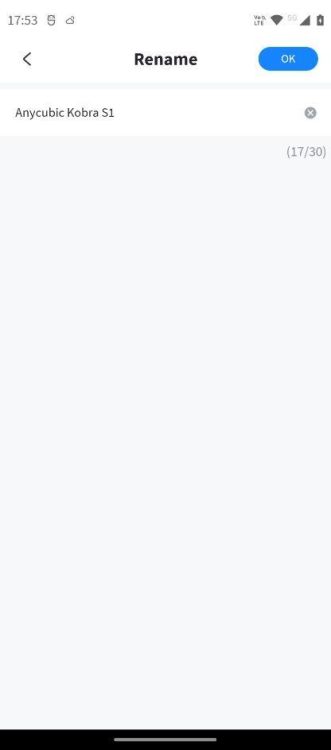
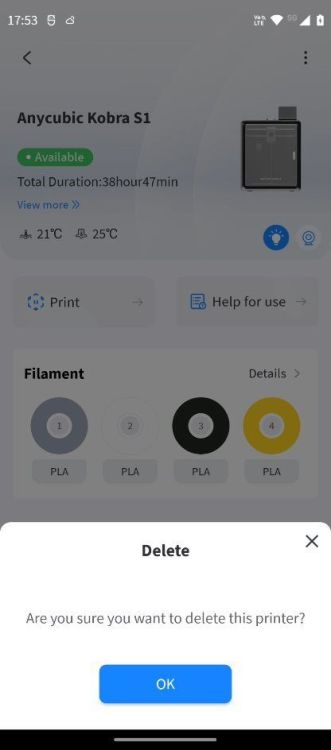
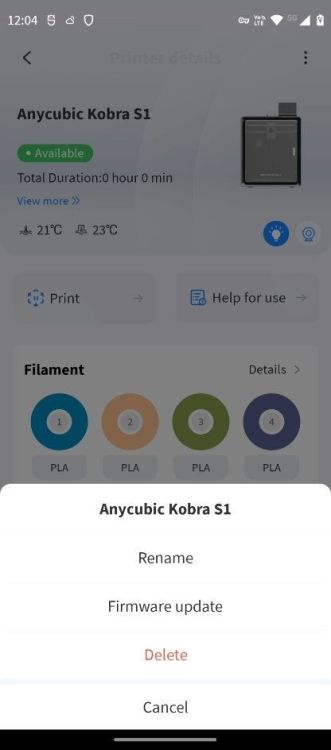
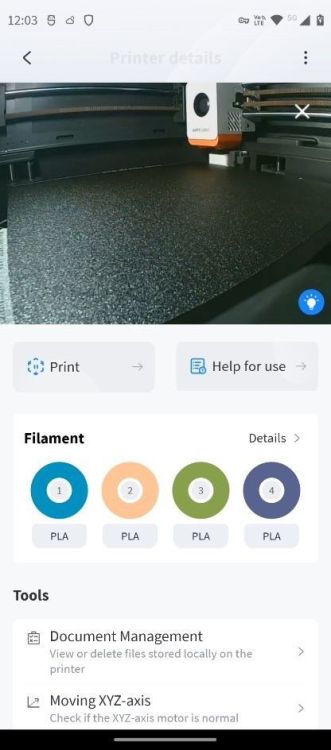
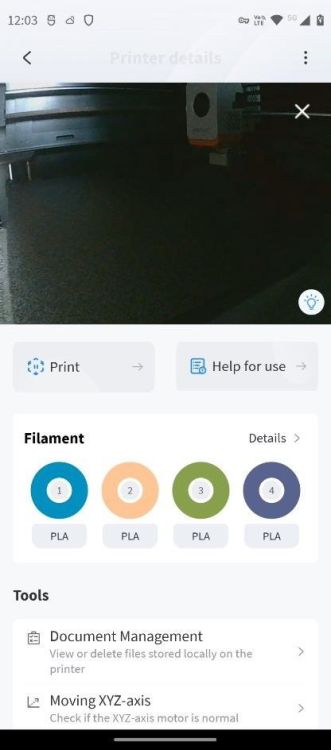
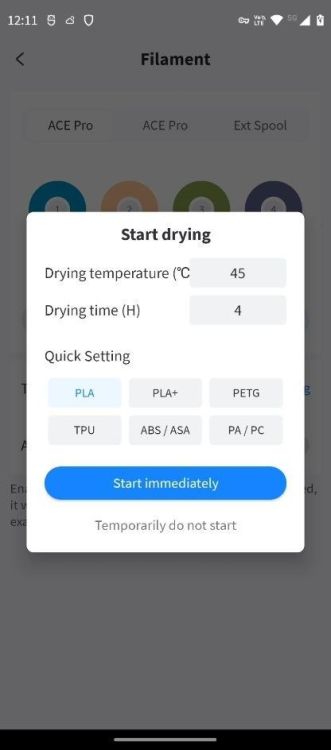
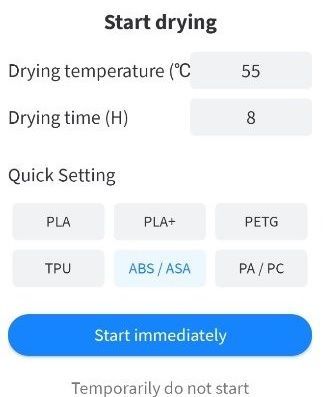
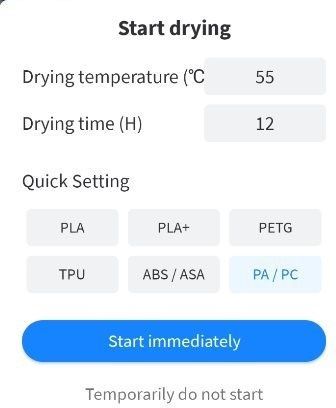
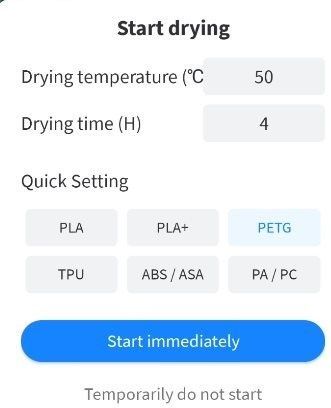
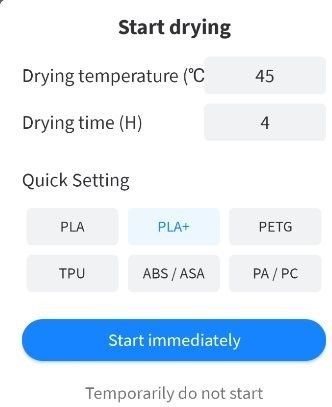
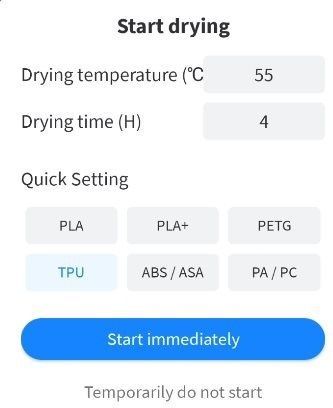
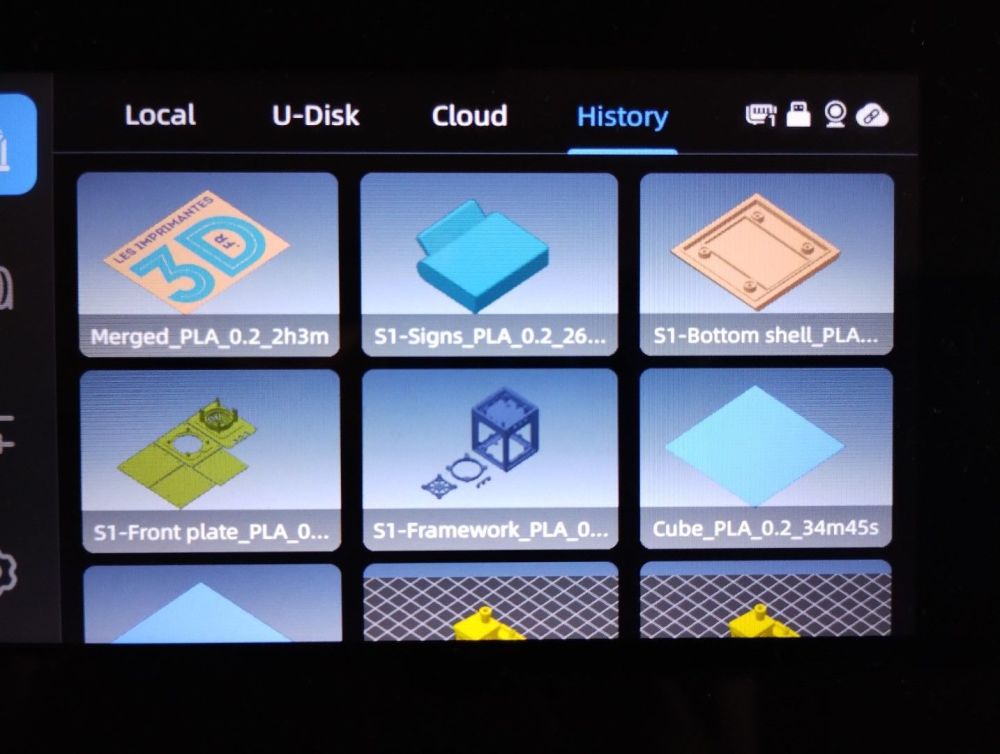
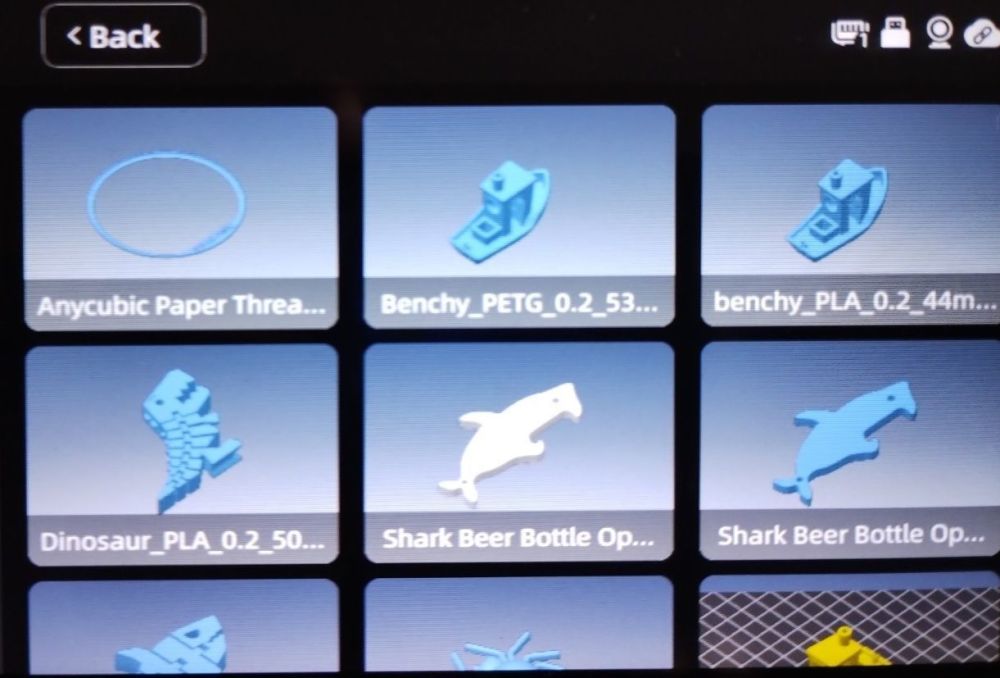
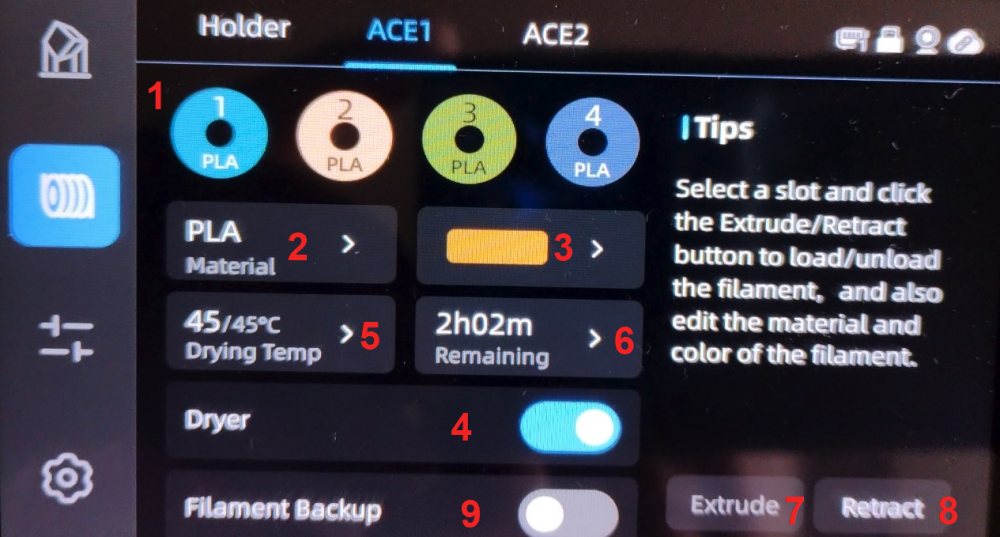
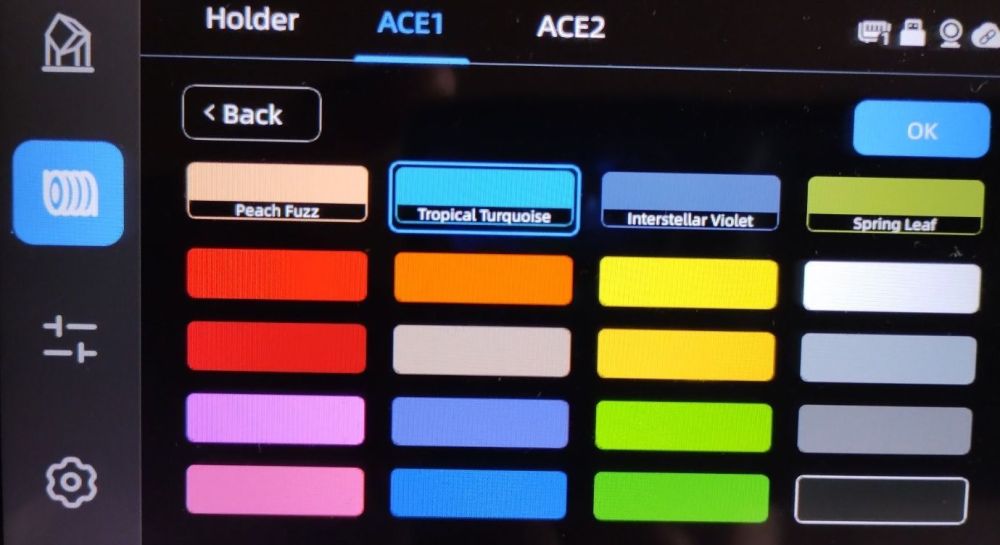
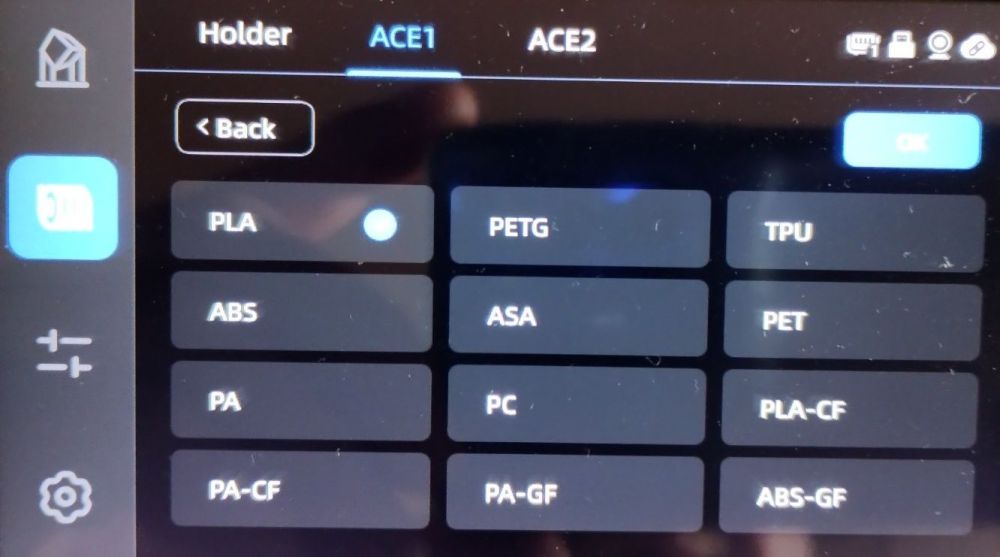
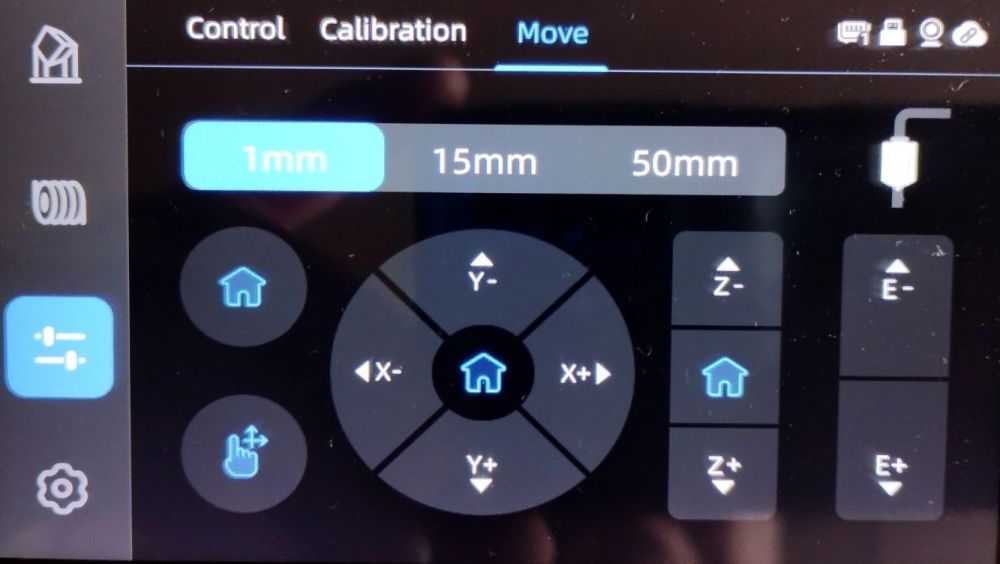
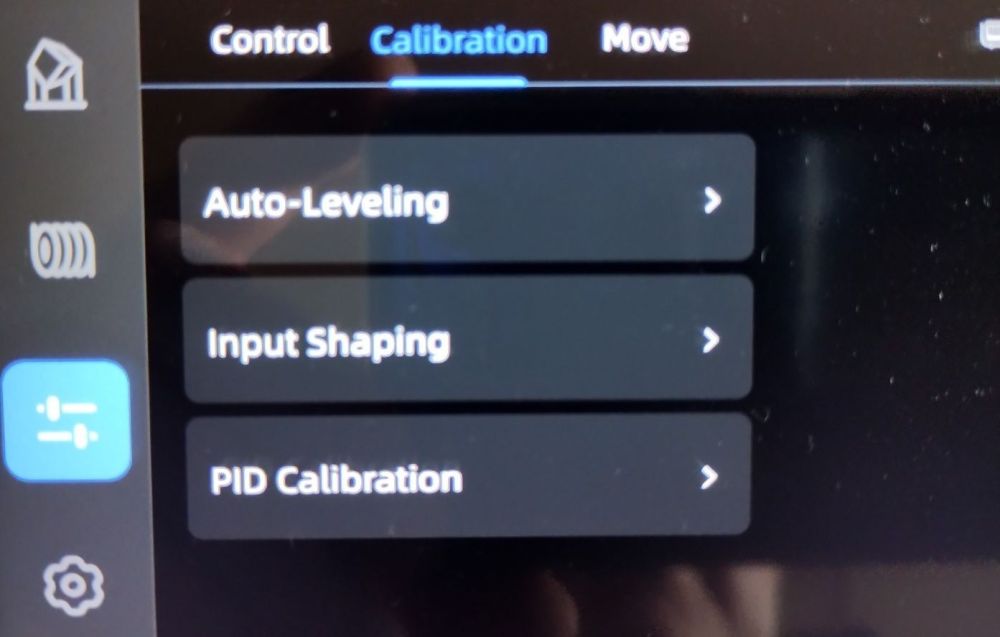
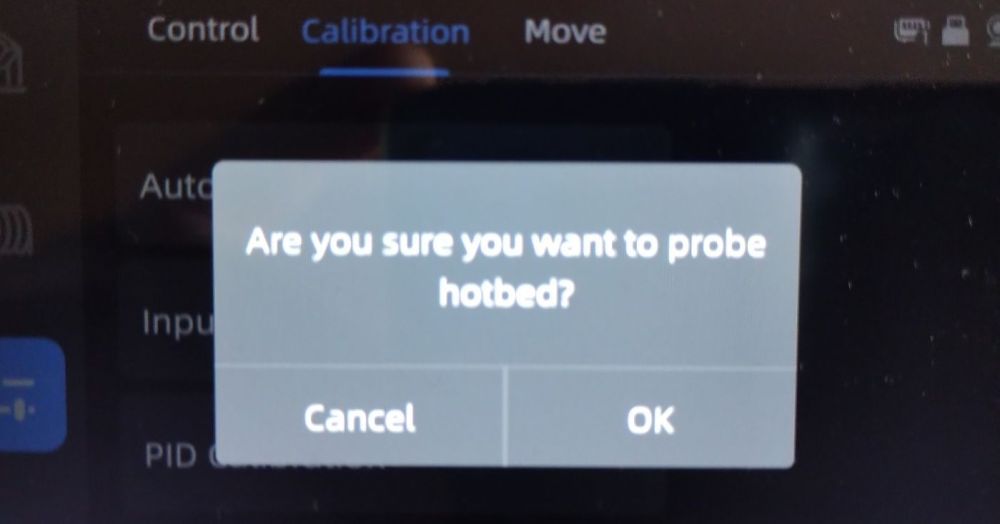
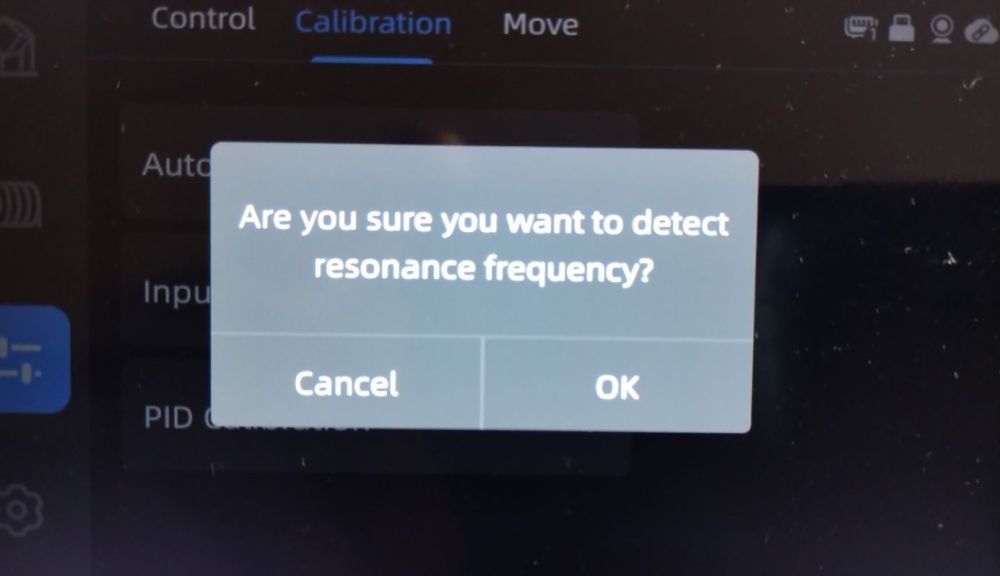
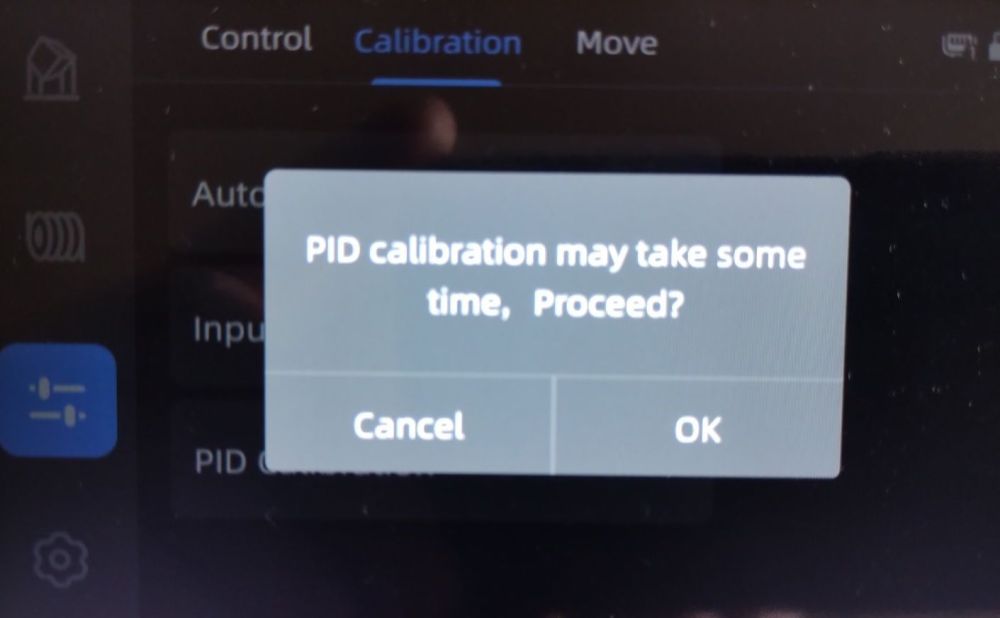
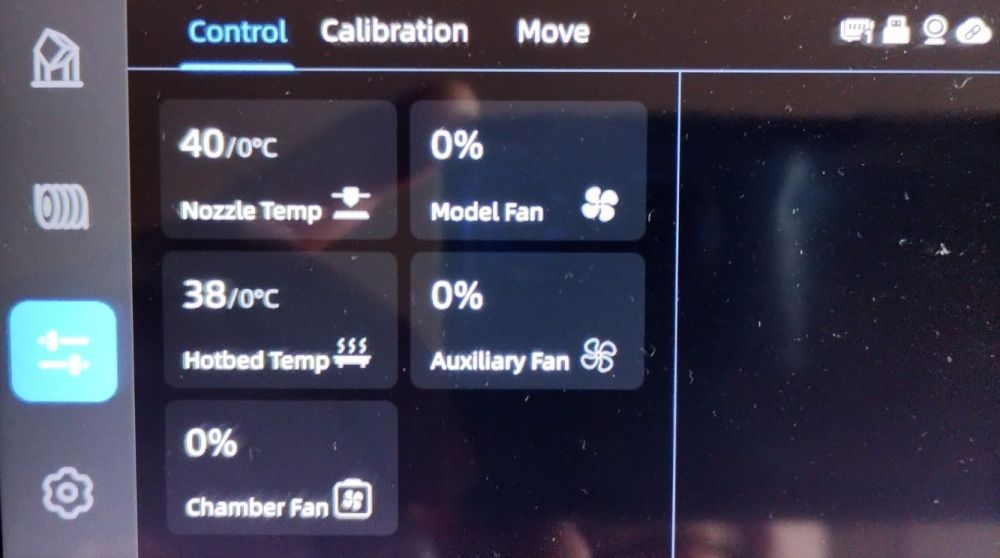
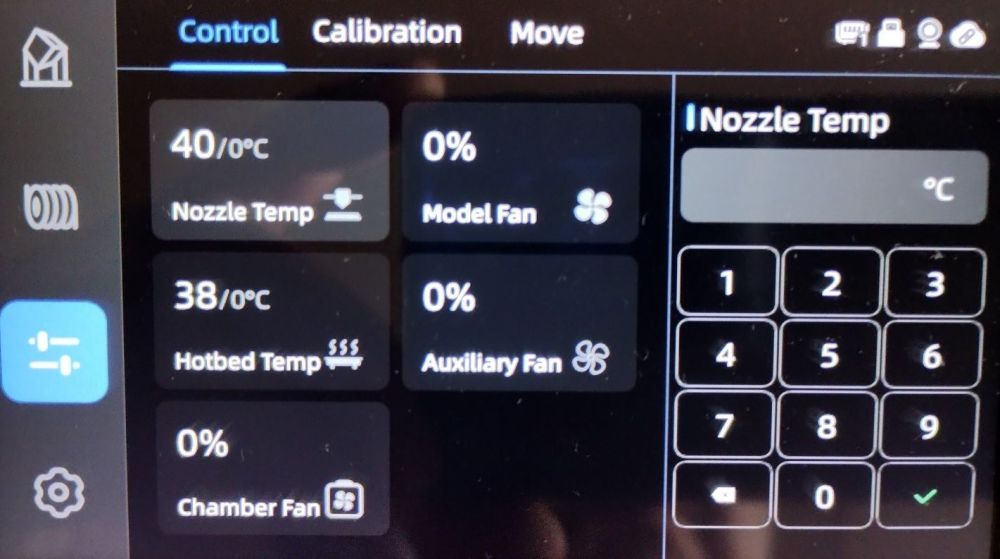
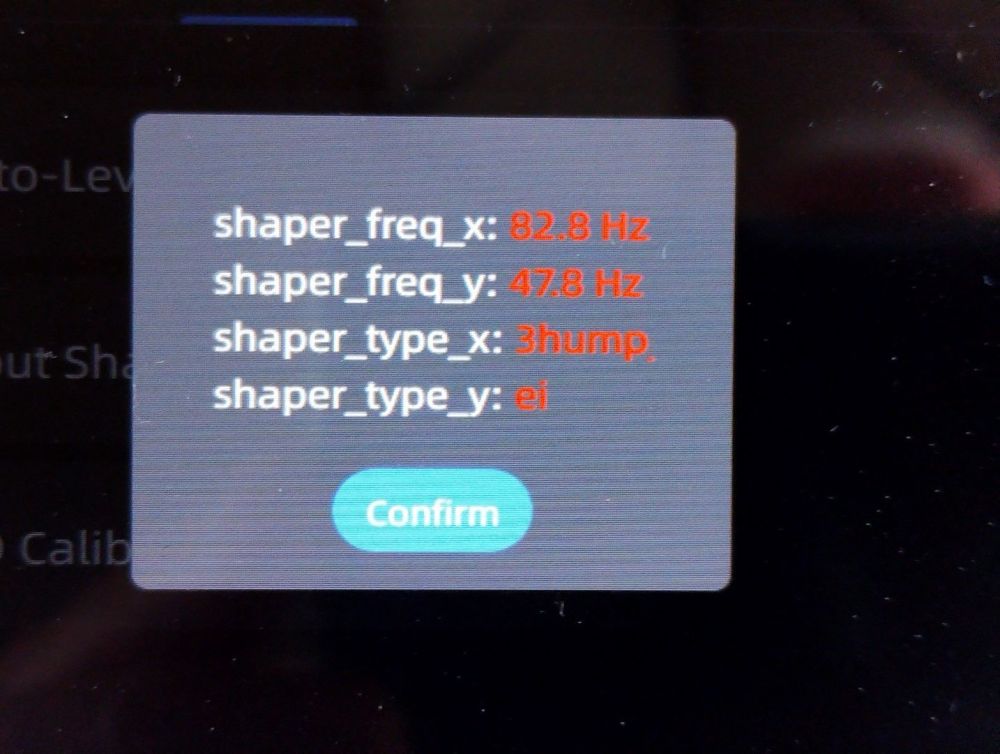
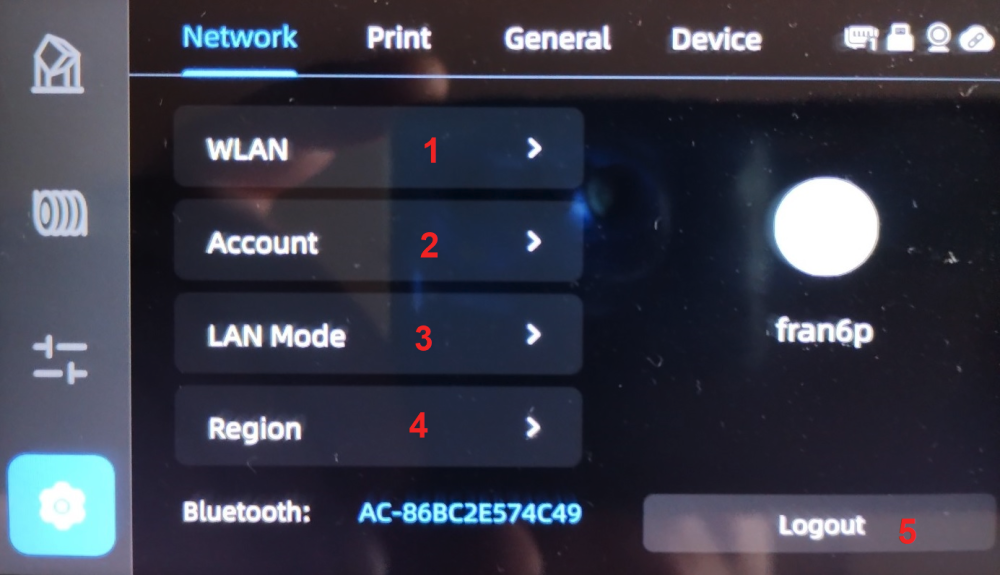
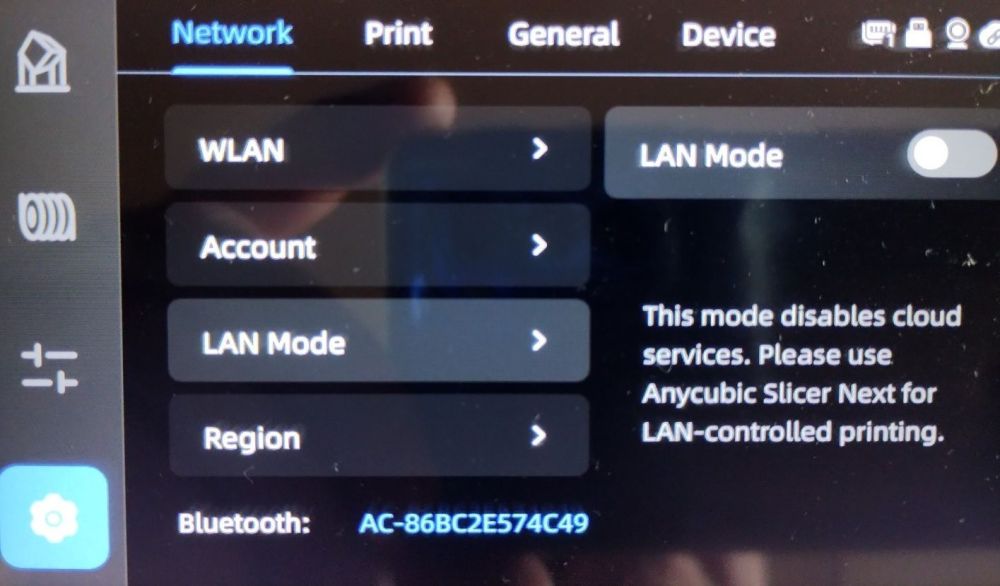
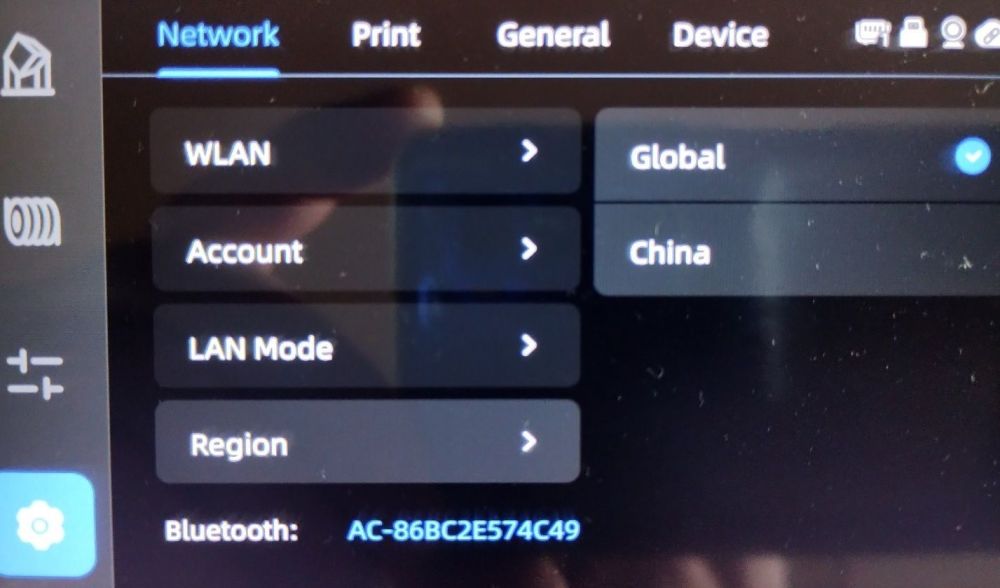
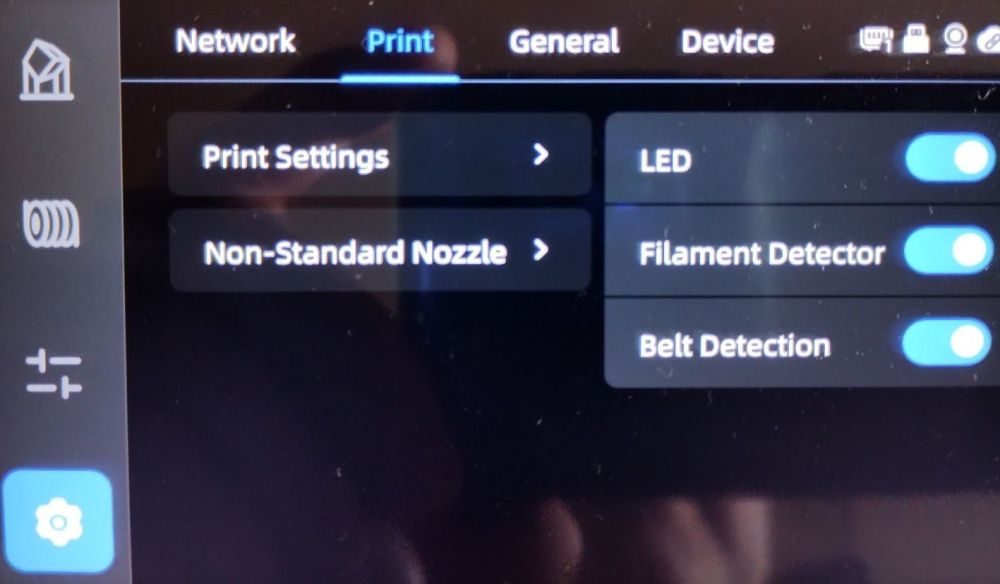
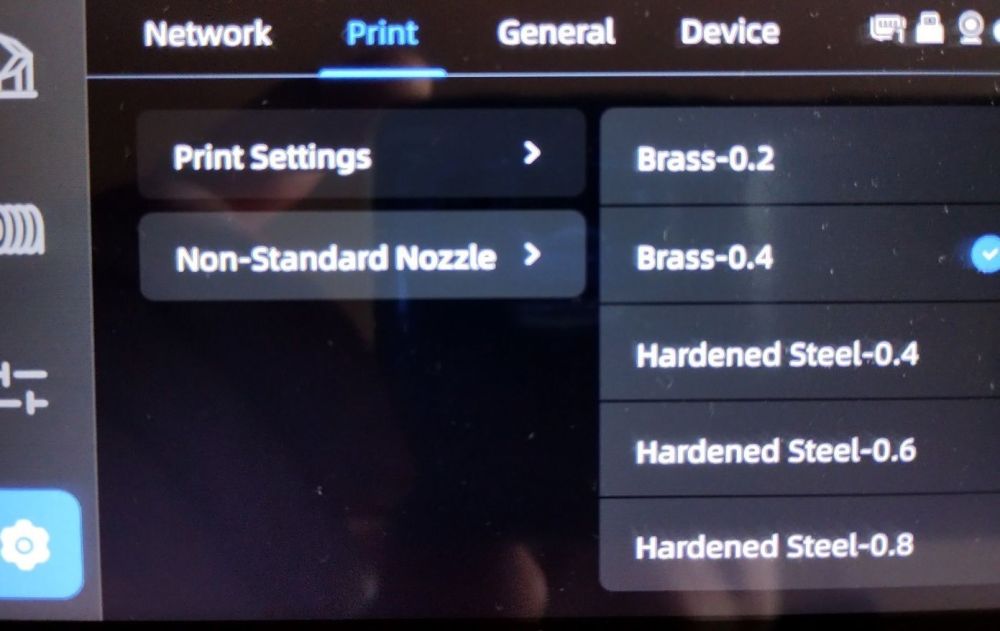
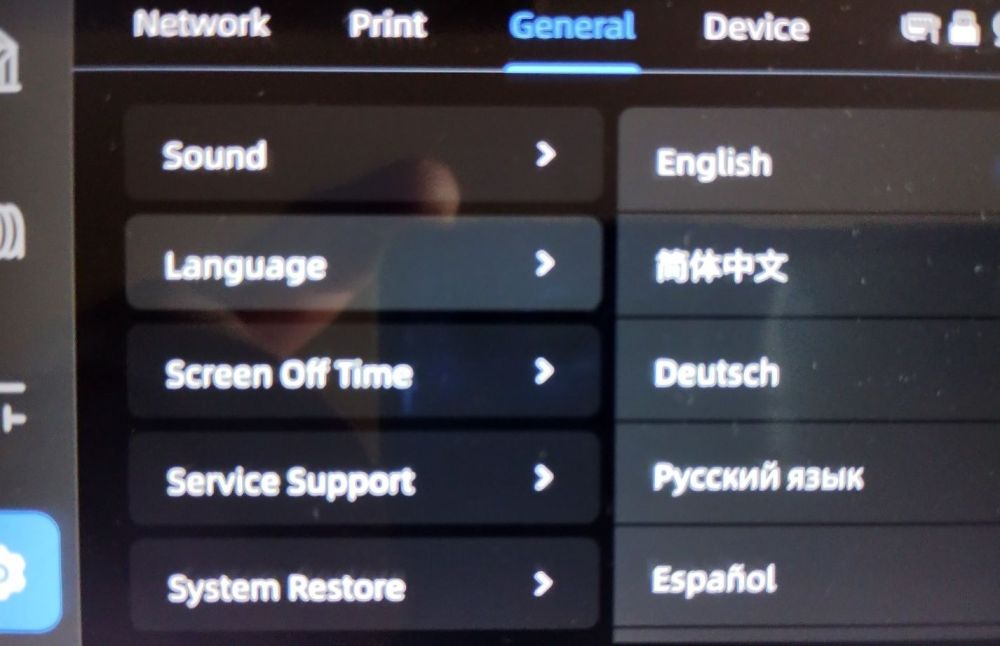
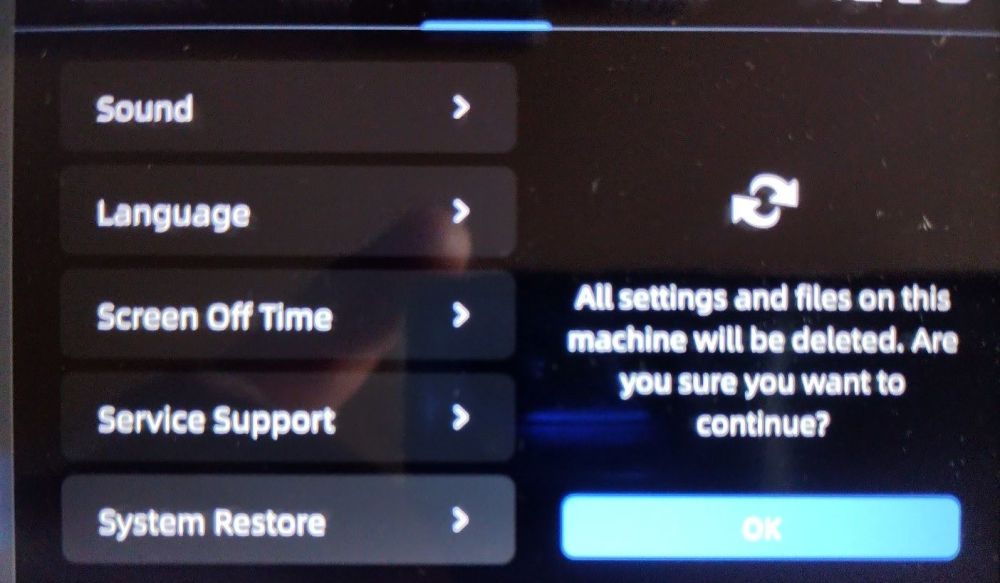
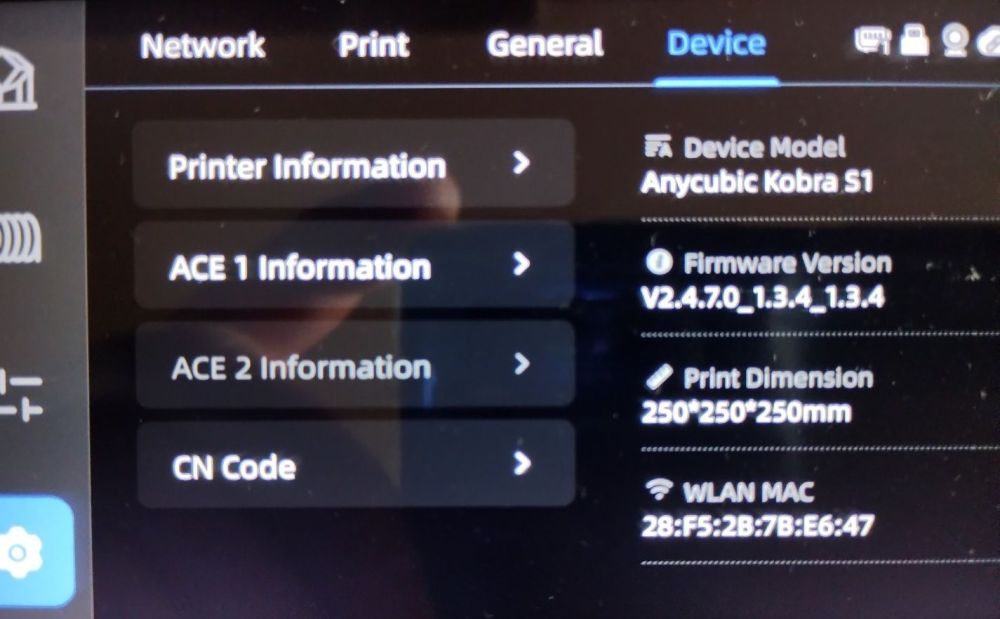
Environnement logiciel (écosystème Anycubic) Clé USB La Anycubic Kivra S1 est livrée avec une clé USB. Celle-ci a une capacité de 4 Go. Cette clé se branche sur la kobra S1 en haut, côté droit (vue de face). Elle dépasse et risque d'être accrochée : Comme la majorité des clés USB ou cartes SD livrées avec nos matériels, c'est probablement un élément de piètre qualité. Je l'ai remplacée par une clé de marque connue, Sandisk de capacité de 16 Go et surtout bien moins protubérante : Comparaison des deux clés USB (Anycubic 4Go / Sandisk 16+ Go) : Pour revenir à la clé originelle, son contenu est minimal : deux dossiers (Anycubic slicer et User Manual) : Le dossier Anycubic Slicer contient deux dossiers et un document PDF détaillant l'installation de ce trancheur. Des deux dossiers, seul Windows contient un exécutable (.exe) adapté à la Kobra S1 Au moment de la réception de cette imprimante (24/12/24), la version disponible Anycubic Slicer Next en ligne ne gérait pas encore la Kobra S1. Depuis une mise à jour début janvier, la version «officielle» contient la Kobra S1. Les afficionados de la marque à la pomme devront attendre encore un peu une version finalisée : le dossier Mac était vide (cela sera peut-être différent pour ceux recevant ce modèle courant mars 2025). Le second dossier, User Manual, contient un manuel PDF (v1.3) uniquement en anglais. Le manuel est identique à celui en papier trouvé à l'intérieur du carton d'emballage. La version disponible en ligne est la même version, bien que le nom comporte une version 1.3-2 À noter qu'aucun fichier Gcode n'est fourni sur cette clé. La clé USB devra rester en permanence branchée si on veut pouvoir faire des timelapses. Un dossier est créé pour enregistrer ceux-ci. Chacun des fichiers enregistrés porte un nom distinct de la forme «video_XXXXX _nom-du-fichier-généré-lors-du-tranchage» (XXXXX étant un nombre), exemple : Video_00002_Paper Reel Outer Ring Anycubic S1_PLA_0.25_31m55s.mp4 La clé sert également à enregistrer des fichiers tranchés via le trancheur (slicer) au format gcode. Cela nécessite toutefois de déconnecter la clé de l'imprimante pour la connecter sur un PC, puis de faire l'inverse pour la reconnecter sur la Kobra S1. Si l'imprimante est en réseau (LAN ou cloud), il est plus facile de lancer alors l'impression directement depuis le trancheur. Wiki Anycubic, à l'instar de ses concurrents, alimente un site Wiki servant à la fois pour la documentation et pour des dépannages simples. Il n'est disponible qu'en deux langues : anglais ou chinois Au moment de la réception de ce modèle (décembre 2024), il était presque vide, seul le manuel PDF était disponible. Il a été depuis régulièrement complété, seuls quelques rares liens mènent encore actuellement à un laconique «soon» Appli pour smartphone Lors du premier démarrage, après avoir associé l'imprimante au point d'accès Wifi, il est proposé d'installer une application pour Smartphone (Android/Apple) permettant de piloter la Kobra S1. Cette application nécessite la création d'un compte «Anycubic». Ça tombe bien, @PPAC, en avance pour mon anniversaire (c'était le 23/01) m'avait fait bénéficier d'une de ses cartes de réductions obtenues grâce à son dur labeur pour peupler le site makeronline.com. J'avais acheté quelques bobines de filaments sur le site. Je possédais donc un compte. L'appli installée, au premier lancement, il faut saisir les informations indispensables (email / mot de passe), puis ajouter la Kobra S1. Pour installer l'imprimante, il suffit de cliquer sur le bouton (+ Add printer], faire défiler l'écran pour accéder au modèle, se rapprocher de l'écran de la KS1, puis cliquer sur le bouton [Scan] et finalement scanner le QRCode affiché sur l'écran de la Kobra S1. Une fois l'imprimante liée, on accède au Workbench : Ce premier écran permet d'accéder à différentes fonctionnalités. 1- Files permet d'utiliser des fichiers présents dans le téléphone 2- Tasks permet d'accéder aux tâches d'impressions (en cours, complétées) 3- Accède aux imprimantes installées 4- Accès direct à l'imprimante 5- Retour au Workbench (l'écran actuel donc) 6- Recherche de modèles sur la Cloud Anycubic (Makeronline) 7- Messages système (Tâches d'impression, Activités, Récompenses…) 8- Accès au compte utilisateur, Forum, Centre d'aide, Mise à jour, Réglages compte) L'écran le plus intéressant est évidemment le (4) : 1- Renommer, vérifier les mises à jour, supprimer l'imprimante 2- Allumer / éteindre le bandeau de LED interne, allumer/éteindre la caméra 3- Lancer une impression (Cloud, Local (Mémoire interne / clé USB)) 4- Accès à l'aide (Wiki) 5- Gestion de l'ACE Pro (matériau, couleur, chargement / déchargement, séchage des bobines (choix matériau et durée, soit manuellement, soit via le choix direct (PLA, PLA+, PETG, ABS/ASA, TPU, PA-PC) 6- Gestion des fichiers (gcodes uniquement, pas d'accès direct aux timelapses) 7- Gestion des déplacements des axes uniquement hors impression en cours 8- Historique des impressions (vide au moment de la capture ) Mon téléphone fonctionne avec Android comme OS. Pour réaliser les captures d'écran, sur mon PC, j'utilise le logiciel scrcpy (la communication entre le téléphone et le PC se fait en USB via adb). Écran tactile L'écran tactile capacitif de 4,3 pouces, inclinable au-dessus du boitier, est très réactif, même avec mes gros doigts. On n'a pas accès à autant de fonctionnalités qu'un écran fonctionnant avec Klipperscreen, mais les fonctions essentielles sont présentes. Après allumage de l'imprimante, on arrive sur cet écran : Les quatre icones à gauche numérotées de 1 à 4, permettent d'accéder à d'autres écrans. 1- Accès aux fichiers après avoir cliqué sur le bouton bleu Onglet local Onglet clé USB Onglet Cloud Onglet Historique (après quelques impressions) 2- ACE Pro, gestion des bobines de filament Après avoir sélectionné une bobine (1), on peut modifier les paramètres de matériau (2), couleur (3), température de chauffe de l'ACE (5)), durée de chauffe (6) si le chauffage st actif (4). Ces modifications ne peuvent se faire que sur des bobines non équipées de puce RFID Anycubic. 3- Pilotage de l'imprimante via trois onglets 3.1- Contrôles (température buse / lit, ventilateurs (refroidissement filament (model), auxiliaire ensemble du plateau, extraction (chamber) 3.2- Calibration (auto-nivellement, input shaping, calibration PID) A l'issue du test de l'input shaping, le résultat s'affiche à l'écran (c'est la seule fois où on peut en avoir connaissance ) 3.3- Déplacements NOTE: pour l'axe Z, le déplacement se fait par rapport à la tête qui est pourtant «fixe» dans le plan Z . Donc (Z-) monte le plateau (qui lui est mobile dans le plan Z) et (Z+) le descend. 4- Paramètres du système Cet écran permet de modifier l'accès Wifi (1), le compte (2), activer le mode réseau local uniquement (3), modifier la région (Global (Monde - Chine)/Chine) (4), se déconnecter du Cloud (5) L'activation du Mode réseau local désactive l'association de l'imprimante au Cloud Anycubic ainsi que l'utilisation via smartphone. L'imprimante reste évidemment pilotable via le trancheur Anycubic Slicer Next 4.1- Réseaux 4.2- Imprimante Activation / désactivation de la lumière interne, du détecteur de fin de filament, détection de courroies (???, je n'ai pas trouvé encore à quoi ça sert ???) Choix du type de buse (matériau, diamètre). Actuellement, seule la buse laiton en 0,4 mm est disponible 4.3- Général Réglages matériels (son lors de la manipulation de l'écran, langue, durée de veille de l'écran, accès au SAV, restoration du système) 4.4- Matériels Accès aux informations de version de la Kobra S1, de l'ACE Pro et du code CN (utilisé si le QRCode non fonctionnel pour appairer le matériel au Cloud Anycubic) Quand une mise à jour est disponible (Kobra S1 ou ACE Pro), un symbole apparait dans le numéro de version. On peut alors procéder (ou pas) à celle-ci (téléchargement OTA, installation, extinction / allumage matériel) : Trancheur (slicer) Anycubic Slicer Next Ce dernier logiciel sera vu plus en détail dans un post distinct. À suivre…













 1 point
1 point -
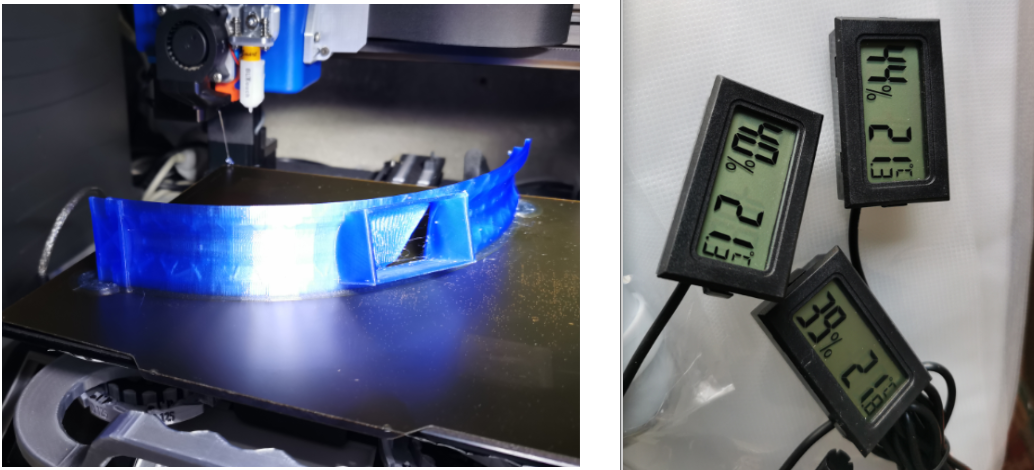
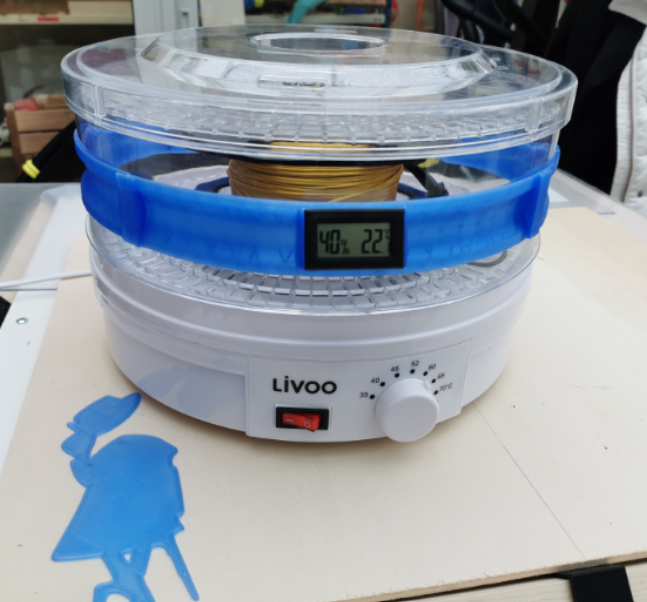
En parallèle je souhaite de faire un deshydrateur de filament évolutif et efficace, comme beaucoup je me suis diriger vers un déshydrateur alimentaire, j'avais pour idée de concevoir un rehausseur pour permettre l'utilisation avec les bobines de filament quand un ami (@M1K3D0) ma fait voir la vidéo de ce qu'avait réaliser @J-Philippe du site DocArti pour le déshydrateur Livoo qui comme par Hazard est le modèle que j'avais acheté à 29€. Comme rien ne sert de reconcevoir quelques choses qui a déjà été bien réaliser, j'ai simplement imprimer ces STL, un grand merci et achat de thermomètre hygromètre a 11€ les 3. résultat final une fois assemblé.
 1 point
1 point



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)