Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/11/2021 Dans tous les contenus
-
à part la Hornet qui est en bowden, les X1, X2, Genius et Genius Pro ont toutes des direct drive d'origine.3 points
-
Il y a un autre site qui est une escroquerie, tu ne reçois rien et tu n'es jamais remboursé. https://www.amendes.gouv.fr Je vous le déconseille fortement.3 points
-
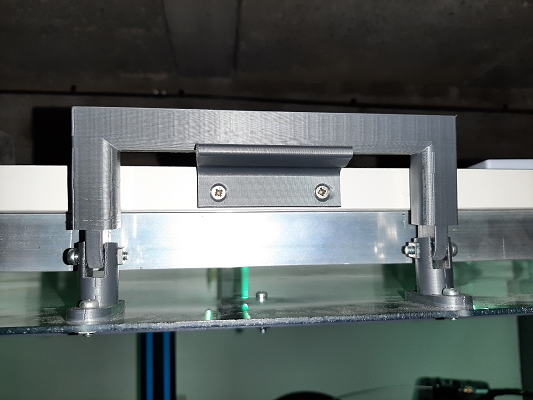
Bonjour à tous, Je créé ce sujet pour présenter ce projet semi terminé en espérant avoir des retours sur le projet en lui-même et des réponses aux questions que je me pose pour le terminer (les questions seront pour un prochain post). 1. Présentation Comme beaucoup, j’ai souhaité enfermer mes imprimantes pour améliorer le confort d’utilisation (bruits, protection aux courants d’air, …) et peut-être imprimer de l’ABS à terme. J’ai donc acheté les traditionnelles tables IKEA Lack à 6€, qui faisaient très bien le job pour le prix même si à la longue plusieurs problèmes se posaient : Pas très solide (à 6€ c’est normal) Difficile d’accéder à la machine pour de la maintenance ou si l’interrupteur est placé à l’arrière, il faut tout sortir, il est difficile de décrocher la bobine Les machines un peu plus grosses ne logeaient pas directement (ma Prima Creator P120 logeait, mais pas ma Geeetech A10, et y placer une bobine à côté réduisait encore l’espace) Le système de portes ne me convenait pas, elles compliquent l’accès à l’intérieur du caisson Après avoir déménagé j’ai donc souhaité me construire un vrai meuble qui pourrait résoudre ces problèmes en m’imposant les conditions suivantes : Faire un meuble à étages pour apporter un peu de modularité, l’idée est d’empiler les étages les uns sur les autres pour faire le meuble dont on a besoin Faire loger des imprimantes type Ender 3 ou Prusa i3 Rendre la maintenance plus facile Ajouter de l’électronique maison à base d’ESP32 pour la gestion (température, détection de fumées, évacuation de l’air, …) Imprimer un maximum de pièces en 3D (poignées, rails, fixations, …) Ajouter un espace de stockage Ne pas dépenser trop d’argent Ne pas trop s’attarder sur l’esthétique Je me suis donc mis en quête des matériaux qui me paraissaient bons marchés et que je pouvais travailler facilement tout en gardant un rendu acceptable (il devait être placé dans une pièce de vie au début, maintenant il est dans le garage). Exit les profilés aluminium et les panneaux de bois massif pour la structure, ce sera tablettes de mélaminé blanc premier prix de 18 mm d’épaisseur et tasseaux de sections 44 mm * 44 mm peints en gris. Niveau outillage, une perceuse/visseuse et une scie circulaire sont les principaux outils, ainsi qu’un vieux fer à repasser pour plaquer les chants sur les coupes. 2. La base et le compartiment de stockage : La base se présente sous la forme d’un rectangle de 120 cm * 60 cm avec six pieds de 10 cm de haut. Sur cette base sont ensuite vissées des pièces imprimées en 3D qui permettront d’ajouter l’étage de stockage sur la base à la manière de l’empilement des tables LACK. Ces pièces s’insèrent dans chaque tasseau et ces derniers sont ensuite bloqués en place en insérant une vis en travers du tasseau. Certes la solidité n’est pas le point fort de cette solution, mais étant donné la rigidité et le poids des montants et des côtés, ça ne devrait pas bouger et c’est démontable assez facilement. La partie stockage est composée de deux compartiments (dans mon cas un pour les bobines et un pour le matériel résine + outils) et fait 53 cm de hauteur. Les côtés ainsi que le fond sont faits avec le mélaminé blanc toujours pour maximiser le poids (et aussi pour accrocher des choses dedans ou à l’arrière si besoin) et assemblés avec des tourillons. 3. Les étages des imprimantes L’assemblage de ces étages se fait de la même façon que l‘étape précédente, l’étage est simplement plus haut (62 cm) pour pouvoir y loger les imprimantes et avec une grande ouverture pour la maintenance. J’y ai placé un tube qui devait permettre de limiter le fléchissement de la planche du dessus, finalement il ne sert pas à grand-chose. Seule la porte permettra de voir ce qu’il se passe à l’intérieur, je ne trouvais pas utile de vitrer les côtés ou de les ouvrir. L’éclairage compensera le manque de lumière entrante et je ne vois pas l’intérêt de pouvoir voir ce qu’il se passe sur le côté. Pour accéder le plus facilement possible aux imprimantes, j’ai ajouté sur chaque étage d’imprimante une tablette avec deux coulisses pouvant supporter une cinquantaine de kilos. Ainsi, je peux extraire complètement l’imprimante du meuble (même en cours d’impression) sans avoir à la sortir ou à décrocher la bobine de filament, la seule condition est que le câble électrique doit être assez long. C’est également pour ça que je cherche à maximiser le poids du meuble, cela permet d’ouvrir les deux tablettes avec les 4 machines dessus sans risquer que le meuble bascule sur l’utilisateur qui manipule. 4. Portes, éclairage, caméras, support de bobine Pour les portes, l’objectif était de faire en sorte qu’elles prennent le moins de place possible une fois ouvertes. Donc pas de portes battantes, pas de portes coulissantes qui laissent toujours un côté fermé, c’est une porte en plexi de 3 mm (avec un cadre en bois pour la rigidifier) qui coulisse à l’intérieur de chaque étage. Elles coulissent avec des petits ergots dans 3 rails, le tout imprimé en 3D (avec un peu de WD40 pour que ça coulisse mieux). Même s’il y a une perte de quelques centimètres en hauteur, la porte ne gêne pas l’utilisateur lorsqu’elle est ouverte (surtout si la tablette es dépliée). La poignée et son accroche (qui la tient ouverte) sont également imprimées en 3D. L’éclairage est fait avec des rubans LED RGB qui serpentent au plafond de chaque étage (petit faux contact à un endroit, ce n’est pas censé être vert sur l’étage en haut). J’ai installé une caméra par étage, le meuble étant au sous-sol cela permet de ne pas descendre pour rien. Le support de bobine étant placé trop haut par défaut sur la Geeetech A10, j’en ai créé un avec roulements à billes sur le côté du meuble, adaptable à différents types de bobines, pour le moment il remplit correctement son travail, je dois simplement faire attention lorsque je sors la tablette à ne pas laisser la bobine trop se dérouler. 5. L’installation, le rangement et le bilan : Après installation des imprimantes, tout loge comme voulu, par étage on peut y loger deux Geeetech A10 côte à côte et je pense que deux Prusa i3 logent également ainsi que 3 Prusa Mini. J’ai choisi de placer l’imprimante résine en bas avec le Wash & Cure, étant donné qu’il faut plus de manipulation l’utilisateur est à hauteur. Pour le stockage je pense pouvoir stocker plus de 20 bobines par compartiment, et le compartiment pour la résine et les accessoires n'est pas beaucoup remplit. L’avantage de ce design est qu’il reste assez proche du principe des tables LACK, on peut empiler des étages de différentes tailles (on pourrait faire un étage plus haut pour des imprimantes delta par exemple). Actuellement il mesure un peu plus de 190 cm de hauteur, donc remplacer l’étage stockage par un étage imprimantes ne rajouterait que 10 cm. Pour le poids, il doit faire aux alentours de 100kg, il y a au moins 5 tablettes de mélaminé pesant presque 19kg chacune, heureusement qu’il est fixe. Pour la suite, qui comprend la partie gestion électronique, je mettrai le sujet à jour plus tard, car je compte l'avancer ce week-end.











 2 points
2 points -
il est vrai que si les inscriptions sur l'étiquette jaune étaient dans l'autre sens cela serait mieux (pour éviter les confusions).2 points
-
Bonjour, As-tu penser à regarder dans la boîte ?2 points
-
Version finale les photos massacrent le travail de peinture, dommage

 2 points
2 points -
Alors c'est assez marrant : @PPAC tu parles de Noël et @Kachidoki de feuille imprimée en 2D... ... et justement voici l'objet "décoratif" que j'avais fabriqué pour ma famille pour Noël en 2019 : Un truc tout simple, fait avec des moyens "classiques" : - des chutes de bois pour faire les côtés de la maison, recouvertes avec des décors (murs, fenêtres, tuiles) imprimés sur papier - une douille avec une lampe à LED 230V à l'intérieur - pour la façade de la maison, une simple feuille imprimée (OK ça consomme pas mal d'encre noire) A bientôt
 2 points
2 points -
Sinon il y a une autre technique plus simple, on se focalise toujours trop sur une seule techno pour tout faire, ici l'impression 3D. Tu peux tout aussi bien avoir une plaque lisse, et y coller en dessous une feuille de papier imprimée en 2D et en prime, avec les motifs en couleurs ! Pour moi l'intérêt de la lithophanie imprimée en 3D, c'est d'avoir des effets de reliefs "stéréoscopiques", car même les ombres peuvent se "simuler" avec une impression papier.2 points
-
Ah ouais vu les conditions tes impressions sont pas si mal... et nous on pleurs dés qu'une couleur de filament n'est plus en stock...2 points
-
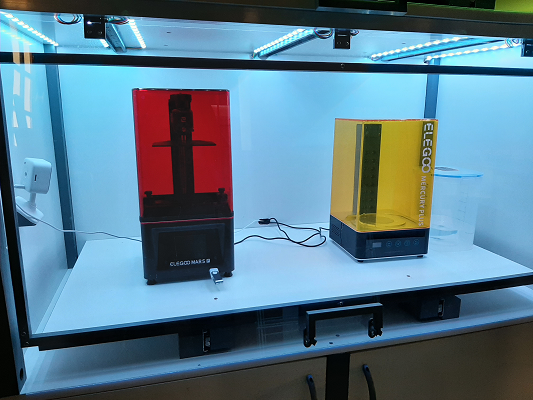
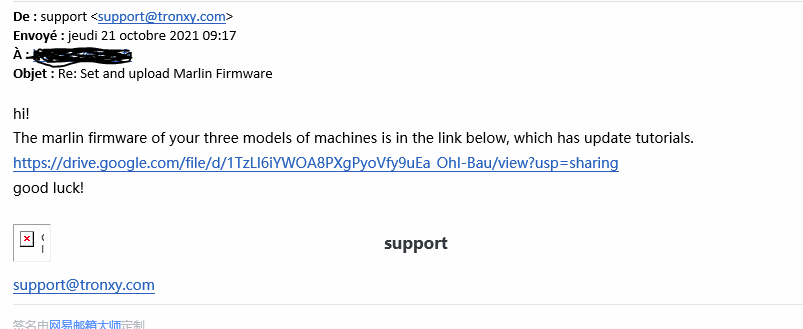
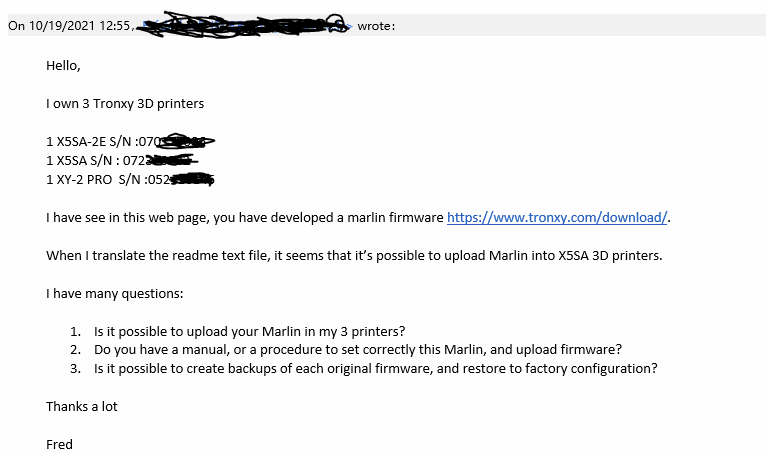
Bonjour tous, Suite à de nombreuses visites sur le site officiel Tronxy, je me suis aperçu qu'ils fournissaient un marlin pour les XY-3 ici https://www.tronxy.com/wp-content/uploads/2021/07/XY-3SE-Marlin.zip Bon, je dois avoué, j'ai essayé de le compiler pour le mettre sur une de mes machines, mais il y a des trucs qui m'échappent, bref, ça bug à la compilation. Mais en fouillant dans les fichiers, je me suis aperçu que ça "parlait" de X5SA, j'envoie donc un petit email au support tronxy et voici leur réponse le lien en direct https://drive.google.com/file/d/1TzLI6iYWOA8PXgPyoVfy9uEa_OhI-Bau/view?usp=sharing Alors attention, grosse mise en garde, j'ai testé, il y a des choses à savoir avant. 1-Mes cartes mères sont des CXY-V6-191017, donc en théorie ce qu'ils m'ont mis dans le lien n'est compatible qu'avec ces CM. 2-Bien que ce soit un truc officiel, ils sont vraiment cheap sur les fichiers et les explications. NE VOUS LANCER PAS DE SUITE DANS LA PROCEDURE 3-Déjà, si vous n'avez pas sauvegardé le firmware original (pas le Gcode, le vrai firmware), pas de retour en arrière possible. 4-Ils ne fournissent pas les fichiers sources de leur marlin, donc pour les réglages, inverser un driver, etc.. c'est mort 5-Les explications sur le pdf sont partiellement fausses, la procédure fonctionne est dans la vidéo. 6-Je le répète, si vous n'avez pas une sauvegarde du firmware original, non seulement on ne peut pas revenir en arrière, mais en plus, pour avoir essayer, on ne peut pas injecter le marlin de rapsodyv. Cela change le bootloader 5-En terme d'aspect d'interface, c'est très très proche du firmware stock, a tel point, que je leur ai envoyé un mail pour leur dire qu'ils s'étaient trompé. Mais voici leur réponse Oui, pour voir la différence entre 1.4.1 et 1.14, enfin. Je leur ai envoyé un dernier petit mail pour avoir la procédure pour remettre le firmware original, j'ai vu que pas mal de gens les cherchaient (moi y compris). Dès que j'ai leur réponse, je vous en fait pars.
 1 point
1 point -
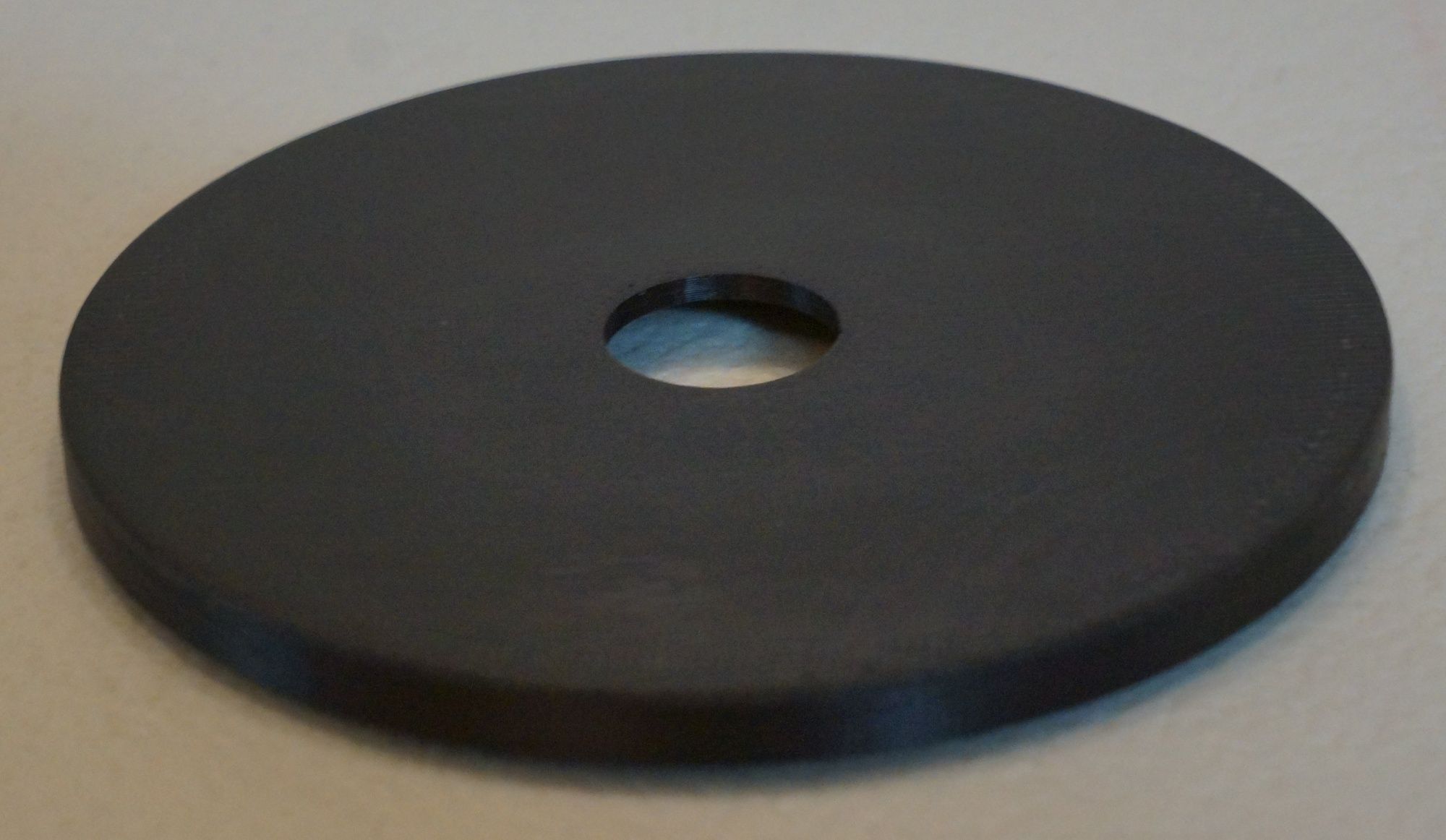
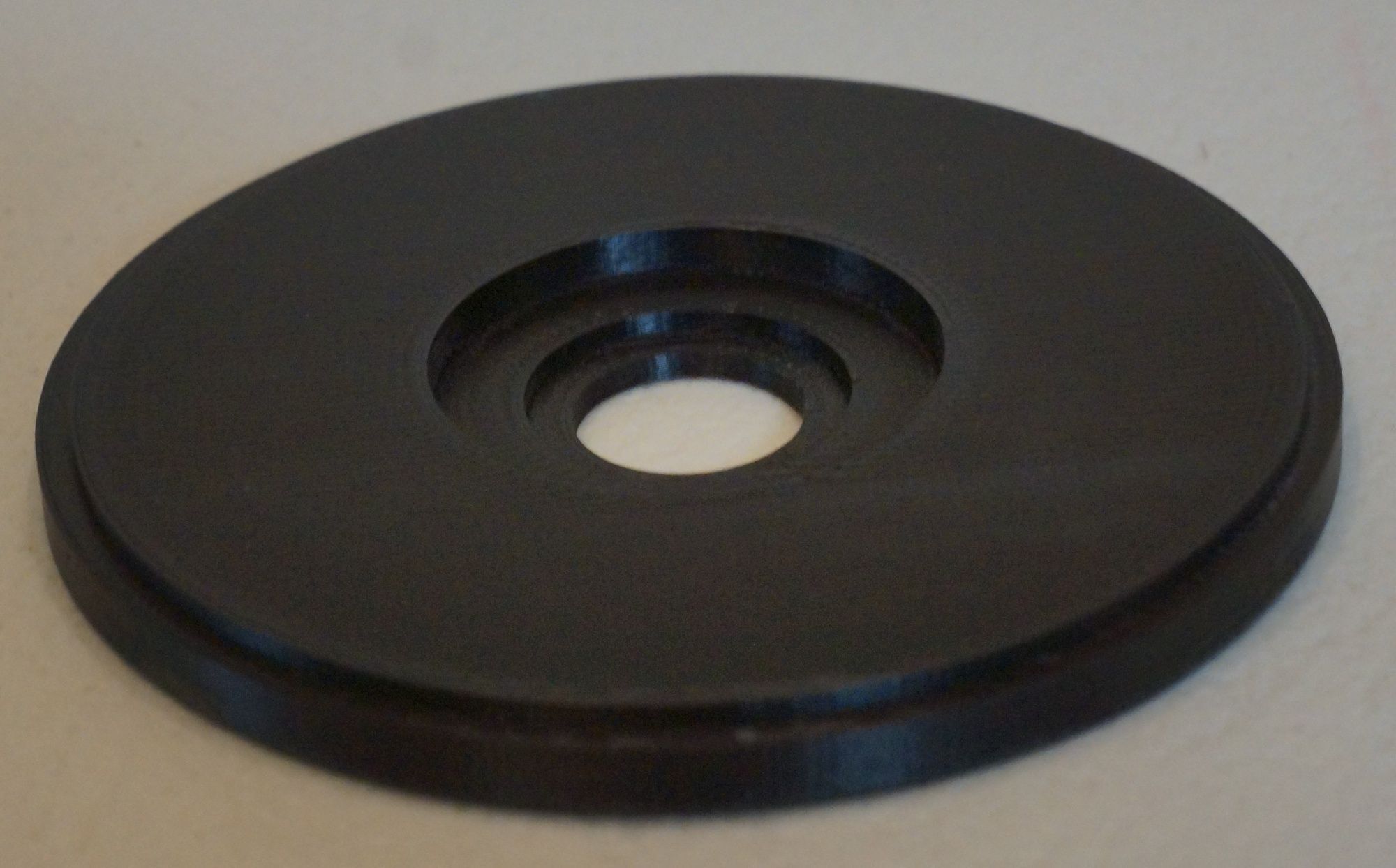
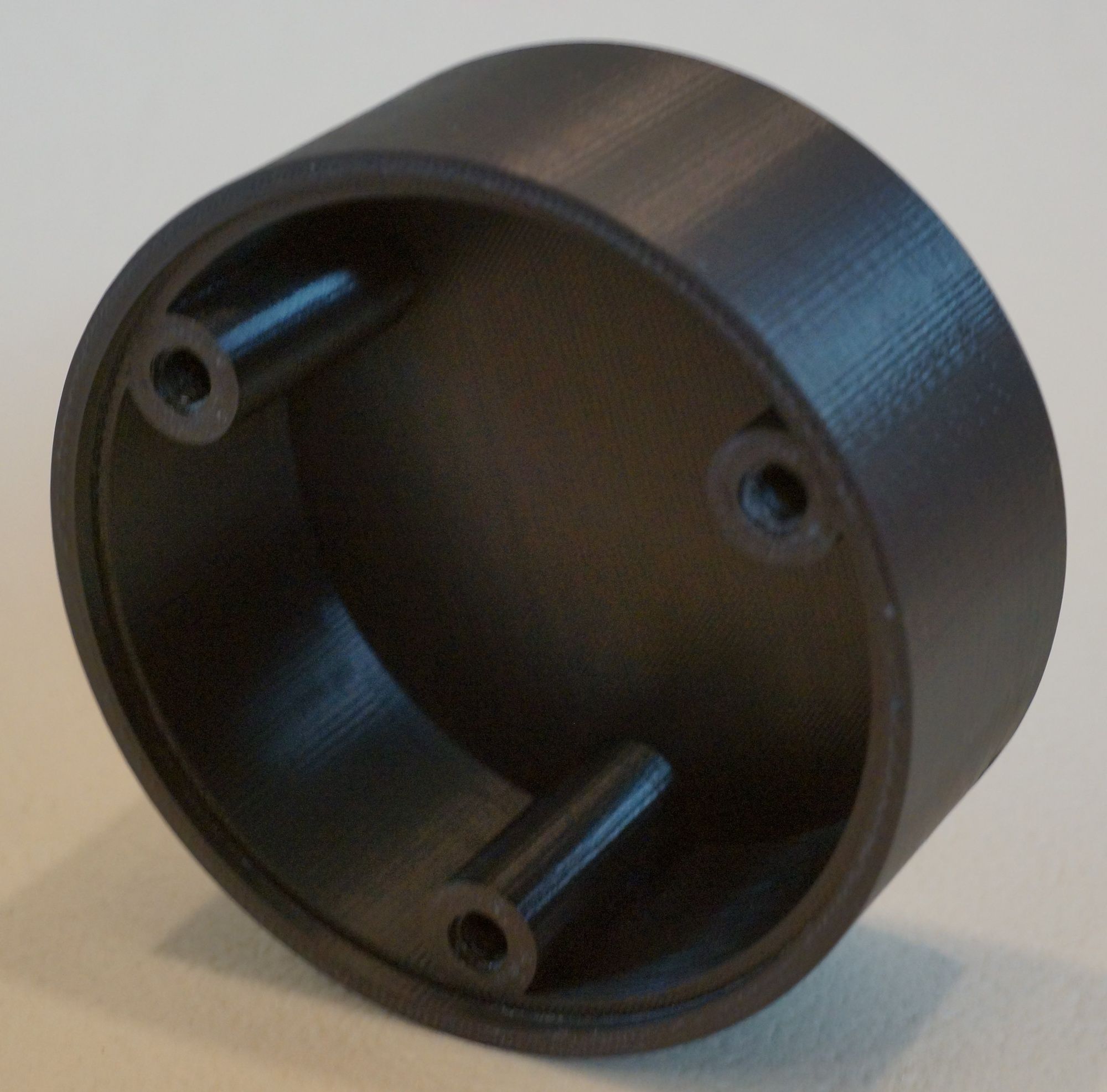
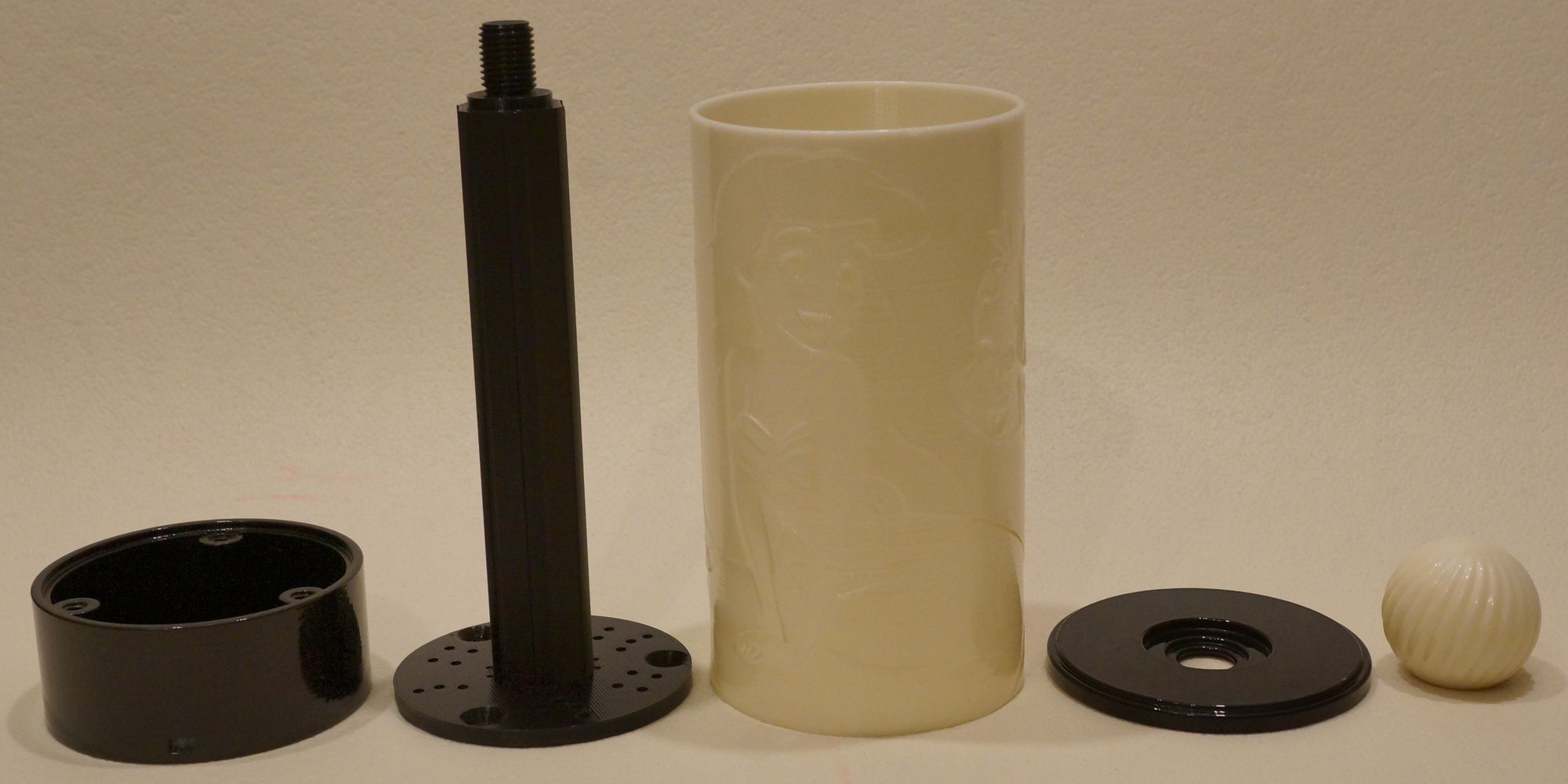
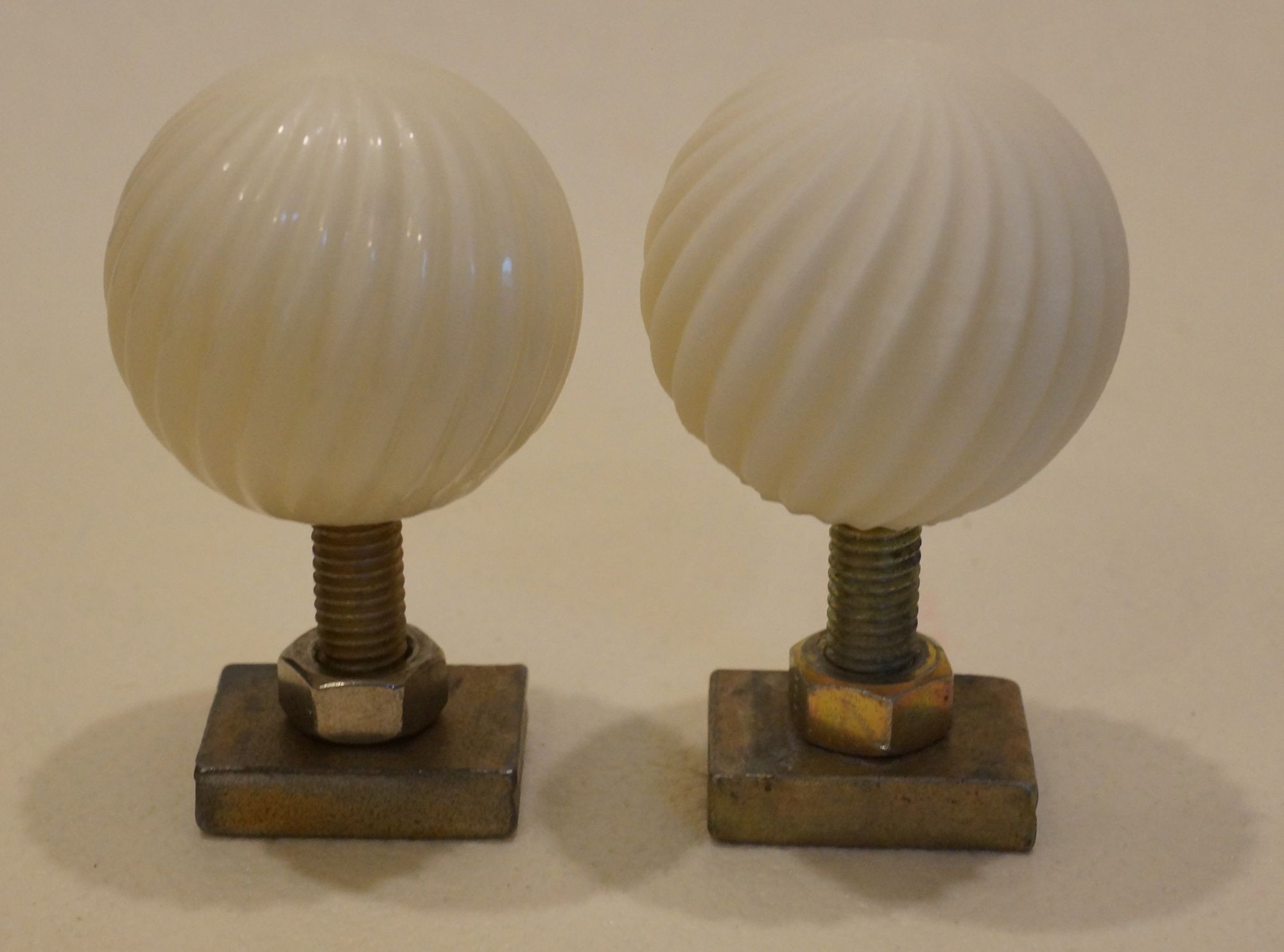
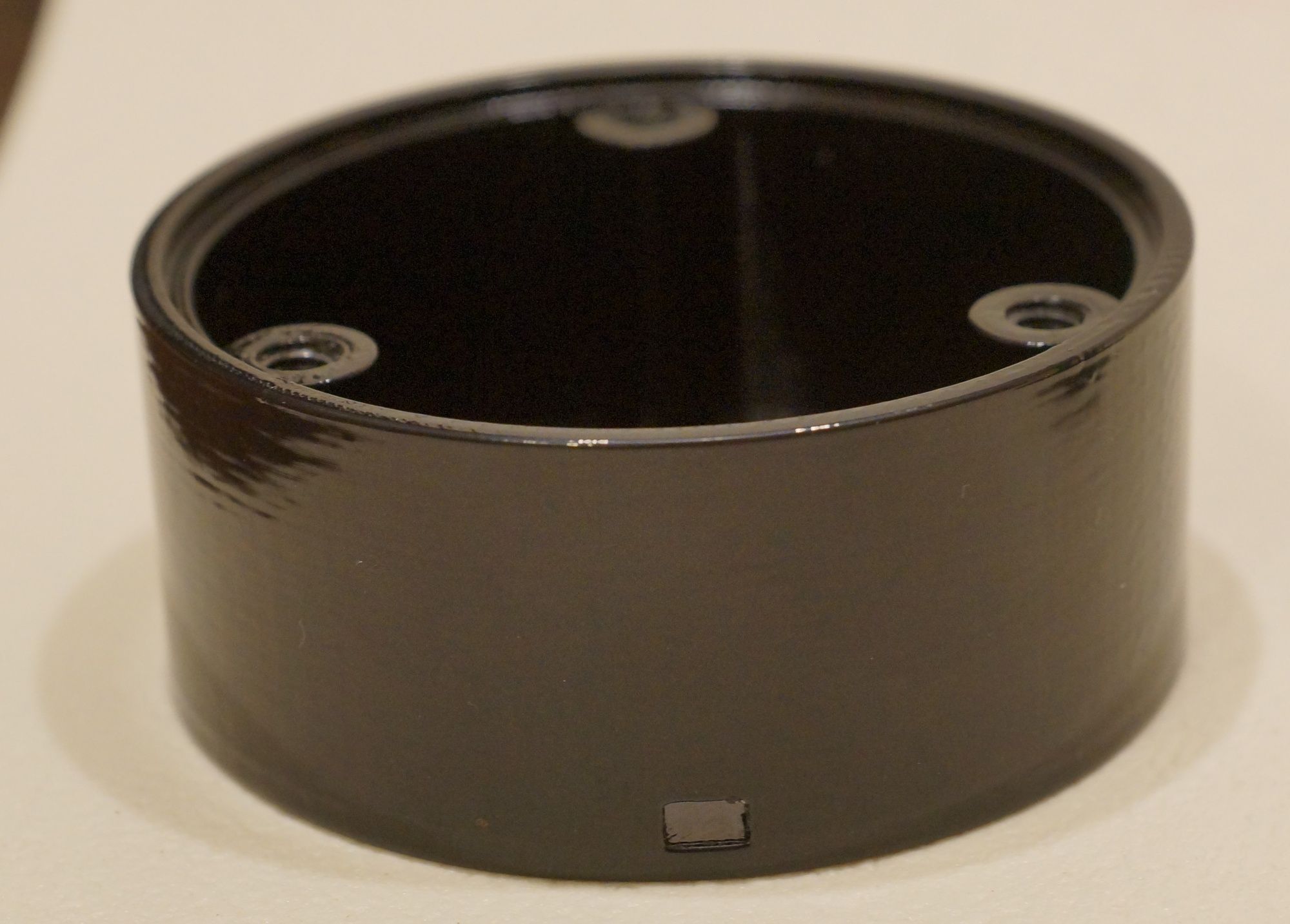
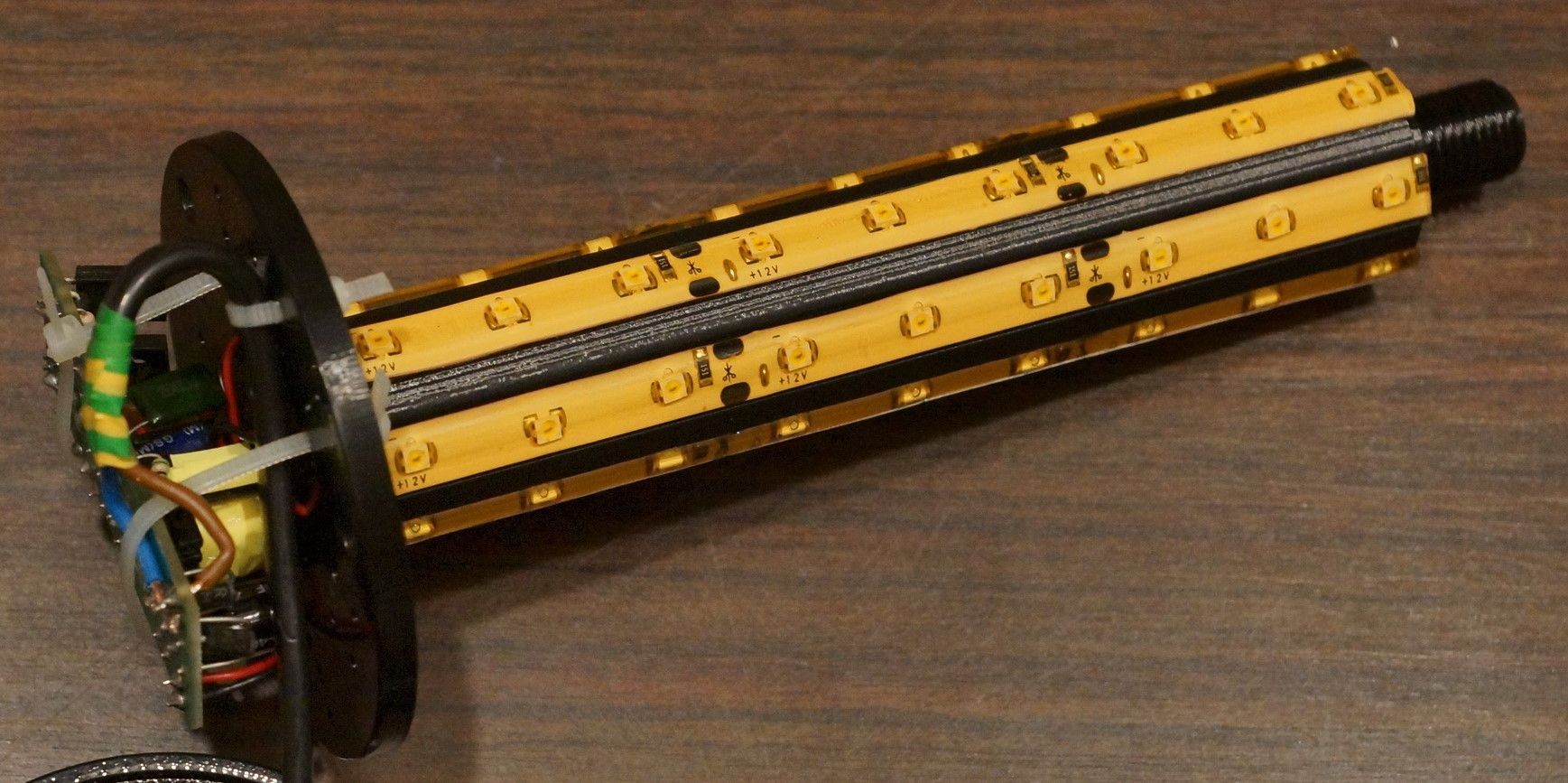
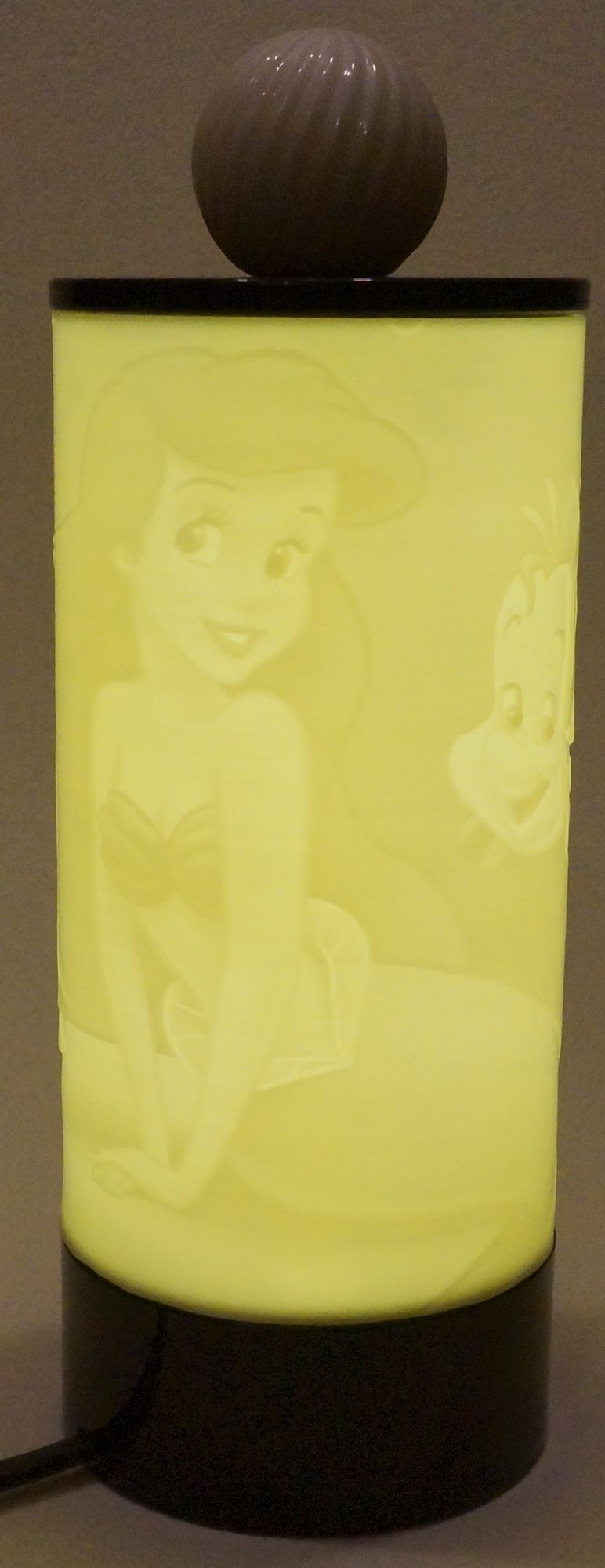
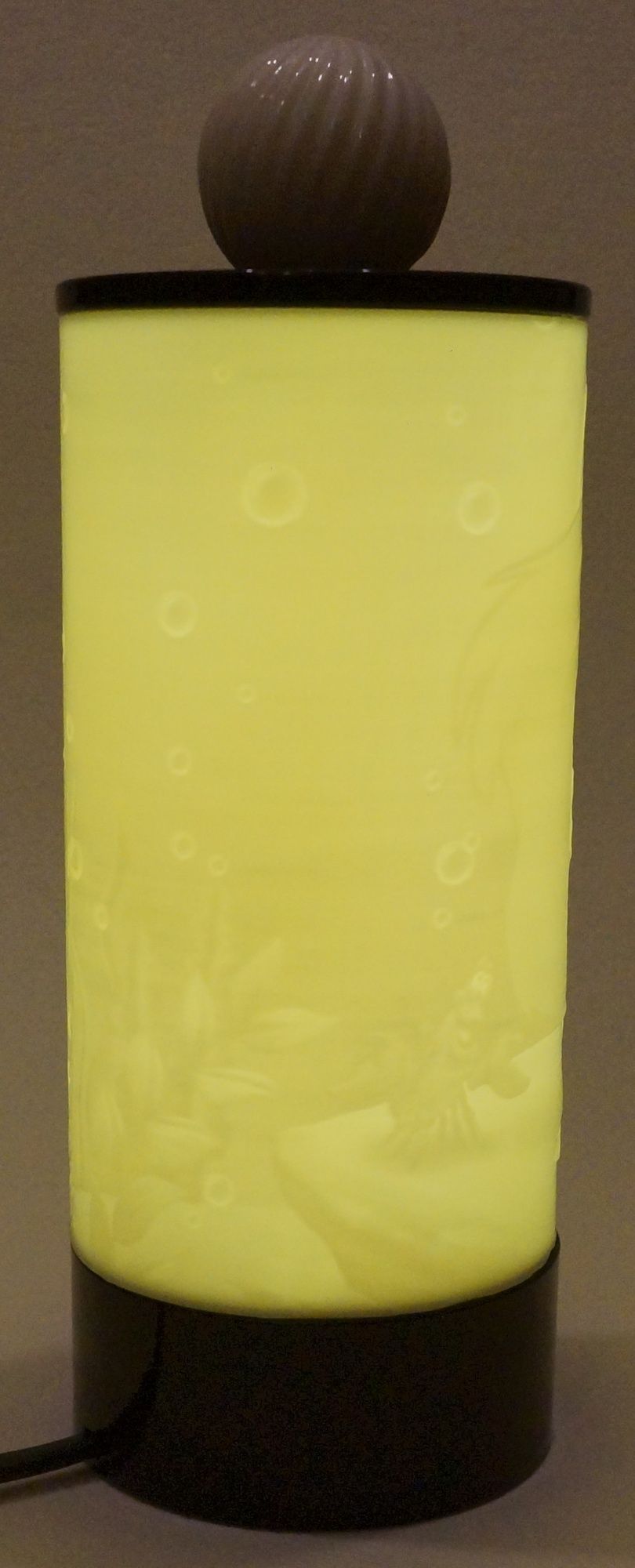
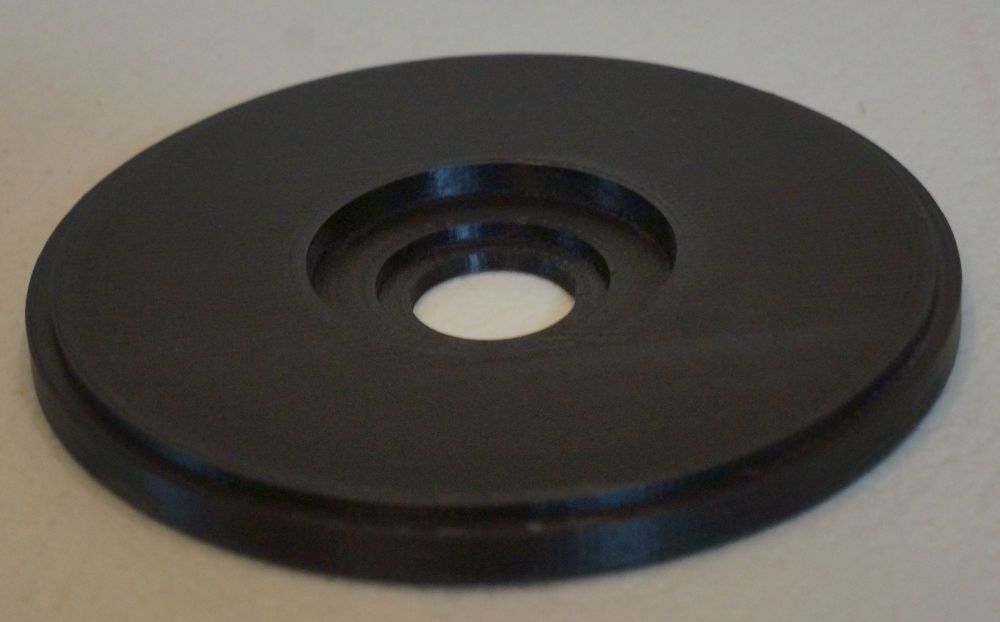
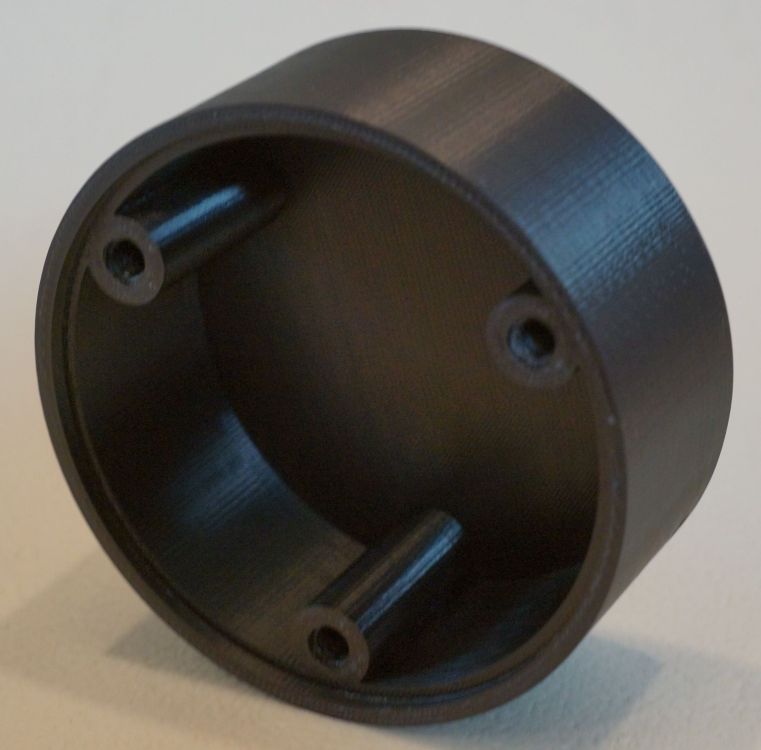
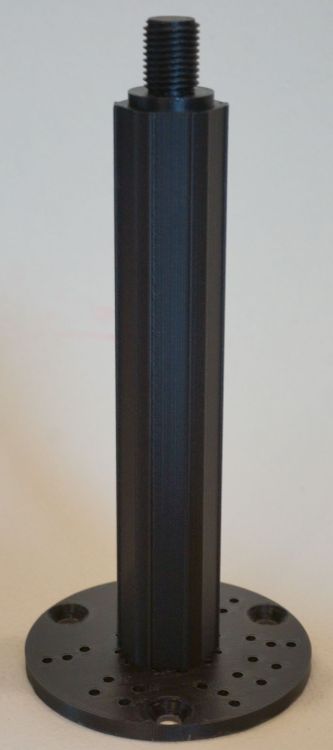
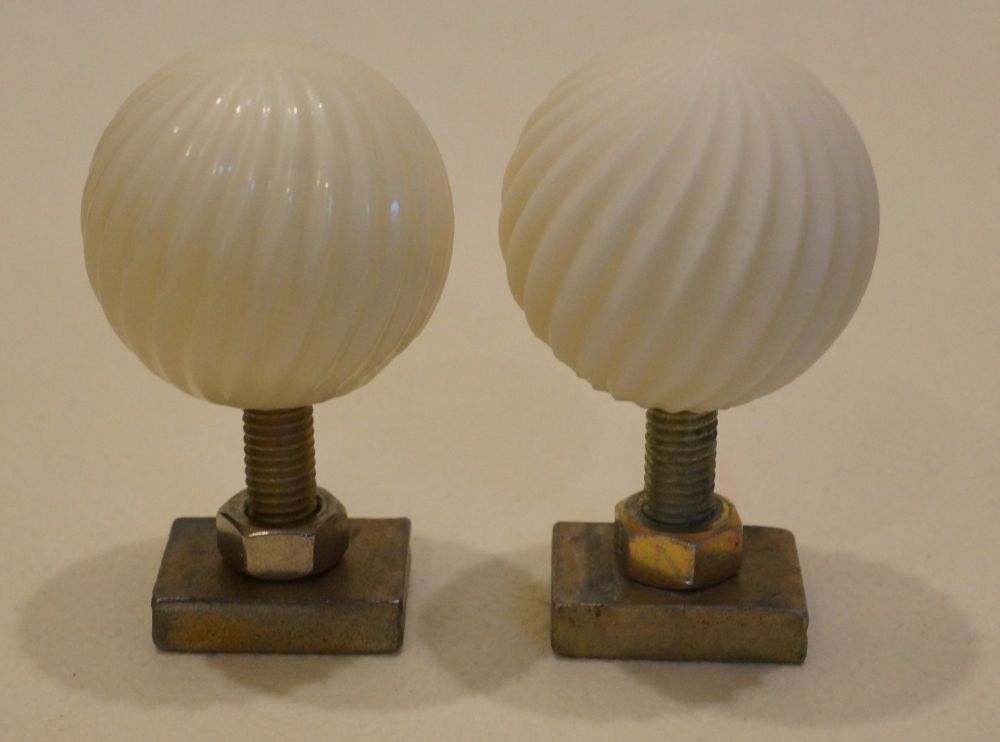
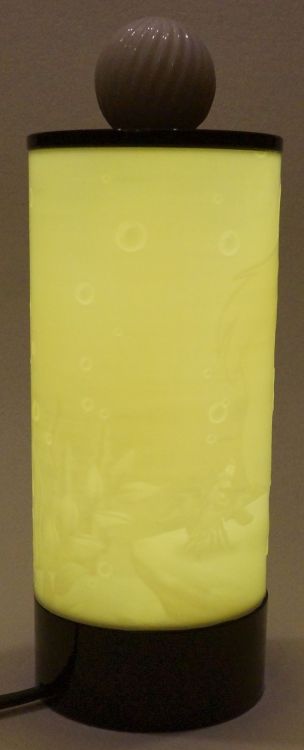
Bonjour, J'ai imprimé une lampe lithophanie, c'est la première que je réalise. J'ai utilisé de l'ABS white perl pour la lithophanie, et de l'ABS noir pour les pièces "techniques", avec une Prusa I3 MK2s montée dans un caisson. Pour la lithophanie, j'ai utilisé cette pièce : https://www.thingiverse.com/thing:2382800 qui est un cylindre comportant un motif issu de la Petite Sirène de Disney J'ai dessiné moi-même les autres pièces de manière à obtenir une lampe de chevet. Voici les pièces, de gauche à droite : - l'écrou moleté supérieur - le flasque supérieur - la lithophanie - la colonne qui supporte des morceaux de rubans à led et la partie électronique - la base, qui sert de capot de protection pour la partie électronique - les trois vis M6 avec tête fraisée, qui sont les seules pièces mécaniques non imprimées en 3D, elles servent à fixer la colonne sur la base Chaque pièce en détail : J'ai passé les pièces à l'acétone smoothing : En détail : Pour la partie électronique, j'ai utilisé l'alimentation vendue avec le ruban à led, et je l'ai intégré dans la lampe : La lampe est alimentée avec un cordon 220V de lampe de chevet comportant un interrupteur. De cette façon, l'alimentation n'est jamais alimentée en permanence ce qui est préférable. Voici la fixation des morceaux de ruban et de la partie électronique : J'ai prévu pas mal de trous dans la base de la colonne pour passer des rilsans de fixation pour la carte d'alimentation et pour le cordon secteur. Il est important que le câble soit bloqué si on tire dessus. Cette partie socle + colonne + électronique n'est pas démontable sans outil (tournevis plat) : Alors que le reste de la lampe : la lithophanie, le flasque supérieur et l'écrou sont démontable à la main. C'est mieux, la lithophanie peut être changé sans outil sans pour autant rendre les parties sous tension secteur accessibles : On pose la lithophanie : On pose le flasque : Et enfin l'écrou : Voici le résultat : On peut tourner la lithophanie pour ajuster sa position angulaire : Je suis satisfait du rendu ; il y a des petits défauts mais il faut regarder de très près pour les voir. La lampe est jolie et ressemble à un objet acheté dans le commerce et pas à un bricolage amateur. Ca donne envie d'essayer d'autres choses en lithophanie Remarque : la lithophanie doit être imprimée avec un remplissage de 100% (les autres pièces le sont avec un remplissage classique de 15%) A bientôt



















 1 point
1 point -
Bonjour à tous, Voici une solution pour ceux qui veulent passer au direct drive sur les QQS. Disponible sur Thingi et Cults3D: Il aurait surement des possibilités pour les adapter aux autres Deltas (Q5, SR, ...) Voili, voilà, @+

 1 point
1 point -
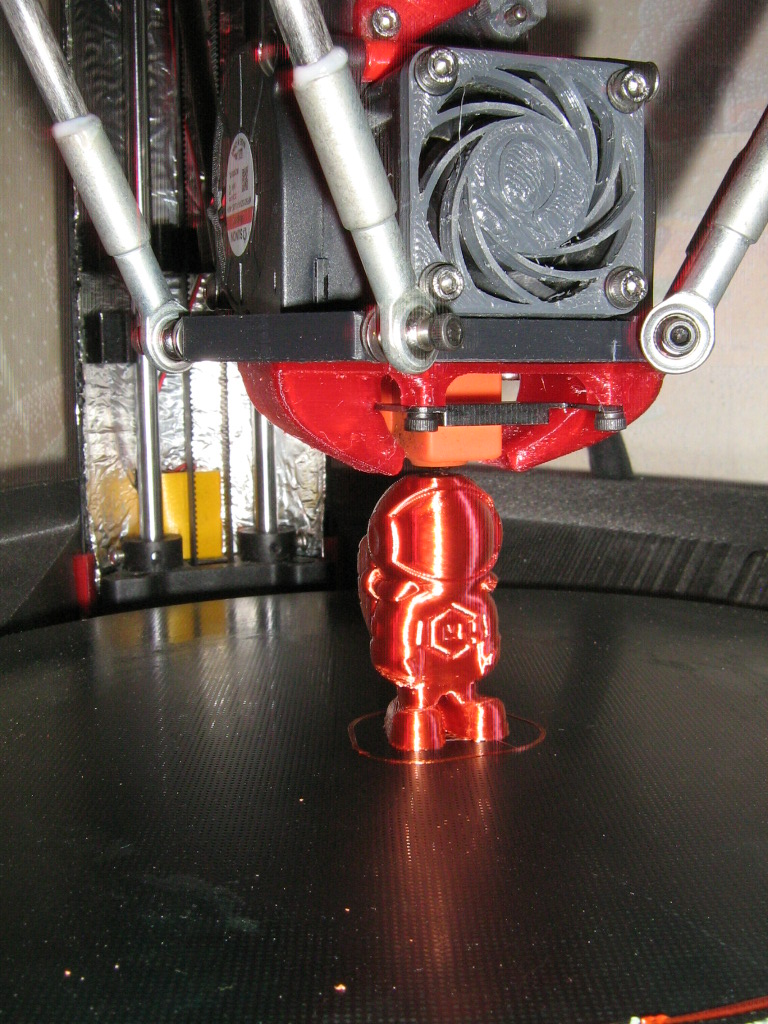
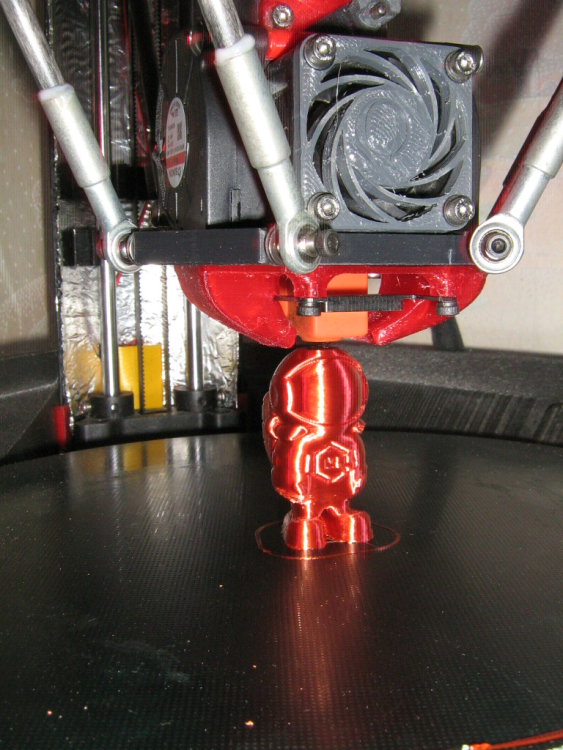
bonsoir les amis , nouveau délire ... construire une delta pour me faciliter mon travail de post traitement ... Je ne fais que du life size ( taille réel ) donc si je dois faire des coupes supplémentaire sur un fichier ... cela me donnera plus de travail au niveau du post traitement = petite perte de certain détail et je veux la perfection mon amour va au delta ... j en ai conçue 3 qui m ont donner une joie immense donc ici je partagerai en résumé ... la conception de cette imprimante taille finie 2m20 de haut sur 1 m de diamètre ... taille impression 700mm de diamètre sur 1mètre minimum Voici la vidéo qui vous explique mon nouveau délire = J ai eut l idée , il y a 2 jours ..donc un peu prit au dépourvu ... ma femme aussi1 point
-
J'ai lancée le print est pour l'instant tout va bien, j'aurai la surprise demain matin, je voulais le lancer plus tôt mais j'ai été occupée par ma tv en panne...
 1 point
1 point -
Bonjour le prix ? photos ? envoie possible ? manque quelques infos lol cdlt1 point
-
C'était juste pour te mettre dans le bleu ... de méthylène bien sûr. Et le produit entre les condos est de la colle. Tiens nous au courant des suites avec le SAV.1 point
-
Bah chez TenlogbizarrerieMarlin firmware ils l'ont mis dans le configuration.xy_h ... et la flemme d'aller voir dans le Marlin officiel, soit dit en passant il avait juste à faire une un CTRL + F ...1 point
-
Quitte à racheter une alimentation autant prendre une Meanwell. EDIT : Les liens d' @hyoti sont des Meanwell !1 point
-
Je vais essayer avec 3d builder merci1 point
-
J'ai rajouté une référence dans le post précédent.1 point
-
OUI. par exemple : https://www.3djake.fr/creality-3d/alimentation voir ender 3 v2 https://www.amazon.fr/LRS-350-24-Bloc-dalimentation-ULTRA-encastrable-boîtier/dp/B07F45JCQP Regarde la référence sur la tienne si c'est bien la même.1 point
-
Cela a bien l'air d'être le cas. Contacte le SAV, ils te ferront parvenir une alimentation neuve. ils te demanderont sûrement d'envoyer une photo des condos.1 point
-
la réponse est oui, je l'ai fait maintenant, ça fait bien longtemps et j'ai pas la procédure en tête... je crois que j'ai une interface qui permet même de paramétrer tout ça automatiquement1 point
-
bonjour photo de mon ender 3v2 au niveau du sélecteur de tension si sa peut aider
 1 point
1 point -
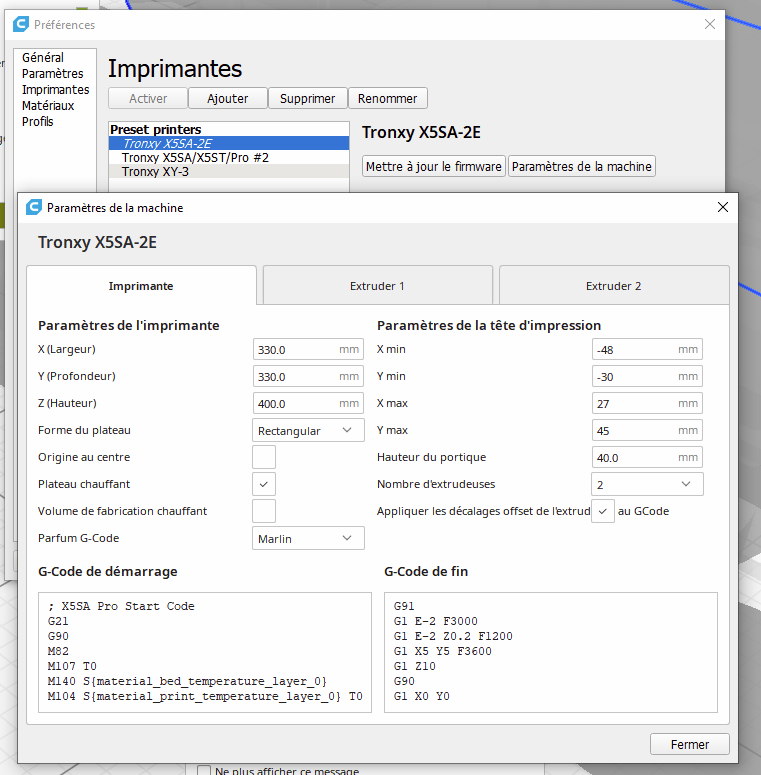
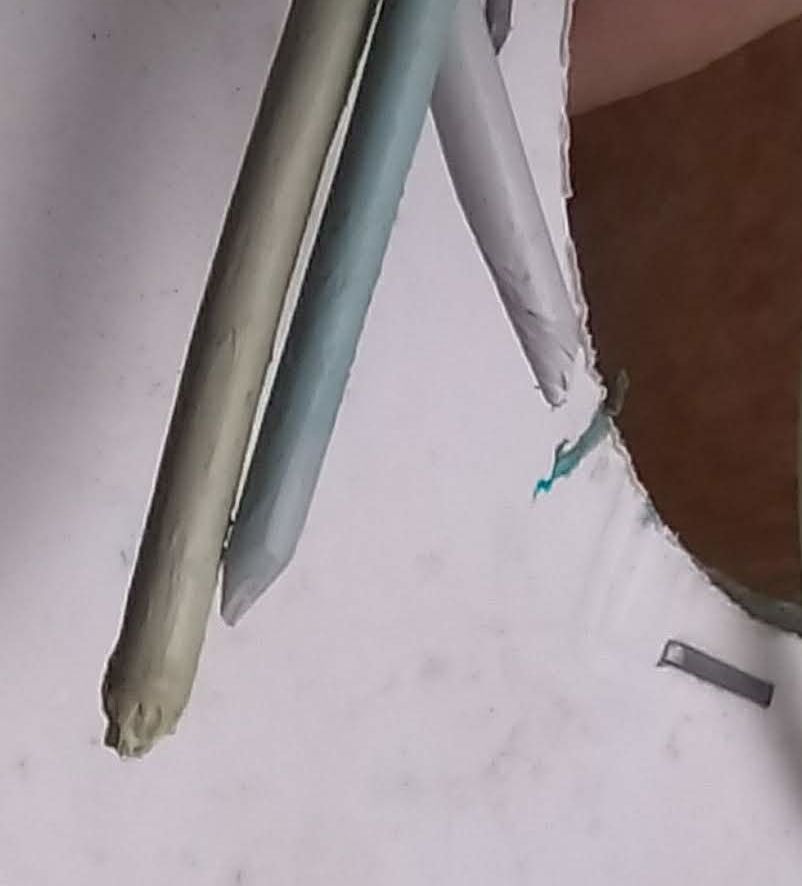
Oui je me sert de Marlin façon écran Ender 3 de base pour le moment, merci beaucoup pour ton aide, j'ai trouvé le câble avec tes liens, mais, j'attend quand même la réponse de Bigtreetech pour pouvoir vous partagé un lien au cas ou, et vous évité d'attendre 3 jours et passer de mail en mail pour avoir la bonne personne du SAV. Pour ta solution je ne peux pas, la fiche à était bien mâchouiller. Les chats sont adorable, mais si tu ne fais pas asser attention comme moi, voilà le résultat. Je clôturerais ce post quand il seras résolu avec lien du câble, merci beaucoup pour tes réponses éclairées. Je viens de recevoir une réponse du SAV de BTT, le voici: Hello Sorry, TFT cables are not sold separately. You can try to use DuPont cable to connect, the corresponding pin connection, RX-TX, TX-RX. Then fix the cable and it can also work. Yours Sincerely, BIQU Tony Si vous comprenez quelque chose là-dedans, merci de m'aider, apparemment ils ne fournisse rien en pièce détachées, et je ne comprends pas toutes leurs références. Help me please. Désolé, je remet le message ici pour plus de clarté: Je viens de recevoir une réponse du SAV de BTT, le voici: Hello Sorry, TFT cables are not sold separately. You can try to use DuPont cable to connect, the corresponding pin connection, RX-TX, TX-RX. Then fix the cable and it can also work. Yours Sincerely, BIQU Tony Si vous comprenez quelque chose là-dedans, merci de m'aider, apparemment ils ne fournisse rien en pièce détachées, et je ne comprends pas toutes leurs références. Help me please. Je n'ai pas la fonction "Edité mes messages, est-ce normal ?1 point
-
Le plus rapide si tu peux envoyer des commandes à l'imprimante : M851 Z0 Tu peux également «écrire» un fichier comme remettre-le-z-offset-a-zero.gcode qui contient la(les) ligne(s) de G-code : M851 Z0 ; RAZ Zoffset M117 Zoffset remis a zero ;-)1 point
-
Bonjour et bienvenue, Bon choix de machine, il y a beaucoup d'utilisateurs sur le forum pour répondre à tes question1 point
-
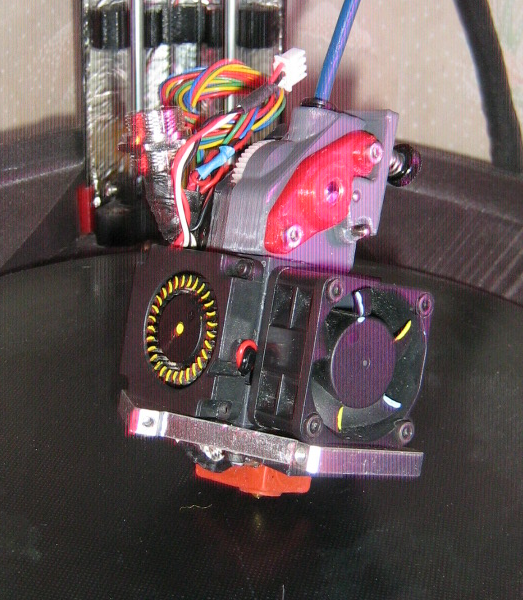
Zut, bref micro réveil. Au sujet de la tête 2E Tronxy, perso, je l'ai très vite remplacé, parce que la rétraction du filament de 50mm, c'était pas le top, pour ne pas dire merdique. Mes filaments bloquaient à chaque permutation, et le pire c'est qu'il fallait faire des manip dans les gcodes de démarrage et de fin (peu importe le soft, que ce soit repetier,cura,slicr, s3d) si tu voulais utiliser un filament au lieu de l'autre. J'ai vu des mecs qui utilisaient des chimeras (cyclops si tu veux faire des mix de couleurs), au moins plus besoin de rétracter comme un malade. Tu trouves aussi ce genre https://sovol3d.com/products/mix-color-hotend Quant à la longueur des tubes, essayer de ramener au plus près les extrudeurs de la tête d'impression est la chose à faire quasiment de suite. Pour ça tu as l’embarras des solutions. Tu as le système de @Yellow T-pot, tu trouves sur thingiverse des gens qui ont fait des bras suspendus https://www.thingiverse.com/thing:4610487, et il y a un débile ici qui a carrément attaché tout le système à 10cm de la tête, mais c'est le meilleur système :-).1 point
-
Une autre solution peut être si tu a un fer a souder, des gaine thermos rétractables, de l’étain et un multimètre (pour tester la continuité) de tenter de trouver le/les fils abîmé et de les "réparer" en remplacent/raccourcissent la zone abîmé. Ou encore utiliser le mode marlin (clic long sur la molette pour le sélectionner) avec un ou les deux des câble ruban plus standard ... si il y a bien un l’écran LCD déclaré dans le firmware marlin ( CR10_STOCKDISPLAY ou REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER )1 point
-
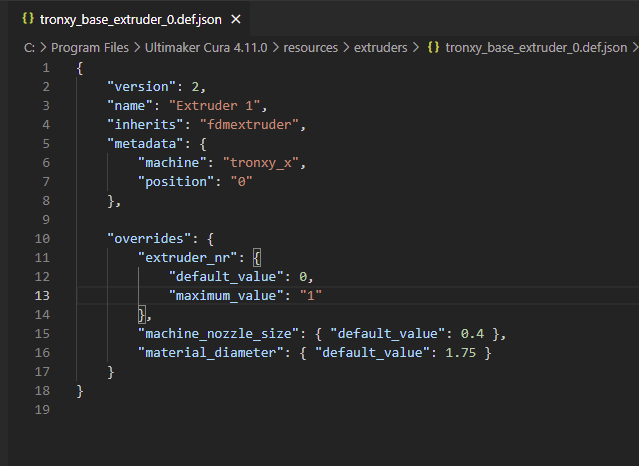
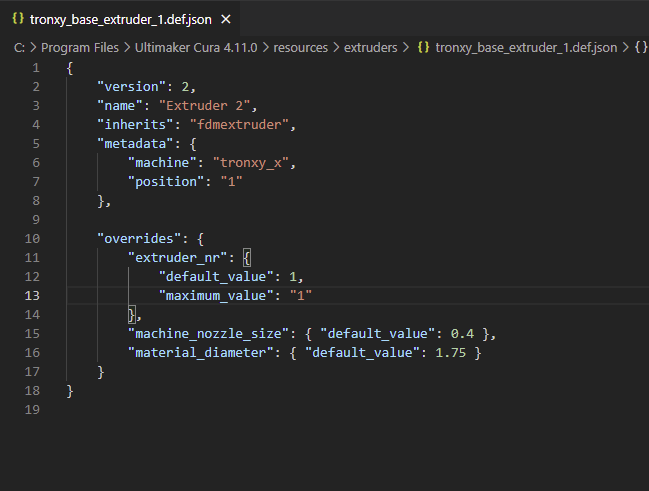
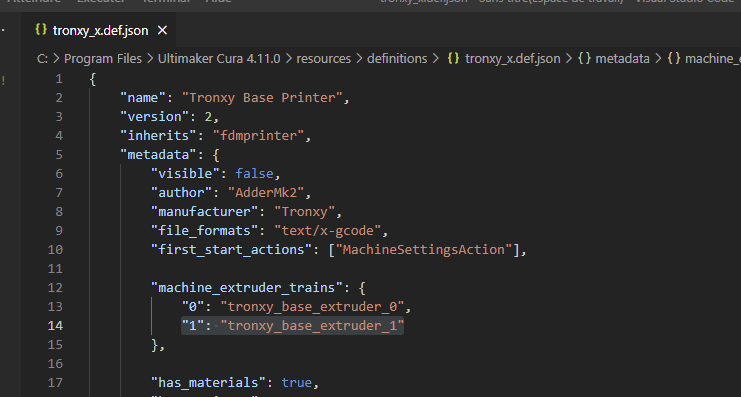
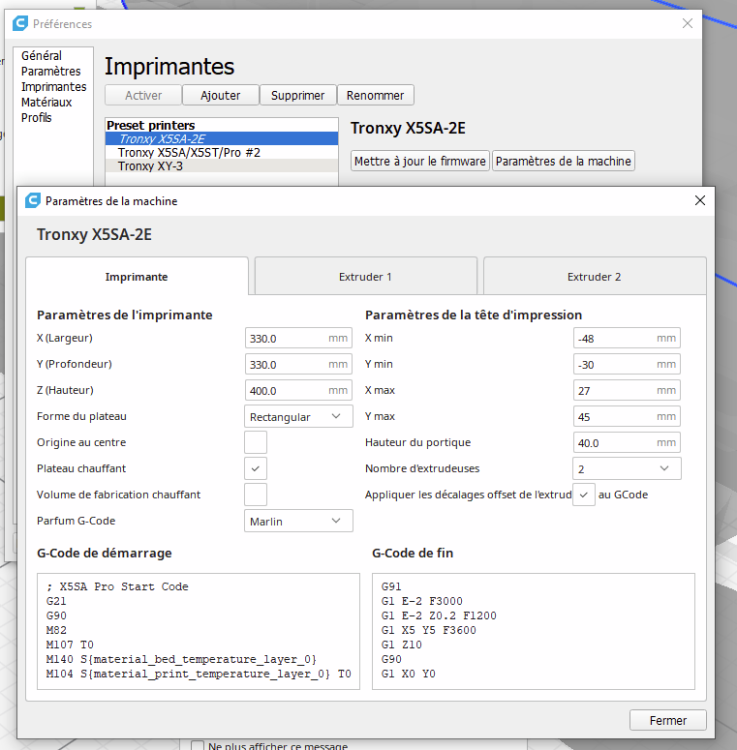
Pardon, Pardon, j'ai pas reçu d'alerte, mais j'ai vu qu'on causait de moi. Bienvenue dans les dévermineurs de 2E. Pour le profil Cura, en visitant des sites à gauche et à droite, j'ai trouvé une solution toute bête dans le forum ultimaker, mais qui m'a permis de convertir tous mes profils Tronxy dans Cura en double extrudeurs, voir même en poussant en 3, 4, n extrudeurs. Il faut bidouiller les fichiers de cura, en créer un nouveau, et utiliser le profil X5SA de base et lui ajouter l'extrudeur supplémentaire. Alors on prends son bloc note, son plus beau stylo 4 couleurs, et on commence. En pré requis, j'utilise VisualStudio Code pour éditer et modifier les fichiers Allez dans C:\Program Files\Ultimaker Cura 4.XX.0\resources\extruders Trouvez le fichier tronxy_base_extruder_0.json, et l'ouvrir avec VSC. Modifiez la valeur "maximum_value" et mettre "1" Enregistrez et faites une copie de ce fichier. Renommez le en tronxy_base_extruder_1.json Il faut l'éditer et modifier la valeur "default_value" à 1 Attention c'est pas fini, mais il n'y en a plus pour longtemps. Maintenant, allez C:\Program Files\Ultimaker Cura 4.XX.0\resources\definitions Trouvez le fichier tronxy_x.def.json. Il faut l'éditer et ajouter "1": "tronxy_base_extruder_1" sous "machine_extruder_trains" Vous enregistrez le bordel, relancez cura et dans les paramètres machine double extrudeuse mettre 2 en partant du profil X5SA de base. Et voili voilà, le tour est joué et ça fonctionne impec C'est d'ailleurs comme ça que je me suis aperçu que mon profil S3D était tout pourri déjà pour commencer, et en plus cerise sur le cake, le temps d'impression prévu par Cura est le bon (chose que je ne pensais pas possible). Si vous avez peur de modifier les fichiers, je les mets dans le post :-), il n'y aura plus qu'à les copier dans les bons dossiers. Je retourne dormir Tchouss tronxy_base_extruder_1.def.json tronxy_base_extruder_0.def.json tronxy_x.def.json
 1 point
1 point -
Salut @Damss24, Avant de changer de ventilateur, regarder les spécificités des ventilateurs en place. Ensuite, sur le nouveau ventilateur : Regarder le débit d'air (attention il y a différent type d'unités) Regarder la perte de charge Regarder l'encombrement (dimensions) Et seulement après regarder le bruit qu'il génère en dB A noter, qu'un ventilateur qui souffle est globalement un ventilateur qui fait un minimum de bruit. De préférence, partir sur du Sunon, Noctua à éviter absolument pour la tête d'impression (buse et hotend), à moins d'augmenter en conséquence la taille du ventilateur. Enfin, tu feras attention, chez Sunon certains ventilateur ne fonctionnent qu'en tout ou rien (0% ou 100%). Il est bon de préciser que si tu ne trouves pas la fiche technique d'un ventilateur, passes ton chemin et cherches en un autre. Par ailleurs, pour le ventilateur d'origine qui fait du bruit au début et qui après 30 secondes n'en fait plus, c'est que la tension varie, elle doit commencer assez faiblement (le ventilateur tourne à une petite vitesse), puis progresse jusqu'à atteindre sa tension nominale (vitesse du ventilateur rapide). J'ai la même chose sur mes ventilateurs de hotend sur ma Tenlog. Ce qui fait du bruit sur un ventilateur ce sont deux choses : bruit du débit : l'air qu'il brasse et les obstacles que rencontrent ce flux d'air ou la façon dont il est guidé bruit "éclectique" la rotation du moteur qui dépend de la fréquence et de la tension d'alimentation En gros un ventilateur qui tourne lentement fera moins de bruit du au débit mais pourra générer un "sifflement" du à une "sous-alimentation", et inversement. Un peu de lecture sinon @icare :1 point
-
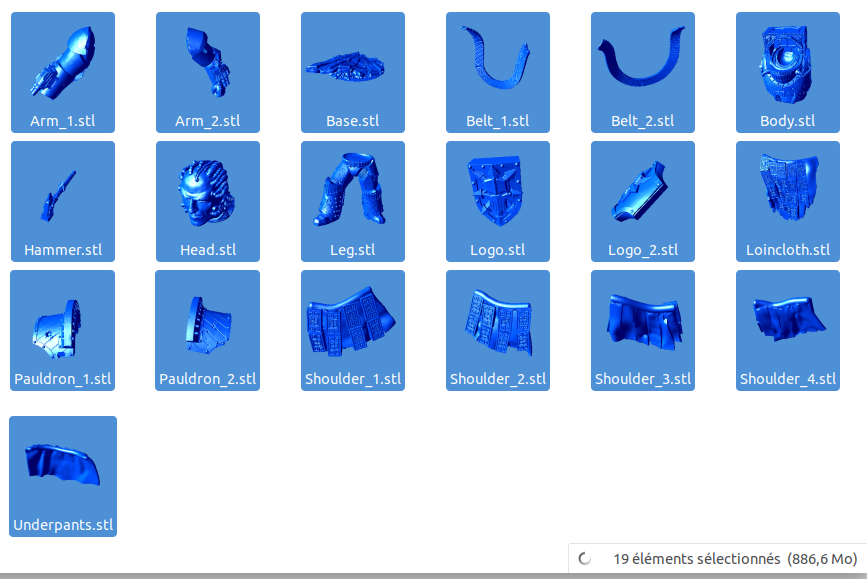
Salutation ! C'est du très haute définition ton model en 19 fichiers ... pour un total de plus de 880 Mo C'est surement prévue pour imprimer avec une imprimante résine ... d'où l’évidage pour certaine parties ... Et là sans passer par une application de modification de model 3D ... comme Blender (il doit y avoir plus simple que blender mais je ne connais pas assez ... peut être Meshmixer https://www.google.com/search?q=meshmixer+solidify ) pour "solidifier"/"make solide" https://www.google.com/search?q=solidify+3d+model ( "l'inverse" de "Hollow" https://www.google.com/search?q=hollow+3d+model ) il y a éventuellement sous Ultimaker cura dans la section "corrections" le paramètre "Supprimer les trous" mais pour cette dernier c'est délicat car c'est pour les trous dans un plan X/Y donc cela risque de ne pas donner se que tu veux ... et de changer/déformer le model selon l'orientation de la pièce. Après une autre solution c'est d'utiliser des "supports" assez dense et de n'enlever que ceux a l'extérieur ... voir mixer avec les modificateur de zones (supports blocker) mais c'est surement moins rapide que de trouver le bonne outils de modification du/des fichier de model 3D ...
 1 point
1 point -
Désolé @moriss, En fait les fichiers font 91 MB en STL et 108 MB en OBJ... Ce qui est supérieur à ce qu'autorise le forum...Je ne sais pas trop ce que je j'ai envoyé en fait ... Il ne te reste plus qu'a faire toi même la modif dans Blender comme je te l'ai expliqué plus haut.1 point
-
Bonjour PPAC et merci de ta réponse, Pour l'état des endstops, voici le résultat au démarrage : Send: M119 Recv: Reporting endstop status Recv: x_min: open Recv: y_min: open Recv: z_min: TRIGGERED Recv: ok J'avais oublié de dire que j'avais un BLtouch en Z. Si je deploie le capteur, le Z passe bien à "OPEN" Lorsque j'active manuellement les endstops, les X et Y passent bien a "TRIGGERED". Pour l'extension en .txt de mon fichier configuration.h, c'est une erreur de ma part pour transmettre le fichier. j'ai fait un copier/coller du contenu et l'ai collé dans un fichier txt. Je viens de tester en commentant : #define SENSORLESS_HOMING Et haut miracle, CA FONCTIONNE! Je suis vraiment super content et vraiment reconnaissant. Cela fait un moment que je galère avec ca et quand je vois avec quelle rapidité tu as résolu le pb je dit : MERCI LE FORUM ET MERCI LES MEMBRES!!!1 point
-
Fais gaffe, il va finir par te faire exploser ton budget le Magounet.1 point
-
Ce serait intéressant de faire l'axe central en translucide pour éclairer la sphère du dessus (je ne sais pas si cela fonctionnerait mais c'est à tenter).1 point
-
C'est sympa ! ( j'imagine que tu fait déjà tes cadeaux de noël et que c'est pas pour toi ) Je me dit que tu doit déjà connaitre mais si jamais : https://lithophanemaker.com/ propose plusieurs générateurs ex https://lithophanemaker.com/Lamp Lithophane.html (par contre ils veulent ton mail (vive les mail jetable ) et tu aura de la pub pour leur filament made in USA spécial litho ... ) que je trouve bien mieux que ceux de https://3dp.rocks/lithophane/1 point
-
Si tu es en direct drive, 40 mm/s n'est pas excessif, les 4 mm sont un peu élevé certes mais c'est censé fonctionner, il faudrait descendre à 1.5 / 2 mm de rétraction. Par contre comment as-tu configurer tes steps/moteur de l'extrudeur ?1 point
-
Si l'extrudeur a un peu d'âge le roulement peut-être HS aussi. Mais avec des photos et nous dire comment tu procèdes pour le réglage, ce que tu as fais etc nous aiderait a t'aider.1 point
-
Salutation ! Tu parle de quel câble ? Si c'est le noir c'est délicat ... , c'est un câble avec 5 fils qui a d'un coté du "Dupont" ( 4 pins + 1 pin ) et de l'autre cela ressemble a du JST-XH 5 pins ( mais il y a plusieurs format de JST https://en.wikipedia.org/wiki/JST_connector et je ne suis pas sûr de moi ... je dirais que cela ressemble a du JST-XH mais peut être pas ... ) Le problème c'est que je n'ai pas le bon nom a donner a google pour trouver un câble comme cela tout fait ... et il faut bien noter que du coté "Dupont" il y a un 4 pins et un 1 pin (pour adapter au différente config https://github.com/bigtreetech/BIGTREETECH-TouchScreenFirmware#connect-the-tft-to-the-mainboard ... donc tu aura éventuellement besoin de le fabriquer/sertir toi même avec des kit ... J’espère qu'un autre utilisateur va donner un lien (car moi aussi j'ai un BTT TFT35 et un chat et je me dit que je ne vais pas y échapper )
 1 point
1 point -
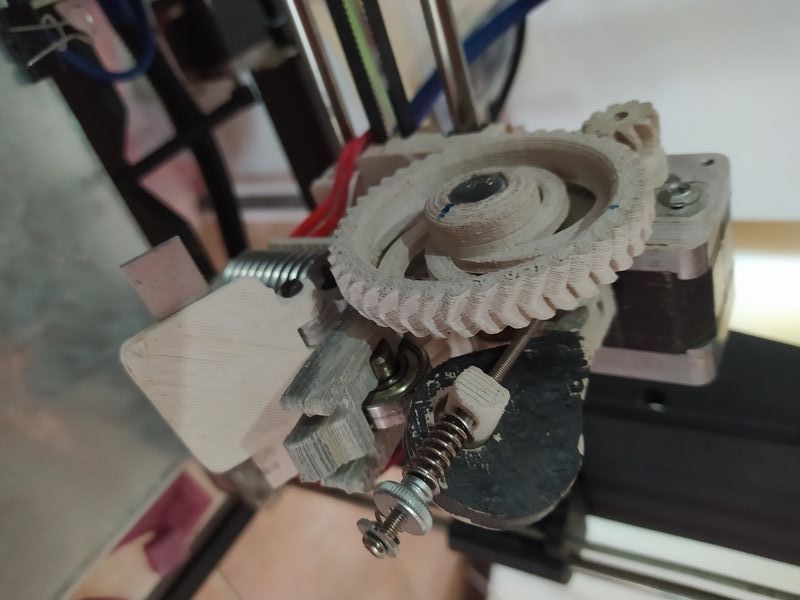
Salutation ! 1. oui mais il y a aussi l'extrudeur qui joue un grand rôle. ici l'engrenage peut avoir a être ajusté (vérifier a vide, machine éteinte qu'il n'y a pas de points durs (zones de fort frottement)dans un sens ou l'autre sur des petite rotation de la grande roue ... sur la K8200 c'est un truc "délicat" a bien ajuster (la distance entre la petite et la grande roue ... trop proche et cela coince alors que trop loin c'est un manque de matière car un jeu ... et aussi la "vis" entrainement du filament a bien nettoyer le moindre résidus la rendant "lisse" et empêche l'entrainement du filament ) et aussi le fait que la petite roue ne dois pas frotter sur le corps du moteur. Alors ici c'est surement encore moins simple ... et une pointe de lubrifiant sur les dents des roue devrait aider ) 2. Avec "Repetier Host" qui utilise "Cura Engine" je ne pense pas. Car il n'y a pas vraiment de notion de modificateurs de zones où selon la hauteur (comme sous Prusa Slicer ex : (mais a appliquer pour la vitesse et distance de rétraction) ou Ultimaker Cura ex : (mais a appliquer pour la vitesse et distance de rétraction) ) prend peut être le temps de tester avec des version stable ( eviter les béta quand on commence) de Ultimaker Cura https://github.com/Ultimaker/Cura/releases ou de Prusa Slicer https://github.com/prusa3d/PrusaSlicer/releases 3. Oui et pour moi, 4 mm a 40 mm/s (semble être les valeurs par défaut de "Cura engine" donc pas forcement adapté a ta machine) c'est (il me semble) beaucoup pour du direct drive je partirez avec du 2 mm ou 3 mm de distance rétraction à 25mm/s . Il faut avoir joué avec "Repetier Host" là c'est l'interface pour le moteur de trancheur "Cura Engine" (que Ultimaker Cura embarque mais avec une interface pour moi bien plus intuitive dans Ultimaker Cura que dans Repetier ...) pour ne pas trouver cela "drôle" ... c'est même "drôlement déstabilisant" quand on début d'avoir le niveau profil d'imprimante Repetier Host qui "surcharge" les multiple niveaux de paramétrage selon les moteur de trancheur que l'on utilise (Slic3er ou Cura Engine ou PrusaSlicer ou ...)1 point
-
Je n'ai rien vu de choquant dans tes paramètres de tranchage (à part le fait que c'est une drôle version de Cura que tu utilises là). Maintenant, avec les éléments complémentaires, déjà, c'est plus clair. Plusieurs pistes : Tu fabriques ton propre filament, déjà l'impression 3D n'aime pas les fluctuations de débit (et donc de diamètre de filament), d'où l'intérêt d'avoir des tolérances très faibles (de l'ordre du 100ème de millimètre). Tu annonces 2.7 à 3 mm, cela me semble beaucoup d'écart (puisque plusieurs dixièmes) Le type de matériau, l'ABS, n'aime pas les fluctuations de températures, d'où nécessité d'imprimer dans un caisson Le diamètre de filament, usuellement on imprime en 1.75 mm, mais il existe du filament 2.85 mm (donc ton cas visiblement avec 2.7 à 3 mm), qui nécessite au-delà du matériel adapté (tête, bowden, extrudeur ...), que dans ton trancheur le diamètre soit défini sur 2.85 mm (ça pourrait être une cause de sous-extrusion si el diamètre est défini sur 1.75 mm), mais ne connaissant pas cette interface de Cura il va falloir que tu cherches (paramètre imprimante ou matériau ...) L'impression 3D n'aime pas l'humidité, si ton fil crépite, il faut absolument le sécher, au pire tu le passes au four à 40/50° (vu que c'est de l'ABS) pendant 4/5 h. Car si cela crépite, ça peut causer le problème que tu rencontres Voilà, après, pour le moment on exclut les problèmes matériels, mais ce sera la piste suivante. Par ailleurs, aurais-tu des photos d'impression "fonctionnelles" que l'on voit si tu as quand même de la sous-extrusion dessus. Et enfin, entre ces impressions "fonctionnelles" ; probablement potables ; et l'impression plus haut qui pose problème, qu'as tu modifié dans tes paramètres / matériel / matériau / environnement d'impression ?1 point
-
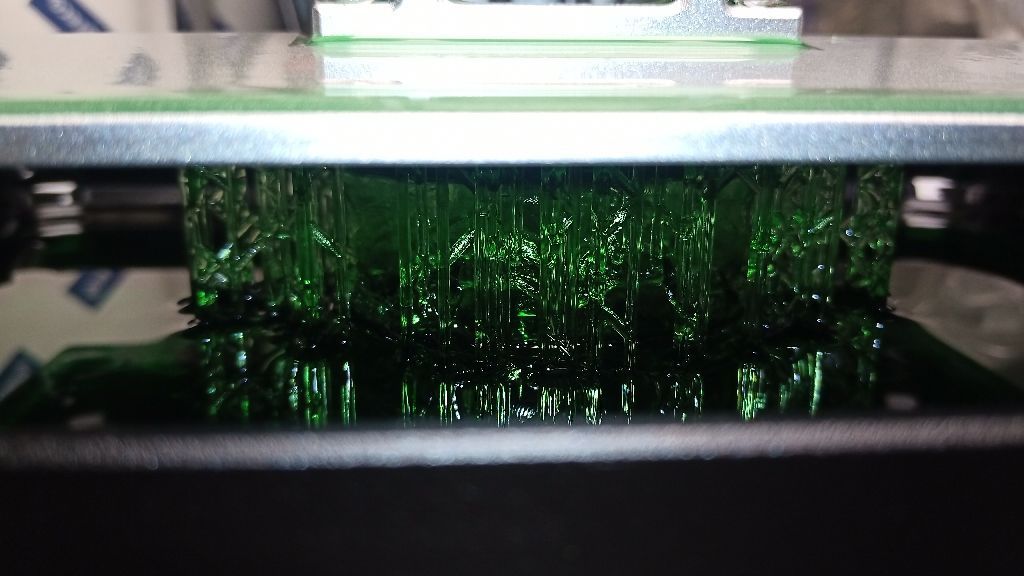
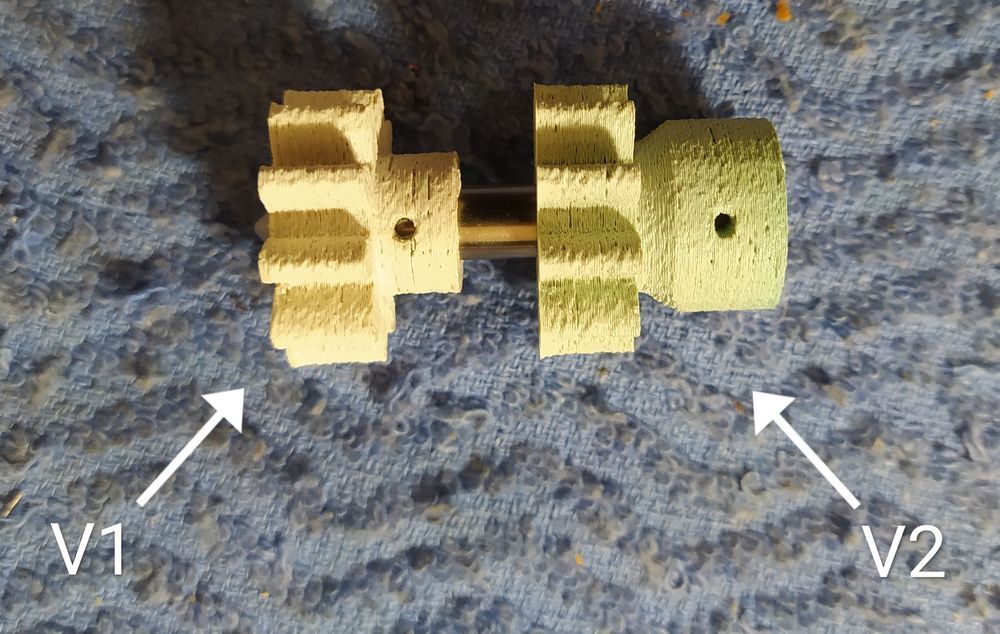
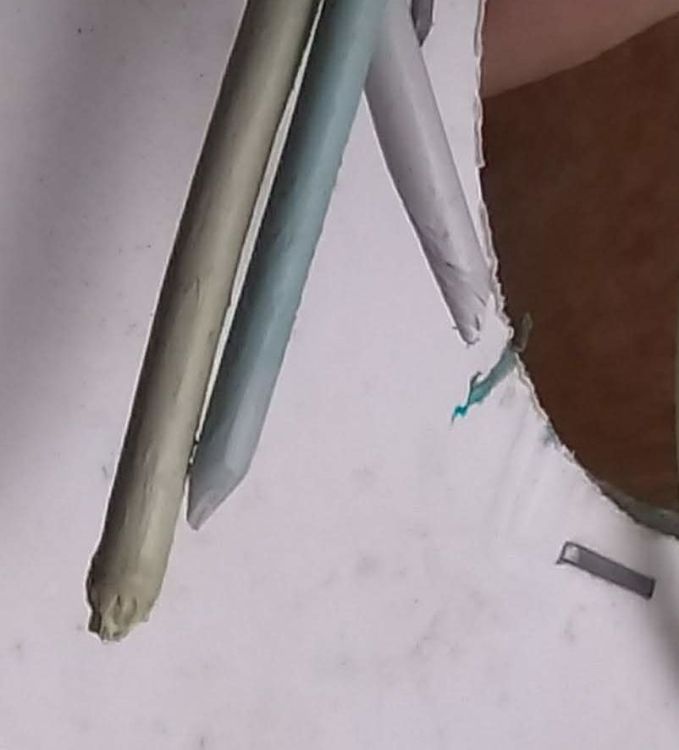
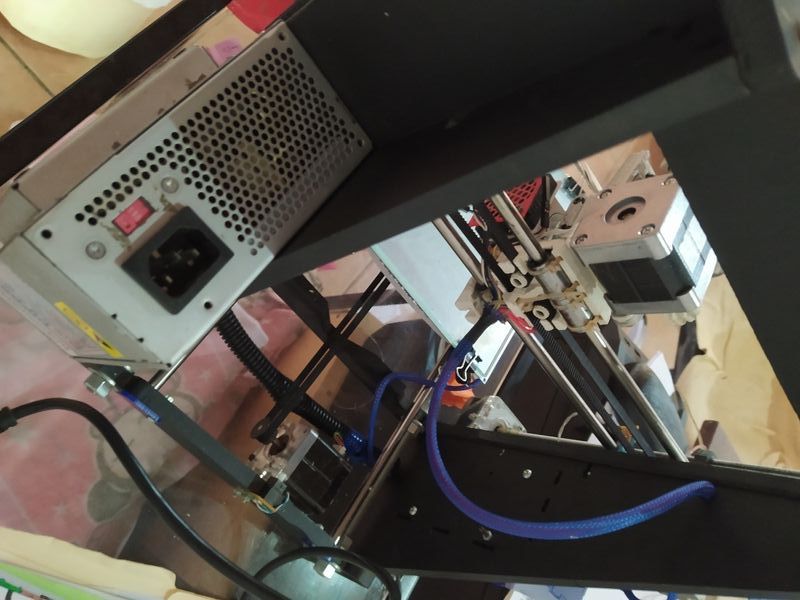
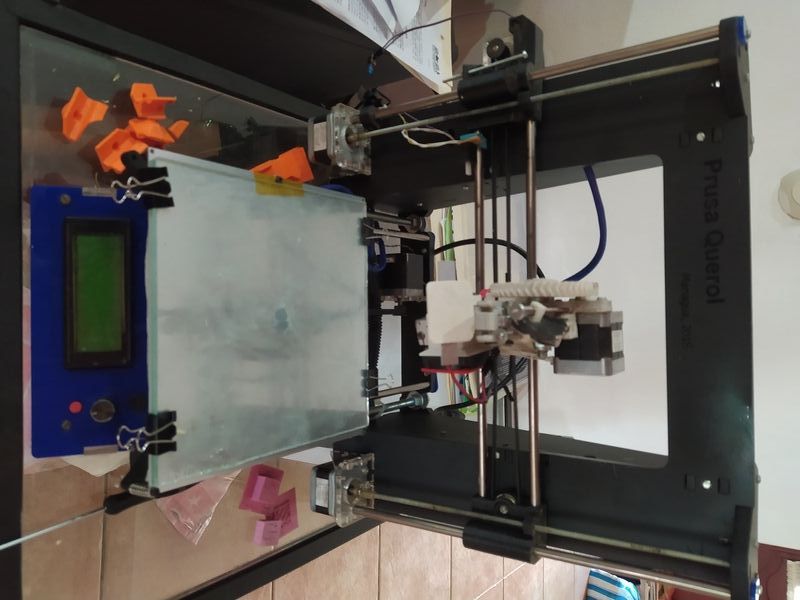
Bonjour Merci pour vos réactions rapides. Je vais peut-être éclaircir le contexte : Ma Prusa est "home made", faite avec des morceaux de photocopieurs et mon filament 3D, c'est de l'ABS venant de morceaux de boîtiers d'électroménager broyés et "extrudé maison" en un câble d'environ 2.7 / 3mm de diamètre. ( Savate ! : "il ne faut pas imprimer avec du fil d'osier" --> Tu n'étais pas loin ! ) Si j'ajoute à ça qu'il a pris un peu l'humidité (j'entends des petits crépitements) cela devrait expliqué une partie des irrégularités de l’impression dont je vous ai envoyé la photo. (Mon séchoir à filament est en cours de réalisation.) Je vis au Nicaragua, un pays isolé, tendu, où la guerre civile menace de reprendre prochainement et qui se trouve encore plus isolé par une crise économique et une douane aux dents crochues. Y trouver une imprimante 3D ou des consommables est bien difficile et très cher ici... Donc évidemment, je n'ai pas les mêmes exigences que si j'étais à portée d' "Amazon" ou d' "AliExpress". Cependant, j'ai réalisé d'autres engrenages --> voir les photos. (pour terminer mon extrudeur maison et créer mon propre filament 3D PET à partir de bouteilles) Ces impressions ne sont pas parfaites, mais elles sont fonctionnelles, et c'est mon critère principal d'évaluation. Ceci dit, je suis ouvert à tout conseil qui me permettrait de les améliorer. En l'occurrence, le manque de matière évoqué dans mon premier billet rend mon engrenage réellement inutilisable. Je vous envoie les paramètres du trancheur Cura, le gcode et quelques photos. Merci encore à vous Paramètres trancheur.zip Engrenage 32 - V6.gcode





 1 point
1 point -
*HS ON* Je ne suis pourtant pas si vieux (37 ans), mais cela m'est tout simplement impossible (personnellement comme professionnellement) de produire un message de cet acabit ... Je suis obligé en général : de me relire plusieurs fois pour vérifier le sens de mes phrases de corriger mes fautes d'orthographes (celles que je vois) et surtout structurer mes messages Mais bon, quand je vois professionnellement parlant les mails que je reçois, je me dis qu'en 2021 je me sens de plus en plus seul et surtout je dois être l'un des rares trou du cul à juger que le respect lors d'une correspondance de quelque type que ce soit c'est à minima de se relire ... Et attention, on a le droit de faire des fautes d'orthographes, tout le monde ne s'appelle pas Bernard Pivot, mais faire un effort ça ne mange quand même pas de pain ... Il faut dire que les gens lisant de moins en moins de livres (pauvres libraires, une espèce en voie de disparition), forcément les gens ne savent plus comment orthographier les mots qu'ils pensent et écrivent. Bref voilà un coup de gueule d'un pauvre vieux jeune con. *HS OFF*1 point
-
1 point
-
Mais j'ai prouvé que même sans modéliser, on peut proposer des schmilblicks... A toi la main !1 point
-
Fallait pas le dire, j'ai pas déclaré mes gains...1 point
-
Effectivement Il y a un trou qui disparaît quand je passe ta pièce dans dans Cura mais tout est Ok avec FreeCAD (je n'utilise pas Fusion) A priori ta pièce est un fichier STL qui a été enregistré en OBJ, il a gardé le maillage d'un STL. Il y a bien une erreur quelque part au niveau du trou qui disparaît mais ce n'est pas très lisible en mode édit dans Blender. J'ai fait un Remesh (voxel 0.1) pour modifier le maillage et ça corrige le problème. J'ai reconverti le fichier en STL, il est cette fois correct dans Cura et FreeCAD. Je te joints la pièce au format OBJ et STL u020.stl U20remesh.obj U20remesh.mtl1 point
-
Salut.... Rien a voir avec ceux qui nous intéresse ici (ou pas) mais je relaye mon expérience ici si jamais quelqu'un serais tenté de commander sur ce site de vente ligne récent ( moins de 6 mois) domicilié aux US selon les trackers "whois" mais en réalité en chine ! : https://www.juntdexp.com/ Face a notre merveilleux gouvernement ayant décider de taxer une fois de plus les contribuables plustot que les grosses multinationales ... Vous avez tous constater que les frais de port et de douane on indécemment Explosé sur tous les produits hors europe ! On en as maintenant pour plus chère de frais de port et douane que de produit ( introuvable en France ou en europe car on est incapable de le fabriquer )!!! Bref toujours les même qui paye !!! Et donc... dans ma quette de faire tout ce que je peut pour éviter de me faire arnaquer par l’état ... je me suis fait arnaquer par les chinois Bref ce site propose la livraison gratuite ( y compris au moment du payement ) a l'instar de alliexpress bangoods ou ebay.... Heureusement que je suis méfiant et que j'ai bien fait attention que la protection d'achat de paypal s'applique a la transaction !... J'ai donc commandé des pièces pour mon tracteur tondeuse de course .... en me disant ... cool je vais pas me faire entubé par l’état sur ce coup !.... Mais ... comme je le soupçonnais...le vendeur n'a jamais envoyer la commande !... Donc ouverture de litige Paypal... Réponse du vendeur a paypal ( qui ne répond pas a mes mails !) : Une grossière tentative d'enfumage avec un FAUX numéro de suivi fedex ( lol ... fedex... LE pire transporteur) .... Renvoie des captures d’écran attestant de l'escroquerie ( nom et lieu ne correspondant pas a mon adresse !) ... Et PayPal me rembourse et bannis le site de sa plateforme .... Mais bon ... pour tous.... et vous eviter de perdre du temps ou / et de l'argent .... NE COMMANDEZ SURTOUT PAS CHEZ EUX !!!! J'ai dejas signaler sur tous les sites de signalement que ce site est une arnaque ;)...0 points