Classement


Contenu populaire
Contenu avec la plus haute réputation dans 16/11/2021 Dans tous les contenus
-
Bonjour à tous, J'ai bien avancé sur mes impressions 3D (et peinture) pour la table warhammer pliante que j'ai construite il y a quelques temps pour mon fils et moi. Je vous post les dernières photos et je vais essayer de reprendre celles prises au cours de la fabrication pour retracer ici les différentes étapes (des fois que ça puisse donner des idées). Je mettrai aussi les line vers les stl sur thingiverse et MyMiniFactory. PS: les tombes en bleu restent à peindre La base réalisée à partir de panneaux en mousse d'isolation et carton plume : Avec les objets imprimés 3D : rivière époxy (certes pas imprimée mais j'adore ce que ça donne ): A+





 2 points
2 points -
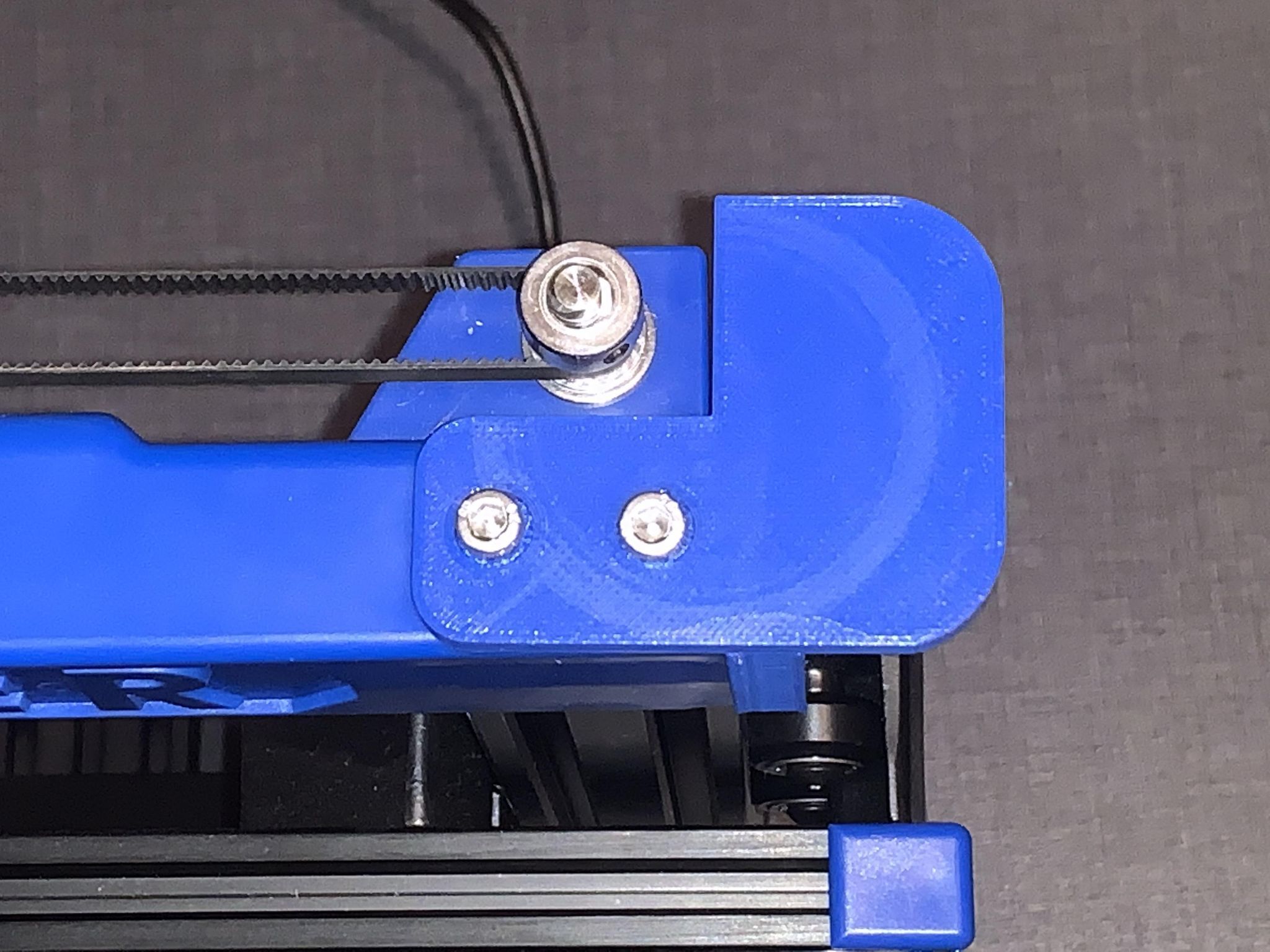
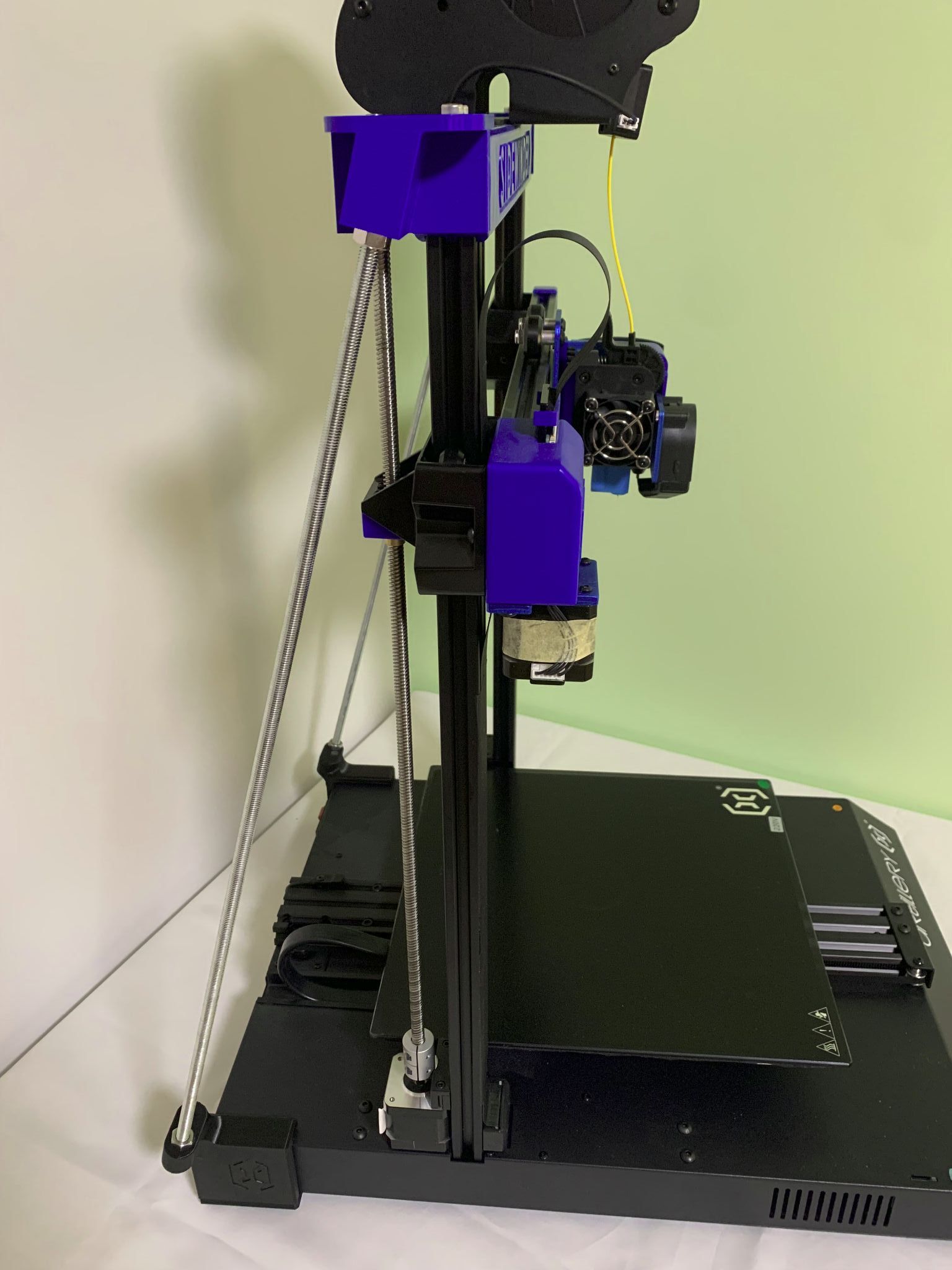
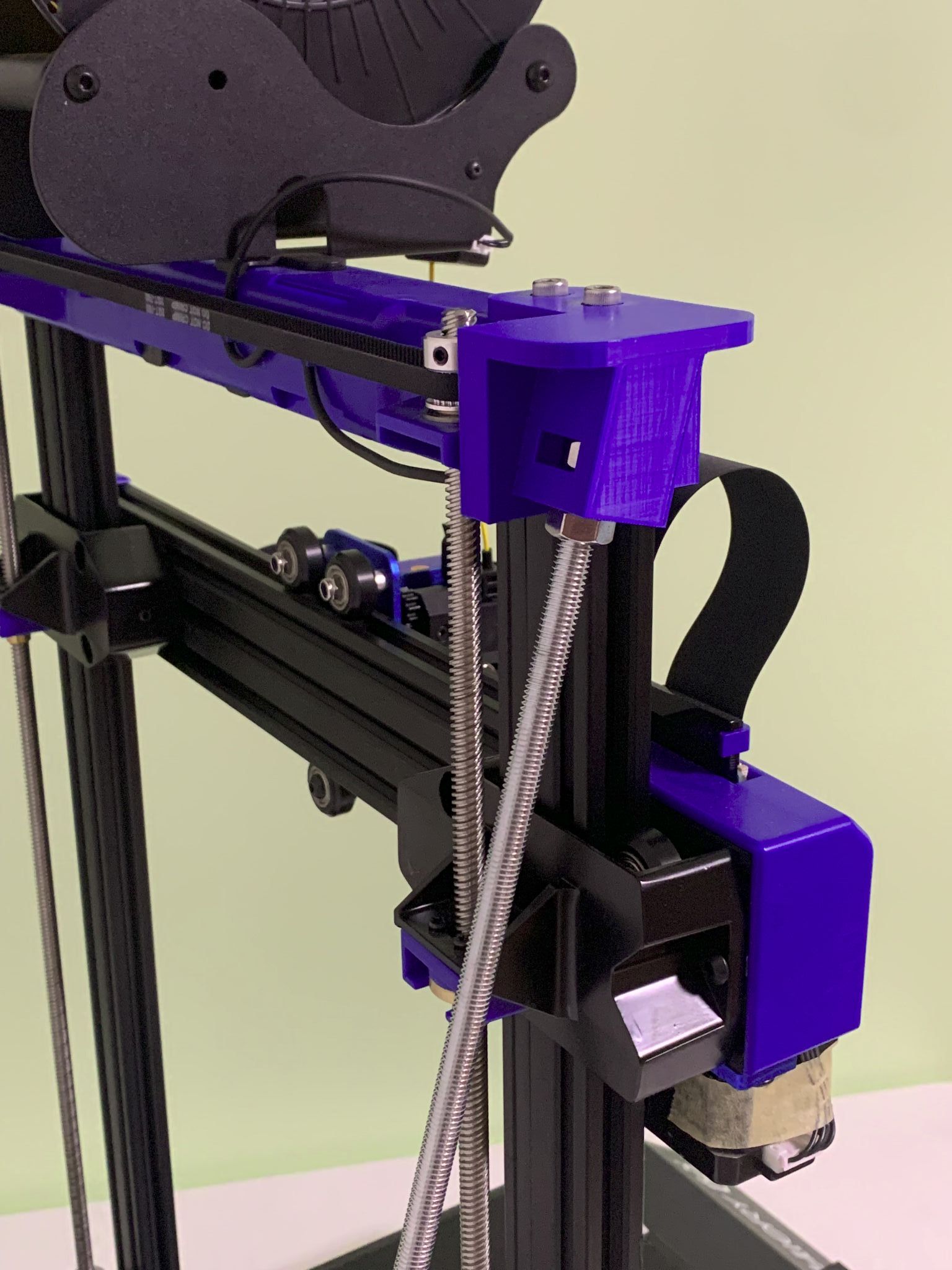
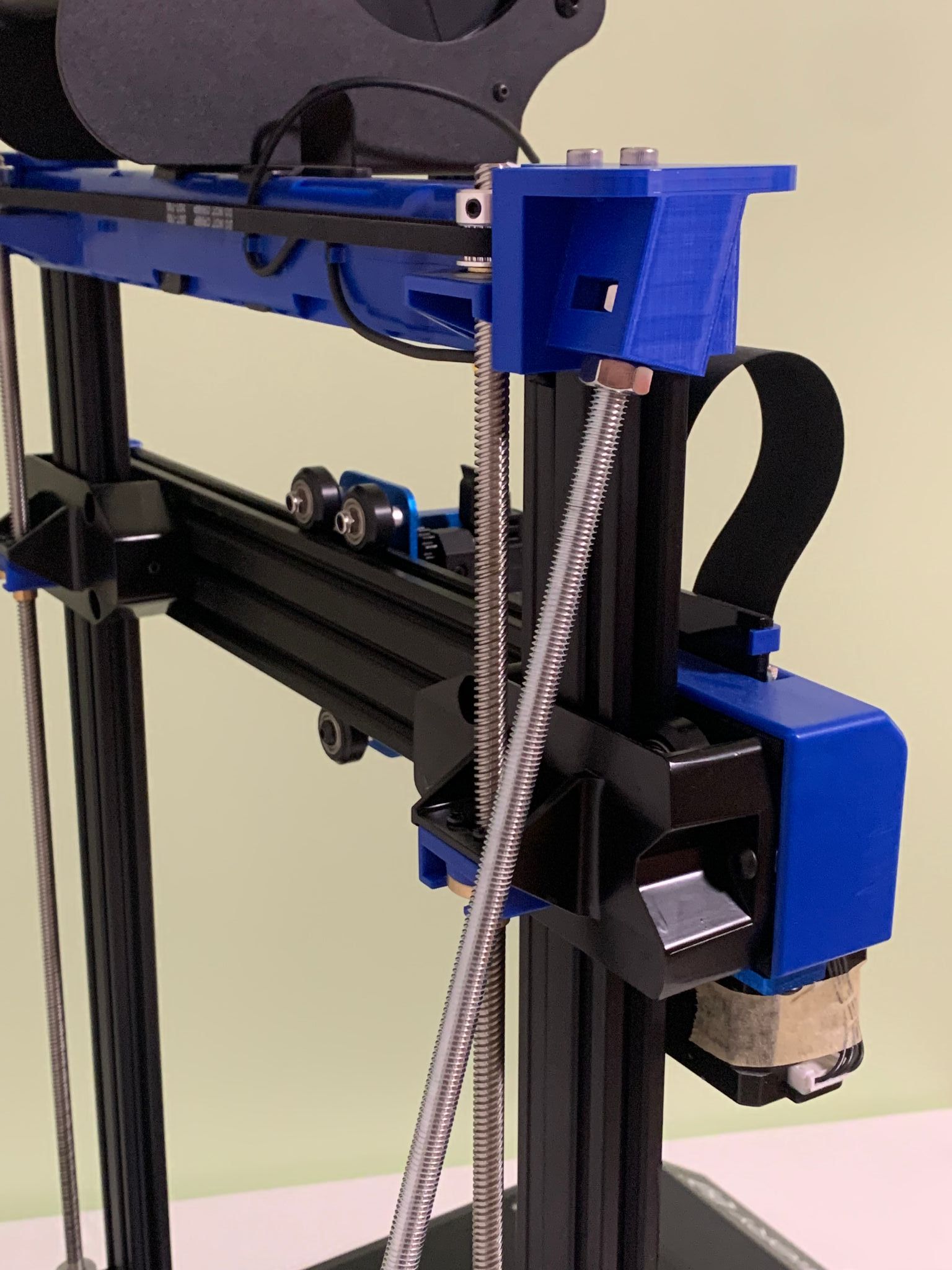
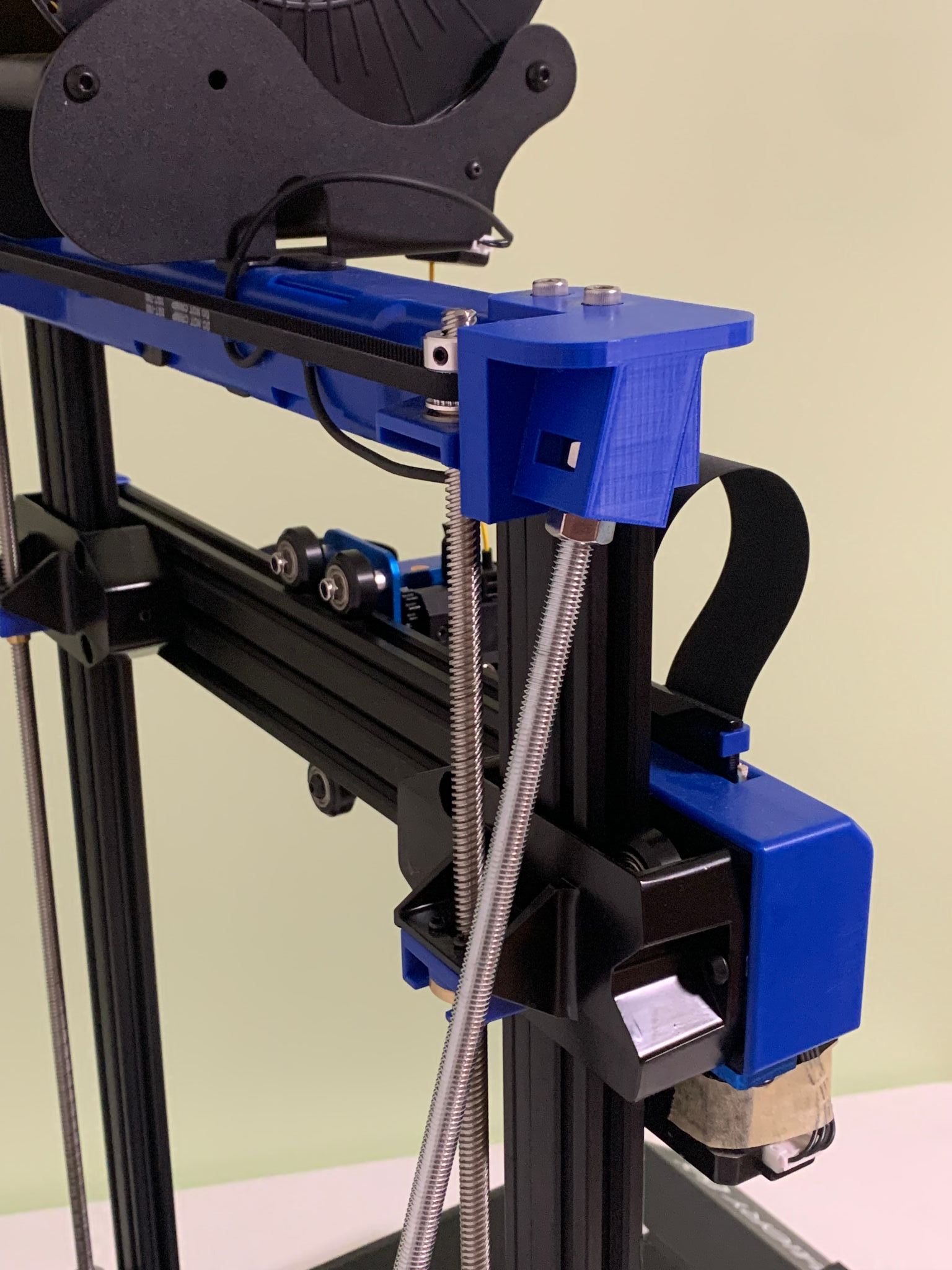
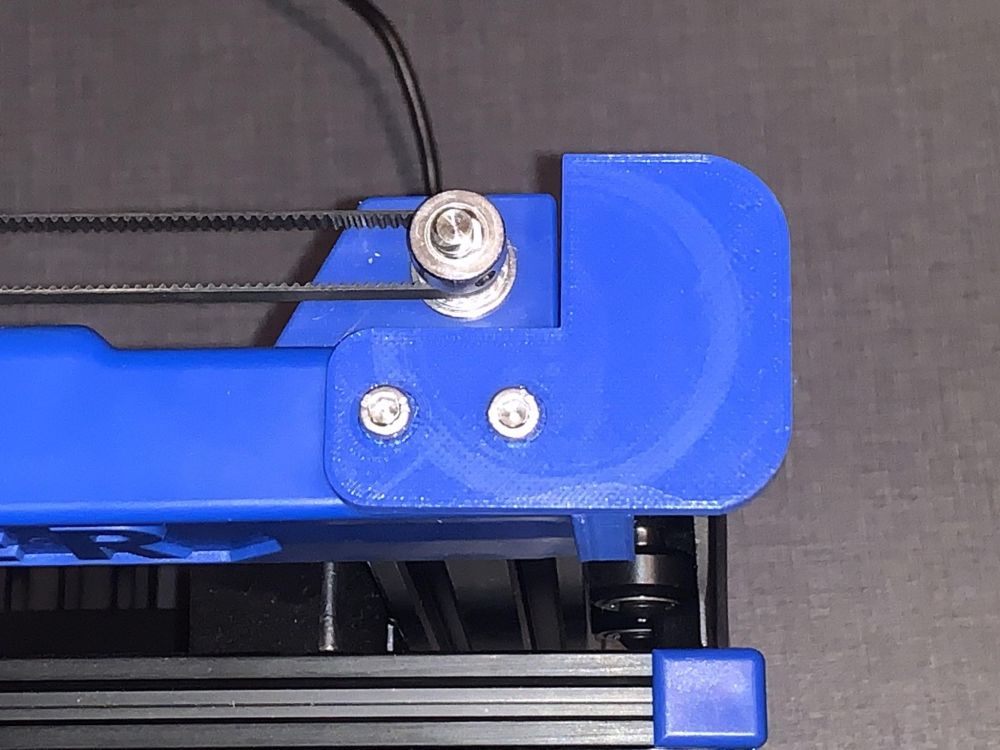
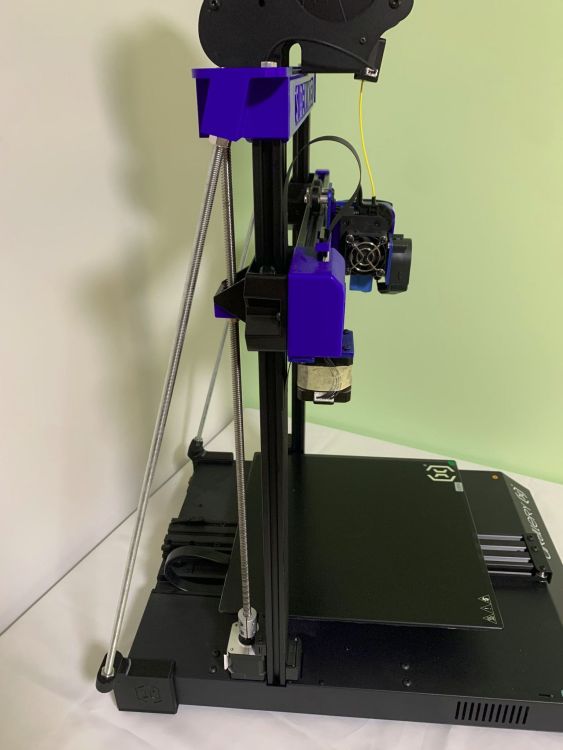
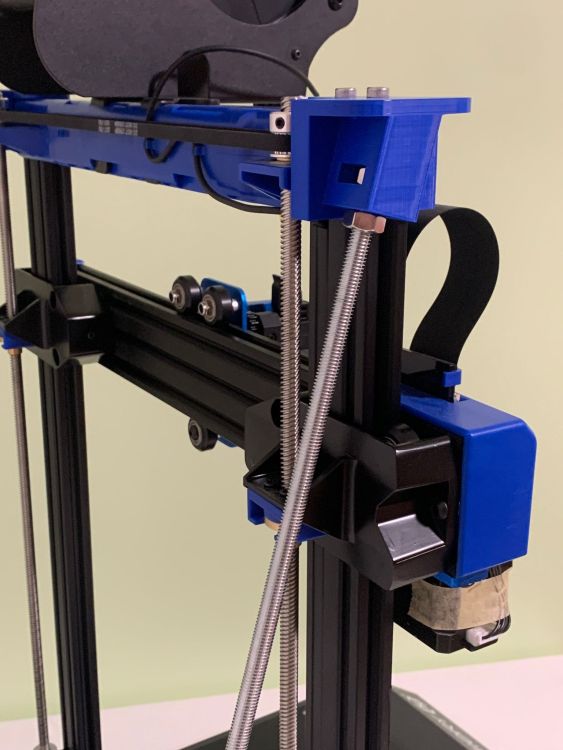
Effectivement ton câble correspond donc à l'axe X qui est celui qui possède la tête d'impression, et sur la gauche il y'a le endstop X sur lequel il faut le brancher. Il est derrière le cache pour info. Edit: comment se fait que ton endstop Z se retrouve plié devant le bras en acier ? une tromperie de la photo ou tu as fait quelque chose ? il devrait se situer en dessous afin de se déclencher.2 points
-
Cet extrudeur en plastique on y est tous passé lol, tu as le même en métal ne demandant qu'un réglage des step pour être parfait ^^. Sinon je trouve ton PTFE plutôt court, tu as réduit sa longueur ? Sinon l'état du filament en général on a une petite boule au bout qui est normale le reste ça ne l'est pas mais ton extrudeur étant en défaut attends de voir par la suite2 points
-
Oui. La poulie de maintien du filament sur la roue dentée ne peut plus presser correctement et le filament n'est plus correctement entrainé. Remplace cet extrudeur par un équivalent en métal, ça devrait nettement mieux fonctionner.2 points
-
Mouais, bien moins convaincu, d'un point de vue mécanique c'est beaucoup plus simple et surtout bien mieux de tourner le plateau plutôt que la buse, car le filament fondu reste impacté par la gravité, qui elle reste horizontale, donc tourner la tête c'est à mon sens plutôt une hérésie. Et à la vue des vidéos, c'est plus gadget qu'autre chose. Merci toutefois d'avoir partager ces projets.2 points
-
Arf ... j'étais concentré pour ne pas écrire "stinging" ... donc mes excuses pour les fautes de frappes, d'orthographe, de grammaire et mes lapsus révélateur (? ) indécents !2 points
-
Après le M502, un chti M500 est pas mal reset.gcode M502 M500 Et soyons fou : M502 M500 M5012 points
-
@PPAC Attention cela devient indécent là Sinon quel système direct drive as-tu installé ? car comme le dit @PPAC la température joue et suivant le système encore plus. Tête bi-metal, full métal ? bref les infos sont nécessaires Et on le répète souvent, il faut faire les modifications 1 par 1 sinon il sera difficile de trouver là d'où vient le réel problème Des photos de ton imprimante que l'on vient l'installation ? Direct drive 1.5mm en distance et 25 en vitesse est une bonne moyenne au delà risque de créer des problèmes (bouchage par exemple).2 points
-
Salutation ! peut être si tu a l'extrudeur en plastique : (une citation de @Titi78) : Le bras de l'extrudeur en plastique doit être fendu au niveau de son articulations ou au niveau du galet presseur. Il faut démonter l'extrudeur pour le voir. Sinon si tu a celui en alu? vérifier la position de la roue denté d'entrainement du filament. Il semble quelle glisse sur l'arbre moteur de temps en temps car les petites vis sans tête peuvent bouger avec le temps si mal serrés ....2 points
-
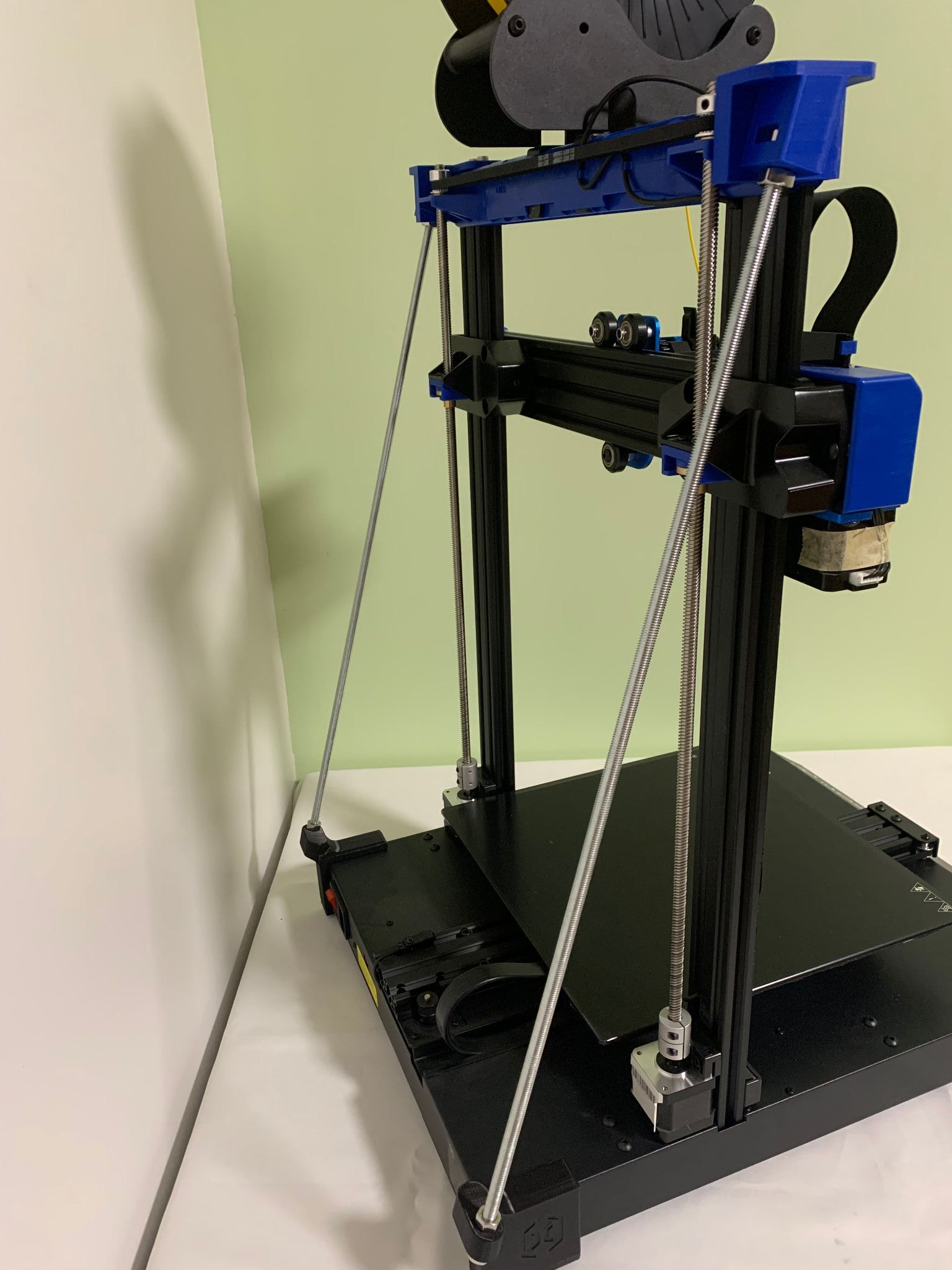
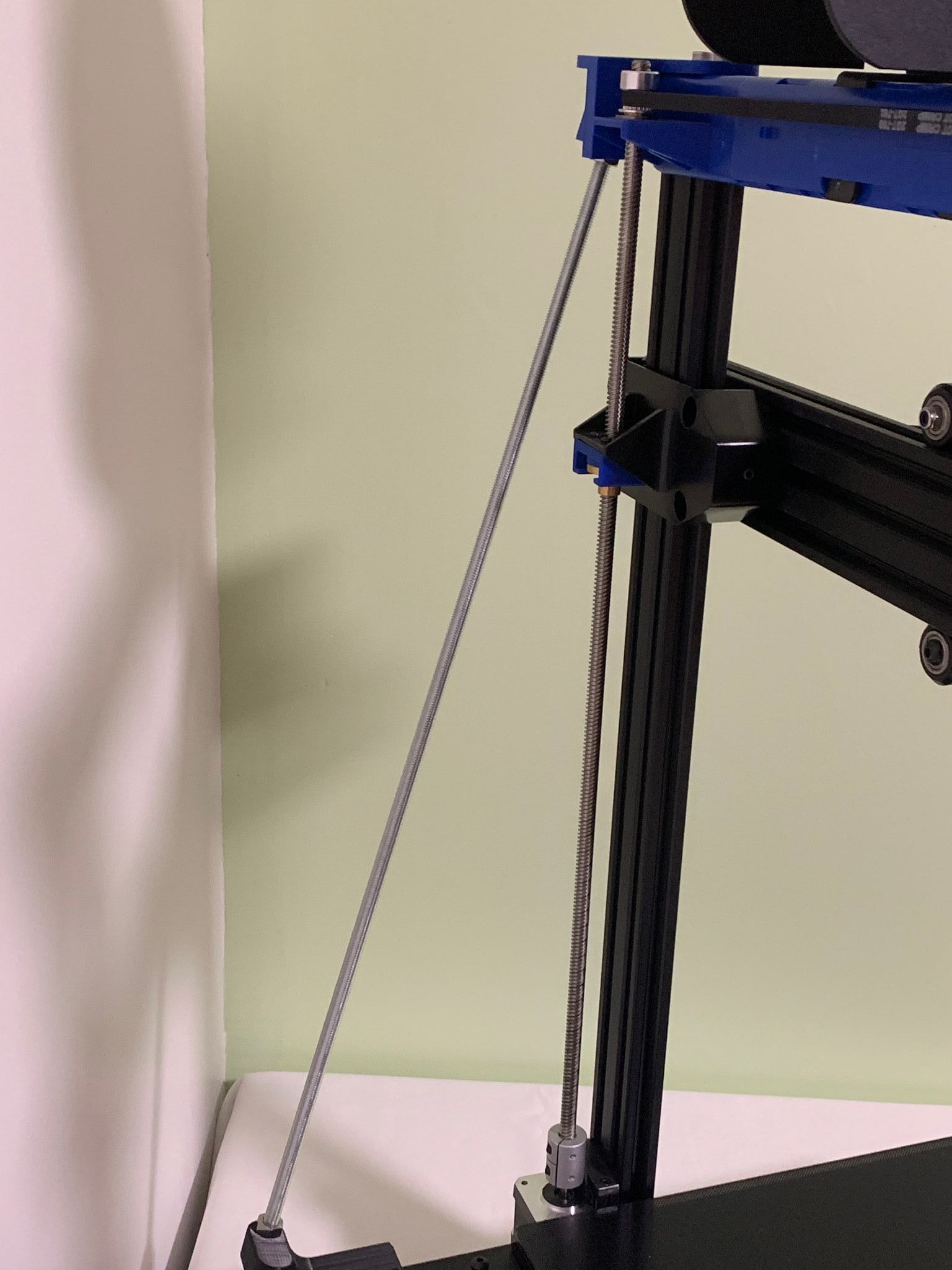
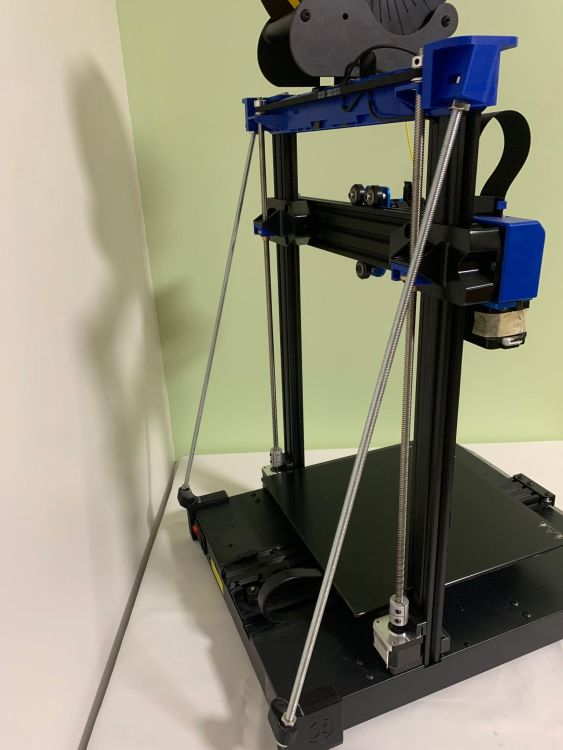
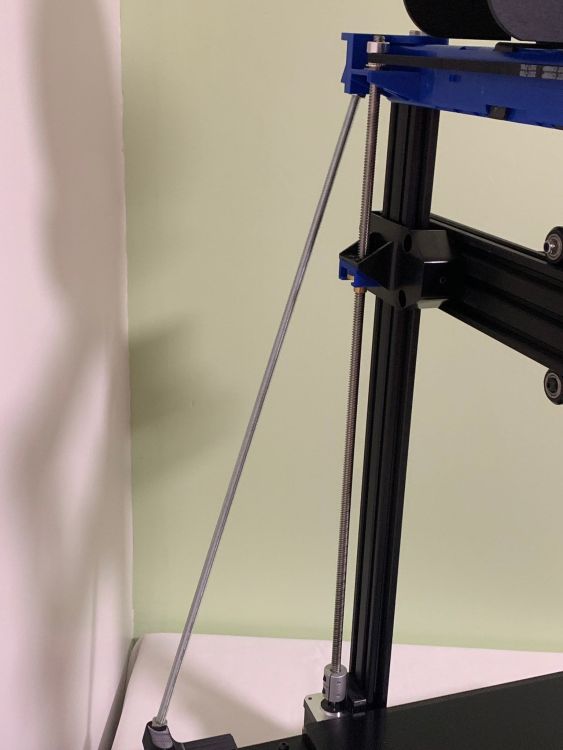
Plus efficace, je ne sais pas mais en positionnant les renforts sur l'avant, à moins d'écarter les tiges de renforts de la base, on peut avoir une perte de dimension d'impression en Z à cause de l'axe X et de sa tête qui ne peut plus toujours aller complètement à droite / gauche. Le gros avantage de monter les renforts sur l'arrière est que ça n'obstrue pas l'accès aux pièces imprimées. Un des avantages du montage sur l'avant est de pouvoir utiliser les tiges de renfort pour y monter un éclairage, une caméra, …2 points
-
Salut, Je vous présente dans cette vidéo mon projet d'imprimante commencé depuis près d'un an maintenant. Première vidéo de présentation maintenant que tout le matos est là.1 point
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
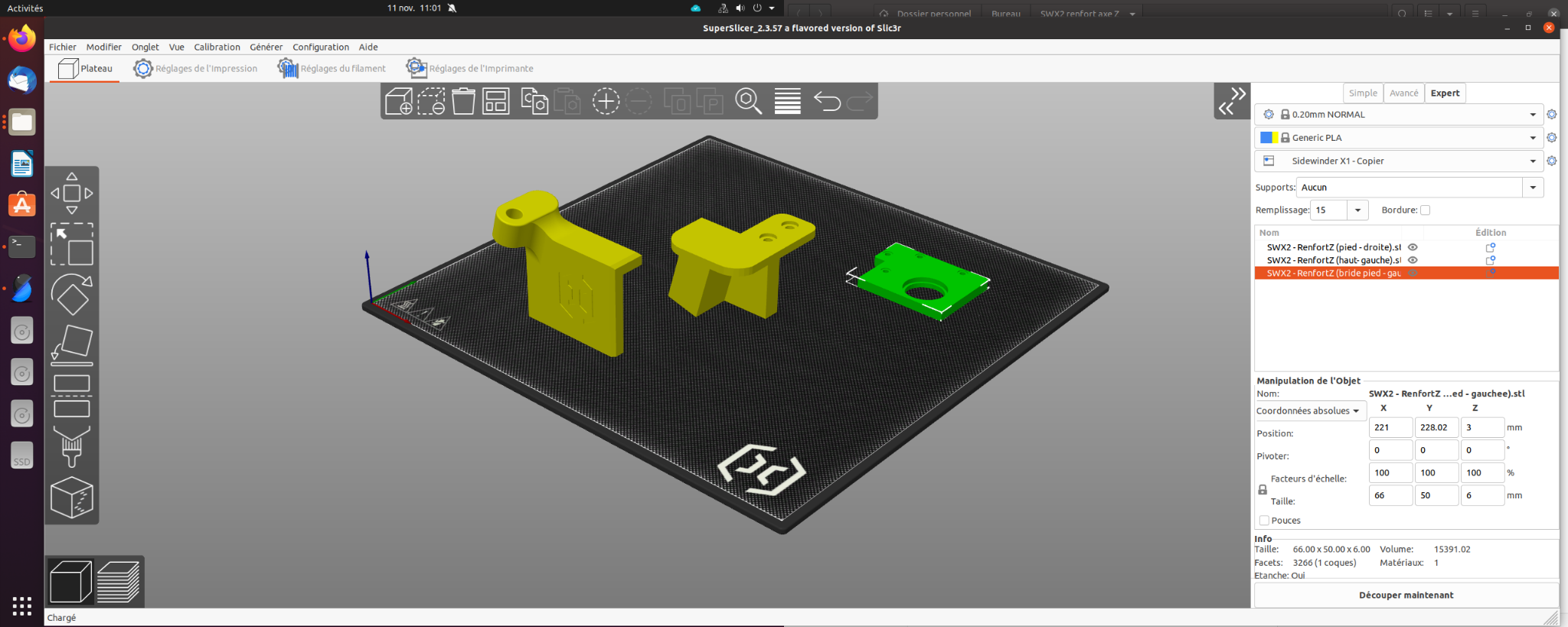
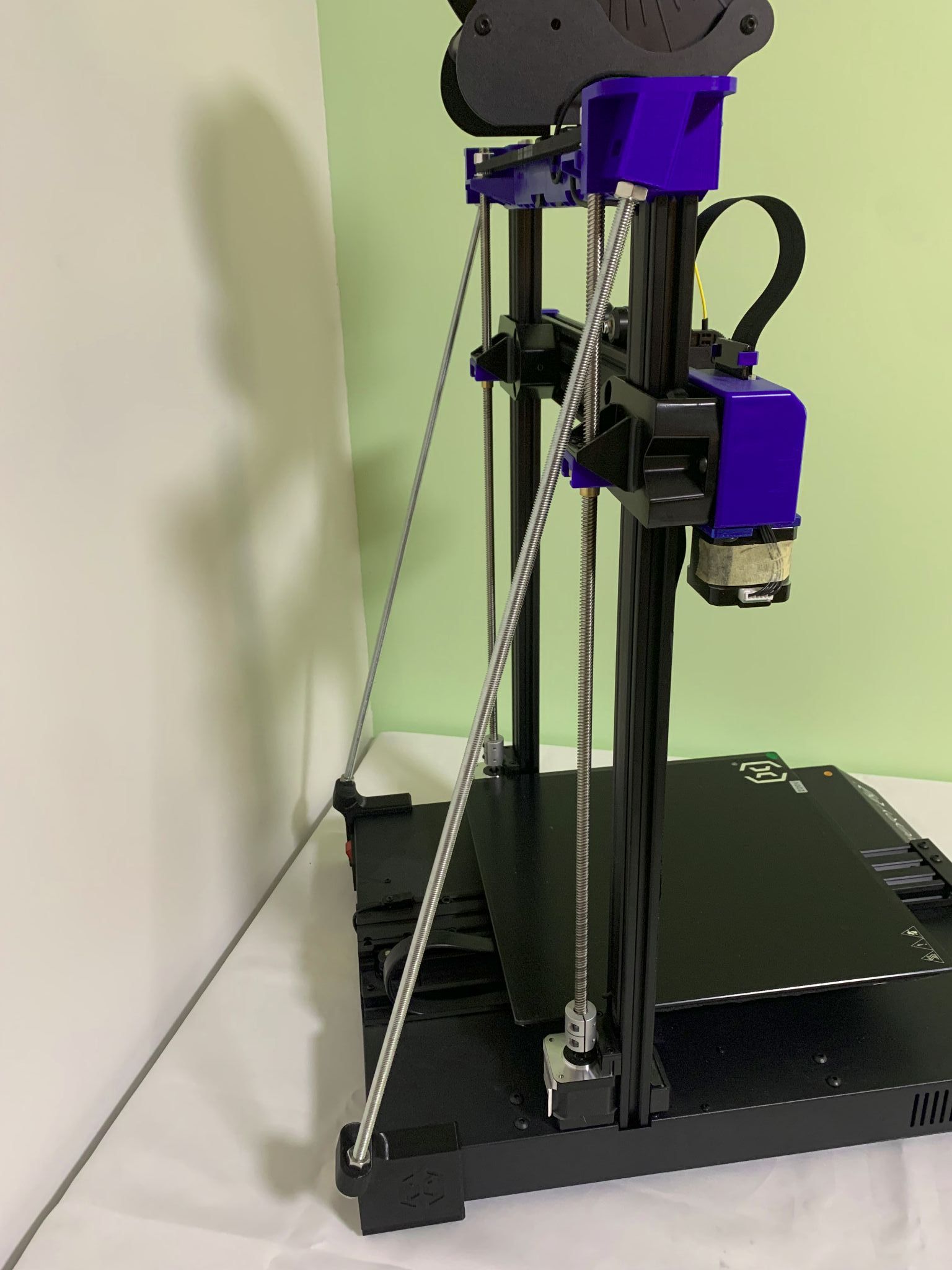
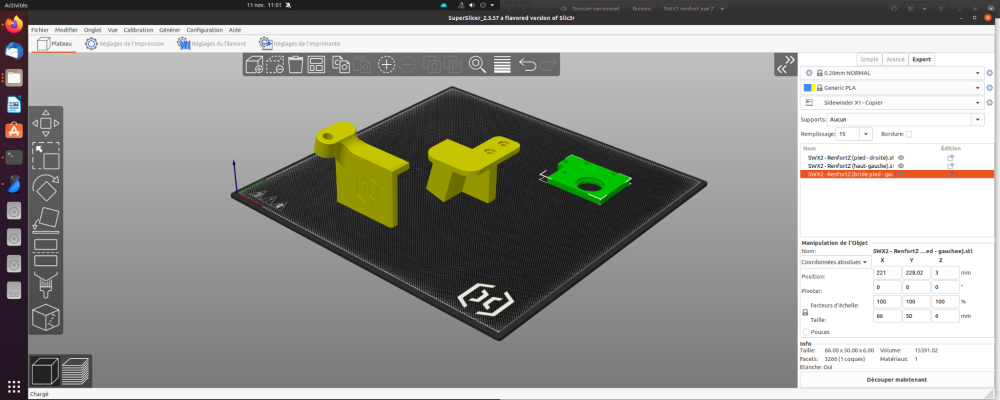
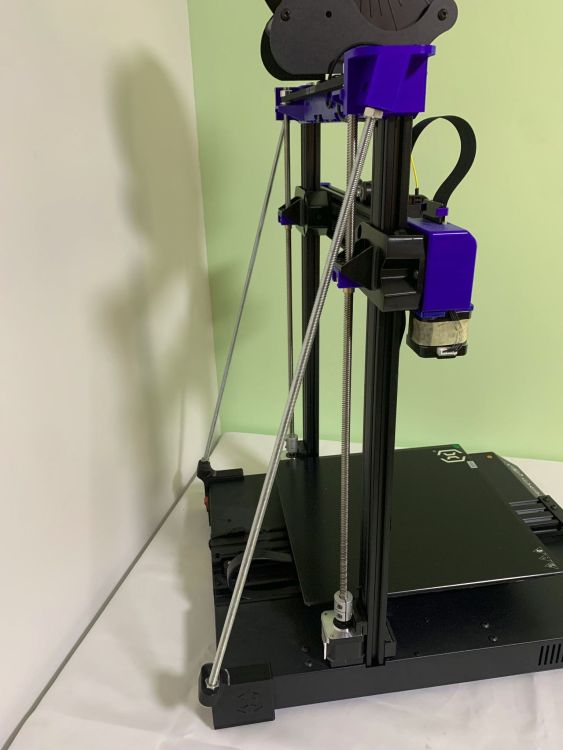
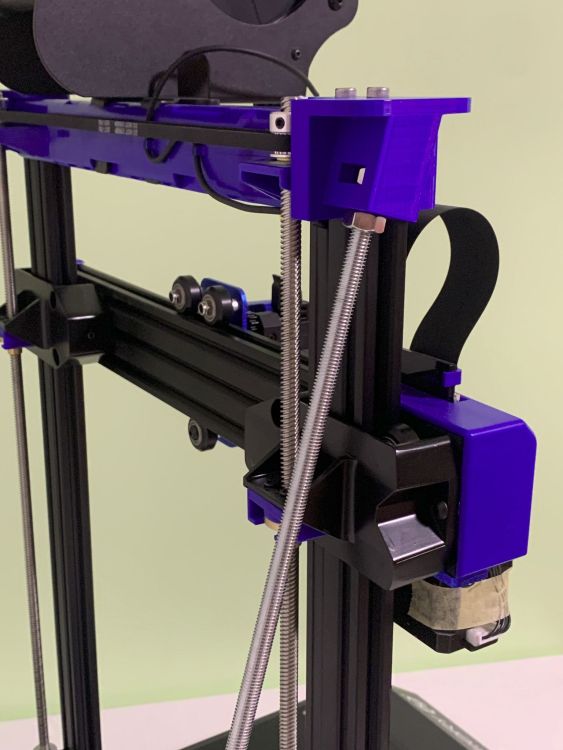
Hello, N’ayant pas trouvé de fichiers tout prêts, j'ai créé un pack comprenant les pieds venant d'ici les brides de pied venant du même endroit, que j'ai modifié les pièces du haut que j'ai entièrement dessiné SWX2 - Renfort axe Z.zip Matériel nécessaire pour le montage : 2 tiges M8 de 60 cm de longueur (mini 58 cm, maxi 65cm mais ça fait crade) 8 écrous M8 (éventuellement 6 nylstop et 2 normaux) 4 vis M5 x 12 ou plus - tête Allen (pour les pièces du haut) 6 vis M3 x 16 - tête Allen (pour fixer la bride sur le pied) 6 écrou à encastrer M3 carré 5.5 (pour fixer la bride sur le pied) 2 vis M3 x 12 ou plus (pour fixer la bride sur l'imprimante) Une visu des pièces d'un seul coté : Le bleu France de chez Arianaplast se marie très bien avec le bleu Artillery. Voici un tuto pour le montage Merci à @TonyNarko67 pour la réalisation de cette vidéo.
 1 point
1 point -
Euh, j'ai pas l’œil assez aguerrit pour faire de la comparaison... Les autres disent que oui.1 point
-
Ok je viens d'analyser le dump du firmware pas de soucis. Sauf que l'ancien propriétaire à modifié les steps Voici ce qui faut modifier dans setting par défaut pour avoir les bons paramètres X80.00 Y 80.00 Z800.00 E 92.6 X2 354.00 Y2 4.50 Z2 2.00 Voilà pour le réglage éteindre la machine ensuite réallumer et vérifié si les settings sont bien enregistrés. a+1 point
-
Hello, Déjà essaye avec ta D2, on verra bien si ça se comporte pareil. Je n'ai pas essayé le M600, puisque c'est toi qui ma apprit l’existence de cette fonctionnalité. Avec 2 couleurs, j'en ai bien assez ! Mais oui, la double impression fonctionne correctement. A commencer par le cube test car il faut refaire les alignements X2Y2. D'ailleurs attention, les valeurs ne réagissent pas pareil que comme le fimware tenlog. Je ne sais plus pourquoi, Méthylène67 doit savoir pourquoi. J'ai fait des médailles/porte clé double couleurs pour mes chères enfants. Ou je choisis l'extrudeur pour l'impression car bien souvent j'ai 2 matières bien différentes pour chaque extrudeur. Je tourne sur luxury depuis ce printemps (depuis que Murdock en a parlé) et je ne suis jamais retourné au tenlog. Au début, j'ai eu des problèmes car l'extrudeur s’arrêtait au milieu de l'impression, mais l'impression continuait. Mais le problème a été vite repéré car le linear advance a été repéré incompatible avec les TMC2208. Et aussitôt désactivé. J'avais aussi des problèmes de saut dans les couches au début, mais je me suis aperçu que j'avais réglé dans prusa des vitesses hors impressions trop rapide. Et plus de problème depuis. Alors de là dire que j'ai tout tester, euh...non. Mes impressions restent modeste. Mais je fais maintenant une confiance aveugle (trop?) car je bouge plus mon cul de l'ordi : je dessine, je tranche, j'envoie sur octo, et je descends au sous-sol seulement une fois finis. (ou lorsque je vois sur la camera que ça s'est décollé du plateau... ^^) Je me suis lancé dans le Bltouch suite aux autres qui en parlaient en bien. Donc grâce à la methodo d'origine et Buriaku, j'ai réussi a faire fonctionné l'engin. Au début j'ai galéré, mais en fait les couleurs des fils ne correspondaient pas à la méthodo, Tenlog ont changé les couleurs de fils entre temps ^^' Et donc après les réglages et le mesh du plateau. Plus de soucis de première couche qui n'accroche pas dans un coin, et qui bouche l'extrudeur dans l'autre coin. Tu règles le plateau au niveau à peu près, tu lances le mesh et t'enregistres. Et là tu imprime des pendules de 30cm de diamètres sans problème. Je précise que j'imprime sur plateau magnétique PEI. Quoi dire d'autre... Si vous avez des demandes de test avec STL ou gcode, je veux bien essayé. Vap38, je suppose que tu vas me demandé le M600 : si tu m'explique comment ça se passe (changement de filament je crois), je veux bien essayé.1 point
-
Salut Ci-joint le gcode fourni avec l'imprimante pour le calibrage. essaye voir avec TD3PDE_20X20X20.gcode1 point
-
Après vérification c'est exactement comme dit Yo' c'est à dire 64,5cm le câble d'alimentation standard sera un peu plié à l'arrière. Si tu veux garder le câble standard je te conseil au moins 66,5cm voir 67cm pour ne pas qu'il s'abime sur la durée.1 point
-
Oula oui, j'avais zappé la citation ... Bon en fait j'avais rien bu, le problème vient peut être de la, je vais me servir un verre, ça ira mieux après ! Mais je crois que je suis battu par ta gravité horizontale ... Joli concept !1 point
-
Il n'est pas optionnel Le contacteur de fin de course se trouve à l'intérieur du cache, là où tu vois la roue d'entrainement de la courroie de l'axe X Bien vu @Idealnightpour la lamelle du contacteur de fin du Z1 point
-
Donc suite à l'info de @PPAC un petit M502 ou un reset eeprom sur l'écran si c'est disponible.1 point
-
Une recherche dans les sources d'une version 1.1.0 de marlin me laisse penser que tu a la fin de ce message d'erreur : #define MSG_ERR_MESH_XY "Mesh point cannot be resolved" Donc peut être refaire et sauver un palpage ?1 point
-
Est-ce que tu peux juste essayer d'allumer la machine et de faire un home de l'axe X puis Y puis Z ? Est-ce que le message apparaît suite à ces opérations ? si oui laquelle ? Si non : essaie de mettre la buse en chauffe (200°) Si toujours pas essaye de mettre le lit en chauffe (50°) Si aucune de ces opérations ne donne le message d'erreur, je pense qu'un changement de SD et/ou de fichier à imprimer s'imposera (dans tous les cas si la SD est celle d'origine, il vaut mieux en utiliser une de bonne qualité, taille inférieure à 32 Go et formatée en fat32)1 point
-
Ce site pourrait vous intéresser : https://xyzdims.com/2021/01/27/3d-printing-rotating-tilted-nozzle-option/ ou encore https://xyzdims.com/2021/02/08/3d-printing-penta-axis-pax-5-axis-printing-option/1 point
-
La seule vraie nouveauté, c'est le passage de câble du lit chauffant, le reste c'est un ArtilleryTouch qui n'a pas l'air formidable (20 € chez TL + Impression du support) et des bloqueurs de câbles (2 impressions d'entrainement - 3 € max) Il reste (largement) de quoi mettre un levier d'extrudeur en métal et un heatbreak bimetal. Et en plus elle a un montant supérieur en plastique moche (oui je ne l'aime pas celui là ) Donc non, je ne pense pas que les nouveautés de la X2 vaillent les 80 €1 point
-
Salutation ! Oui cela fait rêver ... Une imprimante 5 axes ? sous marlin ? et le trancheur je suppose que c'est pas un truc "standard" ?1 point
-
Il y a des chances que cela vienne de sa carte mère qui date de 39/45 de ce que je viens de lire, visiblement présente sur les toutes premières versions et assez rare.1 point
-
Merci, Oui c'est assez efficace, j'ai placé du sopalin sur la buse, comme il est pas près de la fenêtre ,il faut juste penser à le remplacer de temps en temps mais l'aspiration est bonne, aucune gêne avec les odeurs sauf quand je vernis à la bombe(quand j'ai pas le choix de le faire à l'intérieur) même avec l'aspiration ca sent, alors dans ce cas j'active mon purificateur d'air et plus de soucis1 point
-
Bonjour Buzz06, pour résoudre le problème, il suffit d'installer la dernière version du logiciel pour l'imprimante. L'archive de mise à jour est disponible sur le site de Creality dans la section Support>Download>Resin Series Firmware> LD-002R, et suivre la procédure indiquée dans le fichier Word. J'espère que cela te dépannera.1 point
-
Dans ce cas attend de voir si tu as 80€ ou plus de différence en faveur de la X1, comme je te l'ai dit je préconise la X1 l'écart ne sera pas justifiable pour la X2.1 point
-
@amundsen Tout comme sur un Core XY, le soucis premier sur le Y des cartésiennes, c'est l'inertie lié au poids du bed, ce qui limite grandement la vitesse car il devient plus que compliqué d'imprimé vite et avec une forte accélération sans passer par klipper (qui permet un réglage plus fin en réglant bien l'input Shaper), un amis sur sa X1 avec la carte mère d'origine Imprime a 200mm/s et 1500mm/s² d'accélération, moi sous marlin sans soucis je monte a 150mm/s a 1000mm/s² au dessus cela devient compliquer sans avoir des élément indésirable comme du ghosting (Genius en 32bits SGenL V2, mon propre firmware et les optimisation qui vont avec). (Et sur ma CR10s Pro j'essairais même pas, même avec un carte mère 32bits dedans, sans Klipper).1 point
-
Pourtant plus haut tu réponds à @Savate ne jamais l'avoir réglé ? donc comment sais-tu qu'il n'a pas bougé ou qu'il est bien réglé ?1 point
-
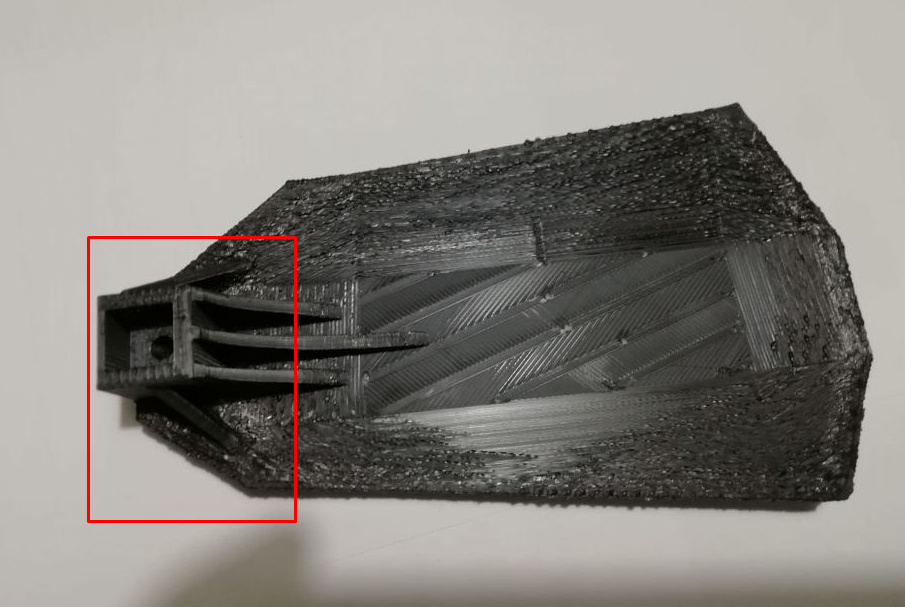
Normale tu as imprimer des grand zone en porte a faux sans support, cette pièce pour optimiser je l'aurais imprimer de bout avec la zone en rouge sur le plateau et des support la ou nécessaire. Quelques soit l'imprimante il faut pense a comment slicer et positionné la pièce pour avoir le meilleur résultat.
 1 point
1 point -
Quand tu a fini une impression remet ta buse en chauffe pendant 3-4min cela fera couler par gravité les résidus de filament qui reste dans la buse. Comme ça au prochaine print quand la buse viendra toucher le plateau ça restera tout propre C'est un conseil que m'a donné MrMagounet et qui marche super bien. Par contre si le phénomène apparait à la fin de l'impression de la jupe c'est peut être due à un réglage de rétraction ou une température trop haute ? (à vérifier)1 point
-
La CR6-SE ne possède pas de molettes de réglage du plateau, il est fixe C'est un dispositif de nivellement différent d'un Bltouch: la tête est montée sur une jauge de contrainte de pression (identique à celles utilisées dans les balances «électroniques»). Son réglage (tarage) une fois effectué ne se dérègle pas trop ni souvent. @ppx32 Chez le constructeur Anycubic, celle qui se rapproche le plus de la CR6 est la Vyper (comme c'est un clone très fortement inspiré de la CR6, les dimensions sont identiques). Pour des dimensions supérieures, avec un système identique d'ABL, la CR6-MAX existe.1 point
-
Le Kenya : à l'époque c'était bien et beau (mais trop chaud) Le Gabon : bof Le Maroc : Casablanca : ville européenne 'standard', Fez : beaucoup plus typique La Finlande (cercle polaire) : ville moche (rovaniemi la ville du père noël), paysages somptueux, mais frais (-25°) Les USA : Chicago : c'est beau (mais c'est tout), New-York : c'est pas beau (et c'est tout) je ne suis pas un grand fan des US j'ai l'impression d'être en France dans les années 70, tout fait vieux. L'Italie : Rome, c'est beau, Vintimille, Limone c'est moins beau ... Le Royaume Uni : temps pourri, bouffe dégeulasse, ils sont bizarres les anglais (c'était à l'époque des Sex Pistols et de The Clash), mais sympas quand même, les musées d'Oxford sont magnifiques Monaco : les voitures y sont belles La France : Un "pays ami"1 point
-
Salut, Les pays ou j'ai vecu + de 2ans: Italie, Nord: les +: paysage, nourriture, climat les -: La poste ne fonctionne pas et les colis se font voler, aucun vendeur ne veut expedier las-bas Chine, Shanghai Les +: Les paysages, le salaire a +8% par an ( ce qui fait tres plaisir quand tu reviens en France et que ton dernier salaire est la reference) Les -: Les chinois mainland, aucune education et un egoisme hallucinant, au quotidien c'est dur Afrique du Sud Les +: Les paysages, les gens tres sympa (c'est tout ou rien), le climat. Pourrait etre le paradis sur terre. Les -: Proportion elevee de racistes ( et je parle des noirs envers les blancs ou envers les noirs etrangers) et une mentalite de victime, la woke attitude a 1000%. La securite. Singapour Les +: Multiculturel, la securite (voir des complexes HLM qui te ferait fremir en France, ici meme une femme seule au milieu de la nuit ne risque rien). La proprete (pas de dechet, de tag ou d'affiche partout) Le climat chaud. L'education (mes enfants parlent francais, anglais ,mandarin). Hors covid c'est un super coin pour rayonner sur toutes l'Asie du Sud-Est. Les -: le climat trop chaud et humide, Voila Cdt SoM1 point
-
Bonjour, Comme tous les ans je prépare des prints pour récolter des fonds pour le Telethon. Un nuage de papillons pour donner des ailes au Telethon.
 1 point
1 point -
Voici Sur mes photos, je vois du mauve au lieu de bleu. C'est pareil chez vous ? EDIT : ça, ça m'épate Même photo transféré depuis Ubuntu ou depuis Windows ne donne pas le même résultat alors que je n'ai pas modifié le fichier. Même problème lorsque la photo est ouverte en local. Je capte pas.

 1 point
1 point -
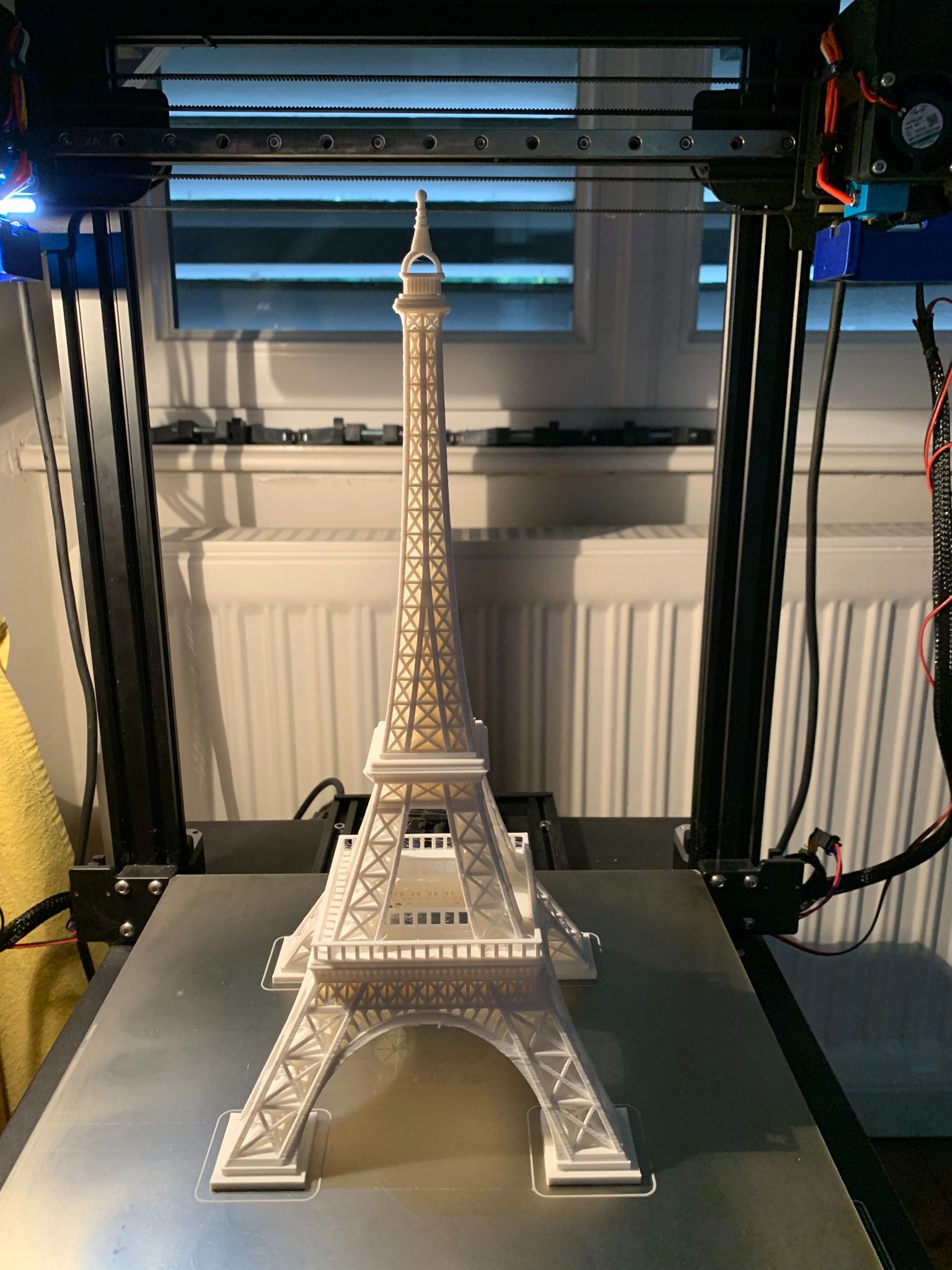
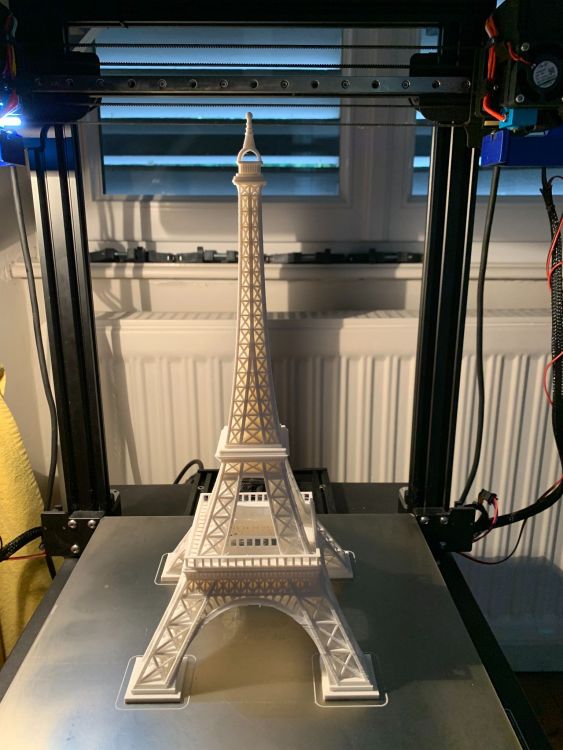
Plus haut et plus long print que j'ai jamais imprimé, pour ma fille de retour de Paris ce jour, après une semaine de tourisme. Hauteur (ben le max de la machine à 350 mm), durée un peu moins de 39h, vitesse 150 mm/s (200 en Infill, mais pas beaucoup d'Infill sur ce print), PLA blanc 3D870 Sakata, pas de supports, et juste une jupe.
 1 point
1 point -
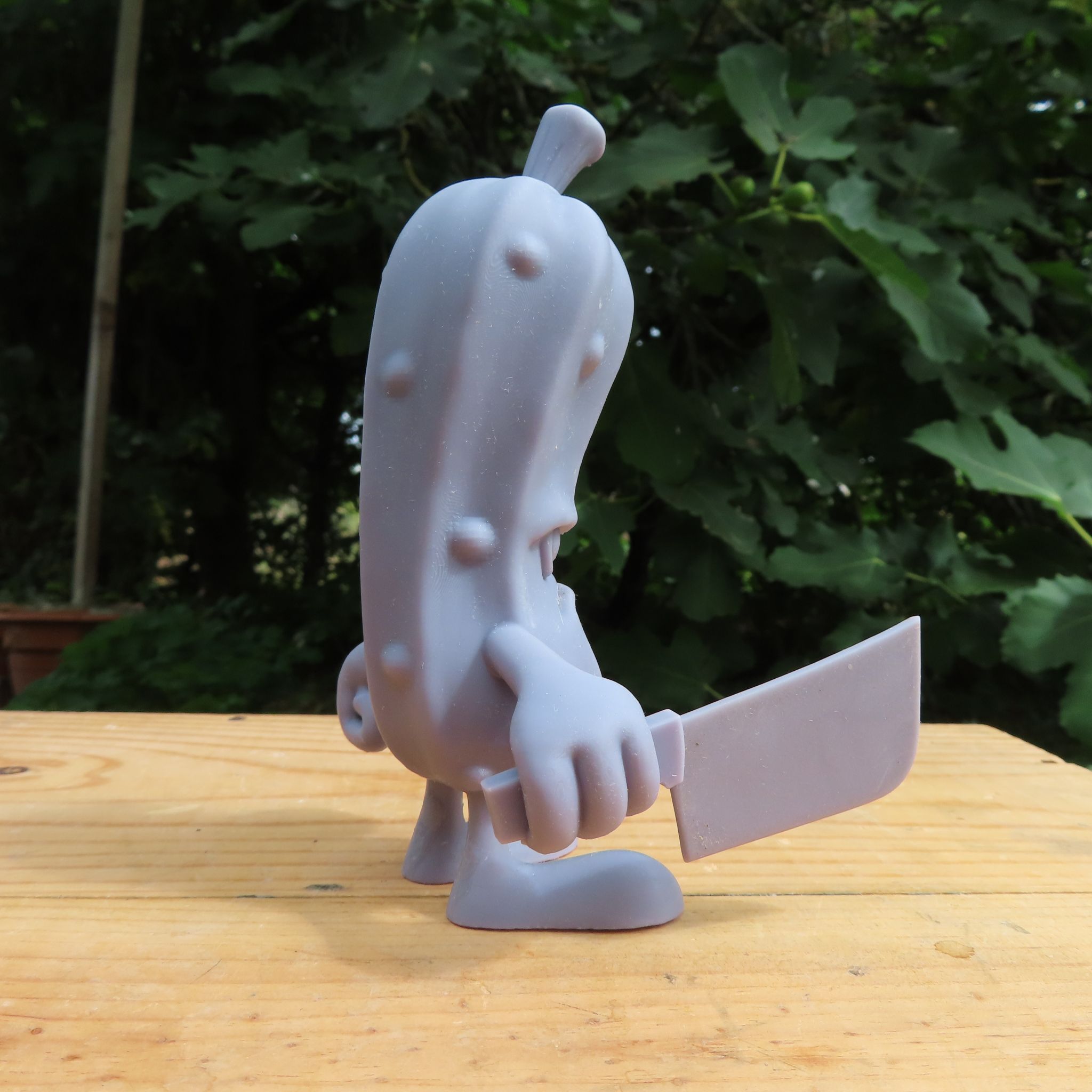
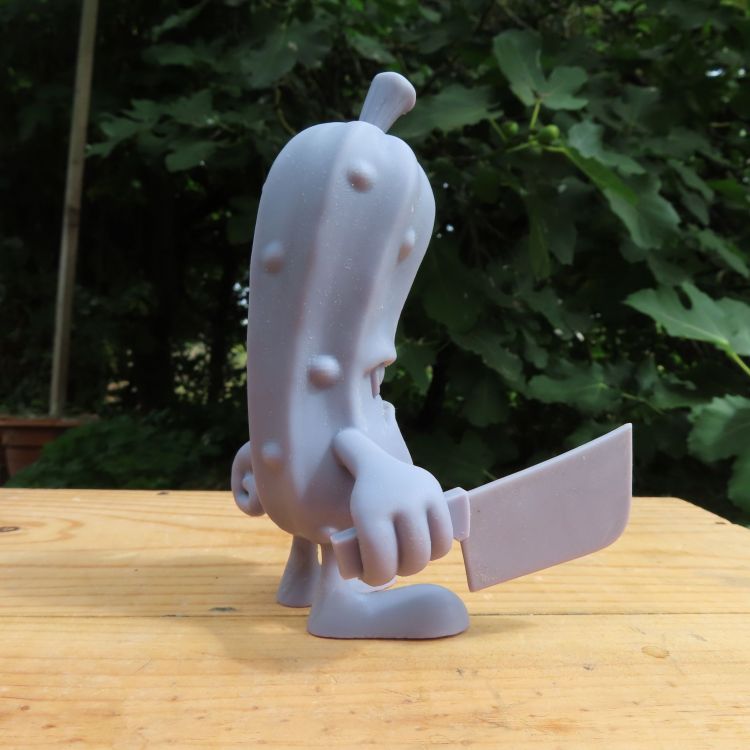
Bonjour à tous, Nouvelle réalisation avec Blender...Comme c'est de saison, cette fois j'ai fait une courgette... courgette.mp4 Impression sla avec une Elegoo Mars pro Hauteur 14,5 cm, imprimé en deux parties le corps et la lame du hachoir. Résine Elegoo lavable à l'eau. Modèle évidé, parois 5 mm d'épaisseur, trou d'évacuation à la base du corps. Finition peinture acrylique après une couche d’apprêt... Les fichiers STL sont disponibles sur Cults3D.




 1 point
1 point -
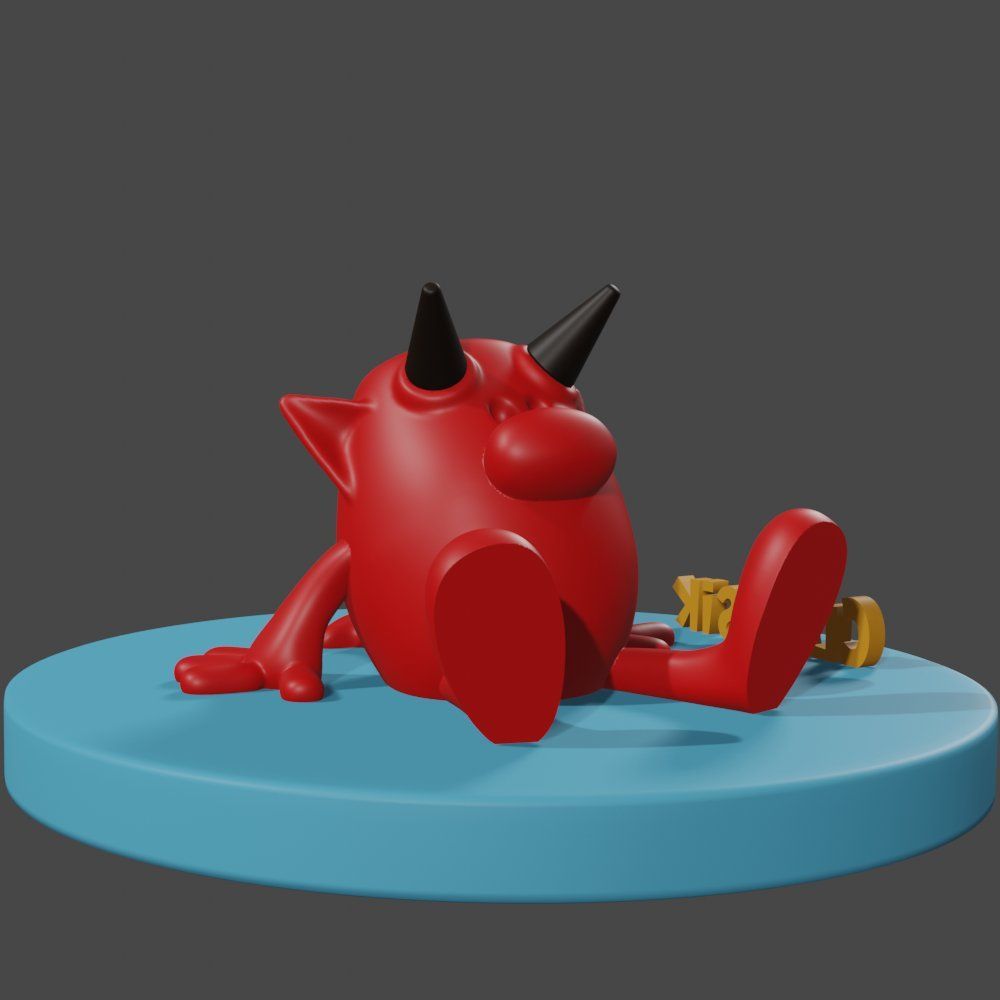
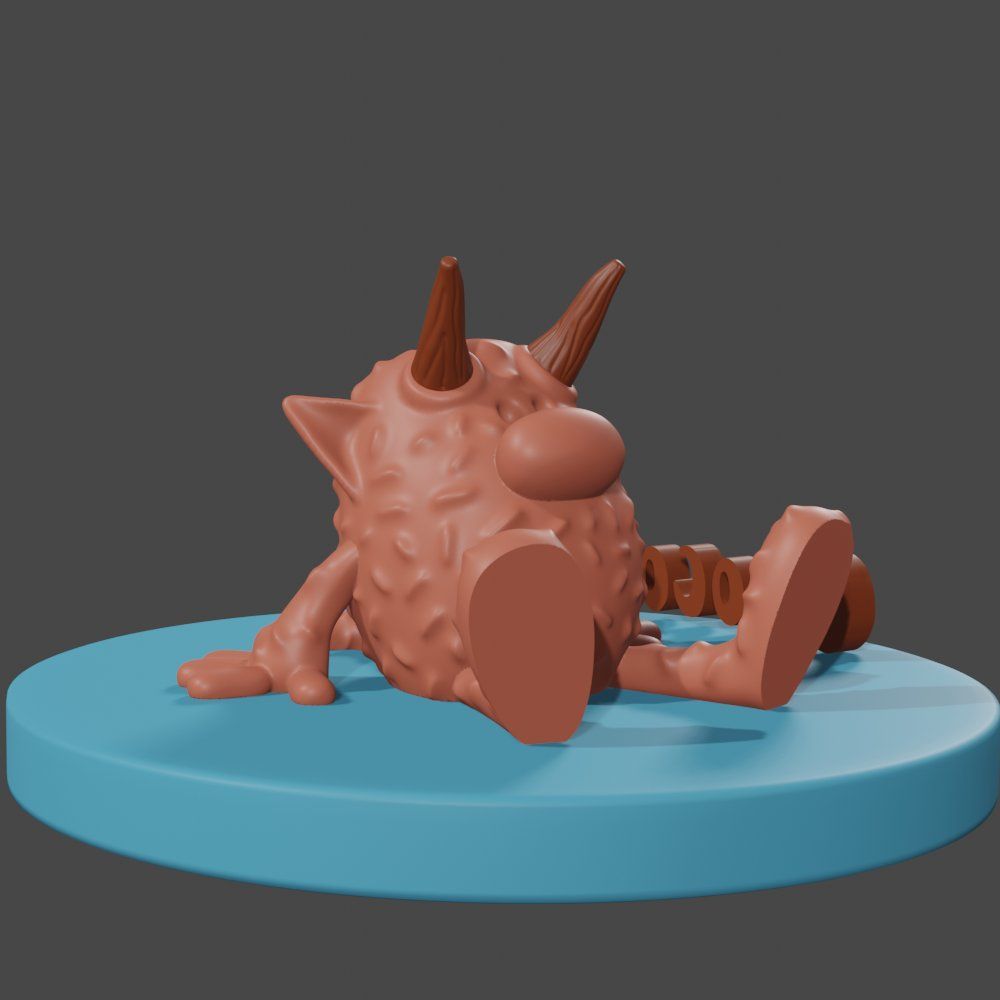
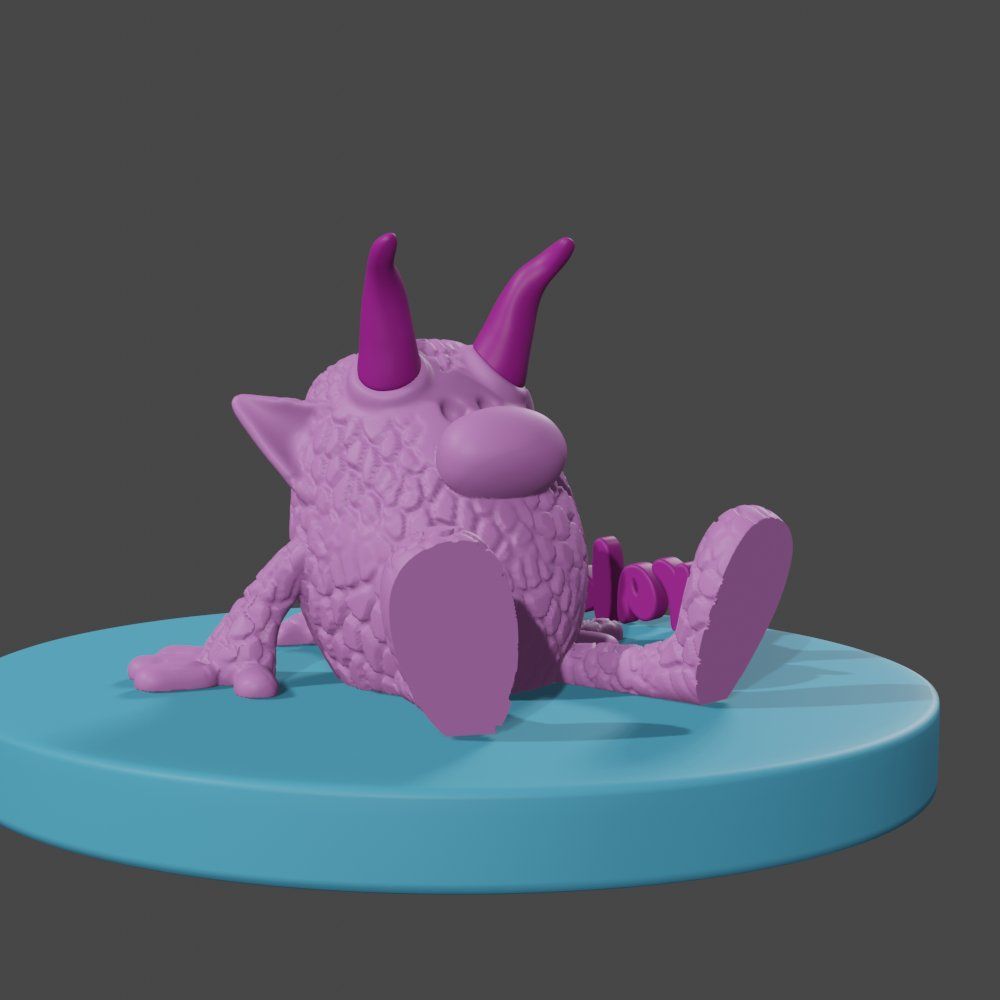
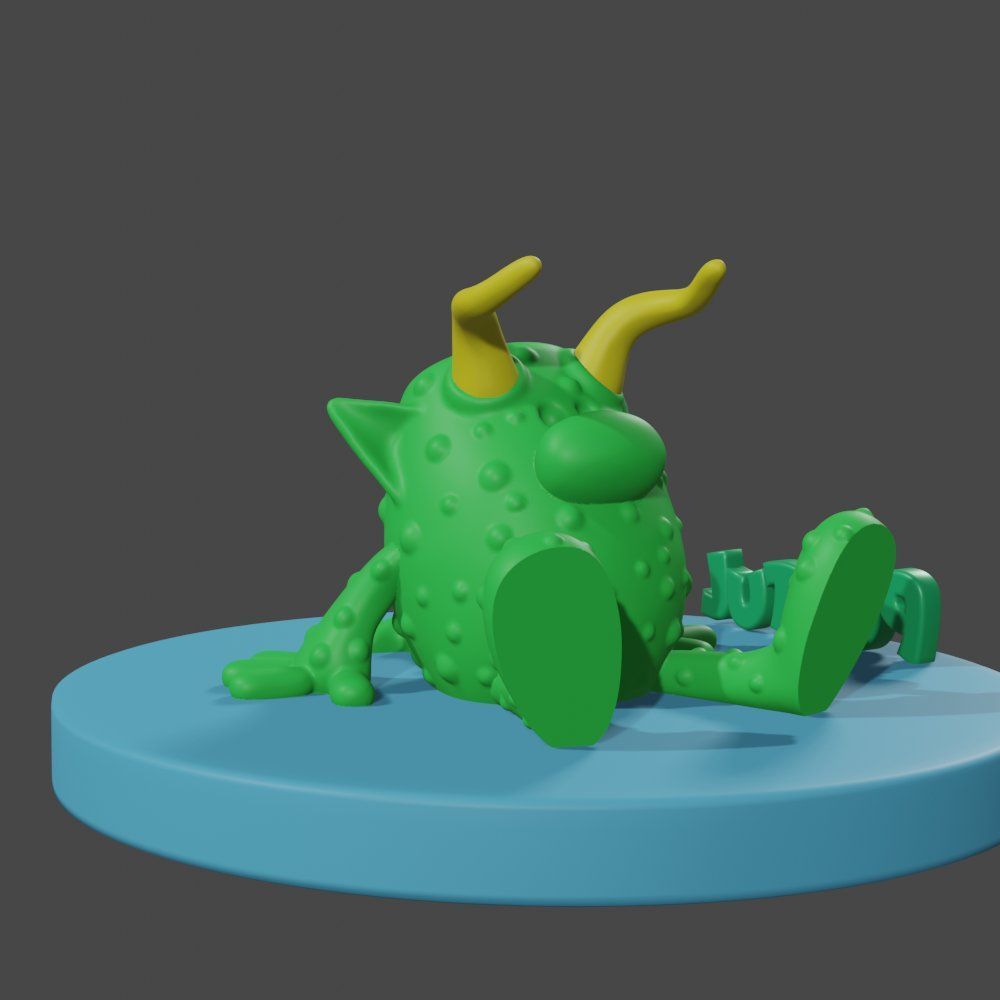
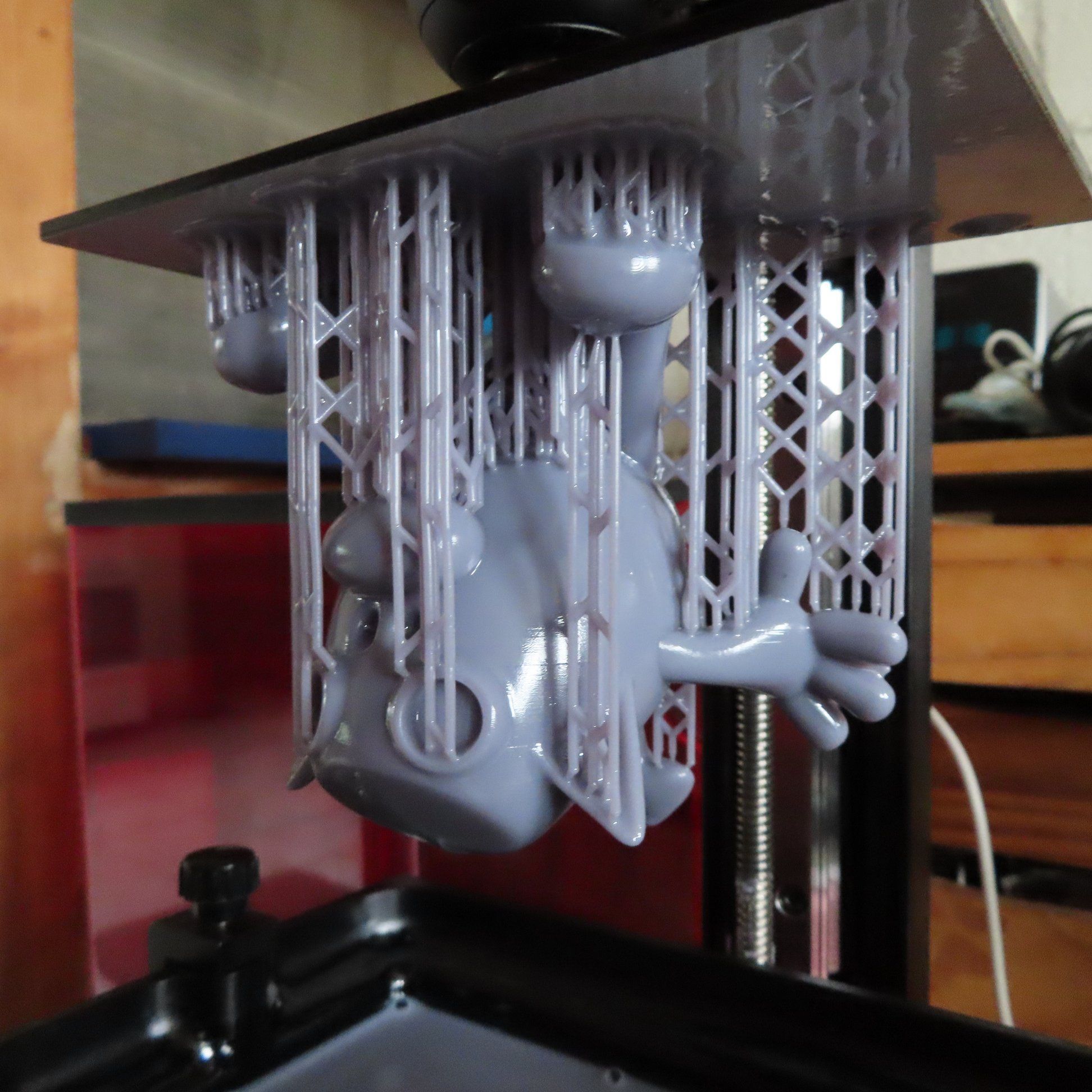
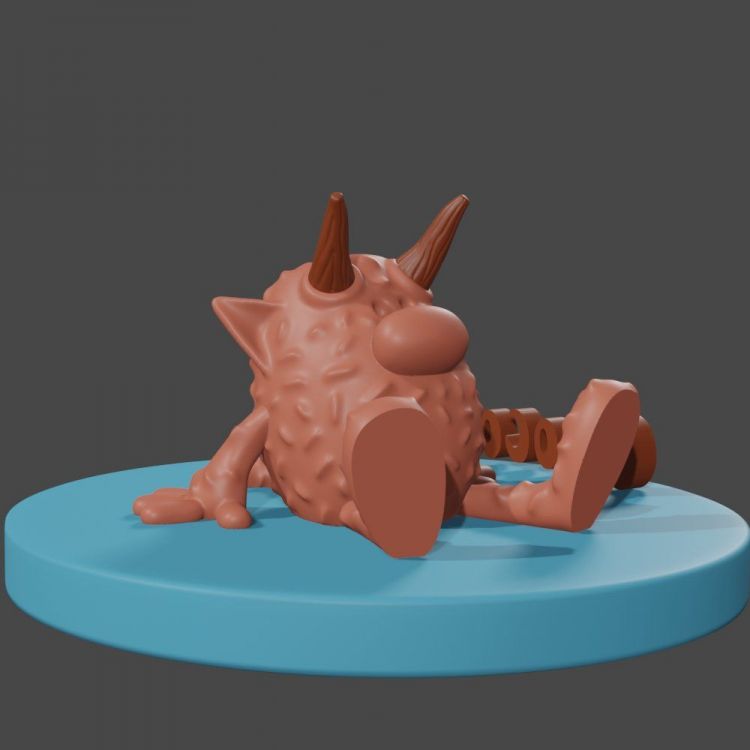
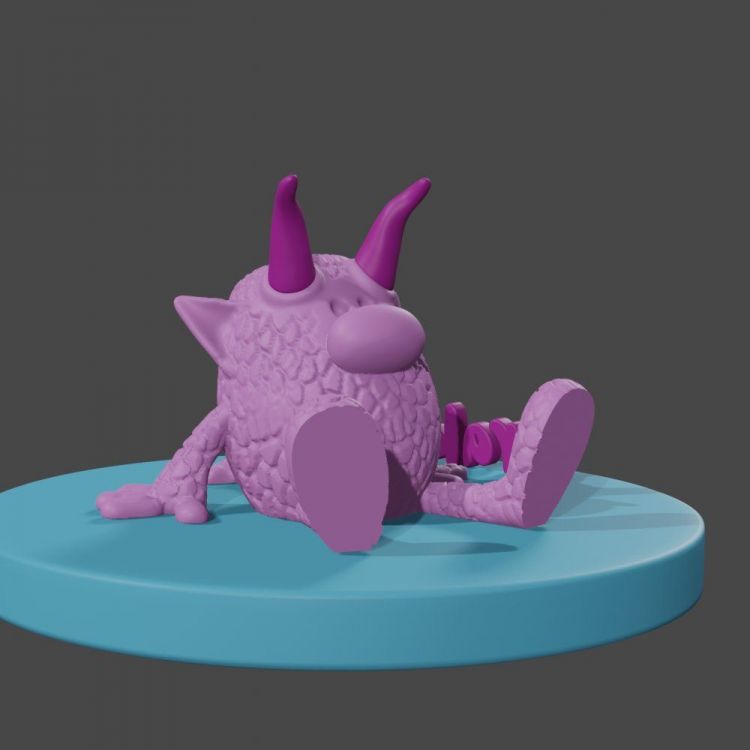
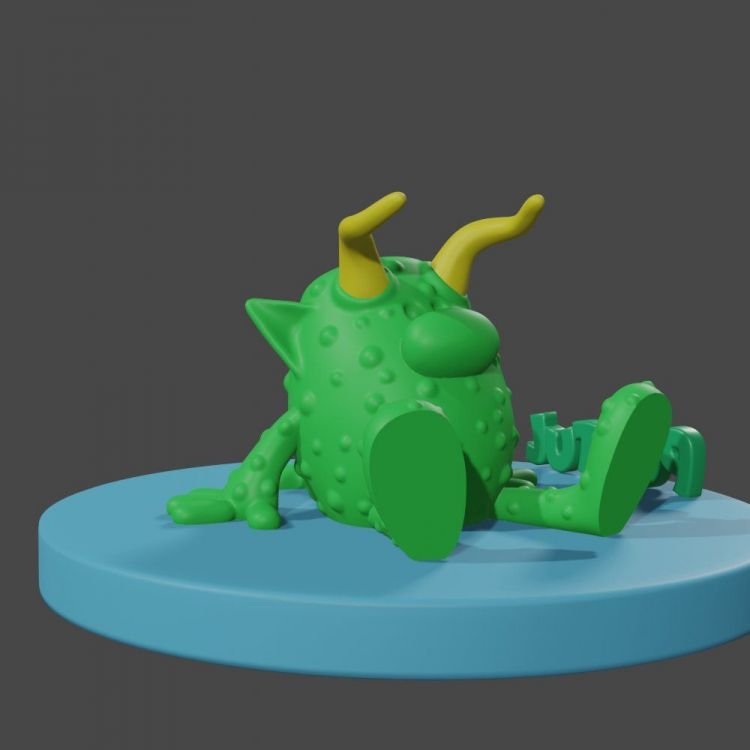
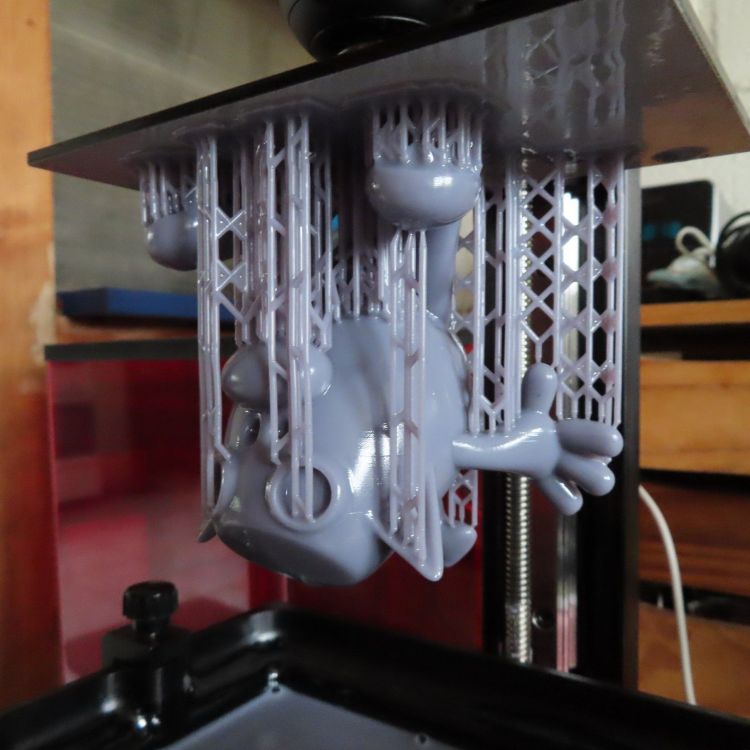
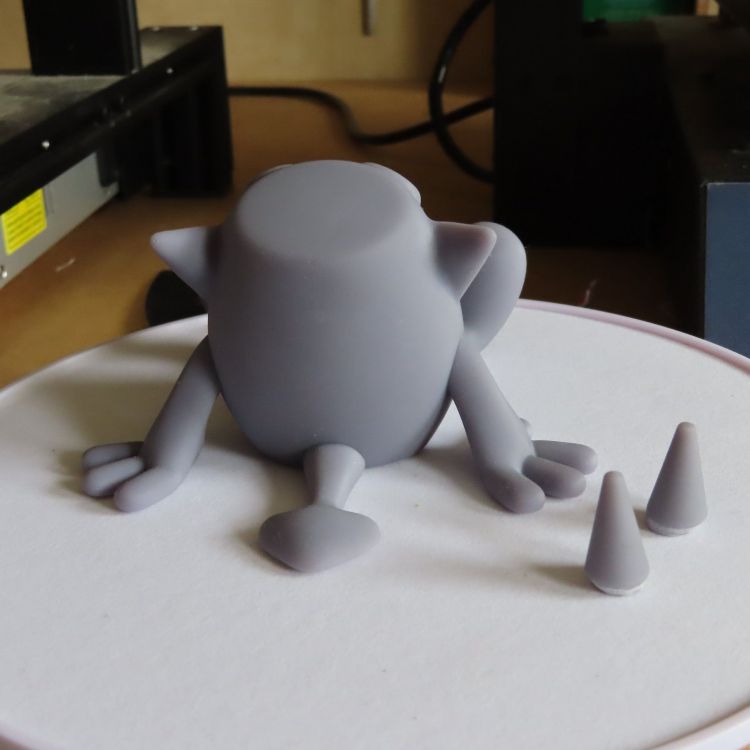
Bonjour à tous, Nouvelle réalisation avec Blender, un petit démon sur lequel j'ai fait plusieurs essais de textures... L'impression en PLA... Et l'impression résine du modèle de base... Impression avec de la résine Elegoo lavable à l'eau. les fichiers stl sont disponibles sur Cults3d...








 1 point
1 point -
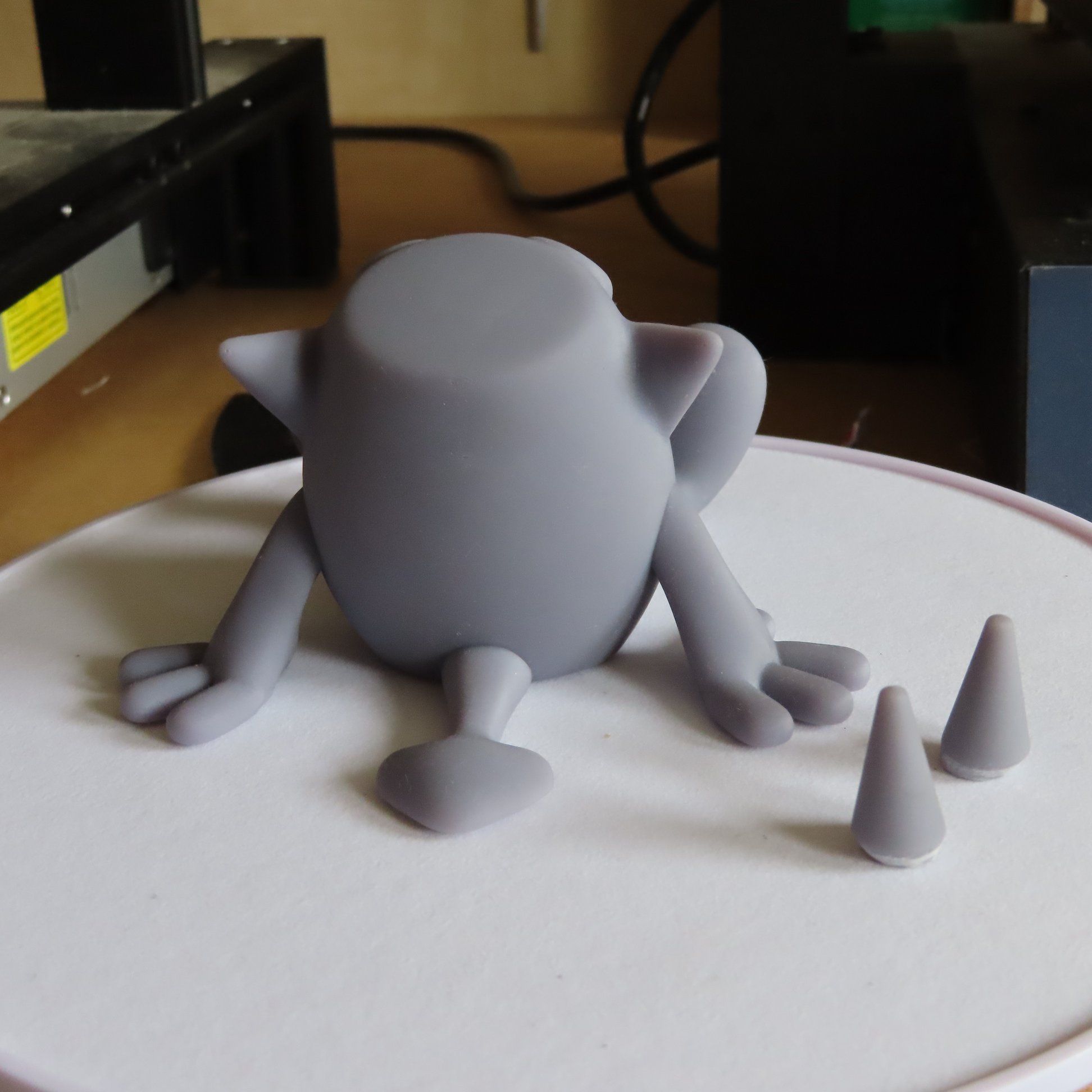
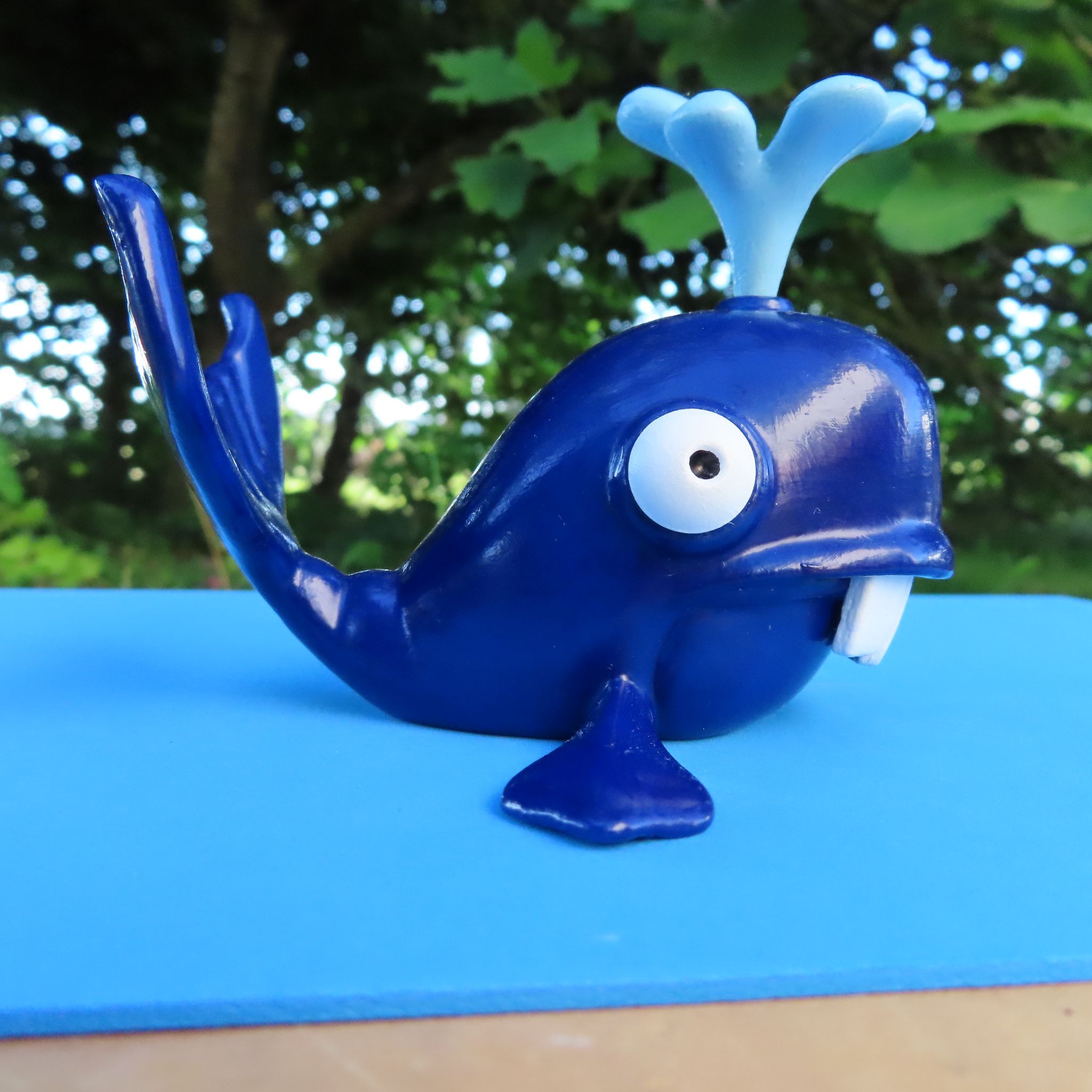
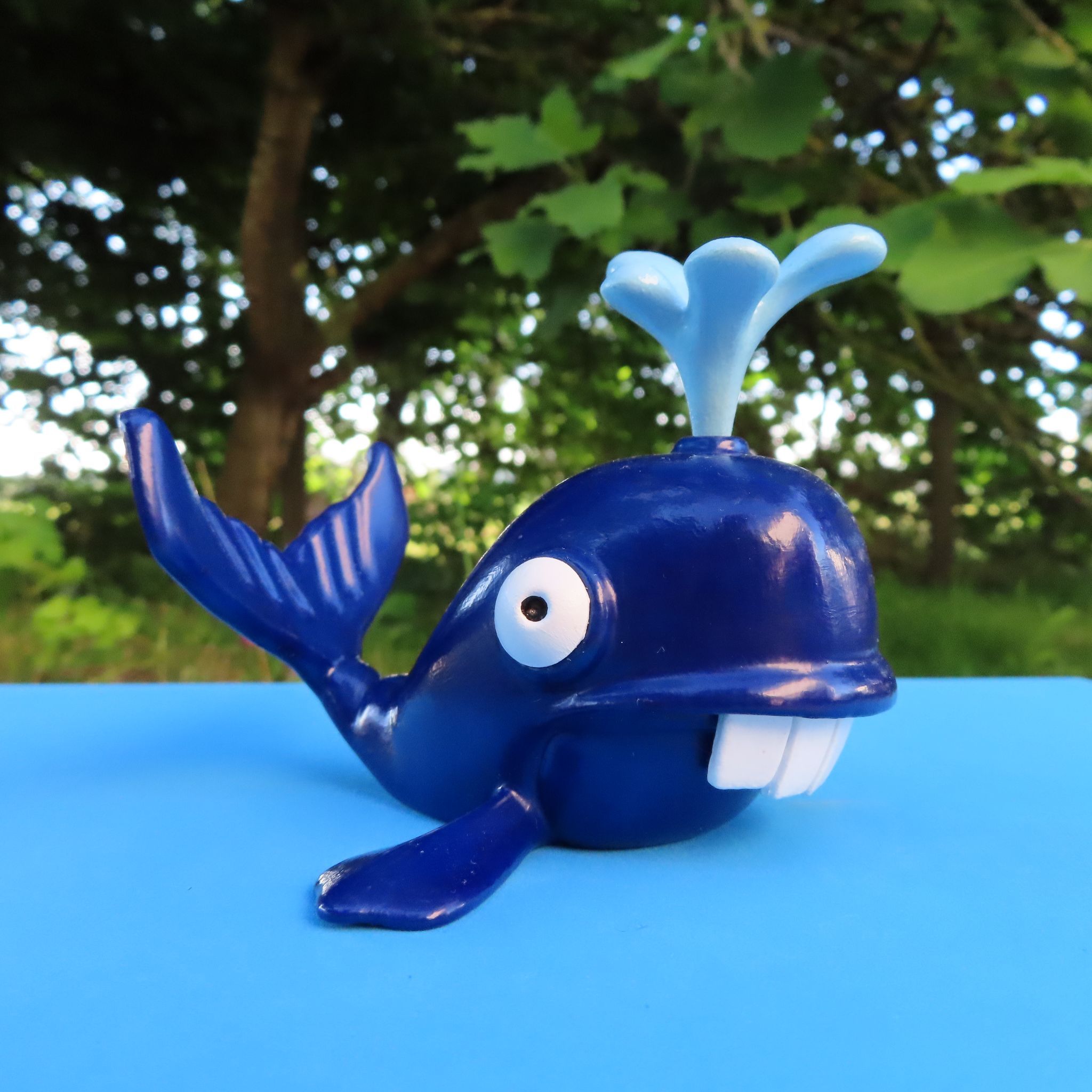
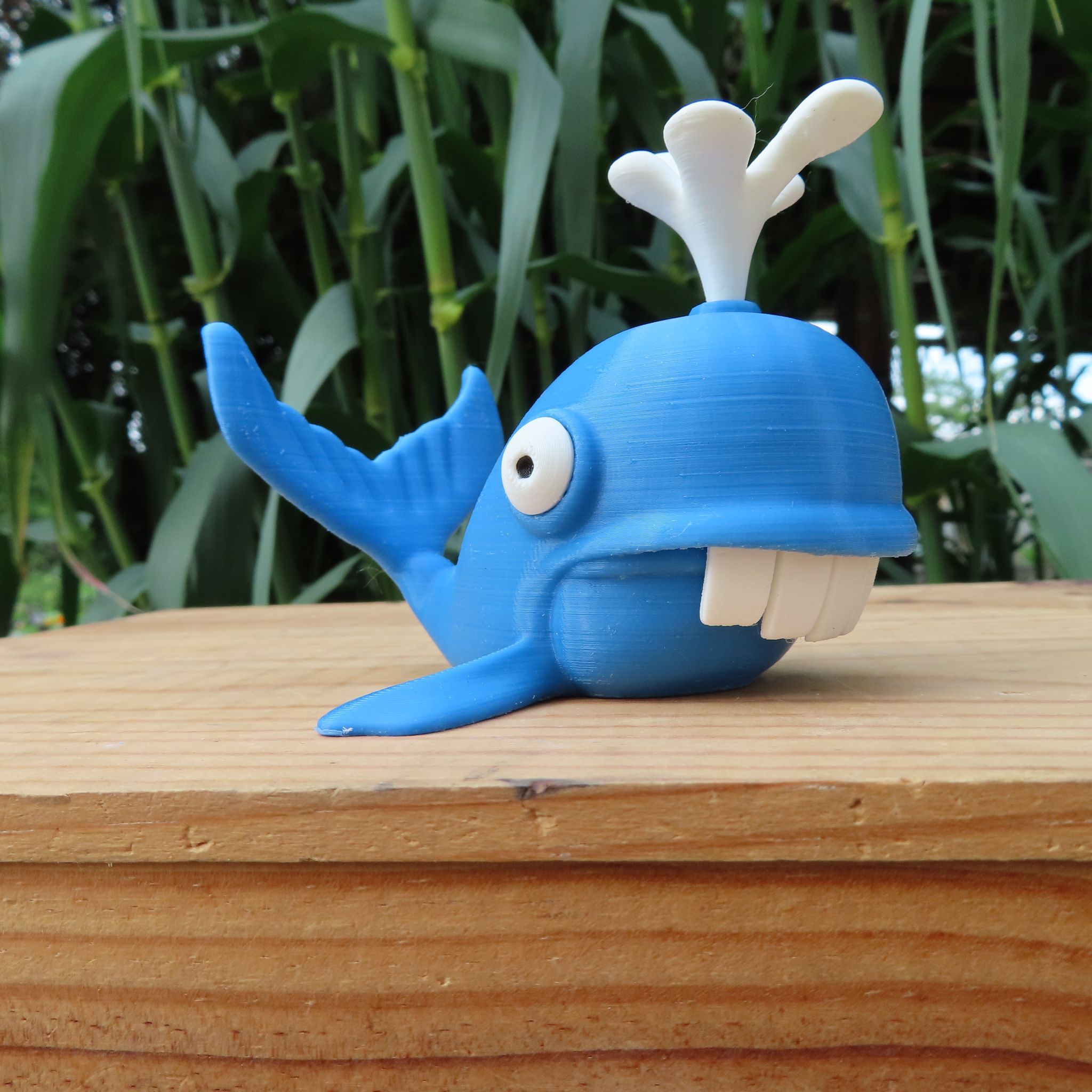
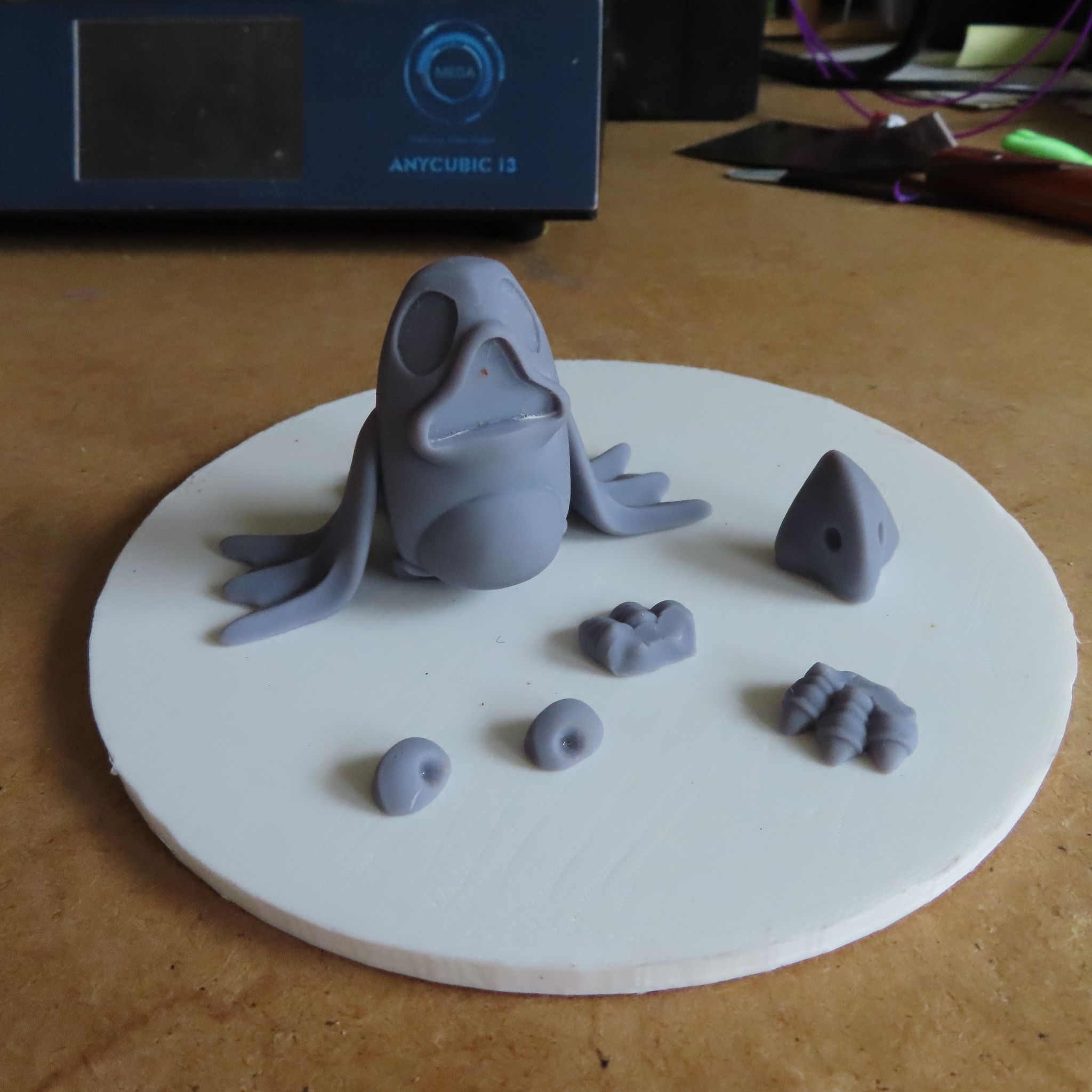
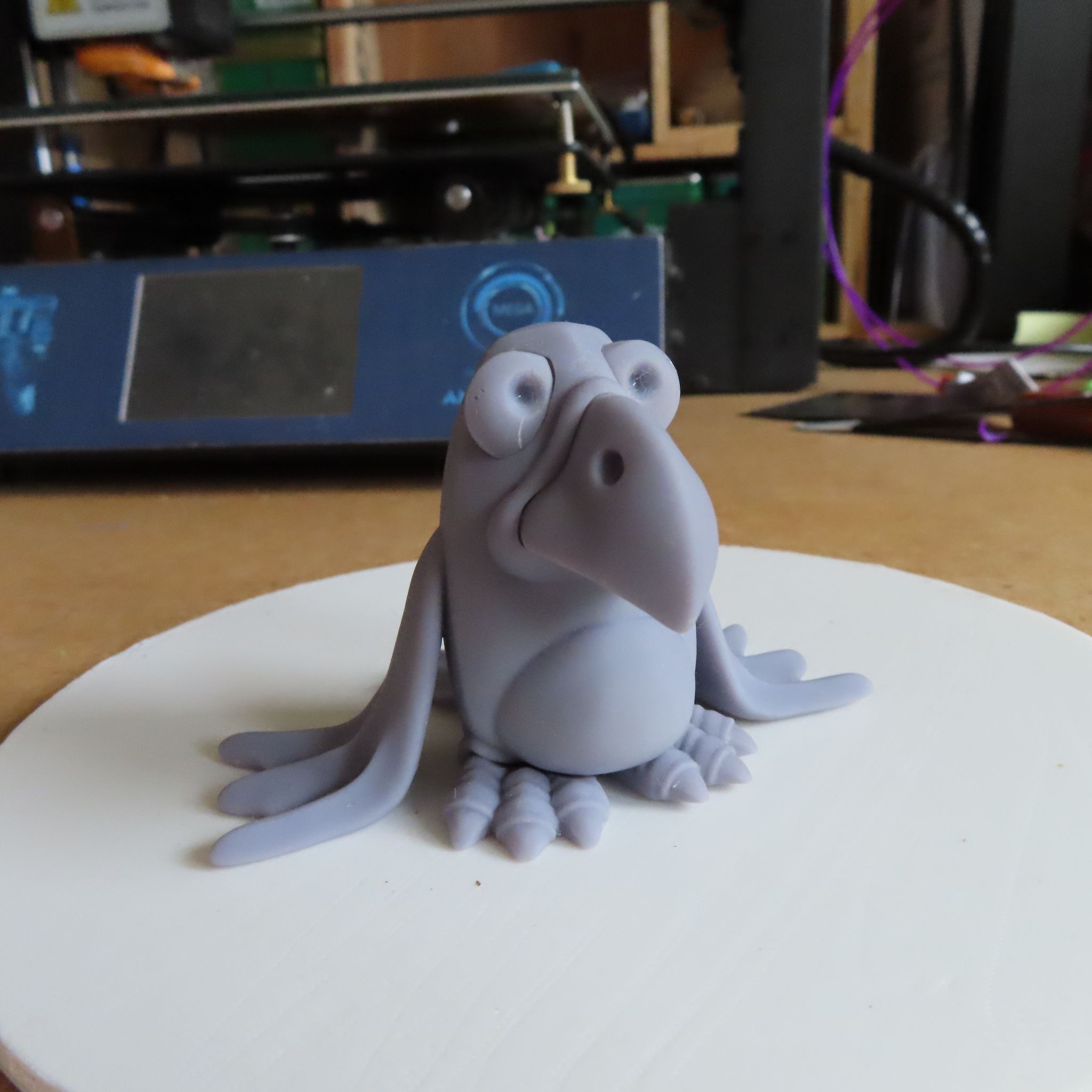
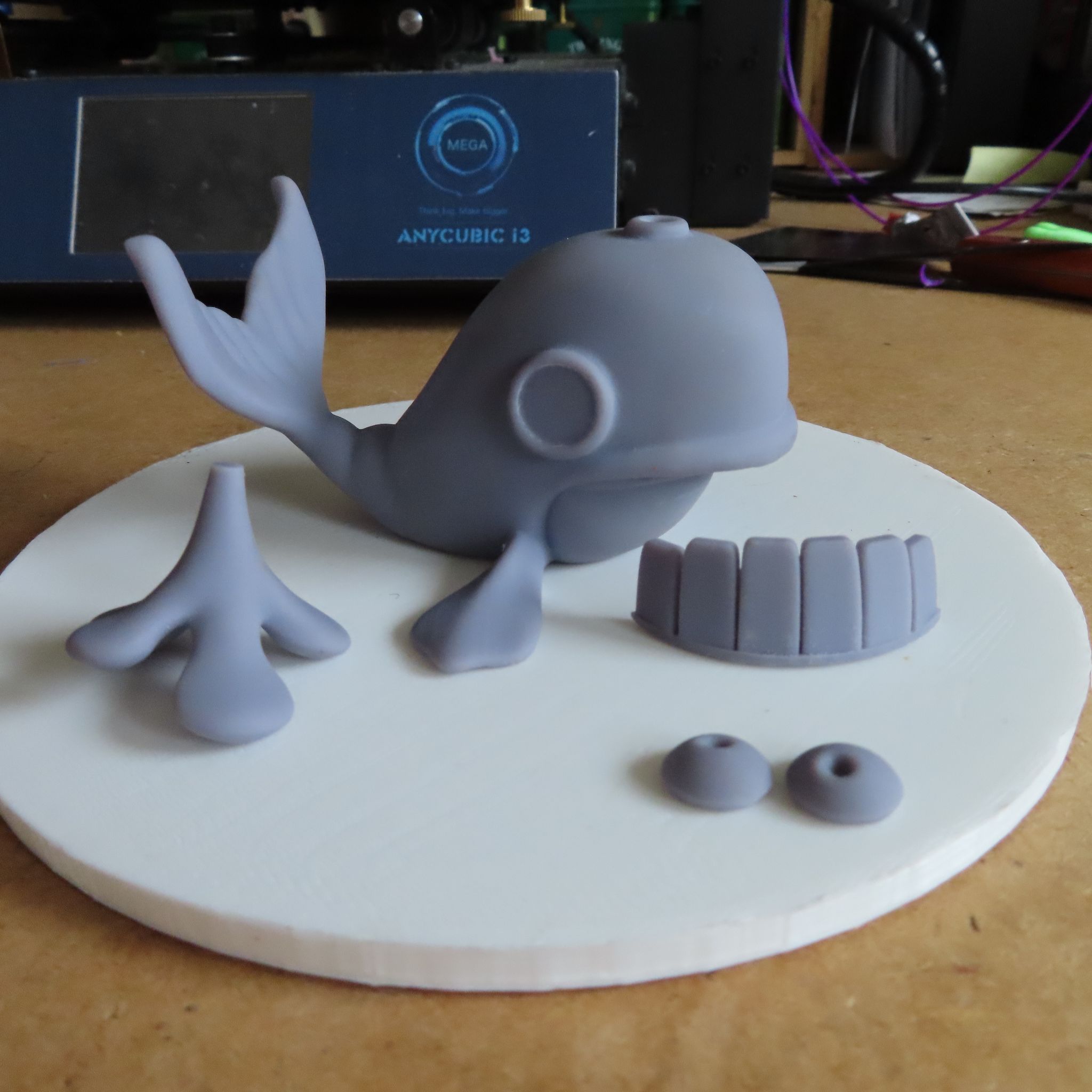
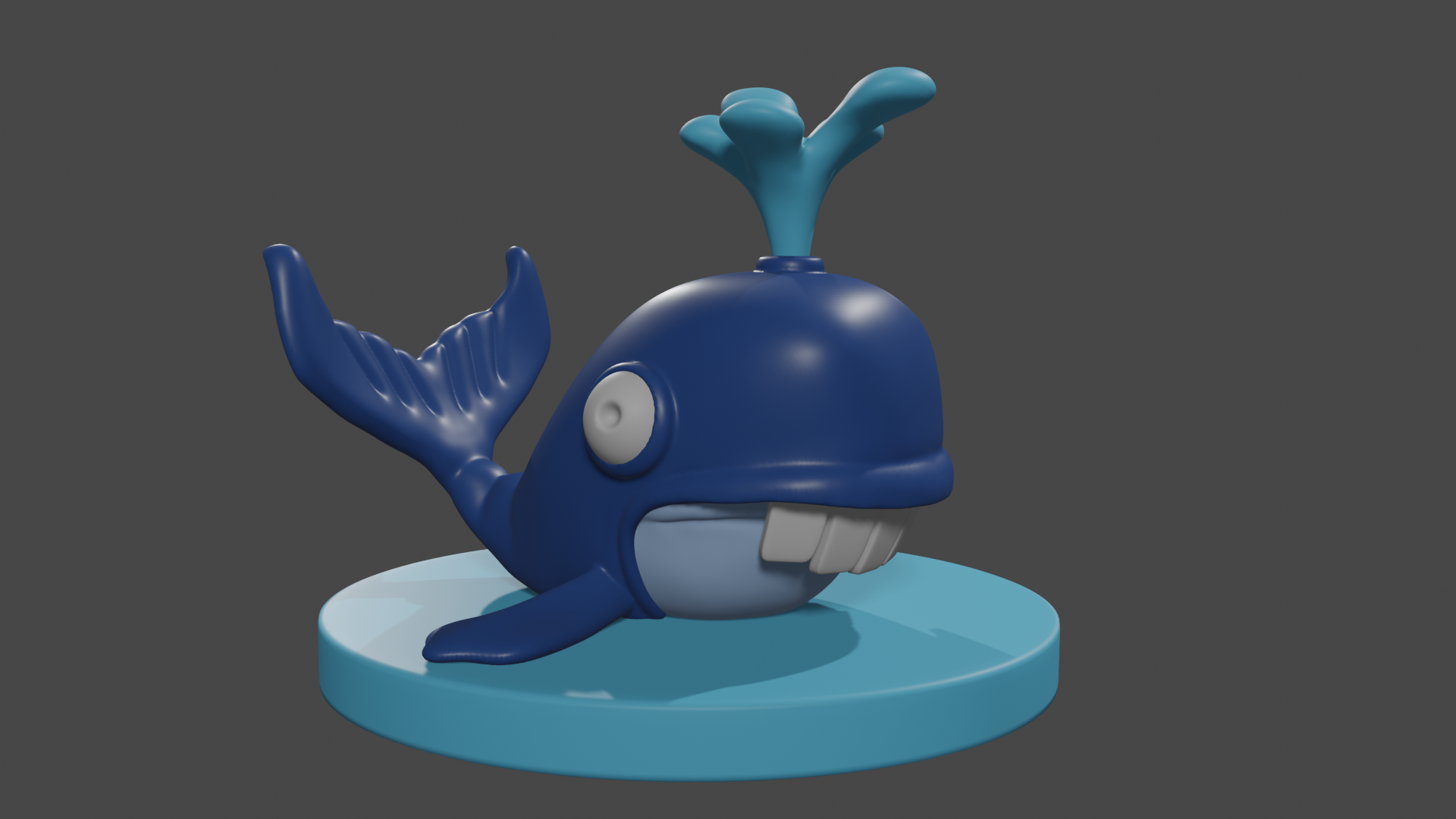
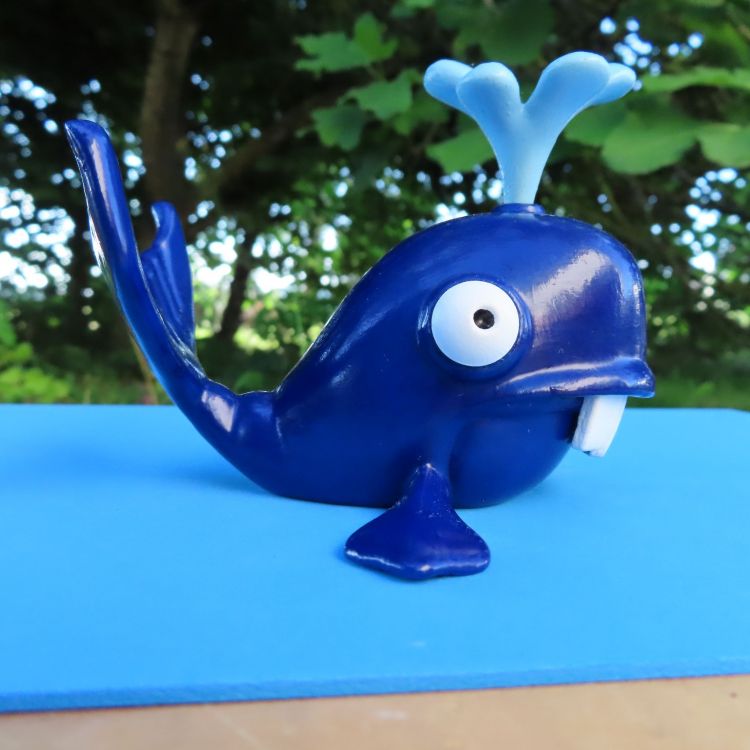
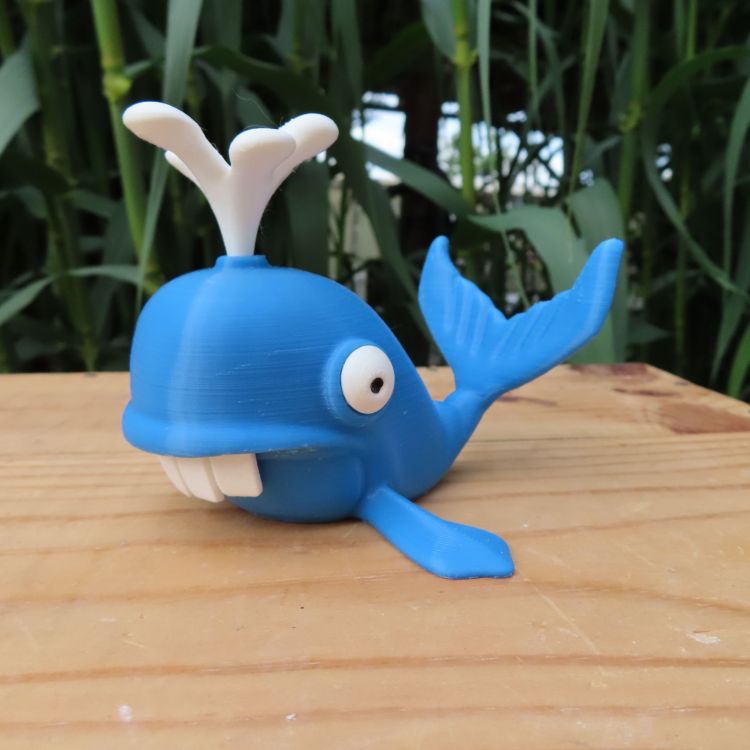
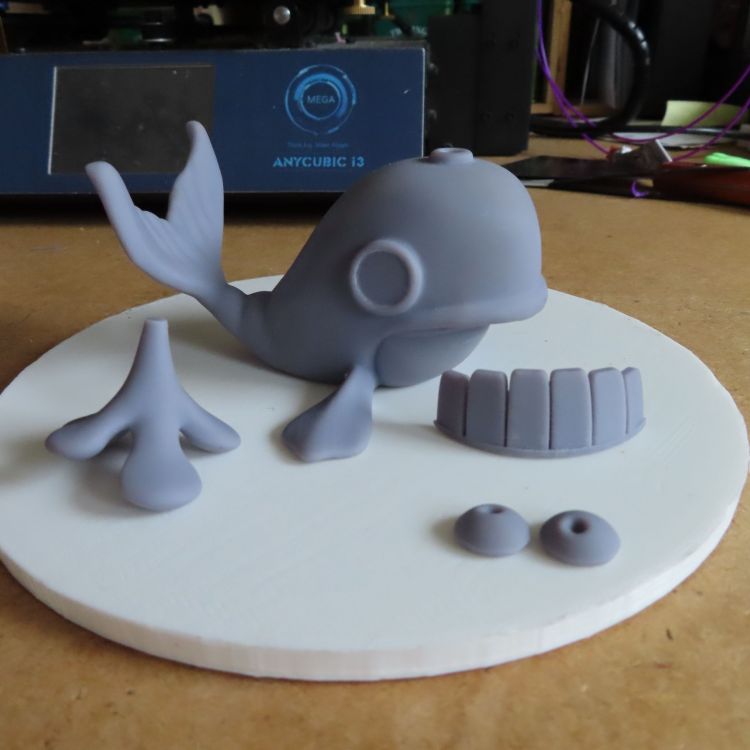
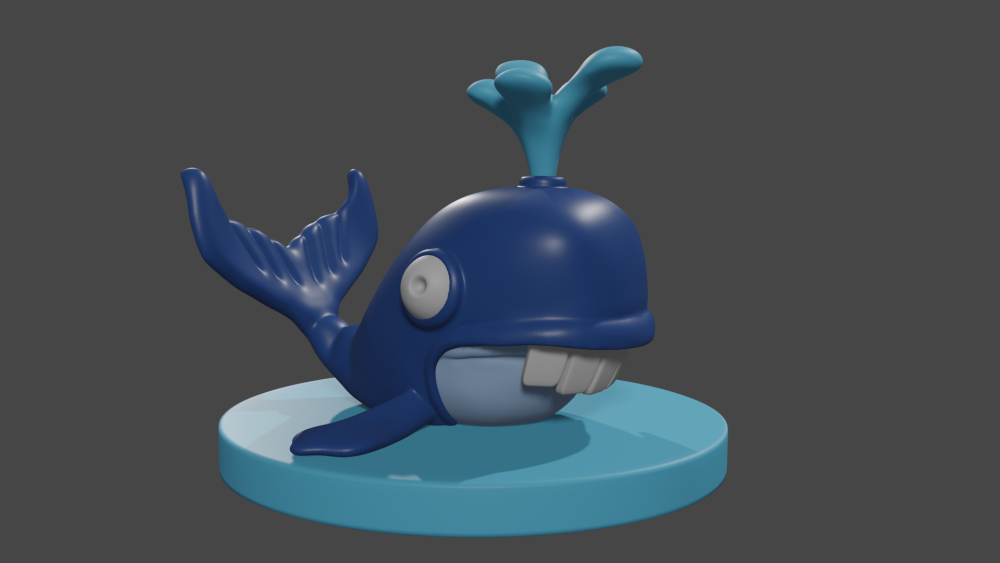
La petite baleine, impression résine, après peinture et impression pla... les fichiers stl sont disponibles sur Cults3d...

 1 point
1 point -
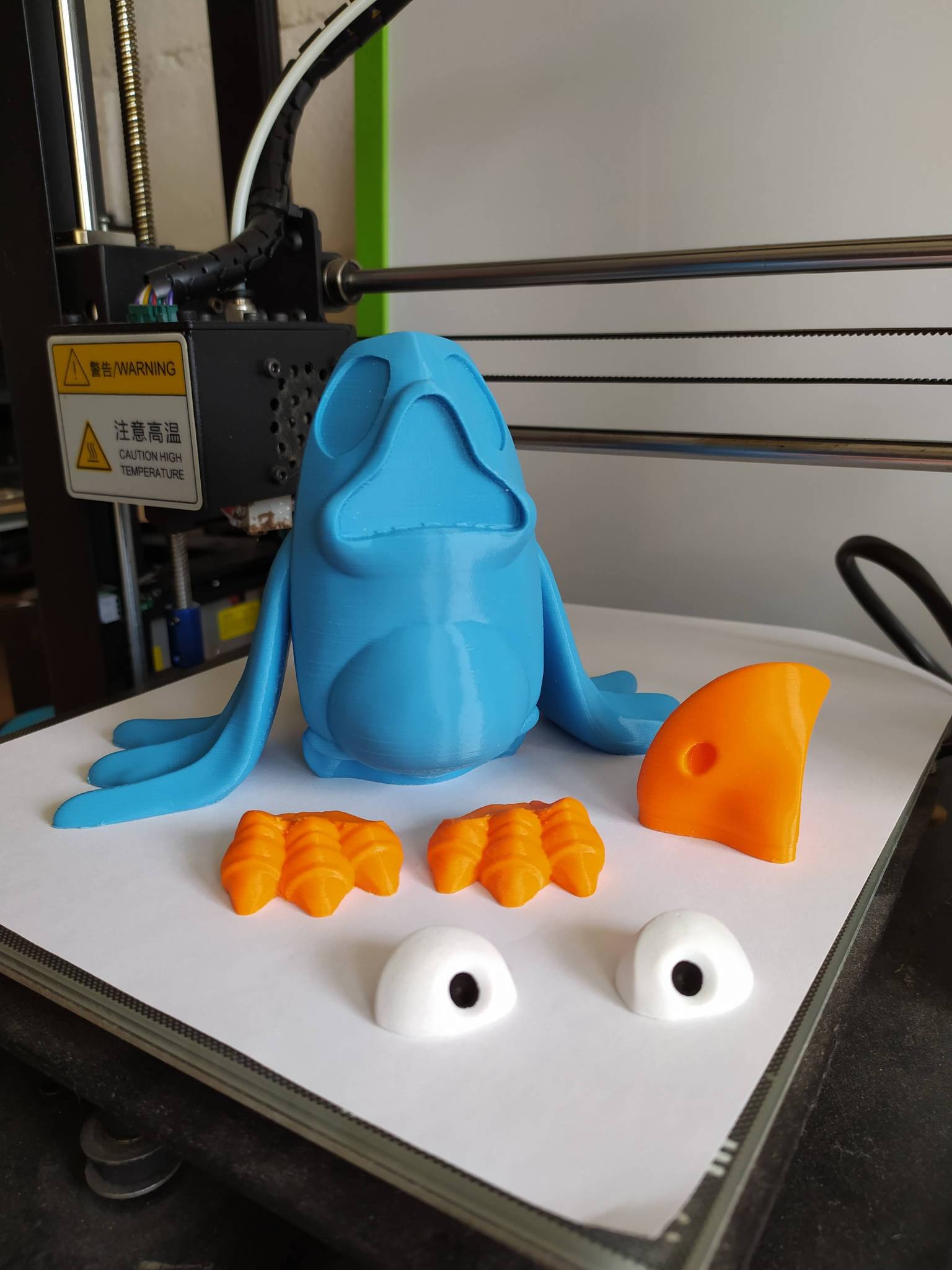
Bonjour, une petite réalisation avec Blender...Les poulets... lespoulets.mp4 L'impression en pièces détachées... Et le résultat final... les fichiers stl sont disponibles sur cults3D... Bonjour, J'ai maintenant une imprimante SLA, j'ai opté pour une Elegoo mars 2 pro et voici mes premières impressions... J'utilise de la résine Elegoo lavable à l'eau. La baleine a été faite avec Blender...










 1 point
1 point -
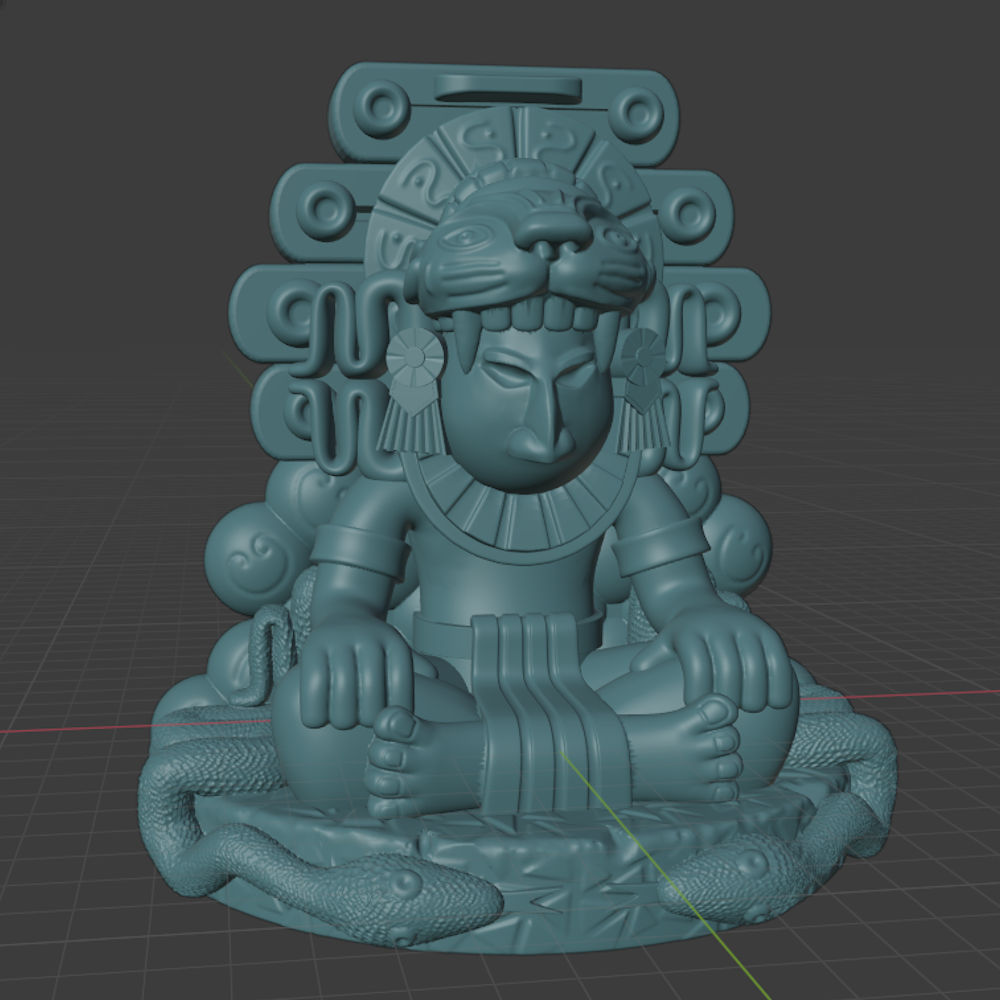
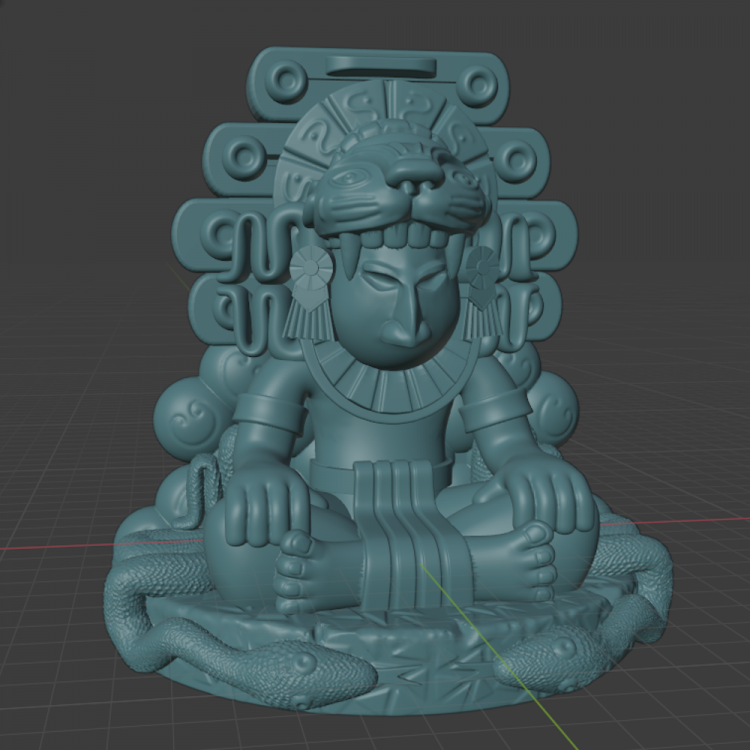
Bonjour à tous, Voici ma dernière création... Pour cette statuette je me suis inspiré de l'art précolombien plus particulièrement des statuettes zapotèques; Pour l'impression rien de spécial, impression couchée en une seule pièce et sans supports. La statuette fait 16 cm de haut, 52 heures d'impression en 0.1. Le fichier STL du Zapotek est disponible sur Cults. Bonjour à tous, Voici ma dernière création, toujours réalisé avec blender... Une quarantaine d'heures d'impression... Hauteur 13 cm, longueur 20 cm...











 1 point
1 point -
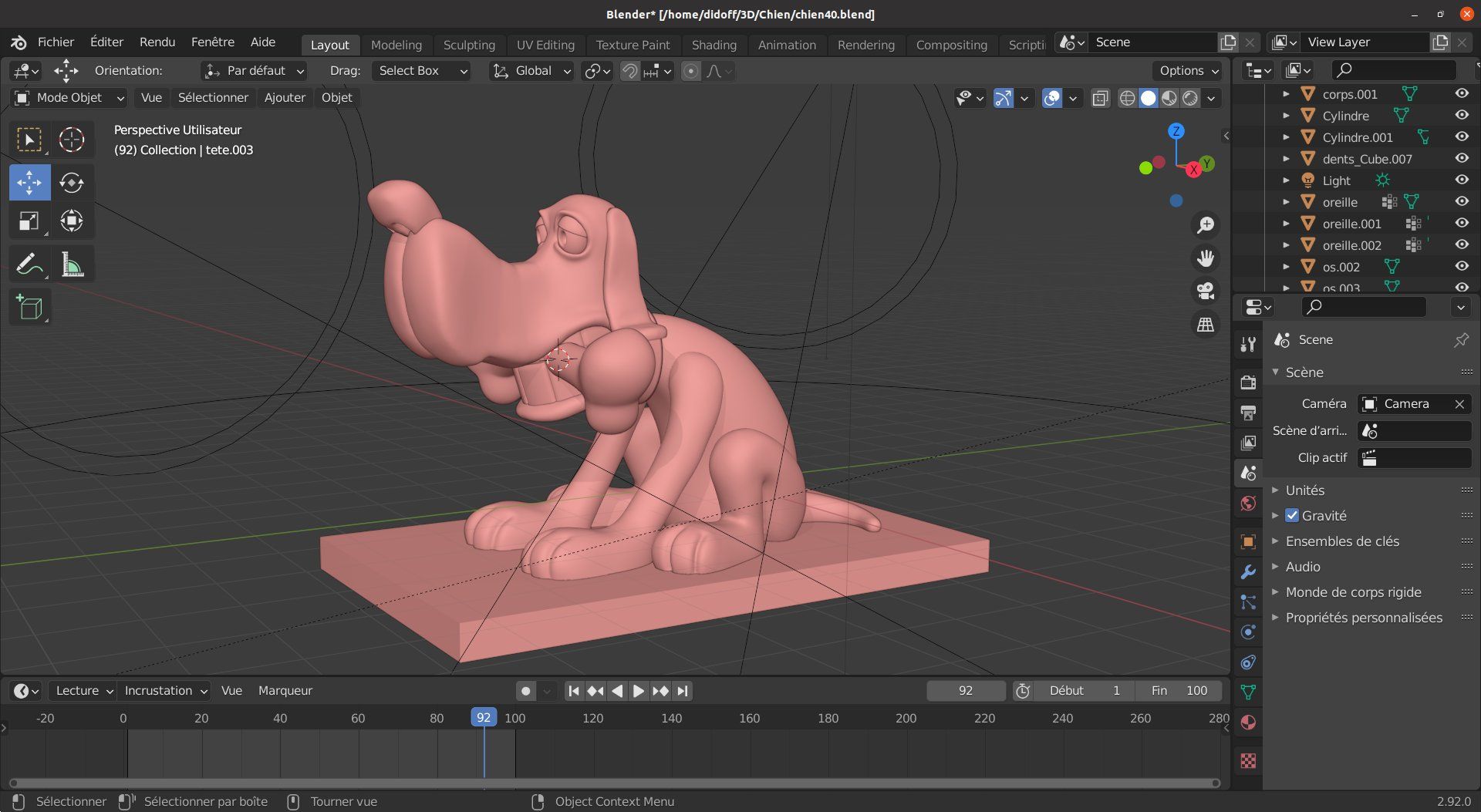
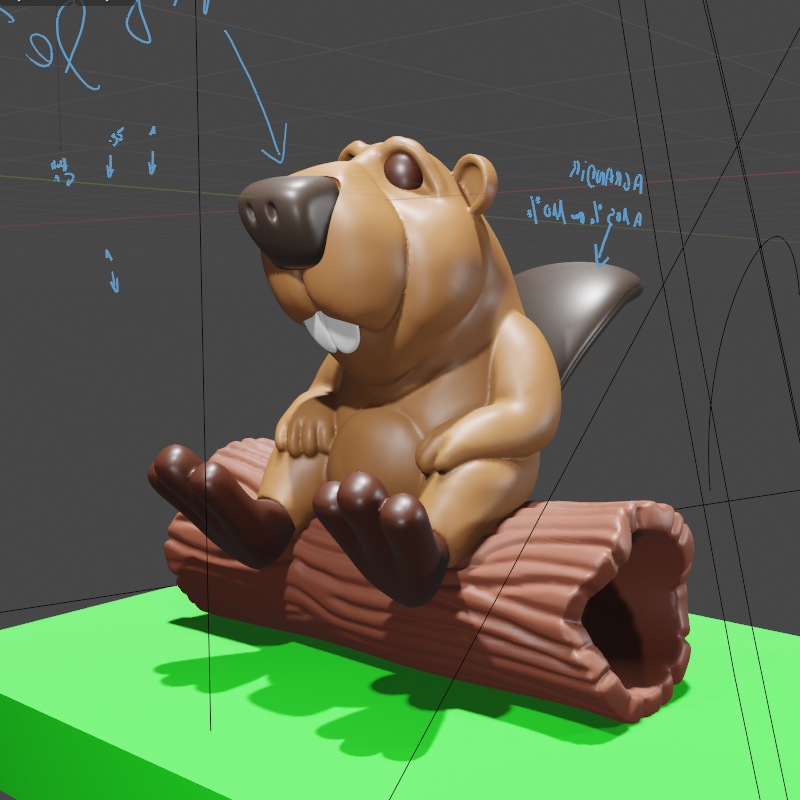
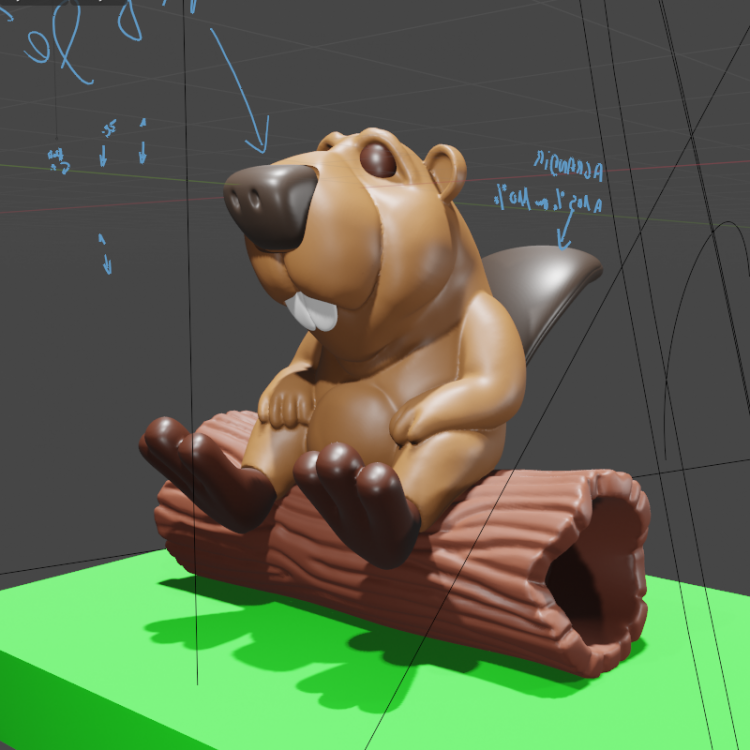
Bonjour à tous, Voici ma dernière création, Bob le castor, entièrement modélisée avec Blender. La version imprimée en 4 couleurs et en pièces détachées... Environ 12 cm de haut. Il est disponible sur CULTS3D.




 1 point
1 point -
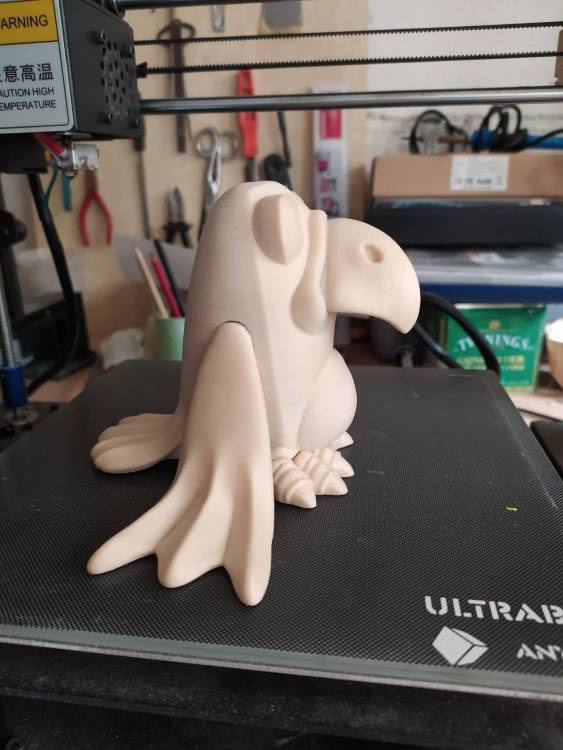
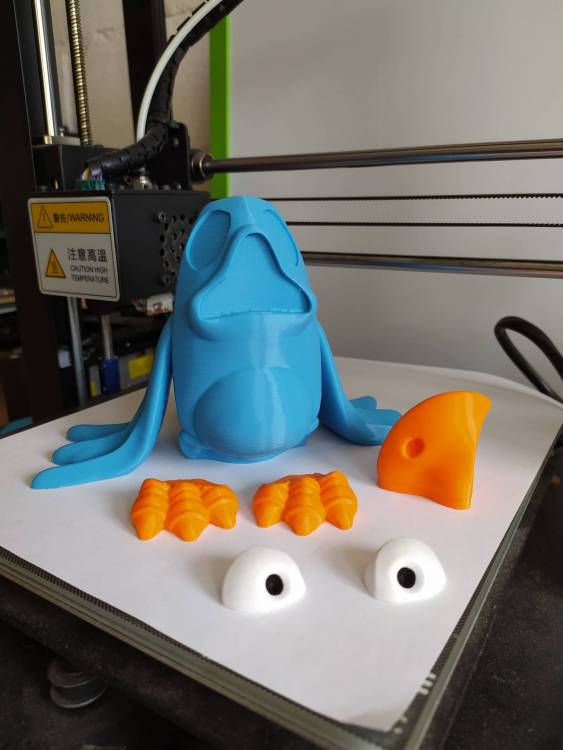
Bonjour a tous, Je vous présente ma dernière réalisation, entièrement modélisée avec Blender (2.8). Coco Birdy, oiseau des îles... La version imprimée en filament bois qui après finition sera peinte... J'en ai aussi fait des versions avec du filament couleur L'oiseau fait à peu près 11 cm de haut et il faut 20 heures en 0.1 pour l'imprimer. Il y a juste un support à la base du corps dans la version en pièces détachées. Il est disponible sur CULTS3D.




 1 point
1 point -
Bonjour, Voici la pièce terminé, je l'ai appelé "Le fruit défendu"... Avec le socle 18 cm de hauteur. La sculpture est peinte avec de l'acrylique mélangée à de la résine Polyprint, le socle a été imprimé avec du filament noir, poncé et recouvert de plusieurs couche de la même résine. Cette pièce est disponible sur Cults (payant)


 1 point
1 point -
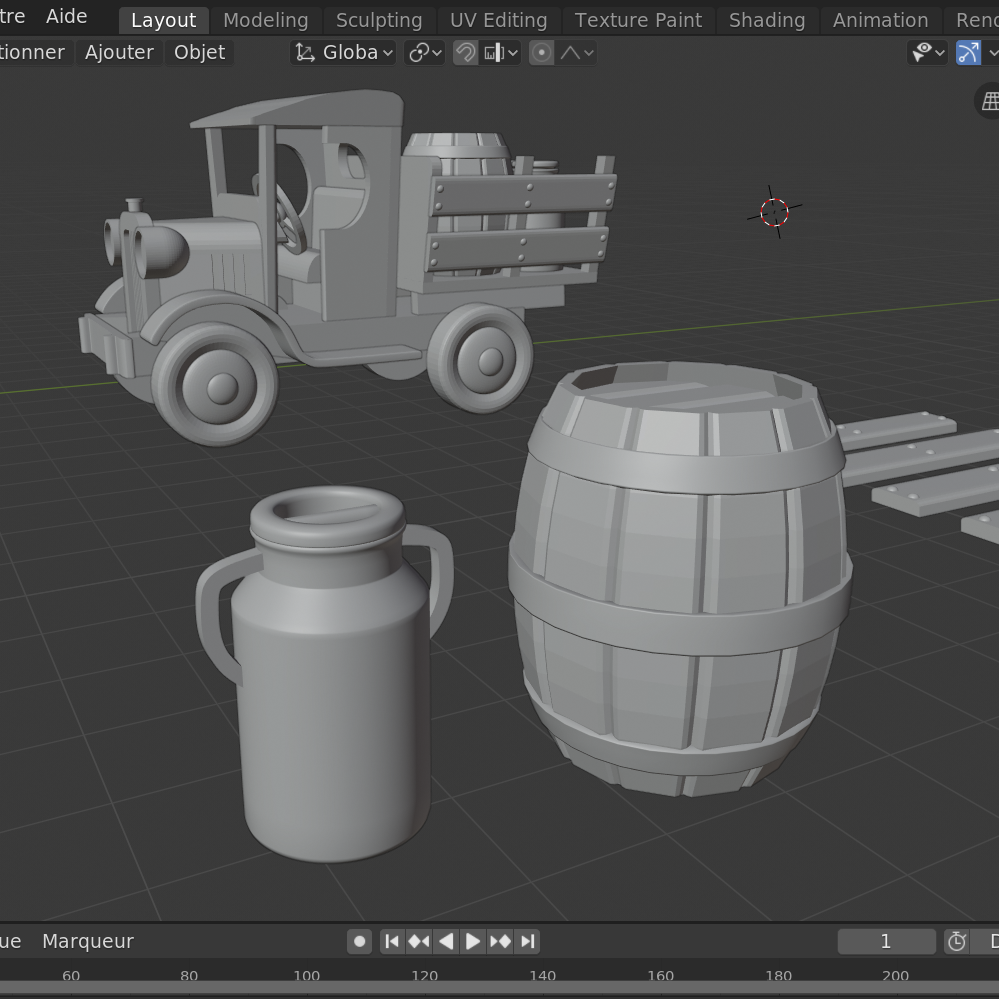
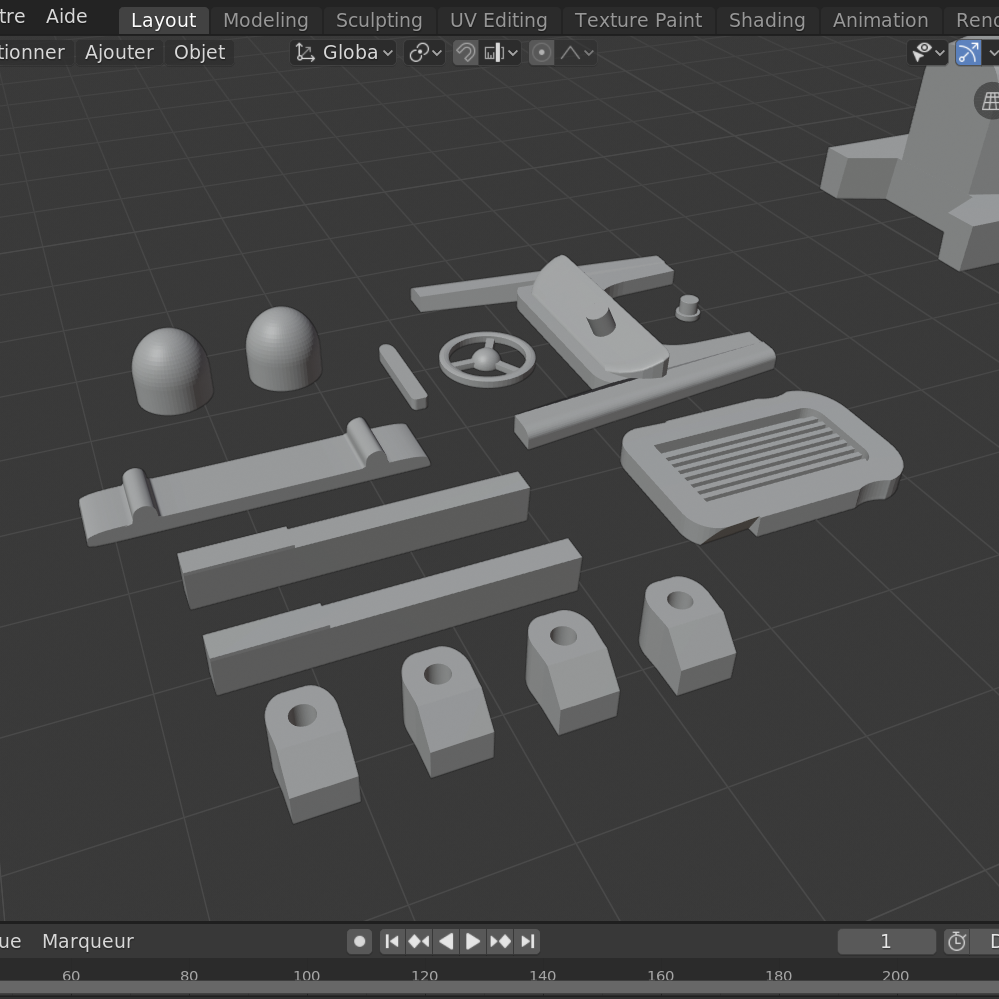
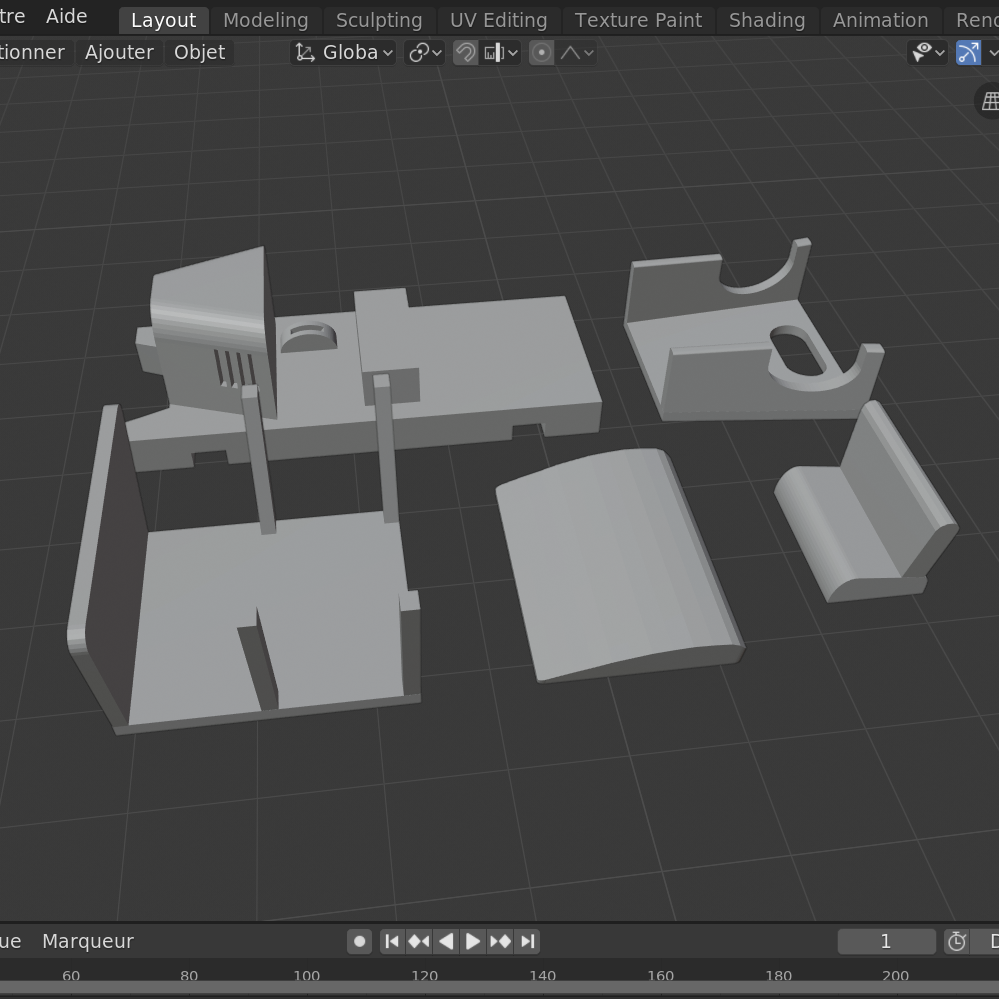
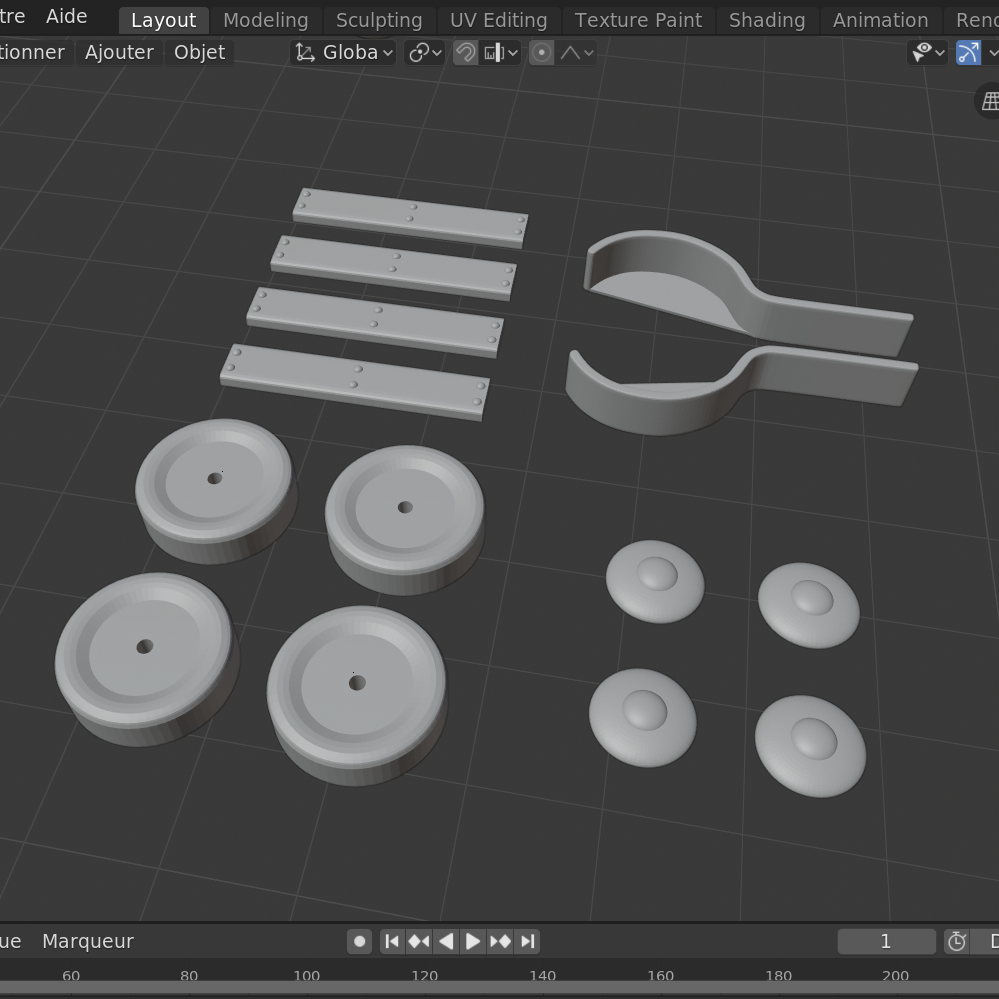
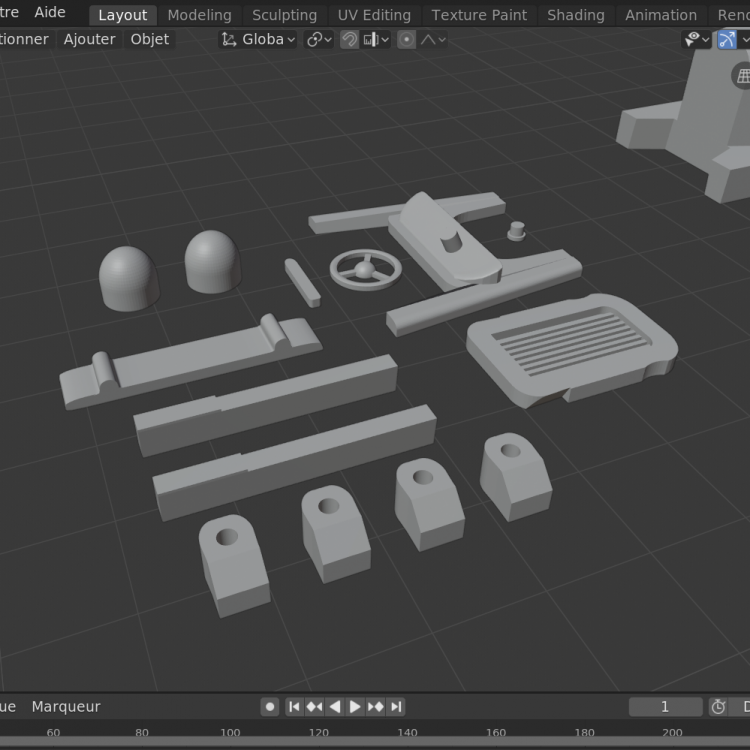
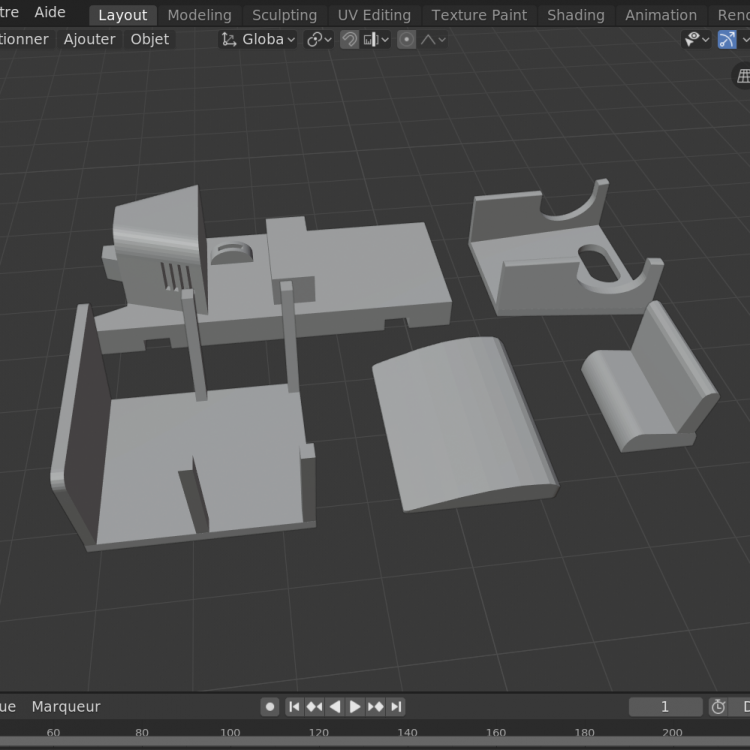
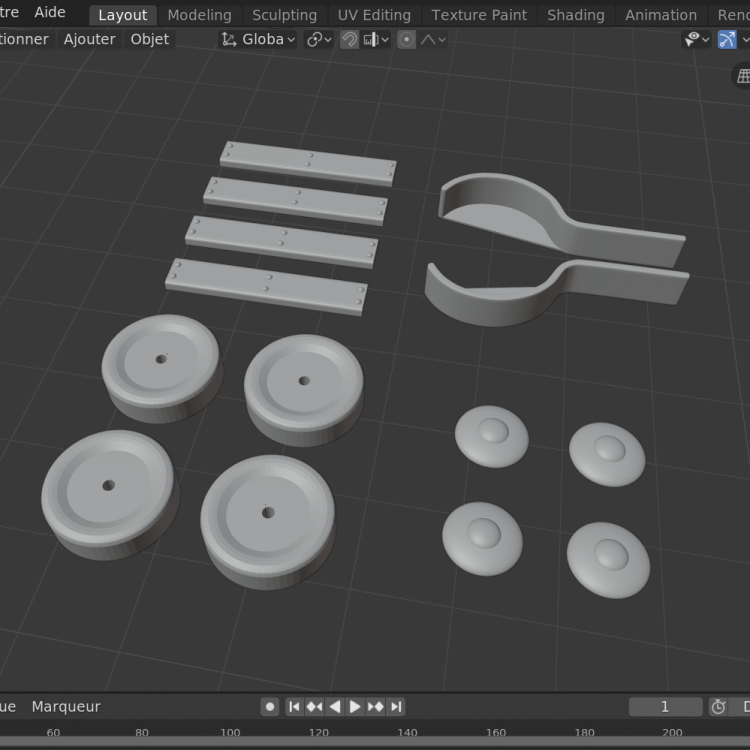
Bonjour à tous, voici ma dernière création... Une petite camionnette dans un style cartoon modélisée avec Blender. Je me suis inspiré de ce plan de jouet en bois pour la réalisation :https://www.canadianwoodworking.com/plans-projects/“c”-cab-stake-truck Le modèle est composé de 29 pièces plus 1 tonneau et 2 bidons. Le tout collé à la Loctite. Les dimensions du véhicule 18cm x 9cm pour 12 cm de haut. Les bidons font 4 cm de haut et le bouchon de radiateur qui est la plus petite pièce 5 mm. Finition teinte à bois chêne clair (plus clair que sur les photos en fait...) Je suis en train d'en imprimer une seconde que je vais peindre. Les fichiers STL pour l'impression sont disponibles sur Cults3D.








 1 point
1 point








.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)