Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/12/2021 Dans tous les contenus
-
Un mot, influenceur ... leurs vidéos sont parfois judicieuses pour la présentation de l'imprimante en détail et plus de précisions, mais aucunement pour la plupart d'entre eux pour leur avis bien souvent biaisé ... Le mieux reste les avis utilisateurs que l'on trouvent sur un forum comme celui-ci justement ou sur d'autres biais de communication comme les réseaux sociaux, mais là aussi il faudra faire le tri entre l'incompétent râleur et les vrai avis selon leur niveau et capacité (du débutant au confirmé).4 points
-
@PPAC et @Savate pas assez rapide les gars . Bon pour Savate ça s'explique, c'est la chaleur du Sud, mais pour le poulet je ne sais pas3 points
-
J'ai commencé a le créer mais les sources sont pas dessus encore il sera en public dès que j'aurais le temps d'avancé dessus. C'est pas une volonté de masqué mais je vais pas mettre en public un truc Vide . Et comme j'ai que après minuit de dispo en ce moment, je verrais semaine prochaine que j'aurais un peu de temps de dispo.2 points
-
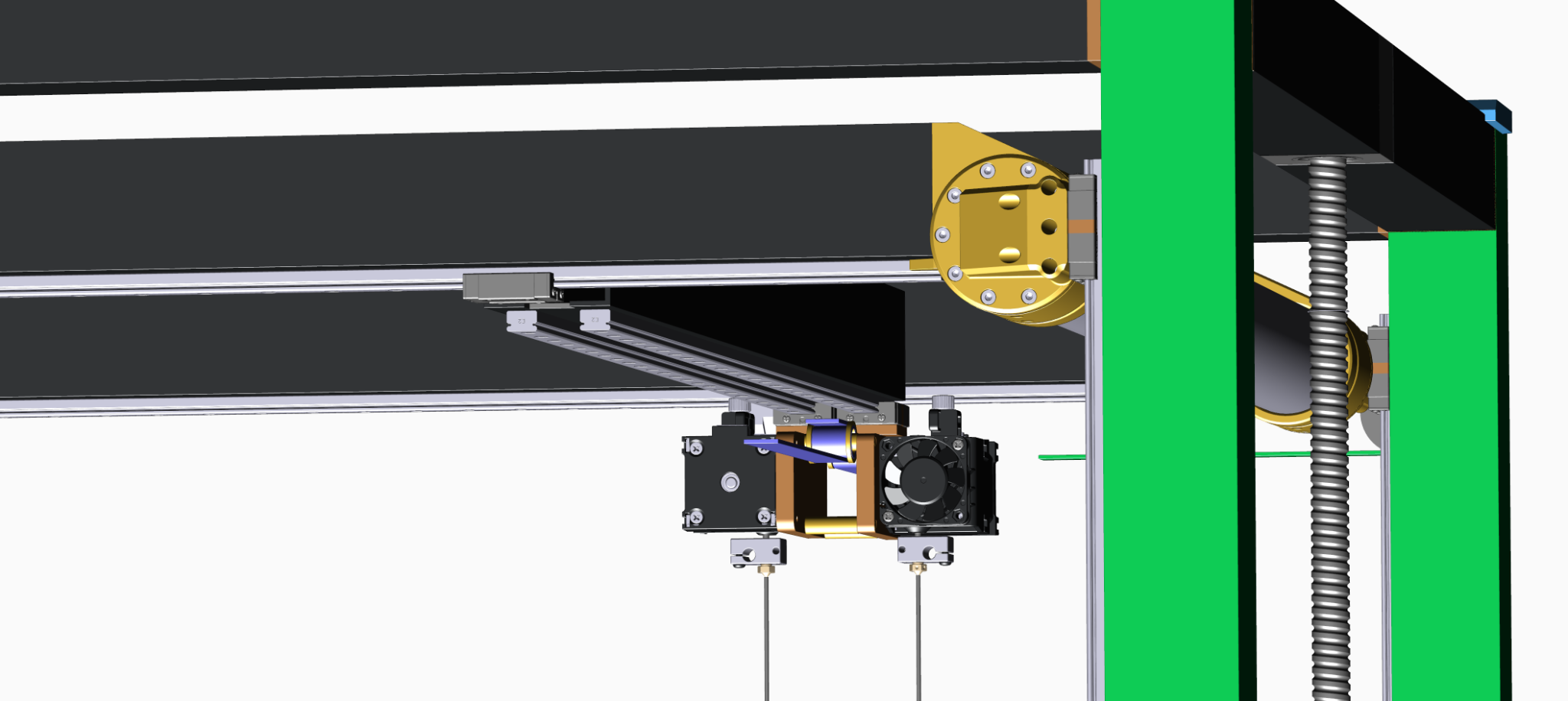
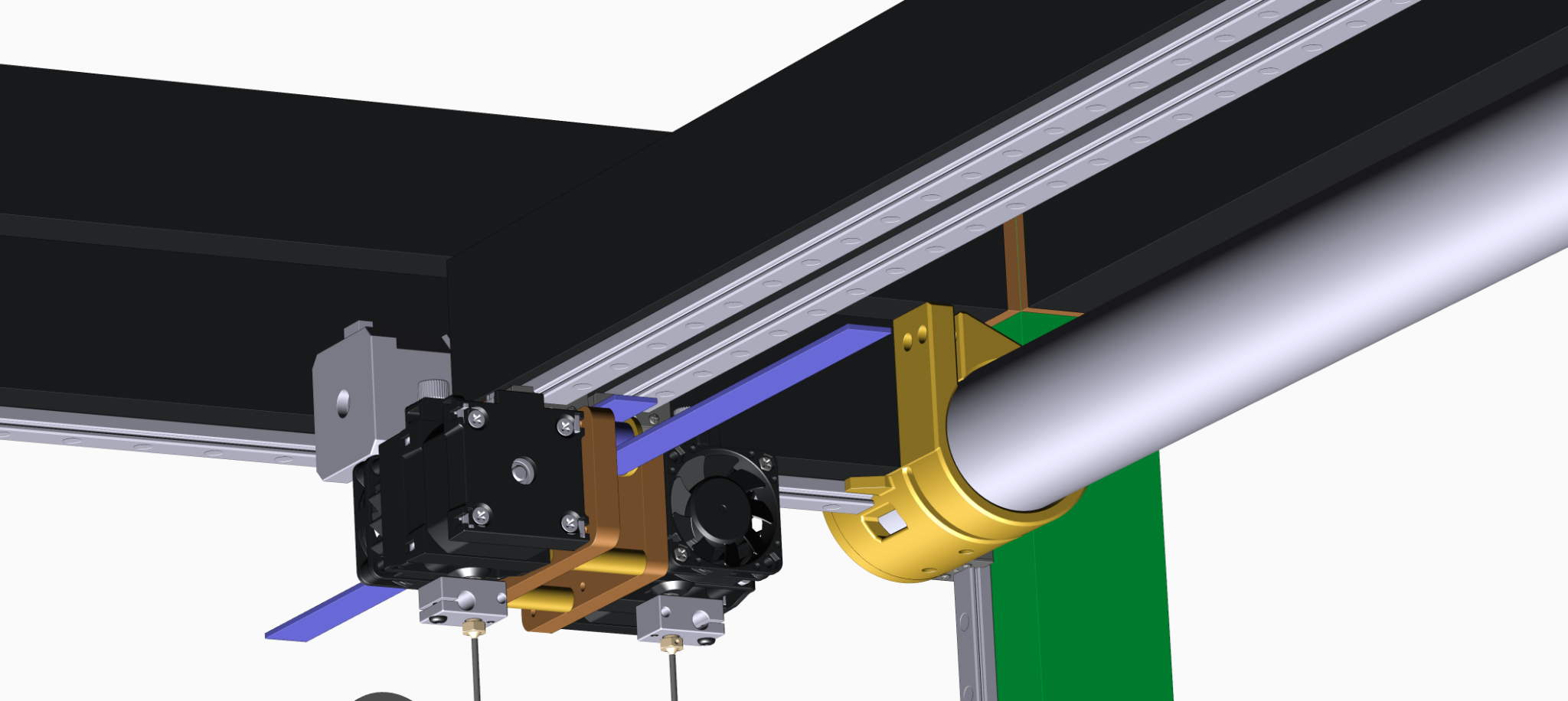
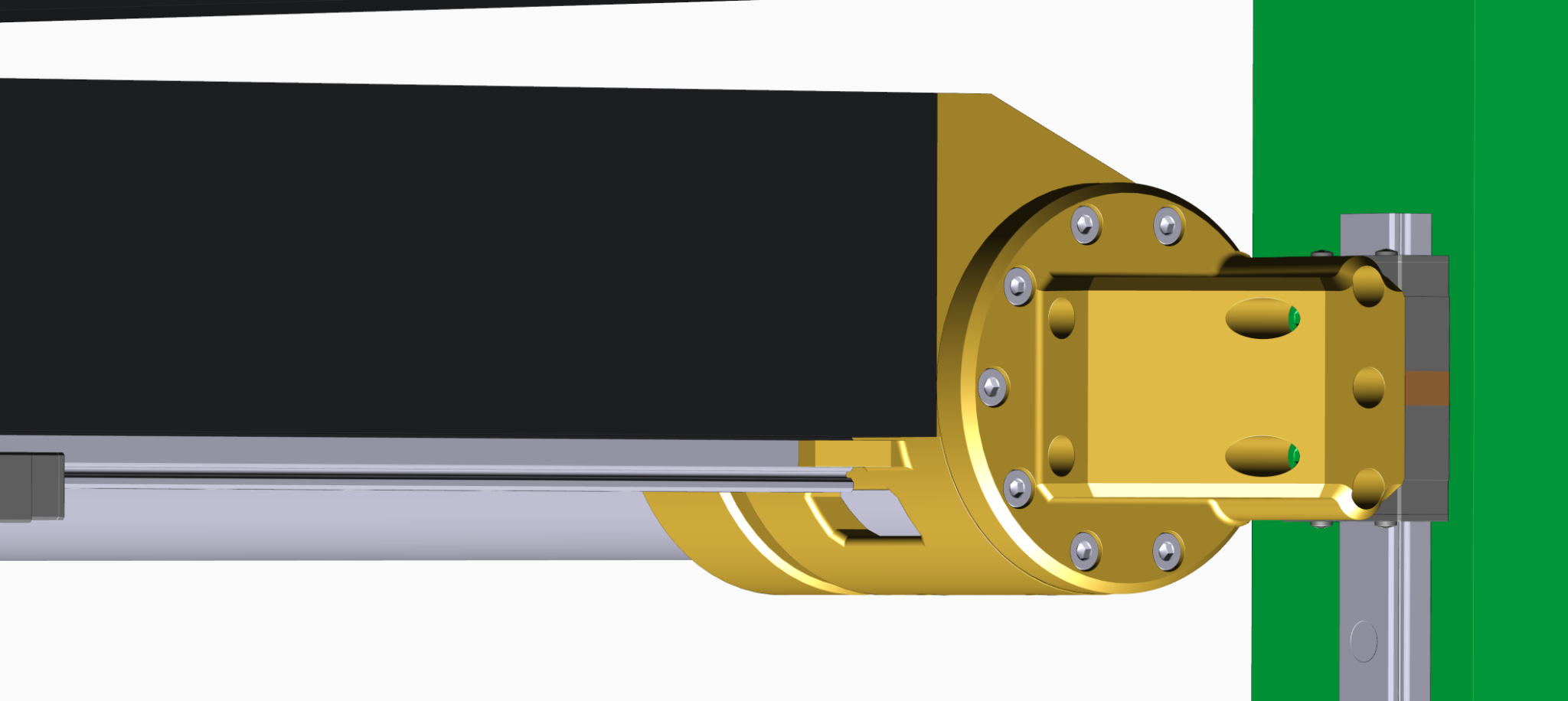
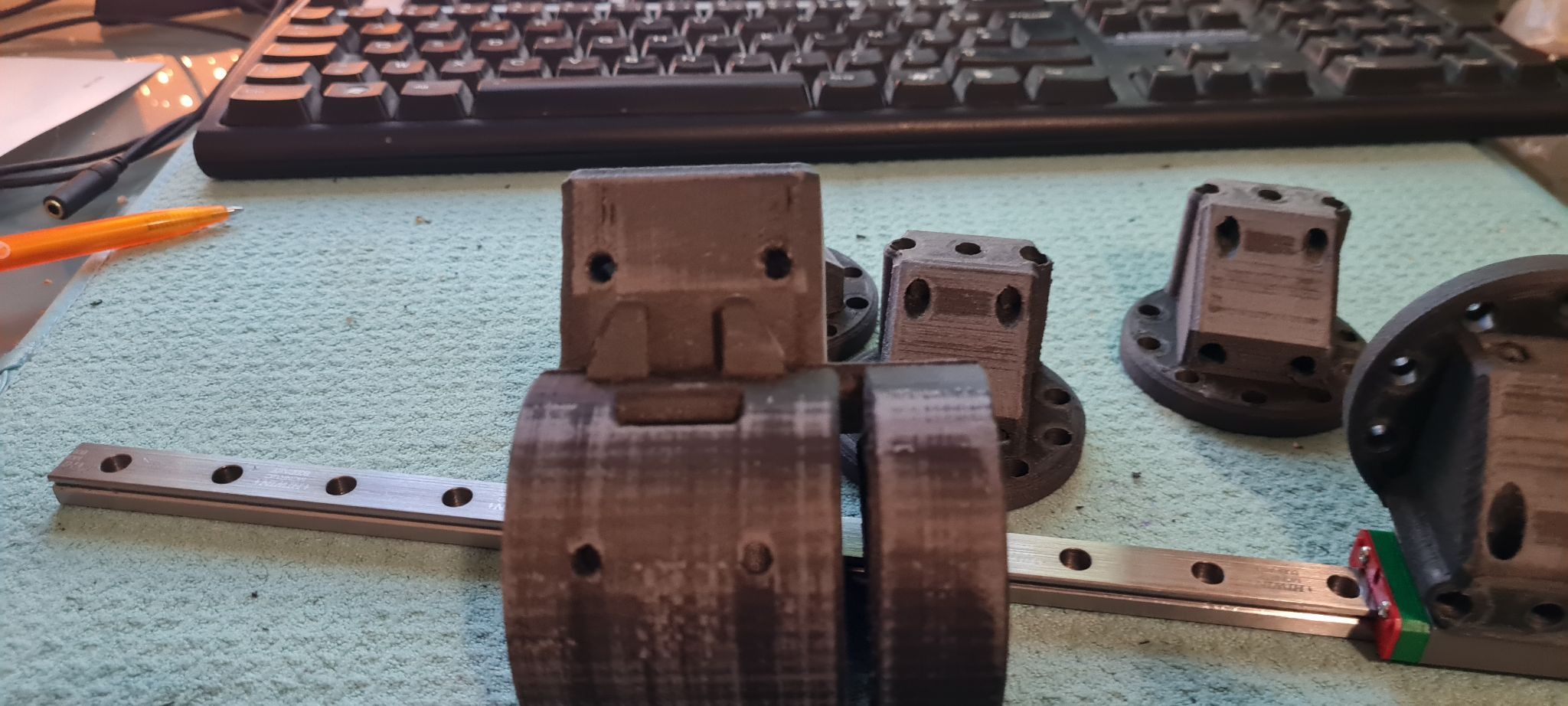
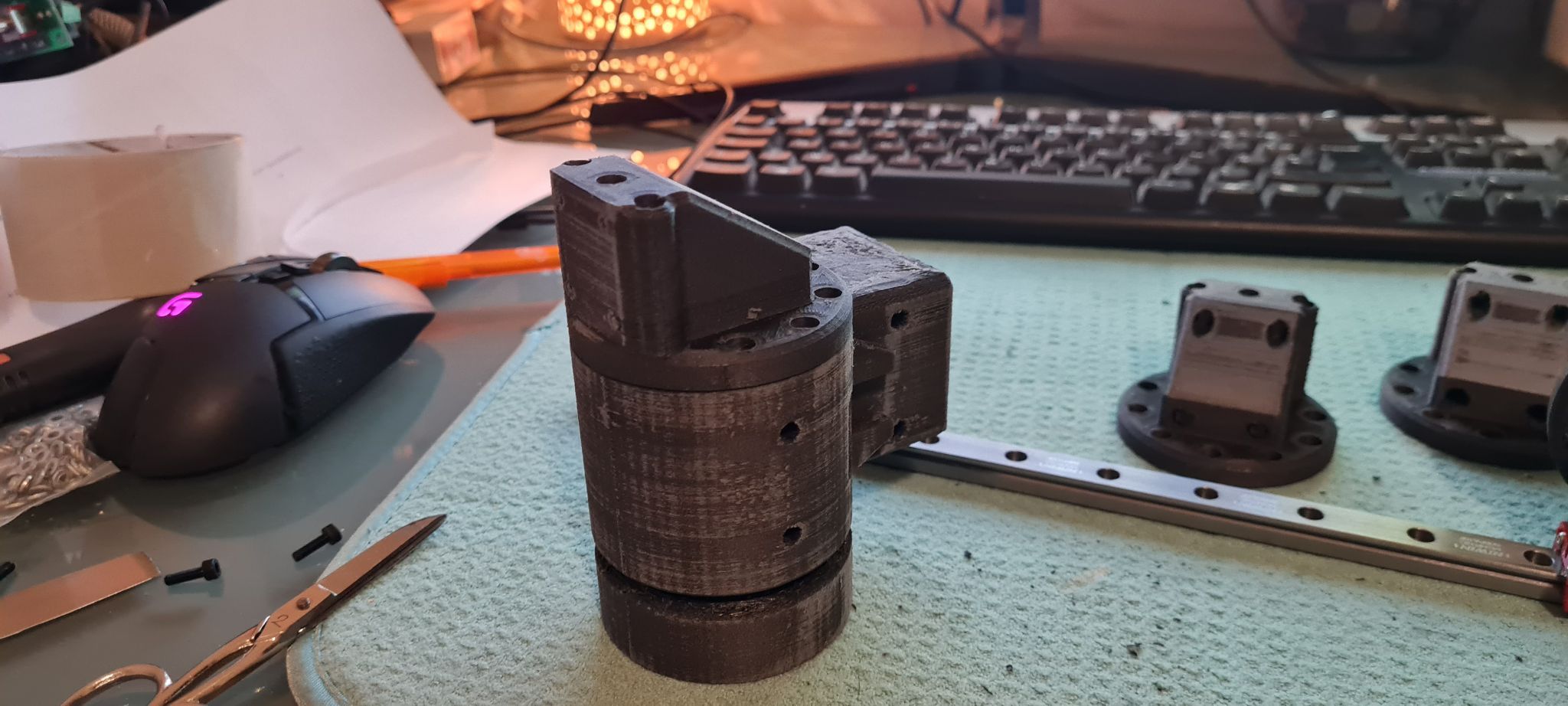
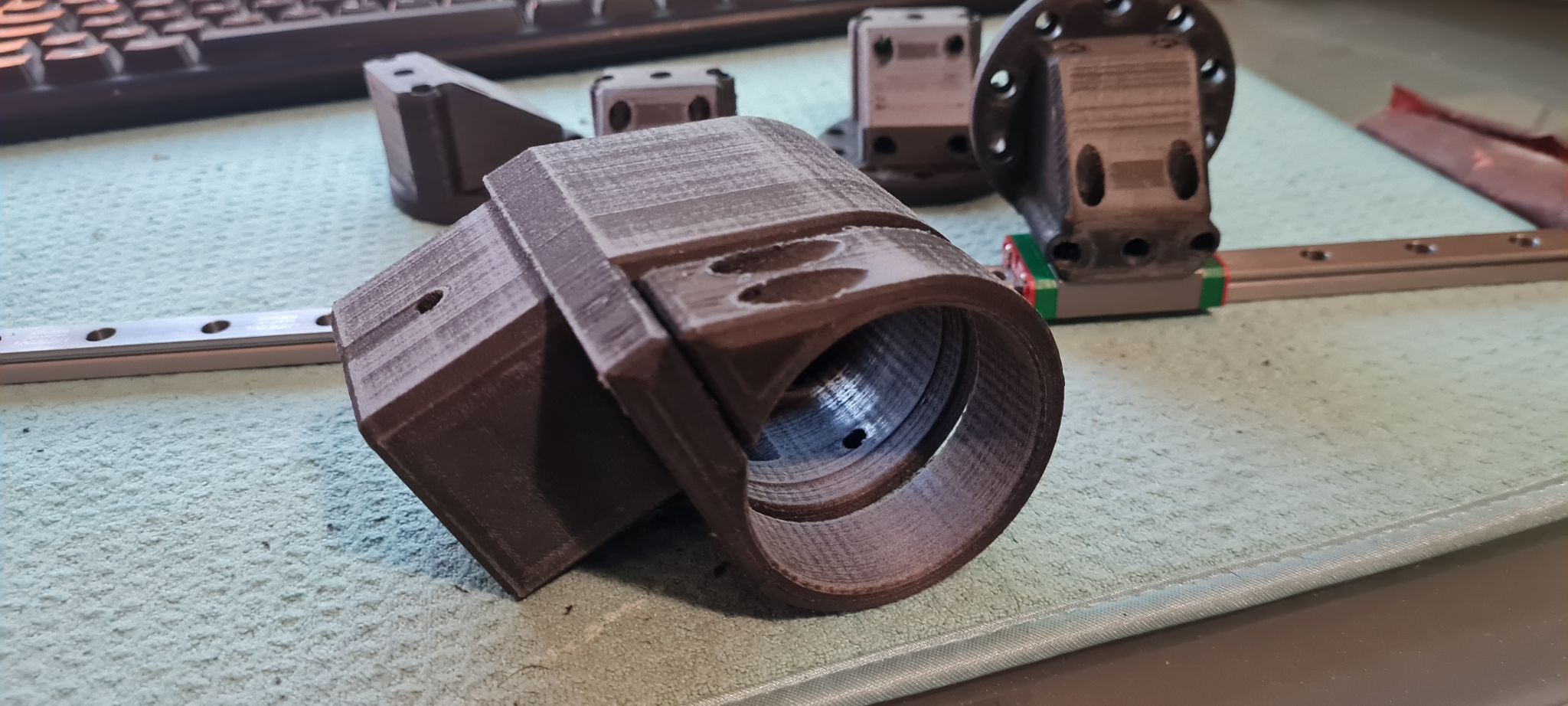
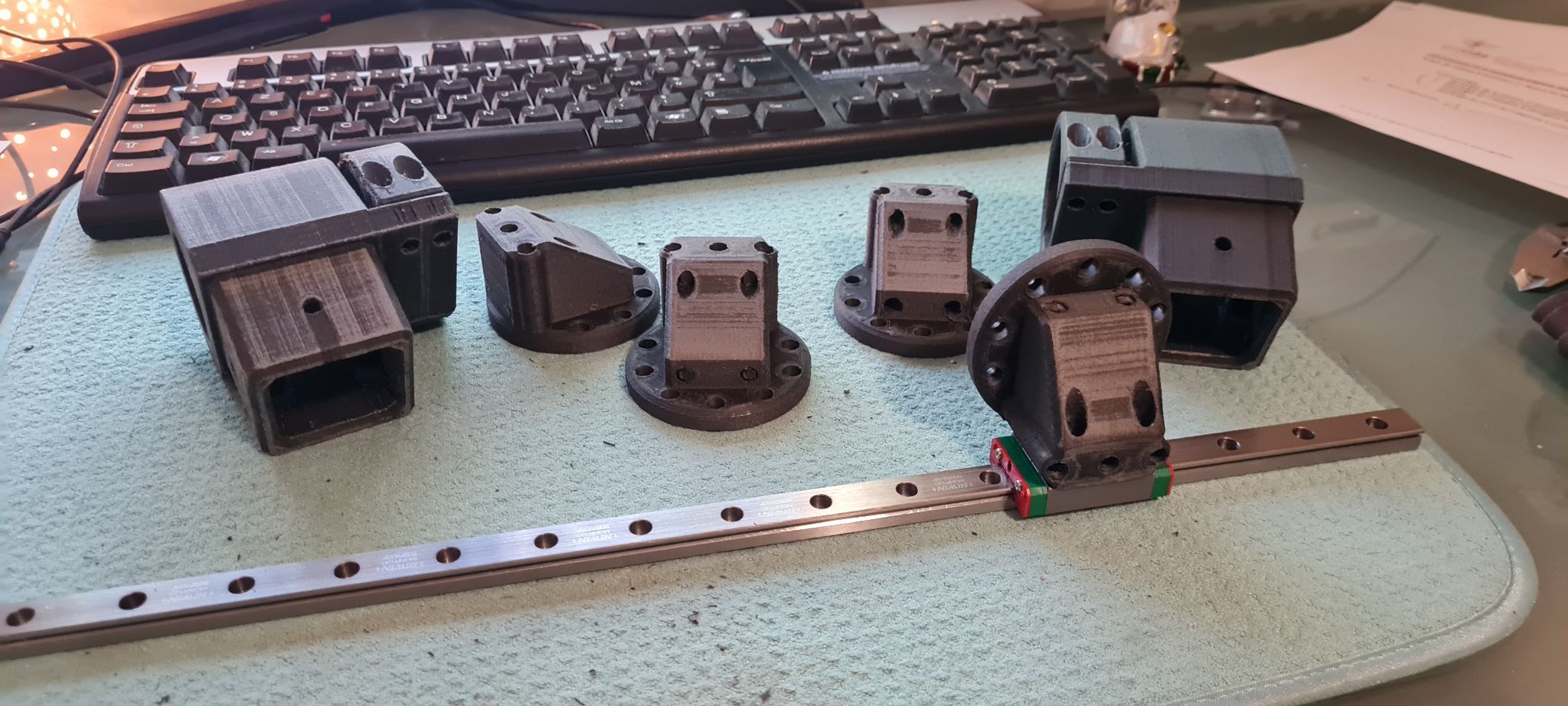
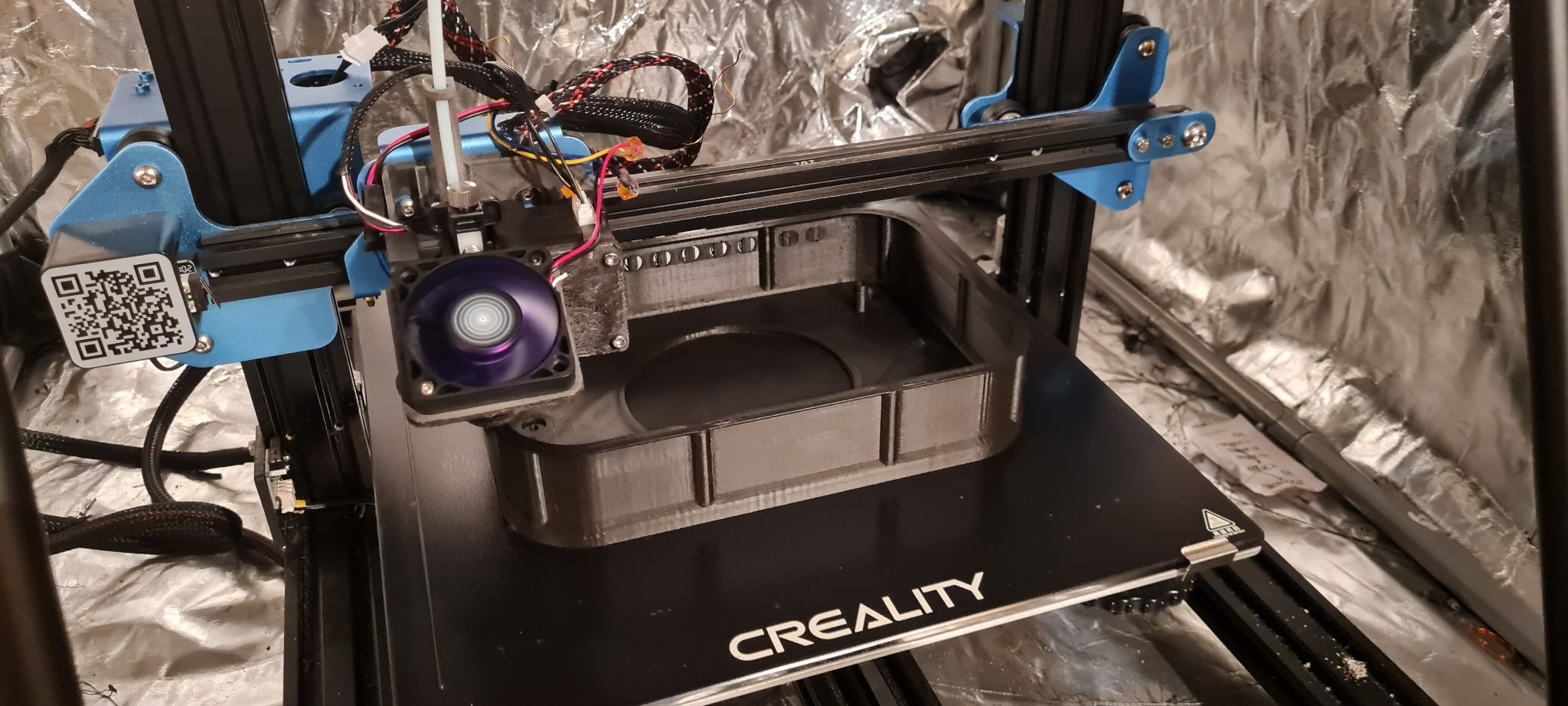
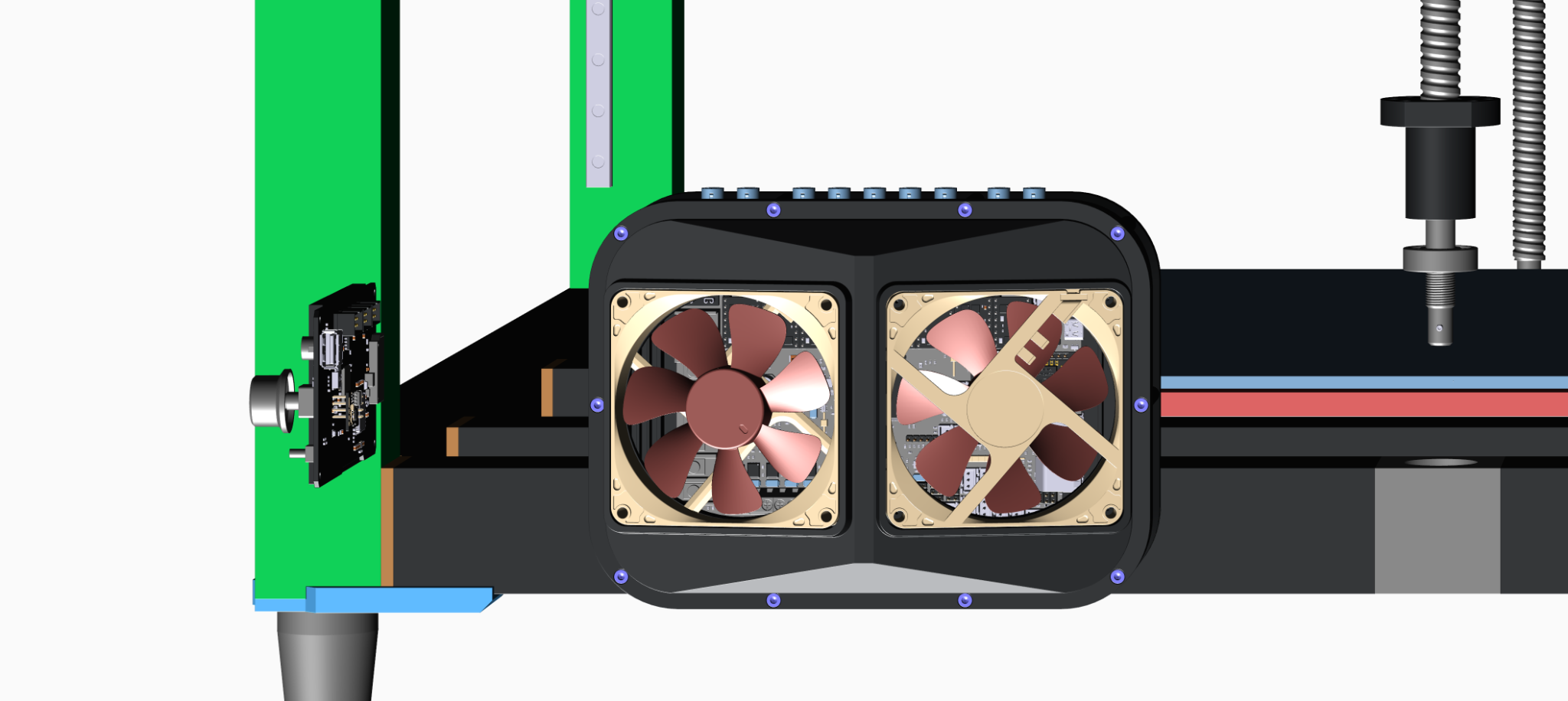
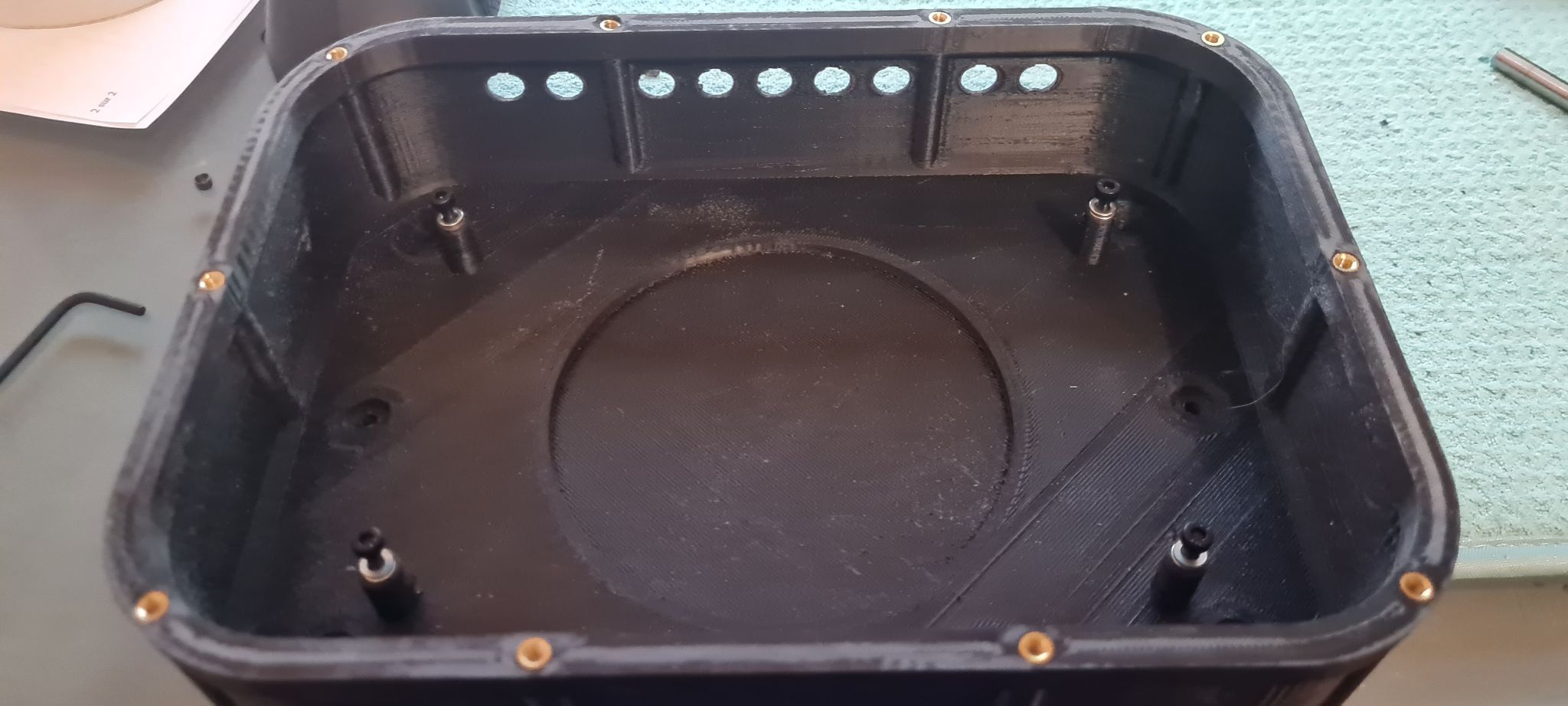
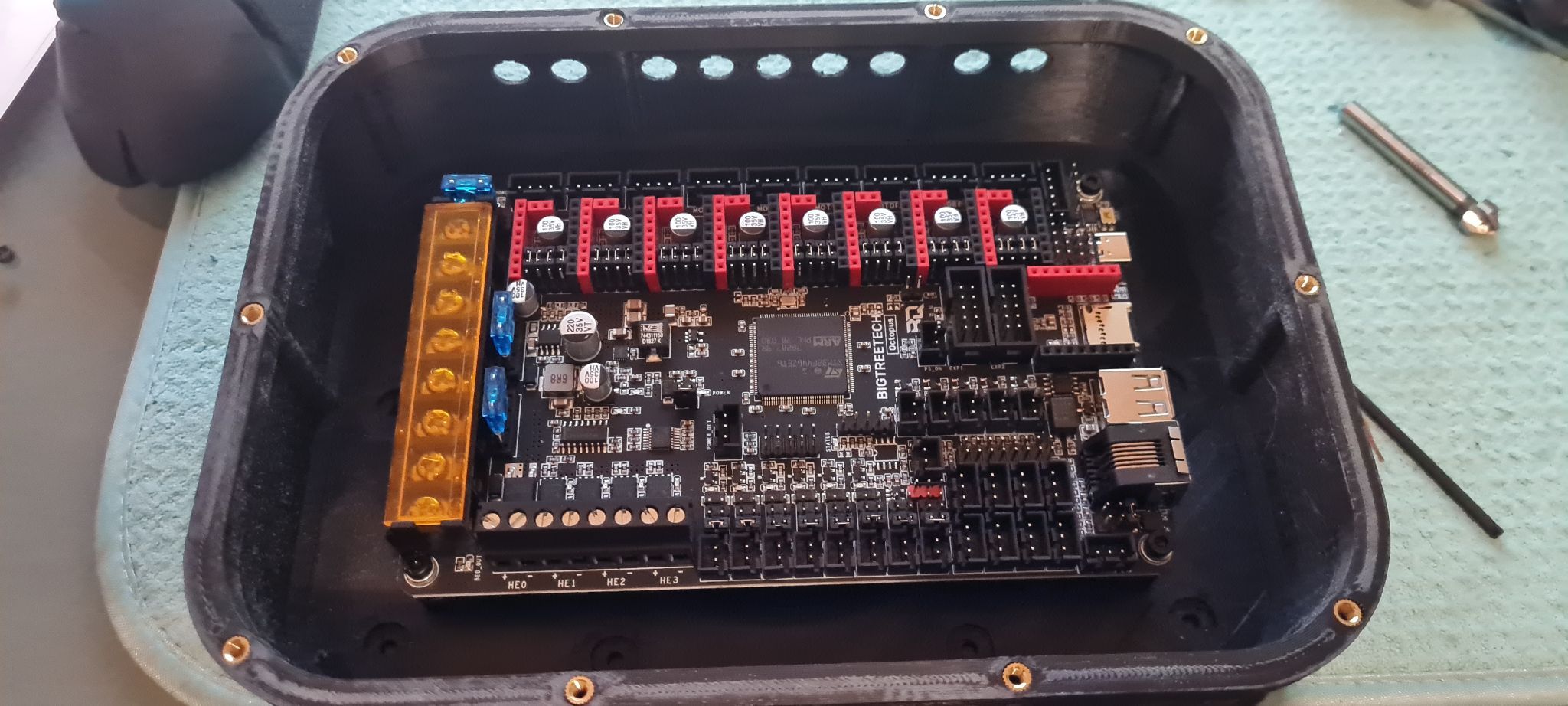
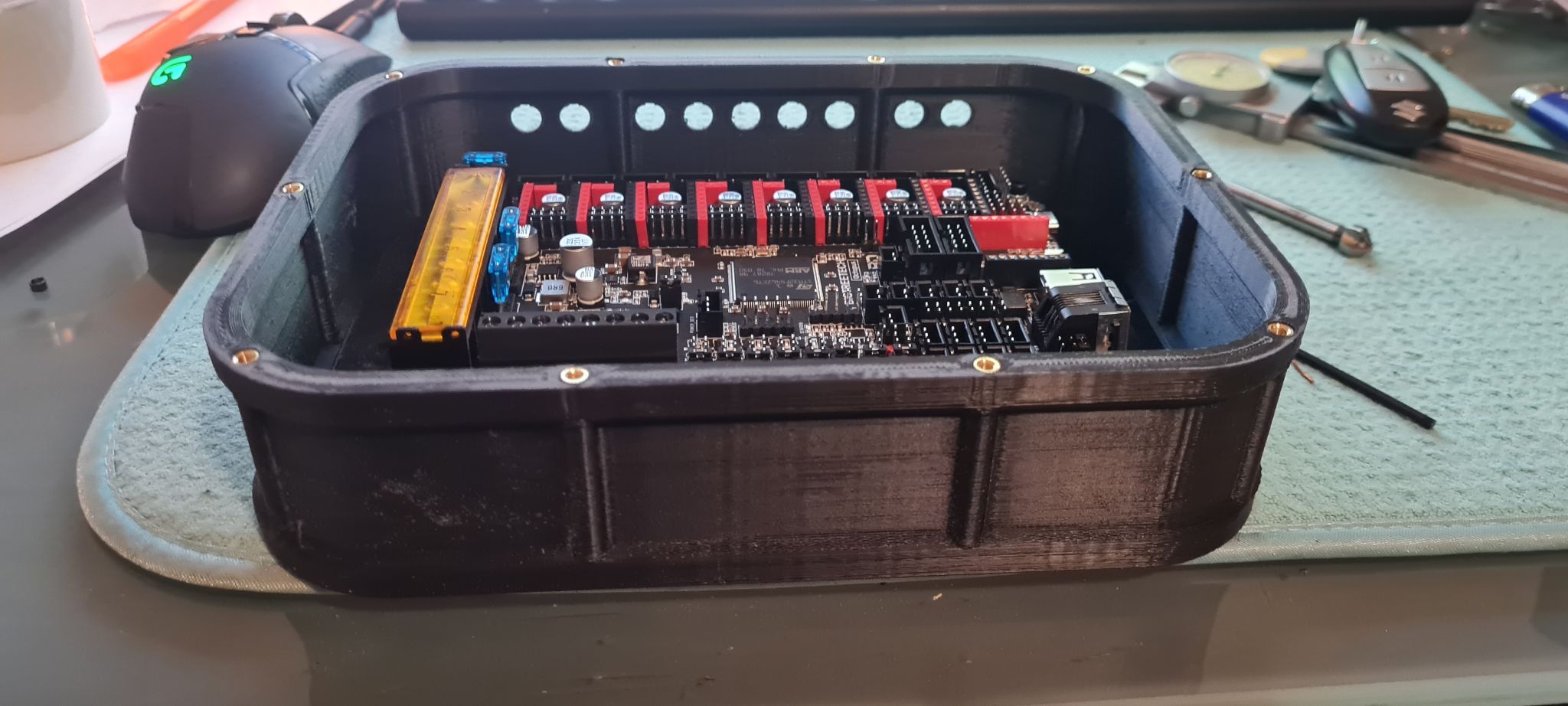
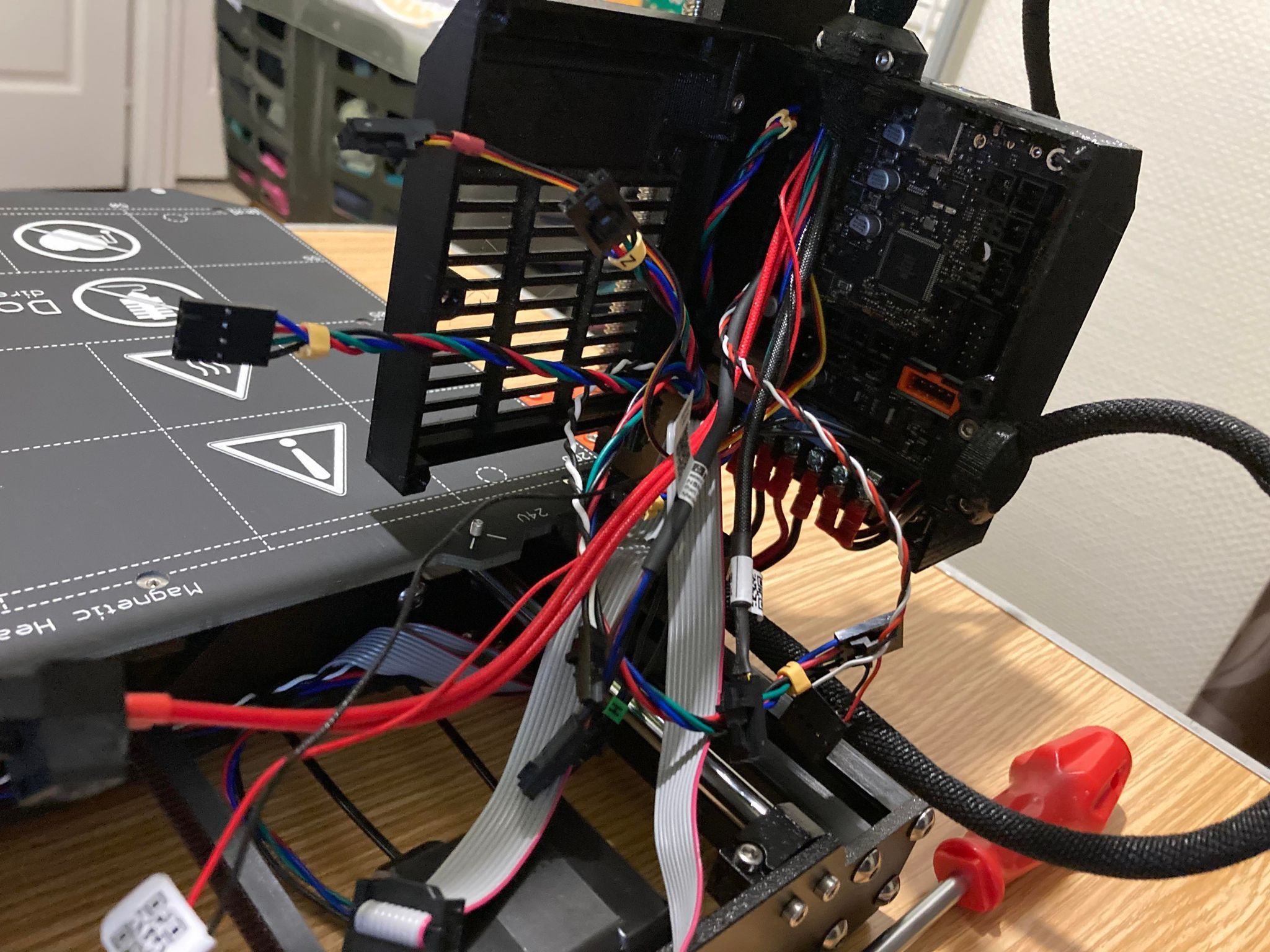
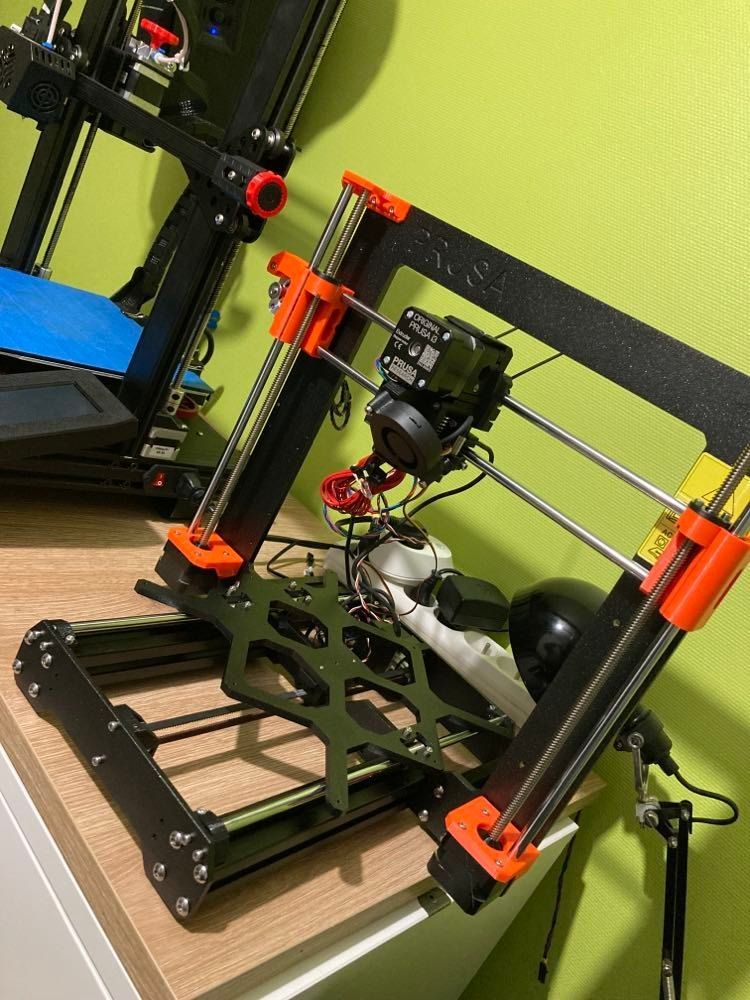
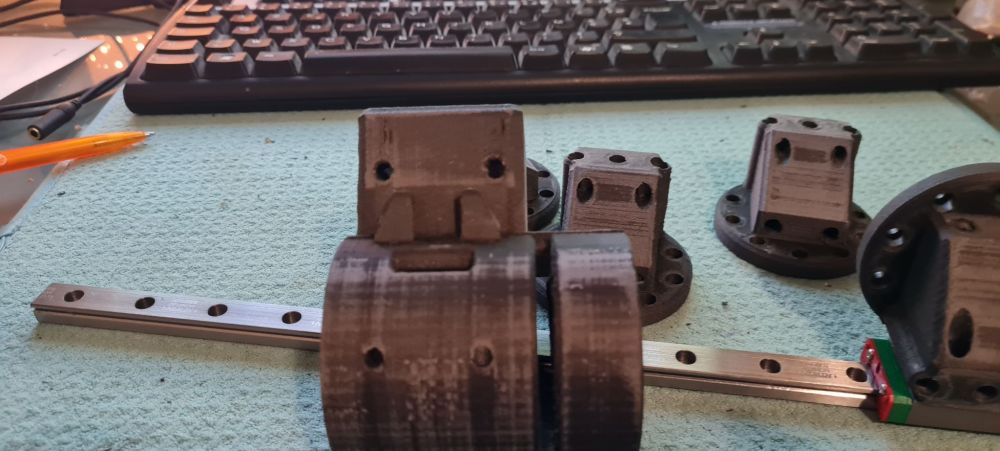
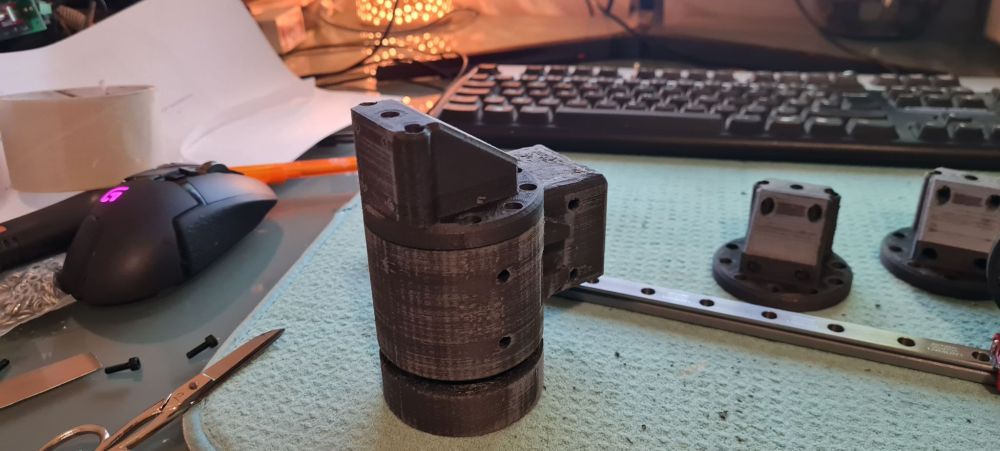
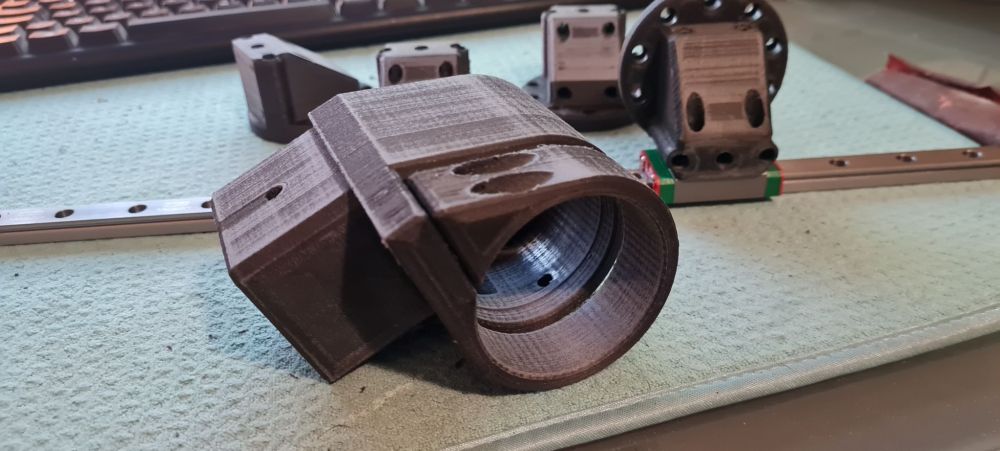
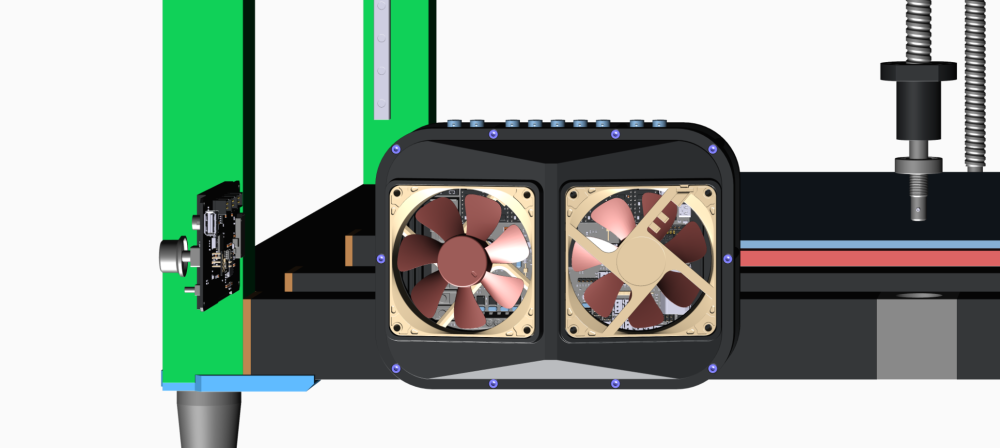
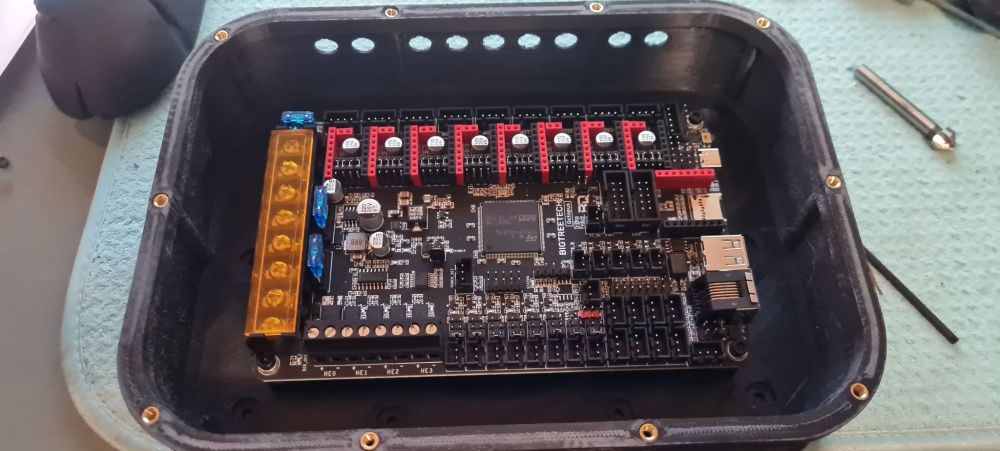
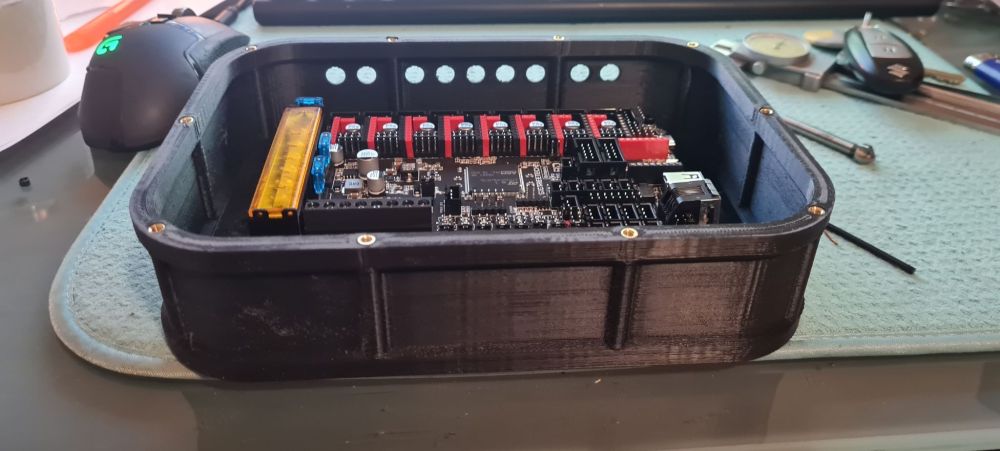
salut bon voici les avancées du projet modification et impression des pièces pour l'axe Z(toutes les impressions sont brut, reste du ponçage et traitement thermique ). les pièces sont faite en Carbonfil (de FormFutura) Dessins et impression en cour du boitier de la carte mere . j’attends toujours les vis a billes et moteurs qui arrive normalement lundi (j’espère) Le boitier carte mère avec la carte montée



 2 points
2 points -
Salut à tous, Je confirme que le SAV Artillery est réactif, ils vont à l'essentiel. J'ai reçu aujourd'hui le endstop X (avec le PCB et les connecteurs) + le capteur ABL. Tout a été envoyé d'Allemagne en provenance d'un prestataire nommé "3DPartner", donc pas de frais de douane. Une très bonne surprise, pour ma part ! Sitôt reçus, sitôt installés sans encombre. Mise sous tension : OK Home des 3 axes : OK Levelling auto : OK Tout fonctionne parfaitement. Il s'agissait donc bien d'un défaut de capteur endstop X, qui à son tour perturbait la procédure de levelling comme l'avait très justement remarqué @MrMagounet, bien vu Je vais pouvoir à présent me consacrer à un fine-tuning un peu plus poussé de cet imprimante. Direction les tutos ! Problème réglé, merci à tous les intervenants de cette discussion.2 points
-
On n'imprime pas à 250° en continu avec le heatbreak d'origine : il se déforme et ... ça bouche il faut mettre un heatbreak metal ou bimetal. Ce n'est pas un peu chaud 250° pour du petg ? et cramé par @PPAC aussi à fond à fond (et @methylene67 a déjà tout dit )2 points
-
Il me semble que la tête d'origine a un tube PTFE traversant (qui doit pour moi, bien être en contacte avec la buse) et malheureusement cela implique de ne pas dépasser 245°C sinon le tube PTFE a cette température se dégrade. Quand je regarde la vidéo de démo de FLSun SR par @Motard Geek , vers la fin il parle bien qu'il imprime du PETG mais pas a plus de 235°C pour ne pas dégrader le Tube PTFE traversant ...2 points
-
Salut, Le tube PTFE est bien censé arrivé contre la buse avec un heatbreak de type bore, ce qui est le cas sur la SR d'origine. C'est là que se fait l'étanchéité de la tête d'impression, et cette dernière doit être parfaite où problème de fuite. Par ailleurs, ton tube PTFE doit être maintenu et ne pas avoir de jeu (on utilise normalement des pneufits d'origine sur les têtes d'impression à ces fins), sinon lors de la rétraction le filament peut faire remonter le tube PTFE et donc plus d'étanchéité et à nouveau bouchon. As-tu bien respecté cette procédure :2 points
-
Il faut choisir dans Tools, l'extrudeur qui va travailler, donc par défaut c'est Nozzle 1 qui est actif, tu bascules sur Nozzle 2 et c 'est partie, maintenant cela sera l'extrudeur 2 , qui va imprimer. J'utilise souvent cette solution pour imprimer dans une couleur différente de Extrudeur 1, sans pour autant changer les bobines de place sur imprimante.2 points
-
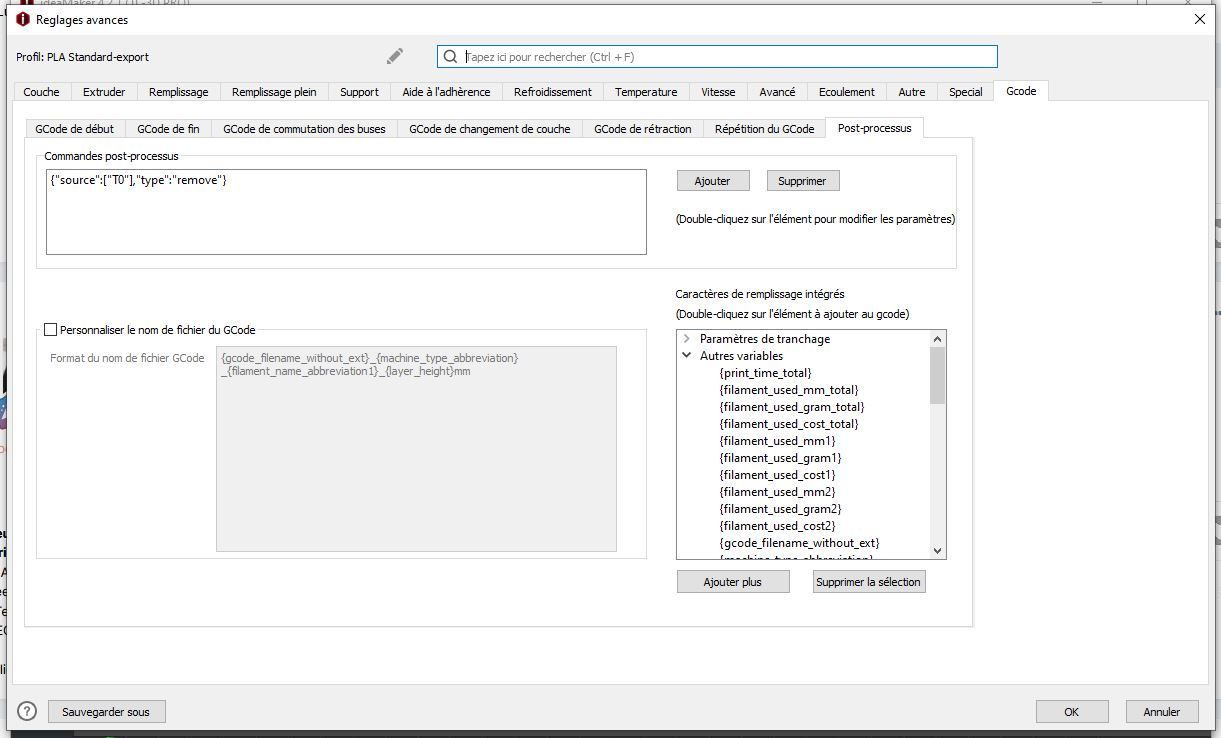
Bonjour, Pour générer un Gcode, qui ne soit pas spécifique à un extrudeur, il faut rajouter un ligne dans ideamaker au niveau des options du Gcode Post-processus, voir image jointe. Il faut juste choisir extrudeur 1 ou 2 dans menu de l'imprimante avec impression et bien mettre en chauffe le bon extrudeur, cella fonctionne nickel.
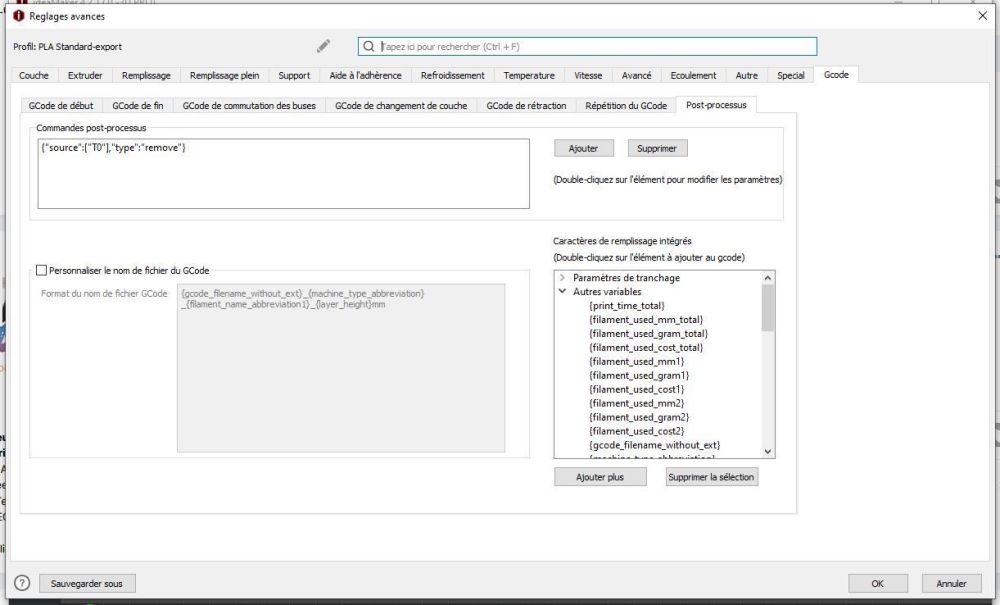 2 points
2 points -
Oui, mais il a des excuses, il était enseignant (probablement très bon d'ailleurs au vu de sa patience et de ses explications toujours documentées et détaillées)2 points
-
ou modèle ou firmware ou type, n'importe quoi mais pas parfum ou saveur kes tu mets comme parfum : du marlin à base d'huile et de plastique fondu c'est trop tendance. a l'eau quoi ! ah moi je préfère la saveur Marlin glacé. (bon c'est la saison )2 points
-
Tu t'es cru en cuisine . J'ai toujours trouvé cette traduction complètement débile, ils auraient du mettre langage tout simplement ...2 points
-
@Savate Tu peux faire avec une feuille abrasive a grain fin 1000/600/400 voir 240, tu t'arrêtes quand tu vois la carte mère2 points
-
L'impression du lapin... Imprimante elegoo mars2 pro, résine lavable à l'eau, modèle évidé, épaisseur de la paroi 3mm. Impression en 2 parties, le lapin et la carotte mais en une seul fois tout tenant sur le plateau... La figurine fait 14 cm de haut.




 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
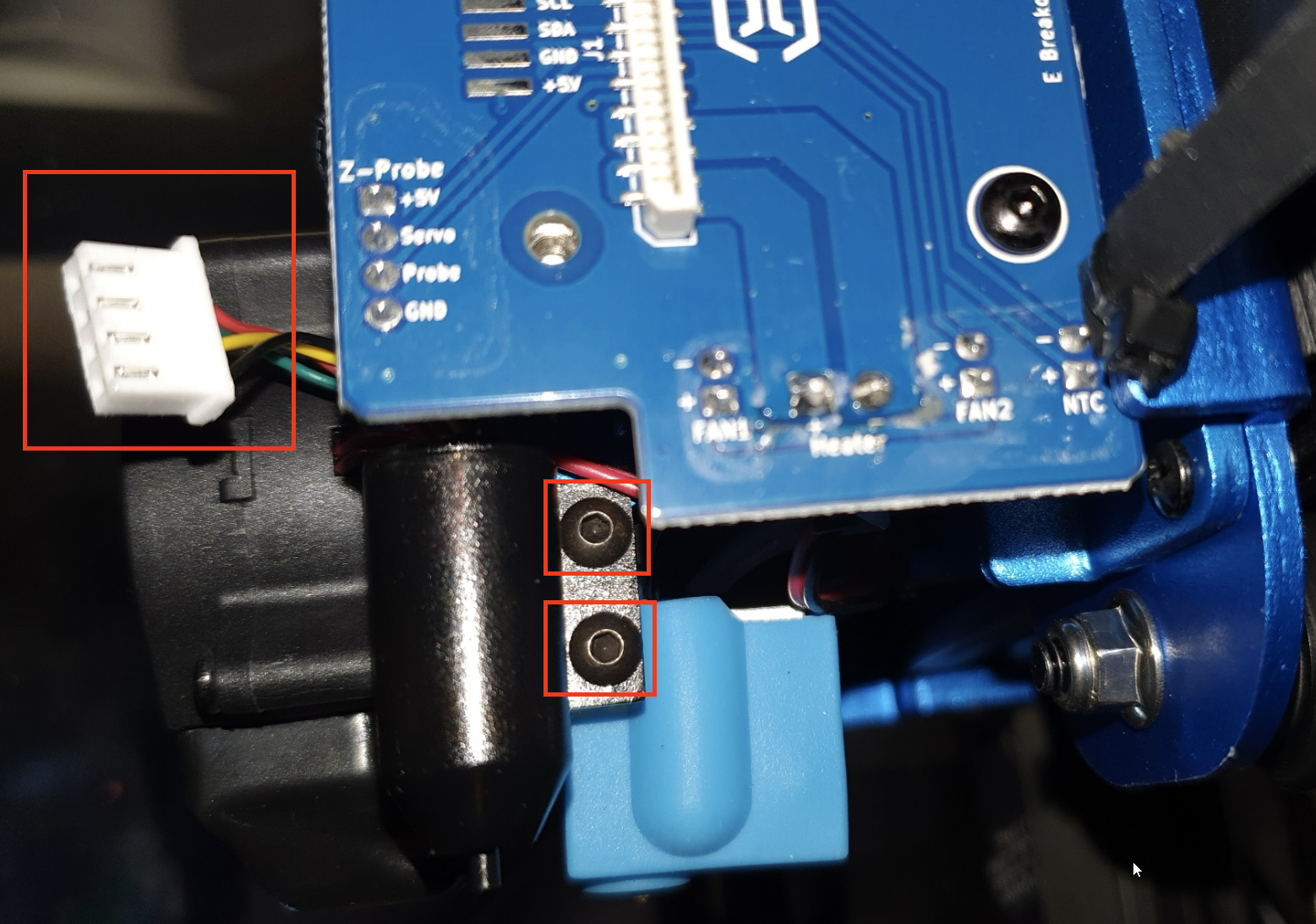
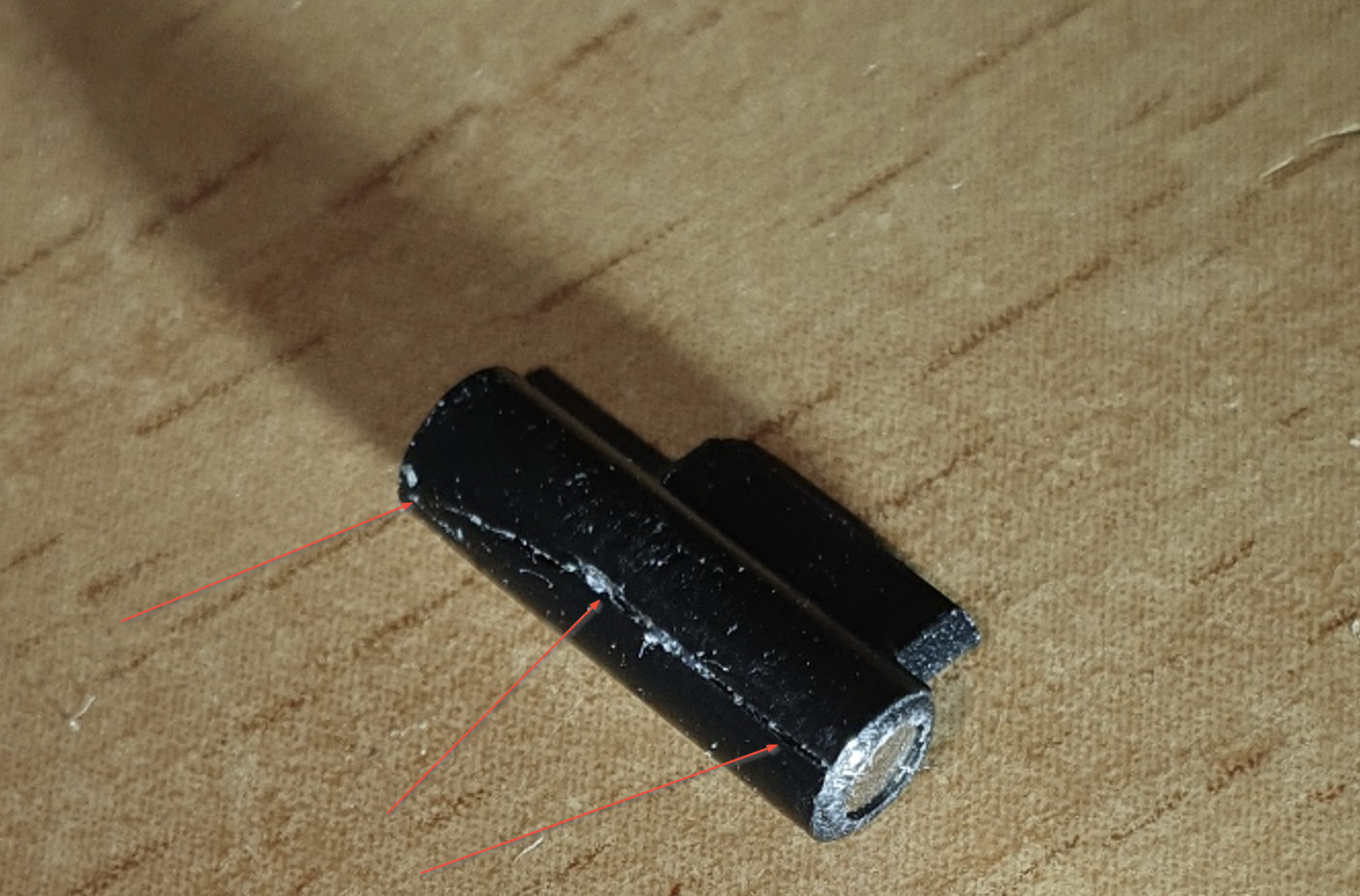
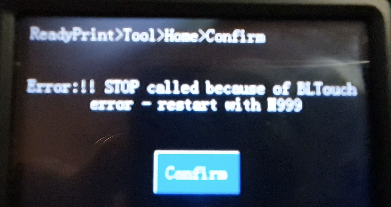
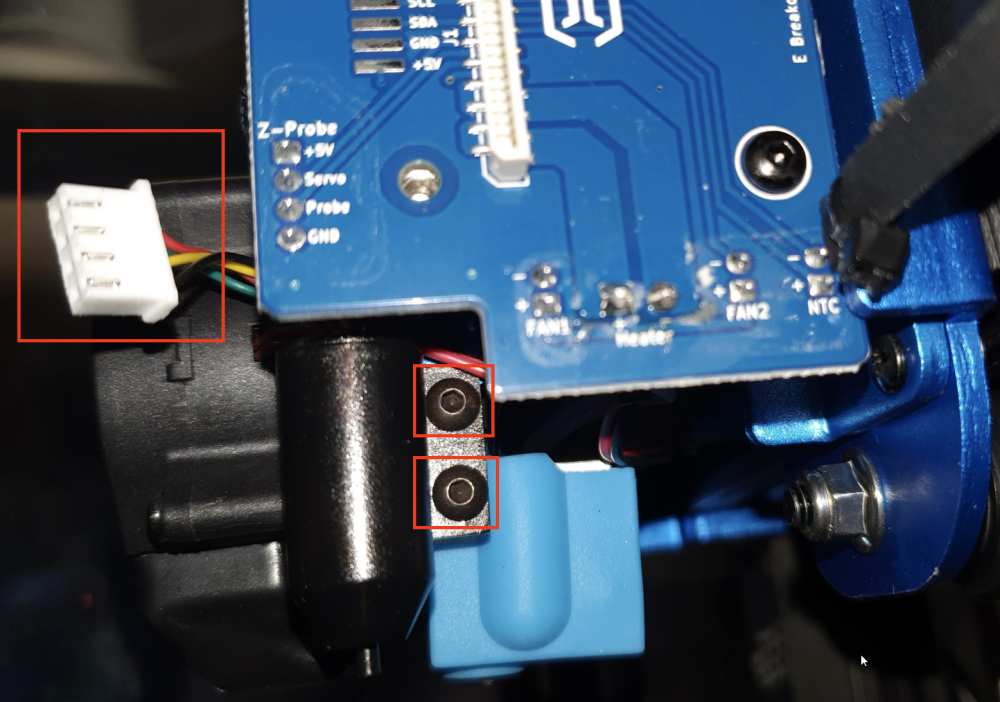
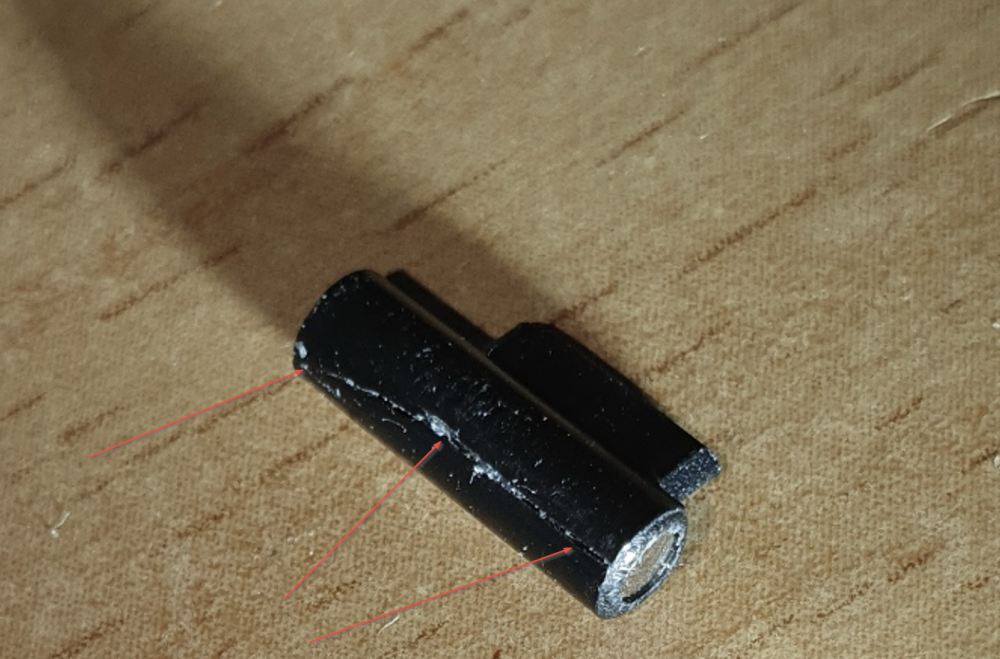
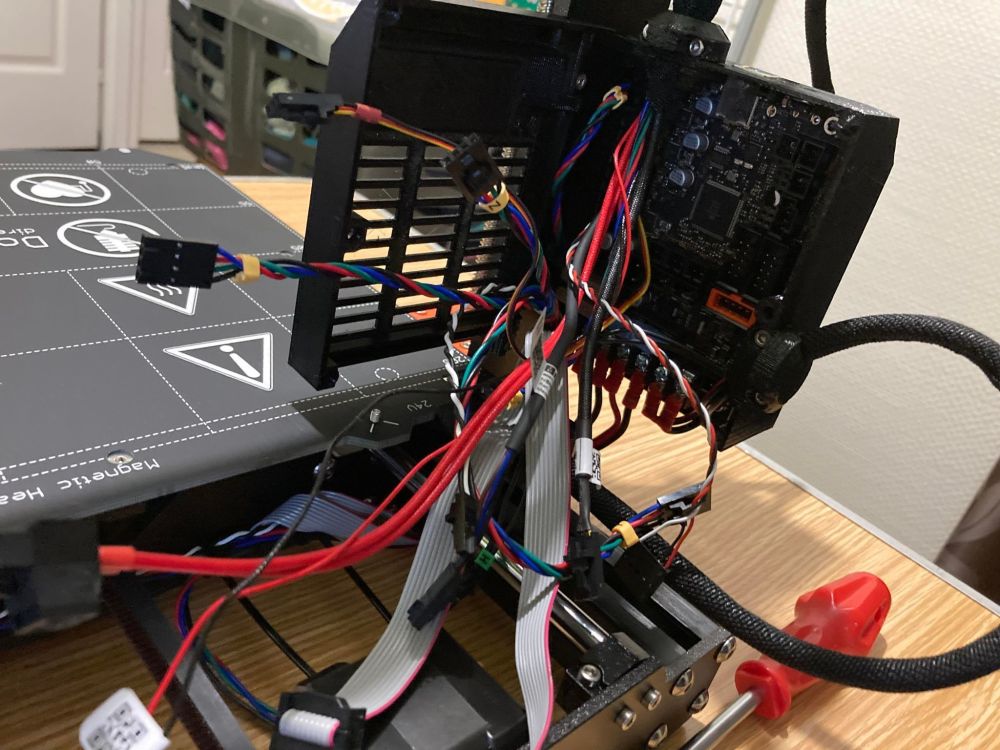
L'Histoire: J’ai récemment fait l’acquisition d’une Artillery Genius Pro. J’en était très content jusqu’au moment ou j’ai eu des erreurs a cause du BLTouch ("Stop called because of BLTouch error - restart with M999"). Dans mon cas l’aiguille du BLTouch restait bloqué en position haute. J’ai bien sur contacté le SAV qui suite a une vidéo montrant le problème m’a gentiment envoyé un capteur complet de rechange. Le problème c’est qu’entre-temps j’avais besoin d’imprimer et j’étais en panne. Le fix temporaire: J’ai commencé par démonter le capot (2 vis autour de la nappe) pour accéder au capteur. En desserrant la vis du dessus du BLTouch (d’environ 1mm) le capteur s’est remis à fonctionner. Attention si vous la dévisser complétement. Il y a un tout petit aimant à l’intérieur. (Il ne devrait normalement pas sortir si le capteur est en bon état). Cela n’a duré que quelques impressions jusqu’à ce que la panne revienne. La réparation : J’ai donc démonté complètement le capteur afin d’essayer de comprendre d’où venait exactement le probleme. Pour cela il faut démonter le carter de la tête d'impression (il y a 2 vis autour de la nappe). Puis il faut débranche le capteur (le connecteur 4 pins) et les 2 vis du capteur lui même. J’ai alors dévissé complétement la vis du dessus, et j’ai eu la surprise de voir venir avec la vis l’aimant du capteur ! (Ça n’est pas normal). Comme le capteur était H.S je me suis dit que je ne risquait pas grand-chose a démonter plus profondément le capteur. Le capteur est collé, mais en y allant doucement avec un cutter, Il est possible de le démonter/décoller en suivant la ligne sur le dessus du capteur. Je me suis alors aperçu qu’une pièce en plastique a l’intérieure était cassé, il s’agit de la pièce qui contient l’aimant ainsi que l’aiguille. On peut voir sur la photo que la pièce était fendu en 2. Laissant s’échapper l’aimant. J'ai remis l'aimant en place a l’intérieur de cette pièce en plastique avec un peu de super-glue. J'ai bien appuyé sur l'aimant (avec une mine de stylo) afin qu'il se glisse au fond se son logement. Après séchage, un petit coup de ponçage léger pour aplanir la surface extérieur afin de lisser les reste de super-glue et d'avoir une surface très lisse. J'ai remonté le capteur (un peu de glue la aussi). J'ai ensuite remis le capteur dans l'imprimante, et la Youpi! le capteur fonctionnait a nouveau. Et j'ai remonté l'imprimante proprement. Pensez a bien refaire une procédure de levelling, Il est fort probable que le capteur remonté ne soit plus exactement au même niveau qu'avant démontage Voila ma petite expérience concernant ce capteur BLTouch dont j'ai pu lire qu'il avait bien des soucis de qualité. J’espère pour ma part que cette réparation tiendras un bon moment. Enfin au moins jusqu’à recevoir le capteur de remplacement (meme si je ne change pas le BLTouch de suite, au moins j'aurais la piece en backup).

 1 point
1 point -
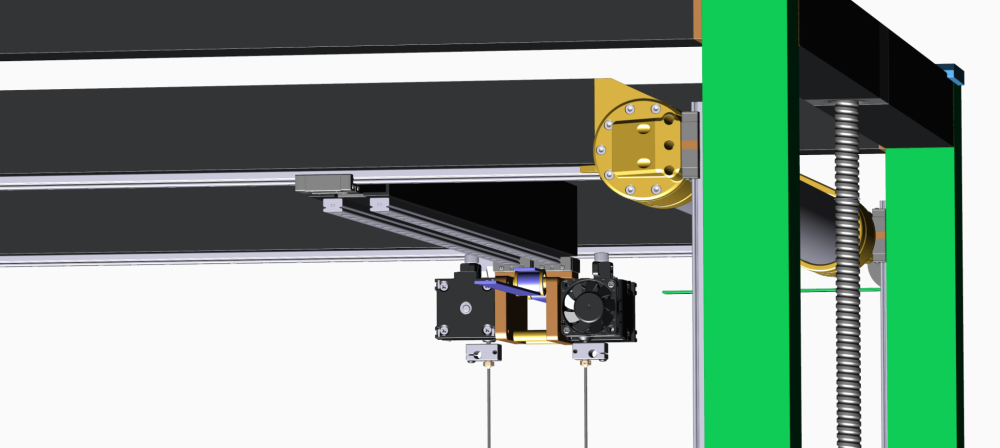
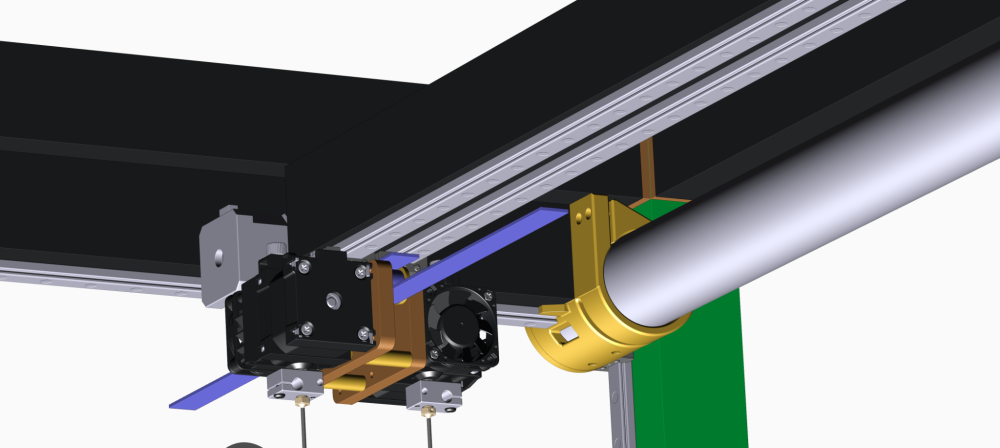
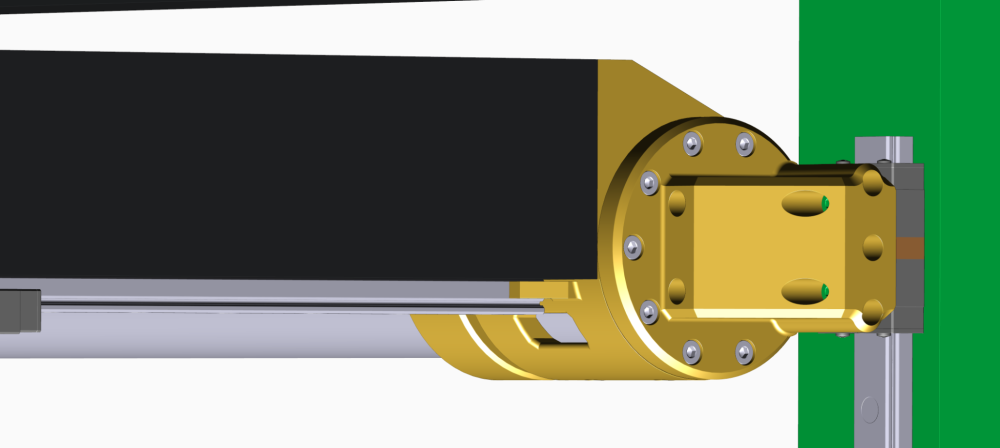
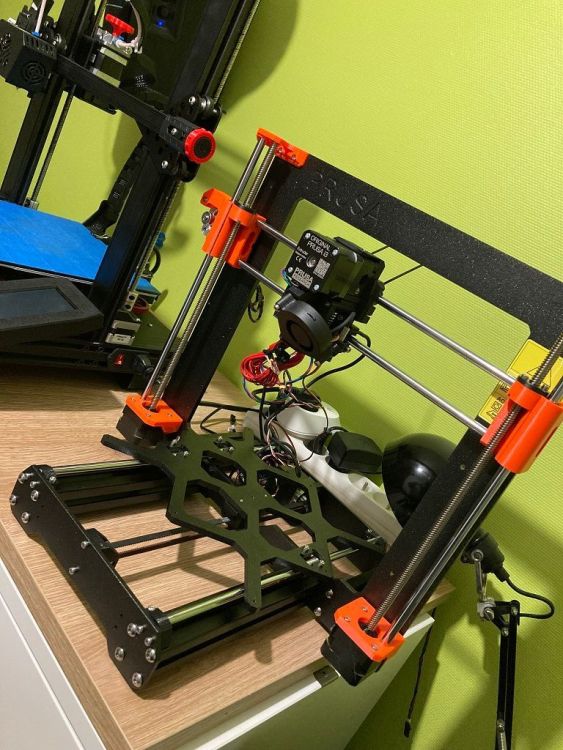
Bonjour à tous, Un vieux rêve : recréer la Ford P68 en modèle réduit. Une auto de course aux formes sublimes qui n'a rien à envier aux plus belles italiennes de la même époque. Mais une auto peu connue à cause d'un palmarès vierge. No glory, no memory... A l'époque (fin des années 60), Ford avait une idée fixe, une obsession : tailler des croupières aux Ferrari dont le patron, un certain Enzo, avait osé décliner l'offre de rachat du géant américain. Un affront à laver. Il fallait donc coûte que coûte qu'une Ford roule plus vite qu'une Ferrari. Tous les efforts ont donc été portés sur le développement de la fameuse GT40, au détriment de l'autre machine de course de la marque : la P68. Perso, jamais entendu parler de cette auto. Puis un jour, je tombe sur une miniature 1:43 signée Minichamps. In love en 1/10 de seconde, j'achète. Après plusieurs tentatives pour modéliser en 3D cette fichue mais sublime carrosserie aux formes quasi-féminines, j'ai arrêté mes efforts sur une version encore perfectible, mais j'arrive au bout de ce que je sais faire sur SolidWorks. J'ai enfin transformé le 3D en objet matériel (impression 3D). Echelle 1:16, environ. Voici ce que ça donne : Il y a encore des non-conformités dans certaines formes. Tant pis. J'ai compris qu'il existe un mode "vase" pour imprimer des pièces aux parois très fines (genre un seul passage de la buse pour toute épaisseur) Une histoire de retrait qui ne se fait plus. Une question : ce paramètre est planqué où, sur Simplify3D ? Parce que là, je ne l'avais pas activé et j'ai passé des heures de post-prod à poncer. J'en ai encore mal aux mains. La prochaine étape sera d'imprimer un vitrage. Il faut déjà que je fasse le 3D. Je vais essayer de faire ça dans un bon PLA transparent, bien que je sois conscient qu'on ne verra pas à travers. C'est un projet flou. Aucune idée précise de ce que je vais faire de cette carrosserie. Un modèle statique ou bien un bazar RC perso de plus ?1 point
-
quelques petite nouvelle l imprimante est bien arrivé , le montage c'est bien passé et après quelques petites enfin longue soirée , elle est fini d’être montée et imprime déjà des pièces sans rien regler sans aucune retouche dans les reglages et ca imprime vraiment mieux que ma cr6 avec laquelle j'ai bien batailler pour la regler. Le montage est super claire ca ce monte comme un jouet kinder.




 1 point
1 point -
il était entrain de pondre peut-être... Je sais où est la sortie ^^1 point
-
Salut à tous, J'ai acheté une LK4 pro il y a un mois et rajouter le BLtouch en suivant le tuto sur le site de longer3D avec leur firmware 0.3.5 BLtouch du 01 février 2021 lien ici: https://drive.google.com/file/d/1apFjfNncIgkztS94fS2bzlbUSWBZCtGH/view Et le lien aussi de leur Tuto pour installer le BLtouch Tutorial of bltouch for longer Ma machine était livré en firmware pour Ecran 0.3.1 et Carte mère 0.3.5 J'ai simplement flashé le firmware du lien officiel pour la carte mère. Le BLtouch fonctionne sans soucis. Mais l'interface de l'écran est restée d'origine, du coup je n'avais pas de menu pour le Z offset, obliger de connecter imprimate au PC avec pronterface pour apprendre le zero axe Z avec le capteur. Pas très pratique. J'ai découvert ce topic et du coup flashé avec le firmware de DGR70, Merci à lui pour son travail qui m'a permis de gagner pas mal de temps. Les plus du firmware DGR70 par rapport à celui de longer3D: + Plusieurs modes de leveling, dont le réglage du Z offset via l'écran + 3 presets pour les températures selon le filament + déplacement dans les axes XYZ de 10, 1 et aussi 0.1mm + PID température bed et nozzle + Correction du Z offset en cours d'impression + Luminosité de l'écran + Volume haut parleur (je ne sais pas si çà sert à quelque chose) + Reset eeprom + Reset BLtouch + Notification en bas de l'écran de ce qui se passe ( sympa ) Egalement, j'ai remarqué que les menus pop up sont plus détaillés. Joli boulot! Au cas ou il y aura d'autres versions de ce firmware, serait il possible d'ajouter la fonction de surbrillance lorsqu'on sélectionne un fichier dans la carte SD? Le nom du fichier apparait bien en bas à gauche mais çà fait un peu bizarre de sélectionner un fichier en ayant l'impression de ne pas avoir toucher l'écran.1 point
-
Merci @jcjames_13009 c'est très gentil de verser une petite larme sur ma commande, cela me réconforte et je dormirais plus apaisé ce soir. Espérons que ça ne continuera à grimper en 2022.1 point
-
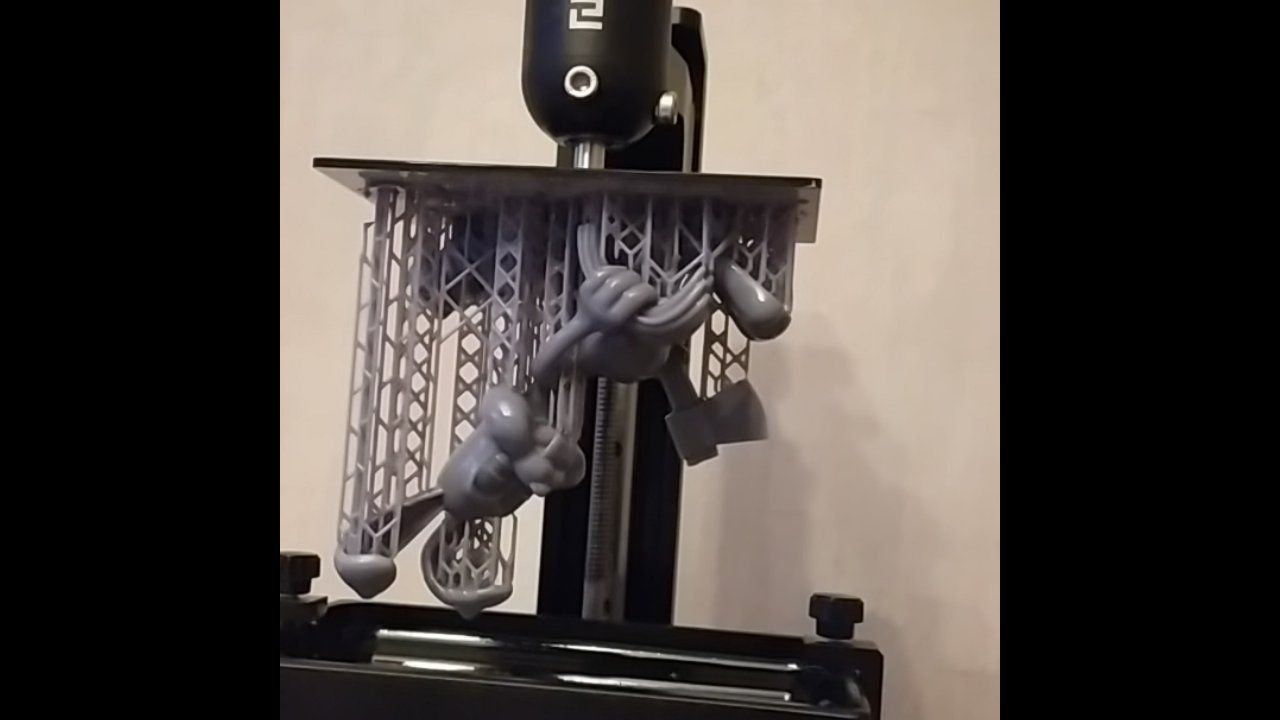
Il me semble que tu as déjà essayé avec moins de supports.1 point
-
je ne le changerais pas non plus, laisse ta résine dedans comme ça tu n'aura pas à le nettoyer et il durera plus longtemps. Je le nettoie que quant je change de résine et pas à chaque fois, je le fait seulement quant je met de la clear et que j'ai besoin d'avoir un print transparent sans pigments, dans les autres cas j'enlève la résine de la couleur que j'ai pas besoin et je remet de l'autre résine même si il reste encore quelques goutes de l'autre, quant on mélange on voie pas la différence.... Si tu veux vraiment le nettoyer, n'utilise que de l'iso et de préférence évite l'essuie tout, je prends des patchs démaquillant en coton, ça laisse pas de trace et ça ne raye pas.1 point
-
pour moi c'est encore utilisable1 point
-
oui ces réglages sont en fonction de l'imprimante pas du trancheur , car comme son nom l'indique il tranche , que ce soit lychee ou chitubox les indications de hauteur de couches et le reste sont de ta responsabilité et pas celle du trancheur . ci joint un tableau excel sur les temps de différentes résines pour la photon https://docs.google.com/spreadsheets/d/1crvzMnt_8NJXAsABinoIhcOjE8l3h7s0L82Zlh1vkL8/edit#gid=01 point
-
Le temps d'enlever la clé WEP du fichier de configuration du firmware du TFT ? et de supprimer/corriger les notes et commentaires indélicat ex //#* de "bip" ! bug a la c*n ! pour ne garder que https://github.com/MarlinFirmware/Marlin/blob/170f77fada009bcd77b02edf7b5d55d5173b00e9/Marlin/src/MarlinCore.cpp#L1004-L1007 : Ou simplement la bataille pour arriver a faire le 1er commit et push des modifications (pas forcement simple de faire le certificat ... ) (Ou il reste encore un morceau de code de SkyNet a camoufler )1 point
-
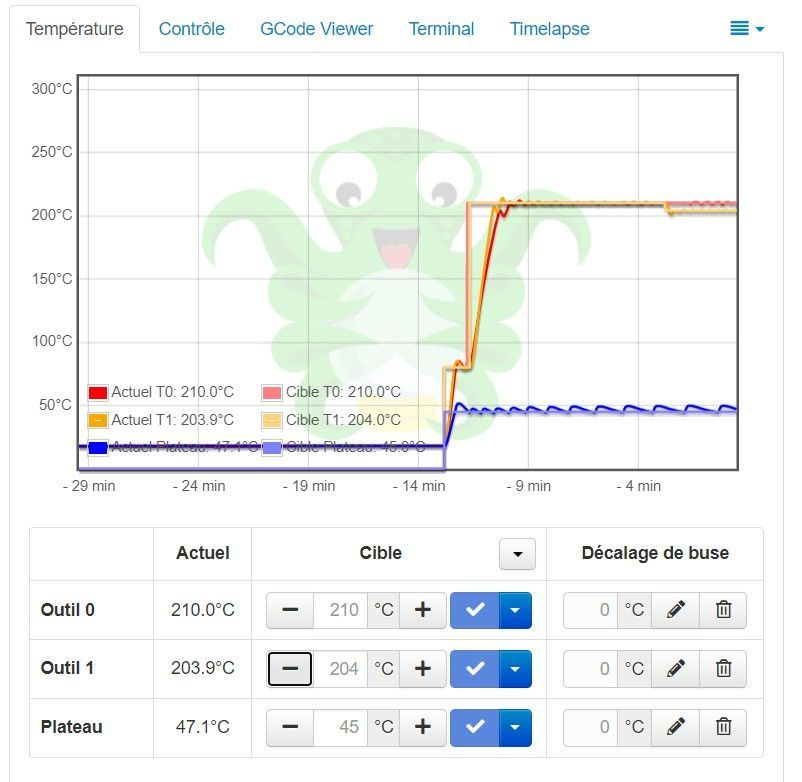
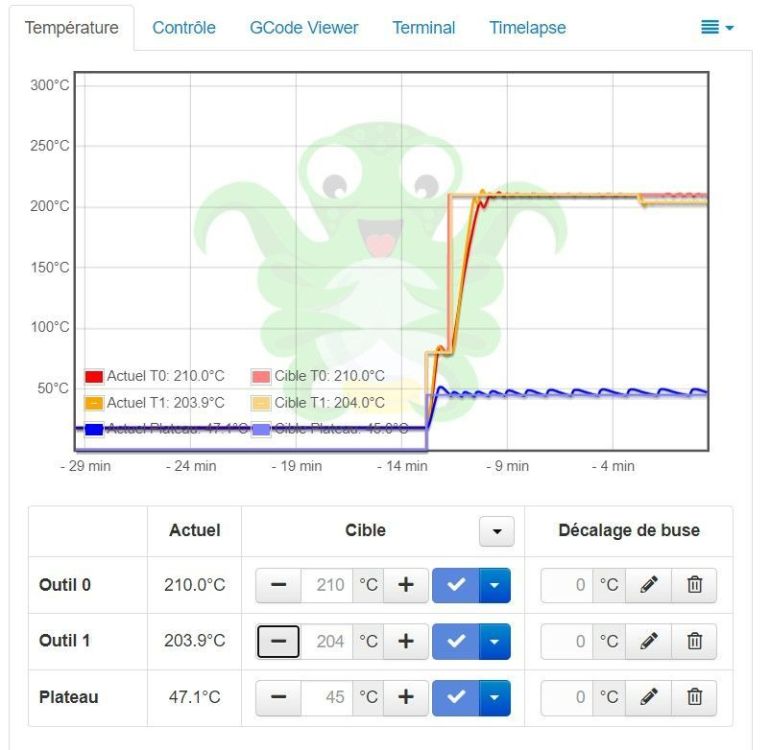
Voici l'image de Octoprint avec le contrôle des températures E0 E1 et le BED a+
 1 point
1 point -
Alors bonnes impressions ! et au passage :1 point
-
Problème résolu j'ai démonté la carte mère le câble des z pour le end stop était pas bien en contact!!! Merci tout le monde pour votre aide, le bébé marche nickel!!!1 point
-
+1, j'avais pas tilté et perso les 2 PETG que j'ai à la maison ne demandent pas plus de 235° Il faut surtout qu'il soit en contrainte contre la buse sans quoi du filament va se foutre entre les 2. Pour en revenir aux bouchons, le PTFE à morflé à mon avis1 point
-
Côté hotend, le tube PTFE doit être entré de 66mm. 27mm côté extrudeur.1 point
-
Ce que @divers indique c'est avec une imprimante 3D, ni laser ni CNC je pense , puisqu'il parle de Prusa, et sauf erreur de ma part, l'entreprise Tchèque n'a pas encore sorti de laser ou CNC .1 point
-
Je vais te donner 2 ou 3 axes de réflexion a prendre en compte, quand on choisi un imprimante en tant que débutant, il faut prendre avant tout une marque et un modèle ou tu as une belle communauté derrière, en cas de soucis tu aura de l'aide, ensuite le Sérieux du SAV de la marque en cas de soucis aussi, et pour finir le contrainte lié au projet a imprimer prévue. Pour les contraintes, prend en compte le type de filament (exemple si le Flex est prévue une imprimante Direct Drive est utile), taille des impressions prévue (donc la surface d'impression nécessaire utile), etc.... Définit bien ts besoin a partir de la on te donnera des conseils de modèle en adéquation1 point
-
Je ne peux pas te conseiller sur les autres, mais je peux te déconseiller une geeetech AxxM (ou T) pour commencer Si tu veux imprimer de l'abs (déconseillé pour commencer) aucune ne pourra le faire sans modifications (caisson, changement de heatbreak, ...) Si tu veux imprimer du flex : direct drive quasi obligatoire moralité : aucune ne va ... elles sont toutes en bowden Tu ne donnes pas la taille max souhaitée Tu as aussi les Artillery Genius ou X1 (pas Genius Pro ou X2 ou bien il faudra attendre la V 2.1 de ces modèles) qui sont de bonnes machines en direct drive (ça ne coche toujours pas la case ABS, mais tout l reste si )1 point
-
Bonjour Kab-z, moi aussi débutant avec la même imprimante mais sans Bltouch, j'ai eu les mêmes problèmes que toi et deux trucs semblent les avoir réglés le premier la température de la pièce le deuxième les courants d'air qui ont l'air de ne pas faire bon ménage avec l'impression 3D Bon je débute mais c'est des astuces qui m'ont aidées Bonne journée1 point
-
Tout à fait d'accord. Je pense malgré tout que c'est une bonne machine mais mal préparée pour le commun des mortels... Je monte ma chaîne YouTube, je récupère quelques millions d'abonnés, je recommande une X2 et je vous dit quoi...1 point
-
Oui, mais il ne faut pas hésiter à commenter sur ces vidéos en apportant une forme de modération à leur enthousiasme ... ou à l'inverse si c'est le cas.1 point
-
J'oublie parfois à quel point @fran6pest d'une autre époque .1 point
-
Ce n'est pas faux, mais une Geeetech AXXM ou T c'est quand même un bête à part : une araignée, elle crache de la toile un peu partout (et même pas pour chasser) 1) baisser la température 2) se déplacer vite 3) n'imprimer que des pièces n'ayant pas besoin de rétraction 4) imprimer une pièce à la fois 5) acheter un pistolet à air chaud pour enlever les fils (qui s'en vont très bien)1 point
-
Si il a le budget pour c'est sur il peut se faire plaisir sur de tel budget mais on peut trouver de très bons portables pour des budgets moindres . Je ne veux pas rentrer dans le débat mac ou pc hein mais si il ne connait pas mac alors n'y pense pas car le jour ou tu auras un problème ou que tu ne comprendras pas le fonctionnement tu te retrouvera bien seul et alors il faudra sortir le porte monnaie ou appeler un ami qui en posséderait 1 et qui s'y connait. Un mac et un pc matériellement c'est pareil maintenant, la seule différence c'est le système d'exploitation donc soit on connait et on est prêt a payer la pomme soit mieux vaut rester sur le système que l'on connait .1 point
-
La base est surtout d'avoir un vrai processeur du style I3 ou mieux I5 ou encore mieux I7 (oui je sais j'aime Intel ^^) tout dépend de ton budget. Une carte graphique dédiée serait bien. Ensuite mini 8Go de RAM mais 16 serait bien. Enfin un NVME voir un SSD en disque dur système. Encore une fois tout dépend du budget1 point
-
Qui c'est «courant» ? OK,
 1 point
1 point -
On va dire que retrouver la position Z est le plus simple mais celles de X et Y bon courage ^^.1 point
-
Pour le boulot



 1 point
1 point -
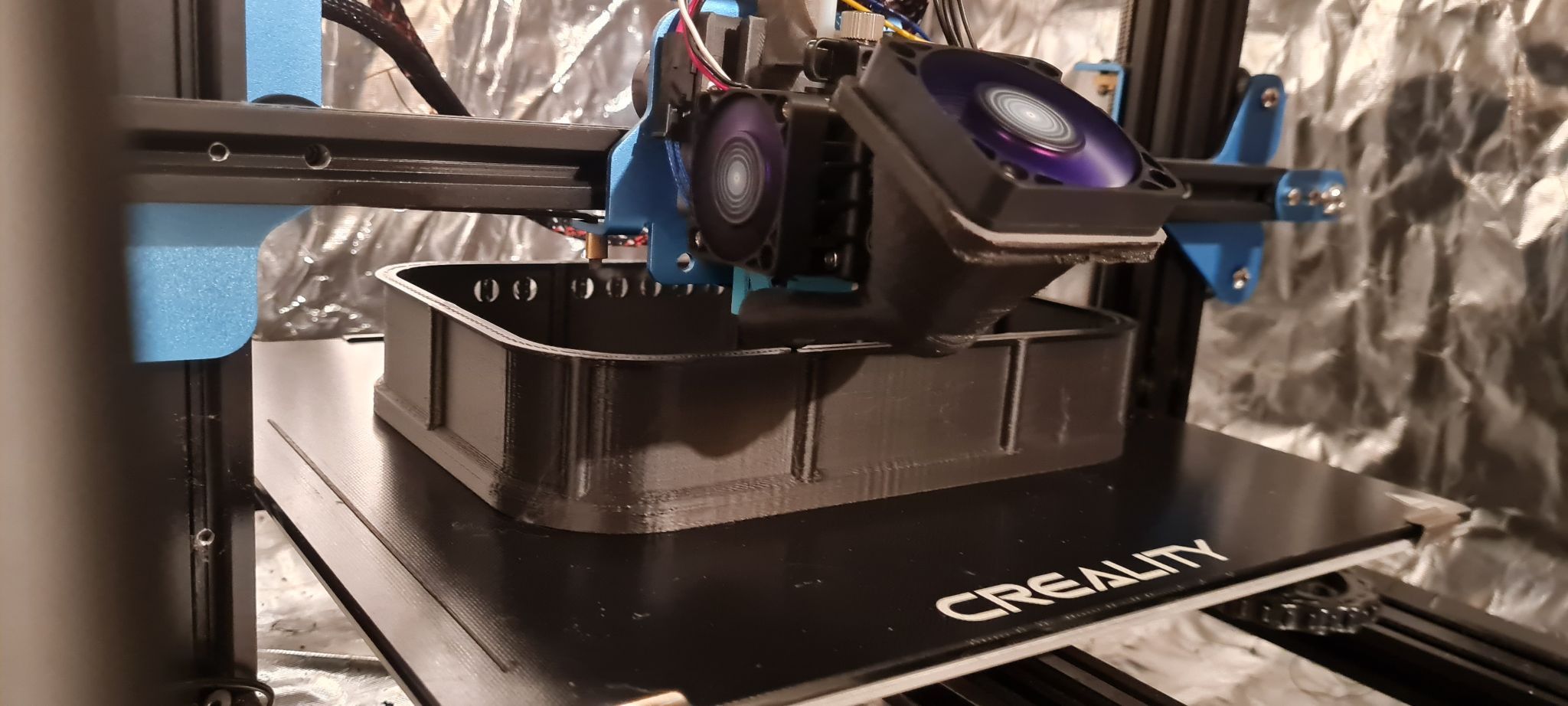
Bonjour à tous, Nouvelle réalisation avec Blender... En cours d'impression...



 1 point
1 point -
augmente ta vitesse de déplacement a 150 cela pourrait aider. z-hop, rétracter au changement de couche, rétracter machin toutes les options posent des problèmes ^^, une simple rétraction standard suffit amplement.1 point
-
Je ne voudrais pas dire mais chaque fois que je vois des problèmes de stringing/oozing sur le forum (et pas d’autres problèmes je précise), c’est dans 90% des cas du PLA Sunlu (en général blanc ou noir), ce filament doit avoir une viscosité élevé pour des températures pas si élevées que cela. Par ailleurs le Z hop est un facteur qui peut également amener de la retraction. Une vidéo intéressante si tu comprends un peu l’anglais est celle de Maker Muse sur YouTube où il traite de retraction pendant près de 30/40 minutes de mémoire.1 point
-
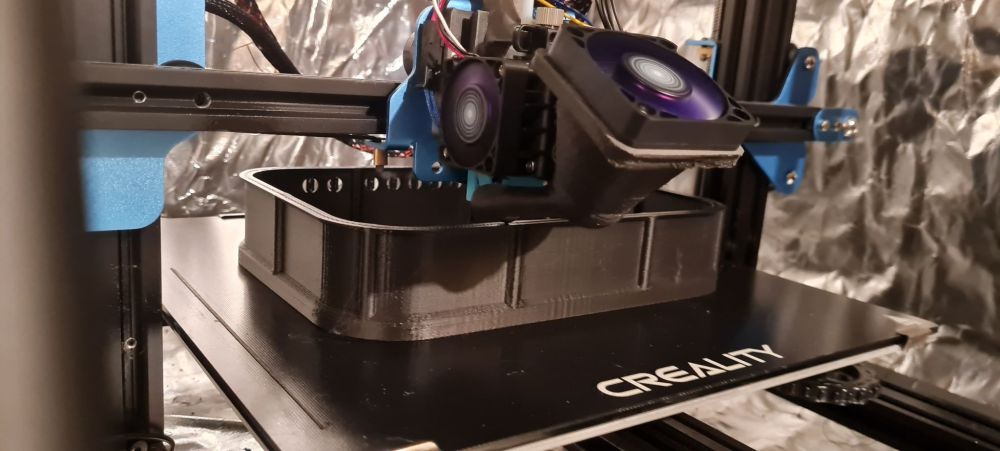
Pour poser mon casque moto reste le support mural à imprimer (en cours environ 40h)

 1 point
1 point -
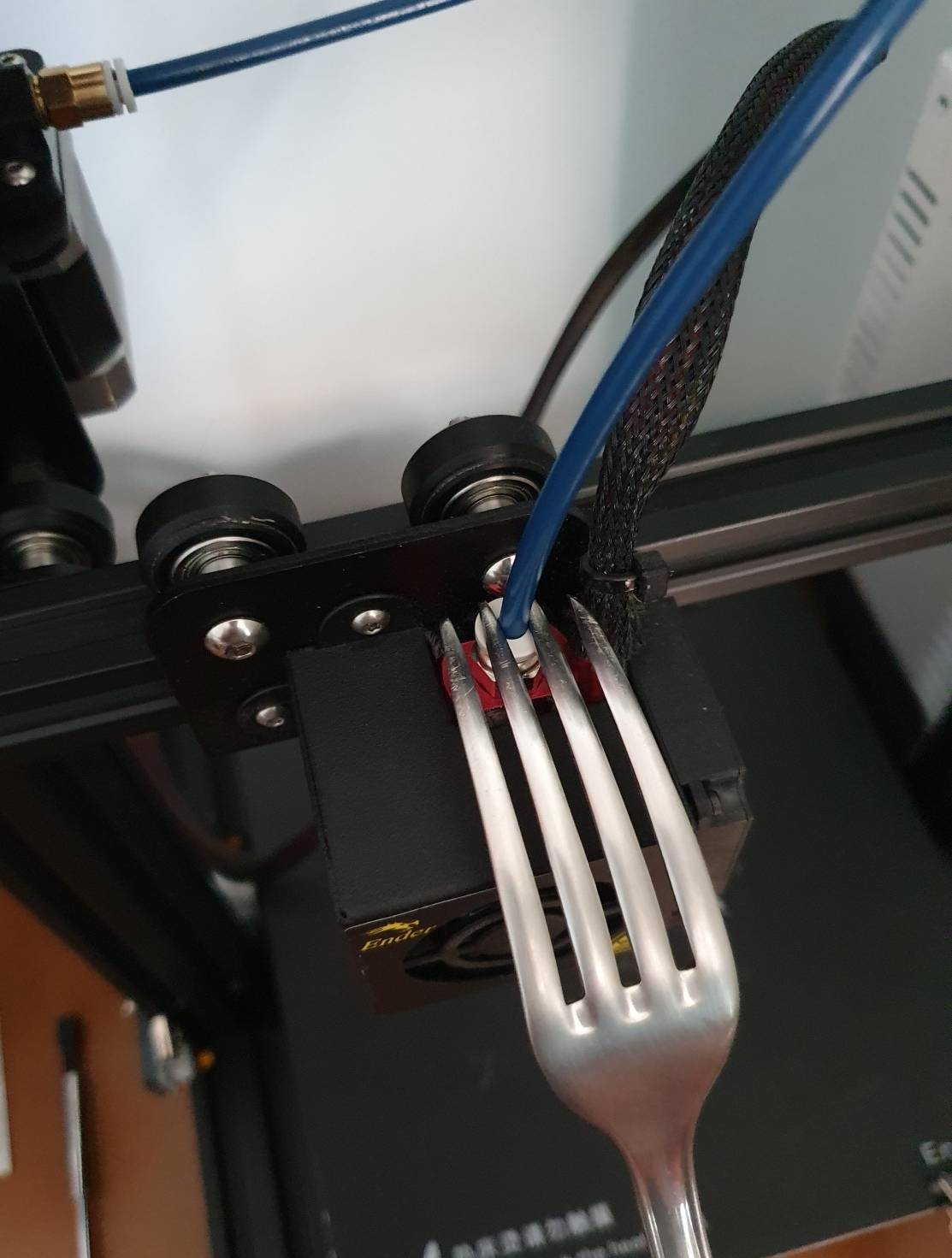
Bonjour, J'avais prévu des pièces de rechange et j'ai donc fait le remontage avec du neuf (PTFE - Pneufits - Buse). Tout s'est très bien passé quasiment du premier coup et mon premier objet est OK à 99% J'ai utilisé un outil magique (photo) pour appuyer sur le pneufit (appui stable et à distance laissant une main libre...), très pratique Merci encore à toi pour cette belle procédure sans fausse note. Cdt
 1 point
1 point