Classement


Contenu populaire
Contenu avec la plus haute réputation dans 09/12/2021 Dans tous les contenus
-
Non, ce n'est pas beaucoup si tu en prends un verre midi et soir avec le café.3 points
-
Les menottes faut voir....3 points
-
Merci de rester correct Idealnight, il ne faut pas dire "recyclée" mais remariée.2 points
-
La @Savate de France Gall . Tu n’as pas osé “Il faisait des impressions debout …”2 points
-
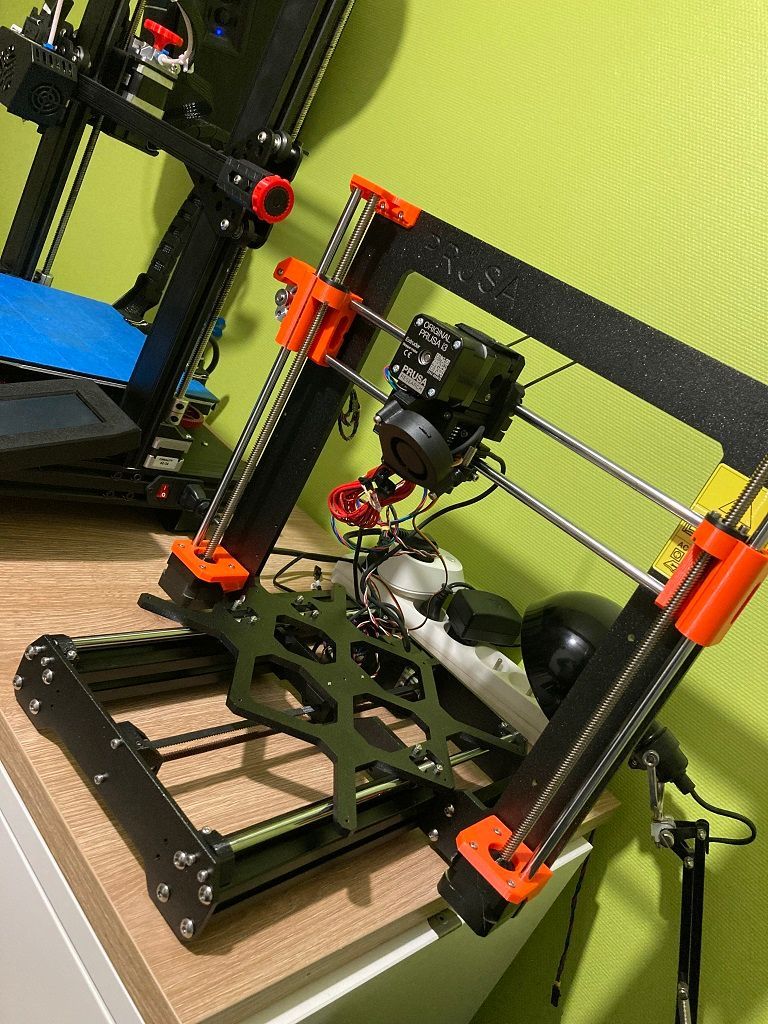
Hello, Voici l'ébauche améliorée avec les conseils et informations ci dessus. Pour rappel, l'objectif est de proposer quelques bonnes pratiques afin de mettre le pied à l'étrier. L'imprimeur débutant va et doit faire des erreurs pour apprendre. Les parties en rouge sont des annotations qui ne sont pas destinées à rester. Les partie en jaune concernent des mots ou expressions dont je ne trouve pas mieux ainsi que le modification à apporter. Les parties en vert sont les parties modifiées. Le filament traité sera du PLA Titre du sujet : Le livre blanc de l'impression 3D par dépôt de filament fondu Premier post Sommaire 1) Imprimer sans se blesser ni abîmer son imprimante <-- règles de sécurité, principes de base nécessaire pour imprimer ne serait ce qu'une mocheté. 2) Se donner les moyens de faire de belles impressions <-- quelques notions pour tendre vers des impressions de qualité. 3) Pour aller plus loin <-- liste de liens vers des sujets permettant d'approfondir ses connaissances. Second post : Imprimer sans se blesser ni abîmer son imprimante L'utilisation d'une imprimante 3D par dépôt de filament implique des risques de brûlures et de blessure par pincement. Ne touchez jamais la partie chaude de la tête d'impression durant le fonctionnement de l'imprimante. (1) La température est de l'ordre de 200°C. Ne mettez pas vos mains sur le plateau durant le fonctionnement de l'imprimante. (2) La température est de l'ordre de 60°C. Ne mettez jamais vos mains dans le volume d'impressions. (3) Des pièces se déplacent rapidement et les moteurs qui les actionnent sont suffisamment puissant pour causer une blessure. Installez votre imprimante bien à plat sur un meuble stable. (3.5) Vérifiez que le sélecteur de tension sur le bloc d'alimentation soit sur 230V. (3.8) Réglez les jeux de fonctionnement de votre imprimante avant de vous en servir (4) Cette opération prends 2 minutes. Reportez vous au mode d'emploi de l'imprimante ou aux tutos (liens vers les tutos --> trouver des tutos) . Vérifiez manuellement que tous les mouvements se font librement sur toute la longueur des axes sans aucun point dur. Lubrifiez vos axes ronds en utilisant de la graisse blanche au lithium ou un lubrifiant similaire qui n’agglomérera pas les poussières et autres saletés. Réglez le parallélisme entre le plateau et les axes X et Y. (5) Cette opération prends 2 également minutes. Reportez vous au mode d'emploi de l'imprimante ou au tuto. Réglez la distance ente la buse et le plateau est un impératif. (6) Trop d'écart empêchera les impressions d’adhérer au plateau. Un écart négatif abîmera votre plateau car la buse s'incrustera dedans. Le réglage se fait avec l'ensemble (buse et plateau) propre et à température d'impression (environ 200 et 60°C) avec un papier standard d'imprimante 2D (60 à 80 gr/m carrés). Le plateau doit être exempt de toutes traces de gras, de poussières et d'autres impuretés. (7) Vous pouvez le nettoyer avec de l'alcool à 90° ou de l'alcool isopropylique. Pour débuter, utilisez du filament de type PLA. (8) Le filament doit être inséré et extrait de la tête d'impression lorsque la température est d'environs 200°C. (9) Avant insérer le filament, coupez le en biseau pour faciliter son introduction. Pour extraire facilement le filament, poussez le sur un centimètre puis retirez le franchement. Utilisez le trancheur fournit avec votre imprimante. (10) Si il n'y en a pas, utilisez Cura, Prusaclicer ou Ideamaker qui sont parmi les plus répandus. Les trancheurs sont livrés avec des profils d'imprimantes qui définissent les dimensions de votre imprimante. (11) Choisissez le profil qui correspond à votre imprimante et ne touchez pas aux réglages. Si le trancheur n'a pas de profil pour votre imprimante, prenez un autre trancheur. Commencez par imprimer une seule pièce à la fois. Utilisez une bordure pour maximiser l’adhérence sur le plateau. (photo bordure puis photo réglage trancheur) Durant vos premières impressions, restez devant votre imprimante pour parer à d’éventuels problèmes. Soyez prêts à couper l'alimentation pour arrêter l'imprimante et pensez à la remettre en route pour continuer à refroidir le heat break. Laissez refroidir la buse à moins de 50°C avant de couper l'alimentation de l'imprimante. (photo écran de contrôle) Temps de lecture compris entre 1 minute et 1 minute 30. Troisième post Se donner les moyens de faire de belles impressions Quasiment tout le contenu du troisième post a été modifié, pour des questions de lisibilité, il ne sera pas colorié en vert. A continuer de travailler. A classer différemment ? Conserver vos filaments hydrophiles (PLA, PETG, PVA, ...) dans un endroit protégé de la lumière et de l'humidité. (1) Lorsqu'un filament absorbe trop d'humidité, il devient difficile à imprimer à cause de sa densité irrégulière et les pièces imprimées seront de moins bonne qualités qu'avec un filament sec. Un filament trop humide est reconnaissable par différents moyens - Il devient cassant lorsqu'on le plie. - Lors de l'impression, de la vapeur va se créer au niveau de la buse. - Lors de l'impression, des crépitements vont se faire entendre au niveau de la buse. Pour déshumidifier un filament à base de PLA, il faut le passer au four à 45°C au minimum durant 4H. Ne pas modifier une imprimante avant de bien maîtriser son utilisation. (2) Les mauvaises qualités d'impression sont majoritairement dues à de mauvais réglages et à un mauvais entretien de l'imprimante. Si vous décidez de faire des modifications logicielles ou mécaniques, n'en faites qu'une seule à la fois afin de vous apercevoir de l’influence qu'elle a sur votre impression. (3) Si vous rencontrez un problème mécanique, réglez le par la mécanique, n'essayez pas de le compenser via un quelconque réglage logiciel. (4) Si vous rencontrez un problème de lié à un réglage logiciel, traitez le par un meilleur réglage logiciel, n'essayez pas de le compenser via une quelconque modification mécanique. Traitez le problème à la source plutôt que d'essayer de le compenser. Pour réussir vos impressions de PLA, PETG, TPU (5) - Évitez les courants d'air - Une température de la pièce dans laquelle se trouve l'imprimante comprise en 18 et 25°C. Si la température est inférieure à 18°C , laissez votre imprimante préchauffer durant 15 minutes Il est à noter que certaines imprimantes ne permettent pas d'imprimer lorsque la température est inférieur à environ 5°C. Pour réussir vos impressions d'ABS, ASA, PP (6) - Caisson fermé sans ventilation (40° à 60°C dans l'enceinte) - Pas de courants d'air dans l'enceinte Avant de trancher une pièce, assurez vous de son orientation sur le plateau car elle va influer sur sa solidité. (7) Je répète : Ne modifiez qu’un seul réglage à la fois dans le slicer afin de voir clairement son impact (positif ou négatif) sur la pièce imprimée. (8) La vitesse excessive est l'ennemie de la qualité d'impression, commencez par imprimer avec des vitesses maximum entre 40 et 60 mm/s. (9) Après le tranchage, prendre quelques minutes pour vérifier la futur impression de la pièce grâce à la prévisualisation des couches. (10) Inspectez les couches les unes après les autres en vérifiant leur bon empilage et l'absence de défauts tels que des parties qui ont été supprimées lors du tranchage. Pour rappel, le réglage parfait buse<>plateau se joue à 0,05mm +- 0,025. On est loin du réglage à la louche au millimètre près. Prenez soin de l'état de surface de votre plateau. le contact d'un doigt sur la surface utile du plateau suffit à réduire l'adhérence de la pièce imprimée. Lorsque vous modéliserez vos futures pièces, pensez à la manière dont vous allez l'imprimer. (détails ?) (lien vers un sujet ?) Quatrième post Lien vers le glossaire https://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/ A finir. Vos avis sont les bienvenus. Si vous avez des photos (qui seront affichées en petit) pour illustrer les propos, je suis preneur. Presque (Je ne sais pas faire ) Je penses en faire un après le livre blanc. Dans l'idée, il y aura un premier post 'sommaire' avec les noms français et anglais classés par ordre alphabétique. Puis une successions de post regroupant chacun une définition et chaque post sera lié au sommaire via les noms anglais et français.
 2 points
2 points -
Si tu veux compiler pour un LPC1769 il faut l'écrire correctement Là tu as "dislexé" et choisi un LCP1769 ... quelque part dans le code (recherche LCP1769 dans les fichiers du projet et ce problème sera résolu)2 points
-
Désolé, pas mal de boulot et pas trop de temps à consacrer à la 3D ces derniers soirs. Par contre ne sachant pas trop comment distinguer le coupable : bed ou carte mère, et n'ayant pas trop envie de démonter la Méga S pour faire des tests avec ses composants, j'ai pensé à un truc : Si je prends une thermistance de bloc de chauffe que j'ai en stock et que je la branche directement sur la carte mère à la place de celle du bed, ça devrait me permettre de savoir si la carte a pris un coup, non ? Je me dis que si elle m'affiche une température, c'est que la carte mère est ok et que c'est le bed qui est HS, sinon c'est la carte mère qui est HS ...2 points
-
il était entrain de pondre peut-être... Je sais où est la sortie ^^2 points
-
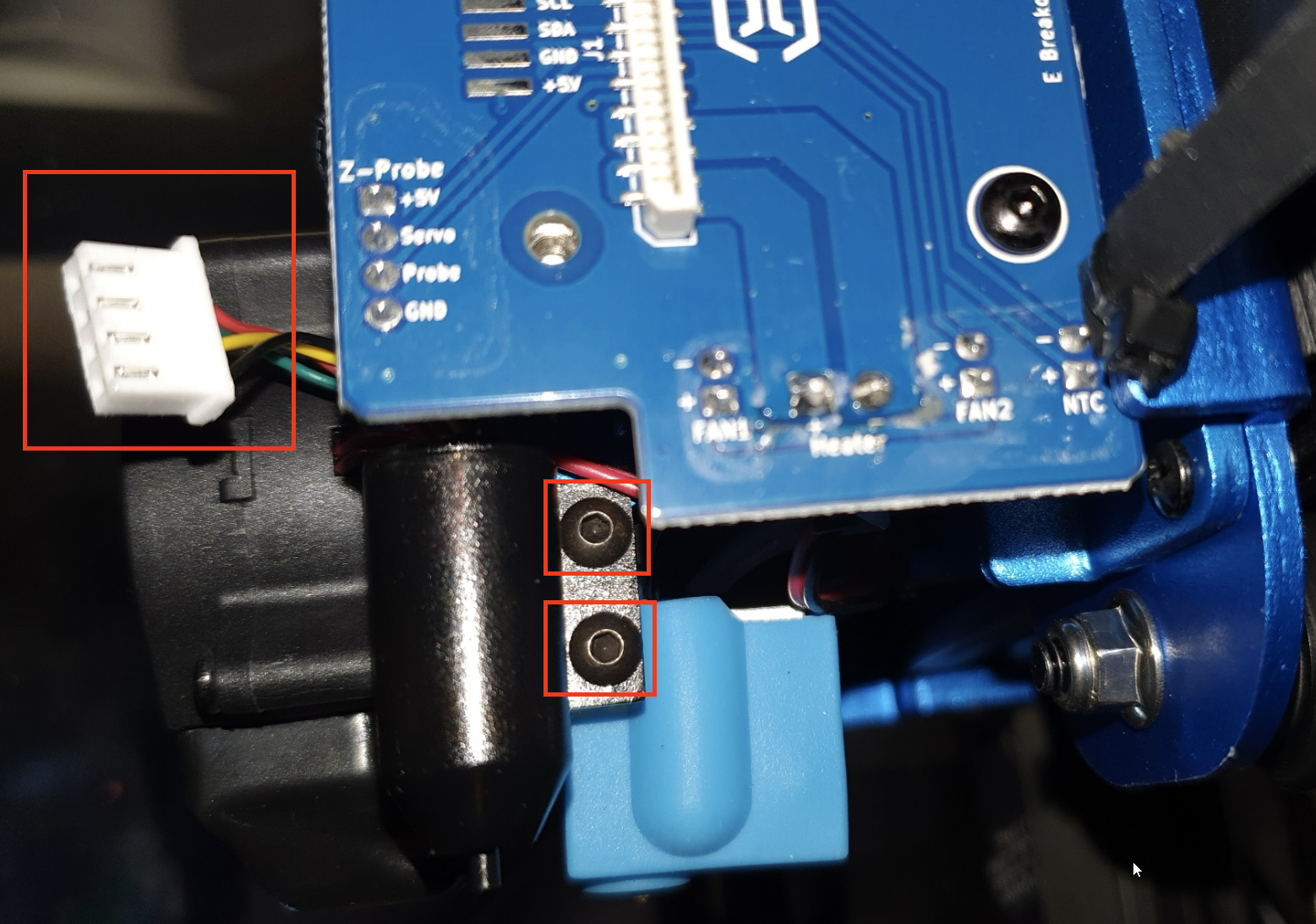
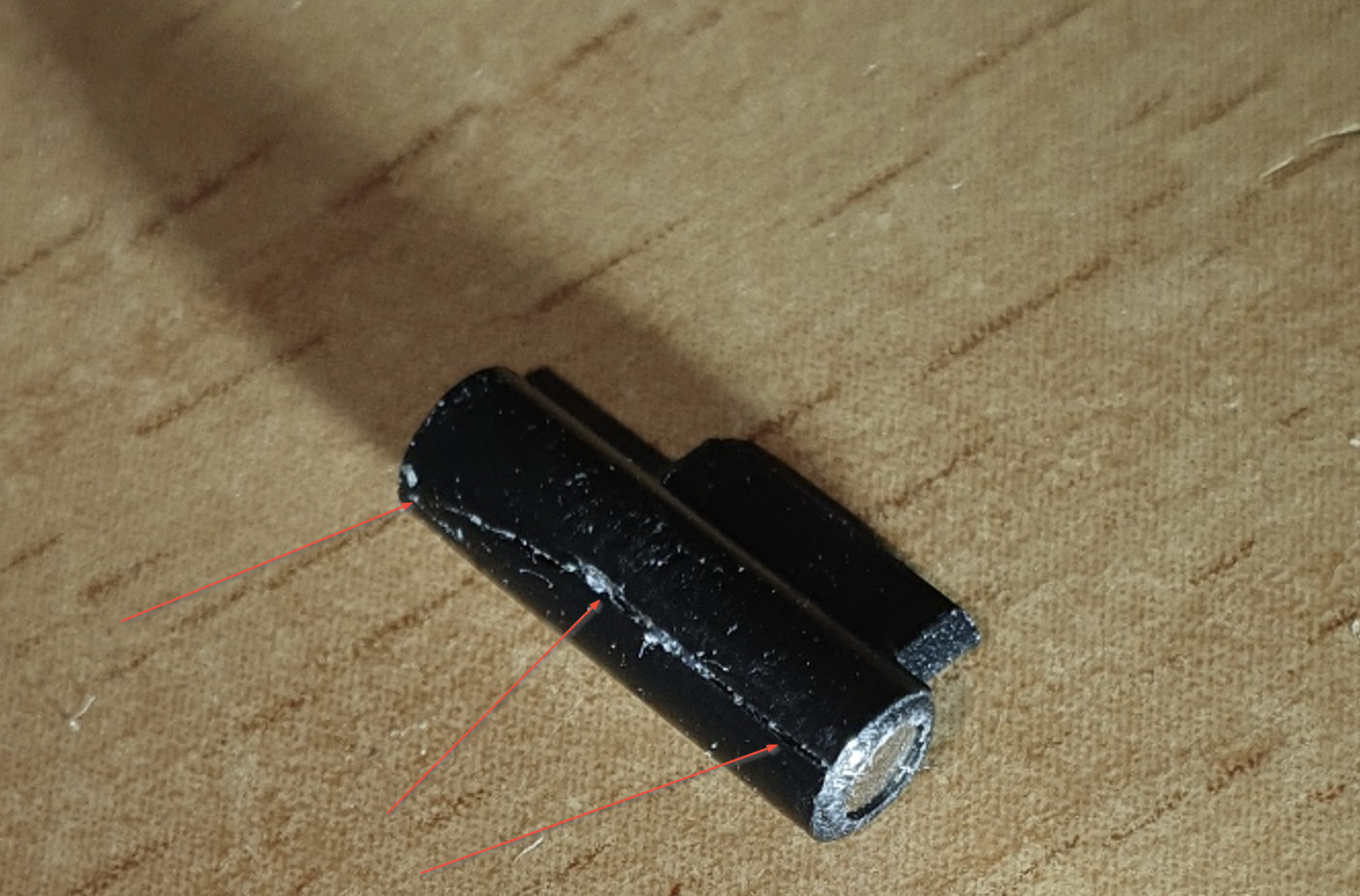
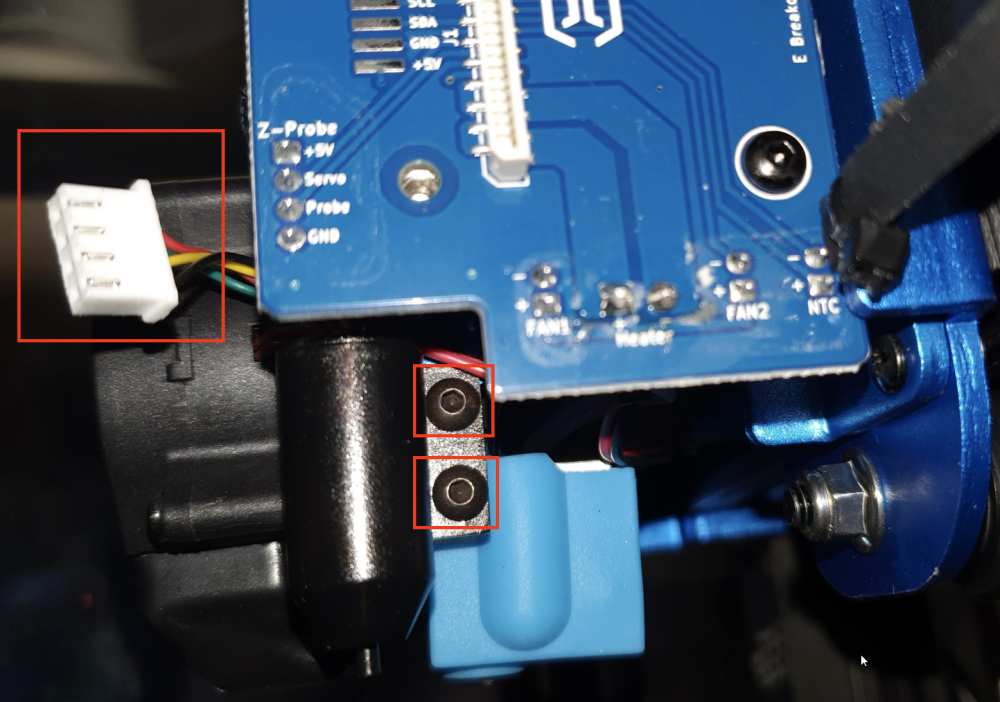
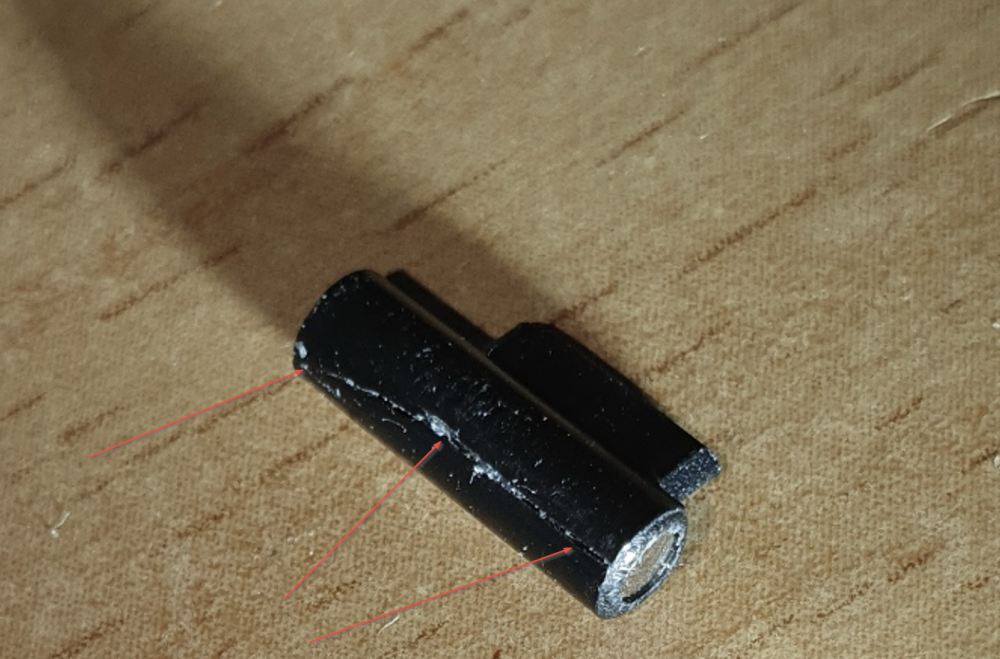
L'Histoire: J’ai récemment fait l’acquisition d’une Artillery Genius Pro. J’en était très content jusqu’au moment ou j’ai eu des erreurs a cause du BLTouch ("Stop called because of BLTouch error - restart with M999"). Dans mon cas l’aiguille du BLTouch restait bloqué en position haute. J’ai bien sur contacté le SAV qui suite a une vidéo montrant le problème m’a gentiment envoyé un capteur complet de rechange. Le problème c’est qu’entre-temps j’avais besoin d’imprimer et j’étais en panne. Le fix temporaire: J’ai commencé par démonter le capot (2 vis autour de la nappe) pour accéder au capteur. En desserrant la vis du dessus du BLTouch (d’environ 1mm) le capteur s’est remis à fonctionner. Attention si vous la dévisser complétement. Il y a un tout petit aimant à l’intérieur. (Il ne devrait normalement pas sortir si le capteur est en bon état). Cela n’a duré que quelques impressions jusqu’à ce que la panne revienne. La réparation : J’ai donc démonté complètement le capteur afin d’essayer de comprendre d’où venait exactement le probleme. Pour cela il faut démonter le carter de la tête d'impression (il y a 2 vis autour de la nappe). Puis il faut débranche le capteur (le connecteur 4 pins) et les 2 vis du capteur lui même. J’ai alors dévissé complétement la vis du dessus, et j’ai eu la surprise de voir venir avec la vis l’aimant du capteur ! (Ça n’est pas normal). Comme le capteur était H.S je me suis dit que je ne risquait pas grand-chose a démonter plus profondément le capteur. Le capteur est collé, mais en y allant doucement avec un cutter, Il est possible de le démonter/décoller en suivant la ligne sur le dessus du capteur. Je me suis alors aperçu qu’une pièce en plastique a l’intérieure était cassé, il s’agit de la pièce qui contient l’aimant ainsi que l’aiguille. On peut voir sur la photo que la pièce était fendu en 2. Laissant s’échapper l’aimant. J'ai remis l'aimant en place a l’intérieur de cette pièce en plastique avec un peu de super-glue. J'ai bien appuyé sur l'aimant (avec une mine de stylo) afin qu'il se glisse au fond se son logement. Après séchage, un petit coup de ponçage léger pour aplanir la surface extérieur afin de lisser les reste de super-glue et d'avoir une surface très lisse. J'ai remonté le capteur (un peu de glue la aussi). J'ai ensuite remis le capteur dans l'imprimante, et la Youpi! le capteur fonctionnait a nouveau. Et j'ai remonté l'imprimante proprement. Pensez a bien refaire une procédure de levelling, Il est fort probable que le capteur remonté ne soit plus exactement au même niveau qu'avant démontage Voila ma petite expérience concernant ce capteur BLTouch dont j'ai pu lire qu'il avait bien des soucis de qualité. J’espère pour ma part que cette réparation tiendras un bon moment. Enfin au moins jusqu’à recevoir le capteur de remplacement (meme si je ne change pas le BLTouch de suite, au moins j'aurais la piece en backup).

 1 point
1 point -
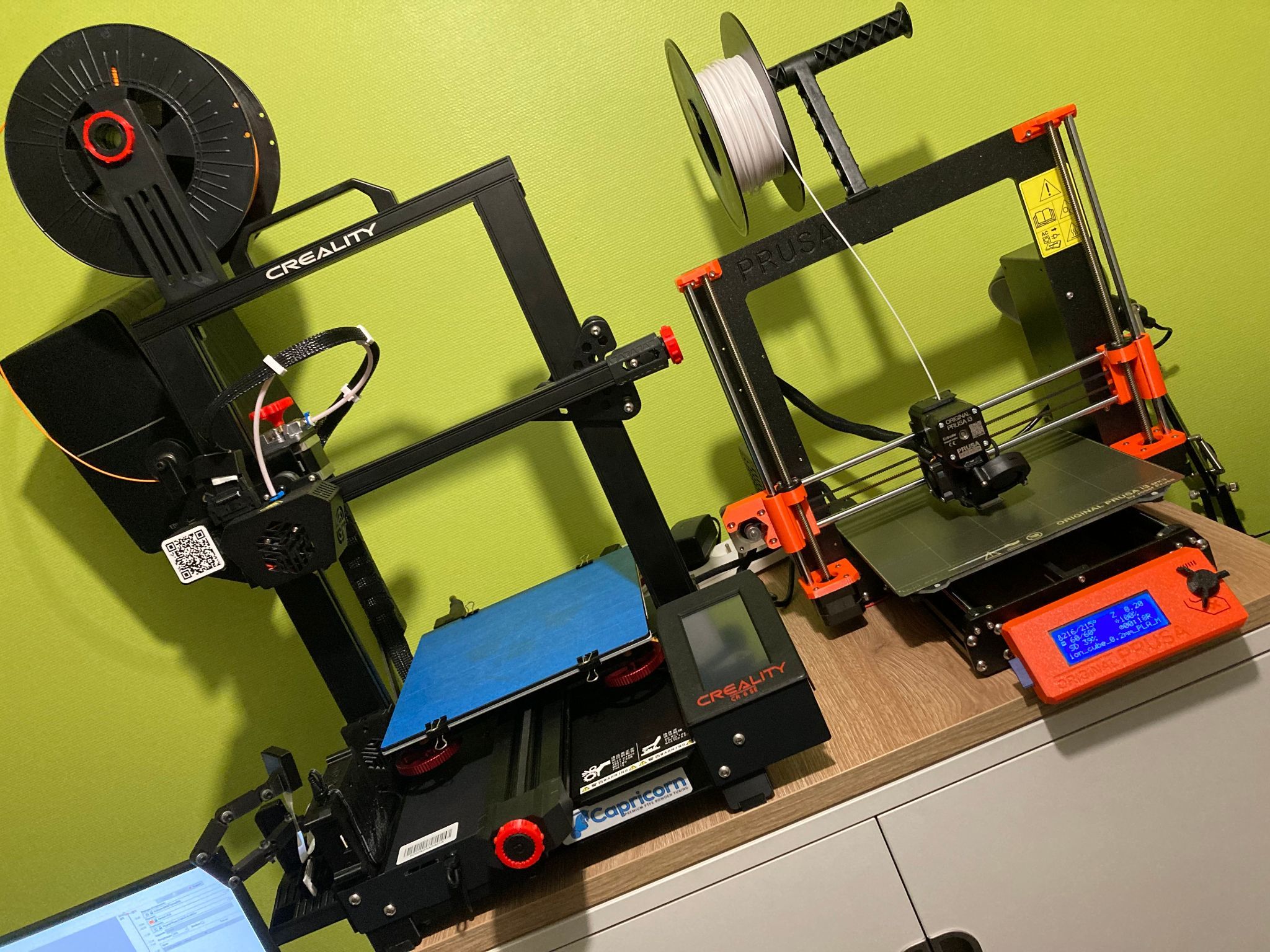
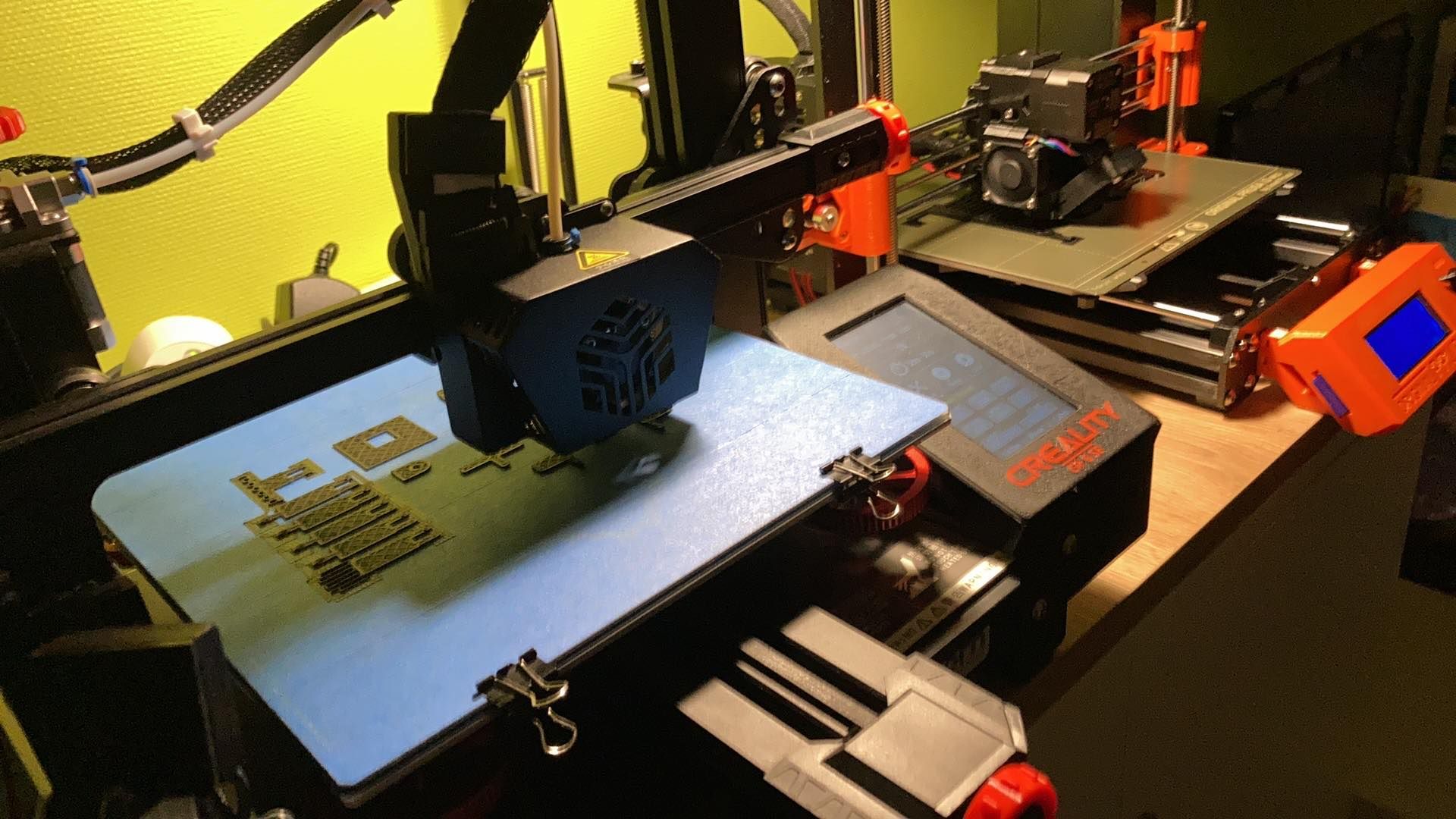
Hello, Voici le résultat le ma première grosse impression sur ma X2. Imprimé en 44h en 0.2mm avec du filament ECOPLA de chez 3D Jake. Elle était flashée avec le firmware de Mrmagounet mais pas la dernière version. Mis à part quelque M21, j'ai eu un M1 vers la fin de l'impression. On peut voir une ligne sur le toit dû au manque de filament qui avait coulé avant la reprise. Je viens de la reflasher avec la dernière version. Pas de problèmes pour l'instant sur de petites impressions. Dans l'ensemble, je suis plutôt satisfait du résultat. Voici encore le résultat d'un essai de litophane. Je trouve cela vraiment bluffant. Du coup je vais essayer d'imprimer un abat jour pour une lampe.. je posterai le rendu une fois fait. 20211127_124154.mp4



 1 point
1 point -
@Yellow T-potNon non pas de tuto pour faire des modifications mais des tutos sur l'installation, 1ere impression etc.. Je ne veux pas changer de pièces lol1 point
-
oh mais qui ne tente rien n'a rien hein lol mais prévois une solution de secours car si tu finis la semaine avec un contour rouge sur le visage tu pourrais le regretter1 point
-
C'est bon. Donc avec les deux fichiers (sur une release marlin 2.0.9.2) et les modification suivante j'arrive a une compilation sans erreurs. Configuration_adv.h #define X_CURRENT_HOME (X_CURRENT) //PPAC X_CURRENT et non X1_CURRENT // (mA) RMS current for sensorless homing Configuration.h //PPAC car j'ai pas le fichier de "l'image" custom je comment la ligne suivante //#define SHOW_CUSTOM_BOOTSCREEN #define Y_MIN_ENDSTOP_INVERTING false //PPAC mis a false et non true pour ne pas avoir une erreur du fait de l'activation du sensorless homming// Set to true to invert the logic of the endstop. Configuration.h ( là c'est pour enlever les warning car en fait il n'y a que deux entrés de preheat de base , donc là tu a deux fois les lignes PREHEAT_2_* avec des valeur différents ) donc pour enlever les warnings (mais forcement du n'aura pas le PREHEAT_3_* dans le menu //PPAC dans se qui suit PREHEAT_3 au lieu de PREHEAT_2 #define PREHEAT_3_LABEL "ABS" #define PREHEAT_3_TEMP_HOTEND 240 #define PREHEAT_3_TEMP_BED 110 #define PREHEAT_3_TEMP_CHAMBER 35 #define PREHEAT_3_FAN_SPEED 0 // Value from 0 to 2551 point
-
J'ai utilisé Super slicer. Pour le profil, je suis partis du profil de la X1, mais j'ai modifié deux trois choses. Voici le profil que j'ai utilisé. SW X2.ini1 point
-
Double turbine à 100% sur du PETG ça ne va pas le faire déjà. Il faut que tu diminues fortement cela, 50% c'est ce que j'utilise avec 1 turbine par exemple (je le configure progressif a partir de la 2eme couche) donc fais des tests. Ensuite il faudrait contrôler que ton système de refroidissement global n'ait pas de fuite d'air surtout orienté vers la pièce1 point
-
Bonjour, effectivement aujourd'hui c'est ce que j'ai fait, la remise à zéro de l'EEPROM m'a permis de réussir la reconfiguration. Merci à tous.1 point
-
perso je n'utilise plus Cura c'est devenu un monstre trop de parametres meme pour quelqu'un qui a de l'experience on finit par se perdre alors un debutant je conseille Prusa3d ou Slicer et il y a deja pas mal de parametres quand on a des soucis comme ca il faut revenir au fondamentaux sinon c'est un vrai labyrinthe ..1 point
-
Bonjour à tous, Alors pour ma part, 4 prints de 8 à 16h ,2 a 3 message M21 aléatoirement en cours d'impression (malgré le reset eprom après flash) sans aucune incidences sur la suite des print. Plus de M1 depuis la dernière version de Mr Magounet.1 point
-
Moi j'ai fait 2 prints de 7heures sans soucis, juste une renseignement le M21 apparait maintenant en fin d'impression, c'est normal?1 point
-
Un joint mousse autocollant de porte ?1 point
-
Avec les visières et consort l'inconfort de nos filaments a souvent été remonté. Donc je confirme les dires plus haut, un joint matière silicone ou mousse est pour moi la seule solution au niveau confort1 point
-
Salut Autre solution acheter de la mousse et la coller sur le masque. Je ne l'ai jamais fait sur un masque de ski car généralement l'écran était rayé et ça ne valait pas le coût Je ne sais pas si on trouve de la mousse dans ces "petites" dimensions. J'en avais acheter pour restaurer un vieux fauteuil là -> https://www.artapisserie.fr/ @+ JC1 point
-
Quelques infos importante à rajouter (ou pas) 1) Ecoutez les conseils 2) Faites un minimum d'effort pour connaître le vocabulaire de base de l'impression 3D. C'est peut être un détail pour vous, mais pour nous ça veut dire beaucoup ... et ça permet surtout de parler de la même chose et non, le filament n'est pas aspiré par le trou en bas 3) Ecoutez les conseils oui c'est clair, il en faut un (et si possible avant le 25/12 parce que si le gros barbu qui aime les enfants - et personne ne l'arrête - a apporté des trucs 3D, ça va débiter fort )1 point
-
Hello, ton g-code de démarrage ne m'inspire pas plus que ça. Tu fais la ligne de purge mais pas de décalage Y entre l'aller et le retour...etc..de quoi boucher ta buse avant l'impression. je préfère repartir du g-code X5SA de base de Cura. Pour le G29 et le M420, pour moi, c'est l'un ou l'autre mais pas les deux. Je ne conserve que le M420 qui rappelle la matrice des pts mesurés, pas besoin de faire un auto levelling à chaque impression. G21 G90 M82 M107 T0 M140 S{material_bed_temperature_layer_0} M104 S{material_print_temperature_layer_0} T0 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} T0 G28 M420 S1 ; rappelle la matrice des pts sauvés dans la mémoire G92 E0 G1 Z2.0 F3000 ; Move Z Axis up little to preventscratching of Heat Bed G1 X2 Y20 Z0.3 F3600.0 ; Move to start position G1 X2 Y150.0 Z0.3 F1500.0 E25 ; Draw the first line G1 X2.6 Y150.0 Z0.3 F3600.0 ; Move to side a little G1 X2.6 Y20 Z0.3 F1500.0 E50 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F3600.0 ; Move over to prevent blob squish la ligne de purge est faite avec un Z de 0,3 si cette ligne s'imprime correctement et pas ta première couche comme sur tes vidéo alors, c'est bien ton Z-offset qui est dans les choux (trop près du plateau)1 point
-
le Configuration_adv.h se trouve en format .odt et donc n'est plus vraiment compatible. (il faut prendre le format .raw (mode texte) ) Aussi bien faire attention a la valeur de #define MOTHERBOARD dans le configuration.h dans celui que tu a passé je trouve #define MOTHERBOARD BOARD_BTT_SKR_V1_4 alors que si tu veux coller avec le titre de se sujet ( il y a la notion de turbo ) #define MOTHERBOARD BOARD_BTT_SKR_V1_4_TURBO Que l'on retrouve (la turbo) dans les exemple de marlin pour les config : https://github.com/MarlinFirmware/Configurations/search?q=BOARD_BTT_SKR_V1_4_TURBO Et bien noter que la turbo se compile avec l’environnement LPC1769 alors que la sans le turbo c'est en LPC1768 Et enfin regarder aussi se qui se fait sur le github https://github.com/bigtreetech/BIGTREETECH-SKR-V1.3/tree/master/BTT SKR V1.4 Pour l'erreur de compilation sur le "language..." c'est louche ... peut être faut t'il repartir d'un projet propre ( le .zip des sources fraîchement décompressé ...) et préférer partir sur un release https://github.com/MarlinFirmware/Marlin/releases plutôt que la bugfix (qui peut avoir de nouveau bug inconnue introduit par la correction de bug ... alors que les release on sais grâces au issues les bugs qui existe ... )1 point
-
j'ai changer l'ecran et je n'ai plus le problème (comme quoi acheter un écran en rab avec l'imprimante ça peut aider ^^) merci1 point
-
Ha l'ordinateur est fatal ... un 'l' minuscule c'est pas un 'L' majuscule ... pour lui c'est pas la même chose ...1 point
-
Après avoir imprimer quelques pièces, je te conseille de reprendre le serrage de toutes les vis en contact les éléments de l'imprimante en PETG. Tu constateras que sans forcer tu vas faire un quart de tour à chaque vis. Ce n'est pas nécessaire de renouveler cette opération dans l'avenir.1 point
-
@soina06 Bien souvent les questions de Savate ne sont pas rhétorique ... car si tu te retrouve avec le X=0, Y = 0 hors plateau c'est pas forcement l'idéal ...1 point
-
https://www.amazon.fr/10-alcool-isopropylique-99-9/dp/B005J4CCC6/ref=sr_1_19?__mk_fr_FR=ÅMÅŽÕÑ&crid=28Y6EESCGY0A2&keywords=alcool+isopropylique+99%2C9&qid=1639036688&sprefix=alcool%2Caps%2C197&sr=8-19 30 litres soit 3.35€ le litre et livraison gratuite avec le prime. https://www.amazon.fr/10-alcool-isopropylique-99-9/dp/B005J4C8M0/ref=pb_allspark_dp_sims_pao_desktop_session_based_2/257-1065593-2747714?pd_rd_w=a9S7r&pf_rd_p=2f9e6dce-a449-4d78-b228-057b4ef098af&pf_rd_r=1SCHRXR2R1WB3M6CSP9A&pd_rd_r=9fbc8602-45fd-40f5-9a5d-79c14b4646ee&pd_rd_wg=8Xh4t&pd_rd_i=B005J4C8M0&psc=1 20 litres soit 3.7€ le litre et livraison gratuite avec le prime.1 point
-
salut, Faire aussi attention à la taille: parfois en important des jpeg ou autre, ils sont tellement petits que ça fait un minuscule carré, du coup faut zoomer à mort et le recalibrer pour l'avoir à la bonne taille. A+1 point
-
C'est de la mousse généralement sur un masque de ski, pas un joint comme sur un masque de plongée. Même fin le TPU ne sera pas doux (c'est du silicone sur les masques de plongée) et ce sera nettement moins confortable qu'une mousse. De plus avec le froid il risque de durcir et être encore moins confortable.1 point
-
Voici tout c'est bien passé !
 1 point
1 point -
quelques petite nouvelle l imprimante est bien arrivé , le montage c'est bien passé et après quelques petites enfin longue soirée , elle est fini d’être montée et imprime déjà des pièces sans rien regler sans aucune retouche dans les reglages et ca imprime vraiment mieux que ma cr6 avec laquelle j'ai bien batailler pour la regler. Le montage est super claire ca ce monte comme un jouet kinder.




 1 point
1 point -
Merci Oui effectivement je suis quelqu'un de très sage, tellement sage que je l'ai même eue en avance !!1 point
-
Je viens de vérifier, pas d'augmentation chez Grossiste3D et FDP gratuit pour les commandes de plus de 149€, du coup j'ai fait une commande (mon mari vous remercie pour cette dépense imprévu...)1 point
-
fran6p merci beaucoup, je dois faire encore quelques tests demain mais avec le nouveau BLTouch il y a déjà beaucoup de mieux, lorsque je fais un auto Home il ne plante plus. Je pense bien que c'était mon BLTouch le problème. Je vous dirai demain si tout va bien avec une impression. Encore merci à vous. Je vais mettre mon profil à jour1 point
-
Si c'est un budget uniquement pour l'imprimante alors tu as plusieurs choix qui s'offre a toi effectivement. Mais si tu dois inclure le filament et les éventuels accessoires alors ton budget va prendre un peu de plombs dans l'aile. Pour ma part j'ai une ender 3 et j'en suis vraiment content, j'ai mis un peu de temps a l'appréhender sans faire aucune modifs au départ pendant quelques mois c'est important. Puis une fois bien en place je me suis fais plaisir a la modifier et elle devrait subir encore des changements dans les mois a venir ^^.1 point
-
Tout à fait d'accord. Je pense malgré tout que c'est une bonne machine mais mal préparée pour le commun des mortels... Je monte ma chaîne YouTube, je récupère quelques millions d'abonnés, je recommande une X2 et je vous dit quoi...1 point
-
Fusion fonctionne très bien sur mon ASUS qui date de 2010, serte de temps en temps il rame un peu mais ça fonctionne donc un pc récent doit forcement mieux fonctionner que le miens sans pour autant prendre un pc hors de prix, par contre c'est plutôt les slicers qui sont gourmant, je n'essayerais même pas lychée sur le portable, déjà qu'il plante le fixe....1 point
-
Bonjour. pas du tout mon projet (sa fait même pas 1 mois que je découvre la 3D), mais je suis tombé la dessus par hasard sur un forum de Ebike et je trouve ca extraordinaire. https://endless-sphere.com/forums/viewtopic.php?f=38&t=1117371 point
-
Pourquoi ne pas le désigner toi-même, il existe plein de tutos sur le net pour faire cela dont un asser bien expliquer, si tu veux le lien, je te le met en commentaire, tu auras plus de satisfaction à le faire toi-même, enfin ce n'est que mon avis. Sinon pour trouvé des roulements sous Fusion 360, il faut aller en haut à gauche et cliquer sur l'icone avec des petits carrer, et tu fais une recherche.1 point
-
Salut, Clique sur le petit œil à gauche dans le navigateur au niveau Esquisse et Esquisse1.1 point
-
Bonjour En furetant sur le net et plus particulièrement sur le site instructables je suis tombé la dessus https://www.instructables.com/3D-Printing-Lampshades-With-Full-Control-Gcode/ L'idée est d'utiliser un outil (basé sur Excel) pour générer un fichier gcode et pouvoir imprimer des structures (complexes ?) non réalisables avec un logiciel de modélisation et un slicer standard Le logiciel est open source et gratuit. Tous les détails (dans la langue de Shakespeare ) sont là -> https://fullcontrolgcode.com/ J'imagine qu'il doit y avoir pas mal de choses à rajouter dans le gcode avant de l'envoyer à nos imprimantes et quid par exemple des impressions avec des couches non planes (Z qui varie en cours de route) Pas encore testé. Mais pourquoi pas... De quoi s'amuser et occuper de longues soirées en cette fin d'été et de changement d'heure prochain @+ JC1 point
-
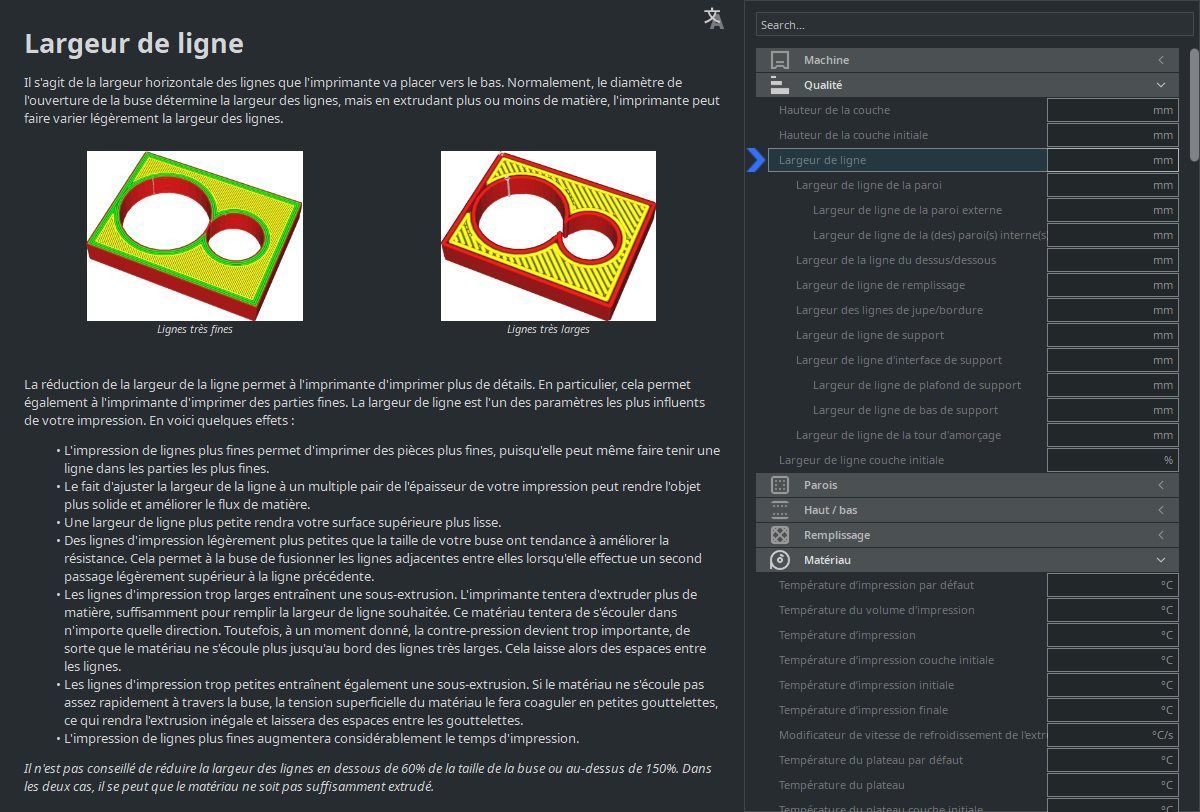
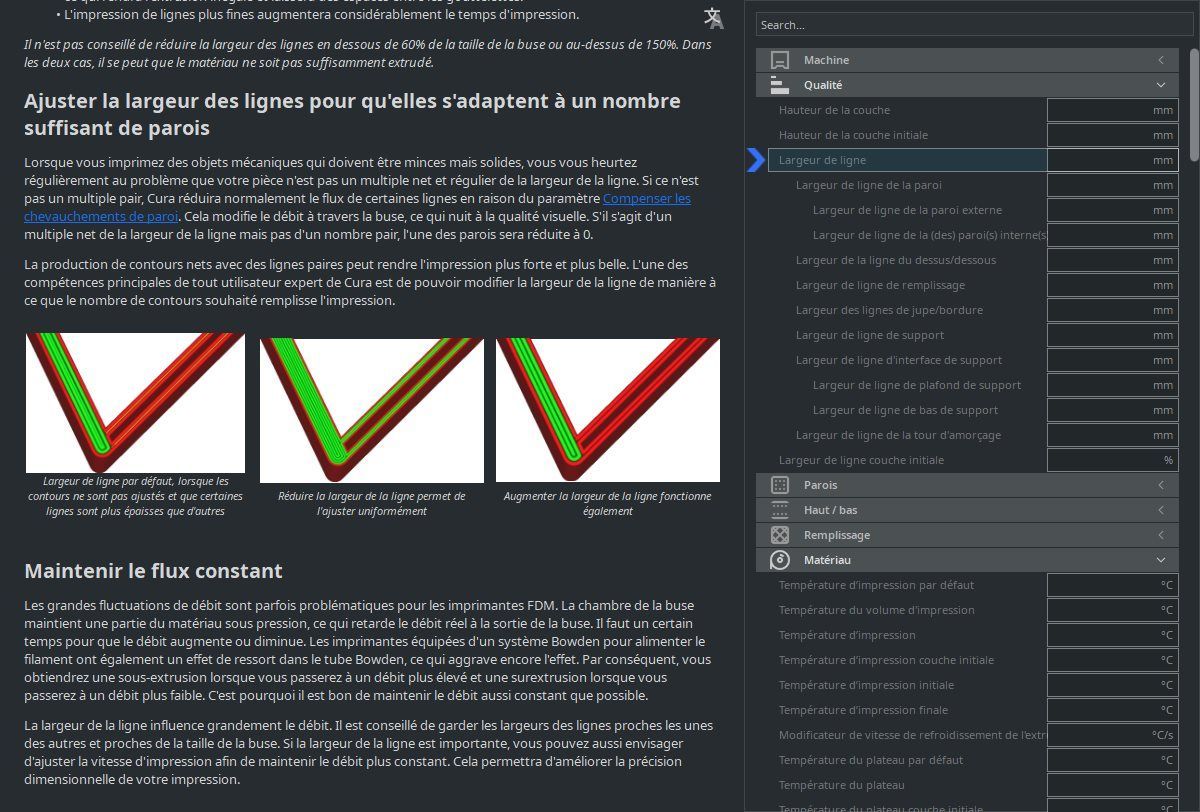
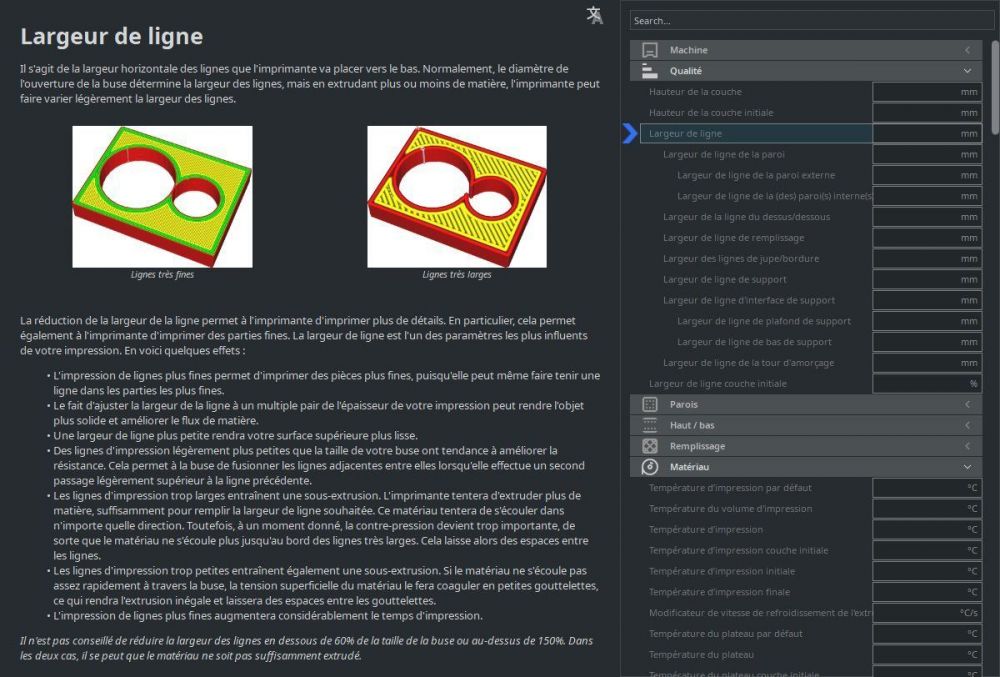
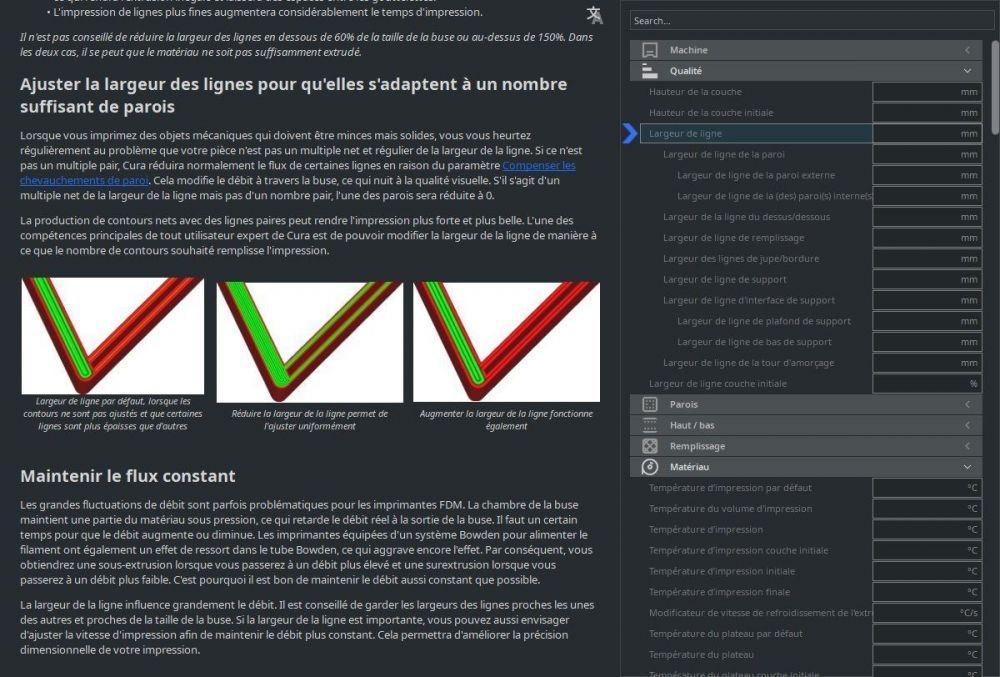
Oui sauf si tu possèdes une imprimante Raise3D Pour ton problème c'est généralement lié à l'épaisseur des parois qui ne sont pas un multiple du diamètre de la buse donc plusieurs «solutions» sont envisageables. Si tu utilises Cura comme trancheur, installe via la place de marché le greffon «Setting guide» qui décrit (en français) les différents paramètres et leurs incidences. Exemple avec l'option Qualité/Largeur de ligne : Si tu comprends l'anglais (tu peux mettre les sous-titres dans la langue que tu veux ), j'aime bien les vidéos (parfois un peu soporifique avec son ton monotone ) de DrVax :
 1 point
1 point -
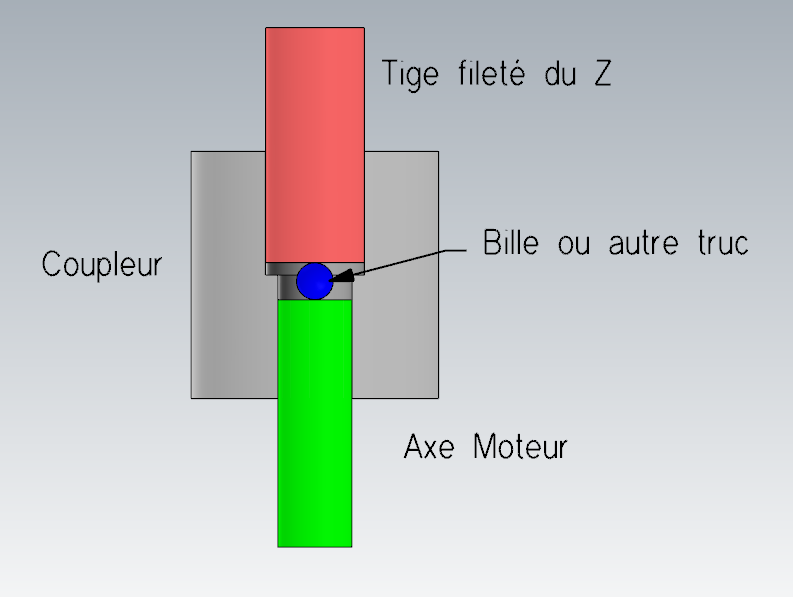
@Loak Cela dépend de la hauteur qu'il faut et de ce que tu as sous la main mais pas plus gros que l'axe moteur car elle doit pouvoir ce poser dessus. Cela peut être une bille de roulement ou une perle ou même un écrou. le but est de caler la tige fileté en appuis sur l'axe moteur pour éviter le tassement du coupleur...
 1 point
1 point