Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/02/2024 Dans tous les contenus
-
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse6 points
-
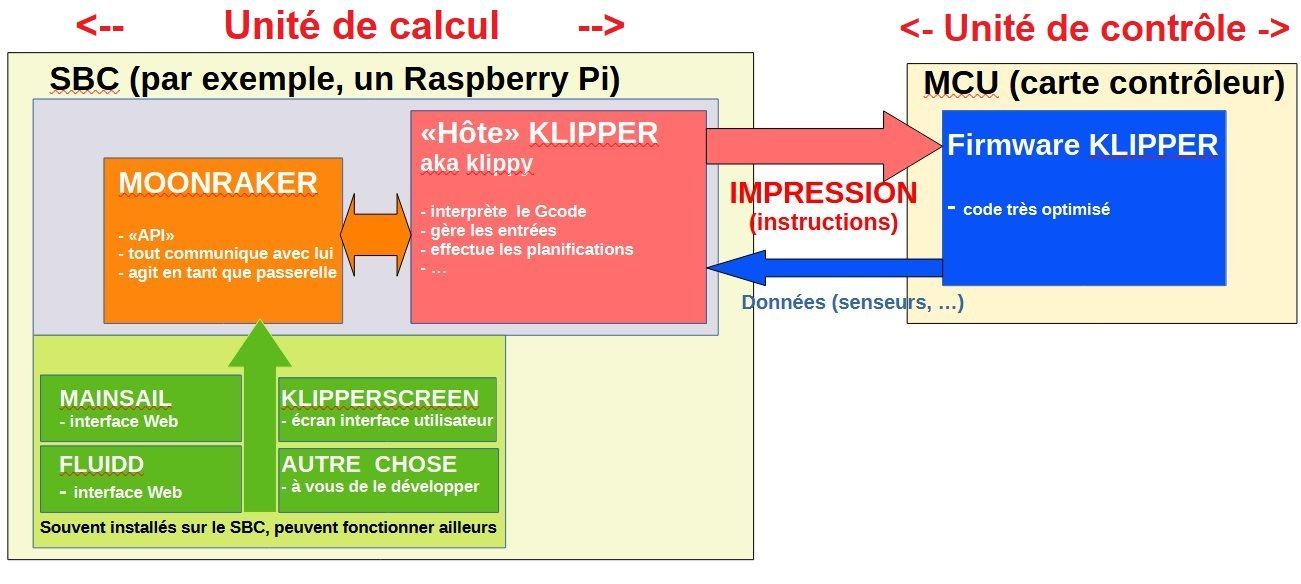
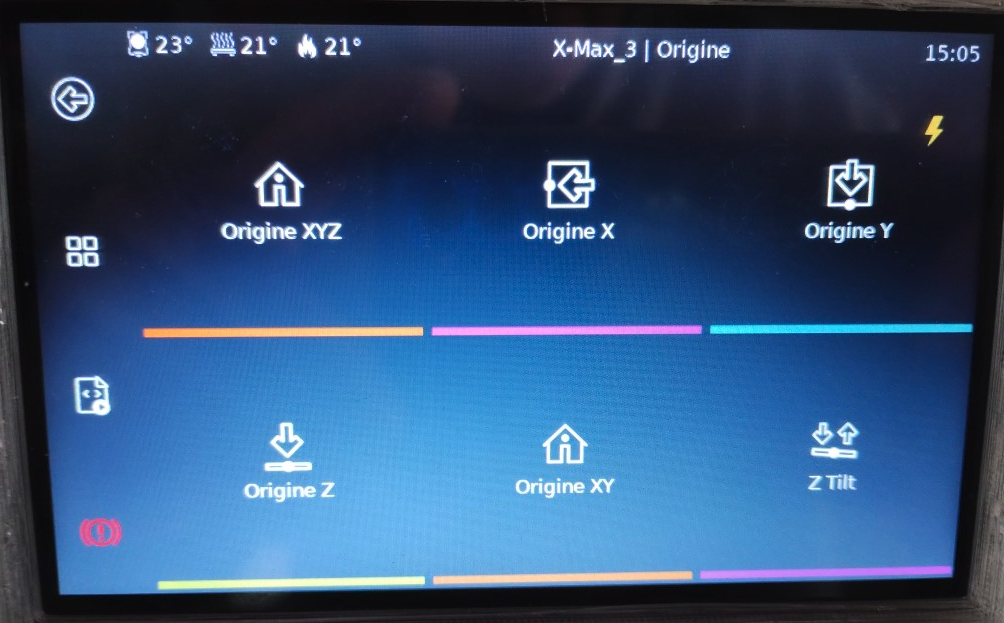
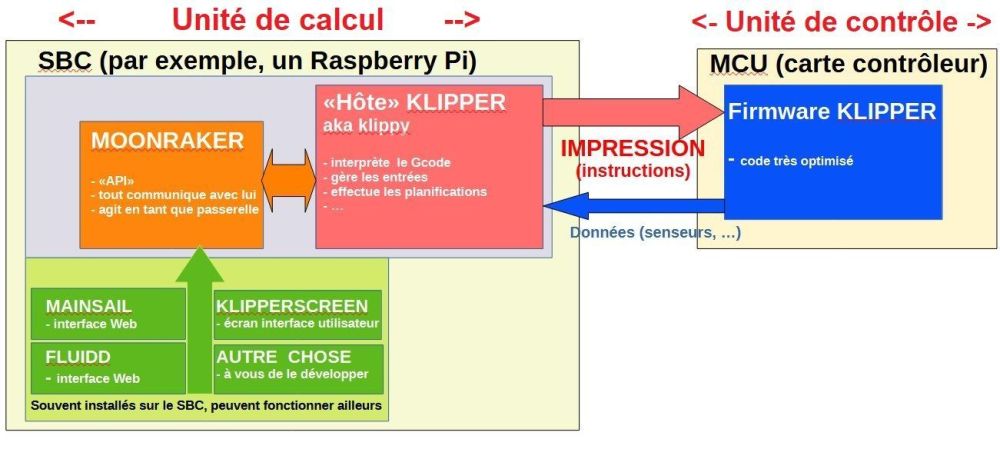
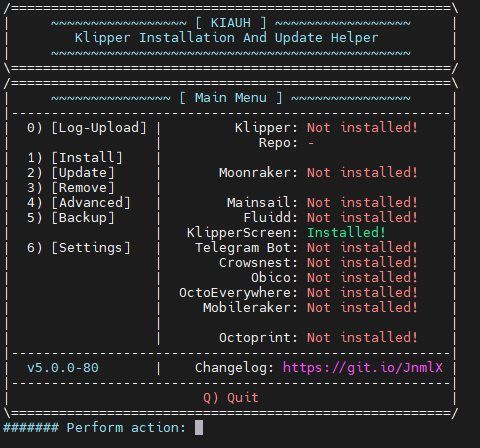
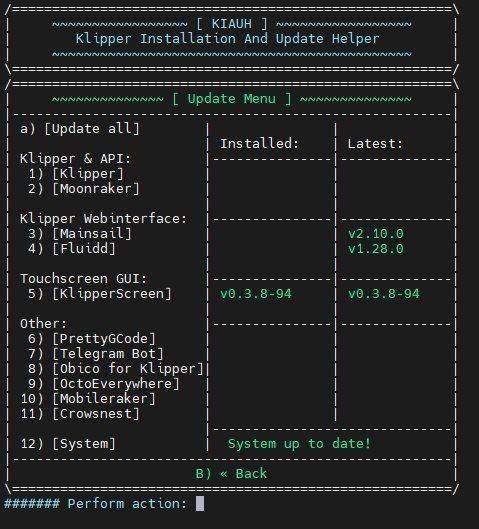
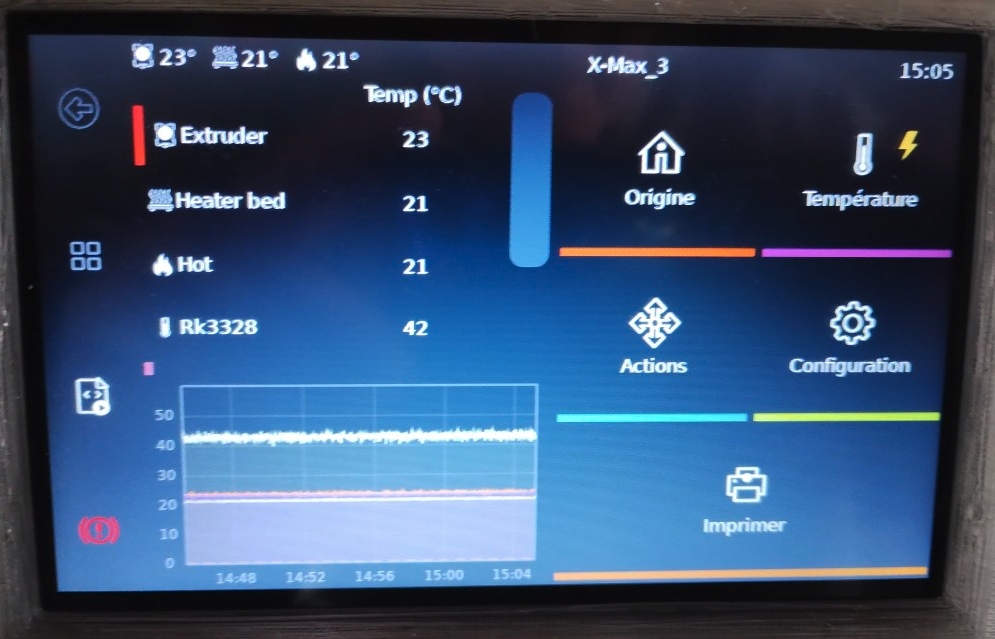
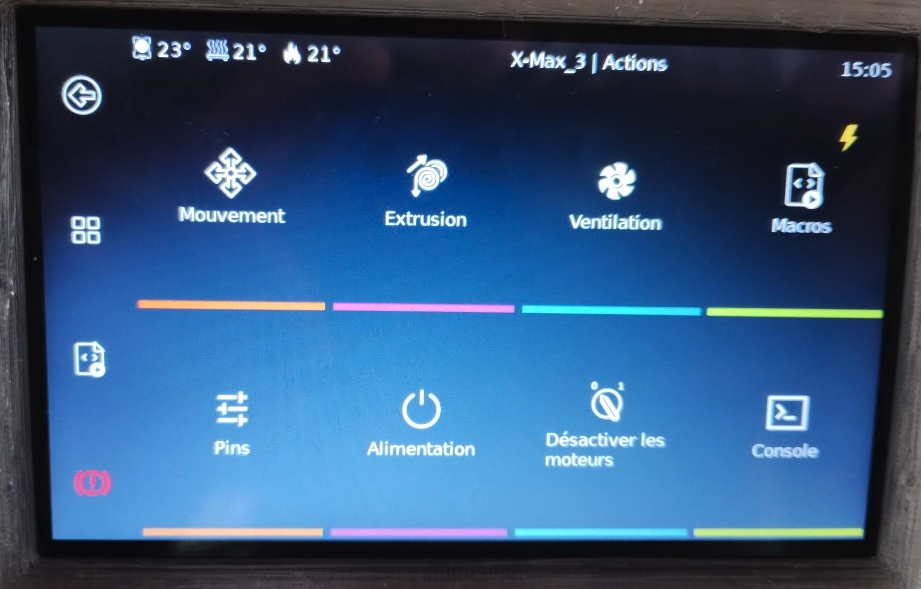
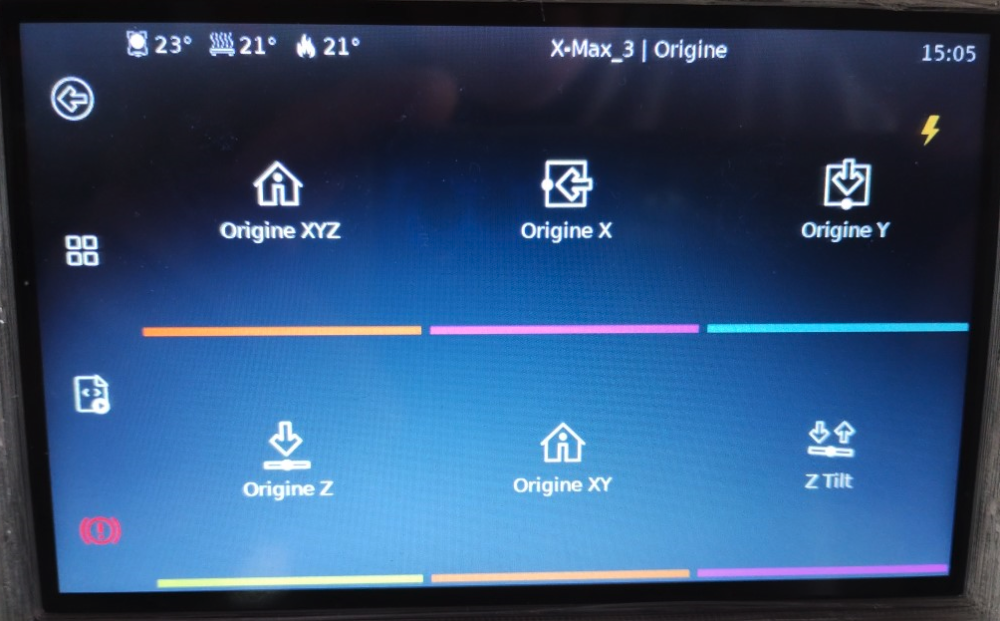
Un test, ce jour afin de savoir si un écran tactile sous Klipperscreen peut «facilement» être utilisé en remplacement de l'écran 5" de Qidi Tech. Sans trop divulgâcher, c'est parfaitement possible et faisable Quand on comprend le fonctionnement de l'écosystème Klipper, de nombreuses choses deviennent possible. Rappel : La carte pseudo MKS-SKIPR de nos imprimantes Qidi fournit les deux éléments indispensables : Klipper (firmwares flashés sur les MCUs + klippy ), Moonraker (passerelle API entre Klipper et tous les autres environnements d'affichage) Mainsail, Fluidd, Klipperscreen, … communiquent avec Klipper, non pas directement mais via l'intermédiaire de Moonraker. Pour vérifier, j'ai (parmi mon stock de matériels), un RPi avec écran tactile 5", sur lequel une distribution minimale est installée (base Bullseye). Un petit «sudo apt install git» pour le cas où, puis un «git clone https://github.com/dw-0/kiauh.git» afin de récupérer KIAUH. Via son intermédiaire ( ./kiauh/kiauh.sh ), menu installation, choix Klipperscreen. Une fois fait, on vérifie si des mises à jours existent (ou pas) : Sur l'écran tactile, Klipperscreen est bien démarré mais ne trouve pas de fichier de configuration (ni Klipper, ni Moonraker ne sont installés sur ce matériel ). Pour simuler, un Klipper / Moonraker installé, création du répertoire klipper_config (et de printer_data/config) : mkdir ~/klipper_config mkdir -p printer_data/config touch klipper_config/KlipperScreen.conf ln -sf ~/klipper_config ~/printer_data/config Édition du fichier KlipperScreen.conf pour ajouter une section [printer nomdelimprimante] avec les deux paramètres nécessaires à la communication avec un Moonraker «distant»: moonraker_host (adresse IP du composant Moonraker à contacter) moonraker_port (port d'accès à ce Moonraker distant) Donc pour ma X-Max 3, cela donne : Un redémarrage final et voilà, la X-Max 3 possède deux écrans: Quelques vues supplémentaires : Avant que l'un de vous ne fasse la remarque. Oui, j'ai remarqué, l'éclair. Pour les besoins des photos, j'ai alimenté ce RPi uniquement avec une batterie au lieu du chargeur RPi (5,1V / 3 A).

 3 points
3 points -
Chez ArianePlast depuis hier soir remises à -30% sur le PLA et PETG https://www.arianeplast.com3 points
-
une carte mère ça... on m'aurait menti
 2 points
2 points -
Donc si j'ai bien tout comprit on nous vend plus cher un PLA haute vitesse car c'est soit disant mieux alors qu'en faite c'est un PLA de qualité inférieur qui fond plus vite....2 points
-
Il n'y a pas de raisons que cela ne fonctionne pas… Même un Pi 0 v2 doit fonctionner (je testerai avec un RPI0v2 ultérieurement car là j'ai utilisé du matériel que j'avais déjà (un RPi4 / 1 Go de RAM et un écran 5" DSI de BTT), juste pour voir si ça fonctionnait. Il faut juste, effectivement que les matériels soient dans les mêmes LAN (plus ou moins dépendant de la configuration des réseaux internes) ou alors créer des règles de routage sur le serveur de tête faisant office de passerelle Pour tous ceux inquiets quant à la garantie: elle n'est aucunement perturbée Aucune modification (ni mauvais traitement) n'a été fait à la X-Max 3. Pour un guide «ultra» détaillé, ça devra attendre que la grippe qui me poursuit depuis dimanche me laisse un peu de répit. Les étapes essentielles sont données plus haut. La base de départ : quel SBC? RPi ? quel modèle? quel écran? quelle taille (on sait tous que ça ne compte pas)? quel mode de connexion sur le SBC (HDMI, GPIO, DSI) ? Une fois ces choix faits, il faut flasher une image «minimale» (Bullseye ou Bookworm) du sytème sur le SBC. installer git, cloner le dépôt KIAUH, installer Klipperscreen, se référer au guide de dépannage (troubleshooting) pour régler les éventuels problèmes d'affichage sur l'écran.2 points
-
0,0000255 entre les deux, soit un pouième. un chouia, un poil, une broutille, un rien donc vraiment (mais vraiment) pas grand chose Ton CRTouch légèrement «dénudé», même si tu lui a remis son habillage, est pudique (la preuve, il rougit). Tu le regardais faire pendant ces tests, il en a été perturbé2 points
-
tu réimprimes un plaque de 1 ou 2 couches par dessus (moins proche du plateau, ce coup-ci) et normalement ça part tout seul après refroidissement.2 points
-
Salut @Voo-Doo l'un de mes meilleur ami a la Neptune 4 pro depuis septembre dernier j'ai depuis 3 semaine environs la X4 Plus et j'ai imprimer plus d'une 50 aine d'impression de différente taille et forme. Ce que je peux te dire la Neptune 4 pro est une bonne machine en soit qui imprime bien, la X4 Pro pour être franc reprend le concept de de la Neptune 4 Pro qu'il a fait évolué quelques peu. Les différences de la X4 Pro : Plateau plus grand on peu facilement passer de 240x240 a 245x245 voir 250x250 de surface utile la ou la Neptune est a 220x220 Renfort du portique pour s'assuré qu'il n'y a pas de vibration néfaste sur les impressions hautes Rail linéaire avec chariot demande en effet moins d'entretiens que je système de la Neptune a roue metal et demi rond (mais la A1 et A1 mini utilise ce principe pour le Y et sa fonction très bien) Le wifi présent sur la X4 Pro et le RJ45 sur la Neptune 4 pro La tête d'impression est différente, sur la X4 Pro la buse est proche d'un format Volcano en longueur, sur la neptune 4 pro on est sur une buse un peu plus grande que les V6. Pas de Endstop X et Y sur la X4 Pro c'est du sensorless homing qui est présent. La Neptune 4 pro a une ventilation auxiliaire sur l'axe X complet la X4 pro a un 5015 avec fanduct 3 conduits et un mode boost. Plateau PEI a guidage de pose ce qui est pas le cas de la Neptune 4. Les similitudes : le portique Z est très inspiré de celui de la Neptune 4 pro les cartes mères des 2 machines sont sur la même base MKS SKipr le système linux est un Armbian avec klipper installé dessus fournit par MKS, ont a donc la même base soft sur les 2 machines, avec des petites différences de configuration du printer.cfg le TFT est similaire et l'interface tactile assez proche dans sur les 2 machines (sans être identique non plus biensur) La X4 Pro a quelques défaut pour moi, pas de macro M600 par défaut (mais c'est le cas de la majorité des imprimante klipper de base), quelques imprécisions dans la doc, input shaping préreglé d'usine mais pas de ADXL345 et de prise de connexion sur le chassis pour en branché un (mais c'est pareil sur la Neptune 4), Artillery Slicer (qui est juste prusa slicer rebadgé) mais le profil PLA de base fonctionne bien et est mieux réglé que le profils cura par defaut de la neptune 4 (dans mon cas j'ai configurer un profil Orca Slicer), la connexion d'un webcam ne semble pas fonctionnel de base (je crois que c'est le cas sur la neptune 4 mais pas sur a 100%) faudra travaillé sur le linux je pense, le plateau PEI fournit est pas aussi bon que mes plateaux PEI Energetic3D ou que ceux de la FF 5M Pro ou de la A1 mini, mais il fait le taf.2 points
-
Bonsoir Je ne suis pas un grand Printer non plus, mais j'ai toujours la Artillerie X1, jamais rien changé dessus et elle continue à faire le job (si... une buse) La X4 est franchement sympa, je ne pourrai pas te faire de comparatif mais rapport qualité prix, excellent, et silencieuse visiblement par rapport à ses concurrentes (seuls les bruits des ventilateurs). Les rails X et Y sont vraiment super par rapport aux vieux guidages. Elle est bien plus rapide que ma vielle X1 mais peut être pas autant qu'une Bambu Lab, mais sûr, tu gagnera du temps. Je laisserai @MrMagounet t'en dire plus, il est davantage spécialisé et teste pas mal de machines.2 points
-
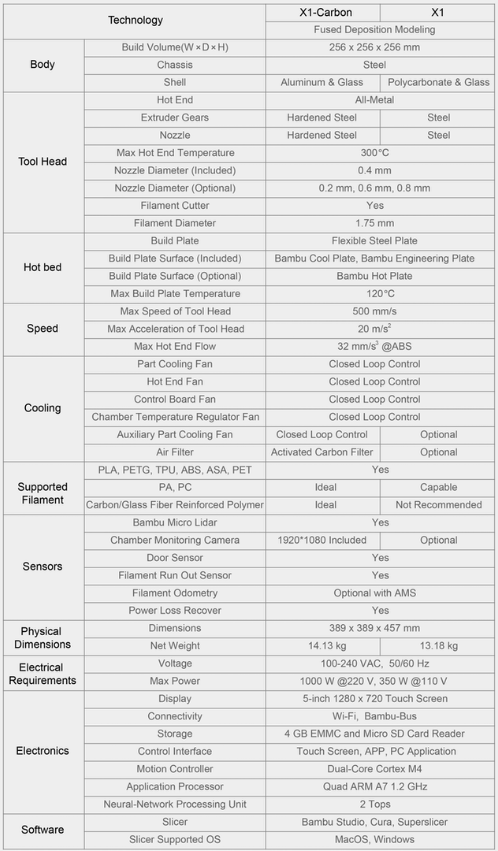
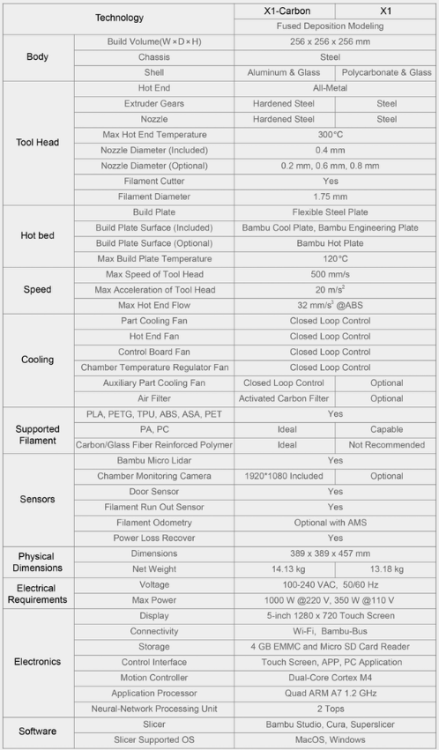
Après le succès et la fin de la campagne de l'Anker A5 qui avait affolé Kickstarter début avril, une nouvelle campagne a débuté pour une nouvelle imprimante au moins tout aussi prometteuse, la BambuLab X1 que vous pouvez aussi découvrir sur le site officiel. Étant donné que j'ai craqué pour le pack le plus complet, je vais essayer de détailler les spécifications de la machine et le suivi du projet ici, en espérant que ça ne se finisse pas en Zatsit et avec moins de délais que l'Elegoo Jupiter. Tout ce qui va être dit plus bas n'est que ce qu'ils annoncent/présentent sur via leurs moyens de communication ainsi que ce qui est présenté sur les nombreuses vidéos Youtube qui sont sorties à son sujet, donc actuellement je n'ai rien pour confirmer/infirmer ce qu'ils racontent. 1. Bambu Lab Il s'agit d'une société qui a été créée par 5 anciens chef ingénieurs et responsables produit de la marque de drones DJI. Ils travaillent sur le projet depuis bientôt 2 ans et ont pour but de simplifier l'accès à l'impression 3D en simplifiant au maximum son utilisation. Ils sont basés en Chine à Shenzhen et Shanghai ainsi qu'à Austin aux USA. La question de la légitimité de proposer ce projet sur Kickstarter peut se poser étant donné qu'ils emploient déjà 150 personnes, j'imagine que c'est avant tout pour la notoriété du site et les contraintes nulles en cas de délais (ou pire). 2. L'imprimante 3D Pendant la campagne Kickstarter, ils proposent 3 packs différents : La X1 La X1 - Carbon (la X1 avec quelques améliorations) La X1 - Carbon avec AMS (Automatic Material System) La machine est une Core XY avec un volume d'impression de 256 * 256 * 256 mm fermé et chauffé passivement lors de l'impression. La hotend est propriétaire peut monter à 300°C et le lit à 120°C. Ils proposent un plateau flexible avec deux faces distinctes : une pour le PLA/PETG/ABS et une autre pour tout ce qui est PA/TPU/PC. La vitesse d'impression est un des éléments les plus mis en avant avec une vitesse maximale d'impression de 500 mm/s, une accélération maximale de 20 m/s² et un débit maximal de 32 mm/s³. Avec ça, un benchy boat classique prend environ 17 minutes à s'imprimer au déballage de la machine (lien vidéo). Pour cela ils utilisent : Un châssis en acier soudé (lien vidéo) Un axe X en carbone pesant 184 grammes et une tête d'impression pesant 574 grammes Une cartouche chauffante de 40W Un ventilateur de 12W placé sur le côté du plateau qui vient souffler sur la pièce imprimée pour la refroidir (à la manière de certaines VORON modifiées) Pour compenser les vibrations liées à ces vitesses/accélérations, ils ont développé un algorithme qui permet de mesurer (la machine fait des tests de vibration) puis de compenser les vibrations pendant l'impression (voir GIF ci-dessous). Ils utilisent également un plateau supporté en 3 points et un système de contrôle de débit pour rendre l'impression des angles, des coutures et du remplissage plus propre. Une autre technologie mise en avant est le système d'auto leveling du plateau, qui utilise un capteur de contrôle de force via la buse et un micro-LIDAR avec une précision annoncé de 7 µm. En plus de l'auto leveling, ces capteurs servent à analyser la première couche en mesurant le débit des lignes déposées lors de la première couche (voir GIF ci-dessous). Si l'imprimante détecte un problème, elle continue l'impression mais indique à l'utilisateur qu'un problème a été détecté (l'utilisateur peut alors continuer ou arrêter l'impression). Et enfin, une liste des autres fonctionnalités de l'imprimante et certaines différences XI / X1-Carbon : Buse en acier pour la X1, en acier trempé pour la X1-Carbon (mêmes différences pour les engrenages de l'extrudeur) Filtre à air à charbon actif pour la X1-Carbon, en option pour la X1 Caméra Full HD pour détection des spaghettis et suivi en direct de l'impression (uniquement pour la X1-Carbon, en option sur la X1) Les traditionnels capteur de filament et récupération après coupure de courant Connectivité en Wifi/filaire pour communiquer avec la machine ou simple carte SD Utilisable avec les autres slicers que le leur, même si certaines fonctionnalités ne seront pas disponibles (analyse de la première couche, bed leveling, ...) Liste de toutes les spécifications : 3. L'AMS (Automatic Material System) L'AMS est un second produit en option qui permet l'impression multicolore avec jusqu'à 4 filament par AMS. Ils annoncent qu'il est possible d'en utiliser 4 en parallèle pour avoir jusqu'à 16 couleurs en tout (lien vers la seule photo de ce montage). Difficile d'expliquer correctement son fonctionnement, donc voici la vidéo qui sera plus claire. Pour résumer, l'AMS se branche sur l'imprimante X1 ou X1-Carbon et va sélectionner telle ou telle bobine à utiliser pour imprimer. Lors d'un changement, l'AMS rebobine la bobine qui n'est plus utilisée et va reprendre du filament dans la nouvelle bobine à utiliser, ce qui élimine l'utilisation du TPU avec l'AMS. Pour la purge, trois choix possibles et paramétrables dans leur slicer : Le bloc de purge classique La purge automatique, où l'imprimante va extruder du filament jusqu'au changement de couleur puis essuyer la buse sur un petit rouleau (en silicone je crois). Le filament extrudé est expulsé à l'arrière de la machine Un mix des deux, c'est à dire une purge externe de la plus grosse partie du filament puis l'impression d'un petit bloc de purge A noter que l'AMS est doté d'un système RFID permettant de lire des informations supplémentaires uniquement dans le cas de leurs bobines. Cependant pas de panique, c'est ouvert aux marques tierces, les fonctionnalités liées au RFID ne seront justes pas disponibles. Pas d'informations sur le prix de leur gamme de filaments pour le moment, seulement les couleurs et types de matériau (voir ici) 4. Le prix ! Kickstarter oblige, les prix sont plus faibles que le prix de vente conseillé quand elle sortira, donc je vais indiquer les prix de vente conseillés et le prix Kickstarter qui correspond (les prix les moins chers sont déjà partis) : Imprimante X1 avec 250g de PLA : 999$ (Kickstarter : 799$/751€) Imprimante X1-Carbon avec 250g de PLA : 1199$ (Kickstarter : 949$/892€) Imprimante X1-Carbon avec AMS, 2 * 250g de PLA, 250g de filament support, 250g de PA-CF : 1449$ (Kickstarter : 1199$/1126€, attention il n'en reste qu'une centaine au moment où j'écris ce message) Acheter au meilleur prix la X1, X1 Carbon et X1E. 5. La suite ! Je vais essayer de faire suivre ce fil s'il y a plus d'informations à partager que ce soit sur la campagne Kickstarter ou sur l'imprimante/l'AMS, en attendant je croise les doigts pour la recevoir un jour !
 1 point
1 point -
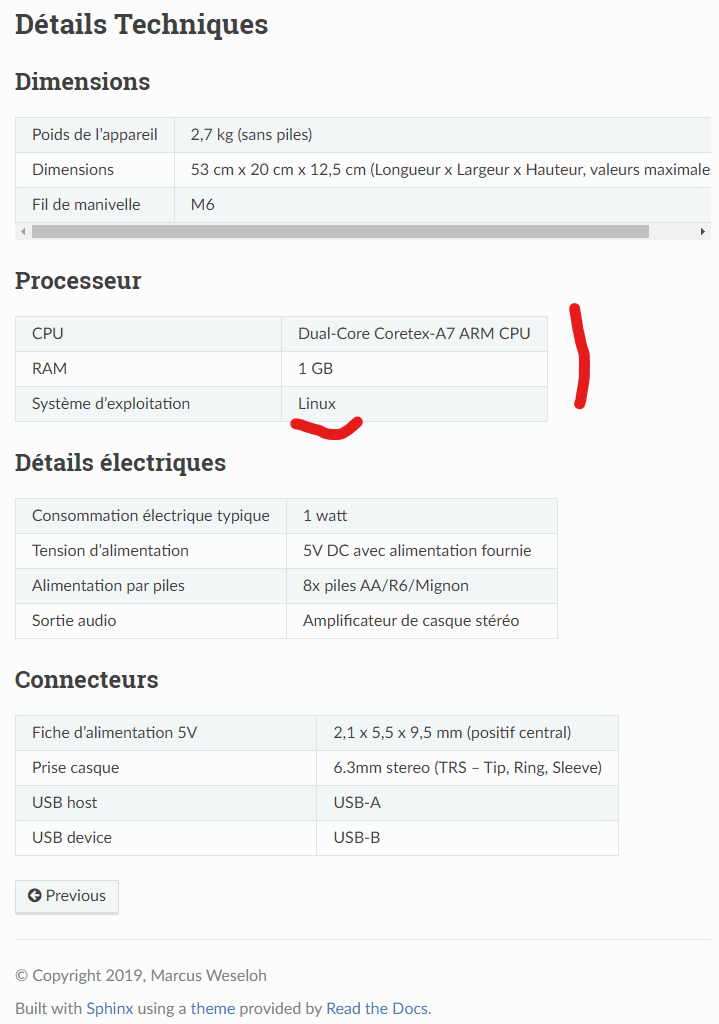
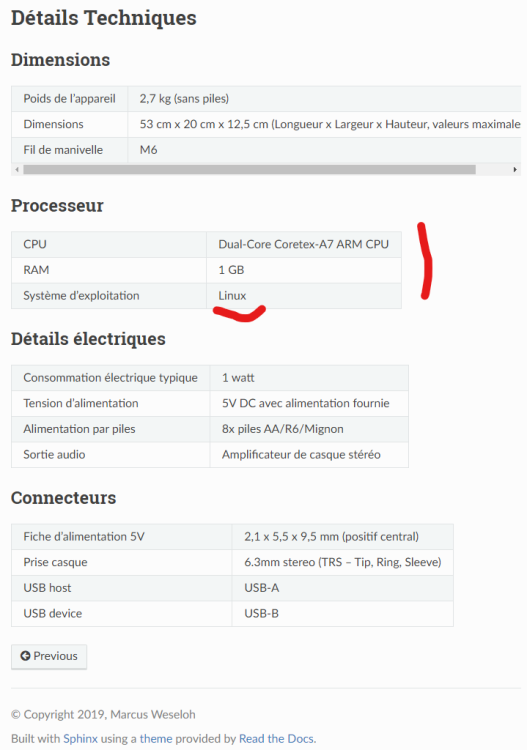
Pas tout à fait tu as celle-là sous Linux :

 1 point
1 point -
le doux bruit des drivers TMC ou HR !!!1 point
-
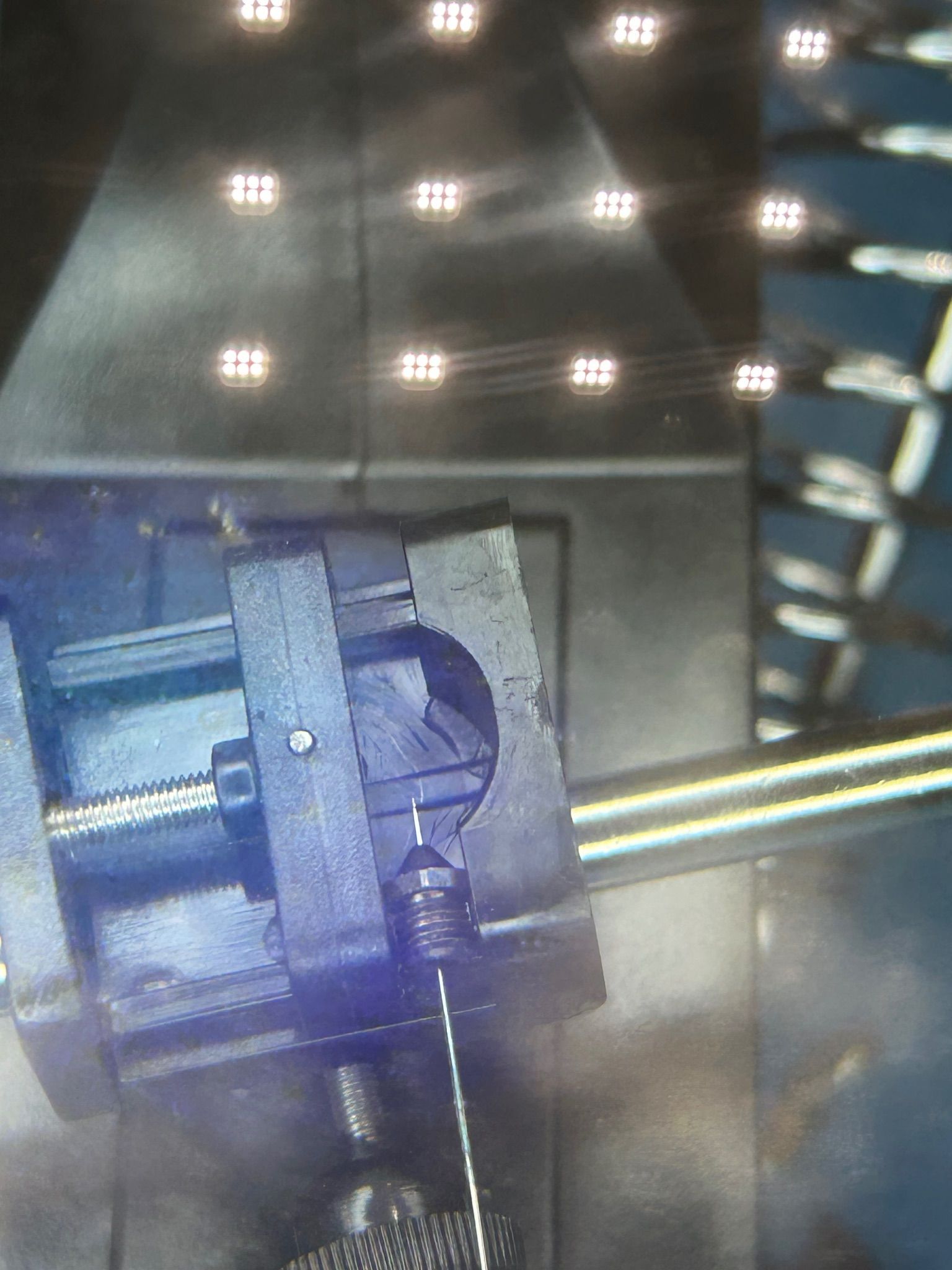
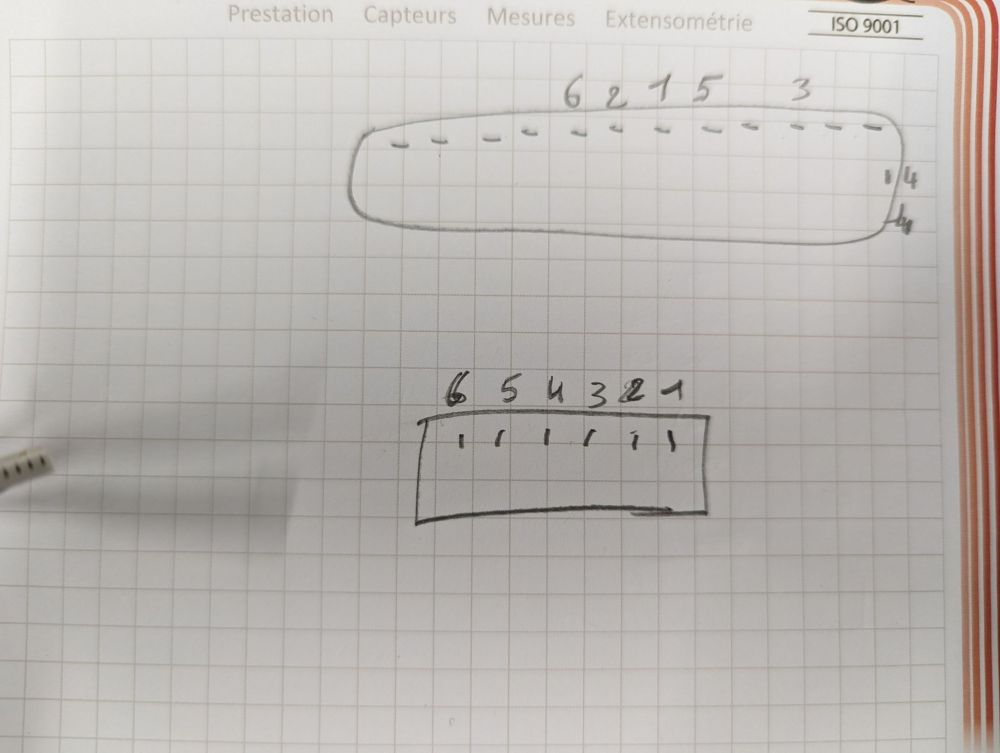
Bonsoir @pommeverte! Alors, sauf erreur de ma part j'ai: entre 1 et 2: 0.2 ohm entre 1 et 4: 10 kilo ohms entre 2 et 3 : 11 kilo ohms entre 3 et 4: 0.2 ohm Mon multimètre n'est pas des plus précis...1 point
-
Cette vidéo indique comment faire1 point
-
C'est faisable sans souci avec 3D Builder en tout cas, sûrement avec Tinkercad aussi. En moins d'une minute, je pense...1 point
-
Je n'ai jamais utilisé ce logiciel, mais normalement, oui puisque c'est une fonction de base (celle-ci et l'extrusion = ajout matière)1 point
-
Salut, Dans un logiciel de CAO, il suffit de créer un contour / esquisse rectangulaire sur la face du dessous par exemple et d'enlever la matière sur toute la hauteur:
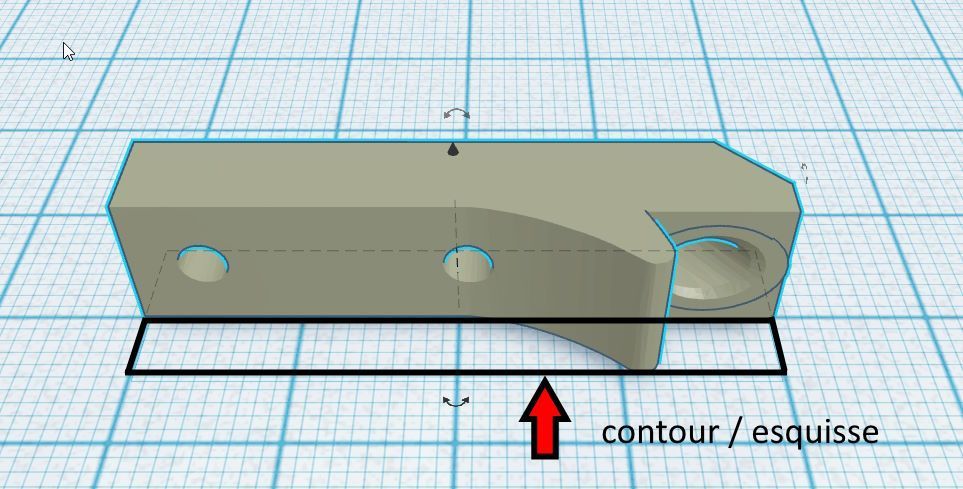 1 point
1 point -
Bon cette fois j’ai bien débouché et c’est reparti comme en 40 ! J’ai des doutes sur la qualité de mon filament carbone… pour le moment avec le TPU aucun souci.
 1 point
1 point -
Bonjour Arnaud, 35 ans, dans le gard. Imprimeur filament depuis presque 5 ans je modélise également de petites pieces 3d quand j’en ai besoin pour mon usage perso. Souhaitant me lancer dans l’impression résine, c’est l’occasion de m’inscrire sur le forum dont je suis la page youtube depuis un bon moment. Merci d’avance pour vos conseils1 point
-
j'ai installé les nouveaux éléments reçus , et le firmware conseillé, tout fonctionne bien et très silencieusement par rapport a avant; mercià Lorenzo 78 pour ses conseils éclairés1 point
-
Pareil ! Un tuto méga précis me serait indispensable.1 point
-
non ce n'est pas rentable tu les laissent crever dedans , les mouvements , phéromones et odeurs carnées attirent les autres , sans ressources ils ne résistent pas longtemps (si tu protège l'appât pour qu'ils n y aient pas accès) chacun fait avec c moyens , pour ma part c mon métier et je suis du genre à investir dans le durable 30 pièges en fabrication pour cette année1 point
-
Salut, @fran6pSuper le résulat, cela fonctionne avec un RPI 3+ ?, je crois que je vais essayer, il faut juste un écran tacticle compatible RPI , c'est bien ça ?, et que le Rpi soit connecté au même réseau LAN ou Wifi que l'imprimante. a+ Charles1 point
-
Achat d'une boite pas cher chez un discounter pour ranger tout ça et la petite boite reçu avec le kit ne me sert plus que pour les résistances (qu'il faudrait que je trie...)

 1 point
1 point -
non ils sont vendus avec une plaque aimantée autocollante.1 point
-
Il faudra prendre un "pack" avec une base magnétique (base magnétique ayant une face autocollante, pour la coller directement au dessus du plateau chauffant. Et donc, le plateau en verre actuelle ne sera plus utilisé).1 point
-
Là malheureusement je dirais que le PLA est rentré dans les micros reliefs et donc qu'il ne sera pas possible de faire mieux sans abîmer le revêtement du plateau. Personnellement après avoir goutté aux plateau flexible revêtement PEI avec base magnétique ( comme par exemple ceux de https://energetic3d.aliexpress.com/store/4542004 ) j'aurais du mal a revenir a une plaque de verre ou équivalent1 point
-
Bonjour, je viens pour clôturer ce post, j'ai en effet procédé au remplacement de la thermistance, c'est reparti comme en 40 ! J'ai probablement du faire un court circuit lors d'une accumulation de PLA au niveau de la tête et en cherchant à enlever le PLA accumulé suite à un print fail. Merci @PPAC pour le temps pris sur mon sujet, et bon courage à tous1 point
-
Salut ! j’ai eu le même problème que toi à un moment avec une impression, et j’ai résolu le soucis en réduisant le décalage en Z de la buse ( en gros j’ai rapprocher la buse du plateau pendant l’impression). Tu réduis jusqu’à ce que le problème disparaisse pendant l’impression. Je suis pas expert du tout mais je pense que tu devrai essayer d’imprimer à 215degres avec un bed a 65.. enfin ce sont mes paramètres et ça fonctionne très bien avec tout les PLA quasiment.1 point
-
bonjour après on peut le faire en évaluant le nombre de tours restant sur la bobine via les ouvertures sur le coté * par le nombre de spire en largeur ( soit environ la largeur divisé par 1.75 mm) multiplier par le diamètre de la bobine ( selon les différente hauteurs .... "Excel au secours" et vous obtiendrai une longueur restante. ou le faire comme sur les bobine de composant électronique, coller une étiquette sur la coté et faire la soustraction de chaque consommation.... Mina1 point
-
Il suffit de faire les trous dans la grile à la bonne dimension pour que tout puisse s'enfuir sauf les frelons venus d’ailleurs. La grille à reine est un dispositif utilisé en apiculture pour bloquer l'accès à la reine et l'empêcher de pondre dans les hausses, à certains endroits de la ruche. Le maillage laisse passer uniquement les ouvrières allant stocker le miel. Celles-ci sont moins grosses que la reine.1 point
-
Tiré des CGV: Pour toute question, réclamation, besoin de renseignements, le Service Clients se tient à la disposition des visiteurs par : – Ouvrir un ticket via le formulaire de demande – Téléphone au 01 79 75 30 70 – Par courrier à l’adresse : 3D France - Service Client 12G rue de l'Europe Bat. ATOMIUM 31150 LESPINASSE France1 point
-
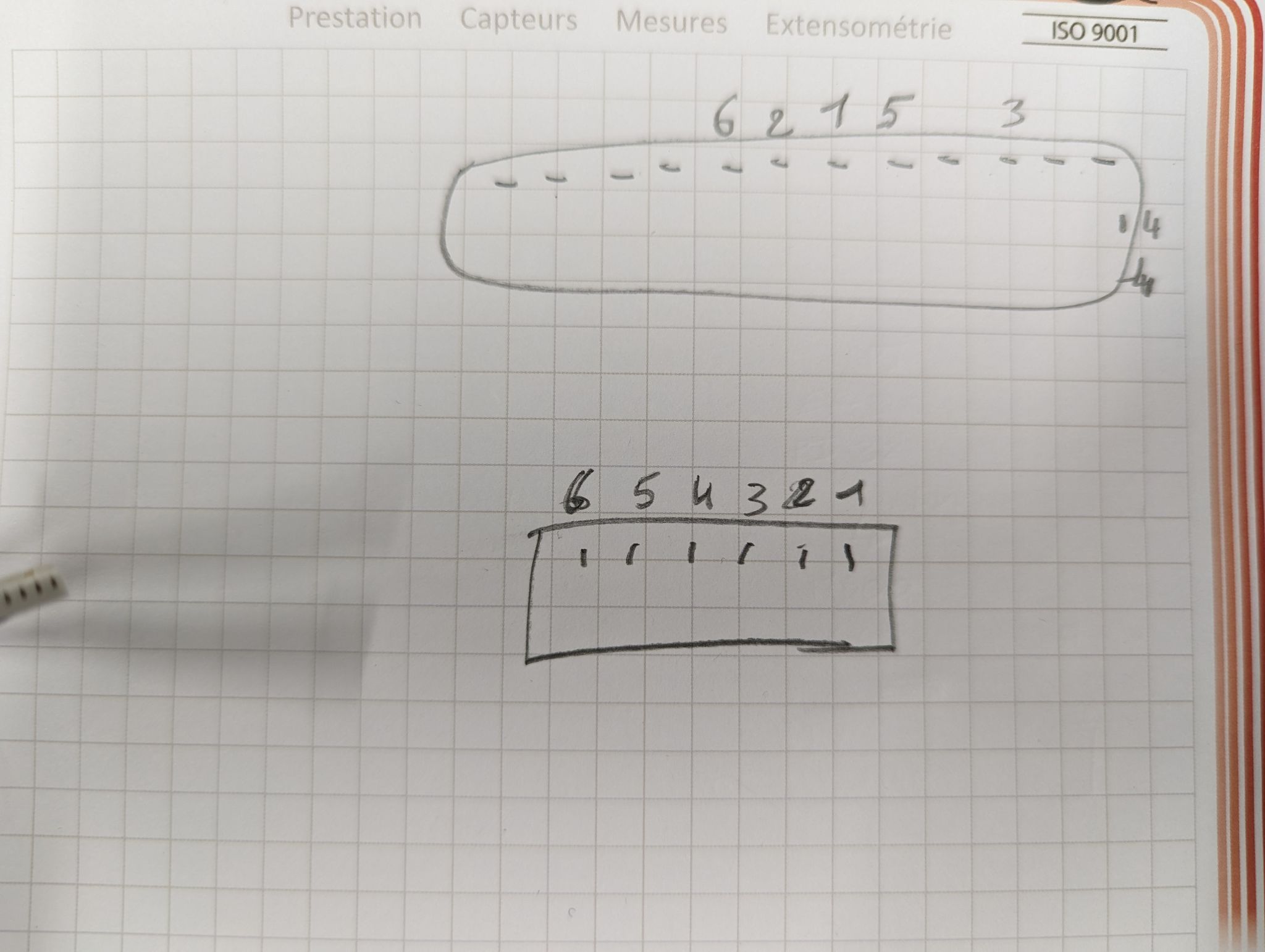
Hello. Désolé c'est un peu moche, je n'ai pas beaucoup de temps. En tout cas, voici mon cablage.
 1 point
1 point -
En fait la grille jaune, c'est cela qui s'appelle "Grille à reine" ? Cela doit pouvoir se printer en plusieurs pièces (un bon stress test pour les ponts) à moins que ce ne soit pas rentable (ce qui est souvent le cas) Ps: une fois la boite pleine de frelons… tu l'emballes et renvois le tout dans un pays d'Asie ?
 1 point
1 point -
non ca donne cela @Jean78 https://www.apiculture.net/pieges-a-frelons/8336-piege-a-frelons-red-trap-8-entrees-nouveau-modele.html?gad_source=1&gclid=CjwKCAiA8YyuBhBSEiwA5R3-E6ASIvVZJGy_6xWzGBZAKEl4O9pcAX6nZbDrrMjB2R8GLtCoGvn7NBoCH-oQAvD_BwE1 point
-
j'ai continué à travailler sur le train arrière... Les roulement à billes sont aux normes impériales et pas en métrique (pourquoi faire simple quand on peut faire compliquer) 1/4"x3/8"x1/8"... (J'ai un peu galéré pour trouver ) Le train arrière est quasi complet : seul la bille pivot et la chappe pour le maintenir en position sont encore manquants Je suppose que les pièces principales étant faites, le reste sera assez rapide à faire, mais ce ne sera pas ce soir...1 point
-
Eco pla pour tous sa ira?1 point
-
Une tournée générale suffira !1 point
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
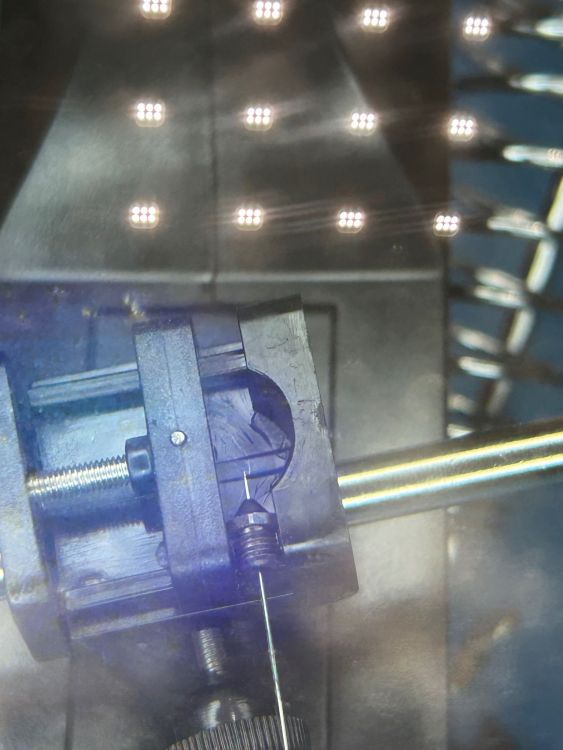
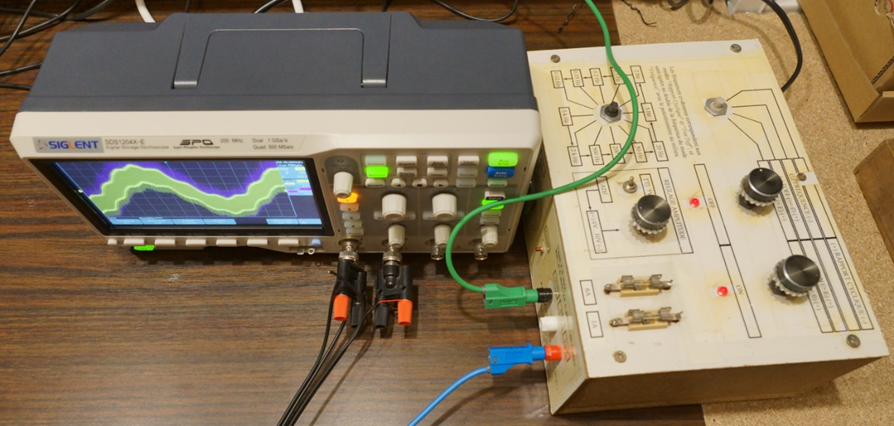
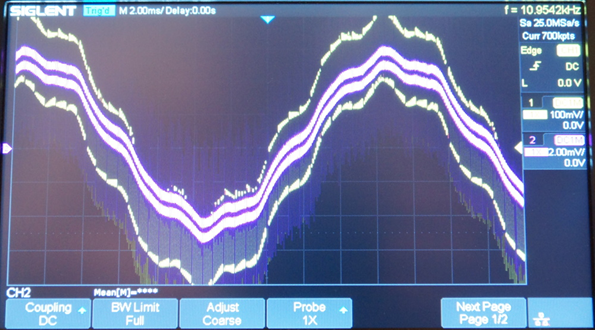
Bonjour, Voici un sujet d'électronique "générale" mais qui pourrait vous arriver avec votre imprimante 3D, graveuse laser ou fraiseuse. Lorsque votre nouvelle imprimante/graveuse/machine se met en route, vous entendez des parasites dans votre chaîne Hifi. Le fautif n'est peut être pas votre nouvelle acquisition mais vos câbles audios. Il y a quelques années j'ai installé une pompe à chaleur chez moi. J’ai eu la désagréable surprise d’entendre un sifflement aigu dans une de mes installations audio lorsque le compresseur fonctionne. J’ai essayé de nombreuses solutions, plus couteuses les unes que les autres, sans succès : - création d’une prise de terre dédiée à la pompe à chaleur, au plus près de celle-ci (possible car la pompe à chaleur est alimenté via un disjoncteur différentiel qui lui est dédié) ; - alimentation de la pompe à chaleur par un câble 3G6 blindé ; - installation d’un filtre CEM sur la pompe à chaleur. L’installation audio concernée était le petit ampli qui est dans ma cave qui me sert d’atelier, il reçoit le signal audio à amplifier depuis la chaine hifi du salon via un câble audio d’une dizaine de mètres. Une solution, que je n’avais pas essayée, aurait été de passer cette liaison audio en symétrique. Cette solution est onéreuse et peut dégrader le signal qu’il faut convertir deux fois. Depuis, j’avais oublié ce problème. Ces derniers jours, j’ai acheté un Raspberry PI et un « hat » Hifiberry DAC, pour réaliser un lecteur multimédia pour toute la maison. Grâce à la distribution Linux RuneAudio, il se connecte en WiFi à mon réseau local, permet de lire mes fichiers audio et des radios en streaming. RuneAudio se pilote via une interface web ; aussi, un smartphone connecté en WIFI sur mon réseau local devient alors une télécommande qui fonctionne partout dans la maison. Il reste à relier la sortie audio du DAC connecté au Raspberry PI à mes installations audio. Il va falloir plusieurs mètres de câbles audio. J’en ai plusieurs en stock, de différentes sortes. J’ai alors décidé de tester la qualité de ces câbles audio. Comment faire ? - trouver un générateur de parasites dont la masse est reliée à la terre et la sortie reliée à un long fil faisant office d’antenne ; - placer les câbles audio à tester le long de ce fil d’antenne ; - mesurer avec un oscilloscope le niveau de parasite dans chaque câble audio à tester. Mon générateur de parasite est un générateur de signaux carrés que j’avais réalisé il y a 25 ans, avant d’avoir les moyens d’équiper mon labo d’électronique de matériel de mesure. La qualité n’est pas très bonne, et il dispose d’une sortie puissance pouvant délivrer de 0 à 10V et jusque 1A. Comme générateur de parasites, il est parfait. Les photos suivantes montrent le dispositif de mesure – le générateur est réglé sur environ 10 kHz J’ai alors découvert des différences de qualité énormes entre les câbles. Regardez l’oscillogramme ci-dessous : La sensibilité de la voie 1 est de 100 mV/div, celle de la voie 2 est de 2 mV/div Autrement dit, le câble connecté voie 1 à un niveau de parasites en tension 50 fois supérieur à celui du câble connecté voie 2. Ces deux câbles audio blindés font la même longueur. Surprise : le meilleur câble est le plus fin ! J’ai fait d’autres mesures comparatives avec d’autres câbles… Il y a une différence très nette entre les câbles « mauvais » et les « bons ». J’ai eu l’idée de remettre en route ma pompe à chaleur et de faire des mesures « acoustiques », en branchant les câbles à mesurer à l’entrée d’un amplificateur audio dont le volume est poussé au maximum. Ces mesures « acoustiques » confirment les mesures faites à l’oscilloscope. C’est même pire que ce que j’avais imaginé : 30 cm de mauvais câble (à gauche) apportent bien plus de parasites que 10 mètres de bon câble (à droite) : Le fameux câble audio qui délivrait le signal à l’amplificateur de mon atelier était mauvais. Je l’ai remplacé par un bon câble, plus aucun sifflement. Pour comprendre ce qu’il se passe, il faut couper et dénuder les câbles : À gauche un mauvais câble, à droite un bon câble : À gauche un mauvais câble, à droite un bon câble : Voici l’explication : la qualité du blindage. Les bons câbles ont un blindage intégral qui couvre bien la circonférence de l’isolant de l’âme. Les mauvais câbles ont un blindage insuffisant. Là où la situation se complique, c’est qu’il est impossible de distinguer à l’œil nu un bon câble d’un mauvais. Pire : certains bons câbles sont très fins, et des câbles épais d’apparence professionnelle, payés assez chers sont mauvais. Voyez les photos suivantes. Voici une photo de mauvais câbles : Voici une photo de bons câbles : Vous l’avez vu par vous-même : impossible de distinguer les bons câbles des mauvais à l’œil nu ! Sommes-nous en présence d’une arnaque ou d’un défaut de fabrication ? J’ai fait une remarque : tous les câbles audio que j’ai fabriqués moi-même sont bons. La raison est simple : quand on fait un câble audio soi-même, on se rend compte de la qualité du câble, car il faut bien le dénuder avant de le souder aux connecteurs. Nous sommes bien en présence d’une arnaque. Ni le prix d’un câble, ni son épaisseur, ni l’aspect des connecteurs ne présument de sa qualité. Je ne sais pas quelle économie réalisent les fabricants en fabriquant un mauvais blindage. Un mauvais câble audio coute presque aussi cher à fabriquer qu’un bon câble : il faut les mêmes connecteurs, la même quantité d’isolant. J’ai une caisse pleine de mauvais câbles, je ne peux rien en faire, ils sont bons pour la poubelle. La solution la plus efficace pour lutter contre les parasites sans se ruiner c’est de fabriquer soi-même ses câbles audio. Il faut faire attention à blinder l’intégralité du trajet du signal, j’ai constaté qu’un mauvais blindage sur 30 cm sur le parcours du signal suffit pour recueillir des parasites. C’est aussi valable pour les liaisons entre le circuit imprimé et les connecteurs en façade dans les équipements audio. Une autre remarque : les équipements audio « vintage » peuvent souffrir d’un manque de blindage en interne. Dans un logement des années 1960, la seule source de parasites était la tension du secteur de 50 Hz, il n'y avait pas d'alimentation à découpage ni de téléphones portables. Les appareils de cette époque n’étaient pas conçus pour répondre aux normes CEM d’aujourd’hui. Lors de la restauration d’un appareil ancien, ou de la fabrication d’une réplique, il faut en tenir compte. Il y a aussi une autre solution : les liaisons à basse impédance. Si vous devez relier la sortie de votre carte son à un amplificateur éloigné, cette solution est possible. En effet, une carte son a une impédance de sortie assez basse, pour alimenter un casque sans amplificateur. Ainsi, l’impédance de sortie de ma carte son est de 32 Ohms. L’impédance d’entrée d’un amplificateur audio est élevée, souvent de l’ordre de 10 K Ohms. La solution consister à « charger » le câble côté amplificateur ; concrètement, souder au niveau des connecteurs du câble audio côté amplificateur une résistance de 330 Ohms entre la masse et l’âme de chaque câble audio, le droit et le gauche. La perte de signal est minime, et le rapport signal bruit est grandement amélioré. Actuellement, mon Raspberry PI alimente tous les amplis de la maison avec au total plus de 20 mètres de câble audio, mais de bonne qualité. Même lorsque ma pompe à chaleur est en route, le Raspberry PI sur pause et le volume des amplificateurs au maximum, je n’entends aucun parasite. Il reste encore une chose à faire pour éviter les fameux parasites des GSM : installer un petit tore de ferrite à l’extrémité de chaque câble audio : Voilà, cela peut vous aider si vous ne savez pas quoi faire face à ces maudits parasites et sifflements !





 1 point
1 point -
Merci pour l'ajout Après plus d'une semaine de Kickstarter, voici quelques nouvelles en vrac suites aux questions/réponses sur Kickstarter et Twitter ainsi que les infos que j'ai pu avoir en regardant pas mal de vidéo de déballage et de mise en route : Ils ont ajouté de nouvelles offres suite au succès de la campagne. Livraison annoncée en août pour les derniers ajoutés. Tous les produits (filaments, imprimantes et consommables) seront à terme disponibles sur leur store en ligne ainsi que sur Amazon Les consommables de l'imprimante seront disponibles à la vente après la fin du Kickstarter, à un prix "raisonnable" selon eux Les prix des filaments qu'ils vont vendre se situeront dans la fourchette classique des prix pour des filaments Le déballage et la configuration prend environ 15 minutes, après ça il est possible de lancer le premier print Il sera possible d'upgrade la X1 en X1-Carbon via un pack d'upgrade Le coût de la hotend sera d'environ 15$ Une alarme de température est présente pour détecter une température trop importante dans la chambre d'impression L'AMS ne fonctionne pas comme un séchoir à filament, cependant il comporte deux emplacement pour des sachets de dessiccants (fournis avec la machine) S'il n'y a pas d'AMS, le support de bobine est situé à l'arrière L'impression du TPU est possible mais sans AMS et à vitesse réduite L'ASA est supporté avec ou sans AMS Il n'est pas possible d'utiliser des plateaux flexibles d'autres marques, pour des soucis liés à la calibration La face du plateau prévue pour le PLA/PETG/ABS est recouverte d'une feuille autocollante remplaçable (ils en fournissent deux en plus avec la machine) Il est possible d'utiliser des feuilles autocollantes d'autres marques (voir ici) Une fonctionnalité permettant de passer, via l'AMS, sur une autre bobine si la bobine qui était utilisée est vide est en cours de développement (donc théoriquement, avec un AMS on peut imprimer une pièce de 4kg maximum, et 16kg avec 4 AMS en parallèle, le tout sans aucun changement de bobine) L'axe Z est maintenu en 3 points et est doté d'un seul moteur qui synchronise les 3 axes avec une courroie La vitre du haut est amovible, pas la porte frontale. La partie calibration est assez longue, mais il est possible de choisir quel type de calibration on veut effectuer avant de lancer une impression. La calibration complète fait : nivellement du plateau, calibration du flux, calibration des vibrations, inspections de la première couche. Pour le Kickstarter les frais de livraison pour la France sont de 135$ pour la X1/X1-Carbon, 145$ pour X1-Carbon avec AMS, en provenance de Chine La machine pèse 24 kg avec l'AMS, lors de la livraison l'AMS se situe à l'intérieur de la machine (ce qui explique la différence de 10$ dans la livraison)1 point