Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/02/2024 Dans tous les contenus
-
Je peux en lâcher une si tu veux. Amis de la poésie, bonsoir3 points
-
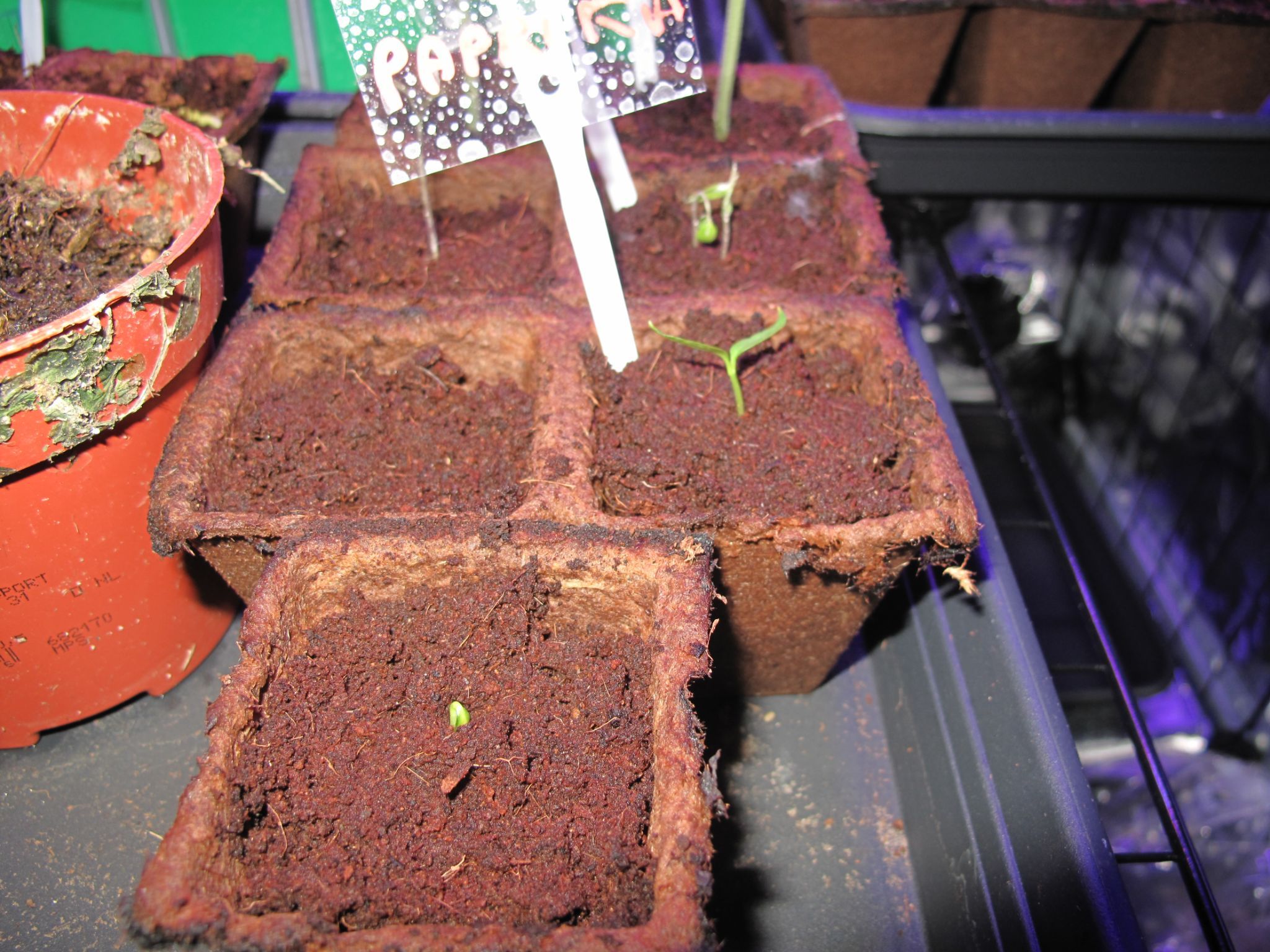
ça pousse bien



 3 points
3 points -
Précision : mon "oui" répondait à @hyoti (les posts ont été déplacées d'une autre discussion ) L'échange entre @urzhi / @fran6p : on est dans les perles ici , c'en est peut être une sinon il existe les MP...3 points
-
Bonjour, Petit retour après 3kg de filament utilisé! Nous sommes parti finalement sur la P1S de chez BambuLab, sans l'AMS, et je dois dire que je suis bluffé par l'efficacité. Partage des premiers protos. D'autres sont en cours de conceptions, et ça laisse présager plein de bonnes choses. Bonne journée,

 2 points
2 points -
A mon avis, pour du PC avec une imprimante à 250€, va falloir la modifier en profondeur (tête, plateau, caisson, déporter l'électronique, etc...) se qui au final (pour une impression peut être pas top), coutera plus cher que de prendre direct une qui peut le faire.... Donc soit faut augmenter le budget, soit oublier le PC... Pour l'ABS, ça peut passer à condition de rajouter un caisson en dure ou souple type "tente".2 points
-
Et ce n'est pas le bon budget2 points
-
Merci pour ton retour, oui les bloc de silicone c'est en effet possible après ici sur la X4 Pro en 60 impression j'ai pas eu a refaire de reglage du plateau ou un ABL sa bouge pas à partir du moment ou l'on on l'on met bien en pression les ressorts. Pour Orca j'ai fait un profil mais ce dernier ne veux pas s'exporter je me demande on a fait le test les json n'arrive pas a être importé par d'autre, c'est peut être lié au fait que je suis en version portable de Orca, je vais voir ce je peux install Orca en mode non portable sur un autre Pc et refaire mon profil pour voir ce que cela donnera. Et dans ce cas bien évidement je mettrais un profile de base fonctionnel pour la PLA pour Orca de dispo. @Jean78 j'ai mis en première page les premières impressions sortie ce dimanche sur la X4 Plus sa ce passe très bien comme tu pourras le voir sur les photos2 points
-
Est ce qu'il y a un avantage à commander chez un revendeur (Français ou pas) quant on peut le faire directement chez le fabriquant ? NON perso, il n'y a que des inconvénients, plus cher car il prends ça marge et c'est une grosse perte de temps en cas de panne car il y a un intermédiaire entre le SAV, je l'ai vécu avec la Flashforge, c'était une galère... Le seul avantage que je vois c'est si on habite à proximité de la boutique du revendeur, on peut voir la bécane avant de l'acheter et aller gueuler en direct si il y a un souci.... En plus la boutique officiel accepte Paypal (et je viens de voir qu'il y a la possibilité de payer en 4 fois sans frais.....note à moi même...soit forte et n'appuie pas sur le bouton commander avant d'en parler à ton mari.....)2 points
-
Hello ! Une petite tête de meta-baron de 12cm de haut, imprimé en 0.12mm sur la A1.
 2 points
2 points -
Y'en a toujours un pour faire du tape à l’œil ...2 points
-
@Pitit_Printer Par ressorts classiques, tu parles des couleur métal d'origine de ender3 v2 ou des oranges jaunes ? déjà entre les les métal et les jaunes la différence d'élasticité est énorme, les jaunes sont nettement plus efficaces. j'ai des plots silicone sur la ender 3 S1 plus et des oranges sur la V2. Les plots silicone sont peut-être un peu mieux au niveau stablité dans le temps (il faut serrer plus fort) et moins de tours (plutôt 1/4 tour) pour équilibrer finement le plateau. Si tu prends des silicone pour la V2, il y en a un plus court que les 3 autres qui va sur la vis où il y a le connecteur du BED.1 point
-
Oh que oui, entièrement d'accord avec cette dernière phrase1 point
-
Hé bien voila, première mise a jour de Firmware de la Sunlu T3 démystifiée Récupérer le firmware v3.43 ici: https://3dsunlu.com/en/NewsList/11.html Dézipper et copier le fichier firmware.bin sur une micro carte USB, formatté préalablement en FAT. Glisser la carte dans l'imprimante éteinte, puis l'allumer, au lieu d'afficher immédiatement le message d'accueil "www.sunlu.com" rien n'est affiché pendant ~15secondes, puis le message "www.sunlu.com" arrive, je navigue pour afficher About printer, et là j'ai sunlu-v3.43 au lieu de sunlu-v3.4. J'ai refait un bed leveling ce, suivant la proc décrit dans la doc, rien n'avait bougé, ainsi que le Z offset qui était configuré avant, c'est nickel. A noter qu'il n'y a plus que Anglais et Chinois comme langage. Anglais me va très bien.
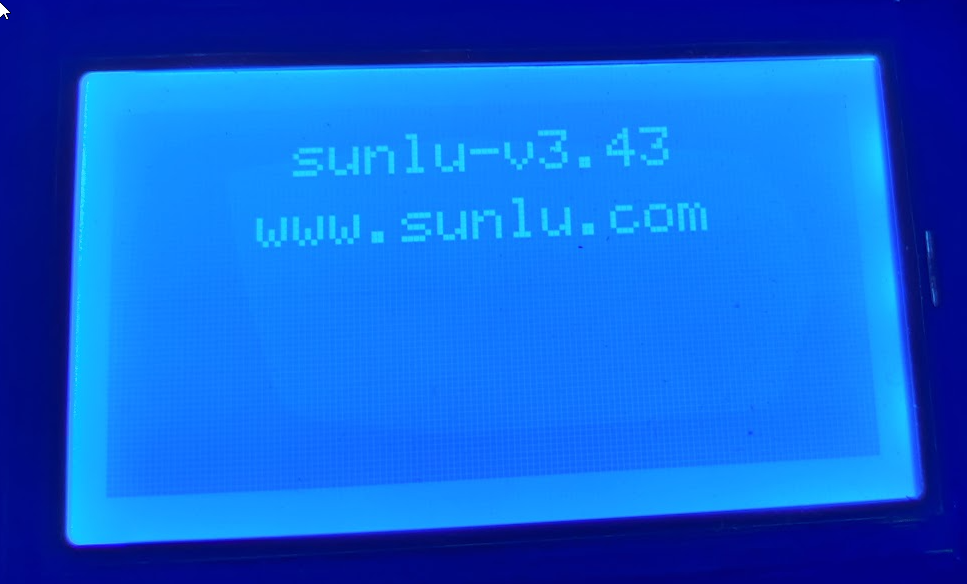 1 point
1 point -
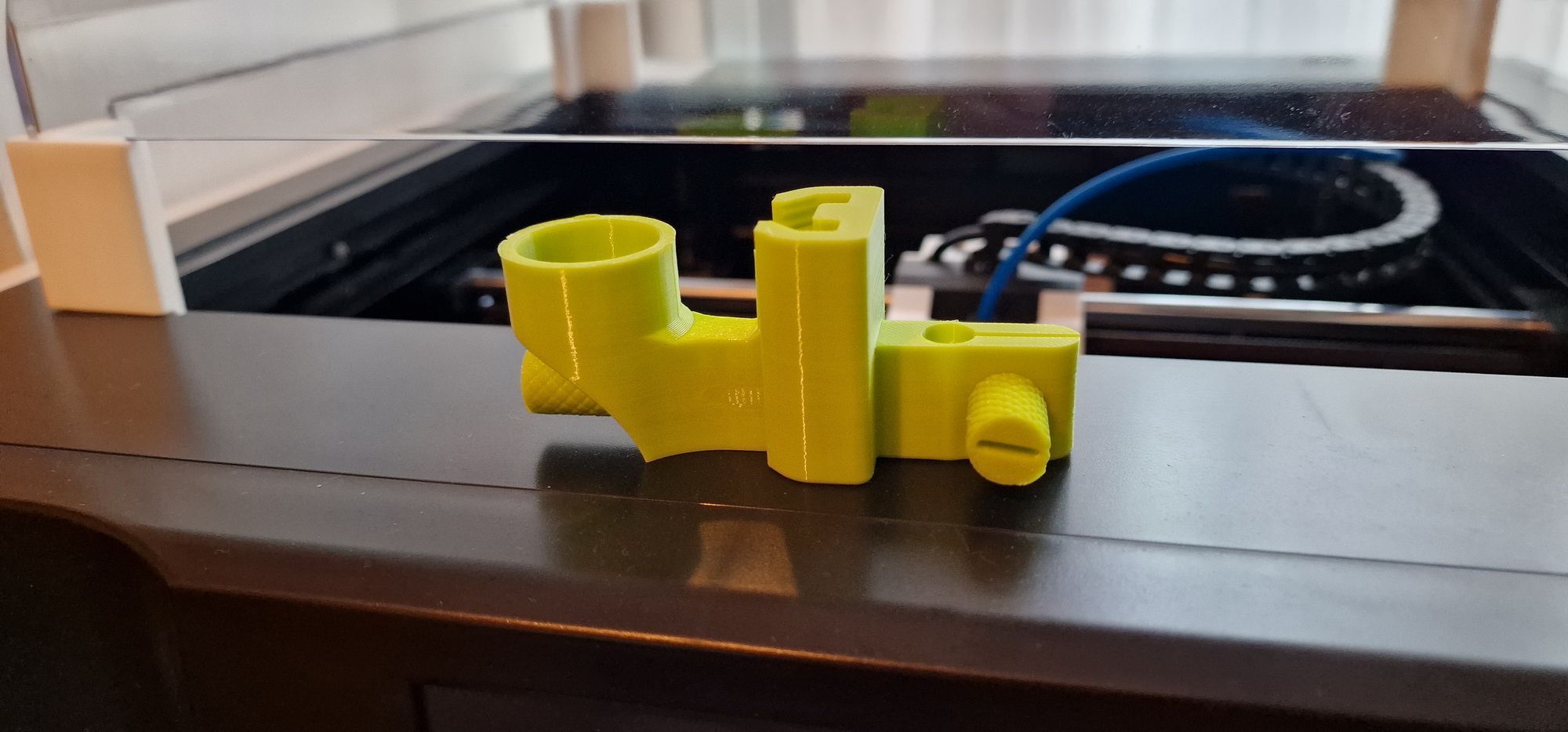
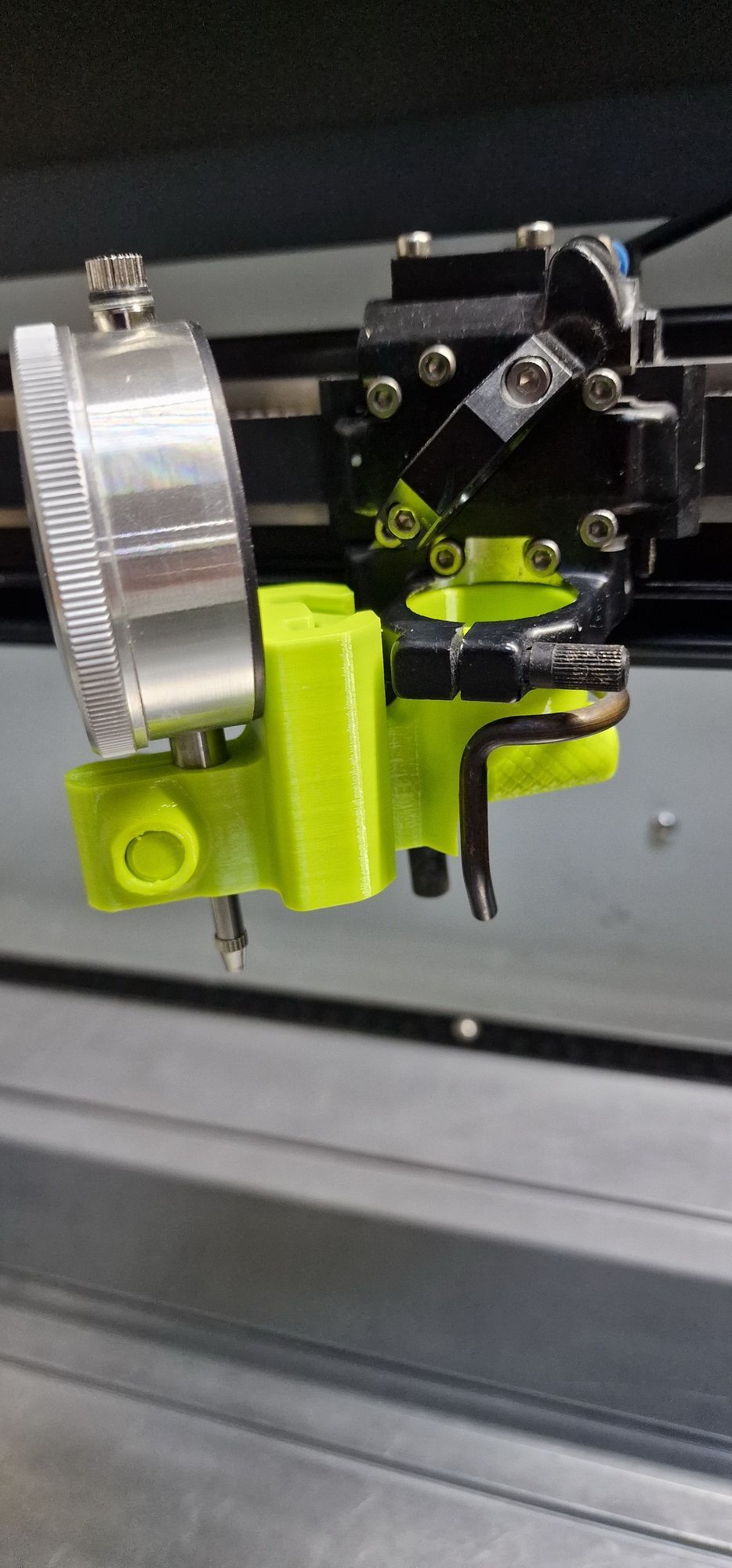
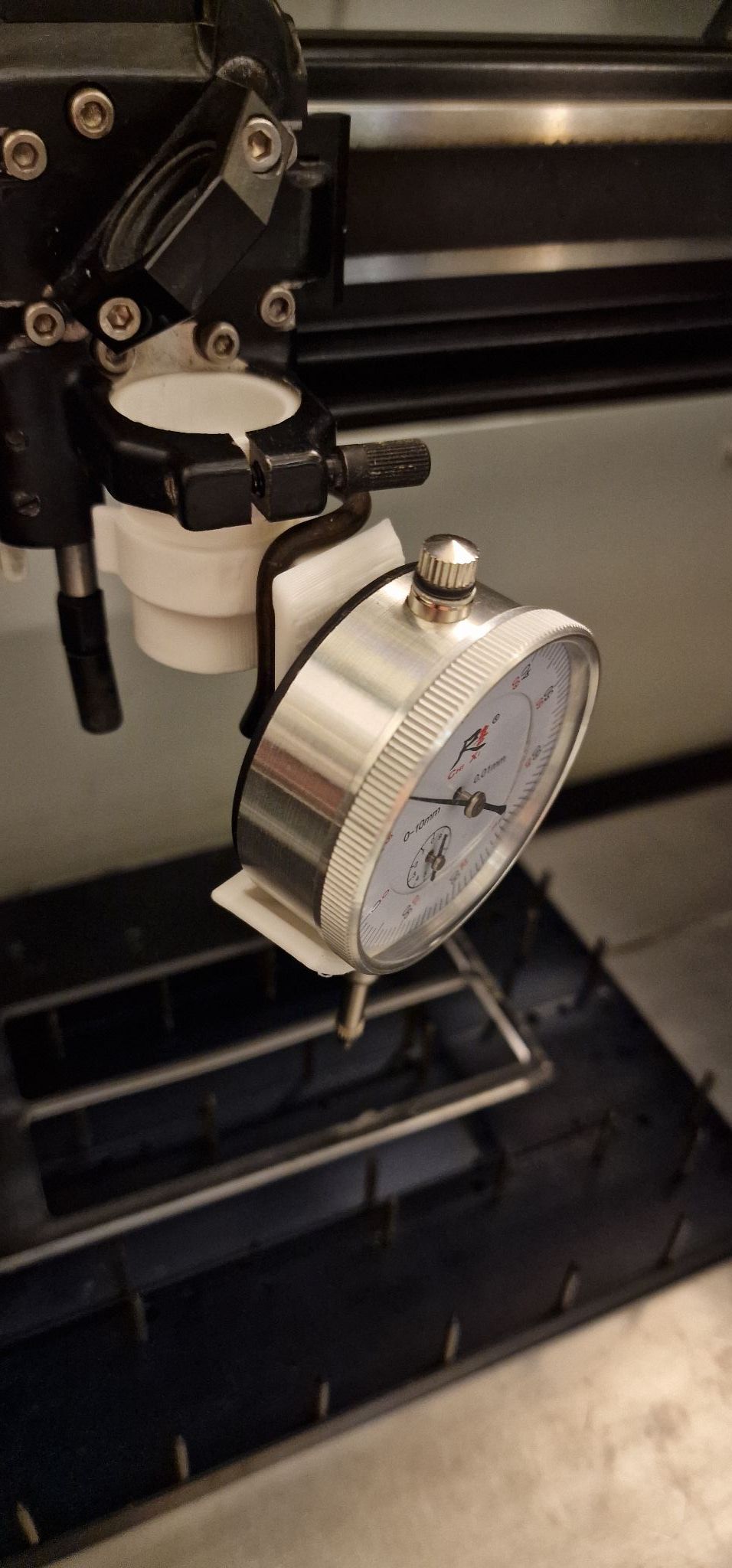
Bonjour à vous tous, Oups, j'ai oublié de déposer ici le projet Avec l'aide de @La Bidouille, j'ai pu réaliser un support pour mettre un comparateur sur la tête de mon laser. Celui ci est fait pour un laser GravoGraph mais je pense que vous pouvez l'adapter. Ce support permet de pouvoir avec certitude de régler la planéité de la table, ce qui est important avec un laser. Projet final : Full-V3.stl Projet N°2 Projet N°1
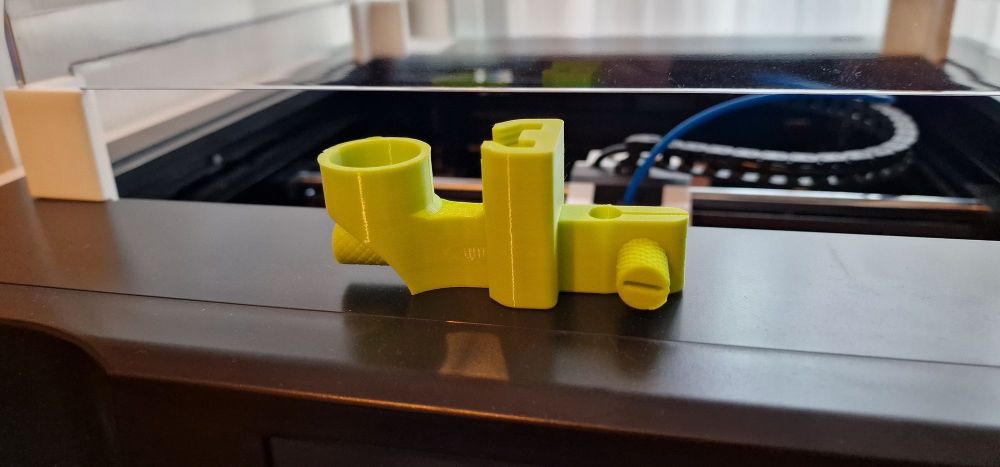
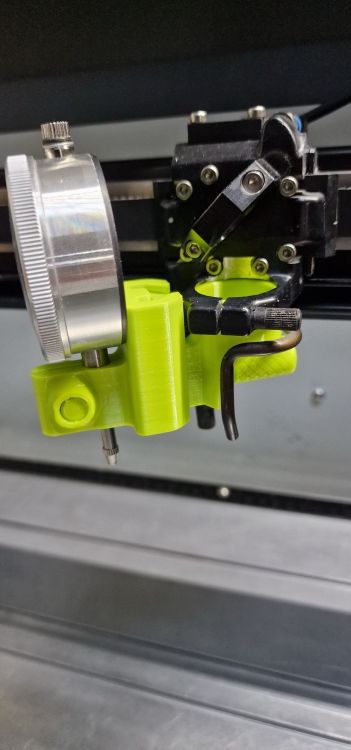
 1 point
1 point -
Salut, Je crois que tu as répondu à la question: Si les fonctionnalités nouvelles sont indispensables, alors tu peux installer le firmware le plus récent, si ça n'est pas indispensable et que tout fonctionne bien .... Si tu prends tes précautions, le flashage reste une opération sans risque majeur mais jamais sans risque. Il faudra refaire ton bed leveling.1 point
-
C'est la version fournie à la réception de l'imprimante. Lors du test de la X-Max 3 pour le forum, j'avais relevé les versions des composants logiciels : https://www.lesimprimantes3d.fr/test-qidi-x-max-3-20231010/#Klipper_Moonraker Oui L'eMMC est l'équivalent d'une carte SD (en plus «robuste» et un poil plus rapide). Cette mémoire contient le système d'exploitation (Armbian, dérivé de Debian pour les architectures de contrôleurs ARM). Sur cet OS, sont installés en plus des bases nécessaires et indispensables, tout l'écosystème Klipper (klipper, moonraker, fluidd). Quand tu auras reçu ton eMMC de 32 Gio, je t'engage à en réaliser une sauvegarde (pour le cas où ) en montant l'eMMC sur l'adaptateur USB livré avec la mémoire (c'est un adaptateur basique, j'en ai un que je pense plus qualitatif, ce genre là), puis en utilisant un logiciel permettant de réaliser une image de cette mémoire (il en existe un bon nombre: Rufus, WindiskImager, ImageUSB, … Avec Windows, ma préférence allant à ImageUSB, logiciel portable que j'utilise depuis de très nombreuses années (permet de réaliser des images de clés USB, carte SD, … et permet également d'écrire ces images sur un support de capacité au moins égale à celle de l'image). Avec Linux, l'outil système «dd» permet de faire aussi des images, il faut juste ne pas se tromper entre «if» (input file) et «of» (output file) Sinon je reste persuadé que la mise à jour du système s'est mal déroulée (pour quelle raison, ça je l'ignore ) et qu'une partie du système de fichiers a été corrompue (moonraker particulièrement). Comme tu n'as plus rien à perdre, j'ai compressé le répertoire moonraker : moonraker.tgz Si tu n'as pas peur, tu pourrais le recopier dans le dossier /home/mks. Avec Windows, le plus simple est d'utiliser un programme comme WinSCP. En ssh, vérifier que le fichier est bien dans le répertorie perso de mks : ls -l /home/mks/moonraker.tgz Avant de le décompresser, faire une «sauvegarde» du moonraker actuel (corrompu) : mv moonraker moonraker.corrompu Puis décompression de moonraker.tgz (qui normalement a préservé droits et propriétaire des fichiers) : tar zxvf moonraker.tgz Au final, un dossier moonraker est recréé : Éteindre, attendre minima 30s (1 minute) que le supercondensateur soit déchargé, allumer (croiser les doigts, serrer les f…s, allumer un cierge, faire venir le marabout, …) et espérer que ce n'était que le dossier moonraker qui avait été impacté.1 point
-
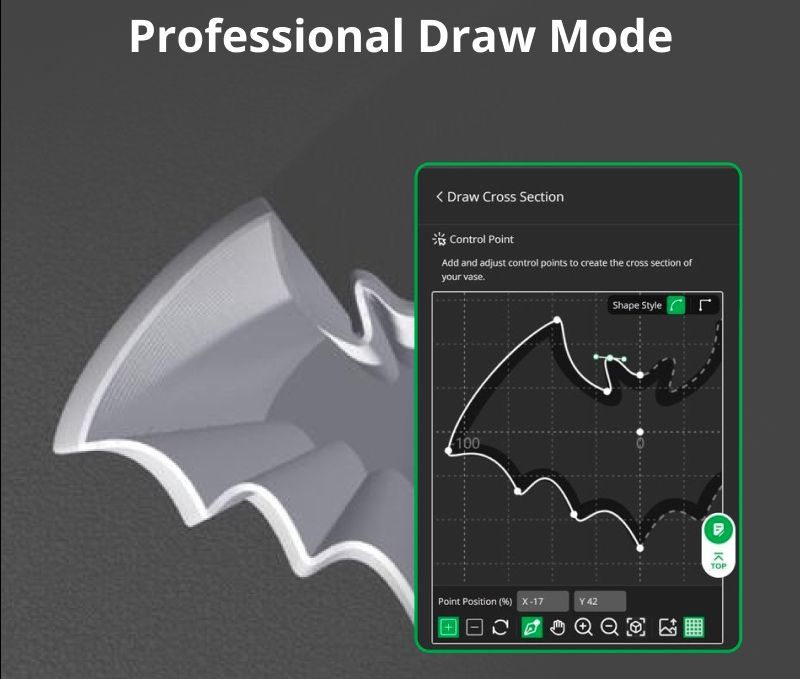
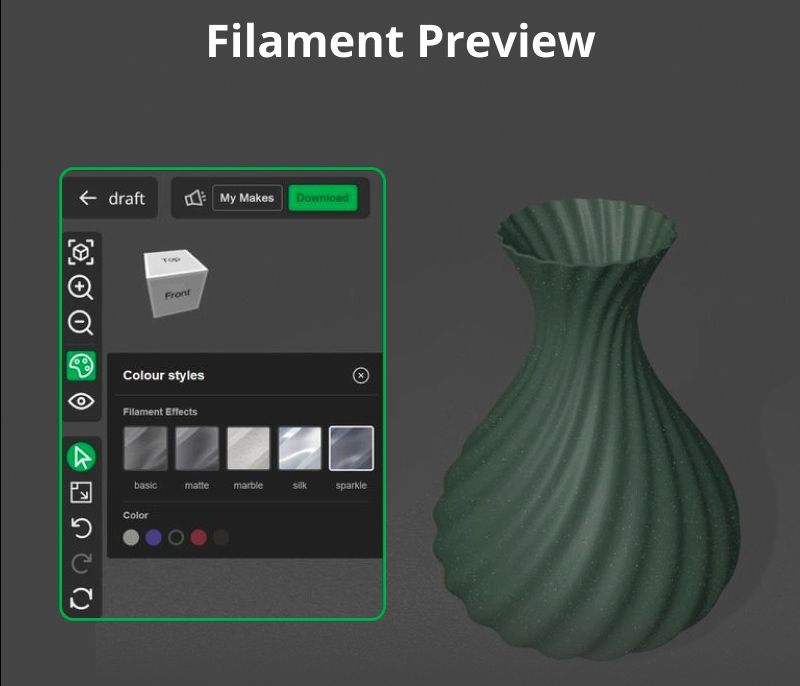
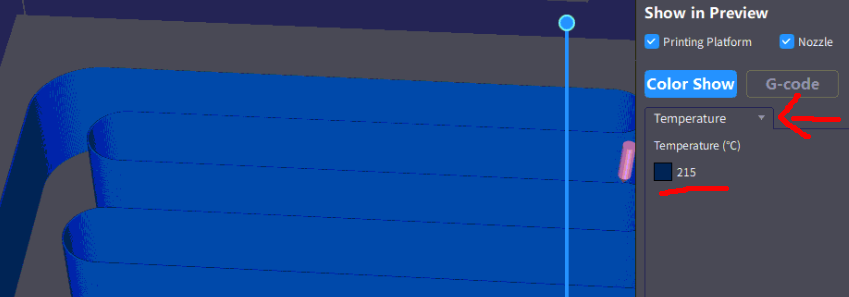
J'ai vu la news sur la page Facebook du constructeur qui a annoncé une nouvelle fonctionnalité sur sa plateforme MakerWorld : makeMyVase. Comme son nom l'indique, il s'agit d'un outil pour modéliser des vases à imprimer en 3D. Draw Mode Il y a des formes toutes faites mais également un mode dessin pour partir de zéro : Filament Preview Un fois le vase modélisé, on peut effectuer une prévisualisation du filament histoire de voir à quoi ça ressemblera plus ou moins une fois print : Spiral Vase Mode Forcément, il y a un mode spiralisation du modèle pour une impression plus rapide : Je n'ai que peu manipulé le logiciel mais ça a l'air fluide et intuitif. Je suis juste étonné de ne pas avoir trouvé de bouton "ouvrir dans Bambu Studio", on ne peut visiblement que télécharger le fichier au format STL ou 3MF Au passage j'ai découvert qu'il y avait déjà "Make My Sign" !

 1 point
1 point -
@Motard Geek sympa j'avais pas vue passer l'info, interessant quand tu as un petit panneau ou porte clé etc le Make_My_Sign quand tu as un truc assez simpe a faire rapidement cela a un côté pratique, le Make My Vase aussi cela peu avoir un intérêt même pour moi quand tu as pas besoin d'un design bien précis mais un truc rapide et pratique. Ils ont laissé une tuile indiquant "plus à venir rester connecté" ce qui indique que d'autre outils vont venir franchement c'est pas mal.1 point
-
Ce sera la version installée originellement. Mais le support, là, a «botté» en touche car Fluidd n'est qu'une interface Web communiquant avec Moonraker pour afficher les informations venant de Klipper. Le seul moyen (non, le plus simple) de mettre à jour Fluidd est en connexion ssh de passer par KIAUH (./kiauh/kiauh.sh). Fluidd sur ma X-Max 3 est toujours à jour (je le mets régulièrement à jour) : La version de Fluidd s'affiche également en bas à droite de la fenêtre :
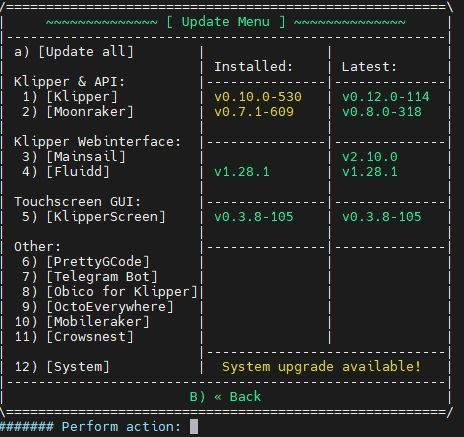
 1 point
1 point -
Beau boulot!1 point
-
Je veux pas dire mais partir sur une Ender 6 ou 5 plus si c'est pour passer tous en rails linéaire, direct drive et fermé le tous, a la fin cela te coutera plus chers qu'un Qidi X-Plus 3 ou K1 MaX deja close et core XY1 point
-
Donc pour toi il faut le rabrouer en public quitte à faire du hors sujet ? Je ne le pense pas d'où ma réponse. Mais je ne suis qu'un simple forumeur. Je souhaite surtout qu'on s'arrête là et que cela ne provoque pas une autre réponse hors sujet... Fin du HS1 point
-
Bonjour, Problème réglé. La mise à jour des pilotes et de windows 10 a réglé le problème. Merci pour votre aide.1 point
-
Le PLA Elegoo, je l'imprime toujours à 220° et 250Mms, sans jamais aucun problème Avec chauffe du lit à 60° et ventillo à 80%1 point
-
C'est bon j'ai décalé mon home et ça colle mieux à ce que j'attendais. Merci1 point
-
Problème résolu. Le plateau était juste trop bas et venait cogner contre le " carter" autour du bouton poussoir fin de course.1 point
-
Bonjour PPAC Je n'ai pas autre chose que les 2 imprimantes Elegoo, et vu le manque de réponse(s) de leur part, je me demande si je vas continuer à faire confiance à cette Sté, donc ça limite pas mal la recherche de panne, de toute façon si je branche le bloc alim d'origine seul ça me fait disjoncter mon installation. Il est vrai que j'avais acheté un bloc d'alim pour une Dagoma et je n'avais pas eu de problème, donc je vais passer ma commande de manière à ne pas être bloqué. A bientôt, JL1 point
-
Re, le diamètre du filament de marque Ender CR-ABS mesure pied a coulisse en photo ( désole j'ai pas de quoi mesure avec un micromètre ) La buse est une 0.4 d'origine de ender lors de son achat. pour les température , j'ai fait des essai de 220 a 260 °C , et toujours pareil. pour les slicer , pareil même souci avec cura, slicer creality, et prusa slicer aujourd'hui j'ai un CR6 SE All Metal Heat Break Copper Titanium TC4 Gorge et des nouvelle buse de 0.4mm de chez ender qui doit arrivé aussi. qui doit arrivé



 1 point
1 point -
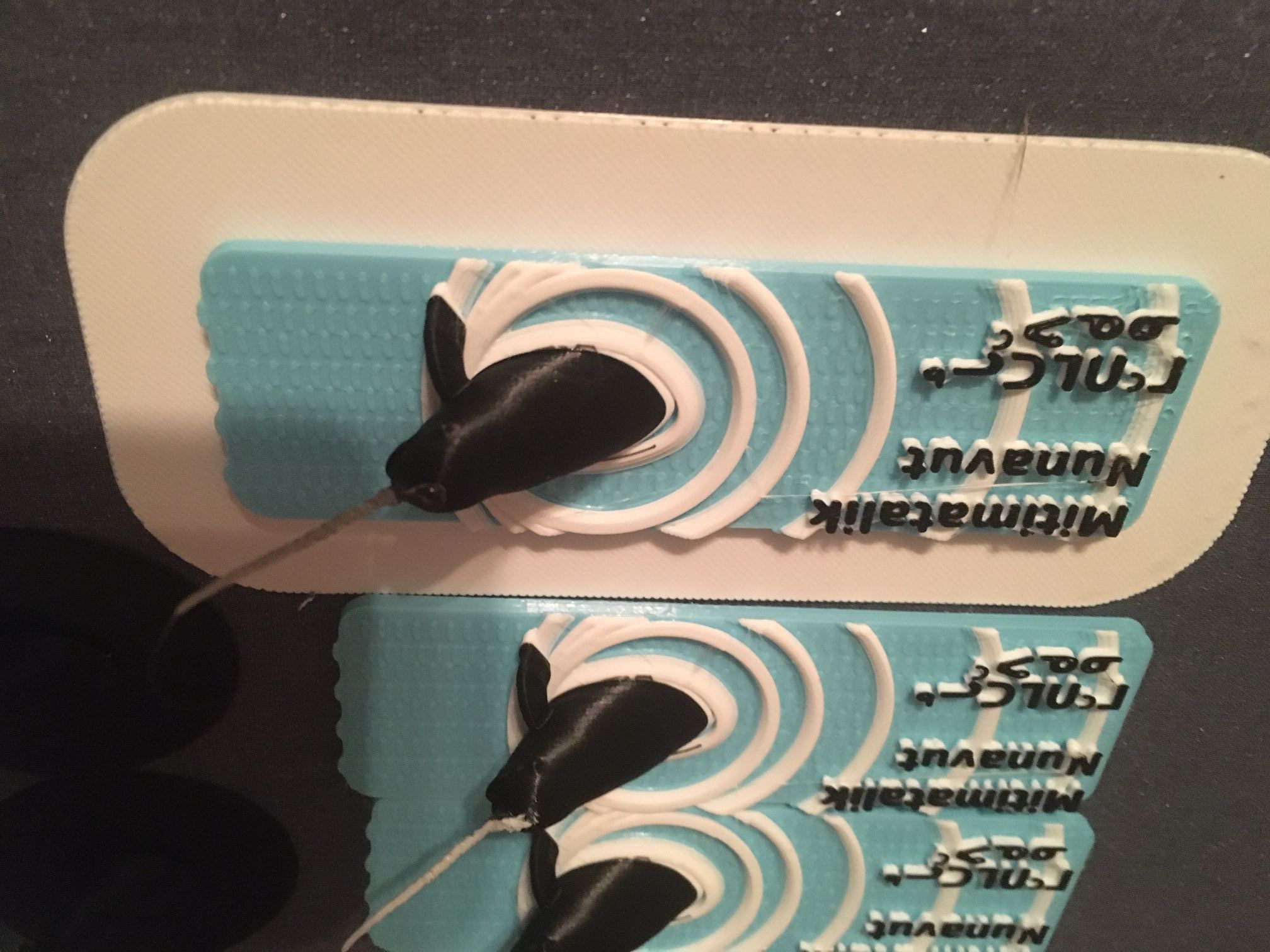
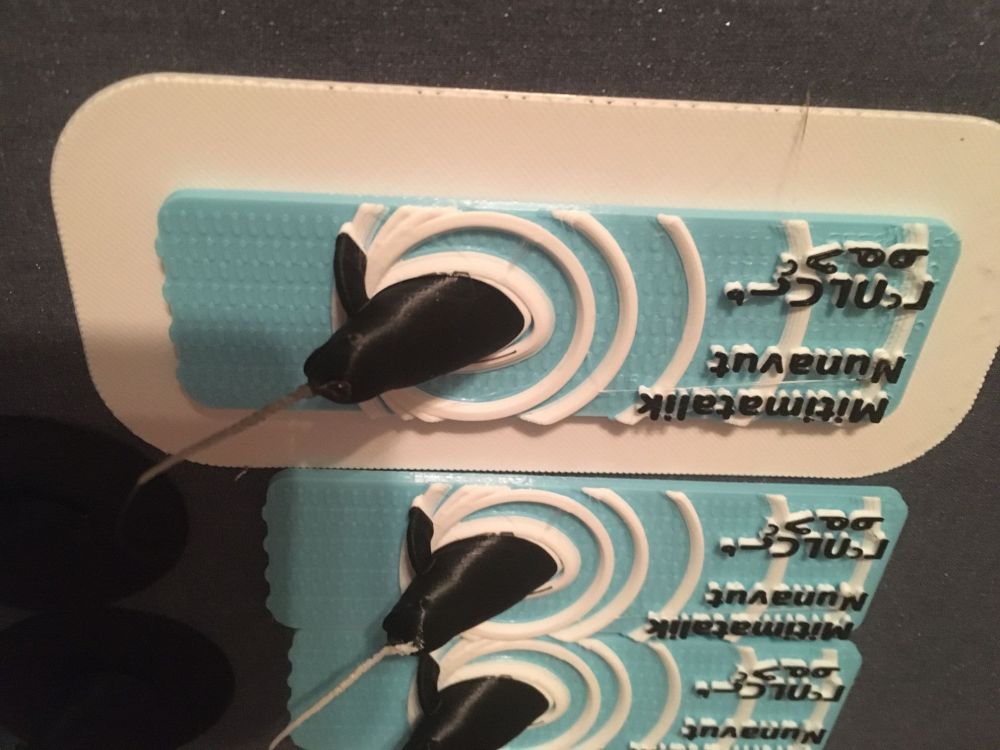
D'accord, allons-y d'une petite (en l'occurrence 2 ch'tites) photo. La première montre mes modèles de travail. Aucune de ces pièces n'est correcte, chacune a son défaut. Dans le lot, celle qui a un radeau est la pièce (enfin!) réussie. L'eau est en qualité moyenne, L'animal en haute qualité (c'est un narval; ici il s'en pêche et on le mange; rien ne se perd). La corne du narval est en basse qualité. J'ai tenté les qualité moyenne et haute, mais c'était trop lourd et ça courbait ou tombait. De plus, la basse qualité induit un relief qui rend plus vraisemblable la texture. La corne d'un narval en - en fait - une dent. En allongeant et tourne, ça donne donc un longue spirale. La basse qualité amène à penser à cette torsade. Bien que l'impression soit bonne, il reste quelques fils à couper. Mon filament blanc a quelques mois, peut-être est-il un peu humide.

 1 point
1 point -
Dans ta recherche et ton budget, pense que pour imprimer du PC il faut une température d'extrusion entre 250 et 270° (donc tête haute température), température de lit entre 90 et 105° (certaines imprimantes ne montent qu'à 80/100°) et un caisson fermé avec une température de 90 à 100° à l'intérieur donc dans les imprimantes que tu nous indiques, je ne sais pas si c'est possible... car si tu enfermes par exemple une Ender dans un caisson à 90/100° je pense qu'elle va moyennement apprécier1 point
-
Alors je suis pas certains d'avoir bien compris comment on fait, mais histoire de mettre en commun. -- Documentation de référence https://ellis3dp.com/Print-Tuning-Guide/articles/determining_max_volumetric_flow_rate.html https://help.prusa3d.com/article/max-volumetric-speed_127176 -- En gros pour moi le MVS c'est une approximation d'une limite physique de débit a une température donnée pour une tête d'impression et un filament. ( Plus on imprime chaud ( on peut même chercher a dépasser les température d'impression recommandé ) plus le MVS augmente jusqu'a une certaine limite (car trop chaud trop longtemps et le filament selon sa nature peut cuire dans le corps de chauffe et le débit s' effondre car alors on transforme par cuisson le filament au lieu de le faire fondre). Avec cela il ne faut pas oublier que forcement un débit augmenté par l'augmentation de la température implique un boudin de filament extrudé plus fluide et donc plus de suintements et ou cheveux d'ange. Et comme on a rapidement imprimé une couche, il faut avoir une bon refroidissement pour la figer avant de commencer la suivante. De plus il faudra probablement re-ajuster le Pressure Advance ... ) En pratique pour un filament donnée, sur une machine donnée et pour une température d'impression donnée, je ne connais pas d'autre méthode que d'utiliser les outils de calibration que proposent certains trancheurs Par exemple sous Creality Print, barre de menu "Calibration", "Max flowrate" -> ( a éventuellement ajuster : ) -> ce qui donne une impression qui nous permet de voir si on l'imprime, où cela "décroche" et de déterminer le MVS pour ce filament a cette température (celle du profile que l'on avait de sélectionné avant de faire "Calibration", "Max flowrate" ) .
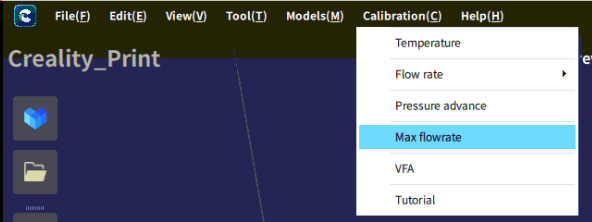
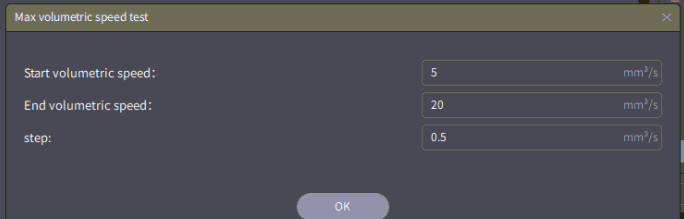
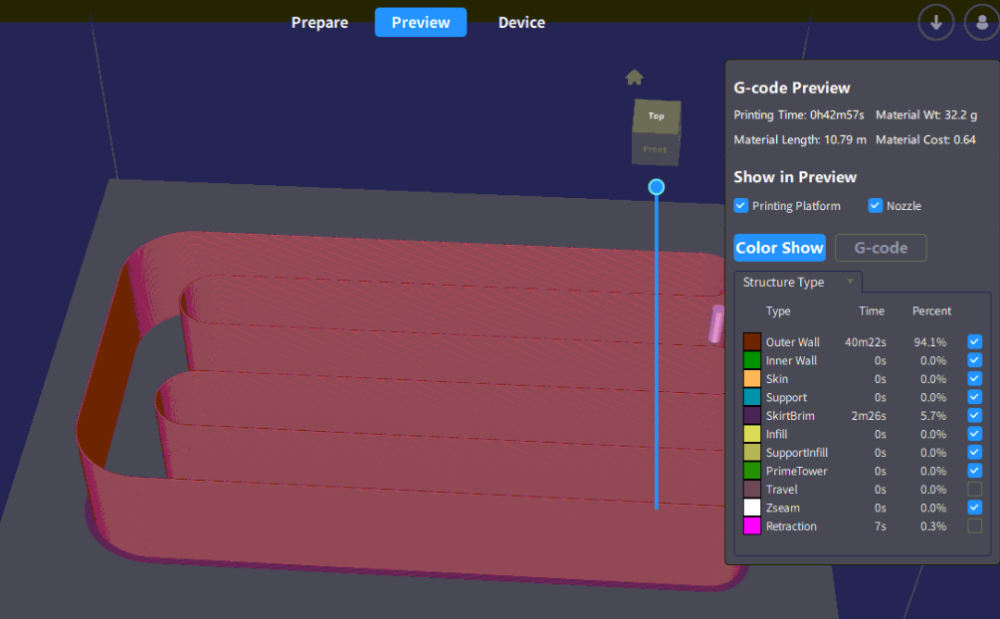
 1 point
1 point -
De nouvelles imprimantes chez Phrozen et Comgrow, du sport automobile et d'autres actualités de la semaine à lire ici : https://www.lesimprimantes3d.fr/semaine-impression-3d-425-20240225/1 point
-
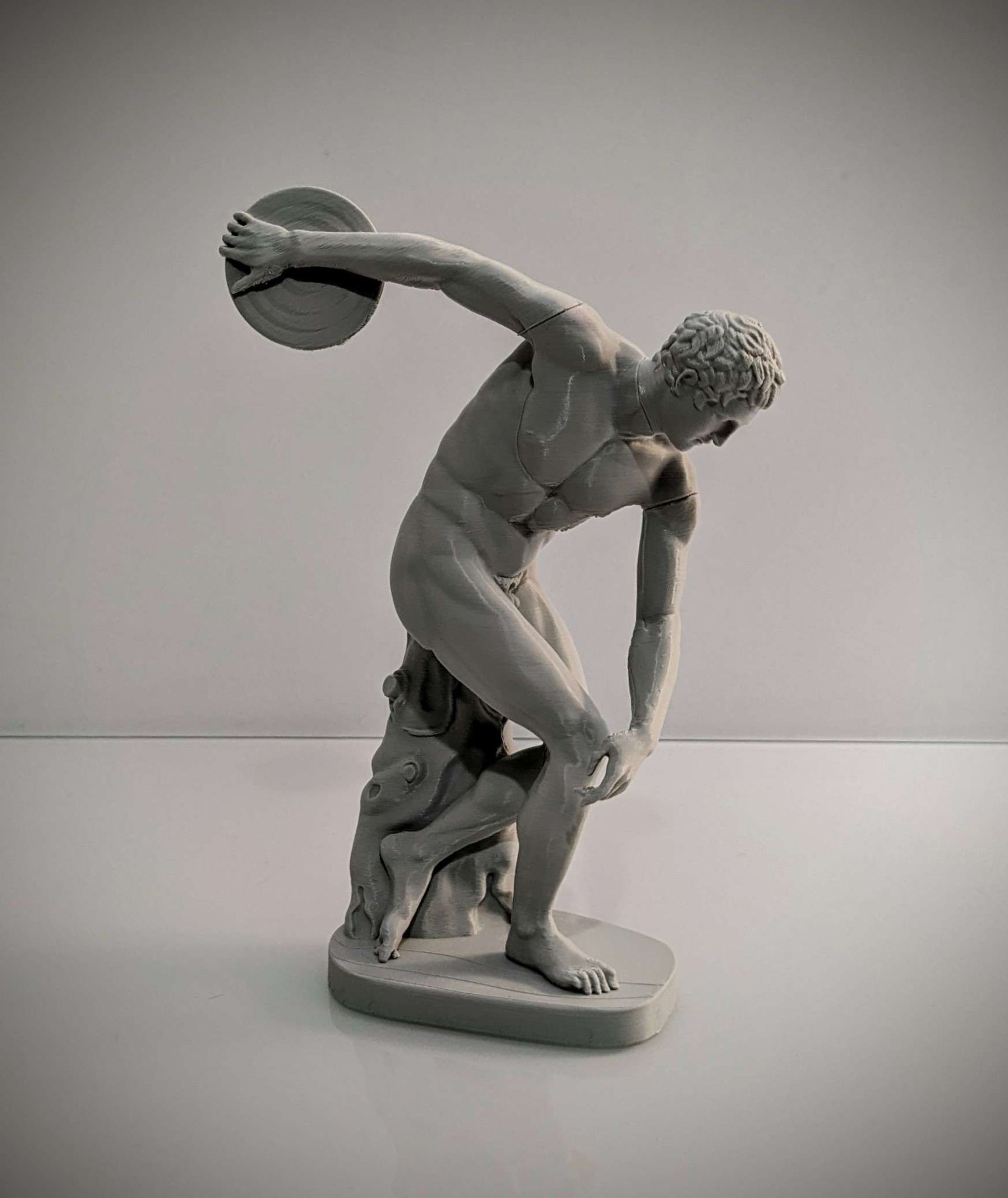
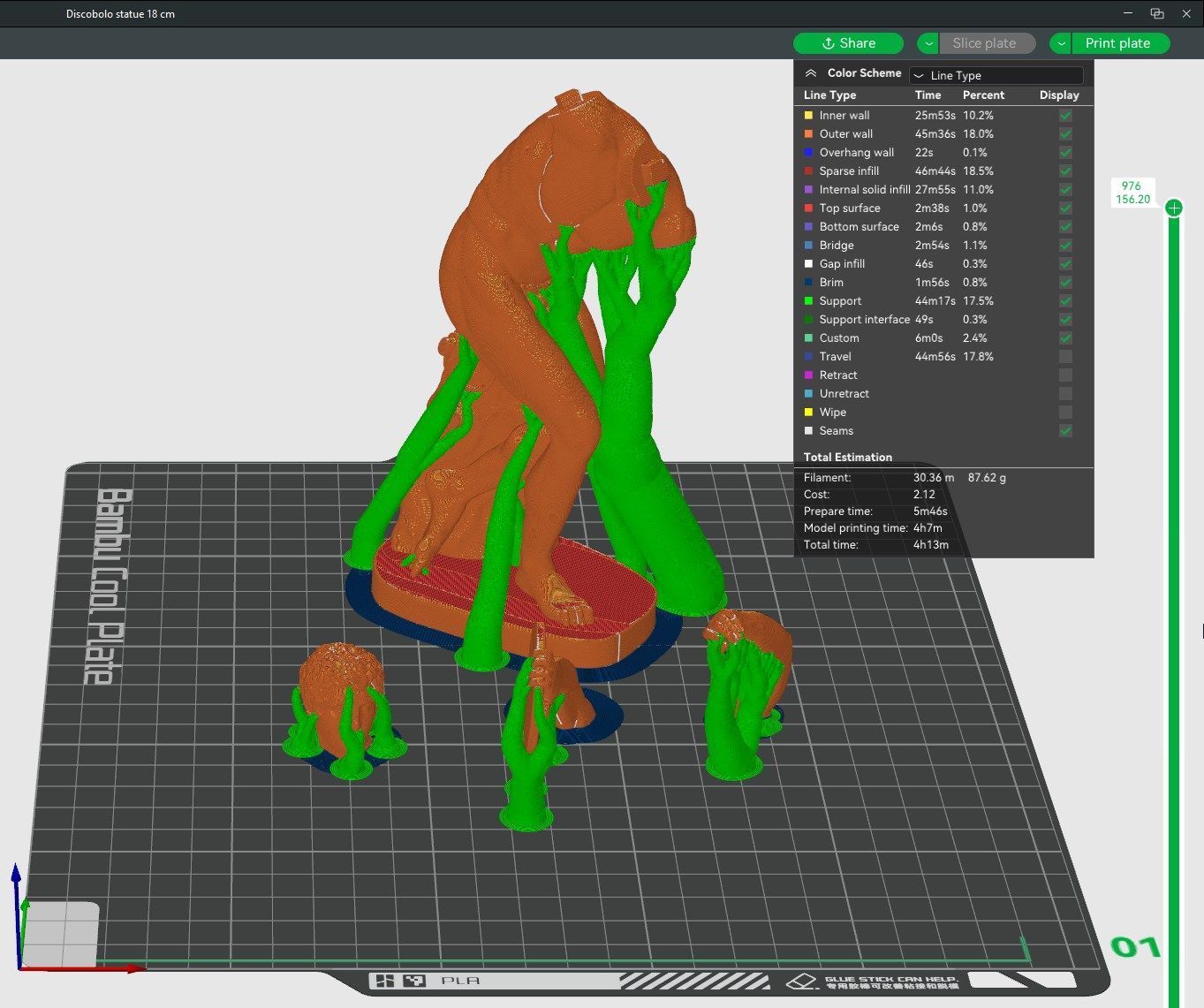
Sublime Discobole en ePla Formfutura gris clair (la photo est sombre en vrai c'est beaucoup plus sympa et proche de la réalité niveau rendu) : C'est du 160 microns d'épaisseur de couche, la statue fait 18cm et les petits détails sont fous. J'ai fait Open in Bambu Studio, Slice & Print c'est tout
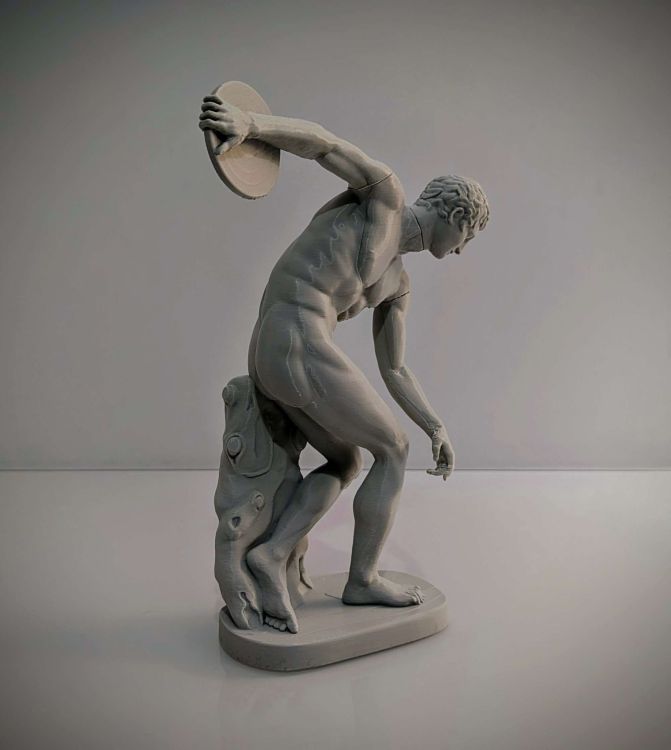
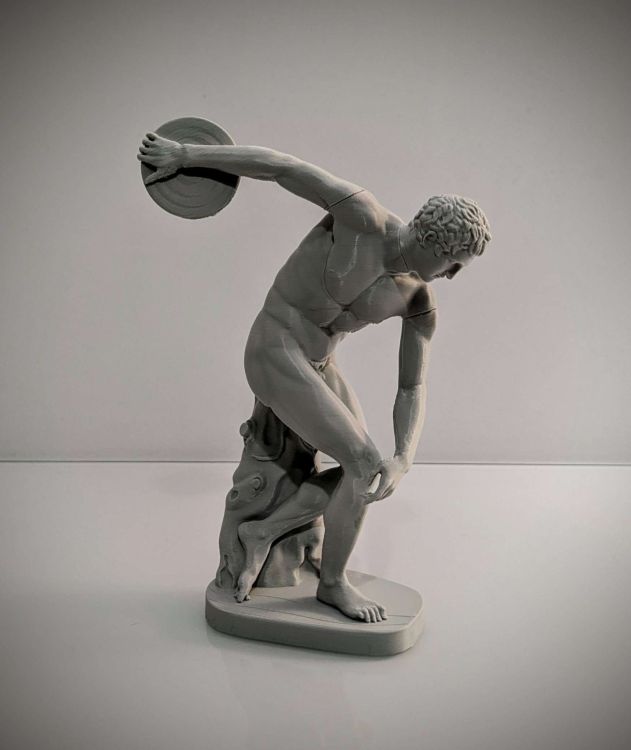
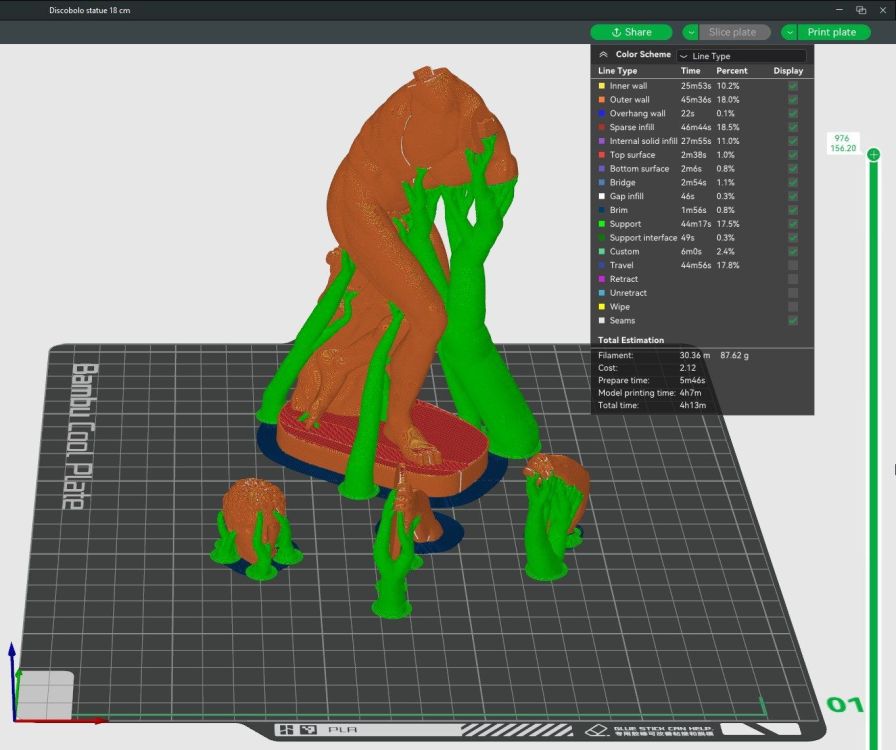 1 point
1 point -
Pendant que certains s'échinent à marquer ou rayer leur plateau, notre ami lui, voit les choses en grand. A coup de cratères dans le caisson, pas sûr qu'il reste efficace longtemps.1 point
-
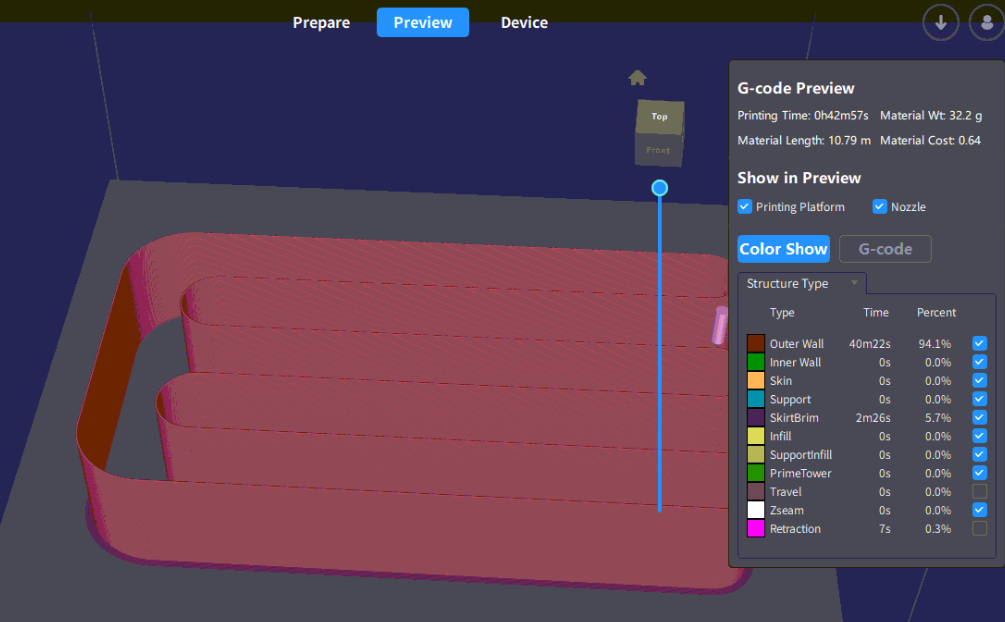
Du coup j'ai pesé tous ce que j'ai retiré soit 817.2g et tous ce que j'ai mis soit 85g du coup 732g de moins. Au vue des test je vais faire pareil pour l'axe y et devrait encore gagné 80g sur l'axe X.1 point
-
Merci pour vos retour, j’ai deja fais un tiket bambulab, on a fait un vingtaine d’echanges avec des video, des gcode qu’il m’envoyai, des test en veut tu en voila, ca n’en finissait pas, tout ca pour me dire que il ne detectait pas de resistance anormale, forcément c’est pas le problème, j’ai lâcher l’affaire et j’ai commandé les axes, pour 100 balles le temps que j’ai perdu ma couter plus cher. A la fin il me demandait une video montrant le jeu, mais c’est difficile de faire apparaître ca en video…. je ne pense pas non plus que ca vienne des fichiers car ca le fait sur tous, fichier que je modelise moi meme, fichiers de printable, impression direct de maker world….1 point
-
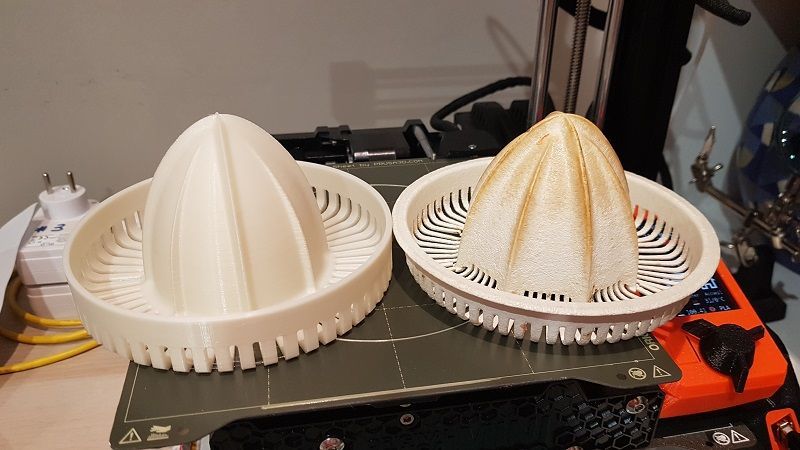
Impression de la bête terminée Un petit avant après pour illustrer 1er essais concluant tout s'ajuste parfaitement et le cône tourne correctement. Yes Dernière étape (en cours) la protection. J'ai acheter du vitrificateur contact alimentaire de chez Decopatch à base d'eau. Trouvé chez Cultura. A voir à l'usage Me reste maintenant à faire le mien... Si intéressé par les fichiers Fusion360 et .stl, je peux les poster ici. Vous n'avez qu'à demander @+ JC
 1 point
1 point -
Petit détail: si tu avais fait le fond du trou central conique, tu n'aurais pas de support jusqu'en haut.1 point
-
"Quoiqu'il en coute" tu es Macroniste maintenant ? Je vais surveiller tes prochains messages, au cas ou je trouve du "en même temps".1 point
-
Cela va couter beaucoup plus cher que l'appareil complet. @jcjames_13009 ferait mieux de lui en acheter un beau pour Noël. (à Marseille, il doit pouvoir l'acheter en espèce et sans facture, c'est moins cher.)
 1 point
1 point -
Si ton collègue veut le mettre au lave-vaisselle, c'est impossible de prendre du PLA. L'idéal c'est le PC, de plus la résine accroche super bien sur ce support. Coté alimentaire, elle ne sera pas estampillée mais pour un usage perso, cela fera l'affaire.1 point
-
ok c'est là pour ce type de pièce que je vois moins l'intérêt de m'embêter a l'imprimer car un presse agrume ne coute pas grand chose. Et là tu vas utiliser du filament + de la résine epoxy même les 2 côtés éco ne sont pas rentables je pense mais c'est un bon exercice ^^.1 point
-
Salut @Idealnight Très bonne remarque J'ai prévu d'utiliser du PLA (Prusament) qui est "compatible alimentaire" mais pas "certifié". La pièce sera ensuite recouverte d'une résine époxy "certifiée alimentaire" Il y a deux articles sur le site de Prusa qui traitent de cette problématique -> Comment réaliser des modèles imprimés 3D de qualité alimentaire et -> Impression 3D étanche PT1 : Vases, tasses et autres modèles ouverts @+ JC1 point
-
C'est du PLA alimentaire ? car perso même si tous les plastiques vendus sur le marché ne sont pas top, au niveau de l'impression 3D je reste réticent de l'utiliser pour l'alimentaire. Quid de l'usure dans le temps, nettoyage, particules fines etc...1 point
-
Moi aussi je suis à la recherche d'une machine de mini 250*250 avec caisson obligatoire pour les filaments type PC et va falloir revoir ton budget à la hausse (et pas qu'un peu...) pour ce type de filament... Tu as la QIDI X-plus 3 mais à plus de 700€ avec un plateau de 280*280 moins cher la Flashforge Adventure 5M pro mais en 220*220 ou la Creality K1 elle aussi en 220*220 et la plus cher mais avec la possibilité de mettre un AMS plus tard la BambuLab P1S 256*256 (ou la P1P moins cher mais faudra la fermer toi même).0 points