Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 22/04/2024 Dans tous les contenus
-
Il me reste encore quelques réglages, mais elle est déjà très bien. En tout cas j’ai aimé l’imprimer et l’assembler ! Bambucaster en PLA


 6 points
6 points -
Et bien le voici. 3dprint_mag_2024.pdf4 points
-
Il parait que BambuLab prévoit de pousser une mise à jour sur les X1C leur permettant d'activer un programme d'autodestruction par montée en température sans limite et en plus le plateau viendrait défoncer la tête et exploser les axes de guidage du X. Cela engendrait une surcharge de l'alim et un embrasement de la carte mère permettant ainsi de détruire toutes les preuves de cette attaque mortelle. Je conseille vivement de déconnecter toutes les X1C du Wifi et de contrôler le contenu de la microSD que vous allez utiliser.4 points
-
Salut tout l'monde... Voila terminé et testé, un RISE (Planeprint) en version 2m35... Bon sang quelle super machine !!! Il ne veut juste pas se poser... Il faut imperativement les AF (Ou comme moi le regarder flairer sur 200m !) :lol: Imprimé sur ma 3V3SE. Une premiere fois avec des reglages "rapides" qui m'on donné un résultat impossible a centrer (trop lourd de l'arrière) La version 2 apres tous les essais necessaires aux bons reglages du PLA LW Bref... Content, reste a regler ma radio (vintage vous avez vu !!!!) surtout les AF. L'impression 3D m'a redonné envie de voler en planeur RC !!! A+, Lolo
 4 points
4 points -
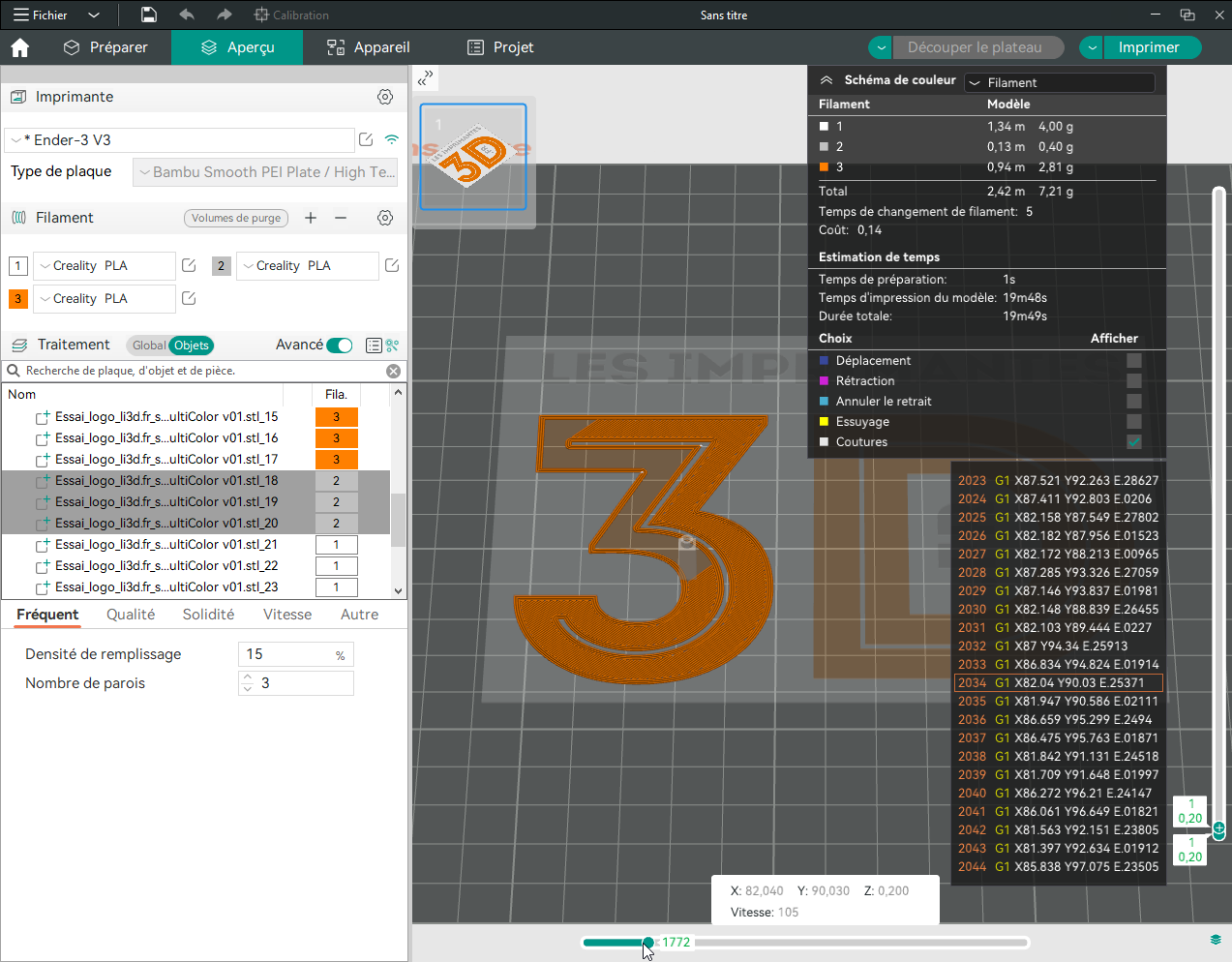
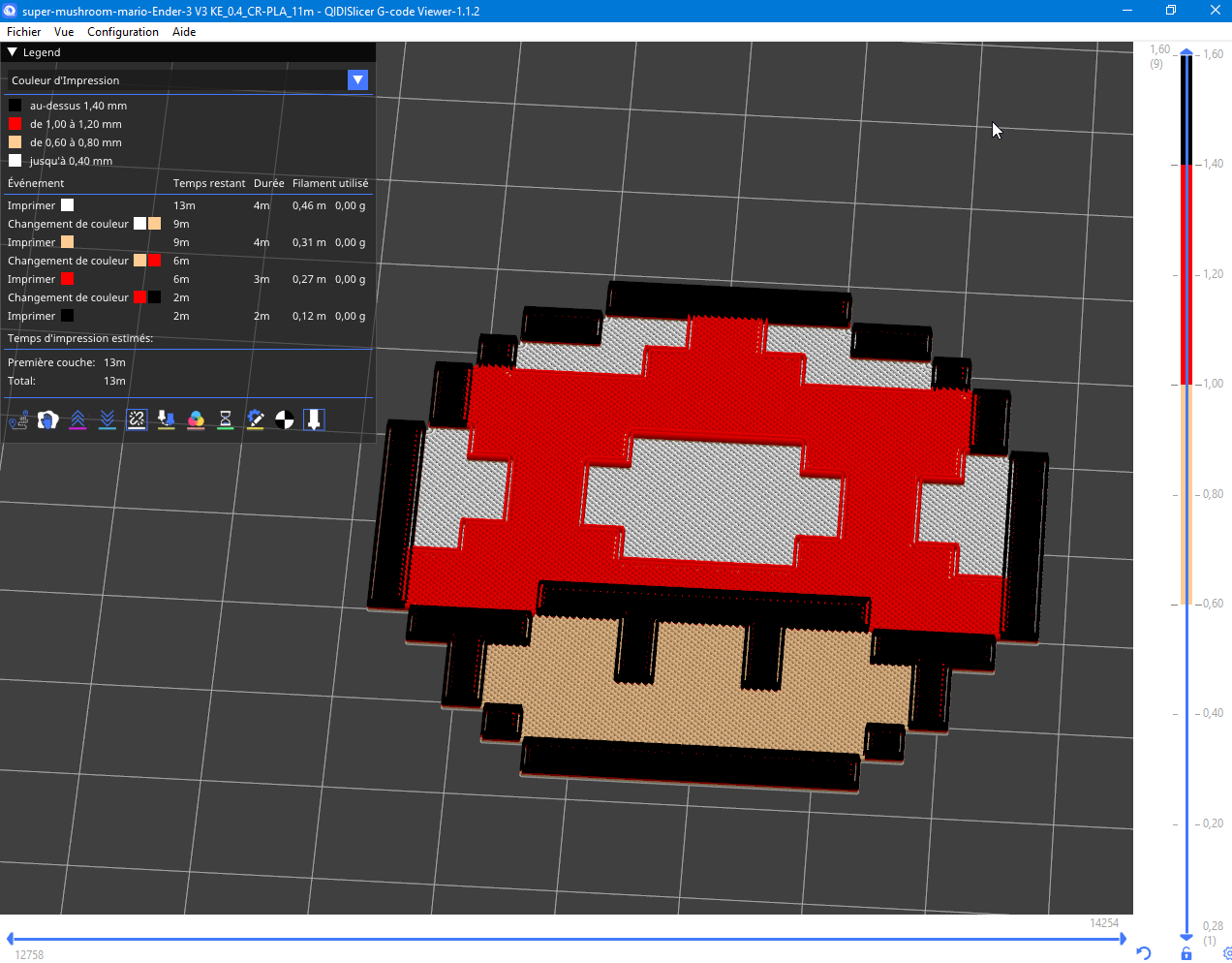
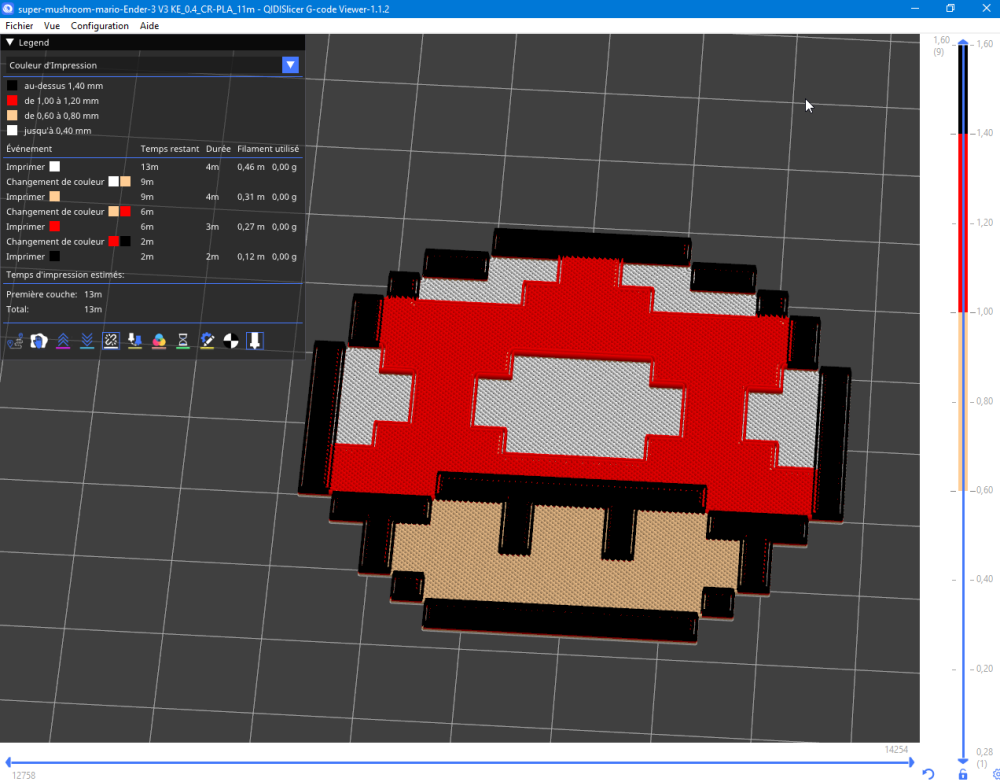
Salutation Je cherche à regrouper l'ensemble des techniques et méthodes ( et les bons mots pour les nommer ) pour le Multi-Couleurs en impression 3D. Je me focalise sur le côté modélisation et tranchage pour en une impression 3D FDM, obtenir un objet Multi-couleurs. Je mets donc de coté les techniques qui demande des posts-traitements comme Peinture, "hydro dipping", Anodisation, ... d'assemblage et collage en post-impression d'objet de différentes couleurs Utilisation de filament a dégradé ou rupture de couleurs ("Arc-en-ciel" ou ... ) ou de filament "Multi-Couleurs" (plusieurs couleurs dans une même section du filament) ( Et j'écarte aussi l'impression résine UV. Car sauf mettre en pause pour changer la résine ou ajouter au goûte a goûtes une résine d'une autre couleur ou un colorant lors de l'impression, pas d'autre méthode a ma connaissance que la peinture post-impression l'assemblage post-impression ou éventuellement pour une résine transparente, prévoir des cavités a remplir en post-traitement avec une autre résine. ) Pour l'instant coté trancheur, (si j'écarte les machines avec des têtes d'impression qui permettent de mélanger plusieurs filaments avec par exemple une "buse diamant multicouleur" ) il semble n'y avoir que deux approches que l'on peut éventuellement mixer lors d'une impression (mais les trancheurs comme Orca Slicer ne permettent pas encore le mix). Changement de filament au changement de couche ( donc une couche sera entièrement imprimé avec une seul couleur. ) Il faut avoir un trancheur qui permet en début ou fin d'une couche d’insérer un changement de filament selon la couche ou hauteur Z. (HueForge génère des modèles 3D à trancher avec des couches de l'ordre de 0.08 mm pour arriver a des nuances de couleurs selon les transparences des filaments utilisés) Si l'on regarde l'impression par transparence certains enchaînements de couleurs, ne fonctionne pas, on obtient des mélanges non souhaités ( Il faut préférer commencer par les teintes blanches, puis en dernier les teintes noirs) Changement de filament par objet ou sous-objet d'un modèle ( donc une couche pourra être composé de plusieurs couleurs) Il faut avoir un trancheur qui permet d'affecter un filament à un objet ou sous objet sur le plateau. Et un système qui automatise les changements de filament devient vite indispensable. Là par transparence comme il n'y a pas de superposition de couleurs selon la couche, si les purges sont suffisantes lors des changements de filaments durant l'impression, il n'y a pas de risque de "mélange" Avez-vous d'autres approches ? ( même dans celles que je mets de côté, par exemple prévoir que l'on va couler de la résine UV de couleur dans un sous-relief, ... ) et les bons mots et termes pour nommer chaque méthode ? ( Je ne sais pas si il faut par exemple écrire "multicouleur" ou "multi-couleur" ) (Edit > Il me faut ajouter la technique où on imprime avec un filament blanc que l'on teinte, ou encore, celle où après chaque couche, on passe un feutre de couleur, ou encore où l'on utilise une tête d’imprimante jet d'encre pour colorer le filament ou la couche terminé.) Merci.






 4 points
4 points -
Info sans doute un peu passée sous le radar, mais BAMBU vient de confirmer implicitement qu'il ne reste plus longtemps à vivre pour la X1C : le site officiel affiche désormais la date à partir de laquelle les modèles n'auront vraisemblablement plus de MAJ de firmware. Après difficile de savoir ce qui se cache derrière le "guaranteed" (çà dit clairement que jusque là, pas de soucis, après, c'est quand même moins clair) (sans doute "plus de nouvelles fonctionnalités", peut-être encore "quelques patchs de sécurité", et au bout d'un moment sans doute l'incompatibilité de la X1C avec les versions de Bambu Studio les plus récentes et l'obligation de rester sur une version + ancienne) Pour la X1C, il ne reste donc plus que pile une année de MAJ garanties ! (c'est loin et proche à la fois) (nul doute que dans l'intervalle une X2C apparaîtra)4 points
-
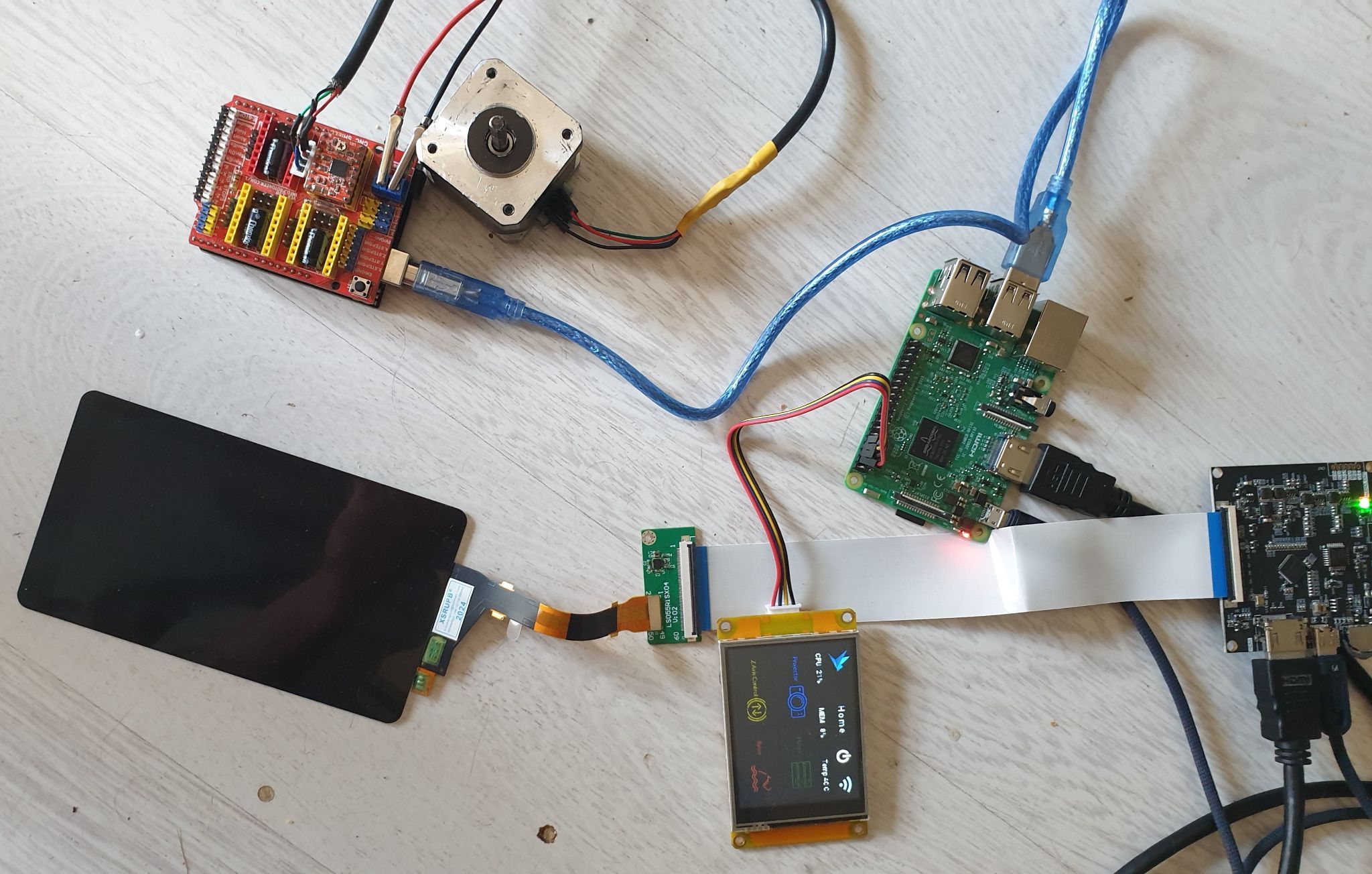
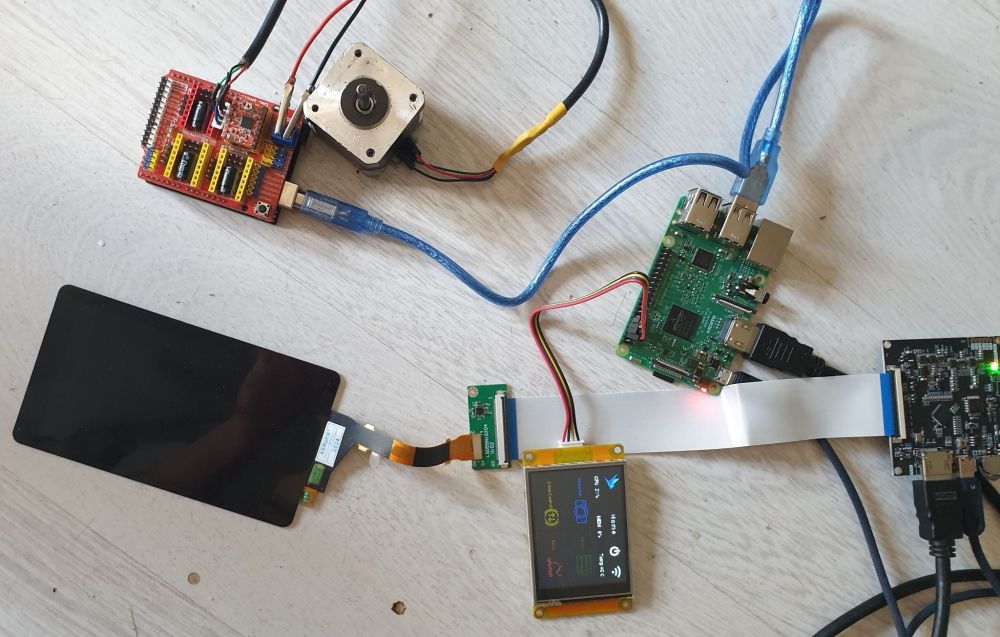
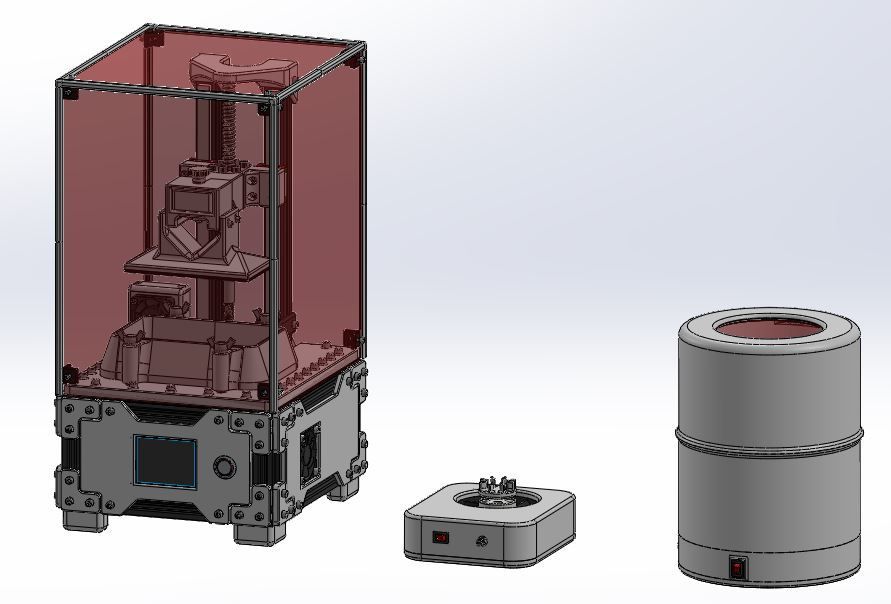
L'électronique est terminée et est entièrement fonctionnelle après beaucoup d'heures passées dessus, c'était la première fois que j'utilisais une carte Raspberry La Raspberry donne les instructions gcode au shield et gère l'écran tactile + l'écran d'impression par HDMI. Le shield Arduino s'occupe du moteur, de l'endstop et de l'allumage des UV en PWM (commande M3 S///). (l'écran semble noir car le rétro-éclairage a été enlevé, mais il est parfaitement fonctionnel) Niveau configuration : Grbl v0.9 modifié sur le shield Arduino v3, et NanoDLP sur la Raspberry PI 3B, écran tactile Nextion 2.8" et écran 2k 5.5" (LS055R1SX04) J'ai eu beaucoup de problèmes pour faire fonctionner l'écran tactile et encore plus de problèmes pour faire fonctionner l'écran d'impression par HDMI. Les paramètres à modifier sont principalement dans le "config.txt" du raspberry. Je le poste ici au-cas-où, vu que c'est un écran assez commun mais avec peu de documentation pour NanoDLP. Je ferais sûrement un tuto complet sur l'installation de NanoDLP sur Raspberry une fois que mon imprimante sera construite, car ça a été très complexe pour un novice comme moi Grosso-modo pour l'électronique, soit on utilise CreationWorkshop et un pc doit être branché en permanence à l'écran HDMI et au shield, soit on utilise une Raspberry pour remplacer le pc. L'avantage du Raspberry c'est qu'on a pas besoin d'un pc dédié à l'imprimante (oui, merci...), mais surtout qu'on peut lancer des impressions hors-réseau, sans slicer supplémentaire vu que NanoDLP en comporte un. On peut directement lancer des impressions depuis l'écran tactile, avec un .stl présent sur une clé USB, c'est ce que je voulais absolument pour mon imprimante. --- EDIT: Une station de lavage (agitateur magnétique) et une station de polymérisation ont aussi étés modélisés
 4 points
4 points -
Pas suffisant, tu doit enfermer ton imprimante et le wash and cure dans un caisson étanche avec filtration de l'air puis tu y accole une douche de décontamination et tu n'oublie pas ta combinaison (plusieurs colorie disponible), bon par contre c'est pas très pratique pour manipuler les pièces imprimer... Avec ça te voila paré pour l'impression hautement toxique de la résine et si tu as une imprimante FDM tu peut aussi la mettre à l'intérieur car c'est aussi très méchant les filaments...3 points
-
Il y a de l’open-source depuis bien longtemps. La preuve : j’ai eu un chat de gouttière en open-source (de père et mère inconnus) durant 14 ans. Pour ne pas changer de version, je l’ai fait stériliser.3 points
-
Voilà mes dernières productions. Lorsque qu'il n'y a pas besoin de support comme sur le pot de fleur de gauche (imprimé en buse de 0,6 car pla huître) j'utilise flashprint sinon c'est Orca qui génère de meilleurs supports organiques. La tête blanche fait 32cm et a donc été imprimé en 2 plateaux. Seulement 15h pour l'ensemble avec une qualité vraiment top. La femme sur son banc m'a posé plus de problèmes. J'ai du la réussi qu'au 5eme essai. Mais c'est en grande partie du au PLA qui a un effet un peu plus gomme et donc qui est moins lisse. Il faut donc diminuer un peu le débit sous peine d'avoir des excroissances qui a entraîné trop de friction et par conséquent un décollement complet de la pièce ou des cassures sur des zones fragiles.
 3 points
3 points -
Ma femme m'a demandé si je pouvais faire des tire tiques pour le poney club... J'en ai trouvé un sur Printables ( https://www.printables.com/model/153838-tick-remover ). Il est facile à imprimer, et ma femme l'a déjà testé avec succès. Je l'ai retravaillé pour inclure le logo du club, et ajouté un trou pour le fixer à un anneau, et imprimé un prototype...3 points
-
A isidon qui a encore baclé la fiche technique je pense (faudrait supprimer cette ligne @Julien )3 points
-
Cela correspond à quoi les 300 °C ?
 3 points
3 points -
Il semble que Bambu ait reculé face à la levée de boucliers (pas ici, mais sur forums officiels, contacts au support client, reddit, ...) et ait décidé d'augmenter la période de support en question. Nouvelle MAJ ce jour : Ce qui semble déjà plus raisonnable quant au prix de ces machines et moins problématique pour les acheteurs.3 points
-
1.9.0 beta 4 cette fois : https://github.com/bambulab/BambuStudio/releases - Gestion de fermes d'imprimantes ... (un cas marginal pour beaucoup d'utilisateurs, mais sans doute intéressant pour ceux concernés + p-e un moyen de "lutter" comme l'écran Big Tree Tech qui permet aussi cette fonctionnalité) - Une gestion de la sécurité par PIN ... pour toutes les imprimantes, sauf les X1C ! - Des .obj avec colorisations intégrées dans le fichier ... si çà pouvait éviter de devoir s'échanger des .m3f, ce serait pas mal en effet (qui embarque bcp trop de choses niveau paramètres pour que ce soit une bonne idée d'utiliser ce format de fichier plutôt destiné aux fonctions "projet") --- Feature 1. Support Multi-device Management. We are excited to announce a new feature in our latest release: Multi-device Management. With this feature, you can now send print jobs to multiple printers simultaneously and monitor the printers' status, print history, and task queuing. When sending a job, you can also choose filament from either the external spool holder or AMS However, if you select AMS, we currently only support one AMS on each printer. You can configure the task sending procedures by setting up the batch size and interval, which reduce the risk of overloading your power supply. Heating up the hotbeds is when the printers consume the most power. By controlling the batch size and the interval between batches, you can even out the peak power consumption, therefore reducing the risk of overloading. However, please always check your power supply capability when running multiple printers. Edit printing parameters in the Send window View task details on the tab page of Multi-Device For more detailed information about this feature, please click the wiki page. https://wiki.bambulab.com/en/software/bambu-studio/multi-device-management 2. Imported .obj File with Color Function Added color imported from vertex in obj file, and color imported from mtl file function. You can use software such as Blender or Meshlab to color vertices or patches of the model. The PNG color function is currently under development. Please stay tuned. Note: Please ensure that the imported obj file does not contain non-manifold edges. After color parsing, the results may not fully correspond with other rendering software. Users can continue to manually adjust the printed colors in BambuStudio. 3. New CrossHatch Infill Pattern We developed a new infill pattern called CrossHatch. As the name suggests, it primarily fills parts with lines, while periodically altering the direction of the lines through some transition layers. It dramatically improves strength compared to line and concentric infill, while achieving high speed and silent printing in most layers. When compared to Gyroid infill, it prints 28% quicker in a test cube. When compared to Grid infill, it has a smaller grid size at the same density setting. Based on our tests, we recommend printing it with a slightly lower density setting than you normally would, such as 12%. Improvement 1. Added binding method for pin code We have added a non LAN mode binding method, which allows for easy binding of printers on the Studio side by inputting the Pin Code generated on the printer side. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 X series is currently not supported These firmware updates will be released soon. For more information, please refer to the WIKI page https://wiki.bambulab.com/en/bambu-studio/manual/pin-code Pin Code obtained on the printer side. 2.Error code pop-up using new UI We have updated the error code prompts and added illustrations, making the error codes easier to understand. This helps users locate and identify issues more effectively. 3.Optimized PA calibration for P-series and A-series printers P series and A series printers can support saving calibration results to the printer like X series printers. The calibration results can be edited in Studio's "Manage Result", and the calibrated k value can be set for the AMS slot in device page. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 These firmware updates will be released soon. 4. Added more fonts. This improvement is inspired by PrusaSlicer. Thanks to PrusaSlicer. 5. Added an assembly tool for creating assembly relationships between objects. Currently, face-to-face and point-to-point assemblies have been achieved. 6. Add "filament long retraction when cut" for P1P and P1S. The P series firmware that supports this feature will be released soon. 7. Some translations improvement, Russion by @AndylgTom, Turkish by @fatih5228, Korean by @bluesoul33 8. Add local levelling for A1 series3 points
-
Bonsoir @Rafale01 As- tu vu le test de la KE sur le forum ?3 points
-
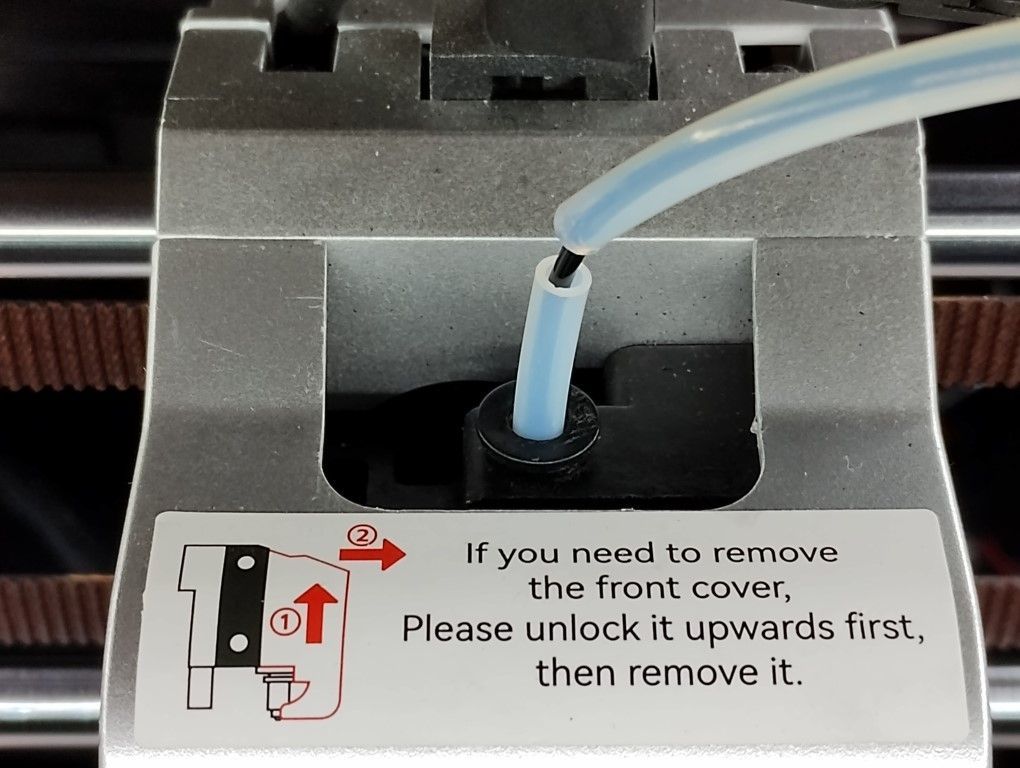
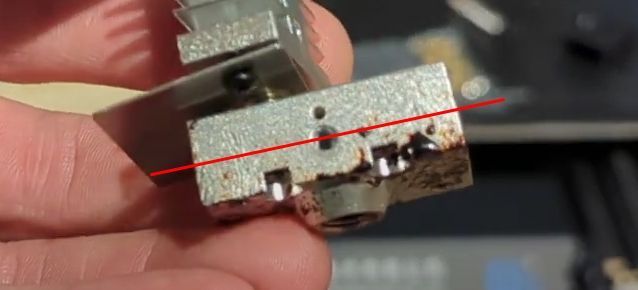
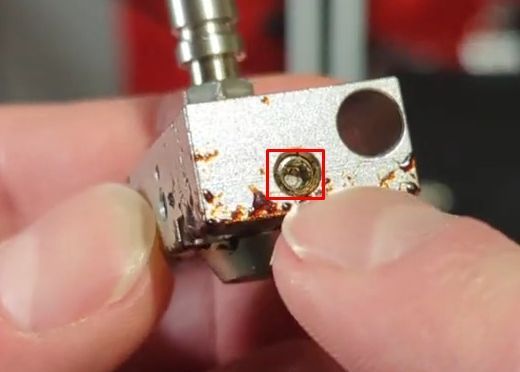
J'ai fini par trouver comment fonctionne le système de buse a deux entrées. Je comprends mieux pourquoi le bouchage de cette buse est programmé à plus ou moins long terme . Mais c'est une certitude ! En fait , il y a un système anti - refoulement qui fait que le filament fait un parcours tordu et improbable. En image ... Le bloc de chauffe est percé en plein milieu sur toute la longueur pour permettre au filament des deux extrudeurs d'arriver à la buse. Pour empêcher au filament d'un extrudeur de remonter dans l'autre heatbreak, il y a un système anti-refoulement fait avec une espèce de crépine conique qui vient boucher le heatbreak si le filament pousse dans le mauvais sans. La vidéo qui montre le démontage




 3 points
3 points -
@MLS3D Inscrit il y a 7 heure pour mettre 1 message même pas une présentation et c'est pour faire de la pub d'un filament dans un poste de 2017 d'une marque concurrente.... rien que pour ça, je n'achèterai pas de ton truc...3 points
-
Mais peut-être faut-il d'abord chercher pourquoi les perçages sont mal imprimés...3 points
-
La boucle est bouclée, retour au début Un peu d'humour : Évolution du bureau d'un utilisateur de PC :
 3 points
3 points -
Les uv ne font que faire passer les couleurs, les propriétés du plastique quel qu'ils soit ne sont pas trop impactées par les uv mais de toutes façon au bout d'un certains temps dehors (chaud, froid, soleil, pluie, gel) les impressions finiront par devenir cassantes et se déformer sur un temps plus ou moins long suivant le plastiques. J'ai des impressions en petg noir sur ma remorque depuis plus de 5 ans et la couleur n'a pas bougée pourtant il n'y a aucun post traitement dessus, certaines on pétées mais c'est plutôt due à un défaut de conception au vue des contraintes mécanique qu'elles devaient subir.2 points
-
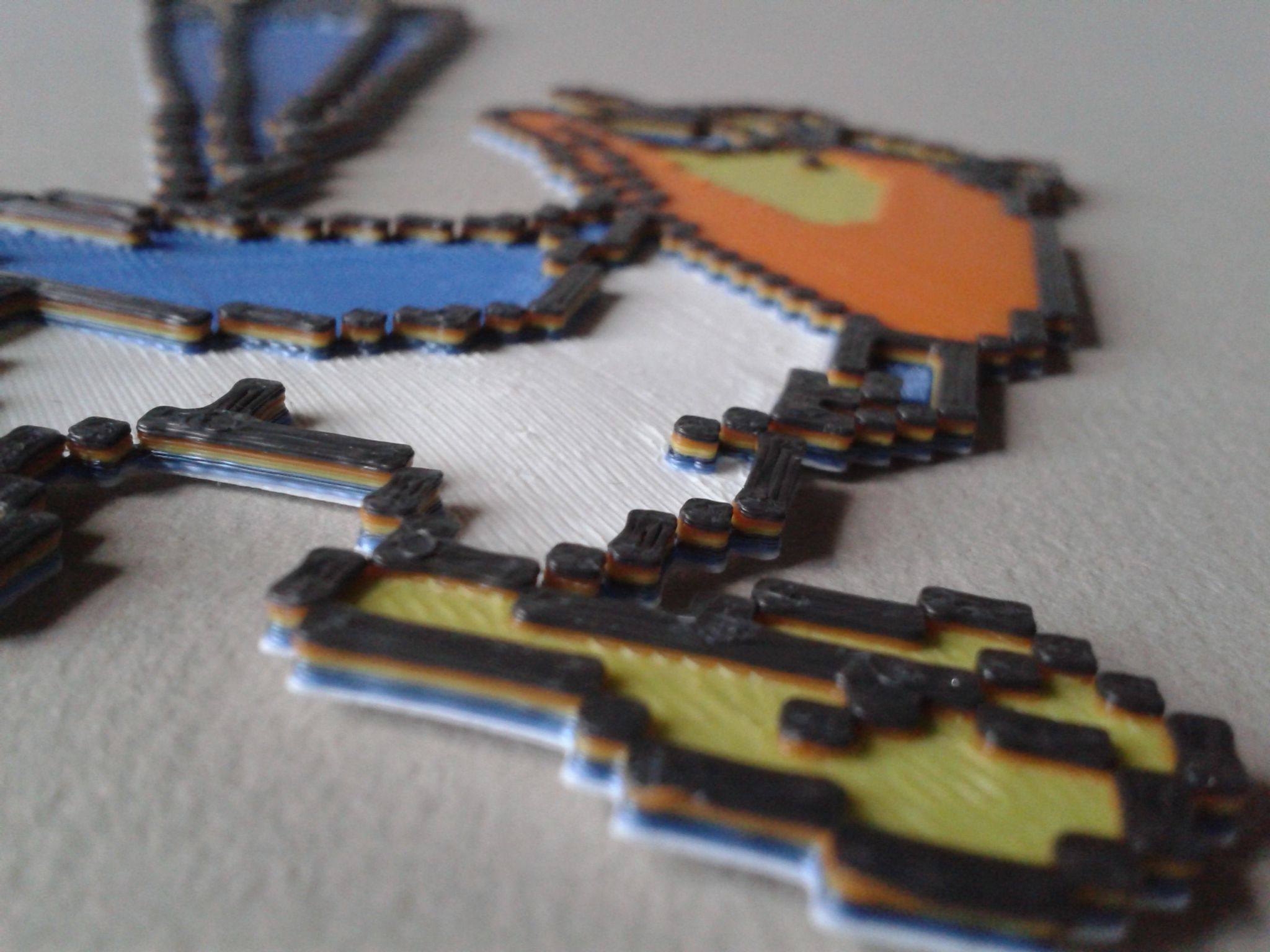
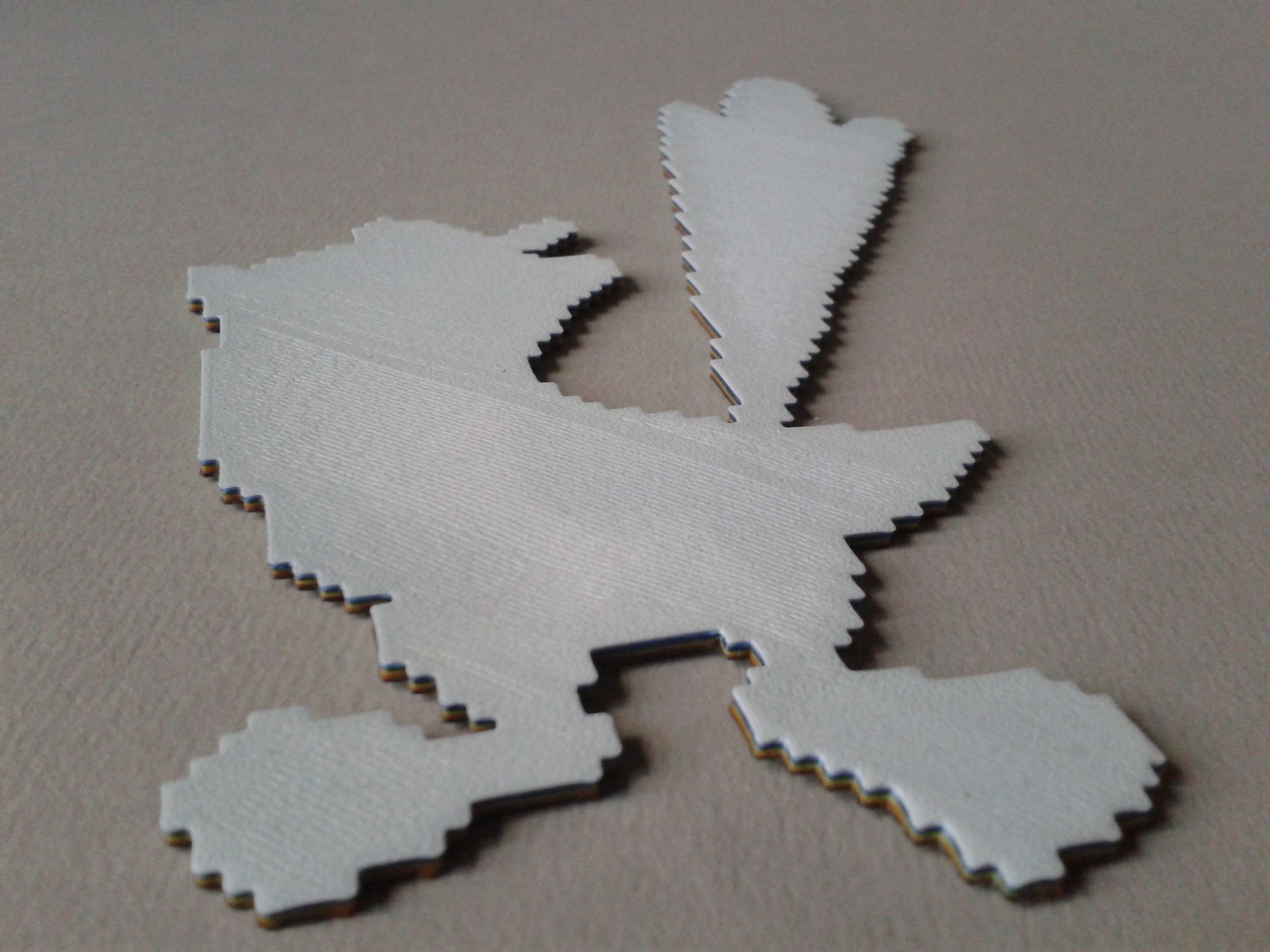
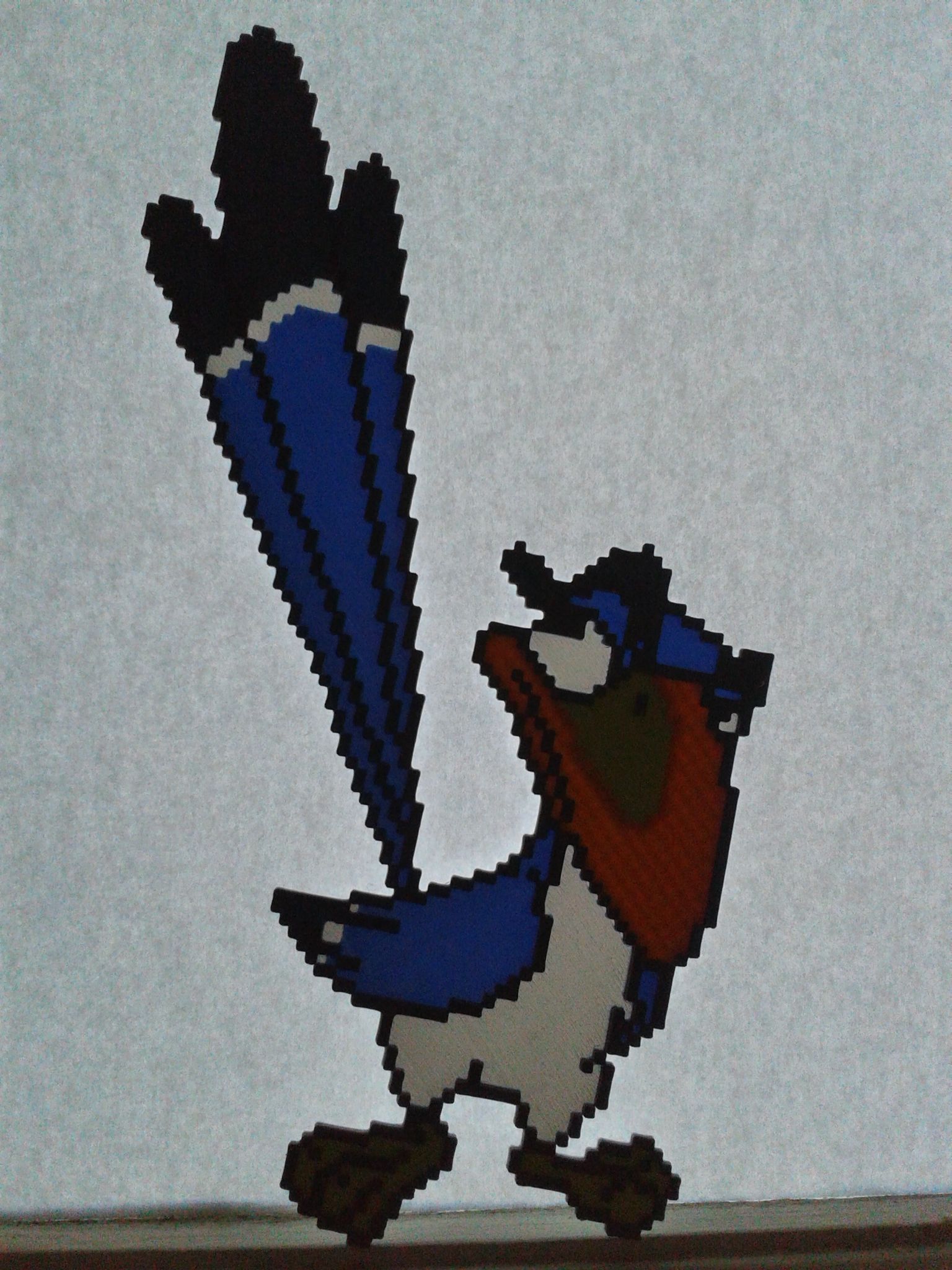
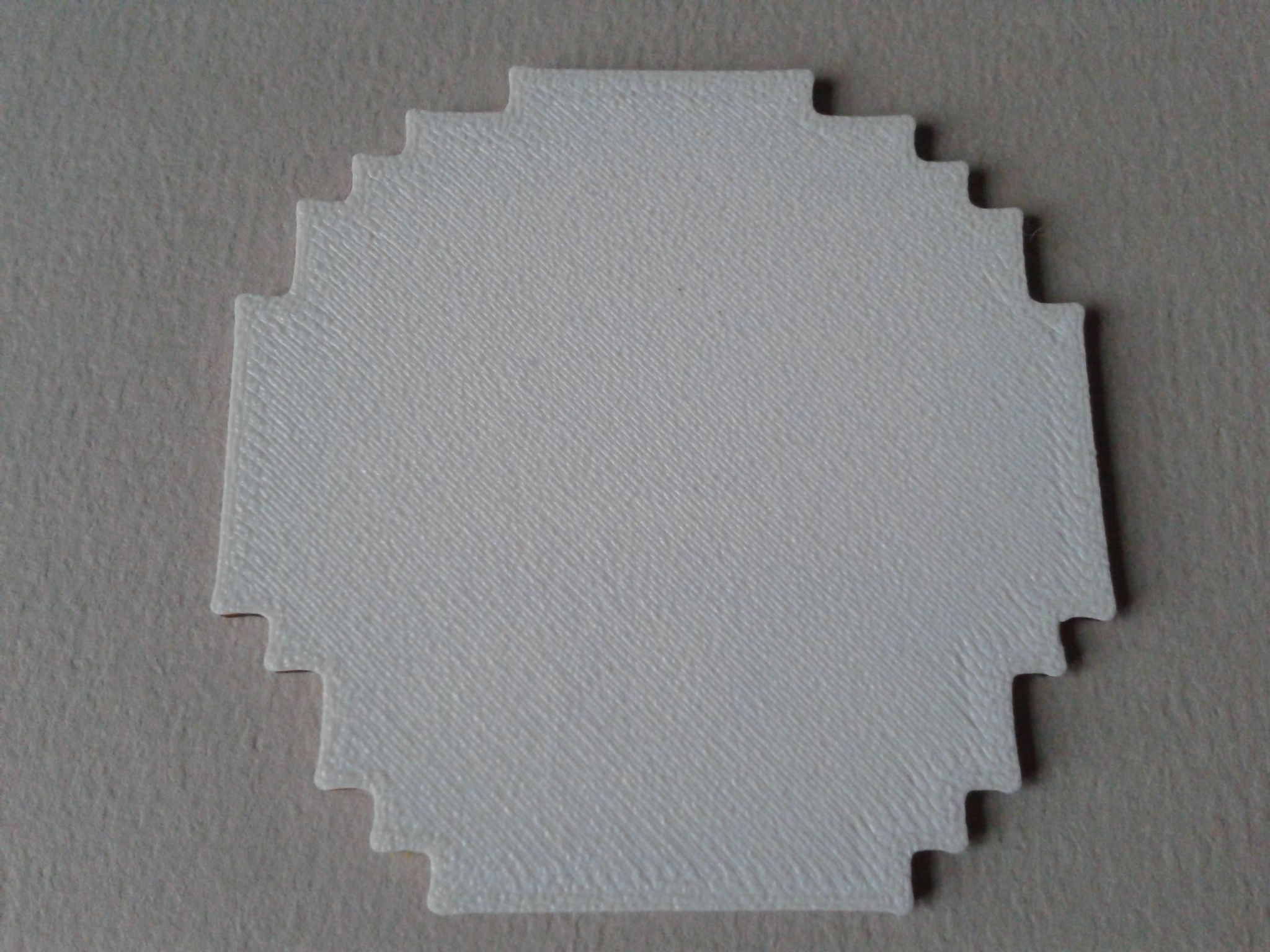
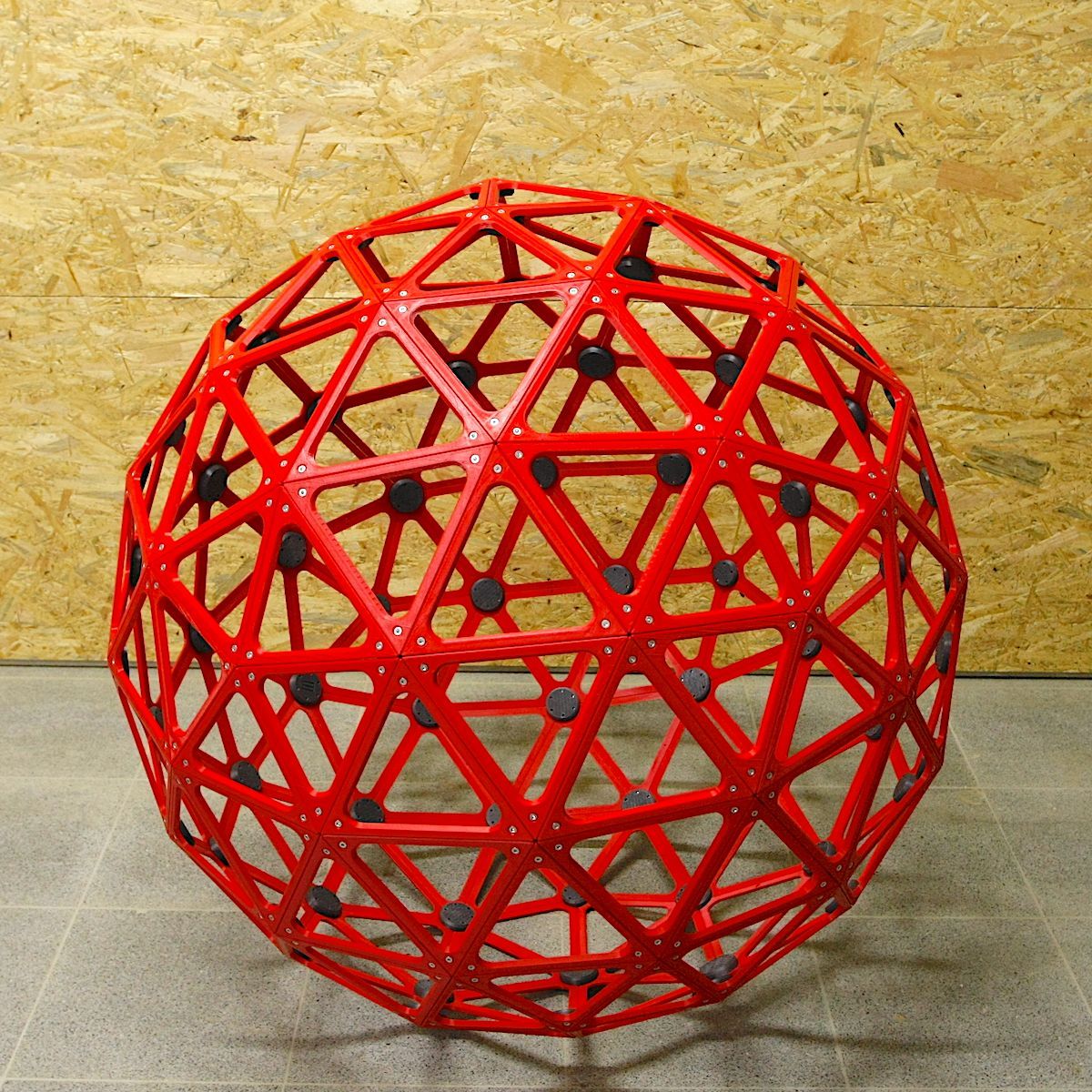
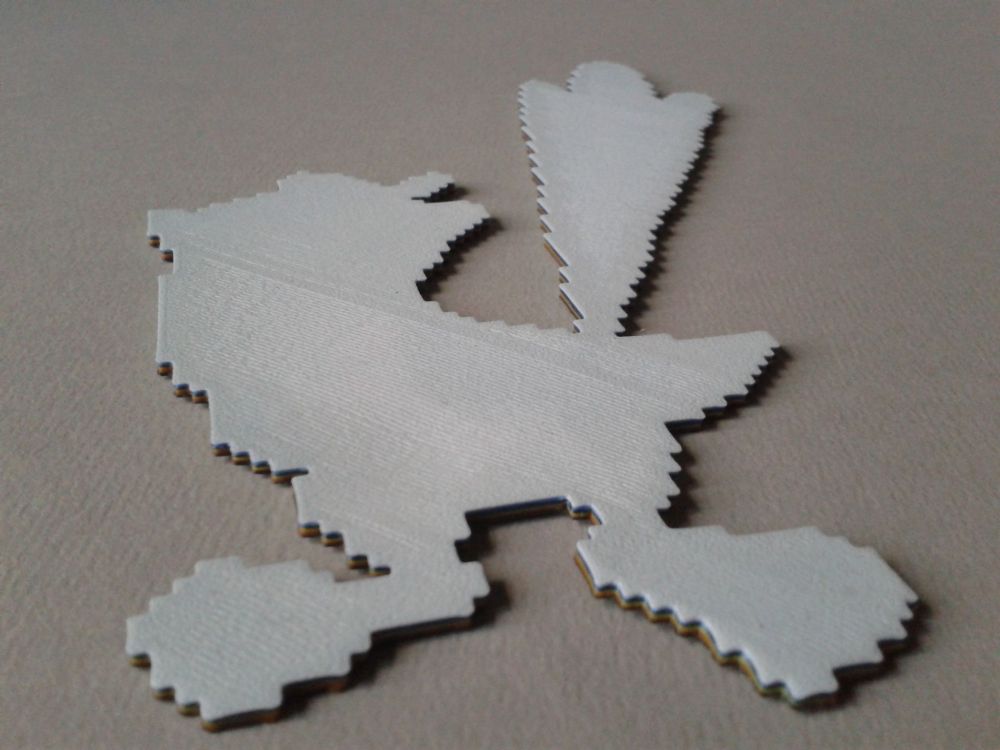
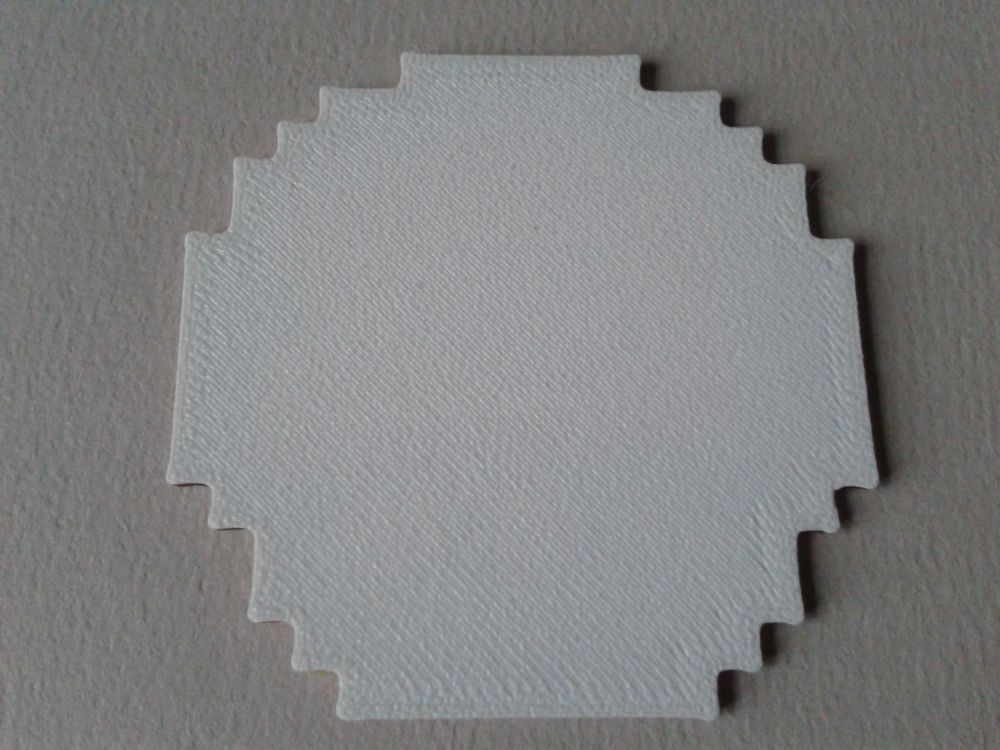
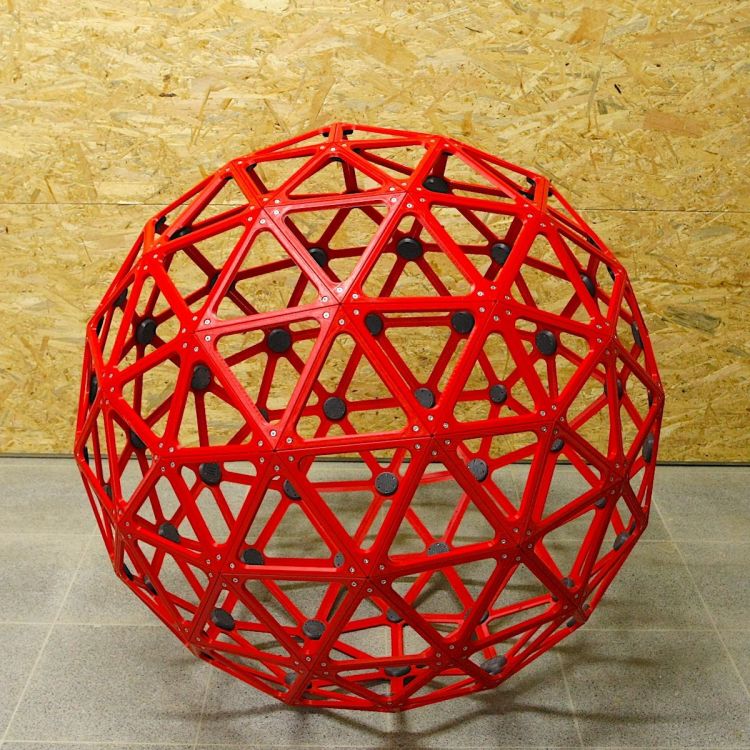
C'est une piste à laquelle je n'avais pas songé. Mais au départ, je ne comptais pas faire de post-traitement : c'est ça le plus de l'ASA : il résiste parfaitement aux conditions extérieures tel quel ; mais il est difficile à imprimer et je préfèrerais m'en passer ! De plus, ce sont des pièces compliquées que j'ai à imprimer, de par leurs formes "pointues" et de grandes tailles (triangles de +/- 15cm de côtés et 40mm de haut dans ce cas-ci) Ci-dessous sphère rouge imprimée en ASA déjà installée en exterieur : je ne m'en fais pas pour elle Luminaire noir et blanc : c'est ce genre de sculpture, mais en 4 x plus grand (+/- 1m de côté) : 128 pièces et des centaines de connecteurs ! Je ne veux pas me tromper de matière et pas non plus me ruiner avec des bombes de vernis "uv" à pulvériser sur chaque pièces !
copie.jpg.b35c152ffed1210bac1b04704934c96d.jpg) 2 points
2 points -
Je suppose que tu va faire un post traitement sur ta sculpture donc si tu met de la peinture et/ou du vernis, tu t'en fout que le petg soit anti UV ou pas car c'est le vernis qui va les absorber.2 points
-
oui c'est ce que je fait je pense que c'est ça car j'ai même regardé dans le boitier électronique tout est bien branché "MDF est avant tout un acronyme de l'appellation anglophone Medium Density Fiberboard qui signifie en français panneau de fibres à densité moyenne" donc en français c'est bien du FDM effectivement c'est mieux à 200 mm/m et S=100% ça traverse en 4 passes je ne sais pas la puissance de ton laser, sur le mien c'est 6w et il me faut 2 passes à 100mm/m et il m'en faudrait une troisième pour traverser complètement, j'ai la grille nid abeille en dessous mais pas de air assist Voilà un essai
 2 points
2 points -
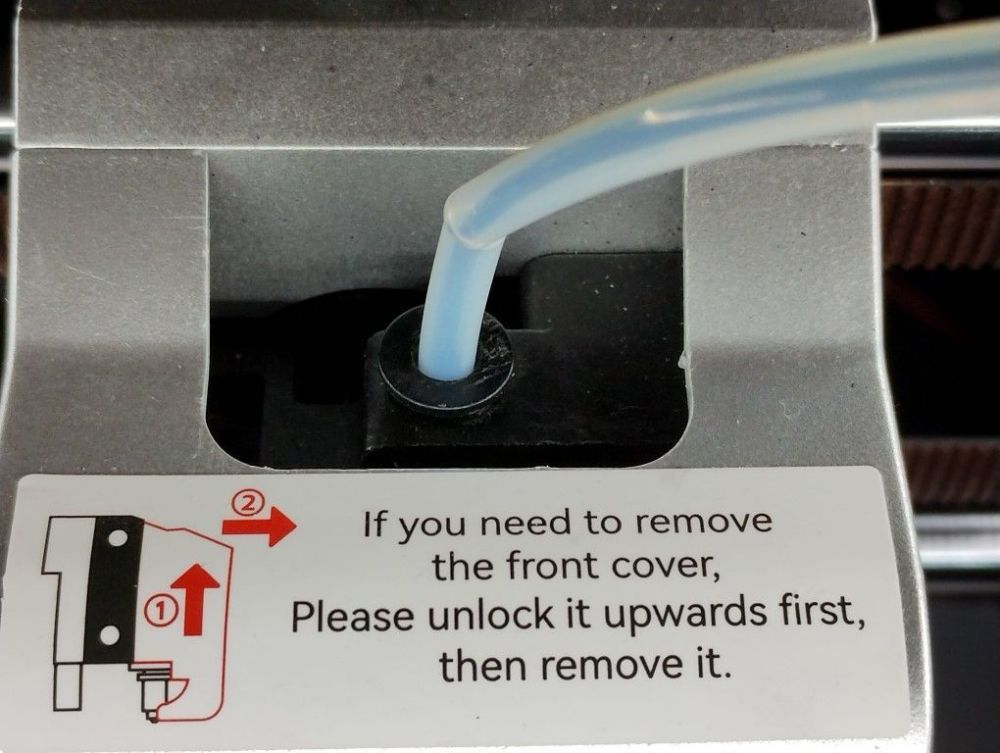
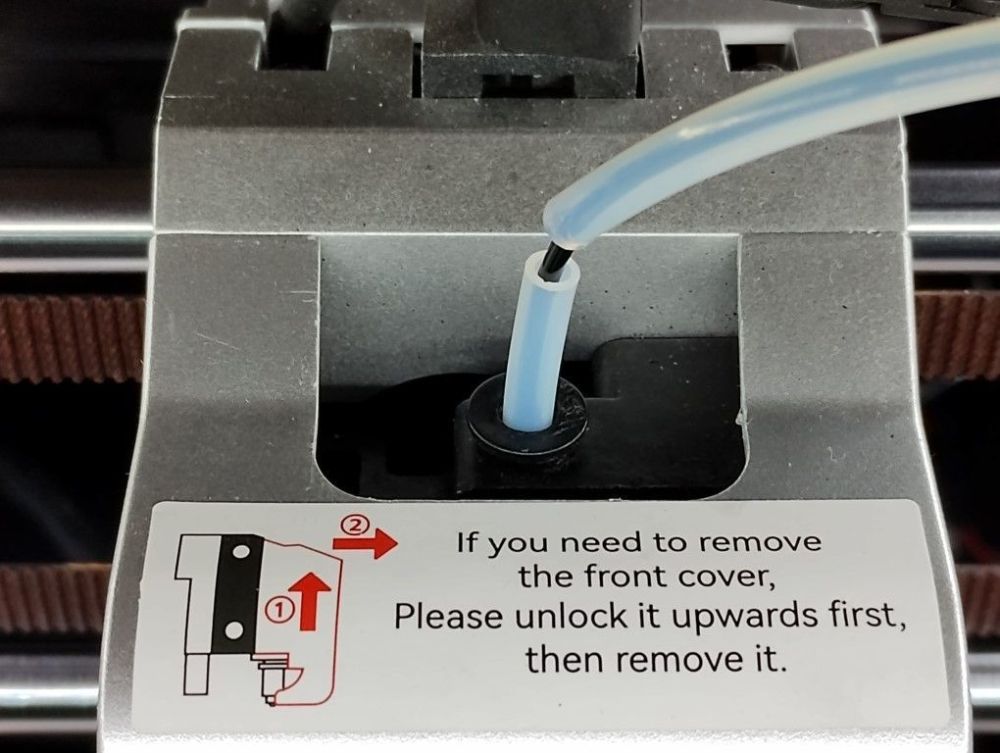
Bonsoir, juste pour info j'ai reçu la mienne avec une protection non montée mais jointe dans le carton et la qualité est excellente, je n'ai eu qu'à la clipper.2 points
-
Je viens justement d'avoir un mail à ce sujet (revue des conditions d'utilisation) on peut y lire "Notre promesse inclut une fourniture garantie de cinq ans de mises à jour logicielles (depuis le lancement du produit), y compris des corrections de bogues cruciales et de nouvelles fonctionnalités intéressantes pour améliorer l'expérience utilisateur. Pendant la période de cinq ans, vous pouvez vous attendre à des mises à jour fréquentes qui ajoutent de nouvelles fonctionnalités. des fonctionnalités qui améliorent encore l'expérience utilisateur, tout en résolvant les bogues qui pourraient être présents. Après cette période, nous pouvons toujours apporter des mises à jour moins fréquentes contenant d'autres améliorations, si certaines fonctionnalités peuvent être intégrées et que les capacités de l'imprimante le prennent en charge. Conscient de l'évolution constante du paysage des menaces numériques et de l'importance de la sécurité, Bambu Lab s'engage également à assurer un minimum de sept ans de mises à jour de sécurité logicielles, un engagement qui s'étendra au-delà de cette période avec une couverture continue des mises à jour de sécurité tout au long du cycle de vie du produit si de nouveaux problèmes de sécurité sont identifiés et doivent être corrigés."2 points
-
Yep, c'est rien, et on n'avait même pas tilté non plus :x C'est corrigé du coup merci !2 points
-
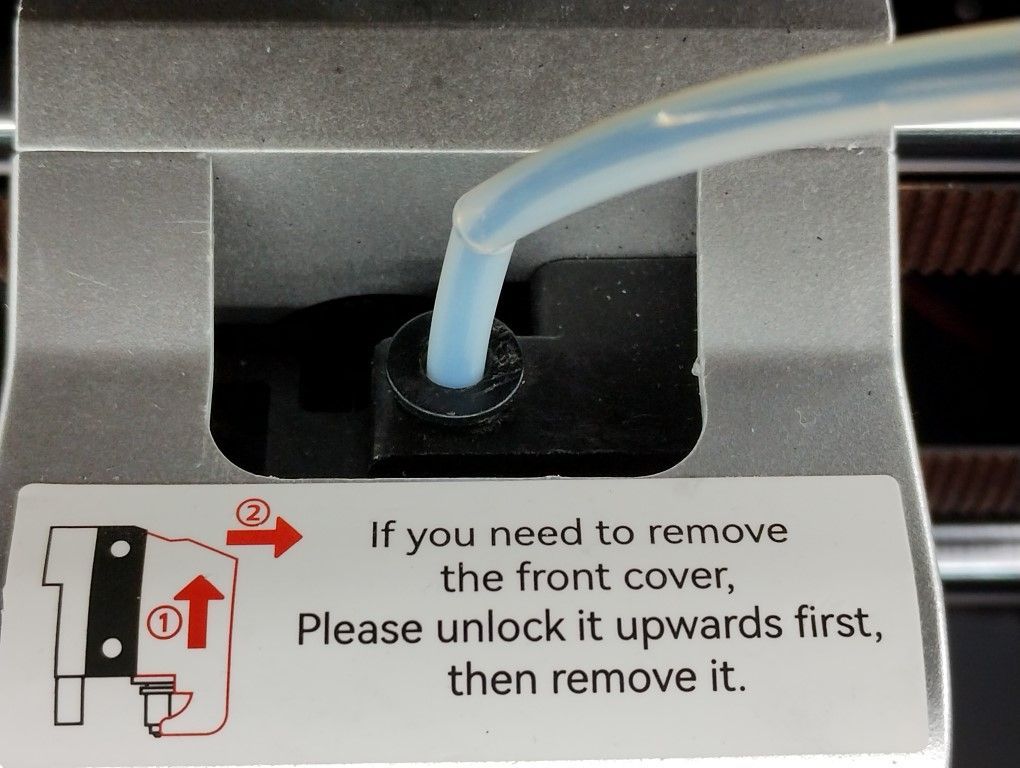
Je dirais que c'est un élément, du modèle/Template du blog, qui n'a pas était complètement adapté ... Car oui une buse sur un graveur laser c'est louche2 points
-
Découvrez le nouveau scanner 3D de Creality, à savoir le CR-Scan Otter https://www.lesimprimantes3d.fr/creality-cr-scan-otter-scanner-3d-20240426/2 points
-
Bonjour Tout d'abord, merci @fran6p pour ce thread plein d'informations très utiles et qui m'ont conforté dans mon choix et m'on aidé à démarrer comme il se doit la machine. J'ai maintenant une Qidi X Max 3 depuis presque 2 mois, j'en suis plutôt satisfait en utilisation professionnelle (service d'impression 3D). J'ai commencé à faire des modifications pour la rendre plus efficace et pratique : support à glissière pour le panneau supérieur, bandeau LED, camera. En cours d'installation : - isolation et réglage du print bed par le dessous. J'ai remixé et imprimé des molettes custom au pas de 60 clics par tour. C'est plus simple pour régler - deuxième ventilateur de pièce coté gauche A installer : Adaptateur Triangle Lab + Buses Bondtech CHT (format V6) pour améliorer le débit En développement : extraction d'air avec filtre HEPA + Charbons actifs digne de ce nom (ma dernière grosse commande en ABS a sérieusement empesté mon atelier, pourtant ventilé). Mon choix s'est porté sur Alveo 3D (https://www.alveo3d.com/produit/filtre-hepa-charbon-actif/ et https://www.alveo3d.com/produit/ventilateur-haute-pression/) car ce sont les mêmes pièces que les BCN3D W50 et ça marche très bien depuis des années sur les miennes. Comme je n'aime pas trop modifier de manière non réversible une machine, je prévois de garder la grille dans le panneau arrière et le ventilateur de 80 pour compenser la perte de charge. Le ventilateur Alveo3D est de type haute pression pour compenser le filtre, mais j'ai peur qu'il ne suffise pas à lui tout seul. Ma question est de savoir si la carte (connecteur 9 sur le diagramme Qidi) est capable de supporter les 0,25 A du ventilateur de 80 mm et les 0,5 A du ventilateur de 120 mm d'Alveo 3D. L'idée étant que ce ventilateur ne tourne que pour les impressions où on chauffe la chambre et avec une vitesse réduite, juste pour maintenir une dépression. Le chauffage de la chambre assurant la circulation d'air dans la chambre a ce que j'ai constaté. Chambre ouverte, je ne vois pas l'intérêt de ventiler et filtrer l'air du caisson, les particules sortent par le haut ... Merci de vos retours PS: je prévois de mettre à disposition mes designs et remixes dès que tout marche. Mais patience, je fais ça après avoir servi mes clients.2 points
-
En effet le soucis avec les soft prévue pour Mac c'est que entre les version Intel et version ARM des modèle plus récent c'est assez compliqué pour les conpagnie de fournir quelques choses qui fonctionne facilement. La dessus je pourrais difficilement t'aider n'etant pas un utiliseur régulier MAC, mais plus Windows/Linux je ne serais pas d'une grande aide. J'ai tentez pas mal de chose qui fonctionne sur elegoo Neptune 4 par exemple mais aucune ne fonctionne avec le firmware Actuelle des SW X4. C'est une des raisons avec d'autre qui ma fait conseillé des faire evolution leur version de klipper version une plus récente a Artillery.2 points
-
( uniquement pour la blague , a lire en prononciation "soutenue" en version mec de la noblesse qui prend son thé -> ) "Je m'insurge" Comment ce fait t'il que dans ce sujet "Quoi qu'est-ce ?" La question ne soit pas devenue un "Quoi qu'est-ce ?", mais ai directement obtenu une réponse ? C'est "bouleverser" l'ordre des choses tout cela ! (Il y avait moyen de continuer le jeu )2 points
-
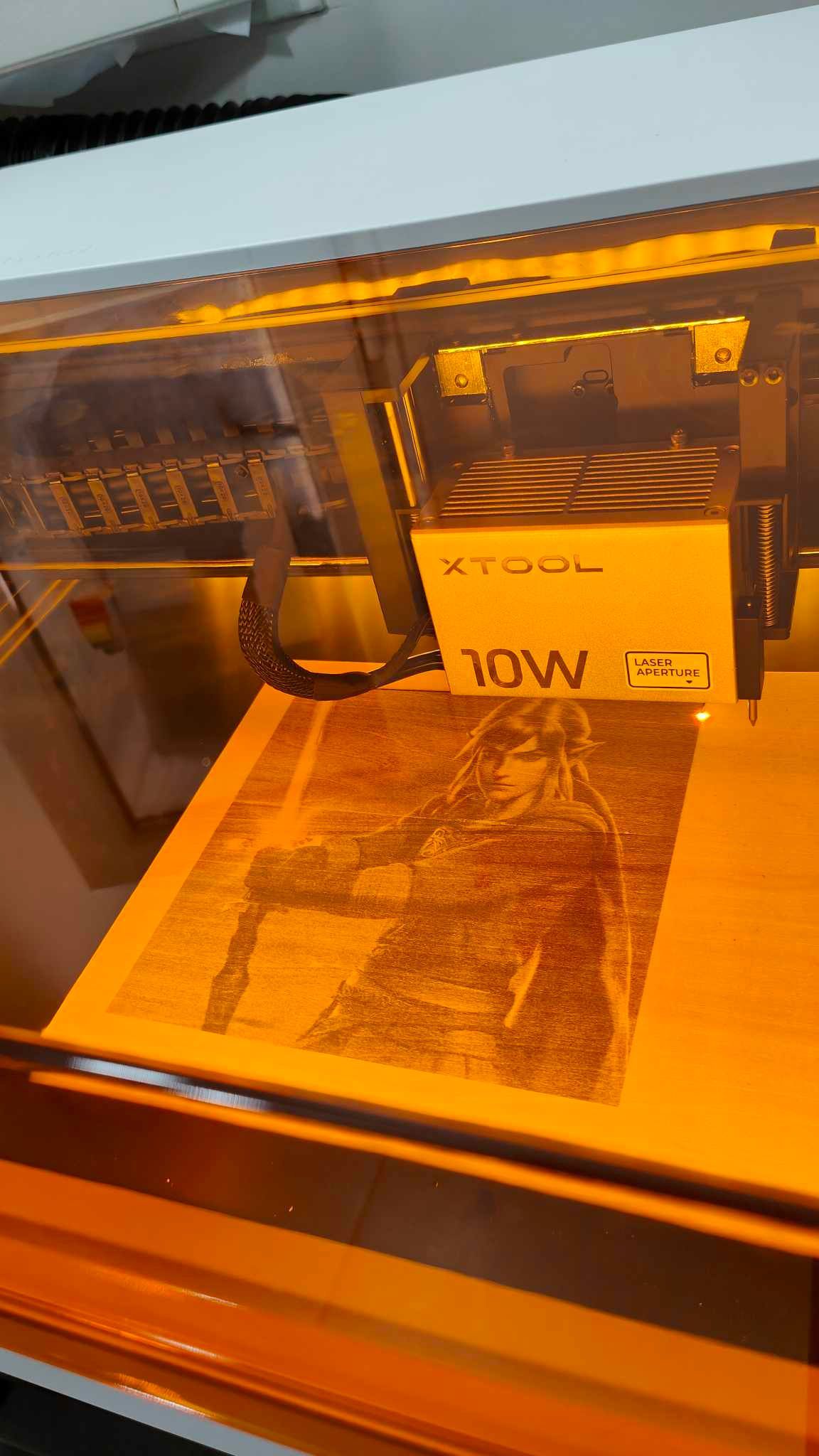
Yep même 3 (ils sont durs en affaire xtool xD) C'est le S1 10W (tout pitit tout mignon)
 2 points
2 points -
J'ai également testé ce «coupe-filament», d'abord la version 1 (mettre absolument de la colle pour maintenir la lame de cutter sinon à la première coupe, le morceau de lame ne revient pas et impossible de mettre du filament ). La version 2 a pour moi le même problème. Pour ces deux versions, la partie qui se met dans le «pneufit» de l'extrudeur est fragile rendant le retrait de cet accessoire difficile sans risquer de la casse (encore plus avec la V2 où cette partie est longue) Ma conclusion: pas vraiment utilisable Ma solution: dans l'entrée de l'extrudeur j'ai un mini morceau de PTFE qui dépasse de quelques millimètres (il faudra que je raccourcisse mon morceau, 3 - 5 mm au-dessus de la collerette devraient être suffisants) . Quand je veux procéder à un changement de filament, je peux facilement déplacer l'autre partie (longue) du PTFE pour accéder au filament et le couper. Ça fait déjà un moment que j'utilise cette astuce sans avoir rencontrer de problème.
 2 points
2 points -
@ecavities Même si la plupart des membres de ce forum comprennent la langue anglaise, la langue utilisée ici est le français (plus ou moins maltraité)2 points
-
Bonjour @Wassingue, J'ai testé le coupe-filament que l'on peut trouver ici : https://www.printables.com/fr/model/848262-qidi-cutter-v20-for-x-max-3x-plus-3-uses-9mm-snap La conception est bien, mais juste deux petits défauts: - Difficile de changer de lame lorsque l'ensemble est emboité - Avec des ressorts, le bouton a tendance à sortir de son emplacement (il faut rechercher les ressorts à l'intérieur de l'imprimante ) Reste plus que l'ancienne méthode, la petite pince A+2 points
-
Pas sur l'imprimante proprement dit, mais, vu son poids, je l'ai posé sur un plateau tournant afin d'accéder facilement à l'arrière. Un plateau en OSB de 18 mm, un boulon de diam 8 mm au centre et 4 patins servant à faire glisser des meubles lourds sur le coté. Aucun soucis de vibration intempestive pour l'instant et une manipulation très facile. J'avais même prévu un blocage du plateau au cas ou, mais il ne sert à rien.

 2 points
2 points -
Ça dépend de l'épaisseur de la pièce, si c'est 3 ou 4mm, il est clair qu'il vaut mieux la laisser refroidir pour éviter toute déformation2 points
-
Et oui J'sais pas ils veulent pas écrire en phonétique
 2 points
2 points -
De la résine jamg he ?2 points
-
Du blanc de boeuf ? Miam.2 points
-
Des pains de C4 ?2 points
-
Vous cherchez une imprimante 3D CoreXY comme @pascal_lb : avez-vous pensé à la Two Trees SK1 ? https://www.lesimprimantes3d.fr/test-two-trees-sk1-corexy-dry-box-20240423/2 points
-
Bonjour. Nouveau firmware pour le panda touch : 1.0.3. Rien changé pour moi dans mon usage : je m'en sert comme écran pour surveiller les impressions à coté de mon pc. plus d'info ici : https://bttwiki.com/PandaTouch.html#firmware-history2 points
-
En retour d'expérience, j'ai clairement pris beaucoup de plaisir à mettre au point mes imprimantes "modées". Les modifications de ma Ender 5 Pro avaient pour objectif la conversion au mode coreXY et au passage au "multiTool". Le pire, c'est que ça fonctionnait... et se déréglait rapidement, mais... un petit réglage d'offset et ça repartait ! Pour les autres imprimantes, le mode IDEX apparaissait le plus probant, aussi bien pour la duplication de pièces identiques ou en miroir, qu'en usage bi matériau. La ArtistD Pro m'a permis de découvrir que cette technologie n'était pas si facile, du moins dans la configuration que proposait cette imprimante. Donc retour aux R&D pour la faire évoluer, et modification de ma vieille CR10S historique en IDEX. Mais ces 2 imprimantes ne sont pas coreXY . Entre temps, la BambuLab X1c avec son AMS est arrivée : des impressions fiables avec une mise en œuvre minimale, le rêve... Donc les Ender 5, ArtistD Pro et CR10s IDEX ont été "décommissionnées" (terme diplomatique pour dire poliment "abandonnées"). Avant la mise à la benne de ces héroïques imprimantes, l'idée d'un recyclage de leurs pièces m'a poussé de nouveau à la table à dessin pour modéliser la "CRIDEX", une version coreXY IDEX imprimant en 300x300x300. Toutes le matos complémentaire est approvisionné depuis janvier 2023, mais je n'ai pas encore commencé la construction... La retraite étant très proche, j'aurai du temps pour tous ces projets...2 points
-
Incroyable @electroremy, un point sur lequel nous sommes d'accord. Le musée des Arts et métiers est les plus intéressant et le plus beau qui existe concernant l'histoire des techniques dans de très nombreux domaines. J'y suis allé plusieurs fois avec mes enfants et je ne m'en lasse pas, attends encore quelques années pour emmener mes petits enfants. Dans mes précédents messages je parlais de technique pour l'industrie et non de bricolage ou rafistolage maison, il n'y a aucun intérêt à tous mélanger.2 points
-
La semaine où j'ai passé mon temps à loucher je pense2 points
-
Ta première couche est trop écrasé. Il faut que tu puisses faire glisser ta feuille sous la buse avec un léger frottement. Tu as combien en Z offset ?2 points
-
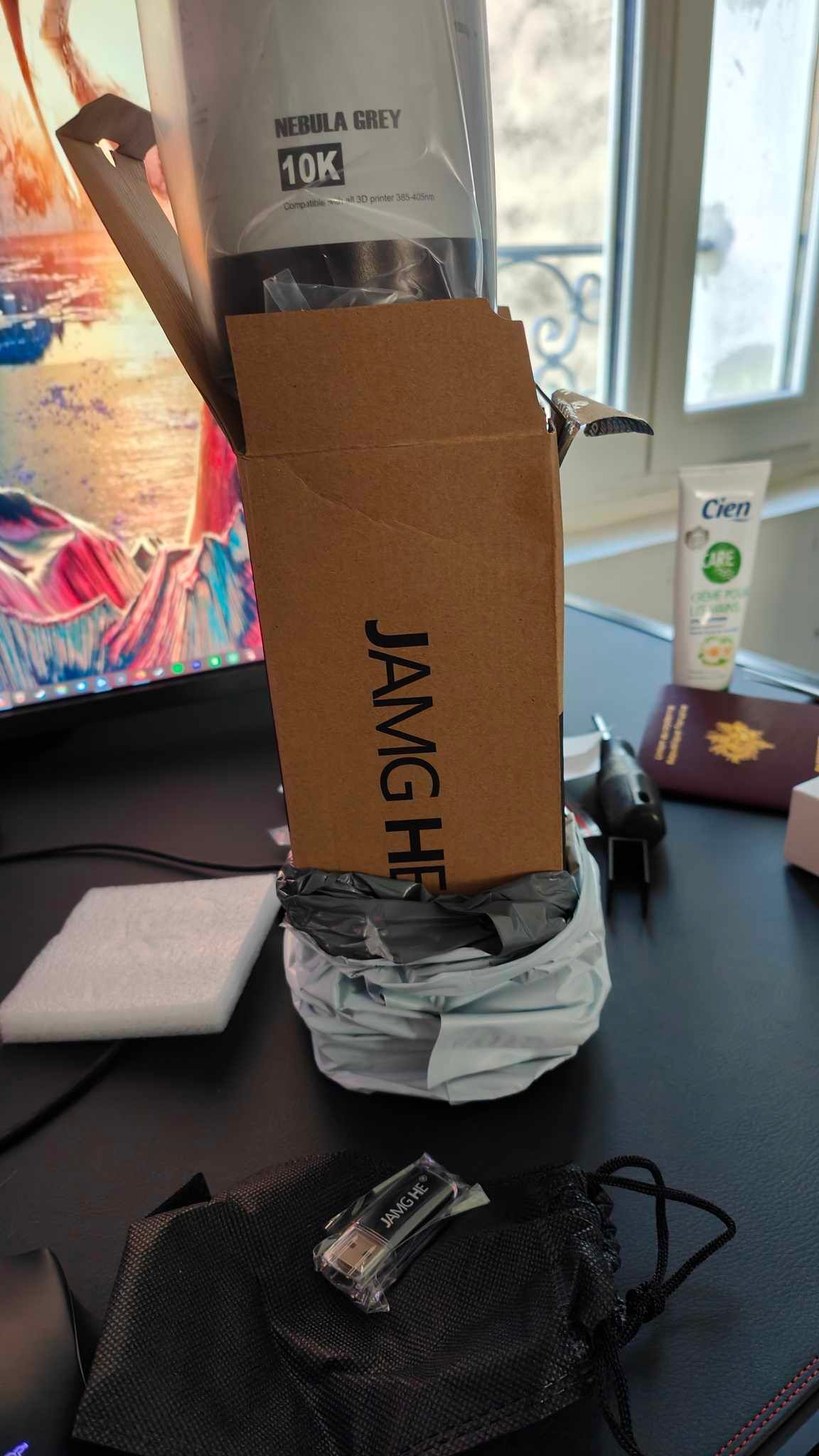
Un petit post positif pour cette imprimante 3D - parmis les problèmes que l'on rencontre - moi-même ayant eu (et que j'ai encore) aussi des problèmes, qui ne sont pas tous réglés, mais où on peut quand même faire de belle impression. J'ai fait des tests d'impression en TPU avec la X4Pro - et je trouve le résultat vraiment très bien -(Filament de Geeetech TPU Transparent) Impression en mode vase: Voici une petite vidéo du vase 3D : lien Video
 2 points
2 points