Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2020 Dans tous les contenus
-
@fran6p @Idealnight C'est bon j'ai récupéré ma Melzi (maintenant que j'ai fini de monter l'Arduino Mega 2560 + ramps ) Contexte: Le message d'erreur demandait de faire un update du firmware de l'USBasp lors de tentative de flash du bootloader avec Arduino IDE Solution: Il faut utiliser un outil pour flasher l'USBasp, Zadig et mettre l'USBasp à jour. Brancher l'USBasp Démarrer Zadig Sélectionner USBasp dans le menu déroulant Sélctionner le pilote libusbK (v3.0.7.0) Cliquer sur installer Ensuite graver le bootloader comme d'habitude à l'aide de l'IDE Arduino - Sélectionner bien la carte ( Sanguino ATmega 1284p 16mhz ) - Le port USB de la Melzi qui est connecté au PC - Le programmeur: USBasp Et voilà tout est bien qui finit bien ^^2 points
-
Encore une imprimante sauvée par la Titi's procédure ! Je ne pensais pas lorsque je l'ai écrit qu'elle serait si utile.1 point
-
Merci vous tous qui m'avez redonner Noé sourire et une aide précieuse.. voici le résultat après avoir changé le fanduct...1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation1 point
-
Bonjour, Déjà... premier point positif : Il s'arrête de chauffer et maintient une température de 60°C. On peut tout de suite écarter le Mofset du bed HS et c'est le second point positif. Je dirais que le soucis viens du "Gcode" de fin d'impression. Normalement... le Gcode de fin devrait ressembler à quelque chose comme cela : Tu vois ceux que j'ai mis en rouge ? C'est le Gcode qui ordonne au plateau "Température à 0°C". Dans ton soucis... je dirais que : 1. Soit tu n'en as pas ! > ce qui est fortement probable. Du coup... ton imprimante ne reçois pas la consigne d'arrêter de chauffer le plateau... "1+1=2", dit comme cela je dirais que je tiens la cause de ton soucis. 2. Soit la température indiqué est 60°C > ce qui ordonne à ton plateau de rester à 60°C. C'est donc "pour moi" un soucis de mauvais paramétrages du gcode de fin... mais je peut me tromper. Est-ce que j'ai déjà eût ce problème ? Oui et non à la fois... j'ai fait pas mal de truc "chelou" ( ) de l'époque où j'avais une CR-10... donc je reconnais vite les symptômes de "truc à éviter de bidouiller".1 point
-
Nouvelle version pour EVO II suite PB passage avec le plateau Z Nut Braket-MOTEDIS -EVO II-10mm-3 v1.stl1 point
-
@yopla31 Alors je confirme la qualité du PEI précité un peu plus haut pour du PLA, il y a une accroche du tonnerre à chaud , même avec une première couche pas trop écrasé. L'impression se décolle en plus presque toute seule une fois que la plaque est froide.1 point
-
Il suffit de regarder le première photo, où on voit le reste de la première couche, pour comprendre que c'est bien dès le début de l'impression qu'il y a eu un souci. On dirait que ça a commencé par une sous-extrusion, ou en tout cas une non adhérence de la première couche. C'est pas bien de se moquer. Heureusement que ça n'arrive que rarement, et le plus souvent c'est l'utilisateur qui est en cause. Il m'arrive parfois de faire confiance à l'imprimante pour lancer une impression sans surveiller les premières couches, notamment en PETG ou ABS, quand la chauffe prends un certain temps. Mais dans ce cas je sais que je (ou madame) vais repasser jeter un œil dès que possible, même si c'est un quart d'heure après. Malheureusement ça peut arriver n'importe quand et à n'importe qui. Même une pièce qui a déjà bien démarré, si elle se décolle du plateau, la plupart du temps ça finira en choucroute, mais de temps en temps, la pièce peut venir se coller à la hotend et y fondre en blob de la mort. Pour limiter ce risque, j'ai équipé mes hotends de chaussette silicone : Non seulement ça stabilise énormément la température lors de la ventilation (penser à refaire un PID), mais en plus ça maintient la hotend propre, notamment lors de l'utilisation de filaments filant, tel que le PETG. Et dans le cas extrême d'un blob de la mort (si le filament arrive à coller à la chaussette), la plupart du temps le nettoyage consiste à démonter la chaussette et la remplacer. Par contre ça n'aide pas sur une fuite comme décrit par @Framemanager.
 1 point
1 point -
Vi !!! Mais je ne peux faire autrement.... Pour X raisons !!!! hihihi Je te pardonne Juampa Bouuuuuuhhh houuuuu !!! amarchepô Scrongneugneu !!!! Y'a une solution !!!! C'est sûr !!!!1 point
-
Ça c'est spécifique à l'impression séquentielle, pas si tu imprimes tout en même temps Sûr ? me semblait avoir trouvé ça dans 1.1.9....vais vérifier C'est ballot..... oui c'est sur Malin 2.0.x Peut-être une recherche USER_GCODE dans le fichier Configuration_adv.h Peut-être y a-t-il un gcode quand tu valides l'abandon du print via l'écran ?1 point
-
De plus faut bien comprendre que la température du bed est généralement mesurée au milieu du bed et en dessous. La température met un peu de temps à être homogène et valable à la surface d'impression. C'est encore pire avec une plaque de verre ou un bed amovible un peu épais. Donc ça se fait pendant les 2~3mn nécessaires à la buse pour atteindre +200°C.1 point
-
Quand je fais stop ça revient en home X et Y.1 point
-
Salut, je me présente blabla et tralala bref un minimum est appréciable (ouais suis un peu grognon auj) En plus ton post va être déplacé, mauvais endroit. Enfin Si tu regardes dans la rubrique Creality tu verras moult posts en parler. Et Si extrudeur en plastique alors c'est a remplacer pour faire court...1 point
-
Hormis la couleur et le nombre d'ailettes de refroidissement elles se ressemblent beaucoup. Ce qu'il faudrait connaître c'est l'écartement entre les deux points de fixation sur le tripode métallique de l'axe X. Si c'est le même alors autant prendre la moins chère1 point
-
Rien d'étonnant car l'ABS en général ne craint absolument pas l'humidité, et l'ABS alumine en particulier a un excellent rendu et adhésion inter-couches car les particules d'alumine permettent une meilleure diffusion de la chaleur. En plus l'aspect pailleté est super chouette Perso je suis à 255° pour cet ABS.1 point
-
Bonsoir, Au début, j'avais suggéré à Nikodem la création de ce groupe afin d'échanger entre personnes ayant réellement entrepris la construction de sa machine. C'était super sympa, il arrivait du monde plein enthousiasme de tous les pays (et qui échangeaient correctement en anglais). Et puis les adhésions se sont multipliées plus vite que les fabrications et c'est devenu un groupe où beaucoup pensaient être arrivés rien qu'à réaliser le cadre de profilés ou même un beau dessin en 3D. Beaucoup ont imaginé (fantasmé ?) des variantes sans même avoir testé l'original. trop d'interventions se font - par paresse - dans diverses langues ce qui ne facilite pas les échanges. Bref, le groupe a complètement dérapé et je pense que Nikodem (qui est seul à valider les inscriptions) se lasse, surtout qu'il est du genre à passer d'un projet à l'autre assez rapidement. Alors oui, partager des connaissances c'est génial, mais quand il y a beaucoup plus de demandeurs que de connaisseurs c'est vite très compliqué. Surtout si des novices se croient connaisseurs avant d'avoir appris... Pour le moment, nous avons la chance ici de ne pas connaitre ce dérapage. Pourvu que ça dure ! Pour les photos, il faut que j'en prenne de nouvelles car je me rends compte que toutes celles que j'ai sont trop anciennes.1 point
-
Etrange La compilation du fichier binaire sur mon PC a été réalisée à partir du dossier compressé que j'ai donné en lien plus haut en lançant simplement le fichier batch. Par contre mon dossier «Firmware Pack Source» est à la racine de mon disque dur, toi tu as décompressé dans un dossier 3D sur ton bureau. Tu as probablement décompressé le ZIP en cliquant droit dessus et en gardant le nom du fichier, tu peux raccourcir en cliquant droit et en demandant extraire ici. Le dossier crée s’appellera “Firmware Pack source». Réessaie en extrayant à la racine d'un disque. Le chemin d'accès doit être inférieur, c'est ce qui doit je pense poser problème.1 point
-
C'est bien un des reproche (parmi d'autres) que je fais à ces réseaux asociaux contrairement à notre forum où les documents sont librement récupérables: tout le monde peut les consulter. Niveau partage de connaissances c'est tout de même plus intéressant (la connaissance s'accroit quand elle est partagée). Ce n'est que mon avis mais je le partage quand même.1 point
-
@yankro Tu es certain que les deux premiers fichiers (conf et conf_adv) sont bien issus d'un Marlin 1.1.9. La version indiquée dans le configuration.h est celle d'un Marlin 2 : Il n'est vraiment pas conseillé de mixer des fichiers .h d'une version avec une autre Pour les fichiers conf et conf_adv de TH3D, pour compiler ton Marlin, tu utilises bien leur version d"arduino incluse dans leur zip (en lançant le fichier .bat )? TeachingTech un youtubeur australien a fait quelques vidéos sur la Ender 5 dont une pour l'installation d'un BLtouch soit à partir d'un Marlin1.1.9bugfixes (dénommé dans le jargon «vanilla») soit à partir du firmware modifié TH3D. Il met à disposition moyennant la somme de 0 €/$/ ses fichiers de configuration qui ont servis à la compilation. J'ai testé après avoir récupéré ses fichiers de conf, juste modifié la langue d'affichage pour qu'elle soit en français. Compilation réussie avec mon environnement portable (Arduino 1.8.6 avec les bibliothèques u8glib et les cartes sanguino), récupérable sur mon gdrive car trop gros pour le forum. Le seul fichier qui peut être inclus directement ici est le binaire : Marlin.ino.with_bootloader.sanguino.hex Je rajouterai le lien vers mon gdrive quand le téléversement sera terminé (d'ici un bonne demi-heure car ma connexion n'est qu'en ADSL en attendant la fibre pour bientôt (15 jours) ). EDIT: voici le lien de chargement https://drive.google.com/open?id=1nVziX2Hp4hW7ZF7omjj_Axf5OGLrGMLg tu pourras compiler ton propre firmware (décompresse le dossier, lance le fichier «OpenFirmwareWindows - 119-vanilla.bat» (contenu affiché ci-dessous), l'environnement Arduino se chargera avec les fichiers contenus dans le dossier Firmware\Marlin). ".\Windows Arduino\arduino.exe" .\Firmware\Marlin\Marlin.ino <= Contenu du fichier compressé

 1 point
1 point -
Salut, Certains filaments nécessitent des buses plus grosses pour que l'impression se déroule sans encombre. Cependant, es tu sûr que c'est la buse qui se bouche ? Est ce que ça n'est pas le filament qui se bloque au niveau du PTFE ou du corps de chauffe ? Dans ces cas, ça peut être un mauvais montage de la hot end, un mauvais réglage de la rétractation, une température inappropriée. Augmenter le diamètre de buse reste la solution à privilégier, surtout si il n'y a que ce filament (chargé) qui pose problème.1 point
-
oups , oui en effet ^^1 point
-
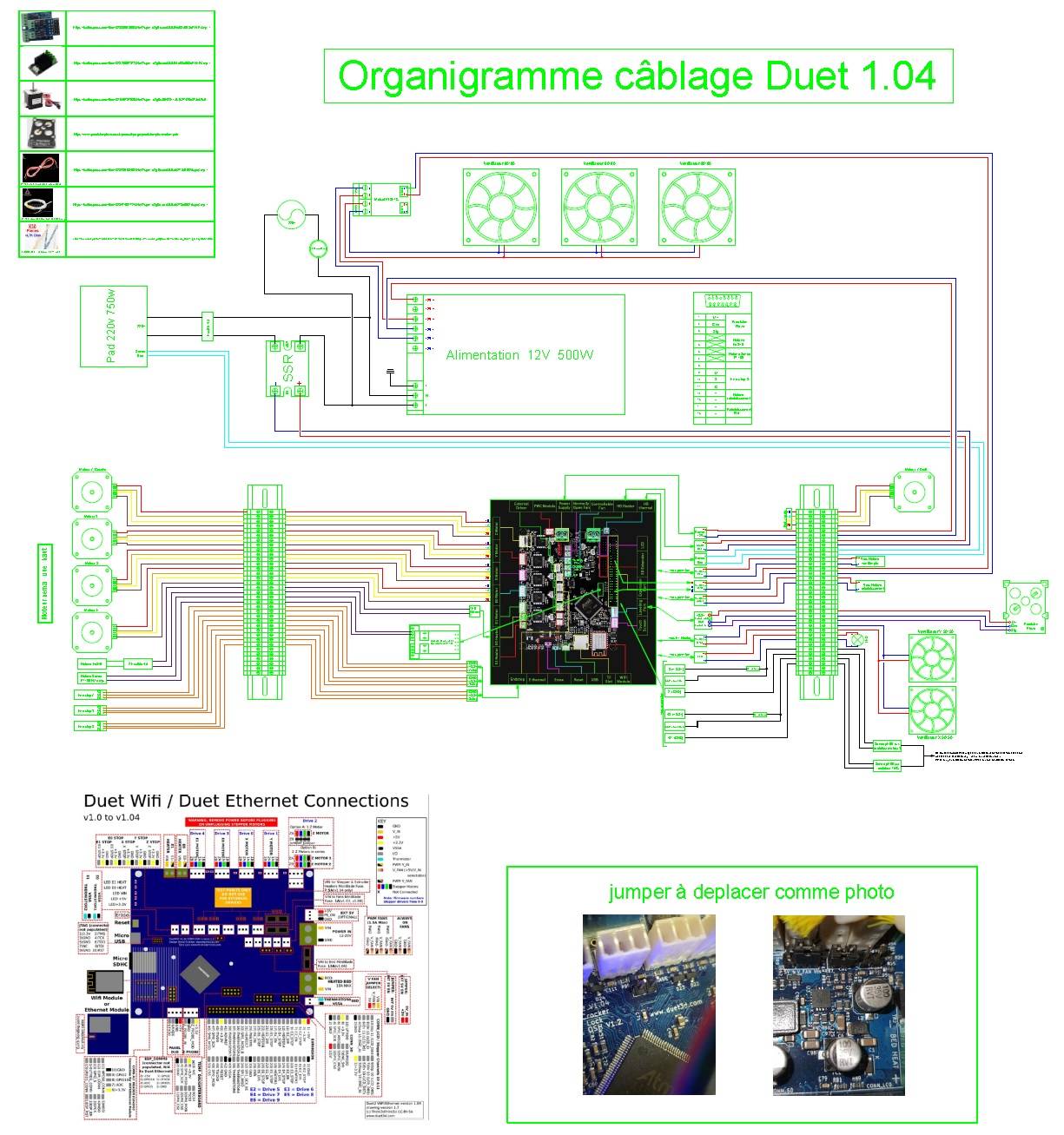
organigramme terminé trs facile a comprendre même pour un non initié. vous pouvez activer et désactiver chaque partie câblage pour une meilleurs lecture du plan (liserais gauche). organigramme duet 1.04 (kim).pdf
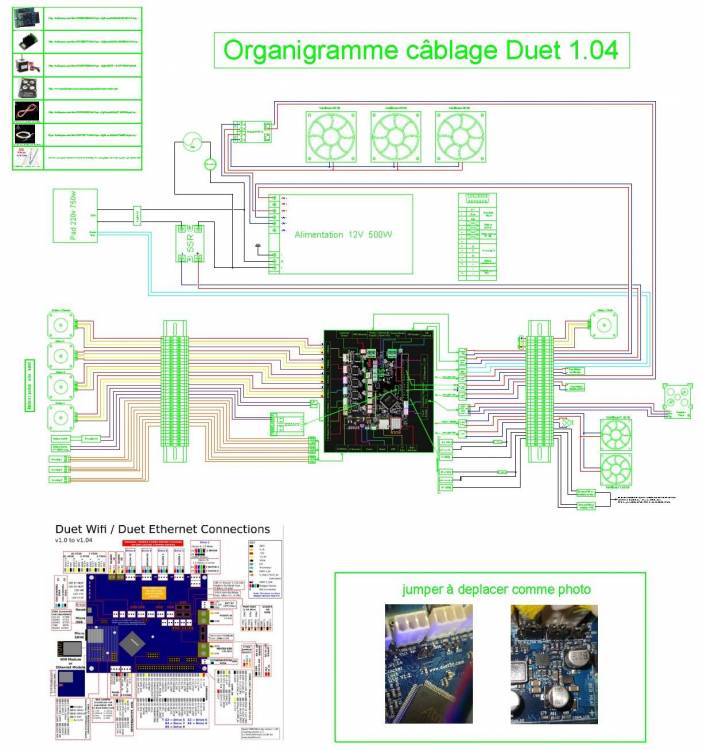 1 point
1 point -
@yankro Pour citer / notifier un utilisateur dans ta réponse: tape l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras cliquer sur son pseudo (par exemple: @fran6p , si tout s'est bien passé, le pseudo apparait sur fond bleu foncé). Il reçoit alors une notification et peut y répondre (ou pas ). Pourrais-tu joindre les fichiers configuration.h et configuration_adv.h qu'on puisse y jeter un oeil ?1 point
-
Je pense pareil, sur ma cr10s, ça fait un an que je l'ai et malgré les très nombreuses modifs que j'ai fait, le **touch ne m'est jamais venu comme un besoin, le réglage a la feuille de papier + un ajustement en début de print me suffit largement.1 point
-
@Vectoriz : si je devais donner un conseil à @GlouGlou pour imprimer de l'abs avec une ender 3 pro : changer le heatbreak car le ptfe vient en contact avec la buse directement sur celui d'origine ... 240° on flirt avec les limites acceptables. Je suis d'accord avec toi concernant la progression mais je me devais de réagir sur la ventilation de l'abs : si on te dit qu'il ne faut pas ventiler l'abs et que tes prints n'aboutissent pas en raison de cet à priori ... ben tu perds du temps et tu laisses tomber ce filament aux propriétés intéressantes. Pour le warping de l'abs, on le sait, il vaut mieux imprimer en enceinte fermée. Pour l'accroche, de la colle en bâton ou de la laque fonctionnent très bien sur plateau verre.1 point
-
Le firmware est Open-source et tu peux modifier tout ce que tu veux sur la CNC. La seule obligation pour pouvoir la fabriquer, c'est l'achat des 2 cartes sur le site puisqu'elles ont été réalisées par Romain et ne se trouvent pas dans le commerce. Le prix de la machine est très variable suivant la taille et le matériel choisis pour sa réalisation. Romain annonce un prix d'environ 350 - 400 euros, mais certains ont monté une broche qui coûte 300 euros à elle seule !! Pour ma part, je n'ai pas regardé à la dépense. J'ai utilisé du filament de bonne qualité à 27 euros les 750 grammes et il en faut environ 3 kilos suivant les options et le taux de remplissage choisis. J'ai également réalisé ma CNC entièrement en inox que ce soit pour la visserie, les tubes carrés et les tiges rondes, etc... et ajouté quelques options. Je n'ai pas fait les comptes de façon précise, mais je dois être dans les 600 euros tels qu'on la voit sur les photos. Mon prix de revient va encore grimper parce que je trouve les fixations du plateau peu pratique et je vais le refaire en utilisant des rails en alu. Pourquoi parles-tu de Repetier, il n'y a pas besoin de ce logiciel pour faire fonctionner la RS-CNC ? A+++1 point
-
Bonjour, C'est certain qu'il ne s'agit pas d'une machine professionnelle, mais elle fonctionne très bien et chacun peut la personnaliser à ses besoins, taille de la CNC, type de broche, etc... J'ai choisi cette CNC parce qu'il y a un site avec son forum d'entraide derrière et c'était surtout pour le plaisir de la construire. Pour la précision, elle est de 0,1 mm sur une machine bien réglée. Elle n'utilise pas de soft pour imprimante 3D. La carte est réalisée par Romain, le créateur de la CNC et utilise un STM32 + ESP32. Le firmware est réalisé par un autre membre du forum et utilise GRBL. L'avantage de la RS-CNC, c'est qu'elle est suivie en permanence et il y a des mises à jour de son firmware régulièrement. Pour l'utiliser, on peut prendre n'importe quel soft qui gère GRBL. perso, j'ai choisi un logiciel facile à utiliser et qui me suffit largement pour ce que je fais : Estlcam. Je débute et je commence tout juste à m'en servir, mais pour le moment, je n'ai rencontré aucun problème. Je sais que sur le forum, certains l'utilisent pour de l'aluminium et que la RS-CNC s'en sort très bien, à condition bien sûr de ne pas vouloir aller trop vite et en réalisant de petites passes. A+++1 point
-
Bonjour, A mon humble avis, cette CNC reste une modeste machine d'initiation un peu limitée (guidages approximatifs, transmission par courroies,...) et non une finalité. Le but d'une telle machine est de découvrir le monde de la fraiseuse CNC avant de passer - si affinités - à quelque chose de sérieux (plus puissant, plus rigide, plus précis). En tant que machine d'initiation j'ai préféré réaliser la CNC proposée par Nikodem Bartnik qui est beaucoup plus simple et moins couteuse à réaliser. Elle me permet néanmoins d'usiner de l'aluminium avec de bons résultats. D'autre part, la RS-CNC32 utilise des composants, un firmware et des logiciels (Repetier) issus du domaine de l'impression 3D, alors que celle de Nikodem met en œuvre des composants basiques (Arduino Uno + CNC shield) et un soft dédié aux CNC (Grbl), des éléments directement transposables à une machine vraiment sérieuse. Je le répète, ceci n'est que mon avis, mais il ne faudrait pas que des néophytes se laissent abuser par la belle présentation de la machine pour être ensuite déçus par ses capacités en usinage "costaud" (pour un laser ou de la découpe / gravure elle devrait être adaptée). Je serais intéressé d'avoir l'avis de @macandnews qui a réalisé et utilisé cette machine : Comment se comporte-t-elle pour des travaux de fraisage dans des bois durs, de l'alu ?1 point