Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/03/2020 Dans tous les contenus
-
@Yo' Dans la partie mouvement, il faut que tu recoches la rétractation pendant les mouvements je pense et pour "combing mode"(dsl je le met en anglais) il est pour l'instant régler pour que la buse se déplace dans l'espace de l'impression, pour aller plus vite dans ton cas il faudrait le désactivé complètement.2 points
-
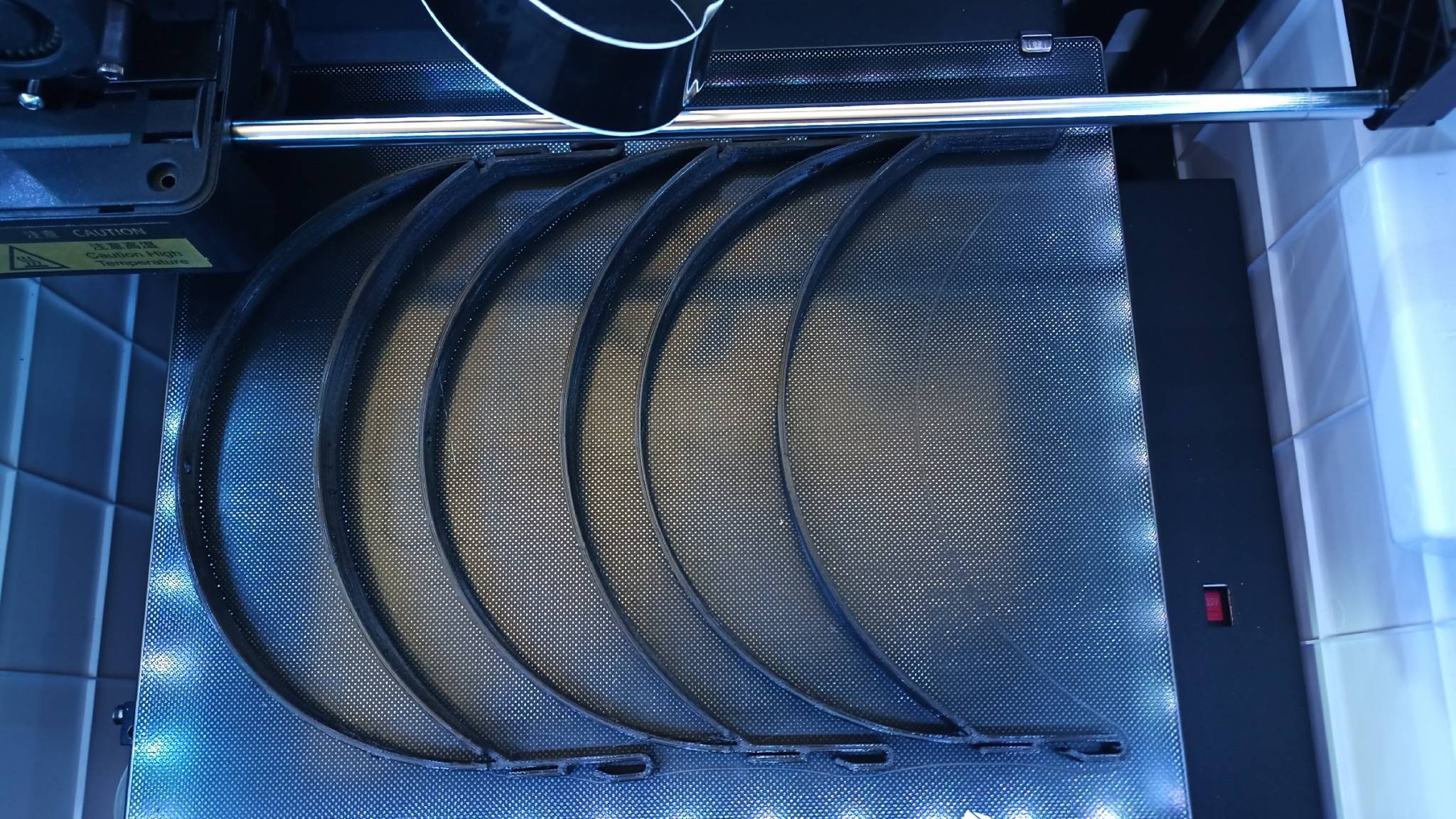
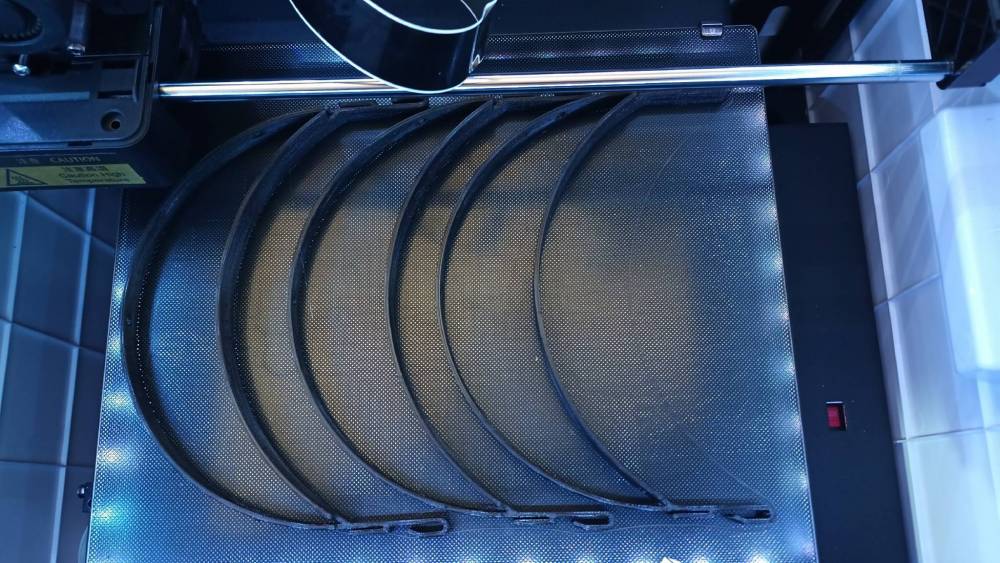
Il y a tellement de modèles qui ont été validé, cela ne veut pas forcément dire qu'ils sont parfaits. Certains modèles moins confortables mais plus rapide à produire peuvent être les bienvenus dans un CHU avec une grosse demande. Surtout quand ils sont utilisé avec une charlotte, qui peut adoucir les angles. De mon côté, j'avance sur l'accélération en prévision d'une forte demande dans mon secteur. J'ai préparé un empilement de 10 pour les prusa (202.25mm), avec des paramètres de vitesse très accélérés, mais pas encore au taquet. J'en suis à 16h pour les 10 pièces, j'en laisse tourner une cette nuit, j'ai déjà les deux premiers étages. J'ai aussi préparé une tour de 19 pour la CR-10 (384.5mm), j'aurais pu mettre 20 (404.75mm), mais je me retrouverais à 0.25mm de la butée Z (405mm), et puis 19 ça sonnait bien vu les circonstances. Je n'ai pas encore regardé pour optimiser sa vitesse, donc pour l'instant c'est en mode "safe", 48h les 19 pièces. Je ne sais pas si j'aurais l'occasion d'utiliser les paramètres accélérés, ma production ne nécessitant pas encore un tel débit, mais au moins maintenant avec des méga-stack je vais pouvoir dormir plus longtemps le matin. Et il suffit d'interrompre l'impression entre deux tranches si on a besoin des pièces tout de suite. Demain j'attend une réponse de l'ehpad sur la quantité, et je continu le démarchage aux alentours, probablement commerçants/ambulanciers/pompiers. Et toujours la recherche des feuilles transparentes, aujourd'hui j'en ai récupéré 50. En attendant, on arrête pas la production. Si vous avez besoin de faire des empilements de vos modèles, je peux vous aider. Attention tous les modèles ne s'y prêtent pas.2 points
-
Bon, pour ce pc en particulier et tous ceux de "marque", HP, Dell, et consort, je te dirai de les fuir absolument, car il n'y a aucune précision sur aucun composant présent dedans, et les prix sont généralement gonflé pour en plus du matos qui à 3-4 ans. Pour celui la : carte mère : inconnue ram : 16Go mais de quoi ? 2400Mhz ,3000 Mhz ?? Ça joue énormément dans la capacité de calcul pour de la CAO ou autre trucs gourmand. Disque dur : 1To , ok 2To pour 99 € de plus -> sur ama un 2 To Wd c'est 70€... Un petit truc dans ce genre la serait un meilleur investissement avec un peu plus de polyvalence à mes yeux, processeur correct, carte vidéo de dernière génération avec 6Go de Ram et 16 Go de Ram en 2400Mhz (seul point négatif). Mais il y a plein d'offre similaire et à peu près équivalente.2 points
-
Et si ça se trouve, il a changé de Madame, va savoir.2 points
-
Salut à tous, Je me suis fait quelques acccessoires pour ma SWX1 : un support pour pince coupante, un nettoyeur de filament et un cache connecteurs sd/usb. J'ai chargé tout ça sur MyMIniFactory et Thingiverse En espérant que ça vous sera un peu utile.

 2 points
2 points -
Si ça fonctionne correctement n'y touche pas / plus selon l'adage: quand tout fonctionne on ne touche à rien.
 2 points
2 points -
Je vois... je vois... Cela peut être une cause possible. Si ton Fanduct souffle trop sur la buse (ou le corps de chauffe)... au lieu de souffler sur le filament à la sorti de la buse... cela peut "éventuellement" provoqué ce genre d'erreur. Parfois... chercher à améliorer à outrance est l’ennemi du bon fonctionnement de l'imprimante.2 points
-
Salut, La sonde de température de l'extrudeur est en train de rendre l’âme. Actuellement elle fonctionne mais comment être certain que la valeur qu'elle donne est juste ? Fais toi un stock de quelques unes.2 points
-
es tu sur du sens d'enfichage de tes drivers ? es tu sur aussi de tous tes branchements ? dans le doute débranche tous tes fils sauf l'alimentation et fait un test pour voir si une led s'allume... si oui rebranche tes fils un par un et allume à chaque fois pour vérifier... si non et bien ça sent le pâté pour la carte...2 points
-
Pour les déplacements c'est l'option "Combing" que tu doit avoir activé (ce qui cause aussi le fait que ça fait pas de rétractation)1 point
-
Pisque t'es parti dans la gaudriole, tu pourrais opter pour un plateau en 220Volts, ils parait que ça chauffe diaboliquement vite....1 point
-
max 16Gb pour la A20M ? https://www.amazon.ca/-/fr/Sandisk-SDSDUNC-0G-GN6IN-Carte-mémoire-UHS-I/dp/B0143RTB1E/ref=sr_1_2?__mk_fr_CA=ÅMÅŽÕÑ&keywords=sandisk+sdhc+16gb&qid=1585601244&sr=8-21 point
-
Je préfère créer mon propre jugement et la meilleur façon d'apprendre et bien c'est en essayant un peu de tous. De plus, je suis rendu addict à l'impression 3D J'ai commandé 2 Artillery Sidewinder X1 SW-X1 et une Anycubic Photon Donc j'ai pas fini d'apprendre ahha1 point
-
waouhhhhh. !!!! Pas de problème sur la configuration. Tu l'as désinstallé, nettoyé par Ccleaner, redémarré et réinstallé ?1 point
-
Slt @jipee C'est juste une histoire de tension de courroie. Je suis à mon second plateau DIY et systématiquement je retend ma courroie en conséquence. Si mes cercles ne sont malgré tout pas des cercles, je joue sur les Steps.1 point
-
Bonjour, J'ai fait les tests, j'arrive à un résultat de 397 extr 1 et 390 extr 2 steps/mn !!!, j'ai réglé les spteps à 395 sur la machine. J'ai enfin réussit à connecter l'imprimante avec Pronterface, il suffisait de régler la vitesse de connexion au maxi (250000) moi et l'anglais ça fait 21 point
-
Il doit manquer G29 dans ton gcode1 point
-
J'ai modifié dans la foulée, je m'étais trompé de lien. Tu as été trop rapide ! En effet, je n'étais descendu jusqu'au commentaire. Je vais les contacter pour savoir si Biqu est un revendeur "officiel" de leur clone (ça m'épargnerait les frais de port). Pis je vais jeter un oeil chez les Prusaiens Merci ! EDIT : le vendeur officiel m'a répondu, Biqu n'est pas un revendeur officiel.1 point
-
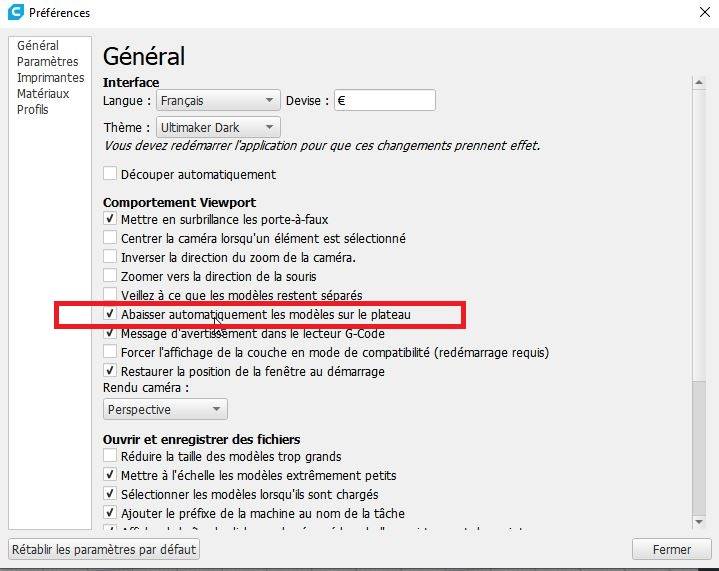
@Philippe Taglioli Dans les Préférences, décoche l'option entourée en rouge ci-dessous, tu pourras alors placer les modèles comme tu le souhaites :
 1 point
1 point -
Moderation : @Philippe Taglioli je déplace dans la bonne section1 point
-
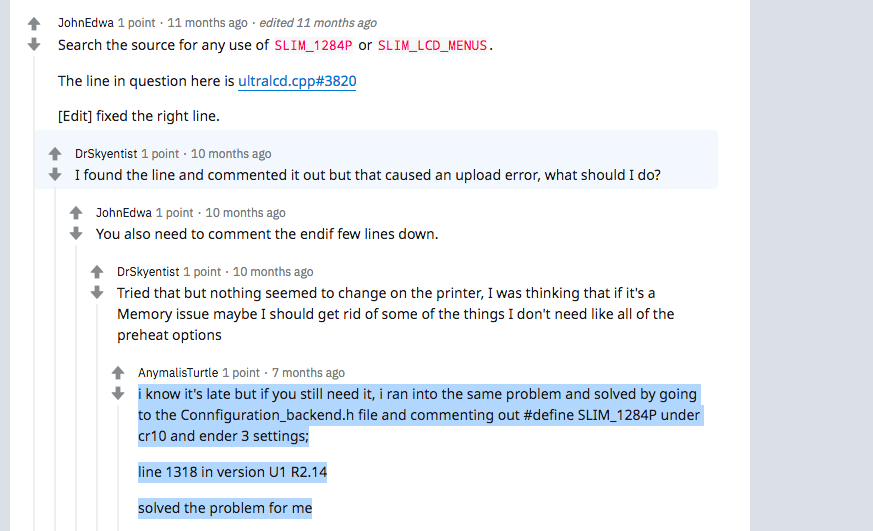
Bon ben j'ai trouvé j'ai suivi ce commentaire et tous le menu est complet. merci quand même. en français: je sais qu'il est tard mais si vous en avez toujours besoin, j'ai rencontré le même problème et résolu en accédant au fichier Connfiguration_backend.h et en commentant #define SLIM_1284P sous les paramètres cr10 et ender 3; ne pas suivre la ligne rouge c'est pas la même moi c'est 2151 ligne 1318 dans la version U1 R2.14 résolu le problème pour moi
 1 point
1 point -
Il faut que tu ajoute le gcode start dans ton slicer en description ou avec le fichier en téléchargement correspondant à ton slicer1 point
-
la skr 1.4 T est montée dans ma U30, les TMC2209 font une vraie différence au niveau du bruit, c'est même assez déroutant au départ. Touch-Mi fonctionnel, TFT aussi. Reste un peu de fine tuning (vref et sensorless homing) et attendre d'avoir un support complet d'octoprint avec le TFT. Globalement j'ai tatonné pendant 2 jours et fait une bonne 30aine de compilation de Marlin, mais ça fonctionne et j'ai appris une tonne de choses au passage.1 point
-
Si tu parles des TL-smoothers qui se mettent derrière des DRV8825, ce sont des platines électroniques avec des diodes qui permettent de supprimer l'effet peau d'orange.1 point
-
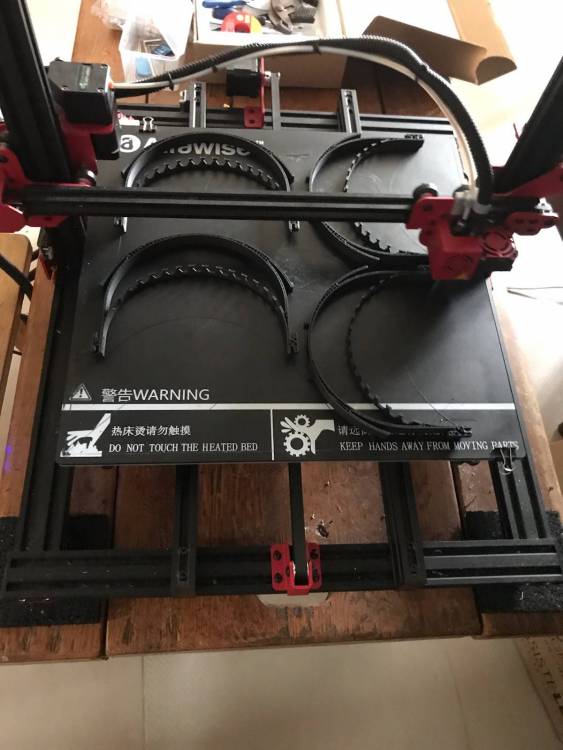
Impression de cette nuit, comme je comptais pas me relever pour remettre une fournée, j'ai pris mon temps pour l'impression avec des paramètres assez lent. 0.2, vitesse 50 et 30 pour les parois externe, température à 190 et débit à 101 (bon c'est pas représentatif, va falloir refaire d'autre essais vu que j'avais un problème sur ma tête d'impression avec un débit merdique par moment) 3 d'un coup je peux pas en mettre plus pas trop de défauts, on verra si c'est mieux avec mes modif sur ma tête d'impression.


 1 point
1 point -
Non c'est sans partie basse, elle a été reconnue comme useless, c'est un héritage du design original. Elle peut cependant encore servir pour les versions longues des écran transparent. Je cite :1 point
-
@Bakatora Malheureusement cette section n'existe que dans les Marlin2 pas dans les Marlin1 La seule solution actuellement est d'utiliser Octoprint avec un plugin complémentaire (et encore). Raison pour laquelle je n'ai pas complété mes premières interventions sur le post de @ThLDQ (si personne ne répond c'est généralement qu'on a pas de solution à proposer et donc il ne sert à rien de s'impatienter ).1 point
-
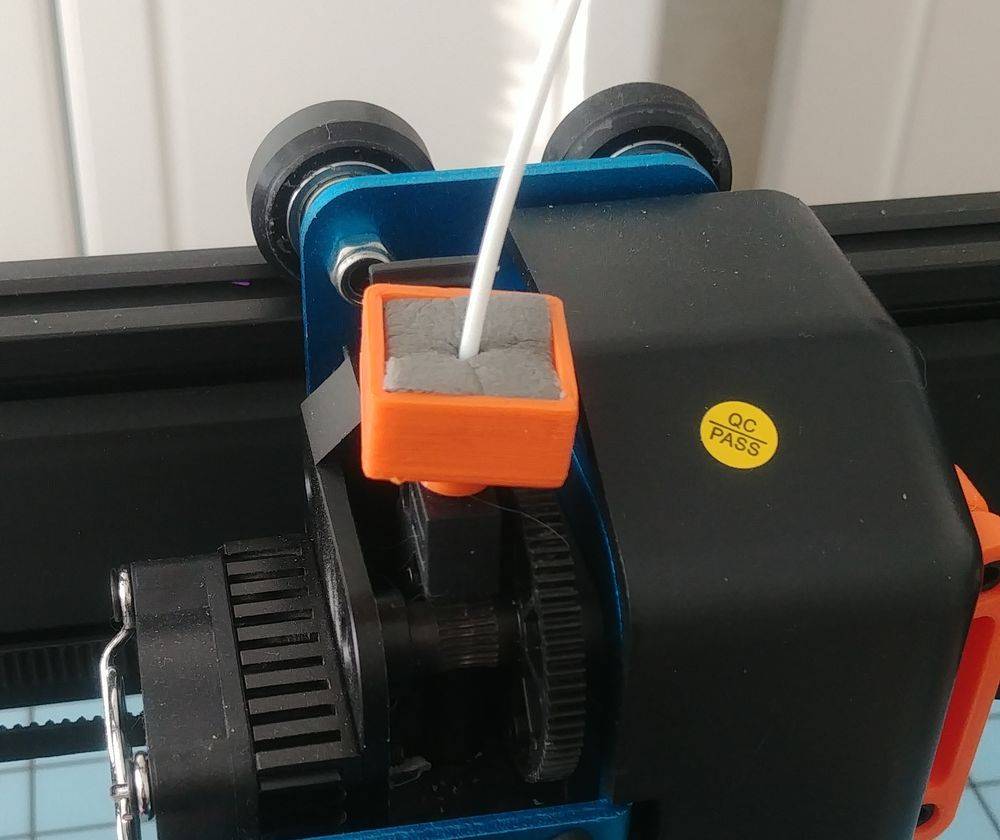
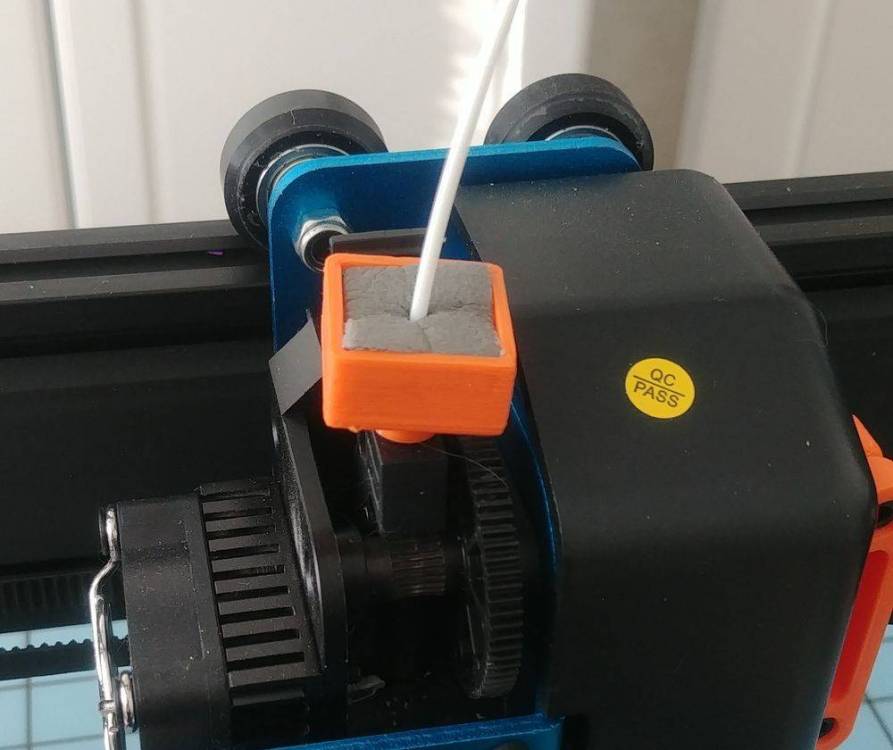
Alors, pour rattacher le tube blanc au pneufit il faut appuyer sur la bague noire du pneufit et insérer le tube blanc a fond, attention, il peut y avoir un petit cran qui te fait croire que tu es à fond mais faut pousser encore un peu. Une fois le tube en place, tu tires la bague noire et le tube blanc (tube PTFE) devrait rester en place. Vu comme ton tube PTFE est entamé tu devras le couper bien droit ou en changer. Il existe des petites pièces à imprimer pour maintenir la bague noire du pneufit. Pour l'extrudeur Bulldog, je peux pas te dire, je ne connais pas, et pour les extrudeurs en général il y a des "gauche" et des "droite" alors attention au sens, je pense que celui que tu pointes est le bon mais vérifie bien pour éviter une mauvaise surprise.1 point
-
Salut @Matteo Lucas, Le pas de vis du pneufit (la pièce dans laquelle vient se placer le tube blanc) semble cassé dans son logement. Si tu arrives à la dévisser tu auras juste à changer le pneufit, sinon tu es bon pour changer tout l'extrudeur (ou le feeder, je sais jamais comment l'appeler, la pince en plastique noire avec le ressort au dessus du moteur). Celui-ci est une exemple, peut être pas le meilleur, je l'ai pris au hasard sur amazon. Attention, il y a différents diamètres de pas de vis pour les pneufit. De toute façon je pense que tu gagneras en fiabilité en changeant l'extrudeur. Ceux d'origine en plastique semblent voués à casser au niveau de la pince à la longue.1 point
-
Salut ! Je confirme que "assez généralement" quand ce message d'erreur arrive, c'est que le Thermistance est en train de rendre l'âme... mais ce n'est peut être pas la seule cause possible, et je cite : Sur le Marlin de TH3D, ce message d'erreur reviens assez fréquemment... vois ce post : La solution qui a été trouvée était la suivante : Comme toi... son Marlin avait pour source TH3D... et la modification du firmware a permis de résoudre le problème... Donc pour résumer : A l'heure où j'écris, je ne vois que 2 origines possible de ton problème : Le Firmware ou la Thermistance. Pour la Thermistance, il est toujours prudent d'en avoir une ou plusieurs d'avance. Pour le firmware... cela ne coûte rien d'essayer...1 point
-
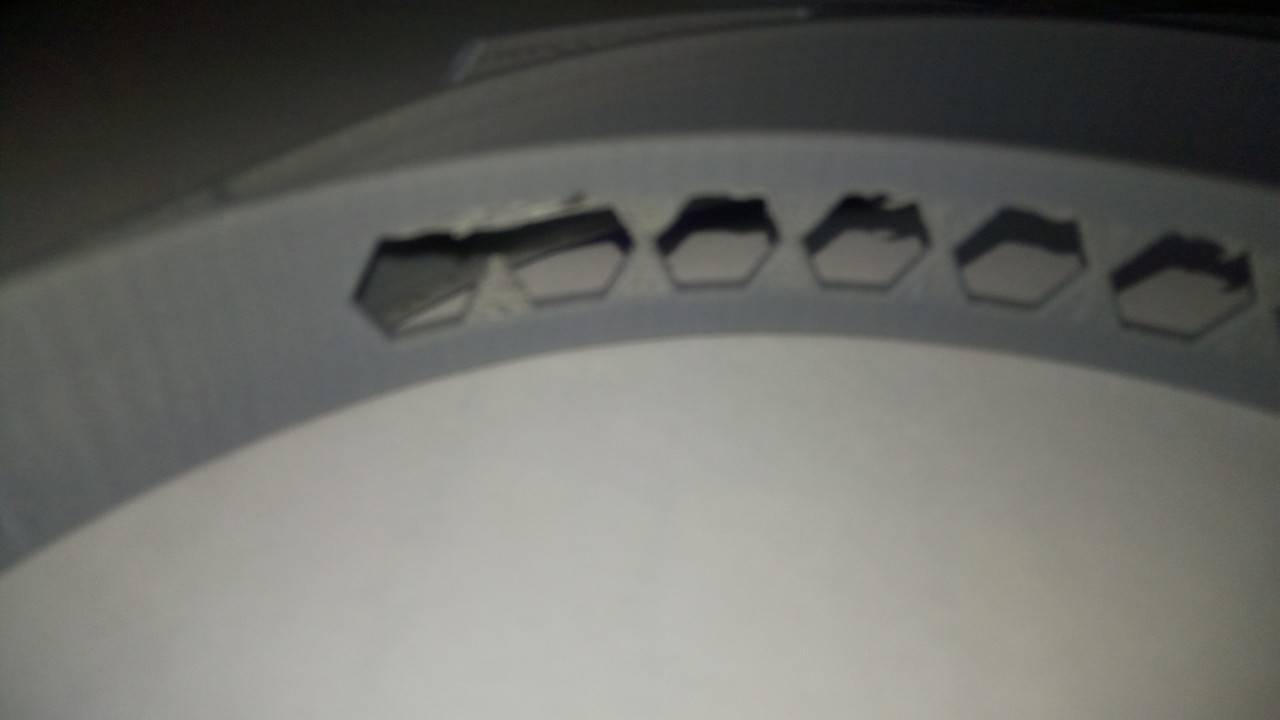
Ce modèle est la 2ème itération (RC2) du modèle Prusa. Ils en ont fait une 3ème qui enlève ces hexagones justement car c'est plus long à imprimer, et ça pose des problèmes de surface piquante en contact avec le front. Nouvelle version : https://www.prusaprinters.org/prints/25857-prusa-protective-face-shield-rc31 point
-
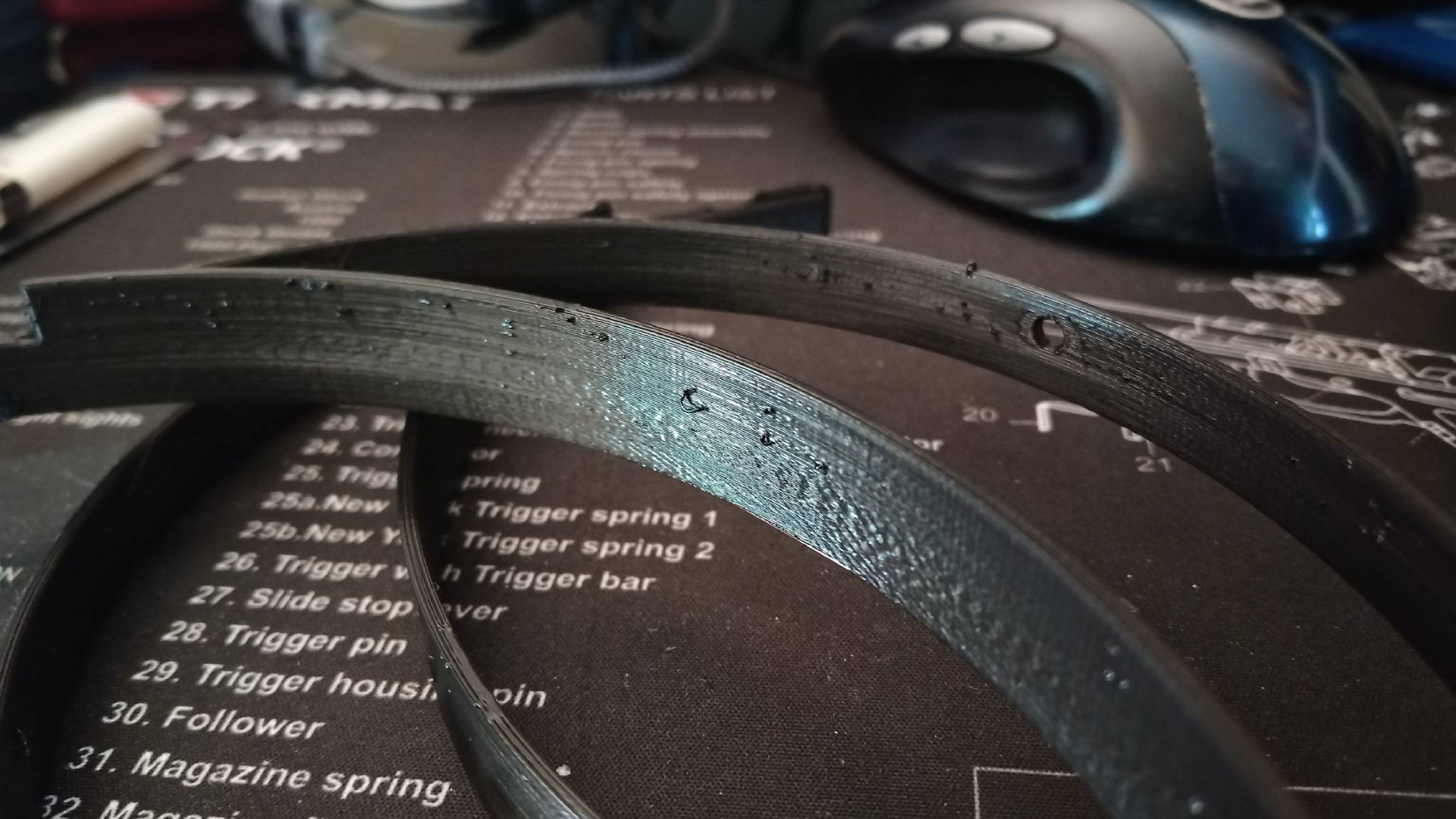
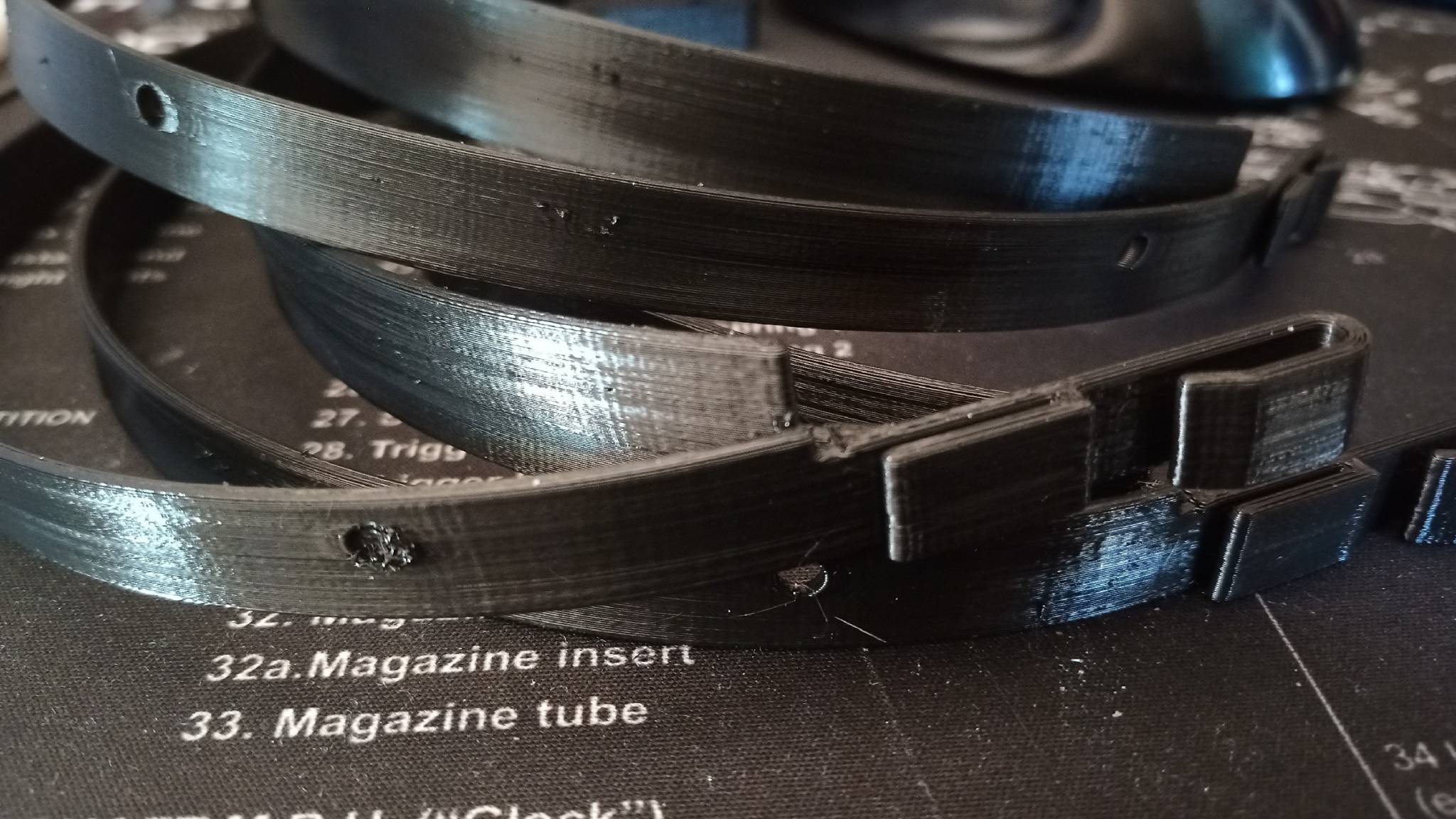
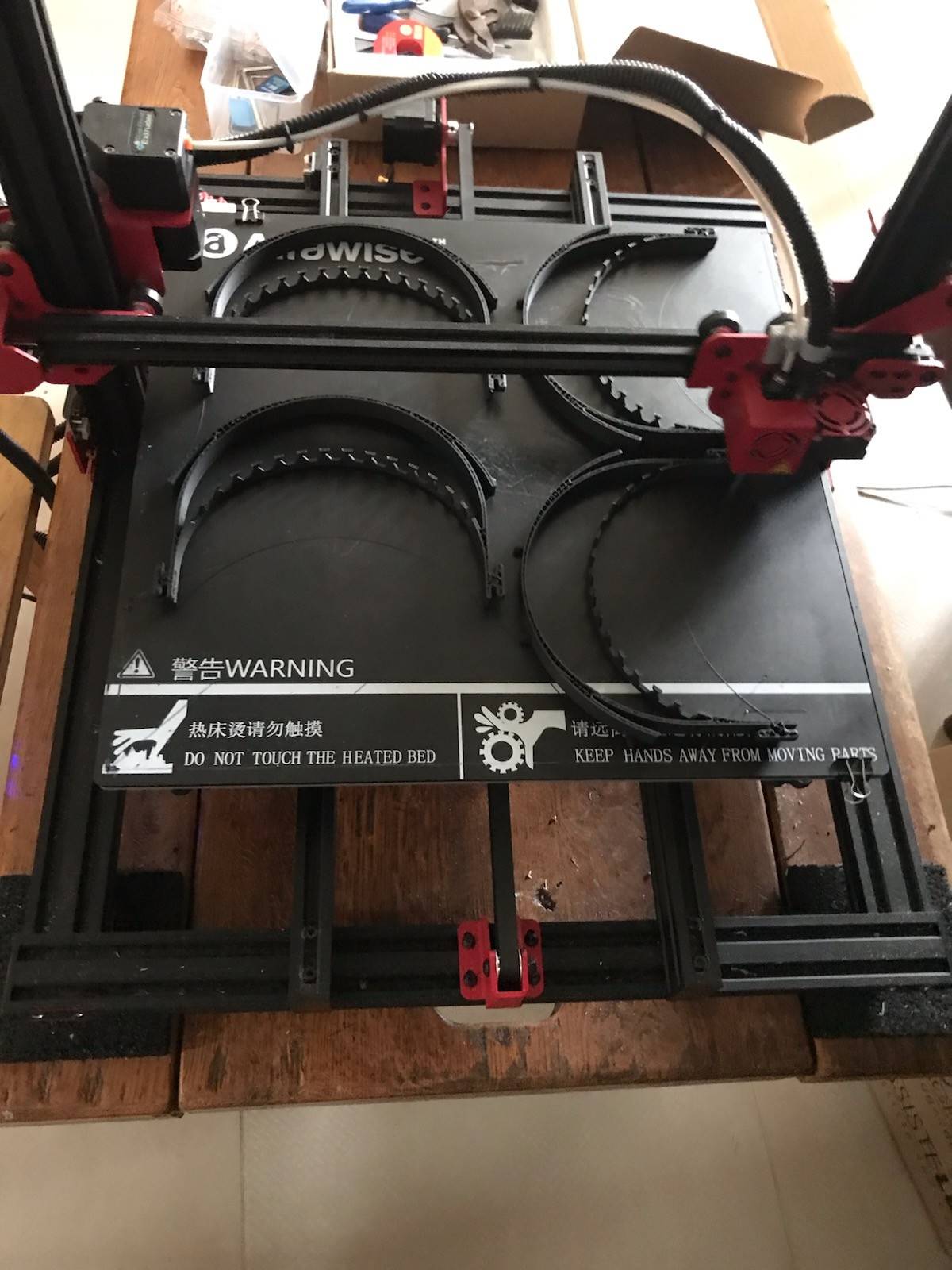
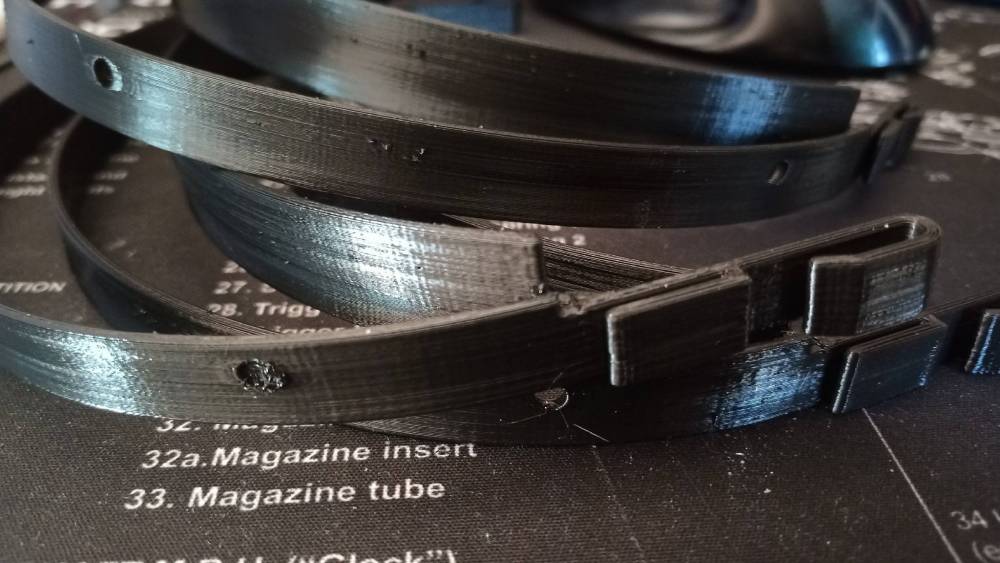
Bonjour, Je rejoins aujourd'hui ce groupe. J'imprime avec mon ALFAWISE U20+ des masques suivant le modèle préconisé par ce site : Consortium 3D4Care Le modèle est validé par l'AP-HP. J'ai commandé des : Couverture plastique à relier Fellowes - A4 - 0,30 mm - 100 feuilles - transparent Trimming Shop Ruban élastique élastique à Trou de Bouton pour Pantalons, vêtements de maternité, Couture, Tricot, travaux manuels (20 mm de Largeur), Lycra élastique, Blanc, 25 Metres Au fur et à mesure de ma production, j'enverrai les masques aux soignants. Bonne journée de confinement à tous, Bruno PS : j'ai joint une photo d'un problème que je rencontre lors de l'impression. Le modèle (donc le fichier stl) n'est pas modifiable puisque issu du projet officiel, donc c'est dans les réglages de l'imprimante qu'il faut chercher.
 1 point
1 point -
salut merci pour ta réponse pour les smoother je suppose que tu parle de ça ? si oui je les ai mais pas encore installé merci beaucoup pour le profil au passage si tu a des fichier pour améliorer l'imprimante je suis preneur je vais m’entraîner pour améliorer tout ça merci des conseils
 1 point
1 point -
Quelques éléments de réponse : https://help.prusa3d.com/en/article/prusa-face-shield-disinfection_125457 Comme dit précédemment, pour les élastiques, c'est le moins important, tout le monde trouvera un système D. Une simple bandelette de tissu nouée fera l'affaire. Pour les écrans transparent là oui c'est une autre affaire, il faut démarcher tout le monde autour de soi, les bureaux, administrations etc... et évidemment les magasins. Sinon il faut commander, mais la dispo et le délai risque d'être un problème. Penser aussi au stock de filament, ça part vite mine de rien, j'ai passé 3kg sur le weekend, et j'en ai commandé 9 de plus en chronopost pour pas être pris de court. Le masque prusa n'est certainement pas le plus économe avec ses 45 grammes, mais pour le moment ce n'est pas le facteur limitant chez moi.1 point
-
Hello hello En voilà un qui comprend la mécanique, au moins ! Le phénomène que tu décris s'appelle le "backlash" en Français "jeu à l'inversion" Il y a plusieurs façons de le réduire, la plus simple étant d'utiliser des noix réglables>>>> en POM (Delrin) au lieu de laiton Sur les machines du type "Nikodem" on peut aussi monter une noix en laiton de chaque côté des montants verticaux du Y, pareil pour le X C'est ce que j'ai fait sur la mienne, une des deux noix est fermement bloquée au fond de son logement, l'autre a du jeu sous la collerette. De cette façon, les vis permettent de régler finement le jeu à l'inversion, de "libre" à "bloqué". On est pas tous d'accord sur ce principe, mais chez moi ça marche bien. Oublie les "anti backlash nuts" >>>> ça sert à rien. Sur une CN, c'est pas le petit ressort à deux balles qui va pouvoir résister à l'effort de la fraise1 point
-
C'est moi ou j'ai l'impression que les 2 pièces sont le miroir l'une de l'autre ? Si c'est ça c'est un peu ridicule de les avoir mis dans le même stl car avec la plupart des trancheurs ont peu faire un miroir des pièces assez facilement.1 point
-
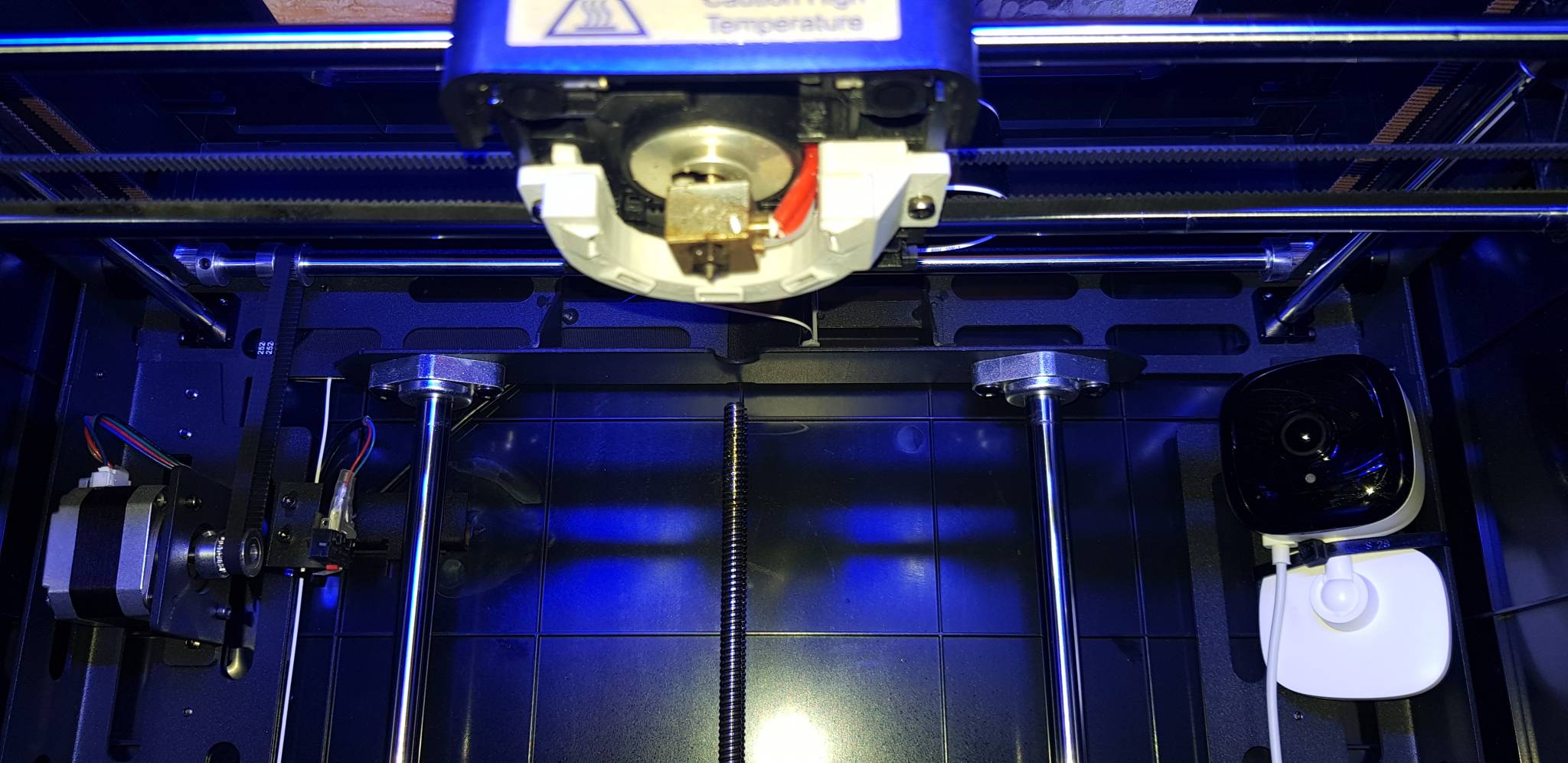
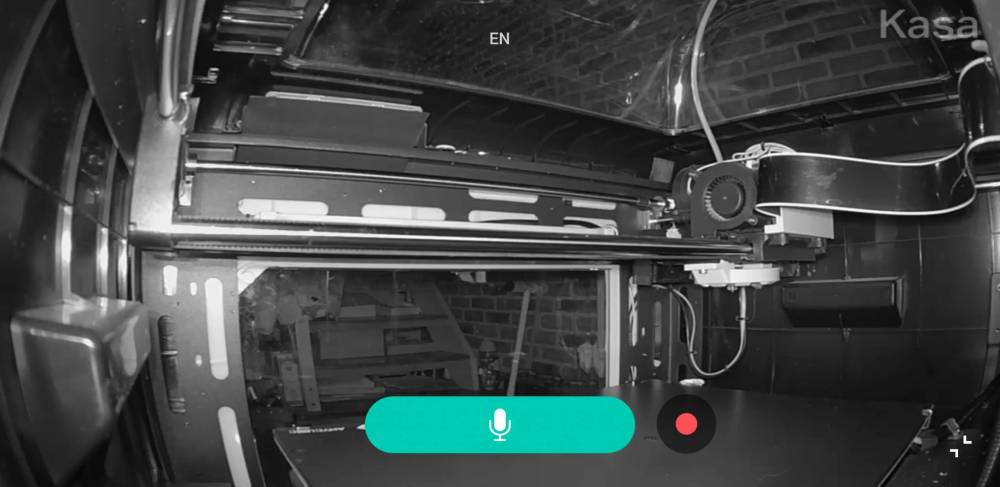
la voici, juste fixer avec un collier (je ferai une fixation plus tard) elle ne bouge pas et l'image et nette en 1080 je l'ai reglée en hauteur pour etre au niveau de la buse et le cable usb et relier dehors (j'ai fait un petit passe cable dans la coque arriere ) la photo avec le version 180° de mon refroidissement mais ne change rien en 360° a l'heure actuelle mais pas refait de photos c'est une TPlink environ 40e (fonction micro je peux ecouter si souci de fonctionnement et mode jour ou nuit avec led infrarouge) et j'ai rajouté une prise 220V connecte de la meme marque comme cela a distance via l'application je surveille le print et si il y a un probleme je coupe l'alim de l'imprimante
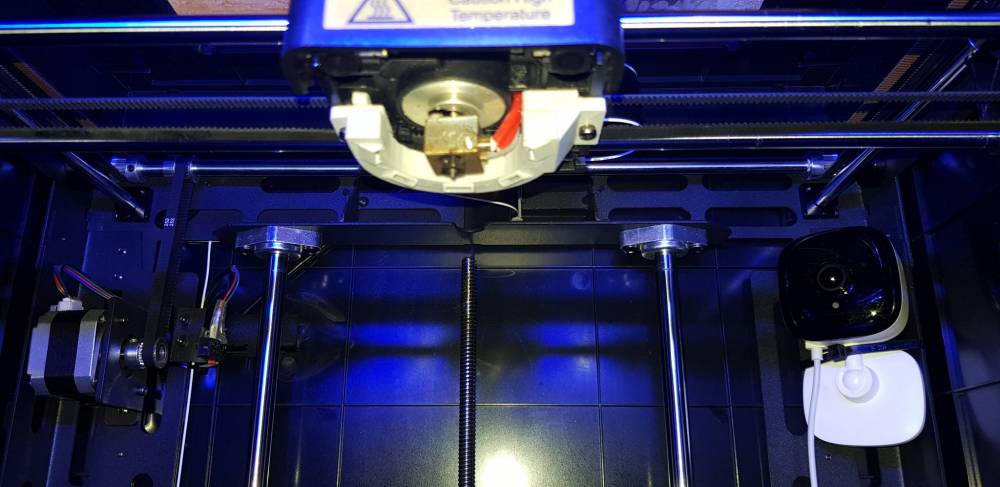 1 point
1 point -
je l'ai fait tres rigide imprimé en HDGLASS ne bouge pas et bien stable (fixé par les deux cotés comme le tien )
 1 point
1 point -
Bonsoir. Merci à vous @snakeleblanc et @Fourmi de vos réponses. J'ai trouvé le problème : en démontant la carte mère de la Ender3 Pro (elle est à l'envers), j'ai abimé un des contacts de soudure du ventilateur (le négatif) ce qui fais que le ventilateur ne tournais plus. C'est une soudure au niveau du circuit imprimé du ventilateur. Du coup ventilateur HS. J'ai démonté un autre de même taille (mais en 12V) d'un NVR (enregistreur de caméra de vidéosurveillance) HS et tout est repartis. Merci à vous en tout ça pour vos réponses. Bonne soirée.1 point
-
j'ai fixé ma camera dans le coin au fond a droite (la ou il y a assez de place sans toucher quoique ce soit et je trouvé la vue caché la sa va je vois bien (bon la prise hors print donc la buse et tres eloignée mais c'est tres correct
 1 point
1 point -
Bonjour @Antyriad, une chose ne me semble pas dite dans le lien que tu donnes, c'est de vérifier que la tige filetée de l'axe Z est bien en contact avec le bout de l'axe du moteur, dans le coupleur. Sans cela, sur les premières couches, le moteur va tourner et au lieu de faire monter l'axe X (celui avec la tête), le coupleur va commencer par se tasser donnant le défaut qu'on appelle "pied d’éléphant". C'est ce qu'on voit sur ta dernière photo, mais ça peut aussi être dû à une première couche trop écrasée, ou sûrement d'autres choses, fo voir. Pour calibrer les steps de tes moteurs il y a aussi la croix de calibration , avec ses feuilles Excel à remplir (ça marche aussi avec Libre Office). L'étalonnage n'est pas fait sur un volume de 20mm x 20mm x 20mm mais par une moyenne sur 15cm x 15cm x 15cm, et donc prenant en compte de plus grands mouvements de la tête d'impression. Pour l'avoir fait, je me suis rendu compte qu si le cube de 20mm me faisait faire des corrections assez importantes, la croix de calibration me faisait rester autour des valeurs de base du firmware. Enfin, pour calibrer le moteur d'extrusion je procède comme ça : je calibre les steps du moteur en faisant passer plusieurs fois 10 cm de fil pour être bien sûr que 10 cm demandés c'est bien 10 cm passés. Ensuite je fais comme toi, un cube avec un seule épaisseur de paroi et j'ajuste cette épaisseur en jouant sur le "flow" ou le "multiplicateur d'extrusion" dans le slicer. Ça me permet d'avoir une valeur simple à ajuster car elle est dans le slicer plutôt que dans le firmware et donc de pouvoir l'ajuster selon les types de filament qui peuvent avoir des diamètres ou des rigidités différents. J'utilise PrusaSlicer et cette valeur est associé au fil que tu sélectionnes, du coup lorsque j'imprime, je sélectionne le fil que je vais utiliser et la valeur s'ajuste toute seule. Bon, ça vaut ce que ça vaut, mais je suis satisfait de mes impressions.1 point
-
Bien vu ! Je vais faire des tests de températures maxi. Toutefois c'est largement suffisant pour imprimer du PETG, j'ai abandonné l'ABS car trop de contraintes techniques. Les difficultés de l'ABS sont: l'adhérence du plateau, le décollement des pièces asymétriques, l'odeur. etc... J'ai essayé le PLA 3D870 c'est le top qualité; facile à imprimer avec des caractéristiques de haut niveau. je pense que l'ABS pour notre utilisation reste un produit technique avec un impératif l'enceinte close pour se garantir d'un maximum de qualité.1 point
-
Les + et - sont bons. Je ne comprends pas la question sur les ampères? T'as une sortie qui délivre max 5A et l'autre max 10A sur l'alimentation (de ce que tu nous dis). Si tu intervertis avec les entrées de la carte RAMPS au pire les entrées 10A (la partie chauffe je suppose?) de la RAMPS n'auront pas assez de courant et ne pourront pas faire monter en température. A moins qu'on me contredise je ne vois pas pourquoi cela cramerait tes RAMPS.
 1 point
1 point -
Bonjour a tous! Je reviens après un peu d absence. Du coup j'ai commandé reçu et monté ma nouvelle carte mère, qui du coup est une silencieuse. Je regrette presque pas d'avoir grillé la première tellement elle ne fait plus de bruit on entends uniquement les ventilateurs maintenant! Le firmware pour de la enderv5 plus était bien déjà dessus. Merci en tout cas à tous pour votre aide!! Et bon courage pour cette période...!1 point
-
Salut ! C'est vrai... que si tu ne passes pas par une "Présentation"... cela va en rebuter plus d'un... Ensuite... c'est un forum d'entre-aide sur les imprimantes 3D... donc un peu hors sujet. Ceci dit... je veut bien t'aider... même si je ne serais pas très bon conseiller... vu que mon opinion concernant les PCs est le suivant : "Rien ne vaut le must du must pour avoir quelque chose de convenable". Pour te donner un exemple précis : Je me passionne beaucoup pour la "Photogrammétrie" (ou comment Scanner en 3D avec de simples photos), et pour ce faire il est tout de même plus pratique et plus confortable d'avoir un bon PC, c'est pour cela, que j'ai très récemment investit plus de 2000€ pour upgrader mon PC et en faire un PC "performant". Plus concrètement : 400€ c'est le prix que m'a coûté ma carte graphique à elle seule. Alors... question : Tu veut monter un PC en partant de rien ? ou en partant d'un PC existant ? Et quand je dit "rien", c'est rien ! Ni écran, ni clavier, ni souris, etc... Je suppose qu'un "ordinateur portable"... ce n'est pas envisageable ? Autre question : As-tu pensé à regarder le marché de l'occasion ? Voilà un site, que je recommande : https://www.affairespc.com/ Il y a d'excellent PC d'occasion. Si tu veut absolument du "neuf"... niveau budget... à 600€... c'est "léger" comme budget, en étant franc, on sera sur une petite configuration. Dans l'hypothèse d'un PC neuf... qui "pourrait faire l'affaire", il y a celui-ci : Tour PC Amazon. Attention ! Faudra pas s'attendre à quelques choses d'hyper performant... mais plutôt le "strict minimum"... te voilà averti. Petit information si tu ne sait pas : Quand on fait de la modélisation, c'est pas le processeur ou le disque dur le plus important... mais la carte graphique qui fait 90% du boulot dans la modélisation 3D et ensuite la RAM est beaucoup sollicité. Donc il est préférable d'opter pour une "bonne carte graphique" et une quantité de RAM confortable. Et donc, je te recommande de t'orienter vers un PC à orientation "gamer" ou "gaming" ou "jeu"... pour avoir un bon PC qui te fera gagner du temps dans la modélisation. Si tu est prêt à "mouiller la chemise" pour le monter toi même... voici une configuration à 600€ que je te conseil : https://frenchhardware.fr/configuration-pc-a-600e-jeu-mars-2020/ En toute franchise... en dessous de 500€ de budget... c'est un avis perso : Un PC en dessous de ce budget pour faire de la modélisation, sera susceptible d'être une usine à gaz. Je t'avais prévenu plus haut... que selon moi : Rien ne vaut le must du must. Voilà... vu ton budget... je te recommande vivement de regarder du côté du marché de l'occasion sur leboncoin (pour être près de chez toi) ou le site indiqué plus haut... il y a de bonnes affaires à faire. Après il reste les boutiques d'occasion comme Happy Cash et Cash Express, qui ont parfois de bonnes affaires sur les PC d'occasion. Et en plus : Acheter de l'occasion, c'est bon pour la planète !1 point
-
En raison de Cura 4.5, voici tout les paramètres que j'utilise... avec toutes les modifications récentes que j'y ai apportées : https://www.thingiverse.com/thing:4248145 Tout est dans la vidéo ici :1 point
-
Oui j'ai vu la vidéo ! Tout est bon dans les réglages, c'est un problème du réglage de nivellement. la buse est trop haute, il faut faire un nivellement correct avec une hauteur de l'épaisseur d'une feuille de papier. Ensuite il faut dégraisser le plateau avec de l'alcool à brûler du commerce . Il ne faut surtout pas mettre les doigts pour graisser le plateau. bon courage le défaut est commun à chaque débutant dans l'impression.! Après le réglage une bordure de 3 lignes suffisent. a+1 point
-
Salut, Hé bien si tout va bien chez toi, je dirait que ton imprimante plante/reboot ou perd son alim. Essaie un update du firmware en 2.16/2.16A, mais ça sent le problème matériel. Vérifie quand même la connexion de la nappe de l'écran.1 point
-
et voila c'est pas le meilleur du monde mais j'ai de très bon résultat PLA ep 0.2000.fff1 point
-
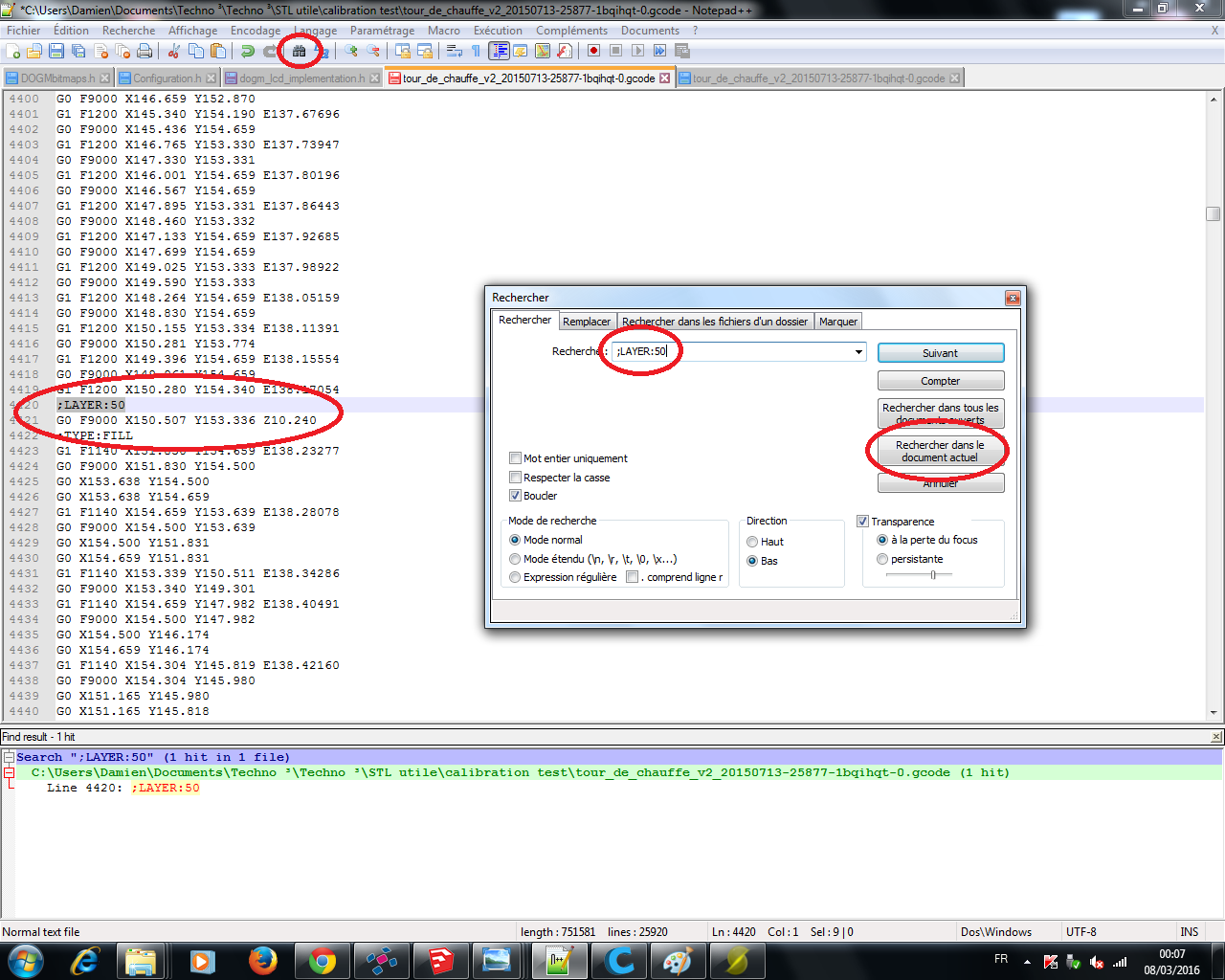
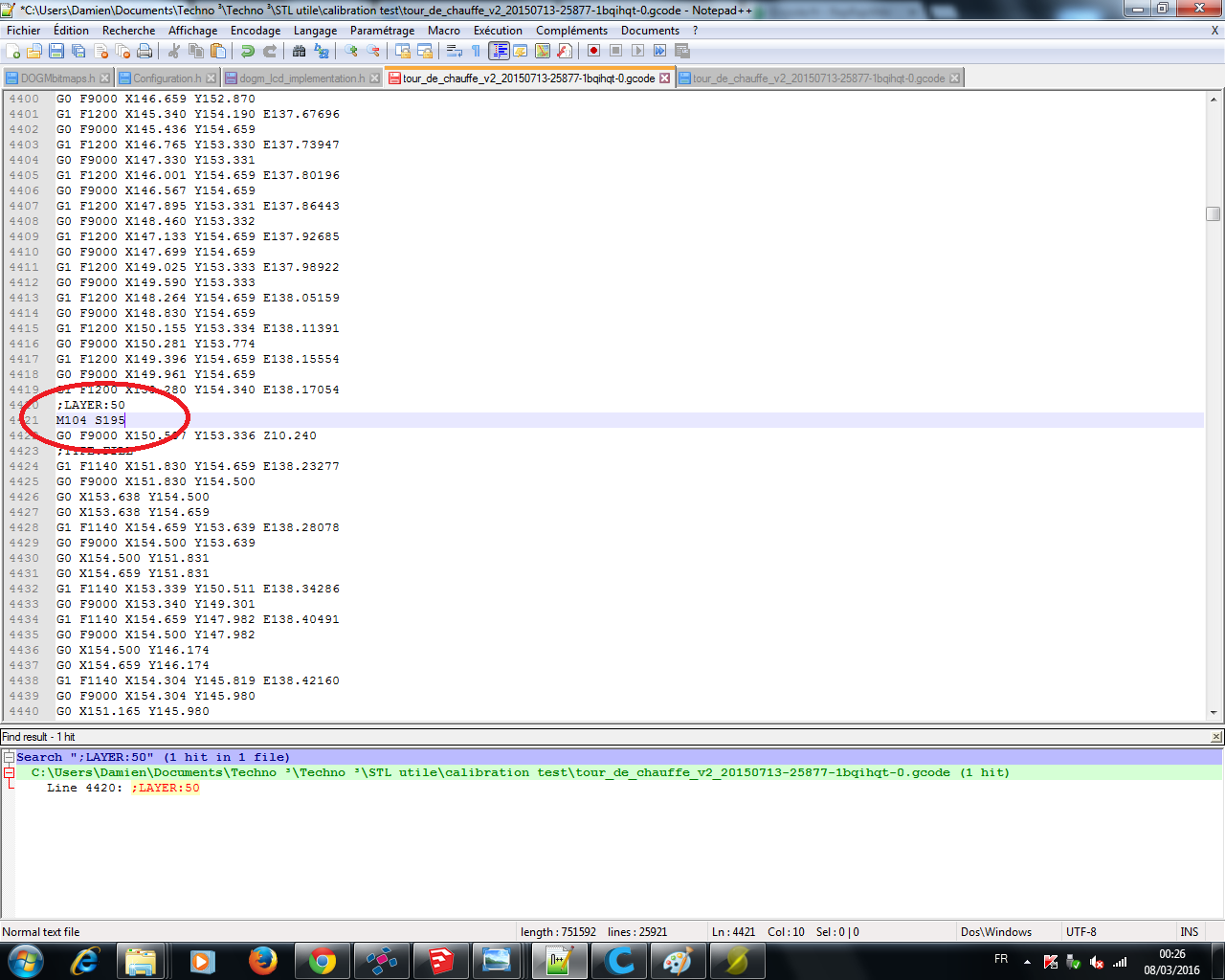
La température d'extrusion influe pas mal sur la qualité d'impression. Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu. Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa= Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci: http://www.thingiverse.com/thing:729703 Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++. Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres. Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z). Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes): Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois. Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament. Si vous avez des questions au sujet de ce tuto, suivez ce lien Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
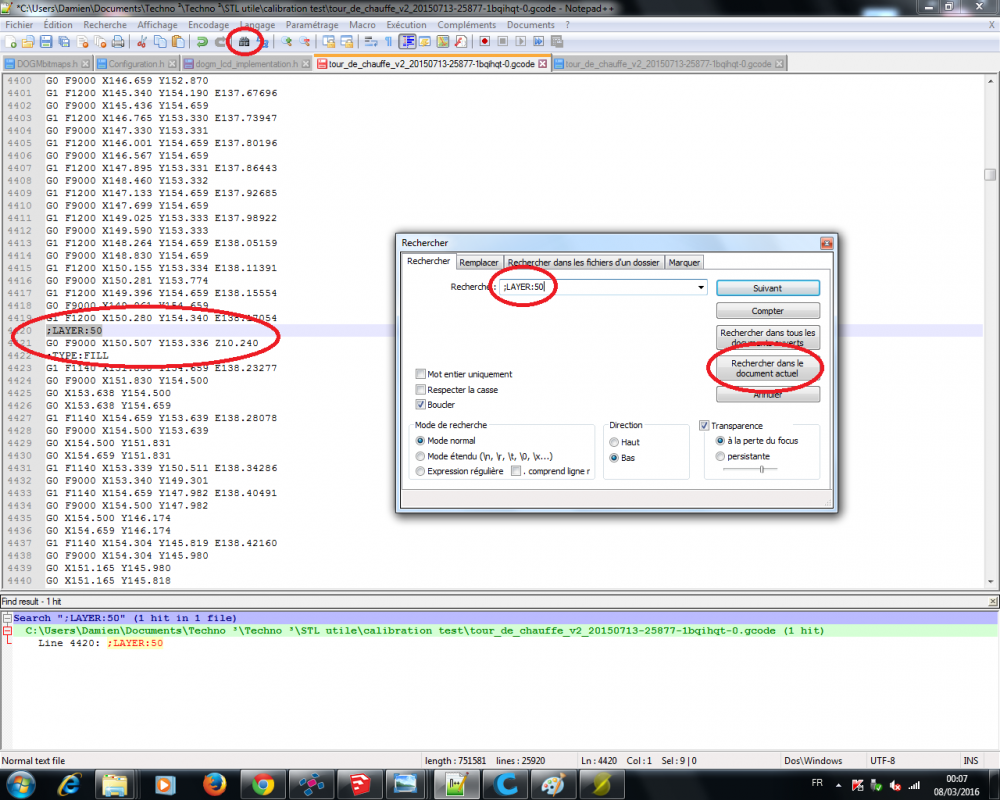
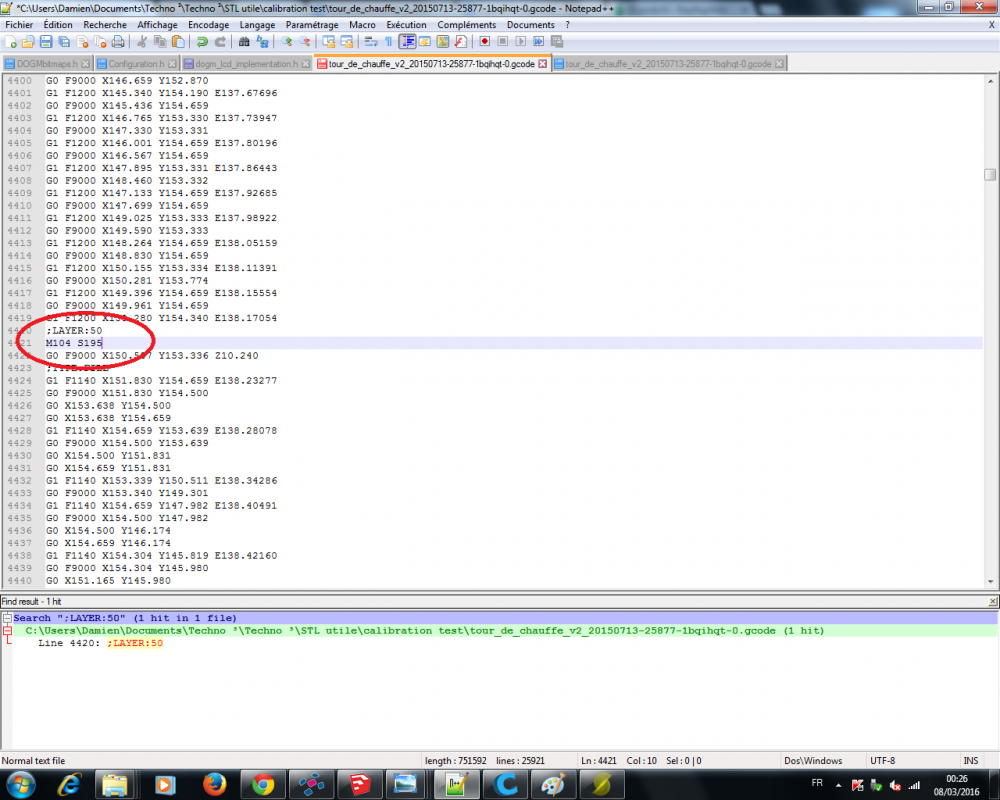 1 point
1 point