
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/04/2020 dans Messages
-
Voici le 3 ème tutoriel. Je voulais éditer le premier post pour l'y ajouter mais apparemment ce n'est pas possible. Je les ajouterai donc à la suite. A+2 points
-
Bonjour, ta "hotend" est mal montée, même si ton tube PTFE n'est pas endommagé, je te conseille de suivre ce sujet afin de voir comment bien démonter et remonter cette partie :2 points
-
Bonjour, Je vous propose de découvrir Ideamaker, l'injustement méconnu trancheur de Raise3D. Il est gratuit est très puissant. Je l'utilise depuis plusieurs années maintenant au détriment de Cura. Premier tuto dans le cadre de l'optimisation de productivité des armatures de visière pour la lutte contre le Covid 19. A noter que les membres de la communauté de makers à laquelle j'appartiens m'avaient rapporté que Cura ne pouvait pas faire ce qui figure dans ce tuto N°1. Il semble que c'est faux et que Cura permet aussi de le faire. Toutefois Cura ne permet pas de faire ce qui est dans le tuto N°2. https://youtu.be/Wq47mla2AZE Le tuto N°2 montre une fonction géniale d'Ideamaker qui permet de modifier les paramètres localement (densité, motif, vitesse, etc...). Cette possibilité offre comme vous allez le voir de ne mettre de la matière que là où elle est necessaire dans des pièces techniques soumises à de fortes contraintes et ainsi d'obtenir des pièces à la fois resistantes, légère et économique. En passant vous verrez dans cette vidéo un usage très inabituel du PLA. https://youtu.be/bSJkSotWNxk Tuto n°31 point
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Bonjour à tous. j'ai fait l’acquisition d'une Anycubic 4Max Pro depuis peu pour débuter dans l’impression 3D. L’éclairage intérieur bleu avec seulement 3 leds blanches est peu visible pour nos impressions et un peu gadget pour moi. J'ai donc décidé de changer le bandeau de leds par un blanc neutre tout en veillant à ne pas dépasser la consommation d'origine pour ne pas détériorer la carte électronique. J'ai choisi un bandeau de Leds Blanc neutre haute luminosité de 8mm en 12V de 120 leds/m. Voici quelques photos des étapes pour les bricoleurs. Je suis très content du résultat.
640x480.jpg.568bef7b011ebac4a4203aa645410682.jpg)
640x480.jpg.43d57d6038944c8efd9bb631c48032fe.jpg)
640x480.JPG.0c66bbab69bdcd13fc58eee9efb52fc6.JPG)
640x480.JPG.6b75a65fb0dfdf0a7468fed4955fd8e2.JPG)
640x480.JPG.fe9cf9d9a1ba3efba020254ba8358fdf.JPG)
640x480.JPG.40df7590a913f36ba1a9875bf88bf0a8.JPG)
640x480.JPG.8e6a34376ca0962620a0f3f264048c9d.JPG)
640x480.JPG.2097b75aa205795a28925de9d257437c.JPG) 1 point
1 point -
Bienvenue chez les imprimeurs fous confinés ! @NemImprime Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
Si je l'avais déjà vu ! Mais il était parti sur la base d'une imprimante 3D déjà existante. Celui que je viens de cité, c'est une imprimante fabriqué à partir de rien (ou presque, car il faut une première machine pour fabriquer les pièces). Ils ont tout les 2 mon respect d'ailleurs... c'est du beau boulot !1 point
-
Salut @Bosco2509, je ne sais pas si t'as vu celle là (Ender-3 pro) un peu le même principe, en+ ce maker il me fait délirer et fait des trucs assez intéressant et sympa (en parcourant sa chaine) @+1 point
-
La Ender-3 est un premier prix dont la technologie permet d'imprimer du PLA à vitesse modérée avec un très bon résultat. Donc pour des t° de l'ordre de 200 à 220° et des vitesses de l'ordre de 50 à 60 mm/s, tout va bien même de façon prolongée. Imprimer du PETG voire de l'ABS de façon ponctuelle et pour des pièces de petite et moyenne dimension, ça passe mais cela provoque déjà un vieillissement plus rapide de certains organes comme le tube PTFE, la tête chauffante n'étant pas tout métal. A mon sens, faire de l'intensif en PETG, ABS, ASA, NYLON avec cette machine, avec des températures d'extrusion > à 230° met trop en stress la mécanique et l'électronique. Elle n'est pas faite pour ça ou il faut changer un certain nombre de composants. Rappel aussi, il me semble que de base, sur la Ender-3 la protection contre l'emballement thermique n'est pas opérationnel, ce qui peut amener à un départ d'incendie. Perso, elle ne tourne pas la nuit ou sans que je sois près d'elle. A mon avis, c'est une excellente machine pour débuter pas pour de la production en petite série.1 point
-
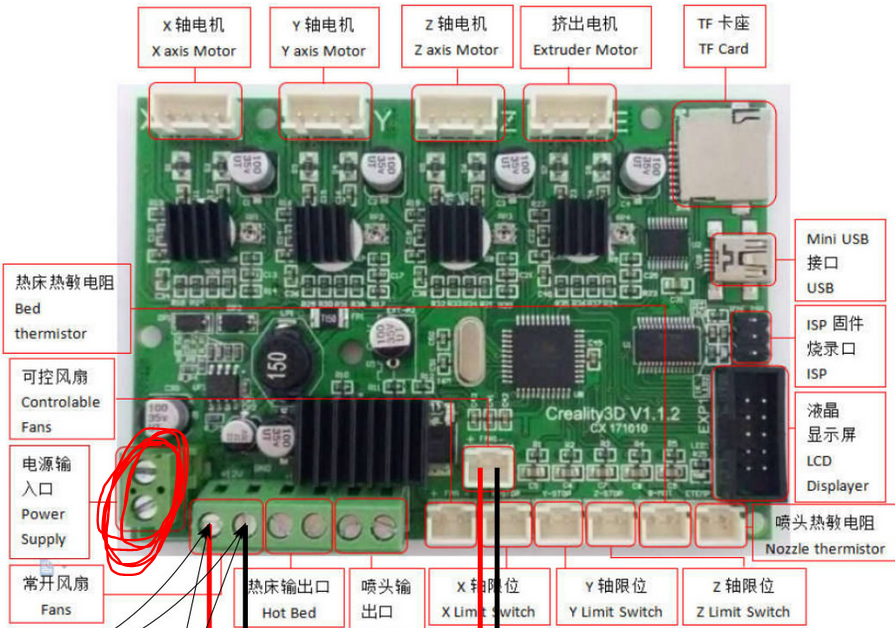
Salut ! Si je peut me permettre : Tes câbles ne sont pas serti... et cela plus l'utilisation un peu intensive... c'est le début des problèmes... Je te recommande 3 choses : 1. Sertir avec des cosses adéquates toutes les fiches... histoire de protéger tout cela. 2. Laisser plus de temps d'intervalles de pauses entre les impressions. 10 minutes... c'est clairement pas suffisant. 3. Si tu comptes en faire une machine à rendement quasi-industriel, prévois de passer par la case amélioration, c'est une question de prudence. Petit rappel : Ce sont des machines à usages "privée" et "occasionnel"... et non industriel. Elles n'ont ni les résistances, ni les "sécurités" intégrés qui équipe les machines industrielle. Et même les industriels font des pauses à leurs machines, le temps d'un : nettoyage, refroidissement, etc... En plus... sans trop me tromper : L'alimentation de ta ender 3 est une "chinoiserie" (comme c'est fréquemment le cas) et non une alimentation plus "costaude" pour supporter les usages intensif. Généralement... ceux ou celles qui veulent en faire des machines "sûres" pour imprimer "quasi non-stop" changent des composants, comme l'alimentation et, aussi parfois l'électronique (pour ces cartes plus performantes). Dans ton cas... c'est l'arrivée de l'alimentation à ta carte qui a cramée. Donc je penser que ton alimentation... c'est quelque peu emballé... typique des chinoiseries low price... Il te reste 3 choix : 1. Acheter en express un carte de remplacement... sur Amazon serait généralement idéal pour cela. Mais ils vont fermer pendant 5 jours tout leurs dépôts... donc pas de livraison pendant 5 jours. 2. Acheter sur Aliexpress... c'est pas des plus rapide... mais tu fait des économies. 3. Négocier avec Creality l'envoi d'une nouvelle carte... que tu peut avoir que dans 15 jours à 3 semaines. Voilà... j'ai tout dit (comme à mon habitude)... Edit : Je vais jouer un peu les rabats-joie : Je rappel qu'une imprimante 3D ne doit pas tourner sans surveillance. Elles peuvent provoquer des incendies ou des départs d'incendie (cf voir photos ci-dessous)



 1 point
1 point -
chacun voit midi à sa porte !1 point
-
Plus sérieusement... cela se fait déjà : https://www.3dnatives.com/impression-3d-cheveux-270620193/ https://blog.santelog.com/2019/08/20/calvitie-limpression-3d-pour-se-faire-des-cheveux/ https://dailygeekshow.com/imprimante-3d-cheveux/ Si tu as un problème de calvitie... sache qu'il me semble avoir lu qu'il recherche des cobayes... Perso... je suis fière de ma calvitie... c'est une preuve de sagesse depuis l'antiquité à ce qui paraît.1 point
-
Bingo ! Creality ne semble pas trop trainer des pieds pour dépanner ses clients. Il faut que tu les contactes par mail avec photos et/ou petit film à l'appui montrant le problème. Normalement, ils vont te renvoyer une carte mère neuve.1 point
-
Purée je vois capillaire dans le titre, poil de *** dans les réponses, je me dis ouah on va pouvoir créer des cheveux avec des imprimantes ----> Ok je sors désolé. Sinon quand on débute (que ce n'est pas son métier), il est plutôt recommandé de se faire la main sur un matériel plus "entrée de gamme" afin de connaître ses capacités et savoir si cela correspond a ses attentes1 point
-
130°C ?! Sans problème pour la plupart des résines... qui sont normalement résistante à +/- 150°C. Si tu veut monter avec des pièces avec très haute résistance à la température... au de là de 235°C... là par contre, les résines commencent à coûter un bras : https://3ddentalstore.fr/boutique/imprimante-3d/consommables/resine-formlabs/resine-haute-temperature-cartouche-1l/ Exemple en vidéo : Voilà... Sinon... une suggestion à te faire : Prend une Anycubic Photon S (ou autre) Ce n'est pas les modèles de modèles SLA/DLP "bas prix" qui manque... Fait toi la main dessus... histoire d'apprendre... et de voir si tu vas supporter les résines. Car : Attention, les vapeurs des résines sont nocives ! Et selon les personnes, il peut y avoir de graves réactions (allergiques). A ne pas utiliser au milieu de son salon ! L'idéal est dans un garage ou un atelier dédié... Un espace ventilé et aéré est très fortement recommandé !1 point
-
J'aurai mis en gras "Imprimante débranchée" lol1 point
-
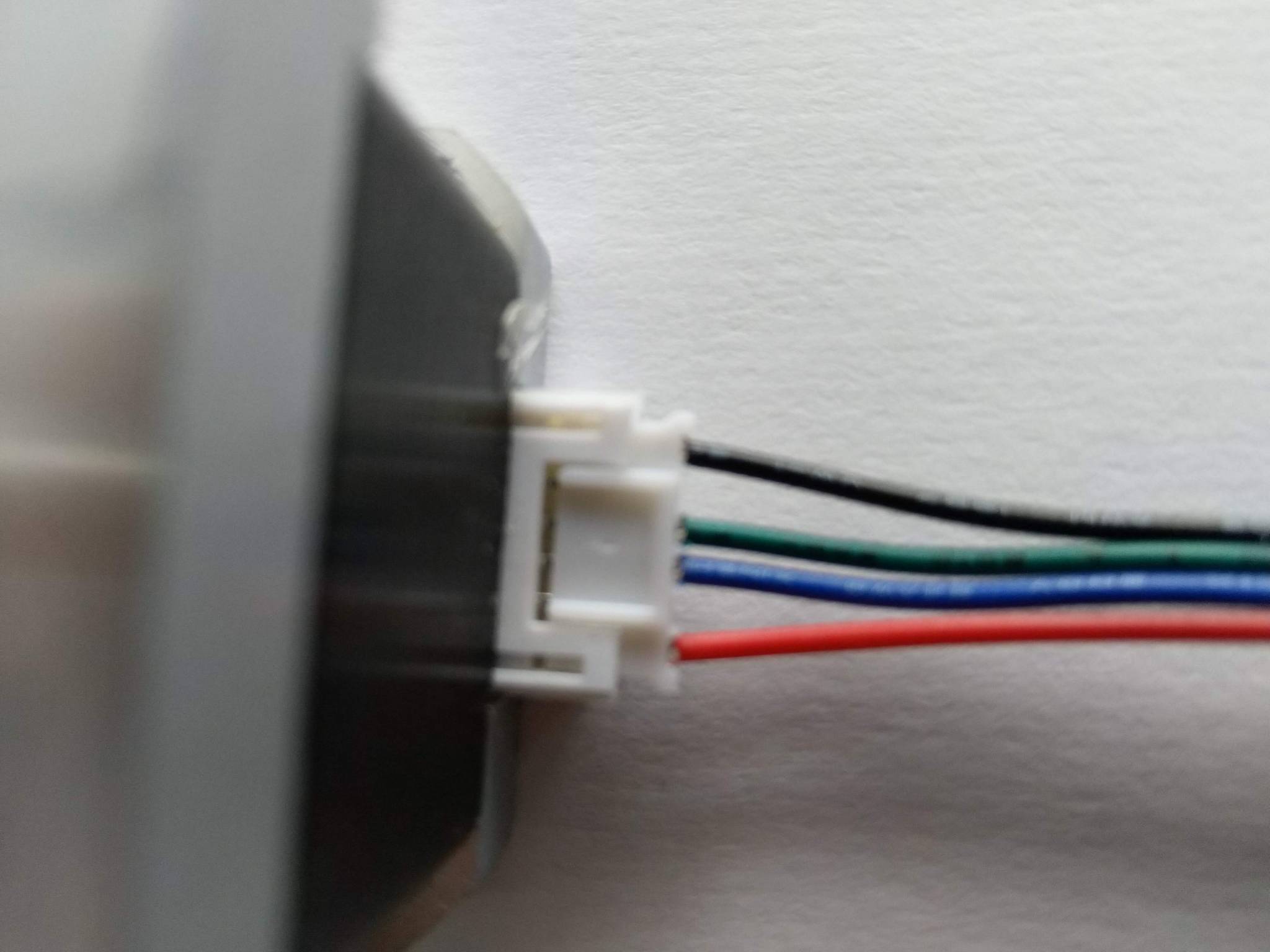
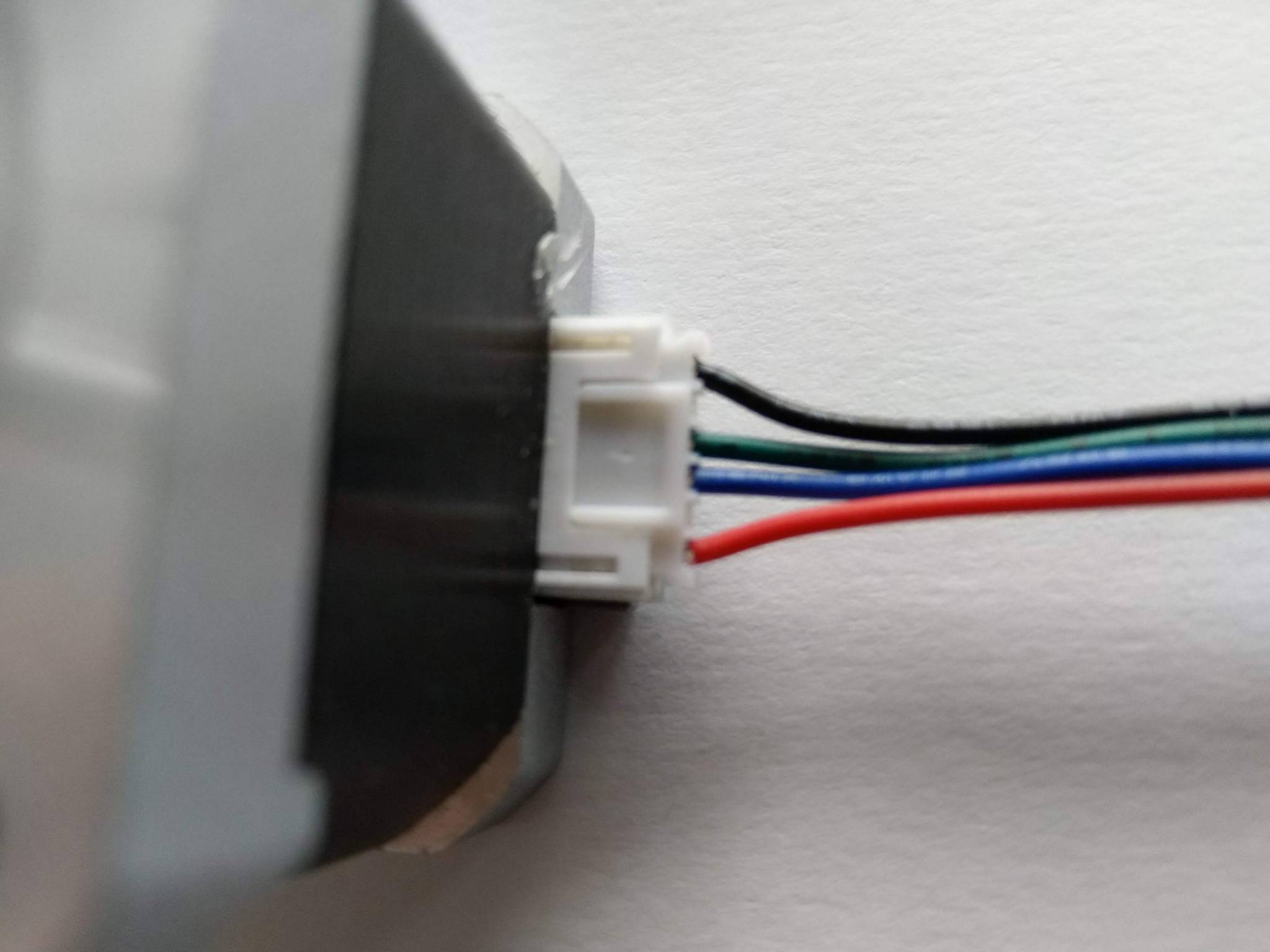
Oui, c'est bien cette prise. Ok, donc rien de spécial à ce niveau. Si c'est un pb de faux contact au niveau de ton alimentation, le point suivant à vérifier c'est le serrage des dominos de ce même câble sur la carte mère (maintenant que tu as retiré le couvercle de la boîte ) A faire imprimante débranchée bien sûr...
 1 point
1 point -
SAlut, No problem et tu auras même ender pro qui sera affiché sur l'écran par la suite1 point
-
Il suffit d'avoir un retract du filament dans le gcode de fin d'impression. Ainsi au prochain lancement d'impression pour le G29 ton filament ne coulera plus ! La ligne de purge démarrera un peu plus tard mais c'est sans importance1 point
-
Crées un post car là c'est le topic de mondeel stp1 point
-
Hello, un problème connu de la ender-3 a éte la prise de raccordement entre l'alimentation et la carte mère qui chauffait et finissait par créer des faux contacts. Ceux des dernières versions sont de meilleures qualité mais du fait de ton utilisation intensive, il se peut que tu es ce problème. Vérifie le, on ne sait jamais.1 point
-
+1 avec toi @Kachidoki, (au fait, je sais pas d'où j'ai sorti les 100W de chauffe de la cartouche !) On est complètement HS.....qu'un vil modo nous catapulte ailleurs. Je propose donc dans les discussions générales sur les imprimantes avec comme titre : vitesse maxi d'extrusion Allez hop, du balai !1 point
-
@zyc Il aurait mieux valu créer un post car le problème pourrait être différent mais je vais faire la même remarque. Sur les ender 3 l'extrudeur en plastique est **** et quand on commence a rencontrer des problèmes d'extrusion important faut pas trop chercher au départ et commencer par le changer avec au minimum une version métal. Je ne dis pas que cela réglera tous vos soucis ni que vous faites comme il faut ^^ mais de toute manière cet extrudeur en plastique tout le monde a le problème un jour1 point
-
@biquet Oui, le coût du transport est hélas trop important. Nous le prenons en charge peu à peu jusqu'à l'annuler à partir de 150€ HT d'achat. Mais pour une bobine, c'est plein pot, hélas. Attend la fin du confinement et le retour de mondial Relay, Relais Colis ou Colissimo pour pouvoir acheter à un tarif moins élevé. Tu penses bien que notre objectif c'est du vendre du filament et certainement pas de facturer des frais de port. Cependant pour le moment, pas moyen de faire autrement.1 point
-
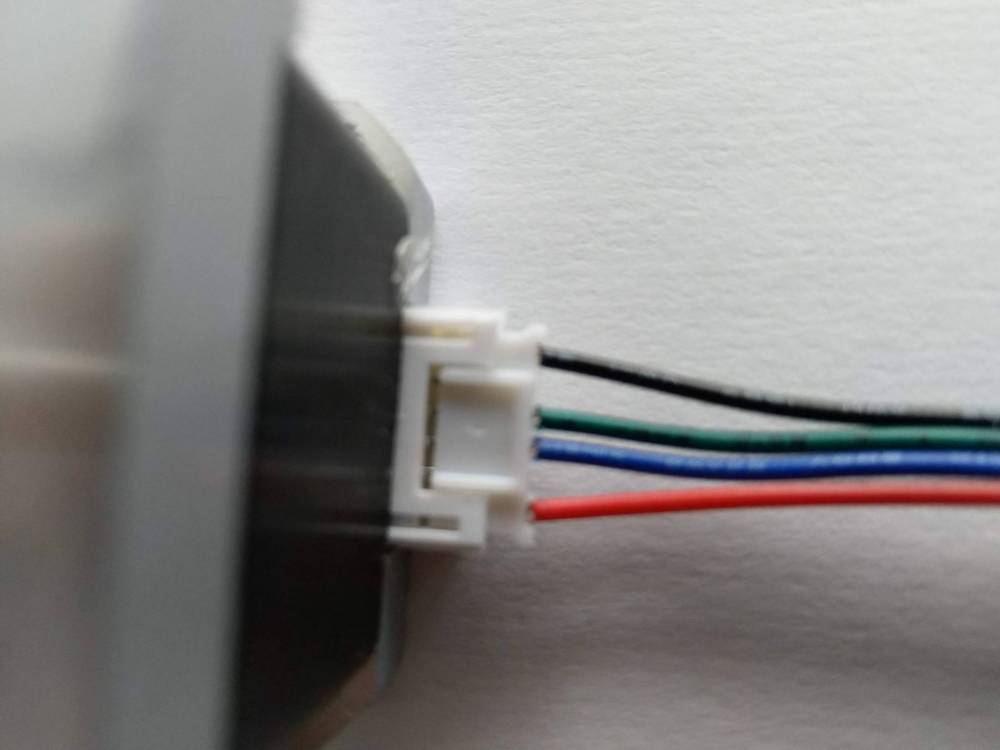
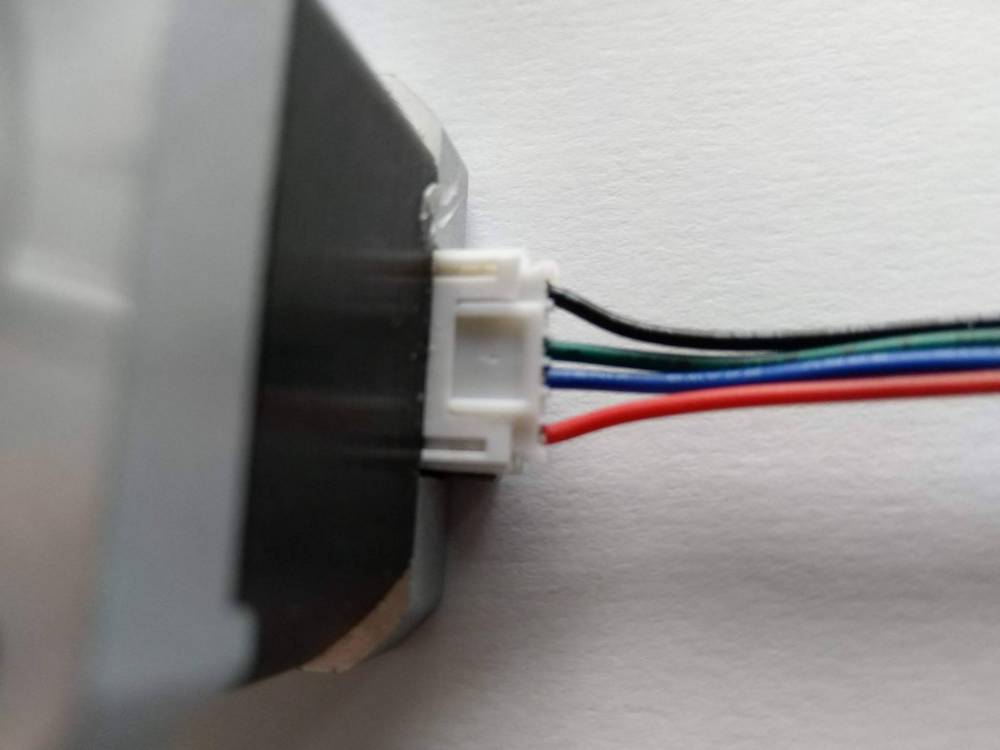
Bon... je reprends : 1. Tu as changé le moteur en pensant que cela pouvais venir de lui et... > même problème. 2. Tu as changé la carte mère... > même problème. Bon... je te félicite ! Tu as commencé à chercher par toi-même ! Et tu as déjà éliminé 2 origines possible ! J'ai visionné et revisionné ta vidéo... et j'ai une piste qu'on peut explorer : Un câble/connecteur défectueux. Donc voilà ce que tu vas faire : En premier lieu, on sait que cela ne viens pas du moteur d'origine, tu vas le réinstaller. Ensuite tu vas débrancher le connecteur au moteur de l'extrudeur. Puis tu vas aller le brancher à un autre moteur... celui de l'axe X ou de l'axe Y... peu importe. Et... comme selon la procédure, tu vas d'abord chauffer... puis demander à ton extrusion d'avancer (ou de reculer) peu importe. Si sur l'axe sur lequel le câble d'extrudeur fait bouger l'axe, c'est que le câble n'est pas défectueux. Ensuite tu remonte tout comme à l'origine. Ensuite... je t'invite à lire ce qui suit : Un petit rappel concernant les connecteurs "dupont" des moteurs : Première photo : Ici comme tu peut le voir de près, le moteur est branché... mais pas à 100%... ce qui fait ce petit écart. Si le moteur est branché comme cela... cela peut provoquer des "FAUX CONTACT" qui entraineront des "Comportements Erratiques"... et souvent on se demande se qu'il se passe à ce moment là. Le moteur est censé être bien branché comme cela : Et là... pas de FAUX CONTACT ! La fiche est enfichés à fond... il ne devrait pas y avoir de problème. Donc... vérifie le connecteur s'il te plaît.
 1 point
1 point -
@ymgui La plupart des "bécanes" à base d'E3Dv6 et clones ont des cartouches de seulement 30W. Et même 40W pour les Prusa. Pour la valeur de 15mm³/s, c'est E3D qui le donne à titre indicatif, pour le PLA. Car ça dépend en effet de la matière utilisée. Le diamètre de la buse, même si elle ne permet pas directement d'augmenter le débit (la puissance de chauffe restant la même), permet tout de même de soulager l'extrudeur en réduisant la pression nécessaire. Donc si c'est l'extrudeur qui limite, passer sur une buse plus large peut aider. Avec les direct drive d'aujourd'hui, à base de bondtech, le moteur ne calera jamais, c'est toujours le filament qui se fait grignoter avant. Sinon il faut changer l'entrainement à dents pour un système à courroie, à la Gunstruder, comme sur les lignes d'extrusion de filament. Il y a un facteur que tu n'as pas considéré : passé un certain débit, la chaleur qui provient des parois interne de la hotend n'atteint plus suffisamment vite le cœur du filament. Un filament avec une meilleure conductivité thermique s'extrudera plus vite. (C'est pas pour autant qu'il faut imprimer des visières en filament chargé de cuivre hein). C'est une des raisons entre autres qui ont donné l'avantage aux fils de 1.75mm contre les 2.85mm, pour un gros fil, il faut une zone de fusion plus grande. C'est pour ça qu'une Volcano permet un plus gros débit avec la même cartouche de 30W, juste en augmentant le volume de fusion pour laisser le temps au plastique d'être cuit à cœur (expression). Je laisse un lien vers une "étude" intéressante et toute fraîche à ce sujet (on voit qu'il y a du monde qui cherche à imprimer à des vitesses dingues) : http://projects.ttlexceeded.com/3dprinting_calibrating_volumetric_rate.html Par contre on commence tranquillement à être HS, si un modo veut bien déplacer les 3-4 derniers posts dans un sujet approprié.1 point
-
Voilà pourquoi j'insistai pour respecter le process de Titi's en page d'accueil. Si tu as un bout de PTFE de côté tu peux chauffer ta tête a 250° et avec le bout de ptfe tenter de racler les bords et le faire ressortir côté buse (que tu auras bien sur retiré). Une fois bien nettoyé, on remet l’écrou metal, on enfonce le ptfe jusque dans le filetage de la buse, on visse la buse un peu, on remet la bague pour bloqué le ptfe depassant de 1mm puis on finit de serrer la buse des 1mm restant qui va écraser le ptfe bon en fait c'est la procédure de Titi's1 point
-
Pourquoi? Tu aurais des liens, des informations? C'est pourtant la méthode recommandée pour faire un nettoyage «atomique» par exemple sur les Ultimaker (méthode utilisable sur d'autres modèles). Pour pouvoir utiliser le changement de filament la buse doit être au minimum à 170° (c'est une sécurité dans configuration.h) donc la buse est chaude pour pouvoir tirer le filament. @Colinette Quand tu as retiré le PTFE, si tu as suivi la procédure de @Titi78, il est indiqué de nettoyer le «heatbreak» car généralement un reste de filament s'y trouve. S'il n'est pas enlevé, au remontage de ton PTFE recoupé, il ne sera pas en contact avec la buse et un nouveau colmatage se produira (ce qui semble être ton cas). Bon courage (après avoir réalisé cette opération une centaine de fois, tu devrais être aguerrie )1 point
-
@stefone Dans la section Creality, j'ai hier mis en ligne un post sur la configuration de mon Marlin (v2.0.5.3) sur ma CR10V2. Tu pourrais y apprendre de nombreuses choses Ma configuration du «babystepping» (entre autre chose) : PS: je n'ai pas bien compris ce que tu entends par «machine immobile»1 point
-
Il doit manquer un zero sur un de 2 chiffres.1 point
-
Salut @moriss, voir ici :1 point
-
@Pascal Gonzales J'ai utilisé le firmware unifié TH3D 2.0.x en le mettant à ma "sauce" pour mon ender 3 équipé 1.1.5 avec bl-touch 3.1 (visible sur mon topic)1 point
-
point Godwin dans 3...2...1...1 point
-
Salut, Dans le configuration.h il faut mettre la valeur #define GRID_MAX_POINTS_X à 6 au lieu de 5 (ligne 1070 dans mon fichier) Pas besoin de le faire pour l'axe Y, cette variable prend par défaut la valeur de GRID_MAX_POINTS_X donc 6x6 J'ai fais la modif dans le fichier mais je l'ai pas encore flashé avec, l'imprimante tourne pour faire des jonctions P pour son future meuble dans le garage... Enfin si je trouve suffisamment de tasseaux, avec le confinement c'est dur à trouver.1 point
-
Perso, pour moi c'est fini le chinois et si je dois investir dans une machine, j’économise plusieurs mois et prend celle la. https://www.prusa3d.com/original-prusa-sl1/1 point
-
J'en ai acheté une dizaine, tous des clones, en particulier pour un simulateur de vol, aucun problème. Idem avec des nano à 10 € les 4 pour divers montages.1 point
-
Bonsoir, Je me penche sur la mise à jour de ma CR-10S Pro avec un TouchMi en Marlin 2.0.x. Pour simplifier le boulot, j'ai fait un fork de repo de TinyMachine: https://github.com/mrbipbip/Marlin/tree/CrealityDwin_2.0 Je compile le tout avec VSCode (bien plus sympa que ArduinoIDE). Les modifications apportées pour le moment sont assez mineures et s'appuie sur plusieurs thread du forum, je ne veux pas trop modifier pour pouvoir merger facilement mais en gros: - Le PIN par défaut du capteur TouchMi sera le 12 au lieu du 18 (vu/lu dans un autre post grâce à @Fourmi), uniquement si celui-ci est présent. - Le nom de la version est raccourcie pour laisser la place aux identifiants de versions (ex: SSSDTB, voir le fichier Version.h pour la signification). - Les Hotend All Metal ne sont plus la hotend par défaut (prend le pas sur un hotend stock et augment la température max à 315°). - Ajout d'un environnement spécifique pour lancer directement via platformio (plugin dispo sur VSCode également). Voila, c'est juste quelques simple modifications mais qui peuvent aider. Ce repo peux évoluer également avec les correctifs de chacun. L'idée étant de soumettre des pull request si besoin, pour ne pas rester sur des versions "bidouillée".1 point
-
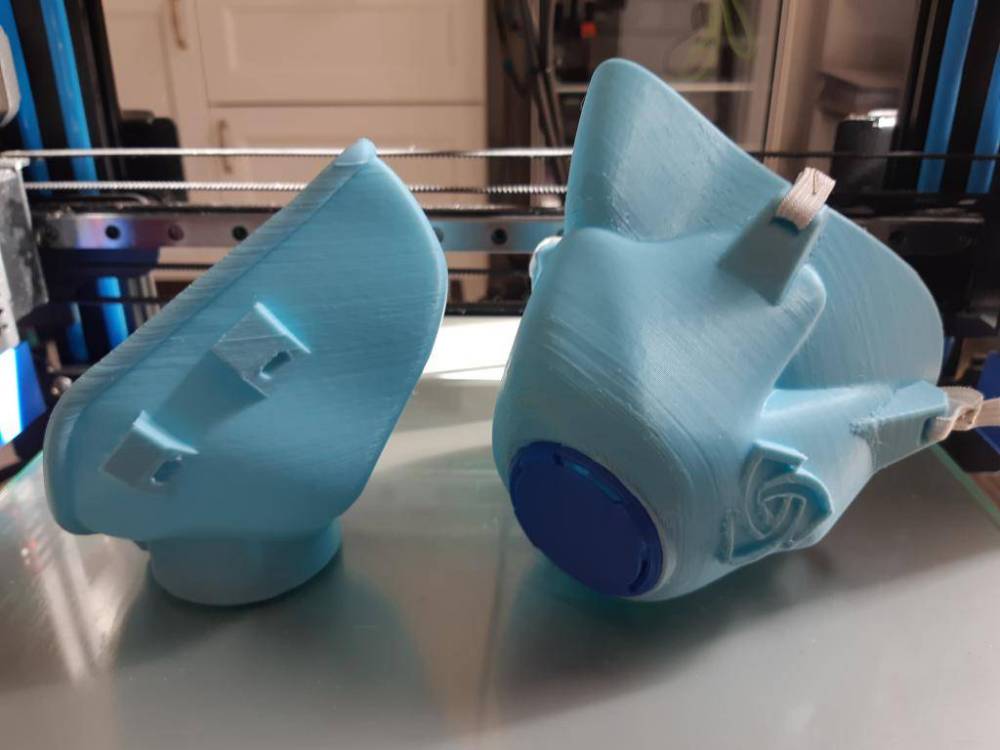
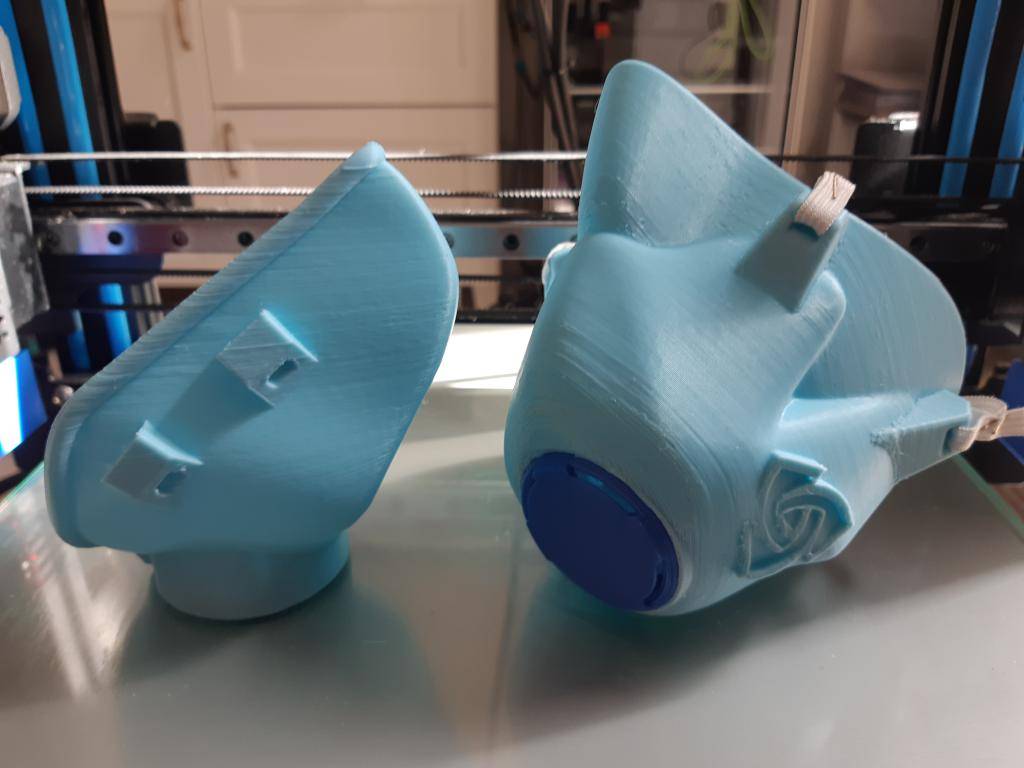
Bonjour, Voici la réalisation d'un masque type féminin de petite dimension et un grand pour homme plus adapté à la morphologie. Le filtre est constitué de la découpe d'un sac aspirateur en micro fibres 3 couches garantie à 99% anti bactéries. Les formes sont correctes avec des bords arrondis s'adaptant bien à la forme du visage. l'impression est réalisée en PLA température 210° pour que les couches adhérent bien avec une vitesse réduite de 20%. Nota : les deux masques sont imprimés sans support. Je suis surpris par la régularité des couches sans fils d'ange ou très peu à l'intérieur. J'ai vérifié l'étanchéité qui est bonne même en exposant les cloisons à la lumière. Il ne faut pas de fuite ou des espaces entre les couches c'est important d’où l'adhésion des couches ! La respiration au travers du masque est bonne sauf qu'il ne faut pas faire des efforts importants. Le filtre freine bien évidemment le flux d'air....
 1 point
1 point -
Hébin oualà ! Faut pas leur en vouloir : c'est des imprimeurs de Pikatchus, caisse tu veux, faut pas mélanger les torchons et les torchons. Epi ils ont des excuses, ils sont confinés, ça rend nerveux....1 point
-
Bonjour Je suis comme vous à la recherche d'une CM pour ma U20 one. J'ai bien compris que la carte d'origine était introuvable et le sav de Gearbeast me fait tourner en rond. Par conséquent je souhaiterais trouver une Carte Mère silencieuse et de qualité pour mon Alfawise U20 one pour par la suite compiler Marlin dessus si j'ai bien compris. Merci pour vos retours1 point
-
Bien d'accord. Les clones marchent tout aussi bien. J'achète mes miens là >>>> distributeur Teuton, jawohl lifraisson en teux chours, schnell !1 point
-
Complètement à la bourre ou bien vachement en avance au choix, j'avais fait des petits flocons, actuellement rangés dans les cartons à déco, j'ai voulu faire des boules, loupées, sinon des rennes mais c'est tombé au moment où la l'imprimante déconnait plein tube, donc j'avais des salades de fils. Seuls réels survivants, ces Pères Noël imprimés en PLA de chez Grossiste 3D, PLA-Diamond Silver, Red et PLA Metal Golden, tous avec buse à 200°, bed à 50° c'était pas ce lien là mais ça ressemble fortement : https://www.thingiverse.com/thing:2719522 Au passage excusez la poussière...
 1 point
1 point -
Le Ocov Mark 1 est... quasiment terminé... Grille de 100mm avant à volet incliné épais de 3mm et espacement de 2mm à l'avant... (incliné et fine pour évité que les projections n'entre en contact avec le filtre). Grille de 96mm Après-filtre à volet incline fin de 2mm et espacement de 3mm à l'arrière... Espacement de 5mm entre les 2 grilles pour y loger mousse, tissu ou tout ce que l'on veut y mettre. Masque "Circulaire" à paroi fine... moins de 4h d'impression ! (J'ai bossé dur ! ) Pour les grilles... compter environ 3h supplémentaires... Fixation avec trous de 4mm pour utiliser des lacets (de chaussure) !!! Pourquoi des lacets ? Car on commence à manquer d'élastiques. Mais reste compatible pour des élastiques... Conclusion : Oui ! J'y suis arrivé... ce n'était pas impossible ! Quelques "minuscules détails à peaufiner... et il sera fini... PS : Et... oui... c'est le Ocov Mark 1... car tout simplement... je me suis tapé tout les films Iron Man, Thor et Avengers pendant que je faisait le masque... que voulez-vous... entre le soleil et confinement... je commence à perdre la boule...
.thumb.png.b9e0527830f9d62d836c4755b6e70ad2.png)
.thumb.png.2a85b857c5d423bf0d8a51b8718621a2.png)
.thumb.png.941c38caf409db05692dd44c1eaa5453.png)
.thumb.png.5e1dc9f3ba5facba874d35e5cfed6ef9.png)
.thumb.png.4af69af76989201250139dba3e4e9f1c.png) 1 point
1 point -
Pour le PETG, je couperai les ventilo.1 point
-
Hello, Voici ma config (sans le M92 ...). C'est un profil pour du PETG, faudra baisser la température pour du PLA. config.ini1 point
-
Bonjour, Evidemment, c'est avec plaisir que je suis pour le partage, sinon je ne serais pas ici. Tu verras ce n'est que tu bonheur. Je corrige un tout petit défaut de cette imprimante. Tu remarqueras également que j'ai intégré la bobine à l'imprimante ce qui, entre autre, me facilitera la tâche lorsque je l'intégrerai dans un caisson (Un seul fil sortira du caisson). Commençant à te connaître j'étais presque sûr de ta réaction. Tu as vu aussi que j'ai fixé solidement les fils électriques qui vont à la tête d'impression. Ce serait intéressant de publier ça sur THINGIVERSE mais je ne sais pas faire. Tu verras j'ai d'autres études en cours qui, j'en suis sûr, t'intéresseront. Mais comme j'aime la perfection je prends le temps nécessaire. Autres remarques : -1- Une fois les pièces imprimées l'installation (réversible) ne prend que que quelques secondes. -2- J'envisage une seconde version qui intégrera une alarme sonore de fin de filament et ceci de manière indépendante. Cette opération sera elle aussi réversible très rapidement et sans bricoler le firmware. -3- J'envisage donc de créer un nouveau détecteur de filament qui intégrera ces fonctions et qui ne coûtera qu'un euro (au lieu de 10 pour celui d'origine). Des composants sont en commande pour faire ça. CR-10V2 - Support détecteur de filament.rar1 point
-
Salut, Voir par ici le profil de @Yo' qui a justement cette machine :1 point
-
Mais pourquoi qu'on s'emmerde à imprimer des trucs ?????1 point
-
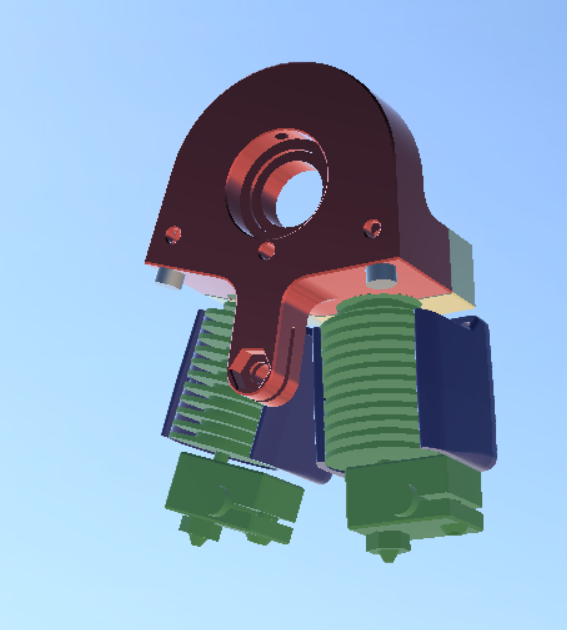
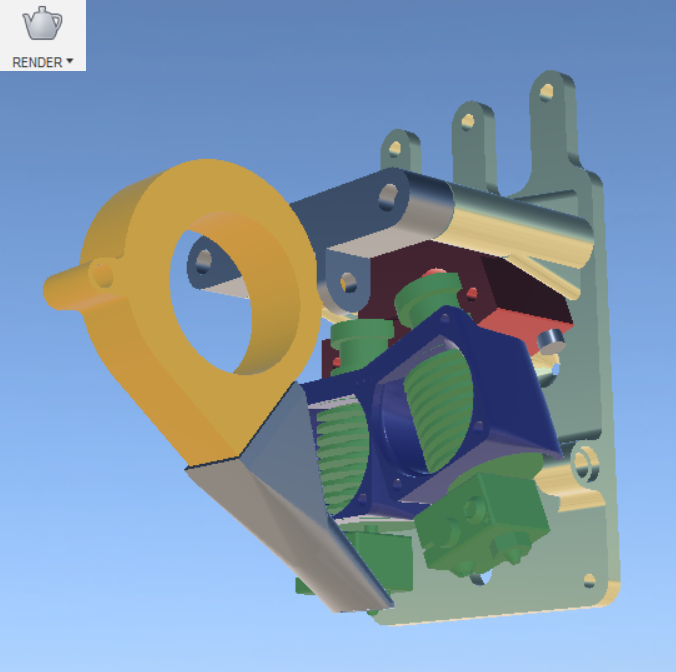
Bonjour bonjour Ça fait un moment que j'avais mis en pause ma tête à bascule. Je voulais maîtriser un peu l'ABS pour faire des pièces solides, et pour ça j'ai remis en route la Freesculpt >>> Là ça y est, ça tourne depuis aujourd'hui Donc voilà l'idée : - 2 têtes E3D V6 (clones) montées sur une bascule dotée d'un GROS roulement derrière et d'un plus petit devant, un gros axe de rotation, chacune avec son ventilo - le bras de levier qui est entre les deux têtes reçoit dans sa fente une corde à piano qui va au servo par l'intermédiare d'un tube Bowden - 2 vis BTR servent de butées réglables, en appui sur d'autres qui sont vissées dans la platine support - c'est l'angle du servo dans Marlin qui assure fermement les deux mises en position Voilà à peu près ce que ça donne une fois monté (vous remarquerez que contrairement à nos potes @cmatec et @yopla31 je ne modélise pas jusqu'à la moindre vis.....) J'ai eu quelques difficultés pour expliquer à Cura que je voulais laisser les deux têtes en chauffe. Le problème se situait, comme souvent, entre la chaise et le clavier.... Merci à @cmatec, @Yo' et @yopla31 pour leur aide Maintenant il faut que j'améliore un peu le fang, bien que ça souffle pas mal
 1 point
1 point -
Histoire de donner un peu des nouvelles après pas mal de temps sans m'occuper de ma belle malheureusement par manque de temps ^^. Voici les 4 éléments (sans Mila jovovich malheureusement lol). Filament utilisé, j'ai du pla de chez filament-abs et du ice filament de chez Amazon. en 0,1mm en général j'étais a 195° et bed a 30° ( a savoir que j'imprime sans chauffer le bed suite à un souci qui fera place à un prochain post). Slicer cura pas de réglage particulier. Chaque pierre imprimer en 2 parties 50/50.

 1 point
1 point
.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)




.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)



















.png.97ee6d3a0fa0d7bbc83a7834d78e1f08.png)
.png.56a18633d84faf33b93affda3588f1f4.png)
.png.ba38e05c1e3295f9a3345e8b46ef6104.png)
.png.4cafac085b99183372cd1055d8ac06ae.png)
.png.a5c45d384649a2920d58b4cbd19fc4b5.png)




