Classement


Contenu populaire
Contenu avec la plus haute réputation dans 18/05/2020 Dans tous les contenus
-
Comme promis le zip de différents STL pour les STRAP Ne pas hésiter a augmenter le X ou Y, sur le modèle chignon ma femme le voulait plus large sur l'accroche des oreilles et il était trop court donc je suis passé a 120% sur le X et le Y et elle vrai ravie StrapMix.7z3 points
-
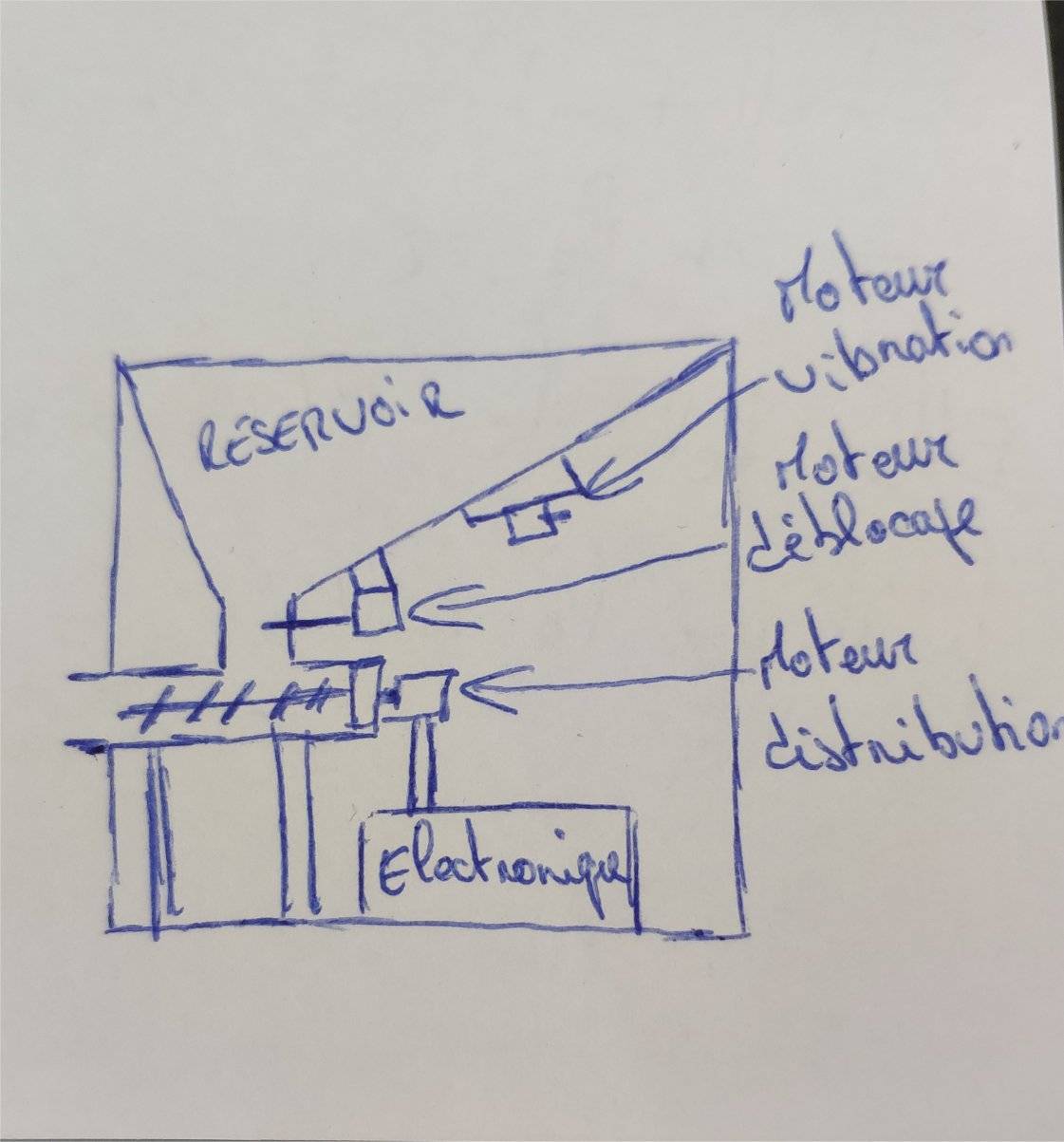
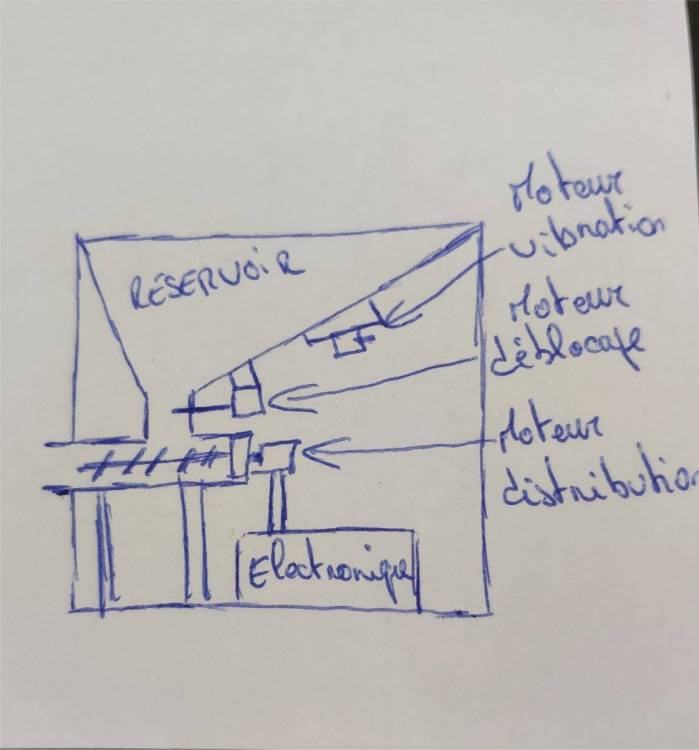
Bonjour à tous, j'ai réservé et je devrais récupérer dans la semaine la Lk4 de Loak donc je peux maintenant me lancer sur la modélisation de mon premier projet : un distributeur de croquette. Ce distributeur est déjà en fonctionnement mais en mode prototype pour l'instant, aussi pour ceux que çà pourrait intéresser je vais décrire ici le projet complet. Mon cahier des charges perso tout d'abord : - doit être autonome avec plusieurs distribution tout au long de la journée - doit être pilotable même à distance afin de pouvoir s'assurer de son fonctionnement via une caméra et de pouvoir le débloquer à distance si besoin - en bonus doit être pilotable à la voix via google home Pour faire ce projet je vais donc utiliser en électronique de l'arduino avec : - une carte ESP8266 - un contrôleur de moteur L298N - pour la gestion du temps un DS3231 (mais je vais aussi me servir d'un serveur de temps sur le net) - des cables et moteurs Au niveau impression 3D tout ce matériel devra donc avoir un rangement propre dans une boite fermé et aéré. Je suis parti sur un système avec vis sans fin. En pièce jointe le croquis du distributeur.
 2 points
2 points -
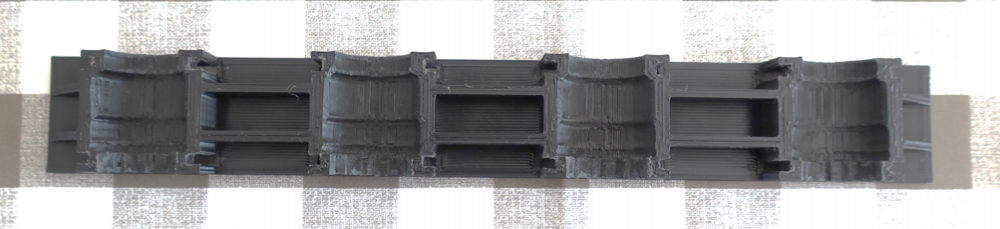
Salut ! Je m'étais inscrit il y a un an pour avoir des infos sur les mécanismes déformables. Malheureusement, vu que ce domaine en était qu'à ces débuts, je suis reparti broucouille. A l'époque j'étais un gros noob, mais aujourd'hui j'ai un peu plus d'XP (un peu). Du coup je reviens vers votre superbe communauté, que j'ai lâchement abandonné durant tous ces mois, et soyez-en sûr je m'en veux énormément. C'est pourquoi je compte me rattraper avec ce petit print tout con qui pourrait vous être utile: Une pince à linge full 3D avec ressort intégré. La forme du ressort permet de la pendre à n'importe quelle corde ou tige de 6mm de diamètre ou moins. Après si vous pendez vos caleçons sur des baramines... Je suis clairement trop faible pour vous. Dispo en 3mm, 5mm et 8mm d'épaisseur. Plus c'est épais, plus ça pince! Ce design, il vient du fait que j'en avais un peu marre d'acheter des pinces à linge conçues avec les fesses par des ingénieurs qui osent mettre un ressort en acier qui peut durer plus d'une vie sur une structure pastique faite pour durer moins d'un an. Au final tu te retrouves avec un ressort dont la forme est difficilement exploitable, et des débris de plastique qui vont finir dans le bide d'une tortue pas loin de la Nouvelle Calédonie qui a d'autres problèmes que le séchage de tes chaussettes. BREF. Du coup, confinement aidant, j'ai bourriné cette idée pendant une vingtaine d'heures (conception et impression), et voici une photo des différents prototypes: Il est préférable d'utiliser du PETG pour son élasticité. Car avec du PLA, vous allez pouvoir sécher pas mal de caleçons... Mais rapidement, la pièce va perdre sa forme initiale et il faudra retendre manuellement la pièce, jusqu'à la rendre inutile. En PETG, aucun problème. Deux pinces comme ça de 3mm d'épaisseur permettent de suspendre un jean humide sans problème. Si vous les utilisez en extérieur, préférez des couleurs claires. Sans ça, le soleil va chauffer la pièce jusqu'à la rendre molle. Conseils d'impression: Ça marche très bien en 0,3mm. La version 3mm d'épaisseur prend 10 min d'impression par pièce. Soyez pas trop gourmands et préférez une vitesse faible pour la première couche. Perso pour être peinard j'utilise 15mm/s puis 40mm/s pour le reste. Si votre adhésion au bed n'est pas optimale et que vous avez besoin d'écraser la première couche, paramétrez la première couche avec un retrait de quelques dixièmes de millimètres pour compenser l'écrasement. Sans ça, vous allez avoir un effet "patte d'éléphant" et c'est pas fou. Dispo sur Cults pour très exactement pas un rond: https://cults3d.com/fr/modèle-3d/outil/compliant-clothespin Non je déconne. Les fichiers sont dispo en PJ directement sur ce post. Gros bisous à vous, j'espère que ça vous sera utile. La suite du projet arrivera bientôt. Clothespin 8mm.stl 24x clothespins 3mm.stl Clothespin 3mm.stl Clothespin 5mm.stl1 point
-
Bonjour Imprimant depuis maintenant 7 ans avec une imprimante 3D en kit (Prinrbot) sur un plateau plutôt réduit (15mm*15mm), j'ambitionne de passer sur un volume plus grand (300mm*300mm*300mm) et sur un projet complètement DIY et le tout en core XY a priori une Hypercube Évolution.1 point
-
superbe idée bravo ! c'est très fonctionnel quel filament utilises-tu ? j'aurai mis du PETG ...1 point
-
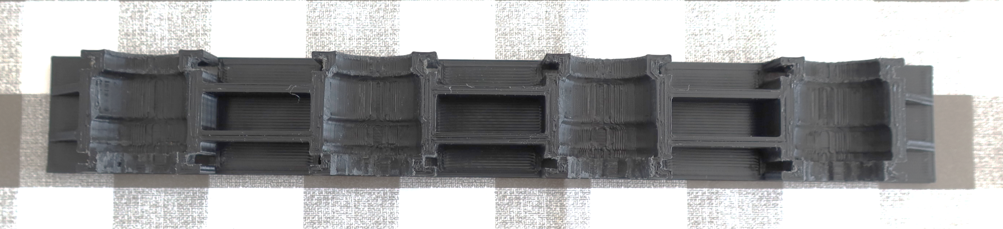
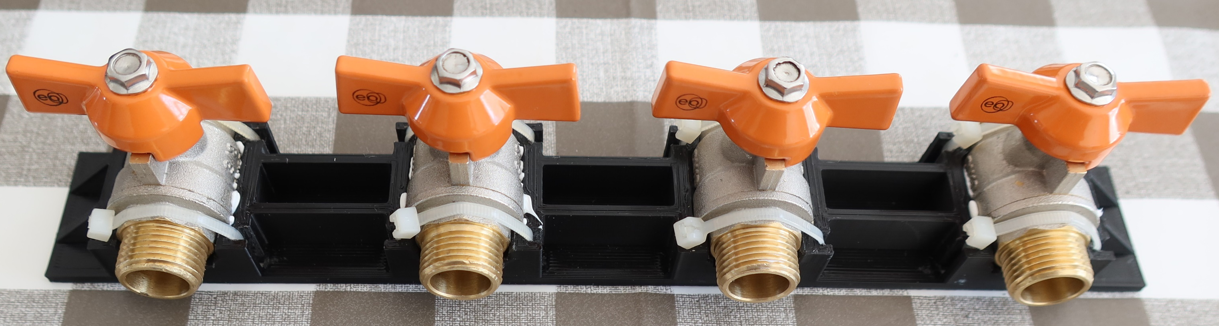
Toujours dans les travaux dans la maison, je fais donc dans l'utile... C'est un support pour 4 vannes d'arrêt sous le meuble vasque à 2 mitigeurs et qui sera collé directement sur le carrelage mural. Imprimé en 0,24 à 80 mm/s (un peu mois de 4 heures - longueur 240 mm) Une fois équipé:
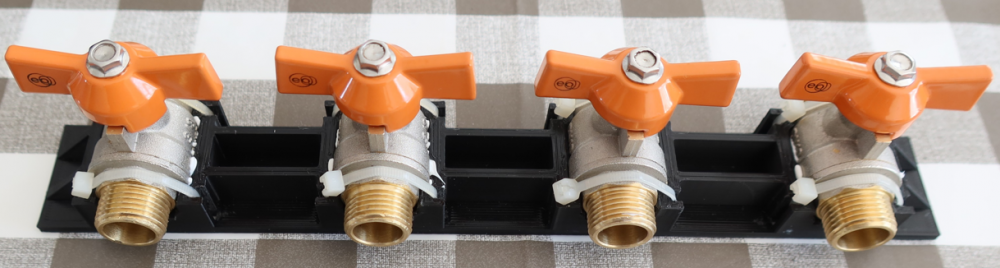 1 point
1 point -
@Yo', yes1 point
-
Primer et peinture Zero Paint de chez Hiroboy. Pas d'enduit.1 point
-
Merci pour les conseils. Mais je pense avoir trouvé plus simple à mettre en œuvre (et oui je suis fainéant en + ) . Il s'agit du 'Z_STEPPER_AUTO_ALIGN', qui apriori utilise le BLTouch pour aligné les 2 Z en s’appuyant sur le bed.1 point
-
Pff @Bosco2509, où est l'amusement si ça marche du premier coup et qu'il n'y a rien à modifier! C'est pour ça que j'ai encore ma DAGOMA (non! pas taper! admin)1 point
-
C'était juste pour détendre l'atmosphère. Il arrive parfois que les argumentations tournent au concours de bites, j'ai horreur de ça et je préfère désamorcer tout de suite. Ceci étant dit, je joue avec ton fichier (faut rien laisser perdre) et pitêtre qu'un jour je comprendrai comment ça usine, Freecad. Pour l'instant ça me paraît bien plus compliqué que Fusion, mais je l'aurai, un jour, je l'aurai.... Et, euuuuh, à partir de ça, tu as un post processeur pour générer le Gcode pour GRBL ? Il est où ? On ne peut pas usiner avec un foret, on peut que forer (hahaha) des trous PAR CONTRE, effectivement, avec une fraise dite "javelot" ce genre de pièce se fait mieux, les lettres sont bien détachées en haut même si en bas elle se touchent ça ne se voit pas1 point
-
Les fichiers STL ci-joint la collection : cleaner.stl flêches.STL guide L.stl guide R.stl rotule filament.STL support outils.STL TENLOG logo.STL cache alim BED.STL1 point
-
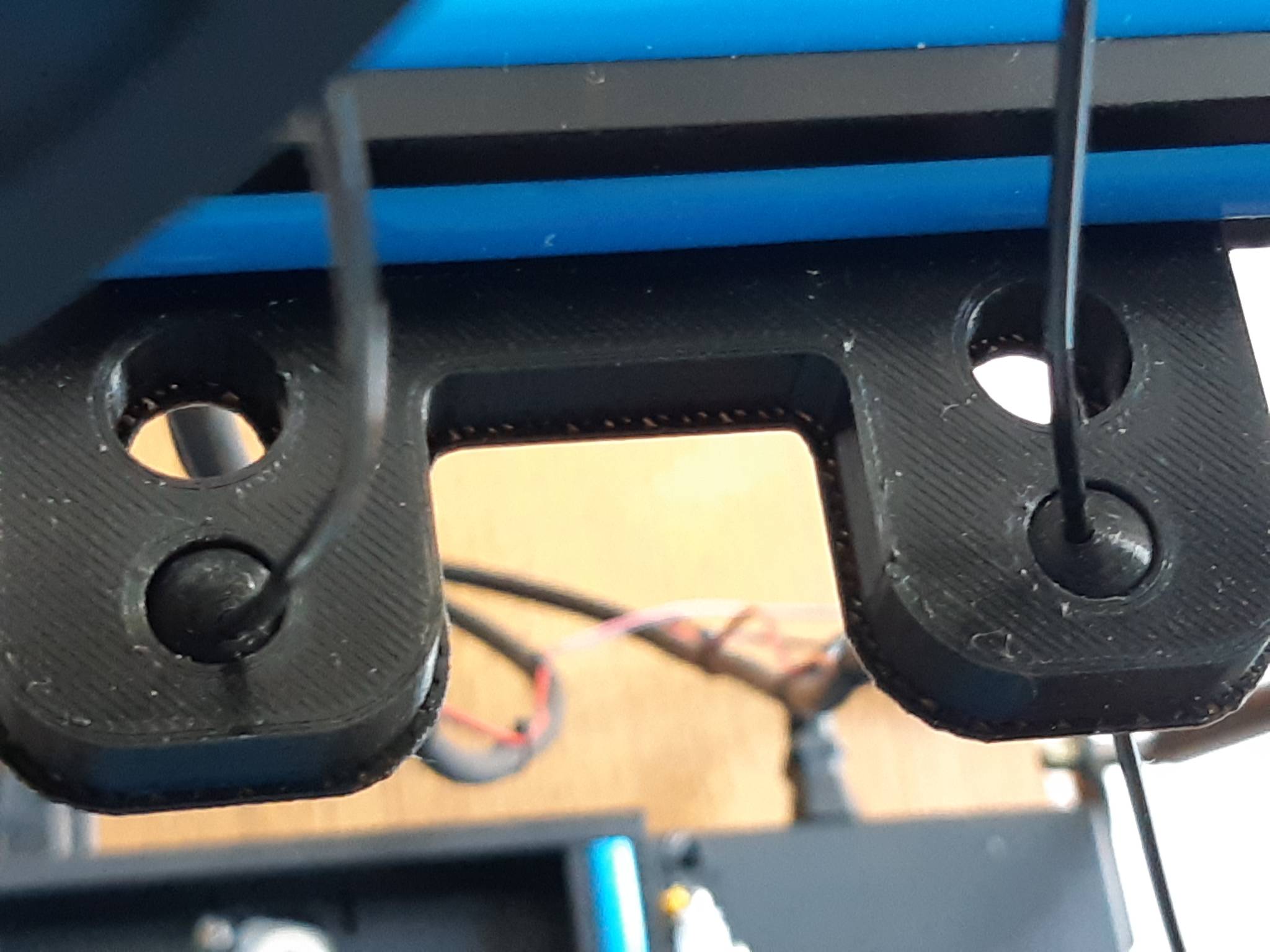
Bonjour, La première chose à faire dans le cas d'une commande, il faut prendre l'option d'achat des drivers TMC2208 car les A4988 sont obsolètes. les TMC2208 contribuent à grande amélioration du bruit plus de Miaou miaou le silence plus l'amélioration de la qualité d'impression. J'ai fait tout un recueil des fichiers STL pour l'amélioration de l'imprimante. Les cleaner latéraux gauche et droite avec un racleur en silicone. Un logo imprimé pour se rappeler du sens de réglage de l'extrudeur E2 Un éclairage pour chaque extrudeur bien pratique pour voir les premières couches. Un raidisseur de stucture pour rigidifier l'ensemble (gain en vitesse d'impression et de qualité) j'ai réalisé un tuto avec les plans. je viens de réaliser un nouveau guide filament à rotules. Il à pour effet de limiter toutes les contraintes dans le déplacement rapide des extrudeurs. Le filament suit les mouvements latéraux sans freinages grâce aux rotules (ainsi plus de flexions en contraintes au risque de casser le filament). la fixation est assurée par deux écrous M3 marteau.+ deux vis CHC M3. ci-joint le STL : impression en couches de 0.1, support, remplissage à 20%; j'ai mis un support d'accroche pour l'adhérence des rotules. Les jeux sont parfaits çà fonctionne parfaitement bien.C'est artisanal mais çà fonctionne ! il faut contrepercer les deux rotules avec un foret de Ø 2mm. rotule filament.STL
 1 point
1 point -
Pour faire beaucoup de bricolage avec ce genre de masque c est exactement ce que je cherche a faire mais en impression a plat. J avais pensé a une articulation avec butée stop .On imprimerai sur la tranche avec un cercle extérieur et un intérieur le tout relié sur axe pivot a débattement limité1 point
-
L'avis de CHEP....1 point
-
Dans ses précédents commentaire il précise que quelqu'un était en contact tél avec Marc. C'était moi, je l'ai appelé 4 fois en tout à plusieurs mois d'interval. Le dernier appel était il y a plus de 3 mois. Il m'avait alors dit que l'envoi était imminent. A ce moment là et d'après ses dires, il était déjà remis de ses problèmes de santé. Je n'ai pas relayé ces info car je m'étais déjà fais avoir au premier contact, il y a plus d'un an, ou il m'annonçait qu'il finalisait justement une update. Je m'étais empressé de partager sur kickstarter et il n'a publié que 3 semaines après... Livraison imminente, c'est du lourd, je ne voulais pas me mettre en porte-à-faux à nouveau avec une telle information et j'ai bien fais. C'est un gros risque qu'a pris Luca et ce n'était pas de sa responsabilité. Encore plus quand on lit que certains on déjà lancé des procédures à l'encontre de M. Peltier. Ce que je peux affirmer, c'est qu'à chaque fois il est rassurant au téléphone et au final il n'y a rien de concret. Désolé de casser l'ambiance mais je n'en crois plus un mot et je reste pessimiste sur l'aboutissement du projet. L'homme est sympathique, l'entrepreneur est catastrophique. Malgré tout je ne pense pas que ce soit un escroc; je ne pense pas qu'il soit parti avec la caisse. Pour moi il a vraiment investis pour finir ce projet mais s'est très mal débrouillé. Trop perfectionniste, mauvais fournisseurs, difficile de dire ce qui clochait vraiment sans avoir toutes les informations. Les pingouins: @jmarie3D, @fran6p, à votre place j'attendrais un peu avant de changer l'intitulé de Zatsit dans la liste des imprimantes .1 point
-
les différents modèles de strap sur lesquels je tourne (et je fais varier les tailles en X ou Y...):
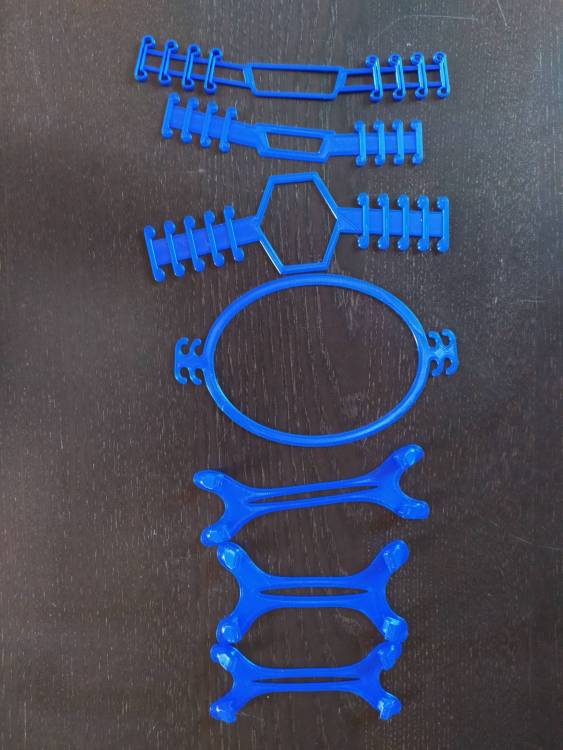 1 point
1 point -
Merci messieurs, on va en rester là niveau hs.1 point
-
Inspiré par ce film ?
 1 point
1 point -
sur notre imprimante il n'y en à pas au niveau de l'extrudeur comme sur beaucoup d'autre (on en à un à la sortie du détecteur de fin de filament) et les extrudeurs titan sont vendu avec un pneufit en sorti faut le virer car sur la 4 max c'est le radiateur du heatbreak qui va à la place.1 point
-
Quand une consigne demande 1.00mm et que ça déplace de 1.14mm ce n'est pas normal, et que le plateau soit en pente ou pas ça ne change pas la valeur, le déplacement est rectiligne le point de contrôle ne se déplace pas sur le plan. Je contrôle toujours la mécanique avant une utilisation je connais bien les lignes de fabrications Chinoises, sur mon Ender 3 je l'ais fait j'ai rectifié les erreurs , elle marche super bien je n'ai rien à modifier.1 point
-
Et encore, c'est pas le broyeur qui coûte le plus cher dans la chaîne du recyclage... Un principe général aussi, le développement d'un prototype coûte toujours plus cher que le montage de la même machine en kit. En clair, la R&D coûte chère. Si tu veux un truc le moins cher possible, alors c'est comme pour les imprimantes, il faut partir d'un kit commercial qui bénéficie de l'effet de volume pour baisser le coût des pièces, et qui est censé être un modèle testé et éprouvé par une communauté. Si tu veux faire une machine à partir de bouts de ficelles et de tringles à rideaux (© @Jean-Claude Garnier) alors soit tu auras un modèle plus cher que l'existant, soit un truc pas vraiment taillé pour la durabilité et le rendement. Car à la fin il va bien falloir amortir l'investissement par la production de kilos de plastique recyclé. Sachant que dans le commerce, le PLA recyclé se trouve à ~8-9€/kg... Pour troller un peu (petit HS, vous pouvez sauter ce paragraphe), je pense que le meilleur moyen de réduire l'impact de nos déchets d'impression, c'est tout simplement de les diminuer. Si on passe son temps à avoir des ratés d'impression à cause de la machine, alors il faut peut-être envisager d'en changer. Avec une machine fiable, il ne reste pratiquement plus que les lignes de skirt en déchet, ça ne représente que quelques grammes sur les 20 derniers kilos de plastique que j'ai passé pour les visières. Certes il y aura toujours les déchets des prototypes en cours de développement, il suffit de réfléchir avant de les imprimer à tout bout de champ par facilité. Ça me rappelle une époque avant l'arrivée des microcontrôleurs programmables, on payait 10k€ pour faire un "masque" et avoir des puces gravées définitivement. Je peux dire qu'a cette époque, on réfléchissait à chaque virgule avant d'envoyer le programme au fondeur, c'était autre chose que l'Arduino où on clique sur téléverser toutes les 5 sec pour débugger.1 point
-
Bonjour, J'ai envoyé un message pour lui demander un code promotionnel pour l'achat d'une imprimante. Pour un contact direct avec le commercial il suffit de communiquer le code promotionnel pour obtenir une remise commerciale. J'attends qu'il me confirme sa décision sur cette idée. ??? Toutefois il doit me confirmer si la livraison est gratuite pour la France ? Voici le texte envoyé : la négociation est en cours il faut attendre car aujourd'hui c'est repos pour lui! Hello, I have two customers to buy the TLD3 Pro and one for the TLD2. A total of three printing machines for purchase. I offer you an idea when a new customer contacts you to order. He gives you a promotional code a reduction on the purchase of a machine from TENLOG. or a gift on your initiative. Thus he is identified as a client of the forum! I communicate on the forum for the promotion of purchases so sales explode. So customers order directly I promote TENLOG on the forum. What do you think? I draw a promotional flayer ... We are 7 users on the forum in 30 days! soon 11 machines a + Francis1 point
-
@Loak, je lock ?1 point
-
En attendant la livraison des profilés alu pour modifier le chassis de la Ender 5, rien n'empêche d'effectuer des premiers tests :1 point
-
Bienvenue chez les imprimeurs fous déconfinés ! @titietgwen42 Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement Et sortez couvert1 point
-
"en même temps"..... sur le plan du développement personnel, ya rien d'aussi excitant que d'aller au bout de ses idées pour voir "là bas si j'y suis"1 point
-
Un fichier STL ... Les Imprimantes 3D.fr (Carré).STL1 point
-
Et voilou Les Imprimantes 3D.fr (Rectangle).svg Les Imprimantes 3D.fr (Carré).svg
 1 point
1 point -
Et voila, brut de détection de contours de Inkscape qui a très bien marché. J'ai vérifié (c'était le plus long à faire ) : ça s'extrude très bien à partir des dxf dans n'importe quel logiciel 3D. Li3D-rectangle.svg Li3D-carre.svg Li3D-carre.dxf Li3D-rectangle.dxf1 point
-
Salut, pour les mosfet j'ai mis cela : MOSFET SODIAL ils me permettent de piloter le bed et l'extrudeur ( la partie puissance) ainsi la carte mère est soulagé , elle ne fournit que 24v mais surtout qu'avec quelques mA et non des A (5-10). c'est le MOSFET qui joue le rôle d’interrupteur en utilisant l'alim principale. ainsi pas de risque de chauffe des connecteurs de la carte mère. pour le gcode, à la livraison, les firmwares "de base" , que ce soit le 195 ou le 217, ont des valeurs par défaut ( et donc S245 pour le max extrudeur) . Avec le logiciel proterface , tu pourras interagir avec l'imprimante pour, lire( M501) , modifier et enregistrer les valeurs que tu souhaite changer . regarde sur le forum pour connaitre les valeurs de com à mettre. le fichier gcode permet de modifier les valeurs/parametres sans logiciel. regarde cette vidéo qui explique le fonctionnement de proterface. youtube.com/watch?v=K2gQiCtMgd4 je n'ai pas encore eu besoin de modifier les valeurs pour le moment et je souhaite pas trop y touché car pour le moment, elle tourne 20h/24 pour imprimer des piles de 40 visières . et " quand ca marche, tu touche pas !!" @+1 point
-
Voilà pour moi! Resine Elegoo Standard Grise. 30cm de long. Reste plus qu'à vernir

 1 point
1 point -
Dans un autre genre :
 1 point
1 point -
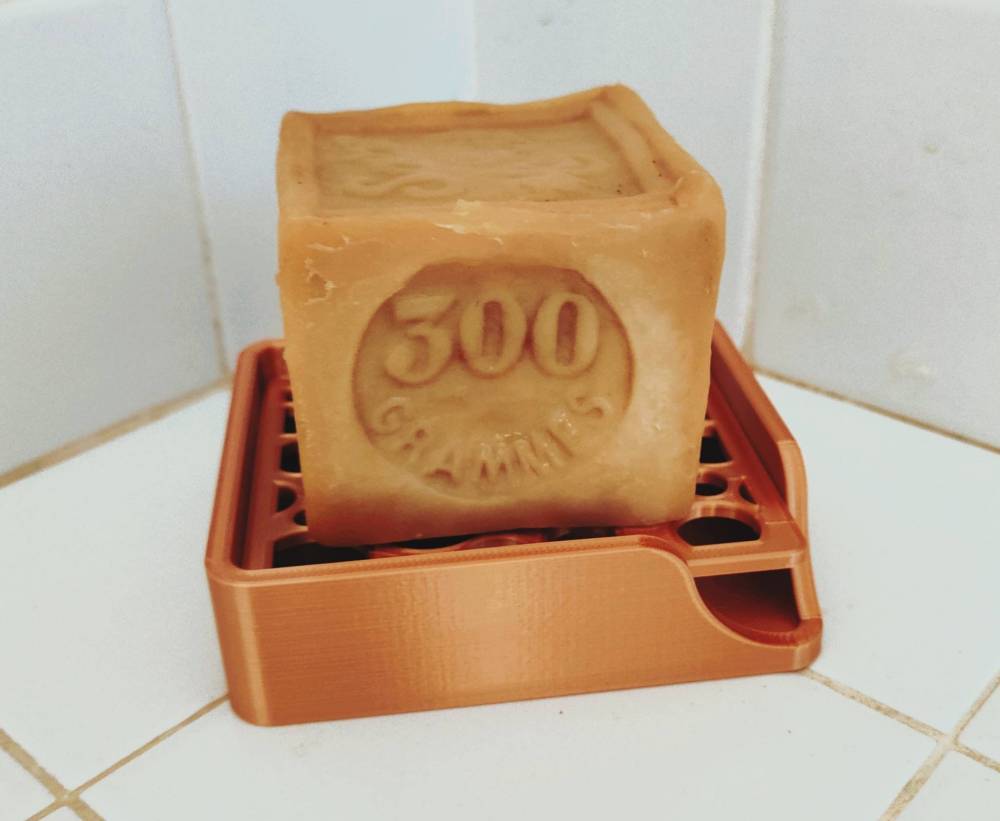
Porte savon en PLA "Cuivre"...les réglages de la machine commencent à être pas mal (à mon goût)

 1 point
1 point -
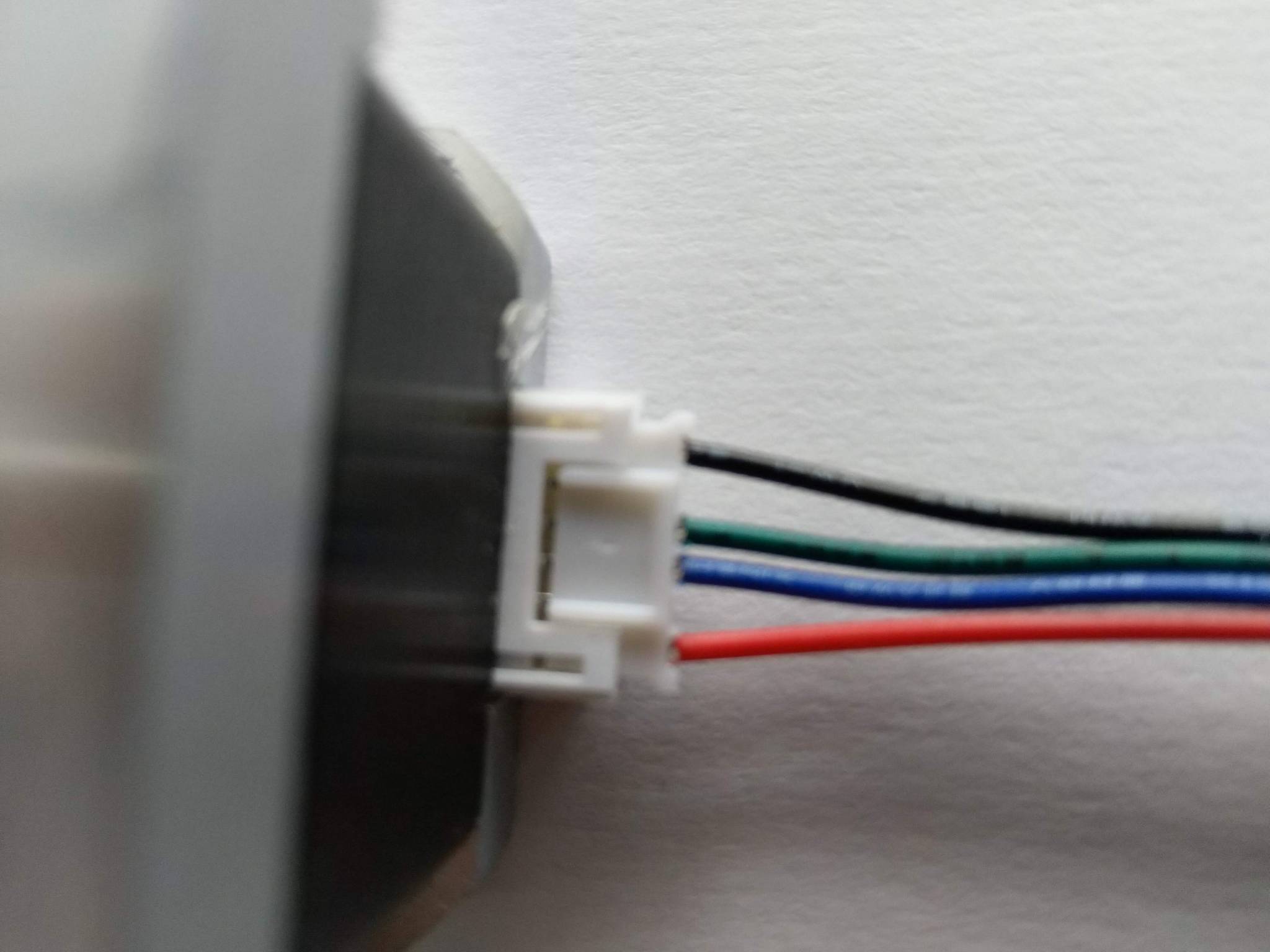
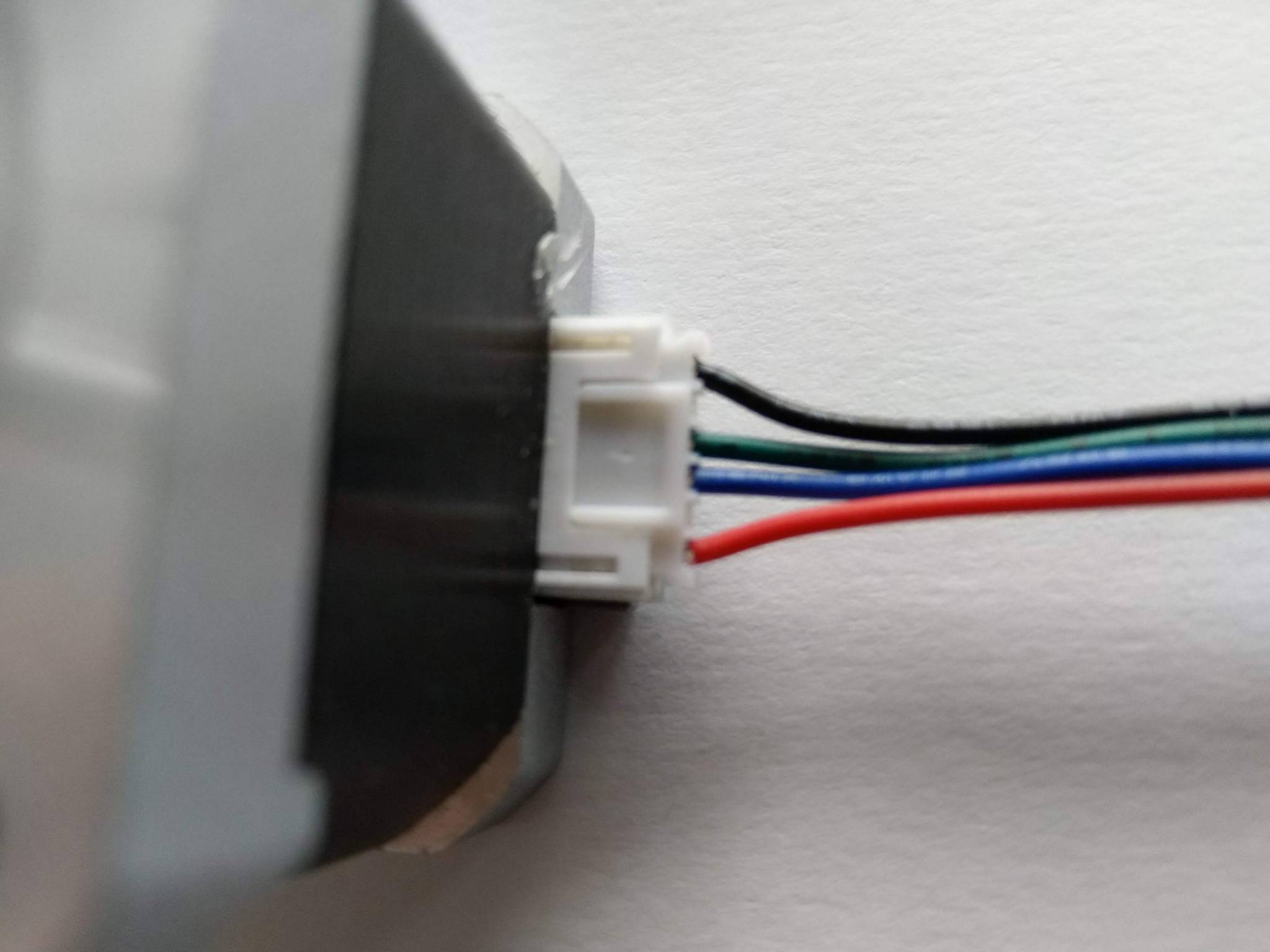
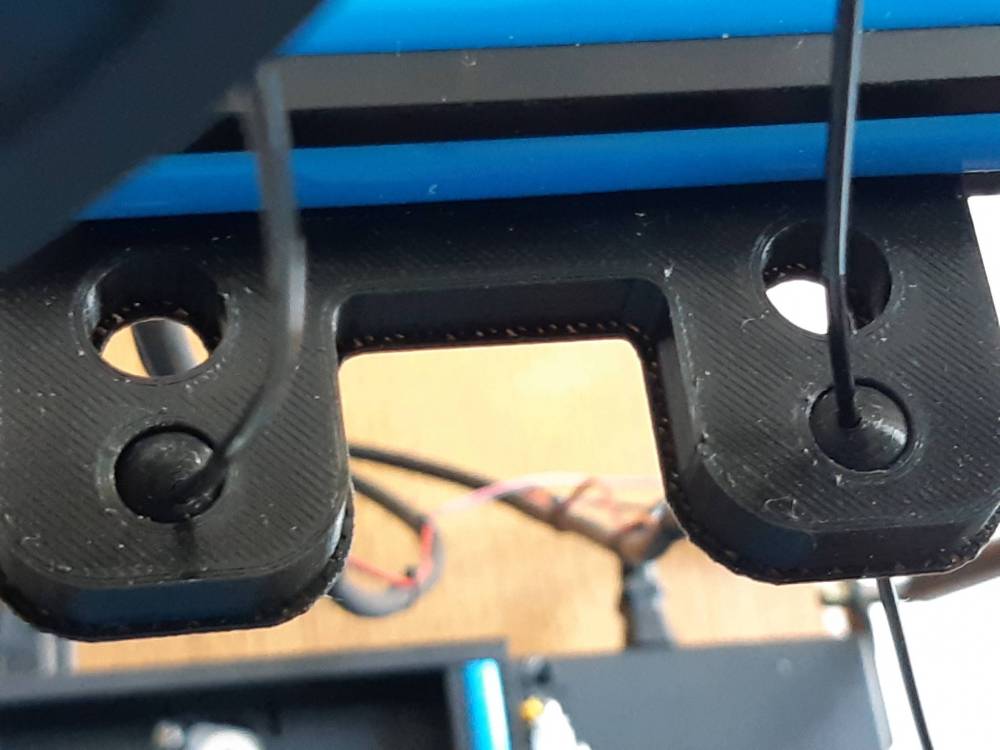
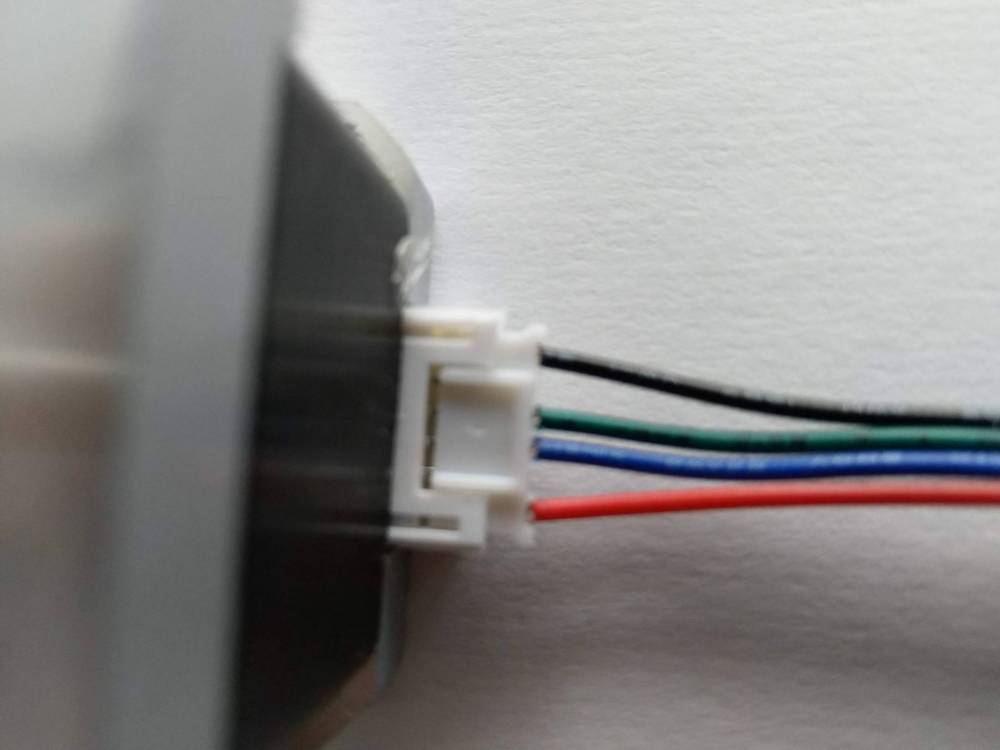
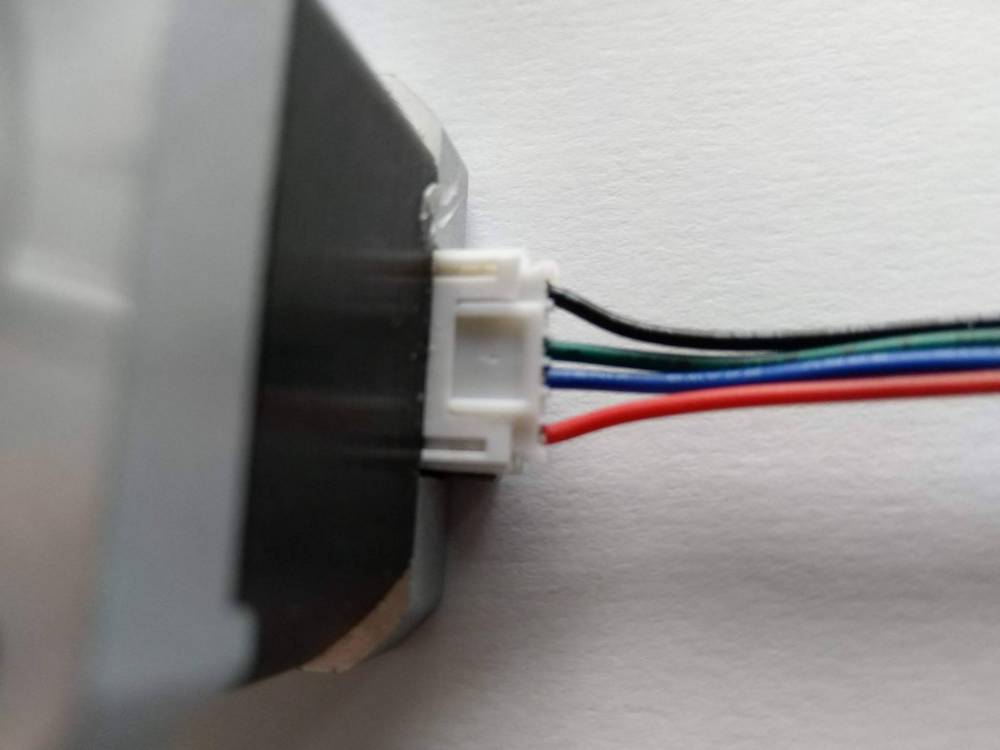
Bon... je reprends : 1. Tu as changé le moteur en pensant que cela pouvais venir de lui et... > même problème. 2. Tu as changé la carte mère... > même problème. Bon... je te félicite ! Tu as commencé à chercher par toi-même ! Et tu as déjà éliminé 2 origines possible ! J'ai visionné et revisionné ta vidéo... et j'ai une piste qu'on peut explorer : Un câble/connecteur défectueux. Donc voilà ce que tu vas faire : En premier lieu, on sait que cela ne viens pas du moteur d'origine, tu vas le réinstaller. Ensuite tu vas débrancher le connecteur au moteur de l'extrudeur. Puis tu vas aller le brancher à un autre moteur... celui de l'axe X ou de l'axe Y... peu importe. Et... comme selon la procédure, tu vas d'abord chauffer... puis demander à ton extrusion d'avancer (ou de reculer) peu importe. Si sur l'axe sur lequel le câble d'extrudeur fait bouger l'axe, c'est que le câble n'est pas défectueux. Ensuite tu remonte tout comme à l'origine. Ensuite... je t'invite à lire ce qui suit : Un petit rappel concernant les connecteurs "dupont" des moteurs : Première photo : Ici comme tu peut le voir de près, le moteur est branché... mais pas à 100%... ce qui fait ce petit écart. Si le moteur est branché comme cela... cela peut provoquer des "FAUX CONTACT" qui entraineront des "Comportements Erratiques"... et souvent on se demande se qu'il se passe à ce moment là. Le moteur est censé être bien branché comme cela : Et là... pas de FAUX CONTACT ! La fiche est enfichés à fond... il ne devrait pas y avoir de problème. Donc... vérifie le connecteur s'il te plaît.
 1 point
1 point -
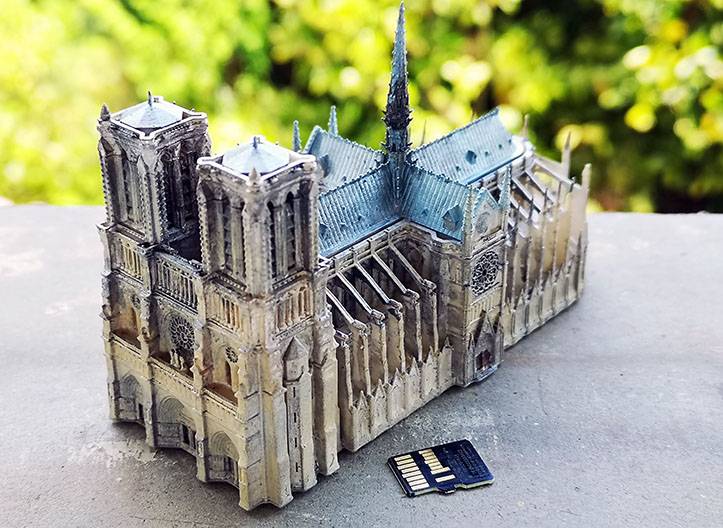
Et voilà terminé après une dizaine de sessions d'impression : Toutes les pièces sont évidées pour consommer moins de résine. Le modèle est assez léger au final !


 1 point
1 point -
suite contact avec atome3D prise en garantie du plateau par artillery en attente du nouveau plateau , vu la déformation du plateau d origine , il est possible que par endroit la buse frottait le plateau , voir photo pb sur la 1er couche , buse prechauffée et purgée extrusion a vide ok avant impréssion , le pb s accentue au fur et a mesure des impressions!
 0 points
0 points