Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/02/2021 dans Messages
-
Pas bête, en cas de thermal runaway, allez zou un chtit coup de flotte pour refroidir tout ça !2 points
-
Hého... c'est moi qui ai conseillé le ticket ! Et j'ai la plus grosse !2 points
-
@All666 tu peux essayer scotch bleu de masquage de peinture + colle uhu (qui ne pourrit pas le plateau, ça se lave très bien à l'eau tiède) , mais sans caisson je pense que l'abs est voué à l'échec (sauf si tu règles le thermostat de la maison à 45° ).2 points
-
C'est très simple en fait. C'est qu'une question de pratique. C'est plus long à écrire qu'a faire. Faire joujou avec le Gcode permet de bien mieux maitriser ton imprimante. Utilise pronterface pour te faire la main.. ;1 point
-
surtout si elle sont noire1 point
-
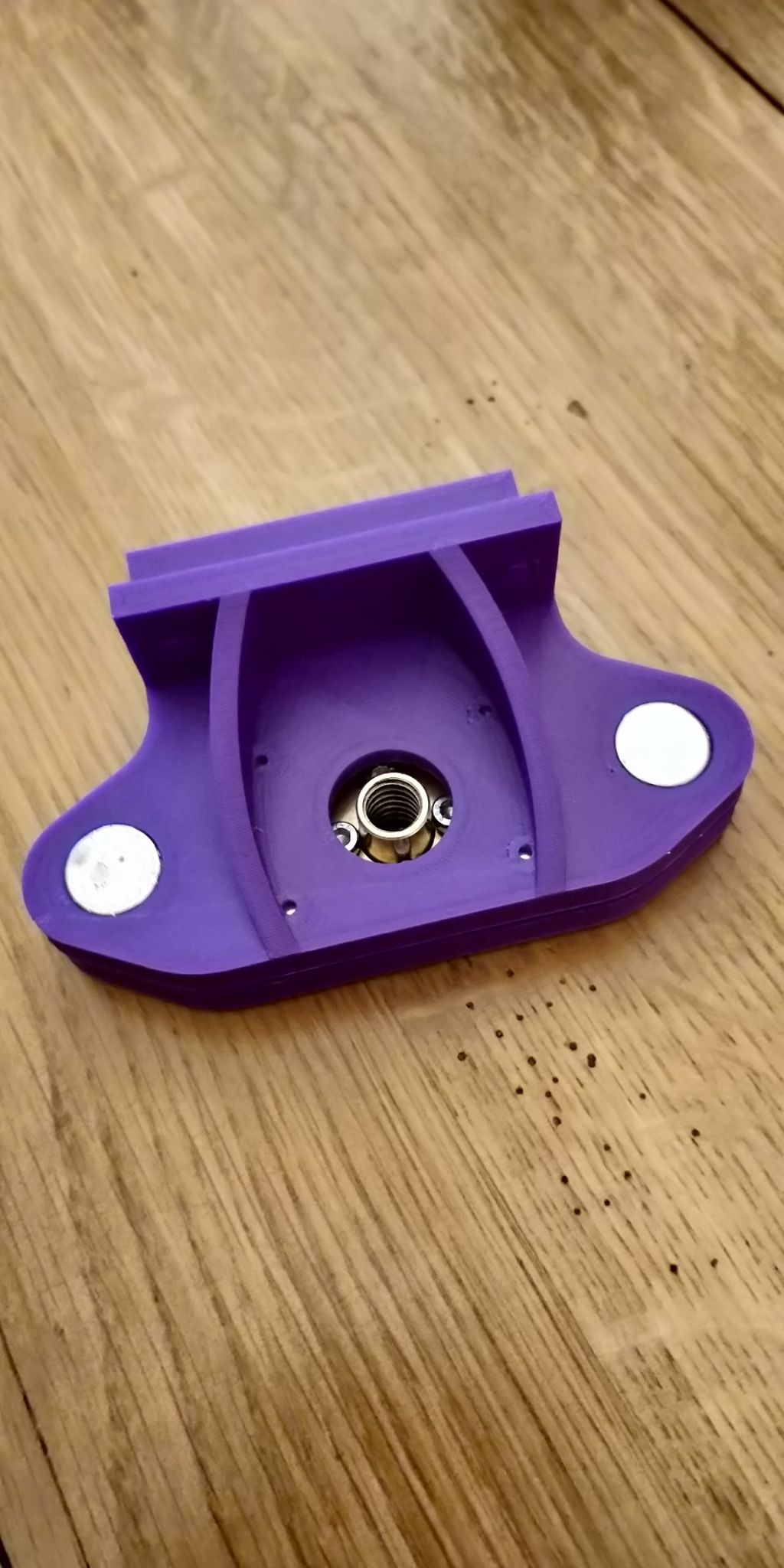
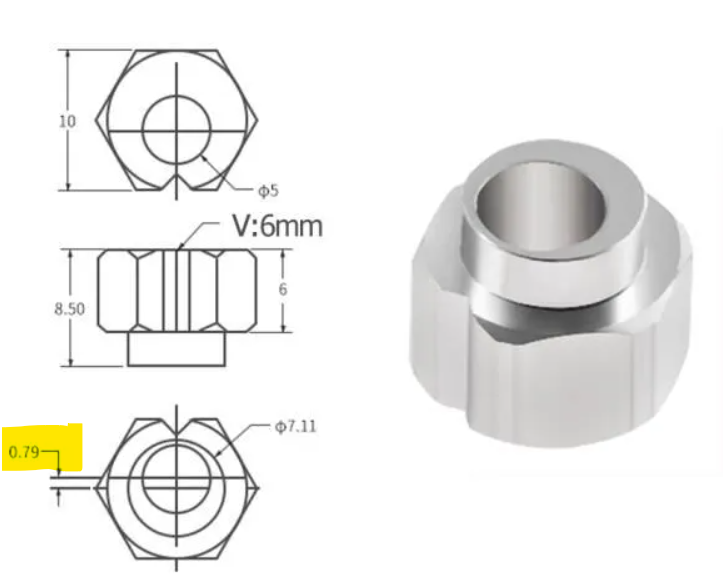
Première pièce prototype terminée


 1 point
1 point -
Bravo si tu as redressé ta platine, maintenant qu'on voit la photo ça paraît évident. C'est curieux on dirait qu'il y a AUSSI des excentriques sur les roulettes du dessus, ça serait pas idiot d'ailleurs, ça simplifierait grandement le réglage. Maintenant il te faut remettre ta traverse horizontale bien parallèle au sol selon la méthode qui t'a été donnée plus haut. Acheter un pied à coulisse oui, un niveau ça te servira à rien sauf à mettre tes tableaux (de maître) horizontaux Ne lâche rien et change pas de main : je sens que ça vient !1 point
-
Je dirai que oui jamais inutile @fran6p et @Titi78 l'ont fait, je l'ai installé sur ma ender 3 qui est plus petite (voir mon post via le lien de ma signature)1 point
-
C'est ce que l'on appelle de la soudure à l'arc non ?1 point
-
Je suis désolé, mais quand tu as un coupure de courant, il ne me semble pas que la buse fasse un gentil home avant de stopper ... Pause et reprise sans couper le courant : ça doit marcher Pause, coupure de courant et reprise : je ne vois pas comment ça pourrait marcher correctement (mais je me trompe peut être). L'imprimante crois qu'elle est en train de reprendre une impression là ou elle s'était arrêtée dans le gcode donc elle ne prend pas du tout en compte ton pause, elle doit aussi pouvoir recaler ses axes X et Y, mais le Z il n'y a aucune chance qu'elle puisse le faire (sans écraser la pièce). Donc pour moi cette opération est vouée à l'échec (et ce n'est effectivement que pour moi).1 point
-
@remibora regarde ça !!! Impression sous cura avec les paramètres généraux sans aucunes modif si ce n'est la température de la buse et du plateau, j'ai même pas touché au débit rien. Tout ceci en mode spiralé !! = zéro blobs !!! Juste superbe ! Il s'agissait bel et bien d'un problème de firmware ! Un très grand bravo je suis hyper content
 1 point
1 point -
Et quant on est trop vieux on reviens à 3 pattes avec la canne puis à 6 avec le déambulateur après......1 point
-
+1 Imprimer de l'ABS est ce qui est souvent "pour les débutants" le plus compliqué. De base, le plastique ABS est très sensible aux gros écarts de température : Deviens mou comme du Chewing-gum à 240°C, et cassant comme du verre à des températures négatives (en desssous de 0°C). C'est le même principe en filament : Au moindre écarte de +/- 5°C, le filament ABS va changer, si la température baisse, il va aussitôt se rétracter sur lui même. Et... crois moi sur parole... même avec du scotch bleu, en cas de changement de température, il va se rétracter, et aller jusqu'à soulever et décoller le scotch. Une solution ? Une enceinte fermé autour de l'imprimante. Cela pour maintenir une température "a peu près stable" de la température ambiante. Quelle est la température ambiante pour réussir l'impression d'ABS ? Cela dépend du filament et de sa qualité. Un bon 45°C dans l'idéal est déjà bien. Mais certain filament ABS, éxige parfois une température de 50 à 55°C pour éviter tout warping. J'ai une bobine d'ABS+ actuellement, que j'utilise très peu "en ce moment" à cause de l'humidité de l'air et des température extérieur négatives. Et même avec ce filament ABS+ (censé éviter le Warping), il se décolle et warpe, dès que la température dans le caisson descend en dessous de 45°C. Il n'y a pas de miracle... quand cela veut pas... cela ne se peut pas. Et rappel : Les émanations des particules d'ABS pendant l'impression, sont toxiques/cancérigènes > d'où la recommandation d'imprimer en caisson par les fabricants. C'est pourquoi je conseille désormais des filaments autre que l'ABS, comme les PLA Haute résistance à l'effort et à la chaleur, principalement, mais pour les filaments plus technique, il reste : le carbone et le nylon. Après... vous faites comme vous voulez... c'est votre santé pas la mienne...1 point
-
Quel imprimante possèdes tu ? as tu un système d'auto nivellement ? Quel slicer utilises-tu ? comment est paramétré l'impression de la couche initiale ?1 point
-
Pas mieux que @Eric26 Bien qu'ayant plusieurs PiCam, je préfère une WebCam: la longueur et la forme du câble USB est plus facile d'utilisation que la nappe plate des PiCam. Ça permet un positionnement plus aisé de la Webcam. J'utilise principalement des Logitech C270 avec quelques pièces imprimées pour remplacer la coque et permettre l'ajustement de la focale. Pour un bon kit, chez KubII : Pi4, 2Go le starter kit existe aussi pour un RPi3B+ mais il est plus cher . On en trouve aussi sur la plateforme Amazon mais autant faire travailler une entreprise française. J'achète aussi de temps en temps chez Pimoroni ou PiHut (deux sites anglais), depuis la sortie de l'Europe du Royaume désuni, il n'y a plus de TVA (20 % mais chut , après ça dépend de la douane). Par contre les délais de livraison sont a minima d'une, voire deux, semaine(s).1 point
-
@remibora je n'aime pas non plus le TH3D mais à l'époque c'est le premier test que j'ai fait et ça a fonctionné alors... Pour m'y retrouver je n'utilise que la fonction recherche pour aller là où je veux modifié un truc :).1 point
-
Bonjour, Impression du filament trop chaud et/ou pas assez de refroidissement de celui-ci (défaut en anglais: curling) : https://rigid.ink/pages/ultimate-troubleshooting-guide#curling-and-rough-corners-17 ou encore https://www.simplify3d.com/support/print-quality-troubleshooting/curling-or-rough-corners/1 point
-
Salut, Je sens que ça va se finir avec la tente quechua cette histoire PS: je n'ai pas précisé que je laisse chauffer en manuel le plateau pendant au moins 10 minutes avant de lancer l'impression. Ceci pour avoir une température la plus uniforme possible au moment de lancement de l'impression.1 point
-
Dans les dernières versions de Klipper, une fonctionnalité a été ajoutée : SDCard Update Après un premier flashage «classique» (dépôt du firmware préparé via make sur la carte SD, allumage de l'imprimante…), on peut désormais flasher le firmware sur la carte via USB1 point
-
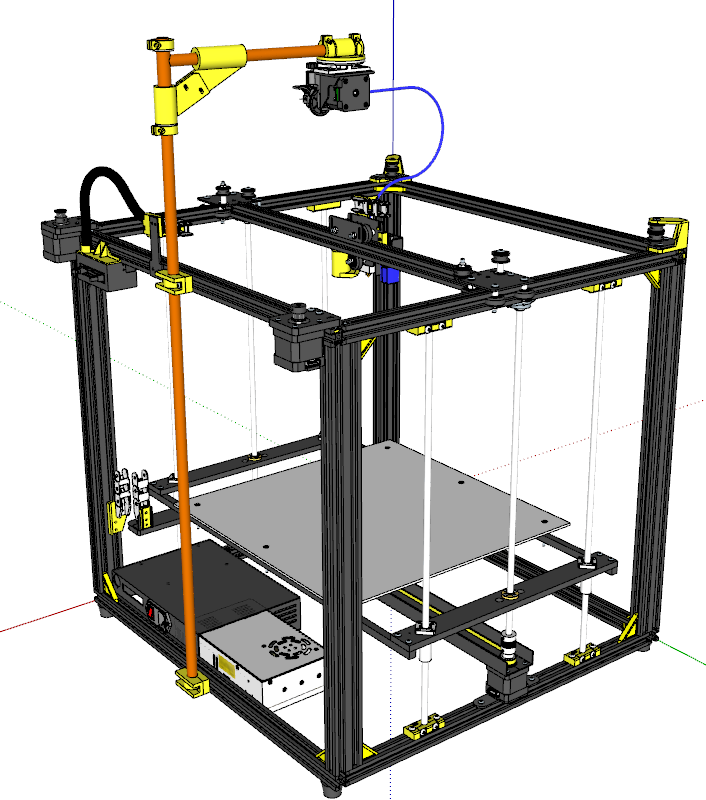
Hello la compagnie , bon, tout est en place pour faire les essais... ...mais la réorganisation du bureau pour déplacer l'imprimante à un endroit plus dégagé va attendre encore un peu. Toujours sur la même idée mais avec une rotation en plus, je poursuis avec ça: Une potence articulée fixée sur la partie arrière du cadre. Je devrais pouvoir raccourcir encore un peu le tube PTFE pour me rapprocher des 44 cm...à voir. C'est @Jean-Claude Garnierqui va être content...je suis parti des chutes de matériaux en stock, des tubes de cuivre. Axe principal en Ø14, potence en T en Ø14 soudée à l'étain avec manchon de Ø16 pour l'articulation. Eau et gaz à tous les étages sur ma Tronxy, manque plus qu'une vanne ou deux et c'est bon !

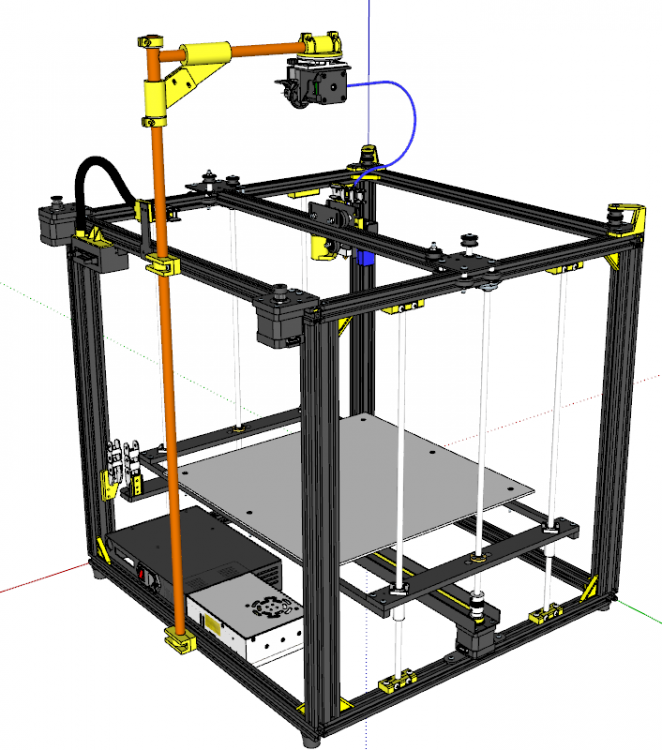 1 point
1 point -
ça dépend quand même beaucoup de la taille de ses chaussures1 point
-
J'imagine que les excentriques de toutes les imprimantes sortent du même tonneau Auquel cas, c'est pas la peine d'en commander d'autres, ça sera juste du temps perdu à les attendre. Tu es le seul à connaître ton niveau de bricolage, mais hormis compter sur le SAV (la blague....) il va bien falloir que tu démontes le chariot et que tu ovalises vers le bas les trous des roulettes supérieures. Ça ne t'empêche pas d'ouvrir un "ticket" mais on sait déjà tous comment ça va se passer. "on" va te demander des photos, puis des vidéos, "on" va traîner les pieds tellement fort que dans trois mois tu en seras au même point. Demande à @Sarah Sarita comment le SAV l'a "dépannée" c'est une honte. Si tu ne te sens pas de faire la bricole tout seul, fais toi aider plutôt que d'attendre une pièce qui risque de ne jamais arriver.
 1 point
1 point -
Bonsoir les gars, Apres avoir rebranché et collé le fameux câble D11 ,je suis content de vous annoncer que tout fonctionne à merveille. J'ai reflashé avec le firmware officiel, mis à jour le z-offset et tout est parfait. Merci pour tous les gars, mais surtout toi @remibora pour ta patience et tes bons conseils.1 point
-
Un truc de fou ?1 point
-
oui, c'est bien celle-là. Pour le caisson, c'est un quasi incontournable pour l'ABS. Et même avec, j'ai des décollements (warping) après 2h d'impression. Bon il faut dire que j'ai surtout imprimé des pièces hautes et étroites. J'ai oublié de préciser que je mets un bordure de 15 à 20 lignes collées à la pièce (paramètre distance = 0).1 point
-
Salut, Avec mon immense expérience d'1 mois (soit 500gr de filament! ), et un caisson autour de la machine pour conserver la chaleur, la seule technique qui marchote le mieux est la laque en aérosol sur mon builtack. J'ai essayé les autres solutions que tu cites, sans succès. Ma première couche est bien écrasée (0.1mm de haut), plateau à 110°C (demandé mais pas mesuré avec un autre appareil), température de buse 240°C pour de l'ABS blanc de Grossistes3D.1 point
-
Tourne l'ecrou coté roue jusqu'a ce que le jeu disparaisse.1 point
-
aaaarghh... @Pinedours non ce n'est pas normal ce jeu, mais alors pas du tout. La roulette avec un excentrique c'est celle du dessous, si tu la tourne ça rapproche (ou ça éloigne) la roue du rail. Le bon réglage c'est quand la roulette du bas est dure à faire patiner à la main La tête ne doit PAS du tout avoir de jeu. Petite précision, c'est la partie plate entre la roulette et le support de tête qu'il faut tourner (avec une clé plate), pas l'écrou.1 point
-
Si tu n'as que les supports et pas la pièce, le problème vient des supports.1 point
-
Bienvenue !1 point
-
Comme quoi, le particulier et l'industrie c'est le même raisonnement. Au final les seuls bénéficiaires de ces crises sont les boursiers qui spéculent sur nos peurs et nos réactions de paniques à chaque alerte de pénurie. Pour résumer: PLUS ON EN CHIE, PLUS ILS S'ENGRAISSENT.1 point
-
Ca me rappelle quelque chose....
 1 point
1 point -
Bonjour, Il est certain que la température de la résine influe sur le résultat: c'est comme l'huile dans les moteurs: froid ça devient plus épais et il est aussi probable que la réaction UV se fasse mal.. Chaque résine à sa température indiquée sur le flacon (j'en ai une qui indique 25-30 et l'autre 20-25) Ce n'est pas la peine de chauffer la pièce entière (surtout à 30° en hiver y'aura des frais) il suffit de chauffer une enceinte autour de l'imprimante. Perso, je stocke juste les bouteilles, le bac et la plaque de support à la température voulue (j'ai trouvé un endroit ad-hoc près d'un tuyau de chauffage) et je sors le tout au moment de l'impression. Bac, support (les deux en métal) et résine n'ont pas le temps de refroidir beaucoup une fois le capot fermé.1 point
-
bonjour, @yosi5772 ce décollement est tout à fait logique et prévisible. C'est un phénomène lié à la rétractation de la résine et c'est amplifié par tes paramètres. tu es en surexposition, sur une Mars 2 pro pour une épaisseur de couche standard de 0.05 mm on est à 2 où 3 s de temps d'exposition et là tu as 8 s pour une couche de 0.02 mm. Ce qui se passe c'est qu'à chaque couche tu photopolymérise un peu la couche précédente qui qui gonfle et se rétracte selon l'axe le plus long de ta pièce.1 point
-
Salut à Tous Si je peux donner mon avis ....... Un sous forum ne ferait que complexifier un peu plus cette rubrique qu'est "les constructeurs", tiroir fourre tout en vrac, que je vais rarement consulter. Faudrait voir comment les membres consultent le forum, pour voir comment ce serait le plus pratique: Moi je n'ai pas le temps (ni l'envie) de consulter tout, alors je commence à clicker/bouton bleu sur tous les salons qui ne m’intéressent pas, pour les marquer comme "Lu", par exemple sur cette rubrique "constructeur". J'ai 2 imprimantes, une FDM Ender 3 qui marche bien, rien à chercher dessus (Constructeur ==> out), et une SLA, technique qui, je pense est encore en évolution et qui m'intéresse, donc que je consulte. Et je pense à tous les membres qui n'ont que l'une ou l'autre, et qui se foutent du reste. Perso, je préfèrerais bien dissocier les 2 technologies, et ceci à tout niveau, technique SLA, constructeurs, consommables (bizarre de mélanger résines et fils, il y a déjà bien à faire pour chaque), logiciel (Cura ou autre, et Chitubox ou autre), etc ..... Pour moi, le top serait de transformer la section "les imprimantes 3D" en "les imprimantes 3D FDM" et rajouter "Les imprimantes 3D SLA". AMHA.1 point
-
Jamais vus une aussi belle gravure sur un lcd, travail d'artiste, bravo Voila un lcd de rechange (liens retirer, il n'est pas compatible)1 point
-
Voilà, reçu aujourd'hui et monté. Malheureusement, ça n'a rien changé pour moi. Le moteur d'extrudeur, comme avant, tremble rapidement et fait du bruit. J'ai bien peur que cela vienne de la carte. Bonne chance à toi pour la suite.0 points