Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/09/2021 Dans tous les contenus
-
Hello , Woaw après une saison chargé, j'arrive enfin à avoir un peut de temps pour déterrer ce sujet . Du coup j'ai eu le temps de tester plein de petit truc pour améliorer la finition des impressions FDM certaines fonctionne mieux que d'autres. 1 er - Ponçage et Primer J'ai testé la première technique vieille comme Erode, ponçage à : 210 / 340 / rinçage à l'eau / 600 / rinçage à l'eau / 1200 et rinçage final. Visuellement on voit encore quelques traits mais au touché on ne sent rien du tout, c'est extrêmement lisse. En suite on utilise un primer pour carrosserie idéalement car bien plus épais que certains model que j'ai pu tester ( Aérosol ). Il faudra passer idéalement 2 à 3 couches en fonction de résultat. Je n'ai malheureusement pas de photo à présenter mais dans l'ensemble mais voici les points positif et négatif que j'ai relevé. Positif : Le rendu est propre Négatif : Demande pas mal d'huile de coude Attention à ne pas poncer trop fort sinon ça va créer des creux Demande pas mal de temps Protégez vous par le biais d'un masque car pas mal de petite poussière volatile. 2ème - Utilisation de la Résine SLA La résine XTC étant de mon point de vu cher pour se que c'est, je me suis dit que la résine pour impression 3D devrait faire le même travail, ayant fait quelques recherches sur internet certaines personnes l'ont fait et le rendu était vraiment jolie ( vendu comme technique nécessitant beaucoup moins de temps de travail). Du coup, équipement gants, masques et lunettes UV, on prend un pinceau idéalement avec des poils souples, on badigeonne la pièce pour placer de la résine partout et on la mets aux UV. ( J'ai 2 spot de 100W UV, je laissais la pièce durcir de 2 à 5 min en fonction de la taille ) Résultat Bof , assez déçu même, j'ai des toutes petites bulles qui se sont formées ( ou que je n'avais pas vu ) et qui ont forcément durci. La résine ne c'est pas lissé uniformément se qui m'a crée plusieurs " vagues ". Lors de mon Deuxième test ( le premier avait pas suffit ) j'ai laissé quelques minutes avant de mettre ma pièces à durcir, en ayant prix soin de vérifier si des bulles étaient présentes, toujours autant de temps d'exposition 2 à 5 min et là le résultat était plutôt propre, moins d'effet ' vague ' et pas de petite bulles. Un peut de ponçage et le tour joué. Par contre pour mes 2 test une fois la résine durci elle péguait pas mal... je suis aller demander à Google comment faire et là plusieurs " solutions " sont apparues . - Lavage à L'IPA (Alcool isopropylique) : Pas ouf comme résultat ça péguait toujours un peut... mais après plusieurs nettoyage ça allait plutôt bien. ou - Pas de lavage et tu peints directement : ( ça marche mais c'est pas une solution que recherche vu que les objets vont être perpétuellement touché par les clients si la peinture s'écaille le coté péguant reviendra ) ( Histoire boulette : Ne pas oublier de bien cacher son pinceau quand tu allumes la lampe UV j'ai perdu un pinceau bêtement dans la bataille comme ça ) Du coup les points positif et négatif : Positif : Demande moins d'huile de coude que le ponçage Meilleur rapport qualité prix que le XTC ( à mon sens bien entendu ) Le rendu est propre Négatif : Demande plus de matériel que la 1er technique Demande d'être plus attentif pour ne pas en mettre partout Niveau du temps je dirais que c'est à peut près pareil sauf que tu te fatigues moins. ( N'oubliez pas de bien vous équiper : Masque, gants, lunette UV et de bien protéger votre plan de travail ) Résumé: Les deux techniques sont bonnes, et je penses que les deux s'utilisent en fonction de l'objet que tu veux finir, un objet avec plein de petites fentes ou petit détail là où tu ne pourrais pas poncer, la technique avec la résine fonctionnera très bien, et pour tous les gros objets je recommanderais le ponçage avec du primer, le rendu sera meilleur qu'avec de la résine. Voilà j'espère que ça pourrait aider .3 points
-
Bonjour, Le calcul t'a été détaillé plus haut par @MrMagounet : 11- Nouvelle valeur d'extrusion X est X= A/B*C. Exemple ici X = 100/104*445 = 427.88 Dans ton cas on cherche le X (valeur de step/mm de l'extrudeur corrigée). Le A vaut 100 (soit ta consigne d'extrusion de 100 mm, c'est à dire la valeur théorique d'extrudée) Le B vaut 96 (soit ta valeur mesurée de 96 mm, c'est à dire la longueur réelle extrudée) Le C est ta valeur de step/mm actuelle Soit X = (100/96)*93 Ce qui donne : 96.875 (arrondir à 96.9 step/mm et à saisir dans l'imprimante, soit directement par le menu, soit par un logiciel tiers connecté à ton ordinateur comme précisé précédemment). Ce chiffre augmente, logique car avec l'ancienne valeur tu n'extrudais pas assez. Un petit effort sur la lecture/compréhension des réponses apportées serait bien (même si tu n'y comprends rien, on est tous passé par là, certains avec plus ou moins de facilité). On peut te prendre par la main mais on ne peut marcher à ta place.2 points
-
Un sanibroyeur à 5 sorties ? (pour les emmerdeurs ? ) Un système de distribution pour aspirateur centralisé ?2 points
-
Un porte fouet, pour cheveux fibre optique rétro-éclairé. Ou porte œuf de caille avec support cuillère2 points
-
Début de l'impression

 2 points
2 points -
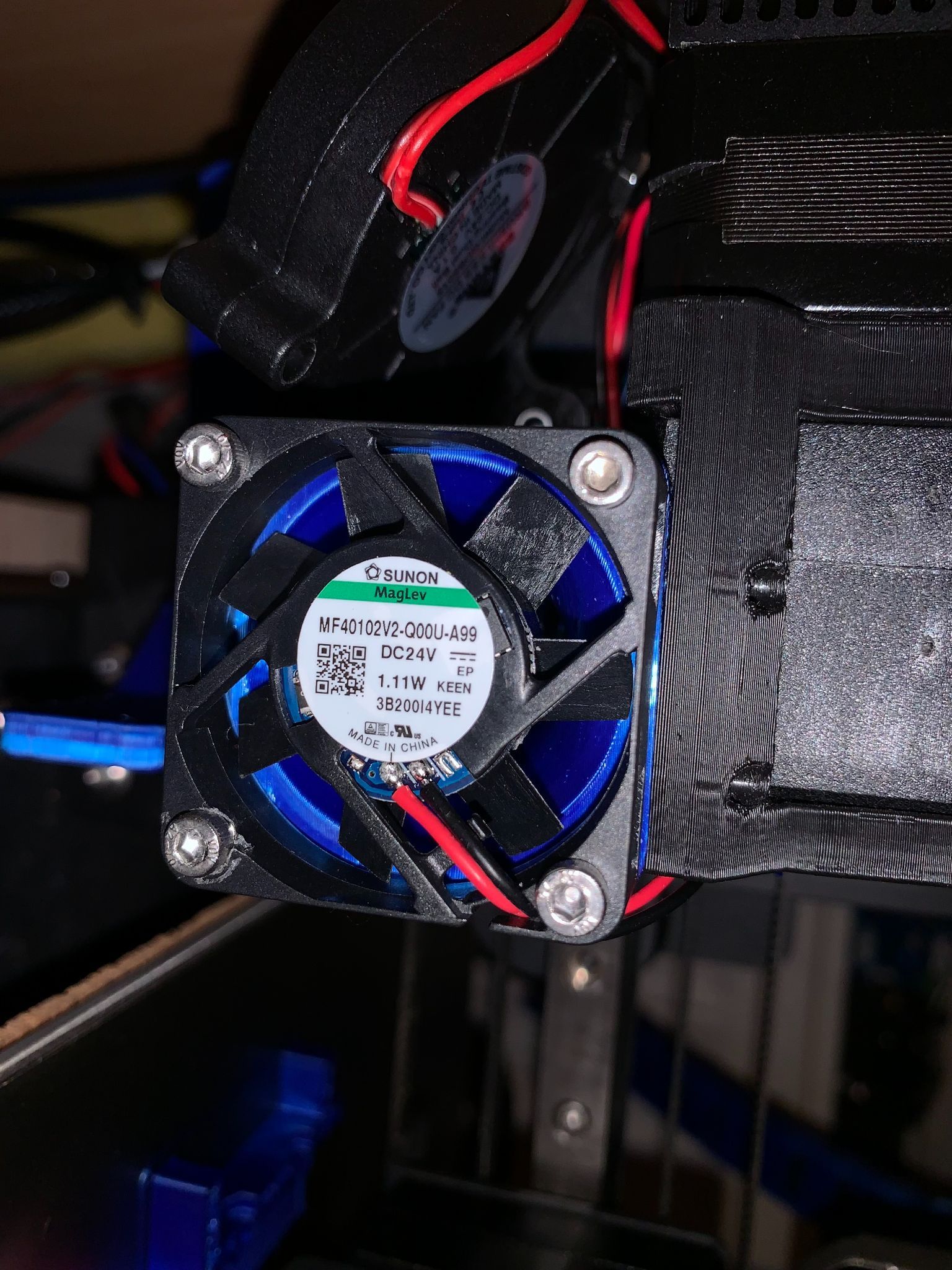
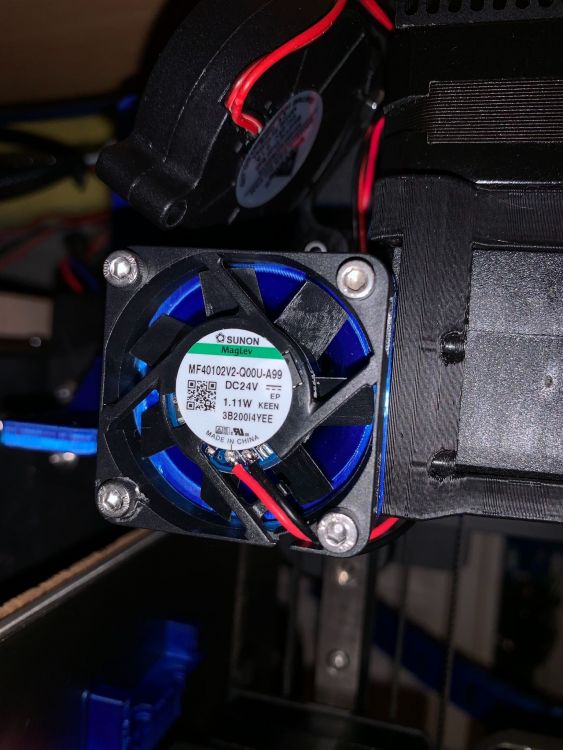
@methylene67 Je viens de faire les premiers tests avec les ventilateurs MF50152V1 et MF50152VX. Selon les datasheets, ils fonctionnent entre 8 et 27.6 VDC. Les 4 exemplaires en ma possession démarrent déjà à 2.6 V DC. Comme ils fonctionnent en alimentation DC, ils fonctionneront en PWM soit directement ou en passant par un adaptateur ad hoc (circuit intégrateur) [edit] Effectivement, ils ne fonctionnent pas en PWM mais le simple fait d'utiliser un condensateur de 220 uF permet de le faire fonctionner dans la plage 42 à 100 %. On peut faire nettement mieux ... à suivre ...2 points
-
Le nouveau logiciel est "toujours" moins bien au début que celui qu'on maitrise depuis des mois.2 points
-
Bonjour, c'est bien connu : c'est le logiciel que l'on utilise qui est le meilleur...2 points
-
Bonjour, Pour lancer la conversation et obtenir d'éventuels compléments : d'après les deux vidéos ci-dessous (dont une de chez tenlog) il faut choisir l'ATMEGA2560 et charger le .hex avec Xloader. How to Update the Firmware on a Tenlog TL-D3 Pro 3D Printer How to Upgrade the Firmware of Tenlog DMP 7-axis Motherboard2 points
-
Bonjour, Ci-dessous premier test d'imprimante avec la tête entièrement conçue par mes soins. Cela a été un vrai casse-tête de pouvoir tout caser à cause de l'encombrement et du fait d'être en IDEX. Impossible de mettre quoi que ce soit côté courroie, le moteur étant bien plus bas que sur la tête d'origine, impossible aussi de mettre quoi que ce soit vers le plateau, à cause de l'autre tête, ça limite quand même pas mal. Reste encore à vérifier (et éventuellement modifié) les écoulements de l'air au niveau du guide de ventilateur de buse. Heatbreak bi-metal cuivre titane, tête E3Dv6, extrudeur BMG dual Gear, ventilateur Sunon 4010 et blower Hotend 5015 turbine. Déport VGA avec guidage câble chain que j'ai remodélisé. Pour le moment tout est en PLA, mais j'ai un doute pour le guide du ventilateur de Hotend et pour le guide du ventilateur de buse. Ne pas faire gaffe aux câbles à gauche je vais ajuster la longueur et couper. Le VGA derrière ne traînera plus. Gain de poids, plus de 400 gr, la preuve en photo (la photo est prise avec l'ancien prototype). Ventilation largement améliorée. Reste à tout finaliser, finir les tests, et passer la tête E2 sur le même principe (j'ai déjà en-tête la petit modification pour le réglage de la hauteur). Et rajouter un peu d'éclairage. Marlin Tenlog (dernière version) modifié et recompilé, je repasse sur Luxury quand tout sera bon : Photos : Vidéo :

 1 point
1 point -
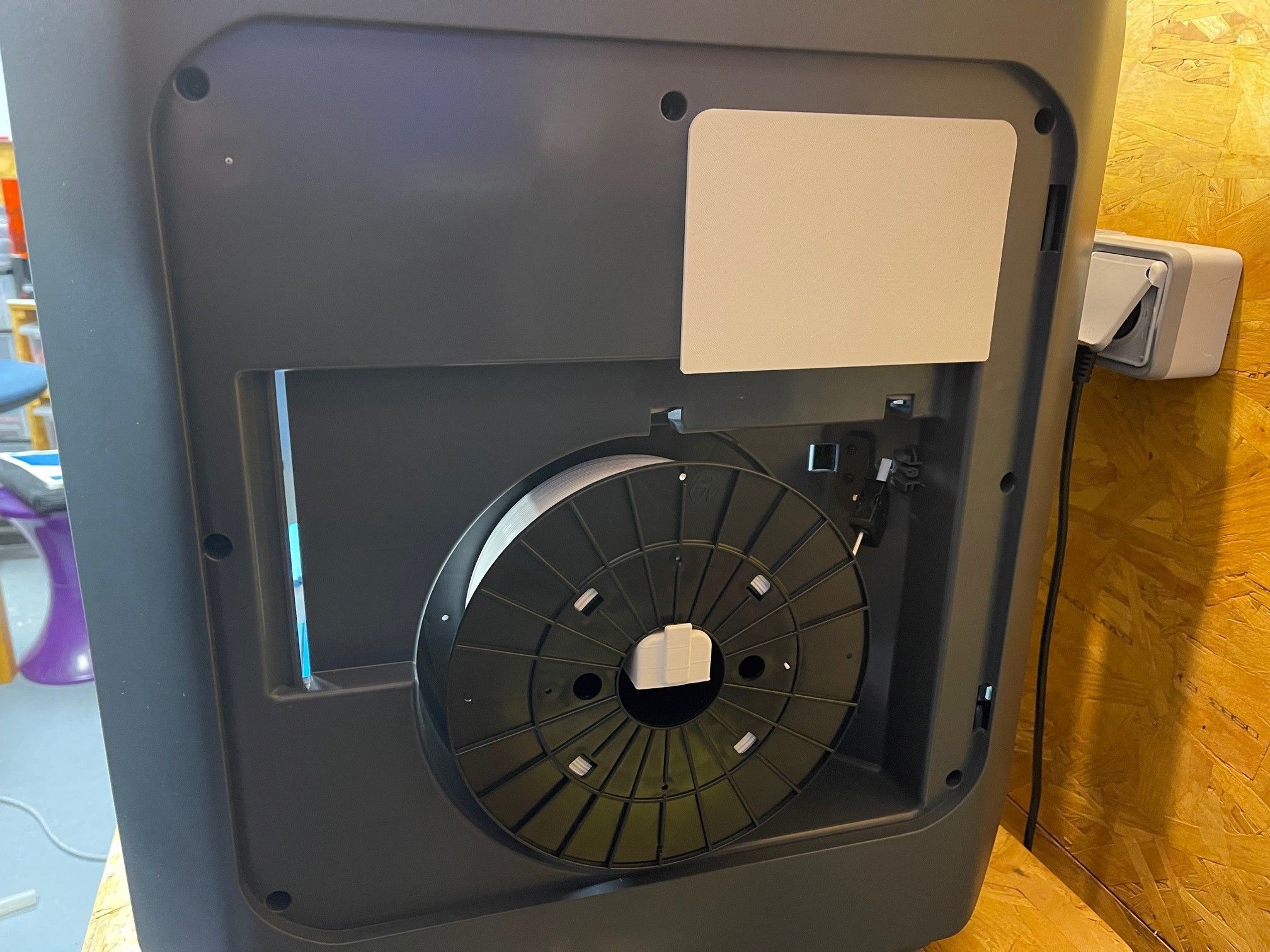
Sur la Creator 3 il y a de chaque coté vers le haut une ouverture qui permets d'augmenter la température des logement de bobines (et d'intervenir sur le chariot). Malheureusement lorsque les bobines sont trop imposantes, il n'est plus possible de refermer les grands carénages latéraux et de ce fait la température interne de la machine peut varier. Donc je vous propose de fermer ces ouvertures par une petite trappe imprimée, elle très bien grâce aux petites nervures latérales. Ci joint les fichiers STL et STEP Cache haut.STEP Cache haut.STL


 1 point
1 point -
Je modelise avec Rhino 3D depuis plusieurs semaine déjà, un appareil photo instantané dont le look s’inspire des mythiques HasselBlad 500 et Bronica Zenza..toutes les pièces intérieur viendront d’un fujifilm instax 40 ...

.jpeg.1e8097084fe701ae2bba4cd46da5a166.jpeg)
 1 point
1 point -
Félicitations pour ce travail, c'est impressionnant !1 point
-
Merci pour ces conseils , je me lance je commande la CR10S Pro , pour le filament je vais testé un PLA Eryone couleur noir carbone. en tous cas merci a tous pour les conseils , et vivement la suite.1 point
-
un câble mal placé qui gênerait a un point précis. Je vérifierai a 10 fois les excentriques du bed et de la tête d'impression pour etre sur qu'ils soient bien en place et qu'il n'y ait un petit décroché (le bed un appui un peu "forcé" dans chaque coin et avec la main tester la tête en la "bougeant" un peu dans tous les sens)1 point
-
Ouais c'est bien ce que je me disais ... 0 Info, je pense que je vais quand même la commander et je verrais en fonction, j'essayerai de faire un retour complet si toujours pas de réponse d'ici là ^^.1 point
-
Parfait . Ton autre système c’est la solution de Janoilantalon, un filtre passe bas si je ne m’abuse, je me rappelle vaguement de ses filtres en cours d’électronique en école d’ingénieur, qu’est ce que ça me gonflait. Aujourd’hui je réalise souvent que si j’avais vu un peu plus l’application de ce que j’apprenais, je me serai bien plus impliqué .1 point
-
J'ai édité mon post précédent après avoir retrouvé mon sujet sur les buses inox.1 point
-
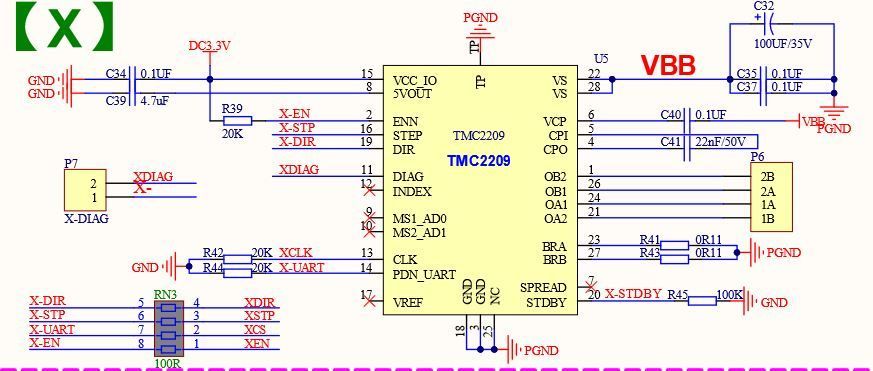
Le schéma de câblage du TMC2209 de l'axe X sur ta carte mère SKR E3 Turbo : Source : GitHub Oui tu as bien compris la limitation de courant est gérée par UART sur ta carte mère, donc pas de VREF à régler, VREF n'est même pas connecté à ta carte mère (PIN 17 schéma ci-dessus). Rsense est déjà bien renseigné (0.11), ce sont les résistances R41 (PIN 23) et R43 (PIN 27) de valeur 0R11 = 0.11Ω Tu as juste besoin de paramétrer la première ligne ici appelée X_CURRENT, cela correspond au Courant RMS (Irms), il se calcule à partir du Courant Max (Imax) admissible par ton moteur qui est généralement visible sur son étiquette ou sur son datasheet. ---> Irms = Imax / √2 Je ne connais pas tes moteurs mais en prenant dans les configurations exemples de Marlin pour la Creality CR-10 S, j’obtiens : #define X_CURRENT 650 #define Y_CURRENT 650 #define Z_CURRENT 580 #define E0_CURRENT 650
 1 point
1 point -
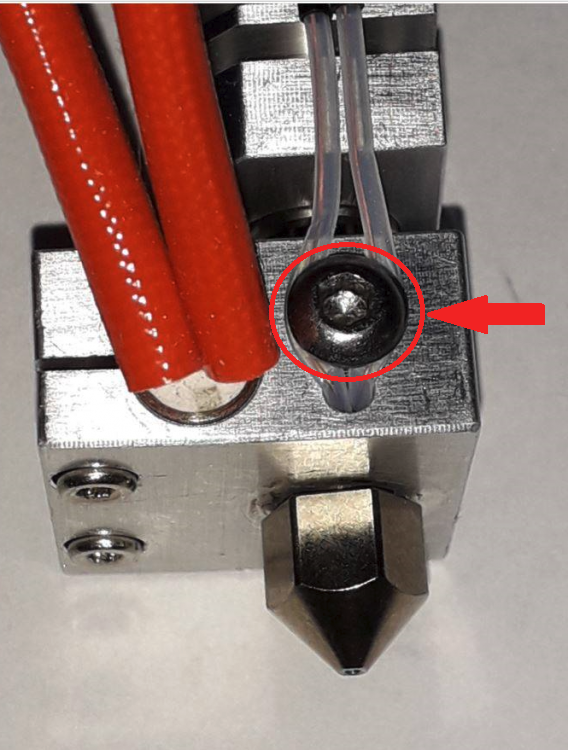
Quand tu remonteras ta thermistance, ne serres pas trop la vis de maintien des fils sinon ça va les sectionner à nouveau.
 1 point
1 point -
Bonjour, J'ai modélisé 2 outils d'aide à la maintenance pour la SR. Ils servent à parquer les tiges pendant que je nettoie et graisse les rotules de l'effecteur et des glissières. Le premier permet aussi d'éviter de poser la buse sur le plateau. Les STL sont disponibles sur Cults et Thingverse

 1 point
1 point -
C'est exactement cela mais attention le pont risque de sauté [edit] Répondu trop vite. Le - sur le fil noir Le + sur le fil rouge1 point
-
Pour le condensateur, il faut prendre un modèle 63V et pour la polarité, c'est comme le Port Salut, c'est marqué sur le composant L'autre dispositif sera un peut plus compliqué car il faudra un amplificateur opérationnel et un petit circuit imprimé. Utilise la solution du condensateur car simple et pas cher1 point
-
Le ventilo de devant ne se lance que pendant l'impression, et est commandé par le gcode (vitesse variable). Il est possible que tu l'aies désactivé dans ton slicer.1 point
-
Si c'est le ventilateur de refroidissement du radiateur de la tête alors dans un «pur» Marlin, c'est dans le configuration_adv.h que ce comportement se règle : https://github.com/MarlinFirmware/Marlin/blob/718227a94c0cb163a73f0f288be6f7b864b7127a/Marlin/Configuration_adv.h#L553-L582 Mais avec le Marlin de Tenlog (qu'il vaudrait mieux appeler Espadon ), je ne sais pas dans quel fichier ils ont placé ces directives (si tant est qu'ils les aient utilisés).1 point
-
Après un changement / remplacement d'une thermistance même quand elle «apparemment» de même type, je fais toujours un PID. Ainsi elle est «correctement» calibrée en fonction de ma machine. Ça ne coûte rien d'en faire un . La seule condition est, évidemment, que le firmware le permette (le define PIDTEMP n'est pas commenté lors de la compilation). Par exemple un M303 E0 S210 C8 puis une fois fait, les valeurs s'affichent. Un M301 avec les valeurs précédentes puis un M500 pour sauvegarder. Quelles différences entre une 104NT et une 104GT ? Il faudrait récupérer les datasheets pour pouvoir comparer.1 point
-
Je te trouve un peu mauvaise langue... Il y a aussi du Gris Anthracite @+ JC1 point
-
Regarde cette vidéo, j'ai le même problème, les rouleaux du dévidoir ne tournent pas ce qui entraine une résistance dans la traction du filament1 point
-
Il va bien mais c'est une vrai tête de con, il ne bouffe que se qu'il a envie (que des criquets alors qu'il doit manger plus de légume), il fait la gueule quant on le laisse tout seul (la il veut même pas de criquet, il ferme les yeux et tourne la tête quant on lui en présente un même si il n'en a pas eu depuis plusieurs jours...), il veut toujours aller la ou il est trop gros pour aller donc il me bousille le décor mais on l'aime bien quant même.... Comme on a des criquets à plus savoir quoi en faire, on a essayés l'omelette de criquets, on a pas aimé mais on a pas du les cuisiner comme il faut et surtout on les a pas fait jeûner une journée avant de les manger (c'est sans doute pour ça qu'ils avait un goût désagréable) donc je referais un essai avec une recette différente.1 point
-
Bon au moins je ne suis pas fou ! Je test ce soir le SOFT_PWN_SCALE, j'ai compilé hier soir mais la amchine tournait je n'ai pas pu flasher. Bon déjà c'est bien s'il faut juste mettre un condensateur, 42% c'est plus que suffisant, vu qu'ils sont asservi au ventilateur de Hotend, ça ne descendra pas en dessous de 70% (sauf à 0% quand pas en fonctionnement). EDIT : Bon ben je viens de tester, ça ne change rien. Le condensateur semble donc être la solution (par contre 220 µF, mais combien de V, mini 24V ?). Par ailleurs, les condensateurs ont des polarités de mémoire (pate courte pate longue), qui qui va où ? J'attends quand même les conclusions d' @icare avant de commander des condensateurs ou autre dispositifs. Par ailleurs @fran6p qui semble plus que calé en marlin, saurais-tu d'un point de vue code ce qui fait que le ventilateur de Hotend démarre à (au pif) 50% pour monter petit à petit à 100%. L'idée étant de virer ce comportement et de monté direct à la valeur saisie sur l'écran ?1 point
-
D'un autre côté, avoir du stringing sur un cube de test ... c'est pas facile Merci pour ton retour d'habitude ce ne sont sont que les problèmes qui sont remontés, ça fait plaisir de voir un utilisateur content de sa nouvelle machine (et à force on commençait à douter des nouvelles pièces d'artillery )1 point
-
Bonjour @lion02 C'est bien ça, merci pour ton aide donc : 0.4 x 10²(Jerk²) / 500(accélération) = 0.08 soit la valeur par défaut qui équivaut à un Jerk de 10 0.4 x 5²(Jerk²) / 500(accélération) = 0.02 donc 0.02 si je veux un Jerk de 5 après quelques essais je vois nettement la différence des secousses mais toujours des décalages en Y, je m'en vais voir au niveau des vref que j'avais carrément zappé1 point
-
2021 où 2020 ? J'ai remarqué que dans le flux de toute l'activité ou "Quoi de neuf", si tu ne fait pas un F5 pour recharger la page mais que tu utilise "Cliquez ici pour le/les charger" qui s'affiche quand il y en a ..., tu a, en fait, le message dans son état lors de la création du "Cliquez ici pour le/les charger" ... (surement une question d'ajax et d'état du contenus du message a la date d'ajout de l'aperçu du message ...) En gros il faut recharger la page pour avoir le message a jours et pas passer par "Cliquez ici pour le/les charger" Edit : je sais cela car je passe mon temps a tenter de corriger mon orthographe déplorable et donc j'édit a tour de bras ... mais au final je pense que je rajout souvent des fautes au lieu de corriger
 1 point
1 point -
Un sabre laser, petit padawan ...1 point
-
Génial, merci, je teste ca demain ou mercredi Un grand merci à toi @fran6p tu me bluff, tout fonctionne à merveille le bltouch fonctionne, pas de crash J aurai juste besoin de tes lumières pour le réglage du pid depuis l écran de la machine j ai vu ou aller mais je ne vois pas la marche a suivre Un immense MERCI, tu m enlève une sacrée épine du pied1 point
-
Le Bltouch a un gros intérêt quand on utilise plusieurs plateaux (amovibles). Tant qu'on ne modifie rien sur la tête (buse), l'offset Z entre le pointeau et la buse reste le même quand bien même on utiliserait une surface amovible d'impression plus / moins épaisse. Mais le BLT ne dispense pas d'un premier nivellement: faire en sorte que l'axe X et le plateau soient parallèles.1 point
-
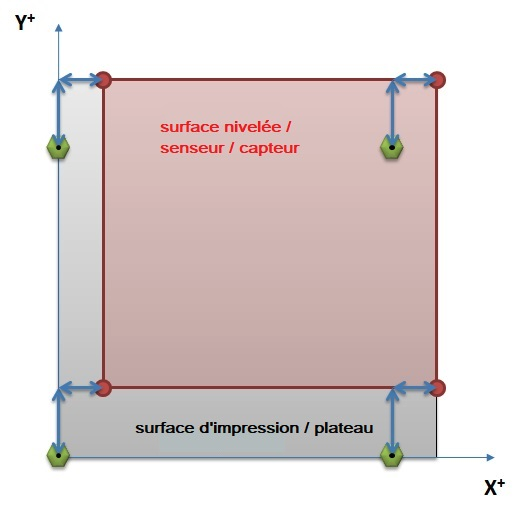
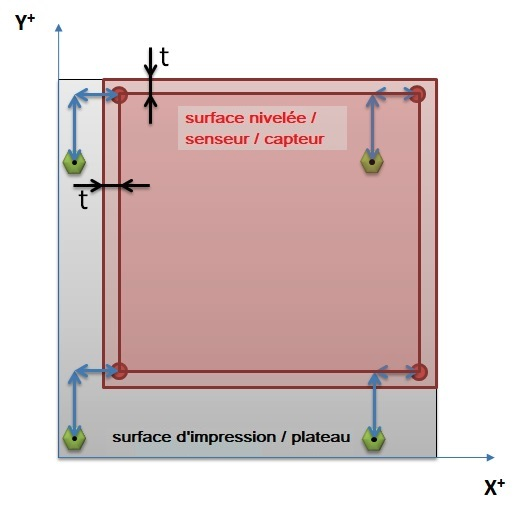
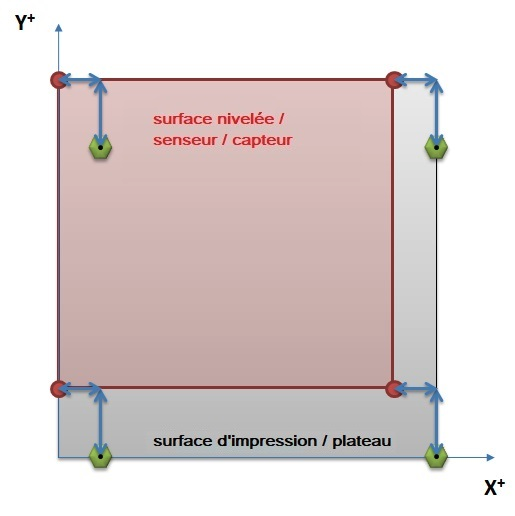
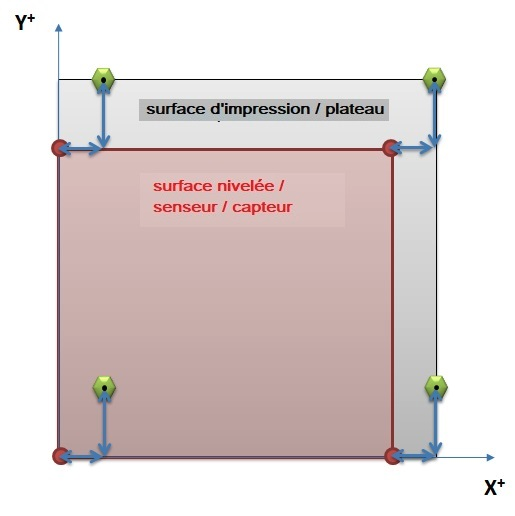
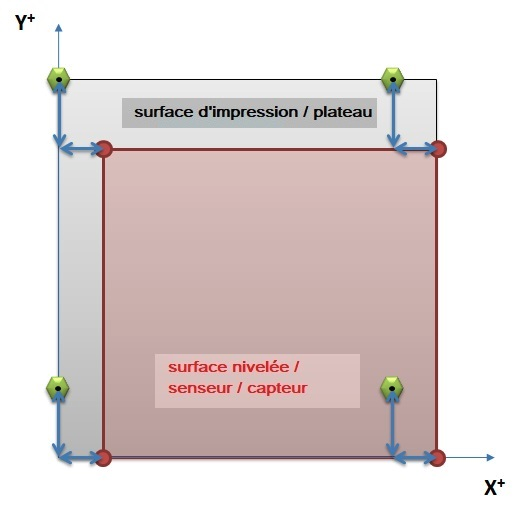
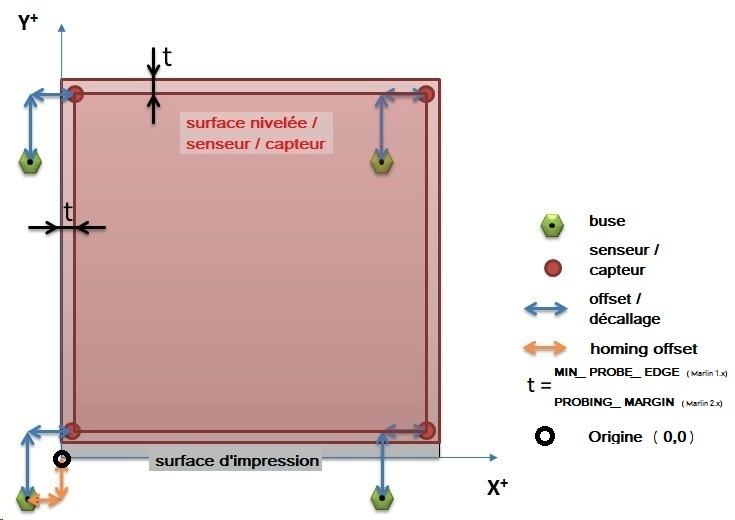
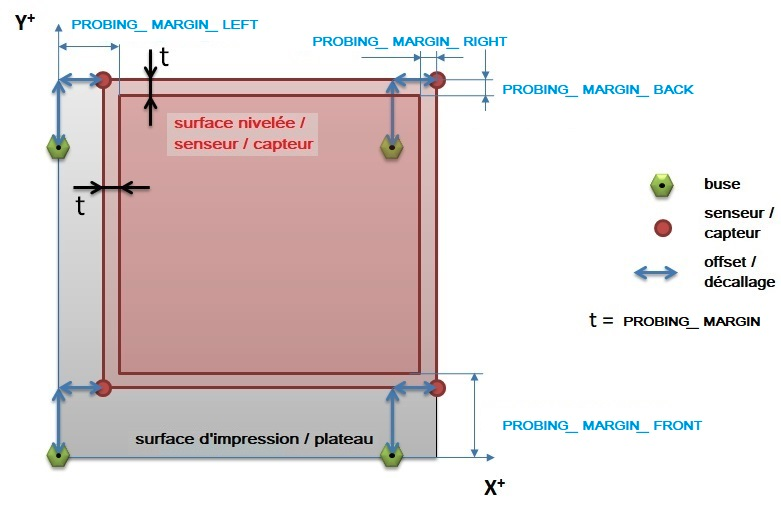
 De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.
De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.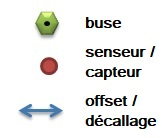
 1 point
1 point -
J'ai reçu (enfin) ma Genius Pro aujourd'hui (c'est de ma faute, je n'étais pas chez moi la semaine dernière). Pour l'instant, j'ai juste ouvert la boite pour vérifier le contenu et l'ensemble me paraît de très bonne qualité. Le capteur de niveau est bien en place et me paraît moins fragile qu'un vrai BLTouch ou un clone. Je m'attaquerai à l'assemblage et aux vérifications d'usage ce soir, mais j'ai noté deux choses: - La clé USB est vide, hormis le manuel en PDF. Pas de fichier gcode de test. Bon, c'est pas super grave, je peux les télécharger sur le site. - Le manuel imprimé et le PDF sur la clé ne sont pas à jour. Le manuel téléchargé sur leur site est plus récent et contient des précisions pour le montage (Step 2 et Step 5). Seule la section EN a été mise à jour ! Attention donc à ceux qui suivraient les instructions dans la section en FR. Les précisions s'appliquent probablement au Sidewinder X1 aussi. EDIT: Bon, la machine est assemblée et le BL Touch a fonctionné exactement comme prevu. Je n'ai même pas eu à régler les excentriques. Le premier cube de test est absolument excellent. Pas de ringing, pas de stringing, une précision parfaite. Voilà, si ça peut rassurer ceux qui hésitent.1 point
-
Pour limiter voire éviter le multipost je viens de découvrir une option grâce à @Bestor Le tout c'est de trouver la durée adéquate Sachant qu'il est possible d'éditer ses messages jusqu'à 6 heures après publication, je pense qu'il faut à minima mettre cette durée. 24~48 heures ne me paraitrait pas déconnant Vous en pensez quoi ?
 1 point
1 point -
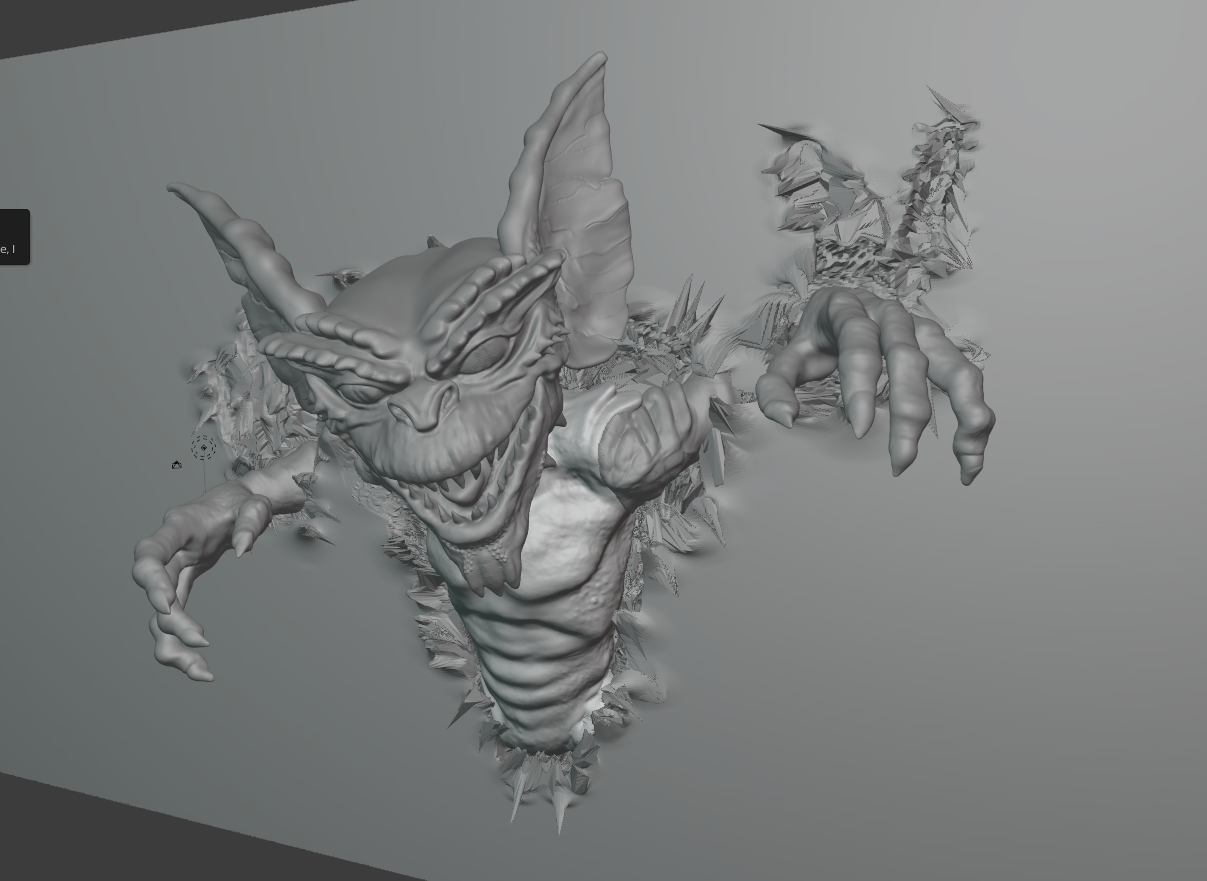
Prochaine réalisation, Gremlins sortant d'une TV Je me suis payée une tablette graphique avec écran, c'est le top pour la sculpture, beaucoup plus rapide et facile pour travailler.
 1 point
1 point -
J'ai ajouté les dernières modifications réalisées (firmware Marlin 2.0.8.2 et mode un peu plus silencieux de certains ventilateurs.1 point
-
Ce serait bien avec en plus l'option SUPPRIMER pour quand on fait des erreurs de manip1 point
-
@jj224 Bonjour, Tu as pris le kit Creality pour la CR10-V2. Tu as suivi la vidéo de Creality pour le monter et le connecter sur le PCB sous l'extrudeur ? Tu peux tester si tu penses que le firmware de Creality pourrait être en cause celui que j'ai réalisé à partir d'un Marlin 2 (à jour et dans la dernière version stable 2.0.7.2) : Si tu ne veux / peux pas compiler par toi même (ce que je préfère plutôt que livrer le firmware compilé directement à flasher ), en cherchant un peu tu devrais pouvoir le trouver Après avoir flashé un nouveau firmware, il est plus que conseillé de toujours procéder à une remise à zéro de l'EEPROM (option de l'écran ou M502 puis M500 (c'est la même chose ). Pour procéder au réglage du décalage, il est préférable de passer par un logiciel une fois l'imprimante reliée à l'ordinateur via le câble USB (Pronterface, Repetier, Octoprint, Termite, …) même si c'est réalisable via l'écran :
 1 point
1 point