Classement

Contenu populaire
Contenu avec la plus haute réputation dans 22/09/2021 Dans tous les contenus
-
Il n'y a aucune maj de firmware sur la X22 points
-
J'ai également commencé par cela et j'en ai même fait mon métier, néanmoins contrairement au langage de l'informatique qui est binaire, les problèmes eux ont parfois un côté obscur difficile a identifier se sont les joies de l'informatique. Donc ce n'est pas parce que ton ordinateur lit la carte sans problème qu'elle fonctionnera correctement sur l'imprimante. Et là dessus je peux le certifier car je possède moi même la carte chinoise livrée avec que j'utilise sur 1 pc mais qui fait déconner mon imprimante . Et comme je suis loin d'être le seul, c'est un problème a écarter en premier.2 points
-
Bonjour à tous, Heureux possesseur d'une SV04, j'ai créé un profil pour Ideamaker en conjonction avec Octoprint et PSU Power. Disponible ici ou sur ideamaker.io pour ceux que cela intéresse. Cordialement. SV04-Dual-export.printer PLA 1.75mm-copy-export.filament PLA-export.bin1 point
-
Salut la meute Voilà j'avais dans l'idée de me fabriquer un poussoir (de sécurité) pour ma scie circulaire basé sur ce modèle Un petit tours sur le net et hop il y en a un déjà modélisés. Mais je vais quand même l'adapter à mes besoins en dimensions essentiellement et pour que ça rentre pile poil sur le plateau de ma MINI+ Je commence par la poignée. Pas besoin de la refaire. Elle a la forme et les dimensions qui vont bien. Je vais juste tester la nouvelle fonctionnalité de PrusaSlicer le "Fuzzy Skin" Et voilà c'est parti pour 4 petites heures d'impression A suivre... JC

 1 point
1 point -
A ta place, vu que cela est destiné à un usage avec des enfants, je me renseignerai sur les conditions d'accueil a proximité de machine émettant des toxines... Je doute qu'il soit si simple de mettre des enfants en présence de produit "toxique" et cela ferai prendre des risques à l'association si vous n'êtes pas dans un cadre légal et autorisé1 point
-
Résine + association + enfants === bon courage.....1 point
-
Je confirme! Rien d'autre n'ira dedans! J'ai un peu peur quand même que l'alcool ne réduise sa durée de vie, celle des joints etc... On verra. Et en plus, un alcool filtré n'est jamais vraiment propre... Il devient collant et laisse des dépôts ... Voici le lien de mon achat. Commandé le 17, arrivé le 22. https://www.amazon.fr/gp/product/B08SQ6M7FH/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 Alors, si, un point négatif quand même, il me manque un des deux cerclage pour la fixation de la poignée sur le bocal en verre. Bon, ca fait chier, mais je peux faire sans.1 point
-
Pour toute machine, tu auras toujours une augmentation du bruit en augmentant la vitesse. Donc attention aux personnes qui te disent que leur machine est silencieuse ... Pour que cela soit vrai pour toi, il faut savoir à quelle vitesse ils impriment ! Perso je ne suis pas trop pressé et le silence est important, donc il est vrai que ma machine n'est pas bruyante, mais pour être honnête : pas à hautes vitesses. Sinon petite question ... tu dis avoir quelques soucis de stringing et accuse une bobine qui a 2 ans ... Tu as imprimé combien de bobines depuis que tu as la machine ?1 point
-
La meilleure colle que j'ai trouvée pour le pla c'est la 3DOGlue, elle colle super bien, se ponce et se peint comme le pla une fois sèche, on peut ajuster la pièce pendant le collage contrairement à la super glue, j'avais aussi essayer la colle pvc perso celle que j'avais n'avait pas collée le pla. Par contre son inconvénient c'est qu'elle est souvent en rupture comme actuellement...1 point
-
Ecoute PPAC Par miracle j'ai tout renettoyer et ca refonctionne je viens de lancer un print je te dirais merci du retour1 point
-
Bon là cela semble orienter vers un bug de firmware ... vérifier si il y a une mise a jours qui parle de la correction de se bug ? si oui la tester ? sinon ... prendre en compte que la pause bug oui ne pas faire de pause c'est une fausse solution que tu a déjà du appliquer mais là je ne sais pas quoi proposer d'autre ... Aussi bien remonter le détail (version du firmware , procédure pour répétabilité du bug ... )du problème au SAV.1 point
-
C'est un fauteuil a basculer les pied en l'aire (si on se base sur le fait que le centre de gravité se trouve vers le nombril sur un humain ... là bien assis dans le fauteuil, c'est bascule arrière sur le sol obligé ) ! non ? Pour les défaut de couches initial : comme le demande savate une photo ! sinon la base c'est distance buse/plateau a ajuster, débit de la couche initial a ajuster voir vitesse et température pour la couche initial aussi ...1 point
-
Dans le cas de la X1/X2 il suffit de débrancher le capteur de fin de filament si tu veux testé l'imprimante sans prendre en compte cela.1 point
-
Non, le problème n'était pas électrique, puisque le 3Dtouch se déclenchait bien à la main, juste un réglage de sensibilité pour qu'il déclenche un peu avant que la tête ne s'écrase sur le plateau.1 point
-
oui comme la dit @Savatecela sert au réglage et au changement de pin si cassé, j'ai indiqué cela sur un autre post avec le soucis de 3Dtouch sur X2, mais j'ai l'impression j'ai parler en Japonais.1 point
-
Peux-tu poster tes paramètres de slicer ? A contrario je tenterai d'augmenter la température ? Et je baisserai la rétraction avec du direct drive tu devrais pouvoir être en dessous en distance et surtout sur la vitesse.1 point
-
Et réimprimer toutes ces clés avec un filament «étanche» sans remplissage afin qu'elles flottent en cas d'immersion ? OK,
 1 point
1 point -
Mon imprimante imprime de nouveau. J'ai retiré le BL-Touch, j'ai complètement retiré la vis puis j ai tout remonté, et là, Miracle. Je vais vérifier si je n'ai pas d'autres problèmes. @FFF3347 Je confirme pour la lampe, aucun problème de ventilateur.1 point
-
En fait le «GND» (fil bleu) est sur une broche permettant la variation de vitesse du ventilateur en PWM (pin déclarée dans le firmware). C'est le cas de quasiment tous les ventilateurs connectés sur des prises ventilateurs «variables»1 point
-
Tu auras les valeurs par défaut si tu pars d'un paramétrage vide, c'est-à-dire sans les préréglages système.1 point
-
Oui... ça fonctionne avec UNE clé....! Mais avec la clé du moteur + la clé de la timonerie + la clé de la cale moteur + la clé de la calle avant + la clé du coffre à gaz + la clé de la voiture + ... ... ect... La ton flotteur... il sert à rien sauf si tu a un shadock sous la main avec une pompe ( shadock bien sûre) suffisamment puissante1 point
-
Inom avec un I comme Intensité et je rappel que la formule simplifiée n'est vrai que si les Résistances Sences font 0.11R (et pour ceux qui vont tiquer sur Inom/(2)^1/2, 2^0.5 = racine de 2)1 point
-
Si c'est celle d'origine, libre à toi de vouloir continuer à l'utiliser :
 1 point
1 point -
top! merci pour tes infos j'ai un tube capricorne a dispo je vais faire des essaies avec. Oui j'ai déjà télécharger ton STL, j'utilise 3x D12/300 au taf et on a eu des soucis de fuite au niveau de la tête j'ai justement galérer à couper à la bonne longueur ^^ après avoir réglé le pb j'ai vu ton fichier sur le forum je l'ai pris tout de suite En tout cas merci je test ça Bon j'ai remplacé le PTFE par le capricorne et j'ai toujours la même chose je n'y comprends rien j'ai créer un nouveau profil pour tester avec les paramètres d'origine et c'est différent mais toujours le stringing ... je viens de voir sur le fichier de test que j'utilise qu'il faut mettre la résolution à 0.2 hors mois je test à 0.12 comme j'imprime toujours à 0.12... Le problème peut-il venir de là?1 point
-
Attention, ce n'est pas du caoutchouc, ça ne réagit pas pareil à la compression. Il me semble qu'il s'écrase mais sans s'évaser. Et le système des couches n'est pas forcément idéal pour l'étanchéité.1 point
-
Sympa ton jeu, j'ai ajouté un Like également, bonne chance pour le concours.1 point
-
Alors la, chapeau bas @electroremy, t'en as un dans la poche ce n'est pas possible autrement !!!1 point
-
Bonjour, apparemment on peu se faire livrer des roulements par le service après vente, il faut les contacter et expliquer le problème.1 point
-
Est-ce que les fichiers .gcode qui ne sont pas reconnus ont un nom trop long ou contiennent des caractères spéciaux (é $ ù etc...) ? Les imprimantes ont du mal à reconnaitre ces fichiers. C'est comme le MS-DOS des années 80...1 point
-
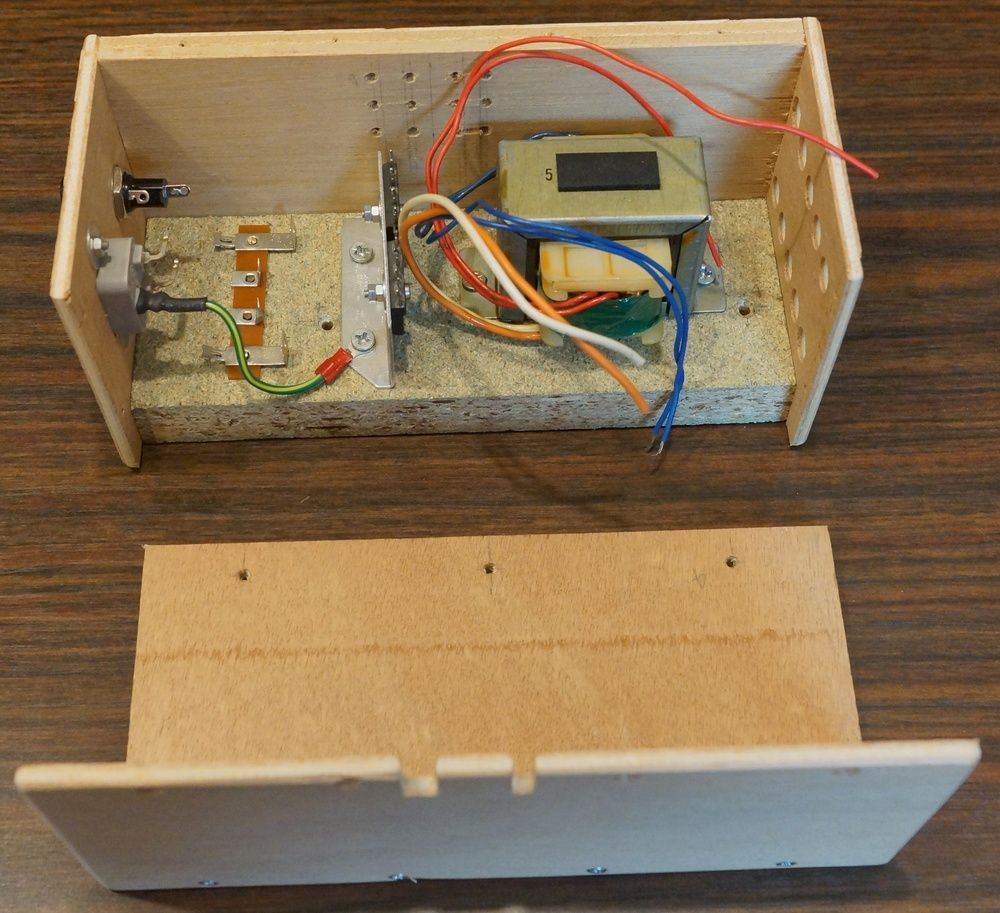
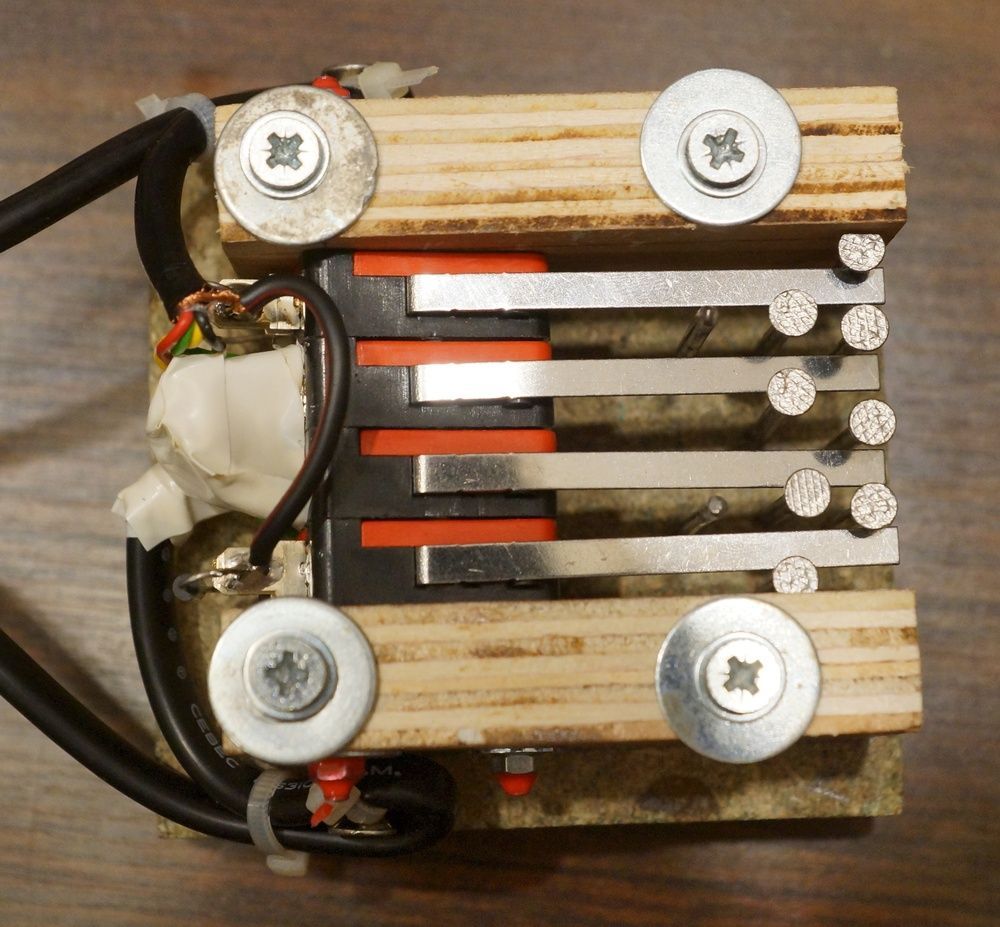
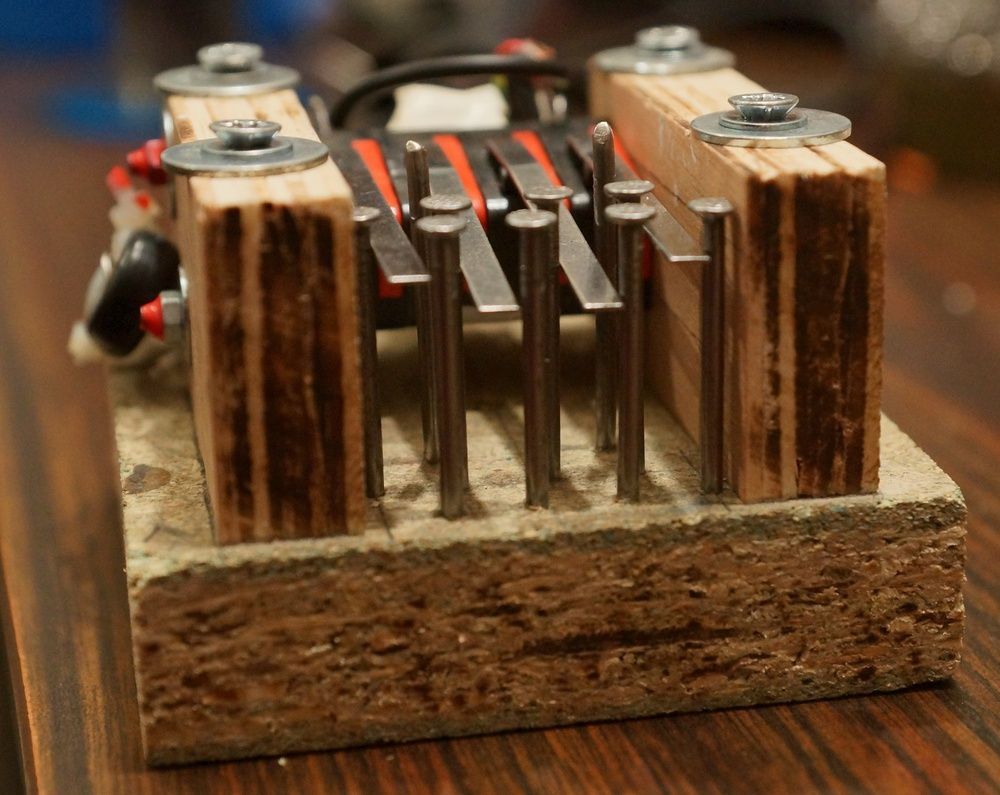
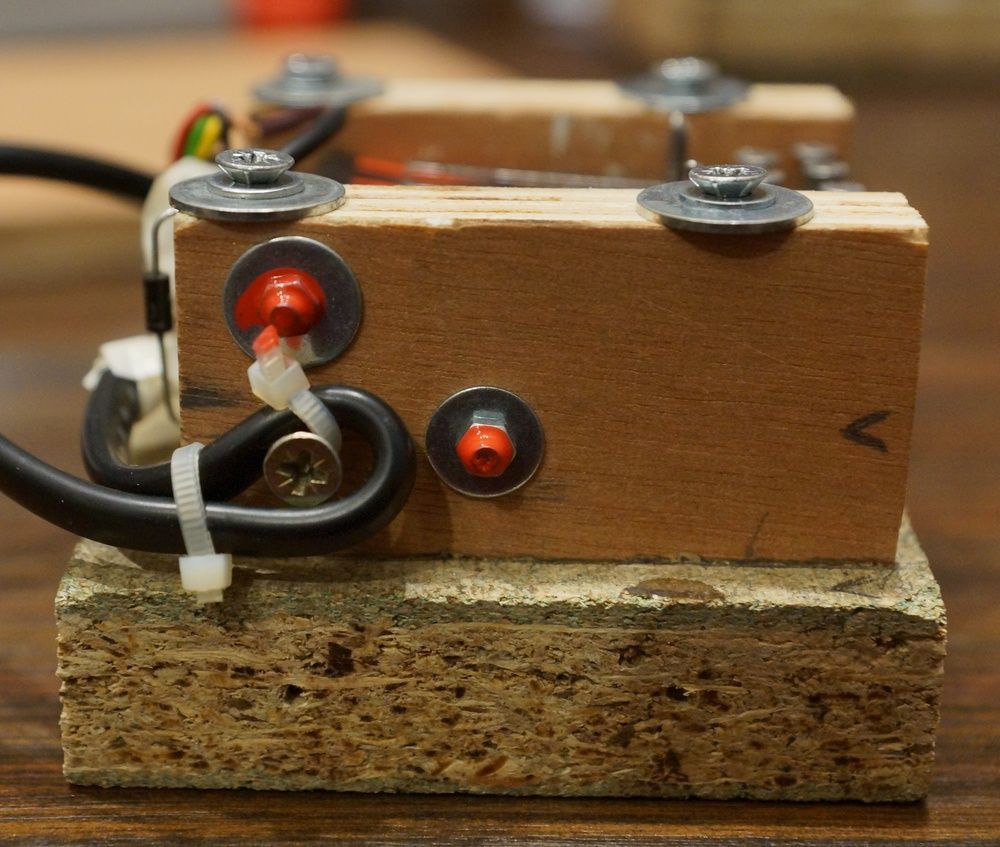
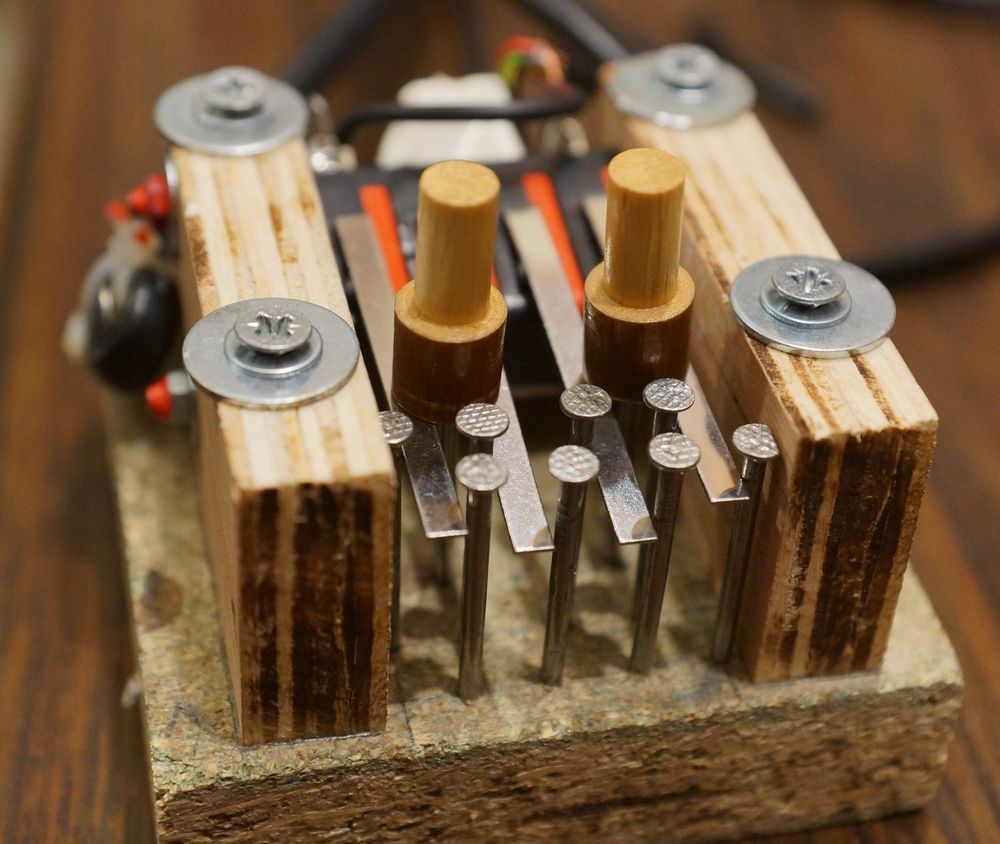
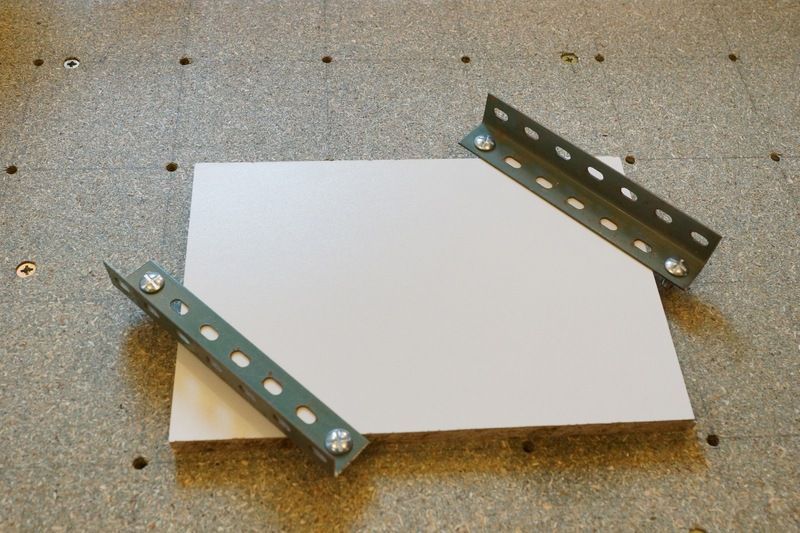
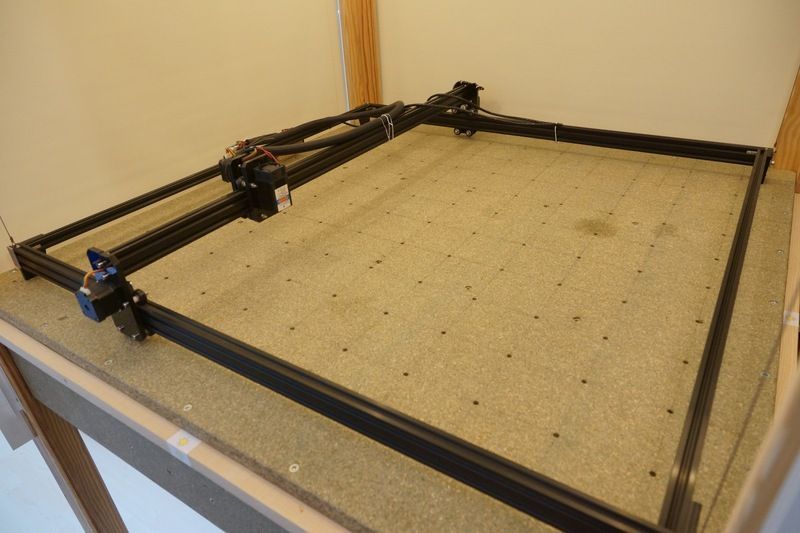
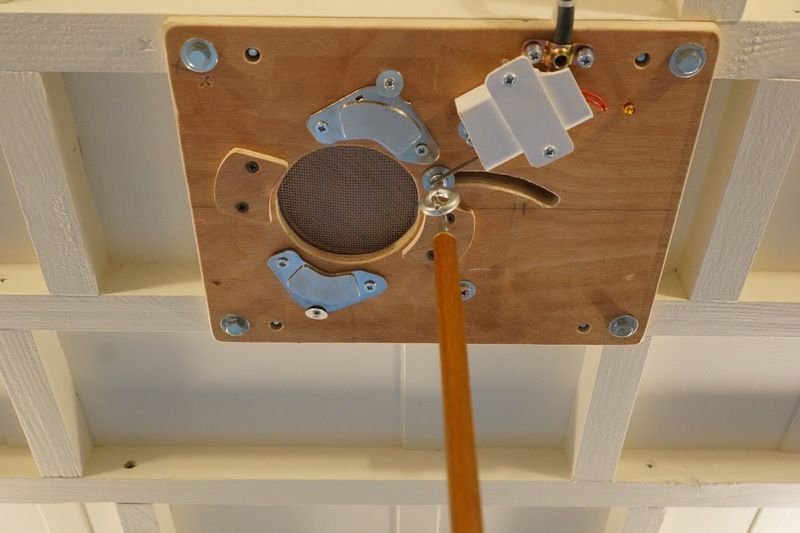
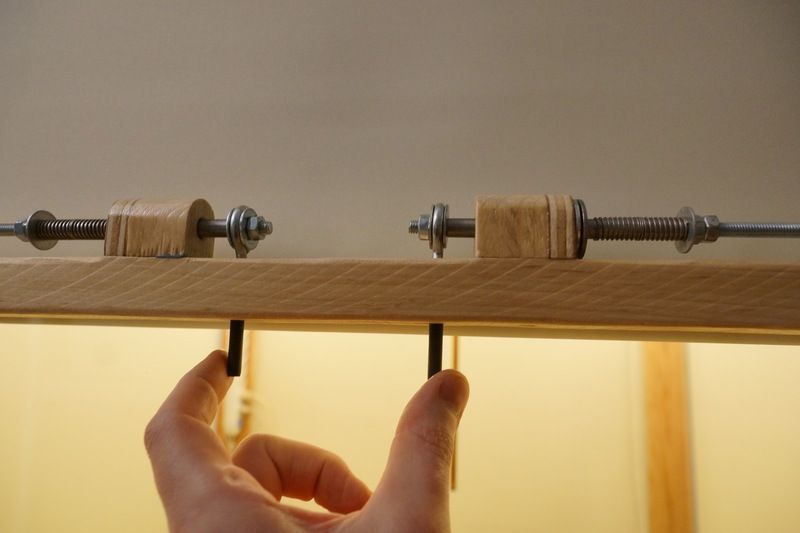
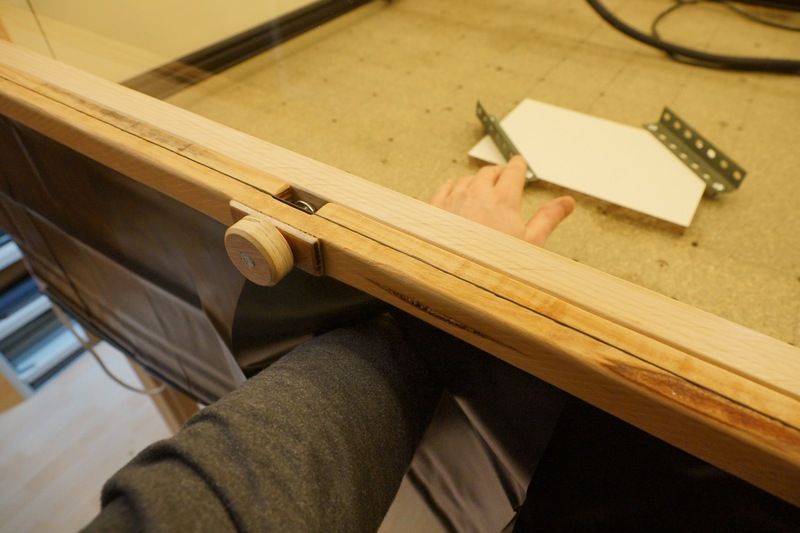
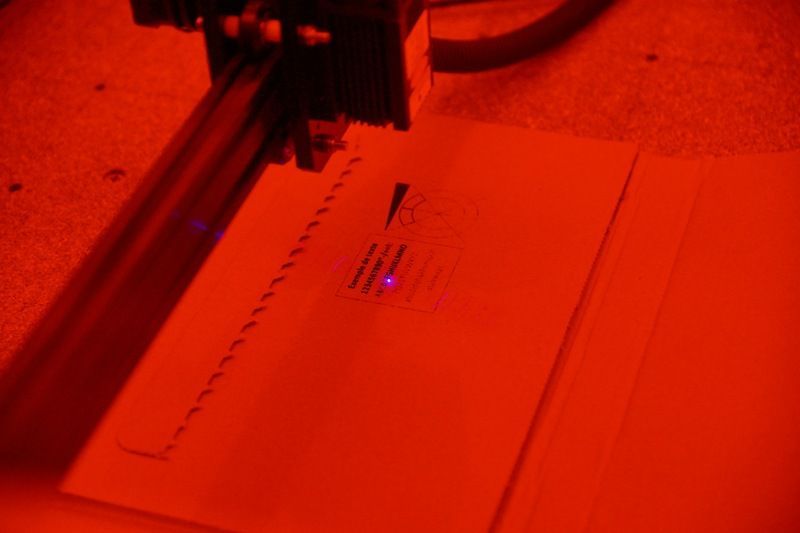
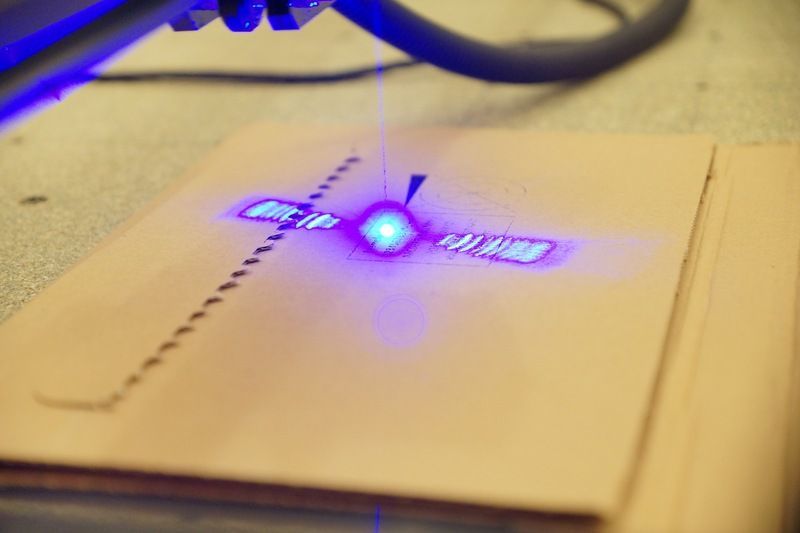
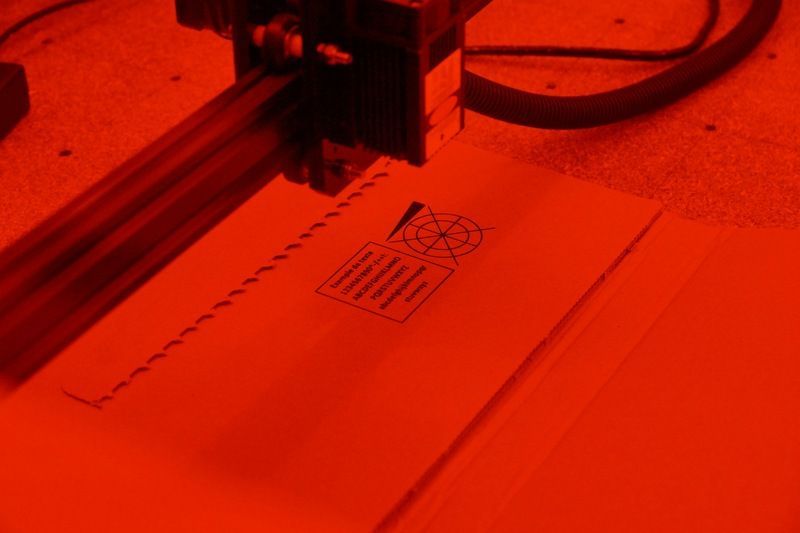
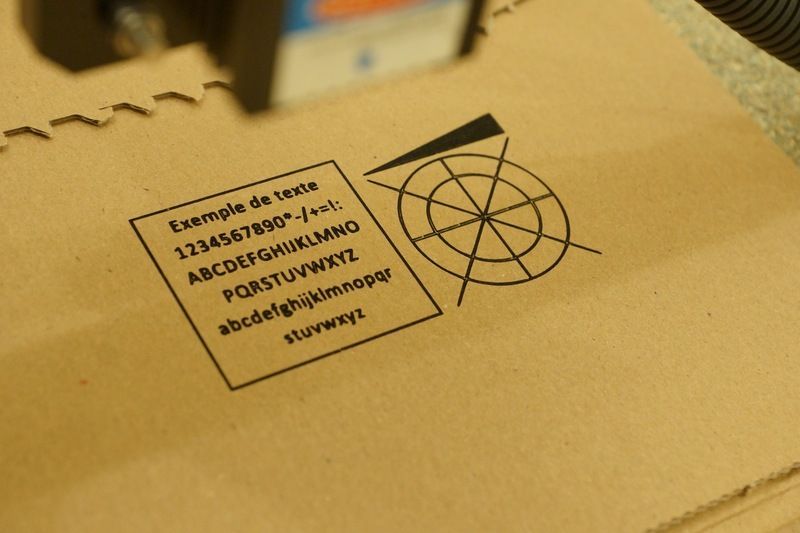
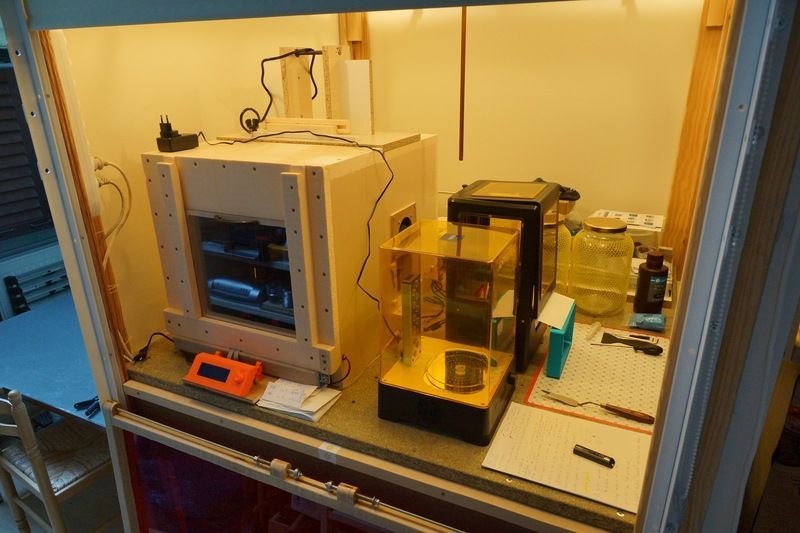
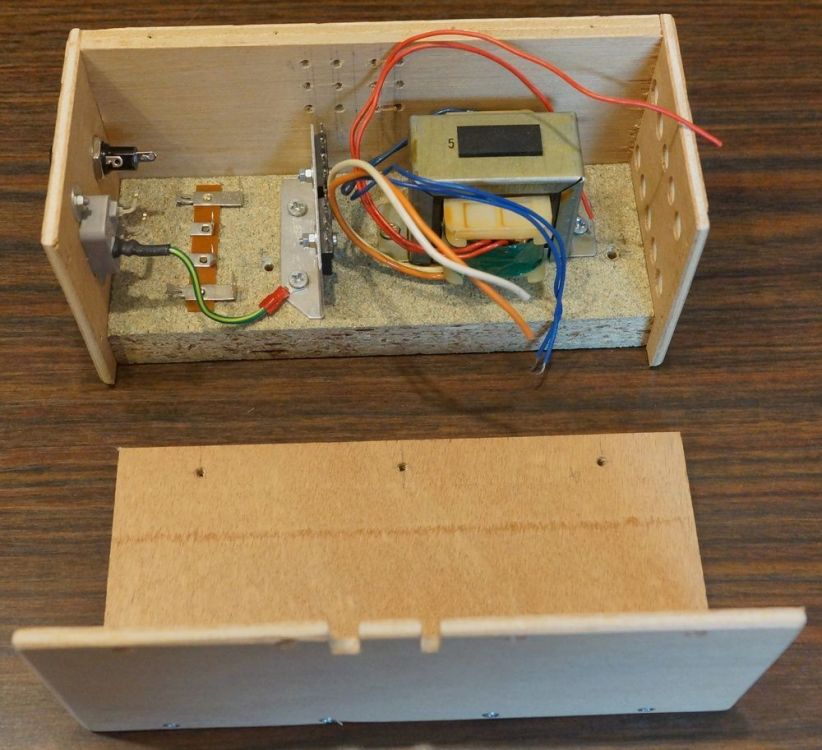
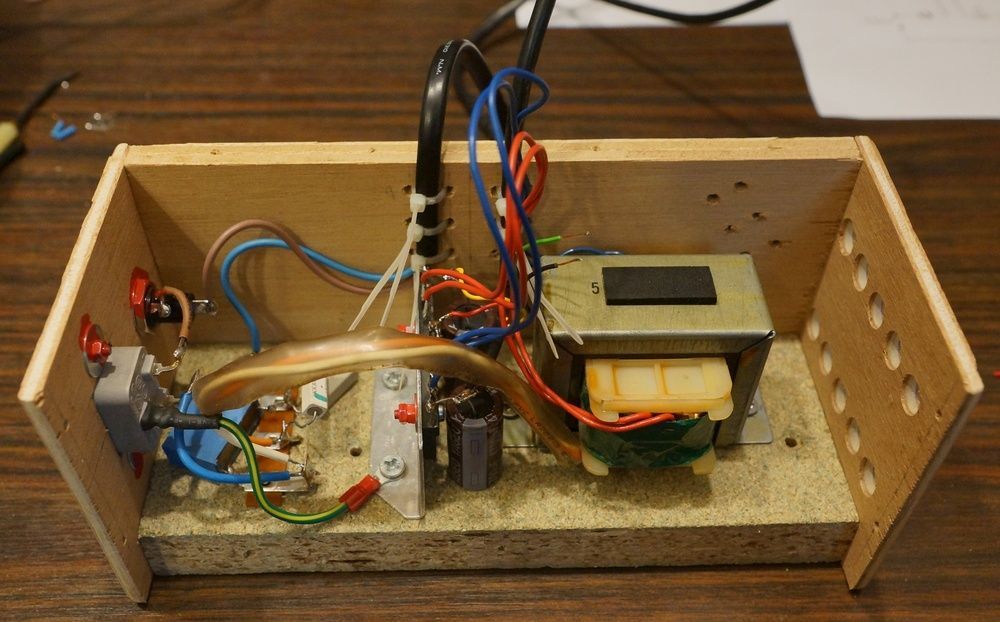
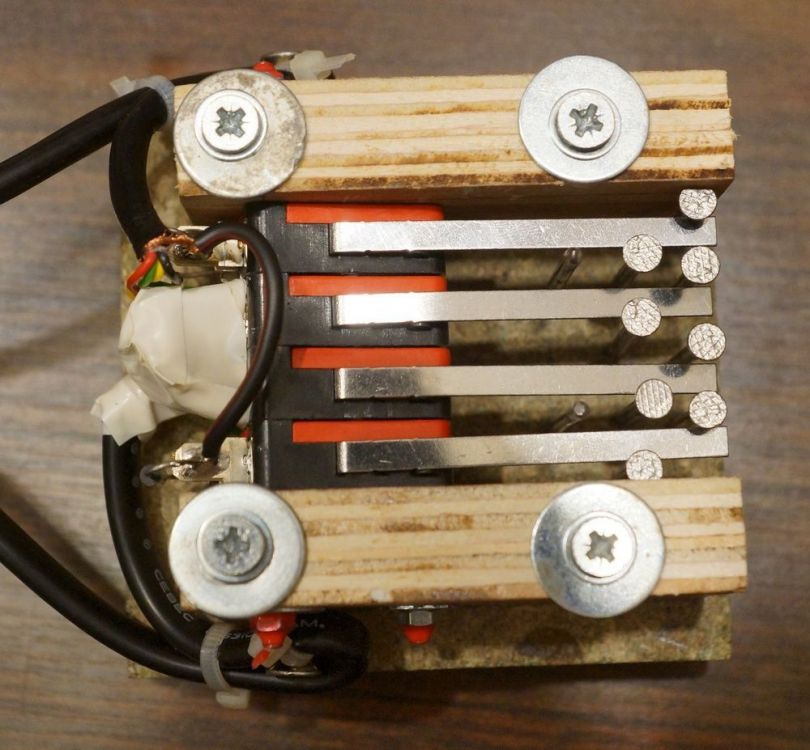
Bonjour, Les techniques « de fablab », c’est-à-dire l’impression 3D FDM, l’impression 3D SLA, la découpe laser, le post traitement des pièces (acétone smoothing, rinçage des pièces SLA) sont fortement émissives de fumées et de vapeur nocives. C’est aussi le cas de certains outillages « de bureau » comme la soudure de composants électroniques ou la découpe de polystyrène à fil chaud. C’est un problème, car la plupart de ces équipements sont utilisés en milieu domestique ; une cave, un garage ou un atelier de mécanique sont souvent trop sales et/ou trop froids pour ces procédés. Un autre souci est que les tables et bureaux classiques utilisés en intérieur ne sont pas des établis : - fragile - manque de rigidité - problème pour réaliser des bridages - travail en position assise C’est pour cela que j’ai décidé de me lancer dans la fabrication d’un établi d’intérieur avec système d’aspiration. Voici le cahier des charges : - Un plan de travail rigide, solide et plan - Facilité pour brider des pièces sur le plan de travail - Accès de tous les côtés, comme le serait une table « normale » - Fonctionnement en hotte étanche avec extraction vers l’extérieur - Protection contre les rayons lasers - Possibilité de ranger facilement le laser portique (le mien fait 1 m x 1 m, pratique pour graver des panneaux de meubles, mais très encombrants) - Bon éclairage de la zone de travail - Utiliser un maximum de matériaux de récupération L’établi est une table carrée de 1250 x 1250 en panneau de particules épais, ses 4 pieds se prolongent en hauteur pour supporter une sorte de toiture plate. 4 rideaux déroulables permettent d’ouvrir et fermer rapidement chaque côté. Ils sont en PVC « occultant ». En plus des rideaux, il y a des protections en plexiglas amovibles pouvant être accrochées rapidement à différentes hauteurs. Il y a une protection transparente et une autre teintée rouge qui ne laisse pas passer la lumière de mon laser bleu. Un système de « franges » permet d’accéder à l’intérieur, sous les protections plexiglas, tout en conservant l’étanchéité à l’air et à la lumière. La toiture supporte : - une bouche d’extraction avec une trappe, raccordée à une extraction en toiture ; - un éclairage, il peut être commandé de chaque côté avec un bouton poussoir et un télérupteur ; - des poulies pour monter le laser en position rangement ; des câbles raccordés à un vérin électrique permettent d’actionner l’ensemble. Cela peut sembler bizarre et compliqué, quelques photos seront plus parlantes : Voici le meuble avec les rideaux fermés ; les protections plexiglas ne sont pas en place : Voici une vue de l’intérieur : L'éclairage est uniforme et sans ombre gênante ; la disposition des ampoules (1 à chaque coin), la couleur beige des rideaux et la peinture blanche de la toiture y contribue. Des écrous à griffe sous la table permettent de brider des pièces : La fameuse toiture vue de l’intérieur ; on voit l’éclairage, le laser en position « rangement, et la bouche d’extraction : Le laser est posé sur des goupilles, de cette façon les câbles ne sont pas en tension en permanence : Pour descendre le laser, il faut d’abord le remonter un peu pour retirer les goupilles : Vue du mécanisme avec les câbles : La motorisation des câbles est faite avec un vérin électrique, sous la table : Le vérin électrique est un modèle pour ameublement, le bras de levier multiplie la course, mais aussi l’effort à fournir par 3,5 ; le vérin est dimensionné en conséquence par rapport au poids du laser. Remarque importante : l’effort exercé sur le vérin tend à faire rentrer celui-ci, c’est important car ce type de vérin a une résistance plus faible en tirant qu’en poussant. On ne voit pas bien sur les photos, mais les axes sont entièrement métalliques, avec des tiges et des tubes encastrés dans le bois. Vous allez me dire : pourquoi ne pas utiliser un treuil ? D’abord… parce que j’avais ce vérin en stock Ensuite, le vérin est très silencieux et le mouvement est à la bonne vitesse. Les treuils sont vraiment bruyants. J’ai construit un boitier de commande, avec une protection contre les appuis involontaires : D’un point de vue mécanique, tout a été calculé et réglé pour que les fins de courses du vérin électrique correspondent aux positions haute et basse du laser. Voici le laser à mi-hauteur : Voici le laser en position basse : Le système de câble du laser permet aussi de placer celui-ci en hauteur, sur des cales. Les écrous à griffe permettent de maintenir fixé le laser sur la table : Voici une vue détaillée de la bouche d’extraction : Un contact permet de mettre en route l’extracteur lorsque la bouche est ouverte ; un voyant témoigne du fonctionnement : On remarque des aimants de disque dur… ils servent à fixer une gaine pour aspiration « localisée » au plus près de la zone de travail : Il serait possible d’attacher la gaine sur le laser pour une aspiration à la source, à condition qu’elle n’exerce pas d’effort mécanique important lors des déplacements. La gaine utilisée ici est en alu souple, mais elle est un peu lourde et un peu rigide. Il existe des gaines plus légères en plastique qui seraient plus appropriées. Voici les fameuses protections en plexiglas : Des trous sur les glissières permettent plusieurs positions : Le système d’accroche utilise des tringles et des ressorts, avec une double tirette centrale, prévue pour être actionnée avec une seule main : Voici le fameux système de franges, en PVC souple noir, deux couches de franges alternées : Il permet l’accès à la zone de travail tout en conservant l’étanchéïté à l’air (et à la lumière du laser avec le plexiglas rouge) : Le système de franges peut se fixer et se retirer rapidement sous les protection plexiglas grâce à trois vis prisonnières avec bouton : Voici les boutons d’éclairage, ils sont accessibles même lorsque le panneau plexiglas est en position basse (rangement pour accès total à la zone de travail) : Voici la protection plexiglas rouge : Avec le laser en fonctionnement : L’atténuation est la même qu’avec les lunettes de protection vendue avec le laser (j’avais vérifié ce point en comparant les lunettes et le plexi rouge avec une source de lumière bleue) Voici une photo prise depuis l’intérieur, elle permet de voir à quel point le plexi rouge atténue le laser : Le plexi rouge permet à la fois d’être protégé et de bien voir la pièce en cours de gravure : Voici la pièce gravée (un bout de carton pour un test) : Les fixations du plexi sont arrondies pour éviter un arrachement par effet de levier si on recule en accrochant la protection : Les pièces en bois fréquemment manipulées (cadres des protections plexiglas, support de franges, boitier de commande du vérin) ont une finition au fond dur et à la cire. Des chutes de plexi rouge ont été utilisées pour faire des « témoins » anti oubli d’éclairage : L’espace entre l’établi et le sol permet de glisser en dessous une table, avec un jeu de quelques cm Lorsque le laser est rangé, l’établi est assez grand pour accueillir mes imprimantes 3D, mon matériel de smoothing et mon matériel de découpe fil chaud. Comme l’accès est de tous les côtés, on peut utiliser chaque matériel sans déplacer les autres. Seul le laser nécessite de tout déplacer, mais si on grave au laser une petite pièce, il est possible de laisser une partie du matériel en place. Je suis très content de cet établi, l’aspiration est très efficace (aucune odeur résiduelle dans la pièce) tout en laissant un bon accès de tous les côtés à l’intérieur. C’est un aspect important pour un usage « intérieur » : l’aspiration et le vérin électrique sont très silencieux. Les rideaux et protections en plexiglas apportent une insonorisation supplémentaire vis-à-vis de l’imprimante 3D FDM qui peut parfois être un peu bruyante. Enfin, lorsque l’établi est fermé (tous rideaux tirés) l’ensemble du matériel est bien protégé de la poussière, comme si c’était un placard. A bientôt Le vérin, le boîtier de commande et l’alimentation proviennent d’un ancien fauteuil que j’avais « motorisé » : L’alimentation envoie un voltage mois fort à la rentrée du vérin qu’à la sortie, pour compenser l’effet du poids ; de cette façon la vitesse est la même à la montée et à la descente. Les contacts du boitier de commande coupent à la fois le primaire et le secondaire de l’alimentation : Le décalage entre les lames de contacts commute le secondaire avant le primaire, cela préserve la durée de vie des contacts. Le câblage des contacts du secondaire est fait de telle sorte qu’il n’y ai ni dommage ni mouvement si les deux boutons sont appuyés en même temps.



































 1 point
1 point -
Je rejoins le père @fran6p sur la catégorie CNC qui est, en l'état, toute indiquée pour parler de laser & co. Si tu as une question sur la Ortur de l'article ou autre n'hésites pas, via mp histoire de ne pas polluer plus le topic Elle tourne encore très bien de mon côté, avec un caisson en cours d'imagination/fabrication ^^1 point
-
Bonjour @Glenonn Les cartes SD fournies d'origine sont souvent de piètre qualité. Le mieux est de s'en procurer une de marque (re)connue (Sandisk, Kingston, Samsung, …) de moins de 32Go, formatée en FAT32, secteurs de 4Ko. Pour pouvoir relier le PC à l'imprimante via un câble USB, il faut que le pilote soit installé. Une fois installé, normalement lors de la connexion du câble USB, un nouveau port COM doit apparaitre dans le gestionnaire de périphérique. Si tu n'as pas le pilote, habituellement c'est le CH341 qui fonctionne : CH341SER.EXE Ensuite pour «piloter» ton imprimante, il te faudra un programme (Pronterface, Repetier-host, Octoprint, …).1 point
-
Je vais faire un peu d’ABS et de nylon avec car j’ai commandé une rat rig qui va avoir besoin de quelques pièces supplémentaires1 point
-
Bonjour, Un nouveau tuto, cette fois en vidéo, ou je vous montre comment réaliser un dé rapidement, on utilise principalement les modificateurs TABLEAU et BOOLEEN... J'ai cafouiller un peu mais l'ensemble reste tout à fait compréhensible, en bas à droite s’affiche les raccourcis clavier que j'utilise ainsi que la souris... Je vous remets les sens de rotation R X 180, R X -90, R Y -90, R X 180, R Y -901 point
-
1 point
-
Il faudrait un jour m'expliquer en quoi un bl-touch ou autre système comparable et une armada d'électronique et de firmware douteux qui en plus de tout ça oblige un axe z non muni de vis à billes à monter et descendre pour corriger un plateau qui est déformé sont plus efficaces qu'une imprimante dépourvue de tout ce foutoir mais qui à un plateau plan.1 point