Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/10/2021 Dans tous les contenus
-
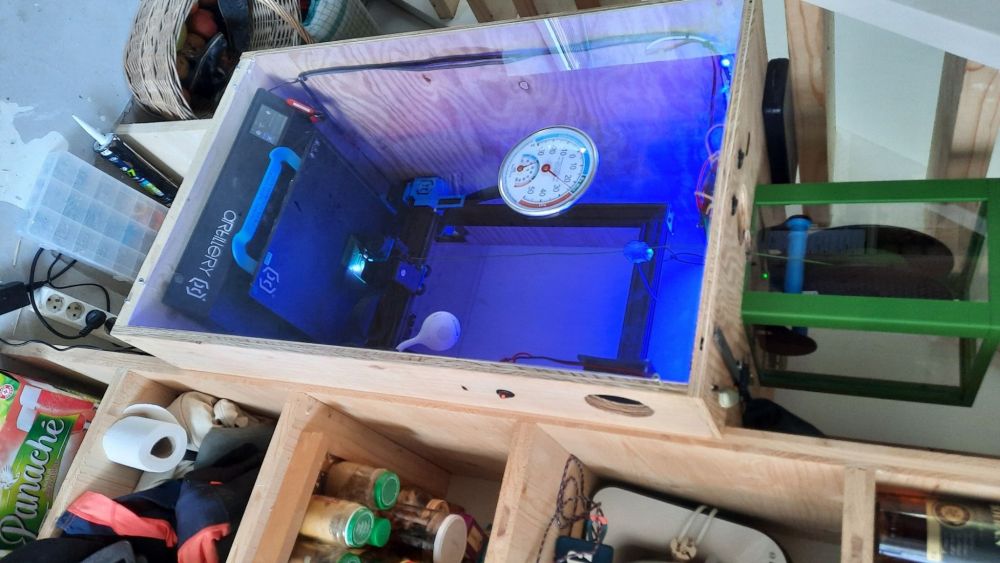
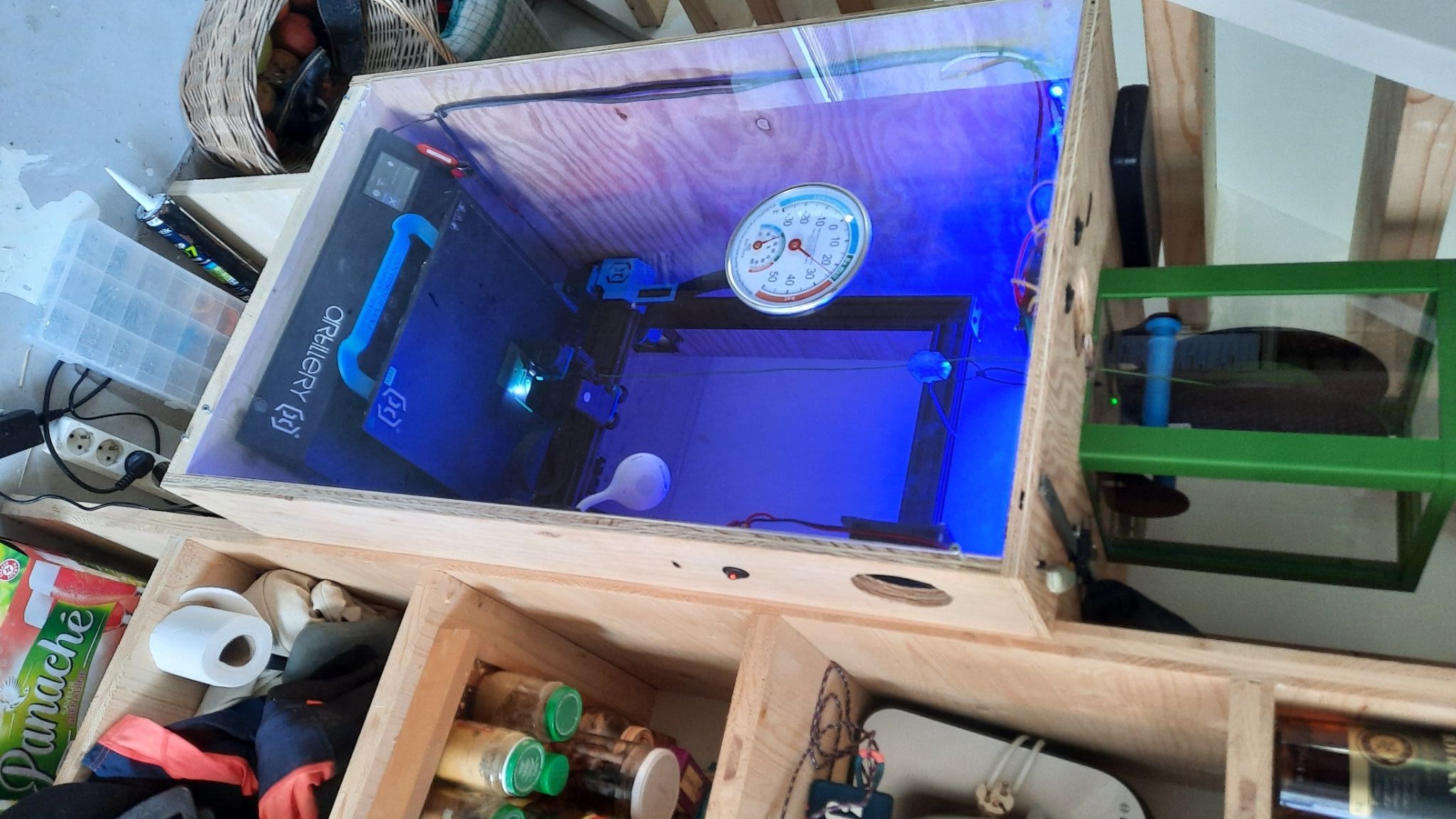
Bonjour à tous ! Je viens vous présenter aujourd'hui mes avancées en matière d'impressions 3d. Avant tout, je tiens à vous remercier TOUS car la consultation des différents sujets du forum a été pour moi une source de solutions immense, et j'ai pensé qu'en retour de tout le temps passé à aider les jeunes et moins jeunes makers à évoluer dans leurs problématiques, cela vous ferait plaisir d'obtenir un résultat visuel de ce que vos conseils ont permis d'accomplir. Je vous dédicace a tous mes réalisations. La liste n'est bien sur pas exhaustive... 1) Les prémices: J'ai entrepris pour commencer une figurine de Sylvanas Coursevent, issue du monde de World of Warcraft, je ne presente pas les photos ici, car j'avais ouvert un post, que j'ai bien l'intention de clôturer avec des photos ^^. L'objectif était le suivant: après mes premiers essais, je tournais à 60 voir 70 % d'échec (en considérant comme échec, un print en deux fois car interrompu en cours, pour une raison X ou Y.) 2)J'ai ensuite cherché sur Thingiverse des figurines imprimables en une fois. Le but étant toujours la recherche d'un rendement d'impression. J'ai été globalement satisfait. Puis j'ai commencé à étudier Fusion 360. J'ai pondu des supports de yaourts pour Madame. Après cela, je me suis rendu compte qu'en concevant mes pièces en considérant la méthode d'impression m'avait amené à optimiser mes pièces, à anticiper les mouvements de l'imprimante. Je me suis mis à concevoir mes impressions, en optimisant les supports (retourner une pièce pour eviter de passer par des supports). Scinder mes pièces, pour gagner en matière, et surtout en temps. Avec l'experience qui commençait à rentrer, j'ai compris que le secret est dans la patience, passer à 40 mm/s, et la qualité des prints devient folle. J'ai conçu des pièces de plus en plus compliquées, en commençant à rechercher des performances mécaniques. Par exemple cette rallonge pour la barre franche de mon bateau. (Qui fonctionne encore parfaitement après 7 mois d'utilisations). Ou encore ces bouchons de passe coque. Je vous passe pas mal de projets ou de gadgets, mais aujourd'hui je suis très fier de revendiquer 100 % de réussite à l'impression. Il arrive que je revoie la conception d'une pièce après coup, mais c'est tellement fun. Voici mes travaux de la semaine dernière, un bel écrin pour la SX1, et une grosse commande de PLA pour halloween Je vous mettrais des photos. MERCIIIIIII a tous !!! Zip








 4 points
4 points -
Salut @samm, J'ai une version de décembre 2020 ... que je n'ai jamais mise à jour pour deux raisons majeures 1) elle marche très bien comme ça 2) elle marche très bien comme ça4 points
-
@Savate, je crois que tu as oublié le : 3) elle marche très bien comme ça3 points
-
J'ai aussi adopté le plateau PEI récemment, je trouve même qu'il aide au réglage du plateau car mon Ultrabase était concave et mon réglage devait être ultra précis pour réussir à imprimer sans décollement. Une fois installé en 5min j'avais reréglé la machine et ça a bien imprimé direct. #TeamMrMagounet Mais je comprend Savate car avant d'installer le PEI ,l'ultrabase bien réglé ça fonctionnais bien aussi2 points
-
Merci a vous les gars y'a 2 ans quand j'ai fait mon gcode du M420 je pensais que le S1 était une histoire de hauteur puis comme tout fonctionne comme une horloge je n'ai pas cherché plus loin lol. Mais me voilà moins bête malgré tout ^^2 points
-
@Savatej'avais les oreilles qui sifflait je comprend mieux2 points
-
Salut à tous ! Je suis dans le monde de l'impression 3D depuis quelques années déjà, j'étais tombé dedans pour le modélisme et finalement, ça perdure après mon arrêt de cette discipline Après avoir eu une série de soucis avec mon i3 Mega, j'ai décidé d'investir et de m'offrir une bonne imprimante CoreXY ! J'avais commencé il y a 2 ans à sourcer les pièces d'une Hypercube Evolution mais le temps m'a manqué. Quand j'ai vu la Voron, j'ai trouvé le principe génial et la qualité de l'ensemble ainsi que de la communauté ont fini de me convaincre ! A l'époque, j'écrivais des guides et des tutos sur mon site mais maintenant, plus personne ne lit les sites, tout le monde veut voir des vidéos donc je me suis pris au jeu et je vous partage la construction de mon imprimante 3D. C'est totalement sans filtres : je ferai des bourdes, je dirai des bêtises, et quand ça arrivera, je ferai des correctifs ! Du coup si ça vous intéresse, ça se passe sur ma page Youtube : https://www.youtube.com/c/TomsBasement Je publierai aussi d'autres vidéos au sujet de l'impression 3D, je ne vais pas rester bloqué sur la Voron si ça peut vous rassurer Et les vidéos jusque maintenant : https://youtu.be/wCyyn3hsWjE https://youtu.be/TCMxw5fH0VA https://youtu.be/MgJRYpRfd3Y A très bientôt pour la suite !1 point
-
salut En promenant sur la toile je suis tombé là dessus... On peut sans doute parler ici d'innovation et de méthode disruptive de fabrication d'une fusée Curieux de voir la suite et surtout le 1er décollage @+ JC1 point
-
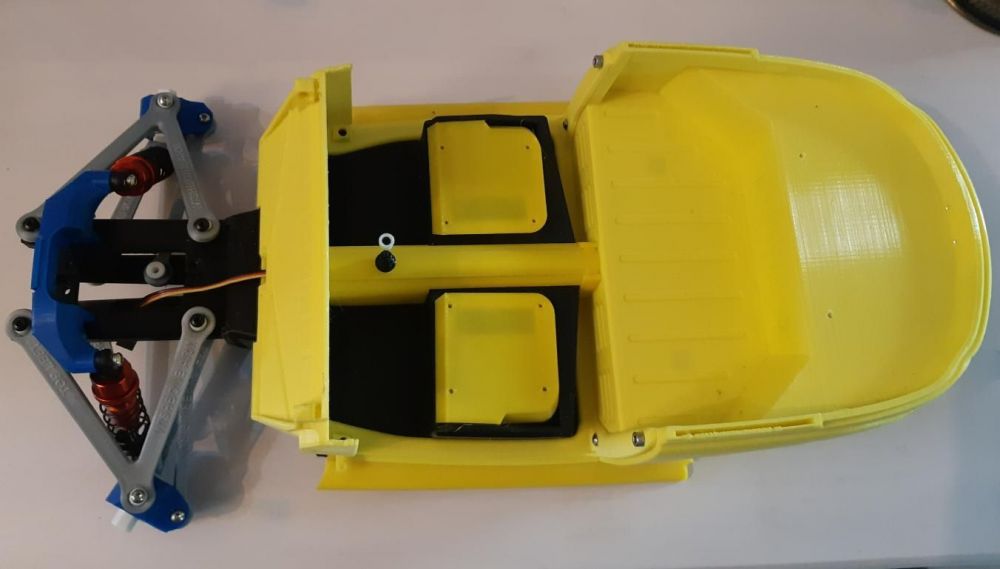
Bonjour, Voici ma production mécanique en 4 Jours La coque et la transmission, le train avant il me reste encore beaucoup de pièces à réaliser les ailes, les portières, les garnitures des sièges Av et Ar, les phares etc... J'attends des fournitures L'ESC pour contrôler le Moteur, les pneus et quelques vis en inox, et des amortisseurs Cette réalisation me passionne et me permet de maitriser la qualité d'impression avec la TLD3. Tout ce passe bien pas de soucis, j'utilise des filaments SOVB 3D; la qualité est bonne j'adore le jaune. j'essaie de trouver des contrastes de couleurs qui s'intègrent bien avec le modèle. j'ai choisie deux tons de brun un clair et un foncé pour les sièges avant et arrières. a+
 1 point
1 point -
Hello @PPAC, ce n'est pas bien grave. Ça reste un très bon dégraissant, juste le problème de cette odeur un peu forte qui peut indisposer. Moi, ça me rappelle à chaque fois le moment ou môme, je remplissais avec mon père le brûleur de la machine à vapeur Meccano...1 point
-
Bonjour, Un nouveau tuto vidéo pour vous montrer la réalisation rapide d'une tentacule quasiment uniquement en mode sculpture, avec quand même l'aide d'une armature pour la tordre... Voici l'image de référence qui sert pour la texture...

 1 point
1 point -
@Yellow T-pot Merci d'avoir corrigé ... en effet, j'ai colporté une fausse information. Mes excuses. Je faisais l'amalgame entre alcool a brûlé 90° et alcool ménagé.1 point
-
je vois que tu t'adresses à l'ensemble des membres du forum Je vais te faire une réponse de Normand "ptet ben oui, ptet ben non...". Ça va dépendre du couple à passer dans ce petit machin...sinon, si tu as une Dremel avec un petit disque en corindon, avec quelques rainures suivant l'axe à l'endroit de l'engrenage si celui ci est bien serré sur son axe, ça doit pouvoir le faire. Pour la colle, je ne sais pas.1 point
-
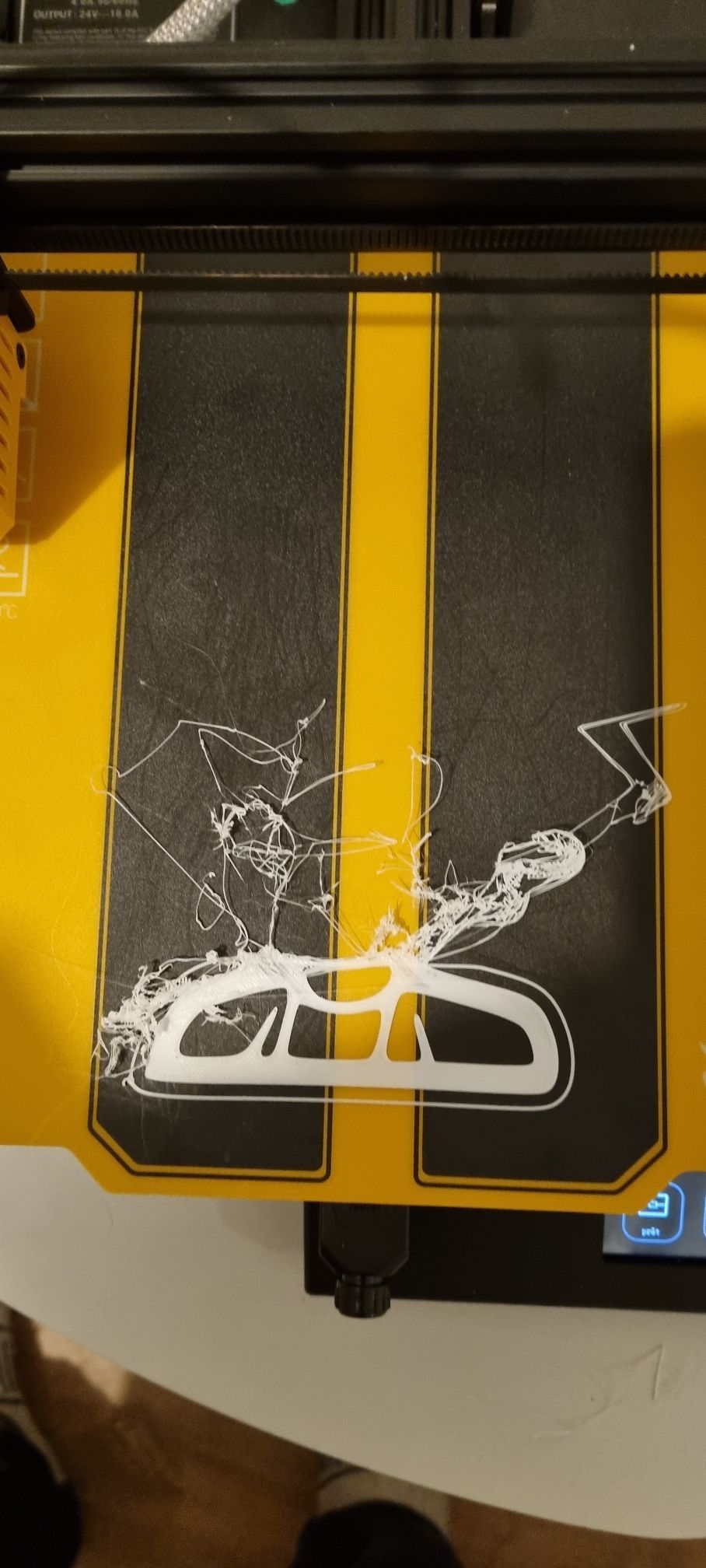
Ahhhhhh ... toutes mes excuses ... la faute aux messages modifiés / réunis. Je n'avais pas vu la modification et pas eu d'alerte car pas de nouveau message. (comme quoi le multipost ... c'est pas si mal ... ) Tout à fait, notre ami @papagalak a vu juste : c'est bien pour tenir la barre qui enclenche la traction de la tondeuse. Je l'ai fait pour une personne avec un souci à un doigt et pour qui maintenir la barre en permanence était un calvaire. De ses dires : "ça m'a changé la vie !" Alors si en plus de s'amuser, on change la vie des gens ... Vive l'impression 3D !1 point
-
Hello PPAC, je profite de ton commentaire (rien de personnel) pour tordre le cou à une information erronée recopiée à l'infinie sur ce forum...l'alcool à bruler, c'est de l'alcool à bruler, c'est à dire de l'alcool éthylique dénaturé à 90% du volume et c'est un dégraissant connu depuis la nuit des temps qui ne contient pas de corps gras ni de senteur. Je l'utilise pour dégraisser mes pièces et plus récemment mes plateaux depuis que je fais de l'impression et jamais aucun problème d'accroche. Il ne faut pas confondre avec l'alcool ménager qui est à 70% et qui peut être parfumé et donc potentiellement contenir autre chose que de l'alcool éthylique...dans ce cas bien lire la fiche technique avant.1 point
-
ça m'a pris 2 min. Merci pour le défi newbie, je valide mon admission en CE1. Avant d'imprimer quoique ce soit, je reviens sur mes conjectures de "solidarisation" axe/engrenage, en souhaitant connaître votre point de vue : engrenage23 evol.skp1 point
-
Sur un 3B+ un chargeur de téléphone ou mieux de tablette fonctionnera très bien (contrairement au 4B qui est pénible)1 point
-
En plus de tous ces bons conseils et en attendant l'alcool isopro qui est bien pour un nettoyage régulier. Il faut de temps en temps procéder à un gros nettoyage à l'éponge (pas au grattoir enfin dépend de la surface du bed) eau tiède + liquide vaisselle, bien rincer et sécher .1 point
-
Lors d'une connexion, n'y a t'il pas a faire un "Unlock" (via l'icon ou une commande '$H' ou '$X' ) avant de pouvoir faire un "Home" ?1 point
-
Laisse tomber les vérifications de géométrie pour le moment. Il faut régler le plateau correctement aux 4 coins et au centre avec les 4 molettes et une feuille de papier, à la vue de tes premières couches, le plateau est très/trop loin de la buse, c'est même un petit miracle que ça tienne Tu peux aussi vérifier que l'extrudeur est bien calibré (test des 120 mm dans la section tutos) Ces réglages sont pénibles au début, mais ils sont obligatoires.1 point
-
J'ai acheté mes deux X1 chez Atom3D : rapides et efficaces.1 point
-
c'est juste pour couper le filament, donc même de bons ciseaux suffiraient De préférence de bonne qualité (il y en a avec l'imprimante, mais ce n'est que pour du dépannage) et avec en embout 'boule' ça aide à visser dans les coins. oui, largement suffisant Les ébarbeurs et pince coupante sont ok, le pied à coulisse en plastique, comme jouet ça peut être sympa, pour mesurer, je ne suis pas sûr je ne suis pas sûr1 point
-
Salutation ! C'est un capteur qui en fait fonctionne comme un interrupteur (circuit ouvert ou circuit fermé c-a-d le courant passe ou non) il en existe plusieurs sorte, et il peut y avoir deux mode de fonctionnement logique (NC : Normaly Close ou NO Normaly Open ) dans un cas le courant passe quant il se trouve fermé et dans l'autre l'inverse. http://www.reprap.com/wiki/Mechanical_Endstop Edit : normalement c'est le firmware qui gère selon leurs logique( NO / NC) . Mais donc il faut bien avoir un firmware paramétré comme il faut pour les endstop utilisé ... or là sur une CNC je ne sais pas vraiment.1 point
-
Salutation ! a tu testé cela ? Par contre envoyer tes fichier via Ultimaker Cura sur la carte SD dans le machine c'est pas gagné ... il me semble que cela n'ai pas possible avec Ultimaker Cura mais plutot avec Repetier Host ou OctoPrint voir Pronterface si tu utilise des commande g-code du genre M28: Start SD write mais Repetier Host ou OctoPrint le fond de manière automatisé ... Mais il semble exister la connexion Wifi et le plugin MKS Wifi pour les D12 cf https://www.wanhaofrance.com/pages/start1 point
-
Comme les nombreuses demandes a ce sujet, il faut choisir un firmware officiel de préférence et c'est fonction de la version de carte mère ET de la lettre écrite sur le lecteur de carte sd (pour la voir il faut ouvrir le boitier de carte mère). Après je ne suis celui qui est apte a donner les liens de firmware mais les renseignements notés ci-dessus permettront a ceux qui veulent te mâcher le travail de pouvoir te répondre . Enfin le nom de fichier du firmware doit toujours être différent de celui d'avant -> donc on formate la carte, on copie le firmware avec un joli nouveau nom de fichier1 point
-
Salut @Scall, La sidewinder X2 me paraît la plus appropriée A prévoir (dans l'ordre du plus important au moins urgent) : du filament pince coupante du filament alcool isopropylique à 99,9° (nettoyage du plateau) du filament lubrifiant sec au ptfe pour les vis Z du filament spatule, clés 6 pans, tournevis cruciformes du filament multimètre du filament quelques pièces de rechange (buses, cartouche de chauffe, thermistance, ...) du filament1 point
-
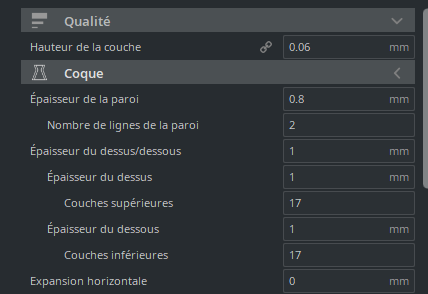
Salutation ! Sur ce forum tu aurais pus mettre les photos directement dans le message comme cela : Aprés il faut bien identifier que Ultimaker Cura "masque" une partie des paramètres si tu ne te met pas en mode "Expert" ou "All" pour la visibilité des paramètres et qu'il est bien plus simple de partager ses paramètres via un export HTML Là je dirais qu'une hauteur de couche de 0.06 mm c'est vraiment de la haute résolution ... peut être commencer a 0.2 mm ou 0.1mm mais du 0.06 mm pour débuter c'est pas forcement le plus rapide pour des essais de changement de paramètres ... qu'il faut de préférence faire un a la foix. Sinon dans le "marché en ligne" il y a un greffon "Settings Guide" qui te donnera surement des pistes / détailles (de plus il y a une section "Troobleshooting" vers la fin de celui ci ...) Edit : aussi a tu déjà lu cela

.png.f04cd01c0cc835fc893c2cb76b976469.png)
.thumb.jpg.360fce8c100f4da61df00cb7cc402e9f.jpg)
.thumb.jpg.237e2dc53223dc57419e536e74cf9a92.jpg)
.thumb.jpg.d57415fdf7cc3ca318cefd1796845c18.jpg)
.thumb.jpg.c7f49726cf4ab473bafa485ccc904ee1.jpg) 1 point
1 point -
Salutation ! Si le menu de ton écran repose sur un firmware marlin https://marlinfw.org/docs/features/lcd_menu.html tu devrais le trouver dans "Control", "Motion", "Steps/mm" Sinon si tu arrive a te connecter en USB avec une application comme Pronterface ou Repetier Host ou ... OctoPrint dans le resultat d'un M503 M503: Report Settings Pour modifier via une commande g-code les steps/mm c'est M92 M92: Set Axis Steps-per-unit Pense a noter/sauver le résultat de M503 ou des valeur avant de les modifier. Et il faut le sauvegarder dans l'eeprom avec un M500 M500: Save Settings ou alors le faire a chaque fois (M92 E...) via le gcode de démarrage de ton trancheur. Pour avoir une autre formulation et plus de détails que mes explication tu peux lire ou encore https://reprap.org/wiki/Calibration/fr Sinon pour sauvegarder le firmware avant de le modifier (en téléverser/flasher un nouveau ) il semble possible d'utiliser une connexion USB et un programme comme avrdude (par exemple embarqué dans Arduino IDE ) ex: https://reprap.org/forum/read.php?158,84849 mais je n'ai encore jamais fait cela car j'avais de fournis les sources du firmware de ma machine ...1 point
-
Pour que le maillage soit pris en compte lors de l'impression, il faut que le Gcode de démarrage contienne après la mise à l'origine ( G28 ) soit un auto-nivellement systématique ( G29 ) soit si un premier G29 a déjà été réalisé ET sauvegardé ( M500 ) un rappel du maillage enregistré pour l'utiliser lors de l'impression ( M420 S ). Donc pour résumé : Que contient le Gcode de démarrage de ton trancheur ? Non, ça c'est le détecteur de fin de course du Z. Le système de nivellement lui utilise une jauge de pression (comme dans les balances électroniques)1 point
-
Le mesh permet de rattraper les petites erreurs et de perfectionner le leveling MAIS en aucun cas ne remplace un bon réglage des molettes sous le plateau. Donc il est indispensable de prendre le temps de régler les molettes avec un ticket de cb, a température d'impression (bed + buse), on fait les 4 coins puis le centre et tant qu'on touche aux molettes on refait le tour complet. Une fois que le meilleur compromis est trouvé avec le réglage manuel, là on fait fait le mesh auto1 point
-
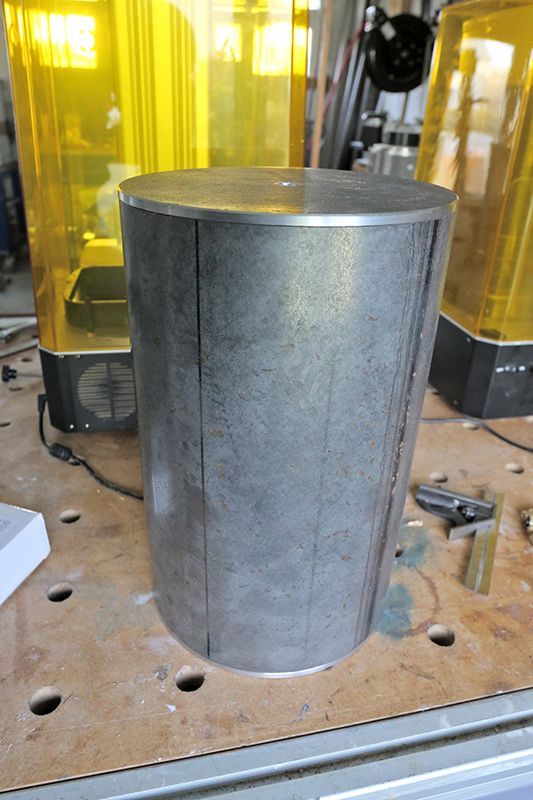
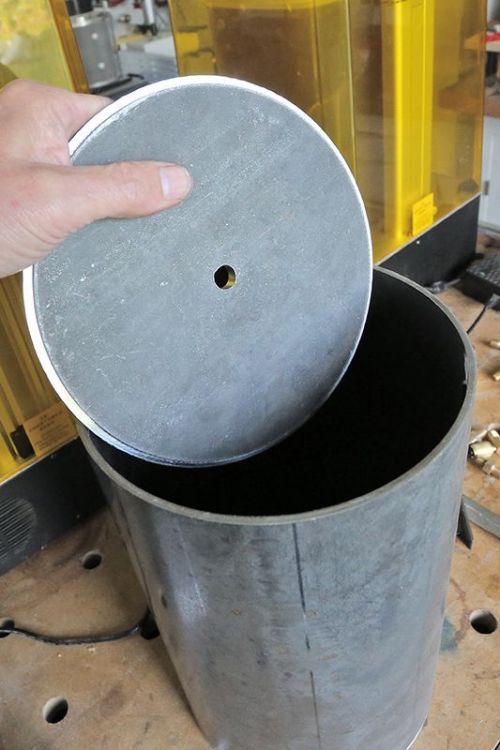
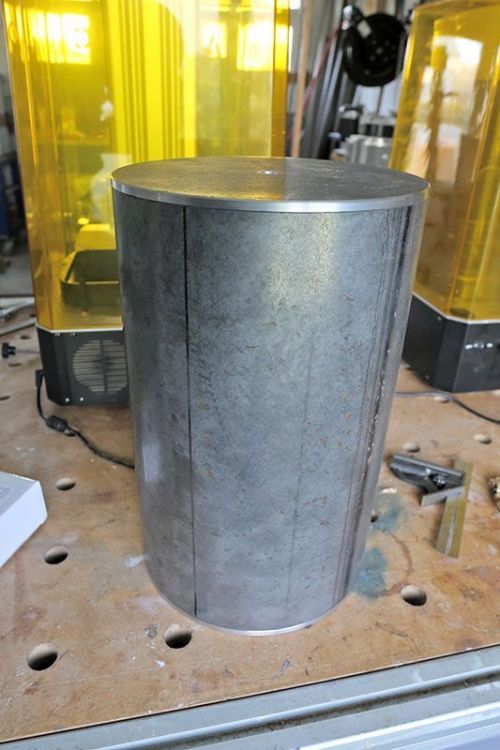
Bonjour à tous, Petit retour sur ce fil! Après l'impossibilité de me procurer cet appareil qui est un combiné constitué, à gauche, d'une cloche à vide pour débuller le plâtre, et, à droite, de la Table de coulée à dépression. C'est à cette occasion que je me suis aperçu qu'il m'était impossible de commander hors EU pour une valeur supérieure à 150€, et comme il n'est pas importé en Europe... Ayant déjà la partie gauche, je vais donc m'atteler à la fabrication de la table de coulée, les appareils dipos chez nous étant à mon gout un peu trop chère! Je vais partir sur ce cylindre Ø200 X 300mm et de ces deux tôles de 200 X 200 X 8 commandés chez Métalaladécoupe.com Avant de les tourner, je fais sauter les angles des tôles à la scie à ruban. Puis j'y vais doucement par petites passes histoire de ménager le matériel. Usinage de l'épaulement. Voila pour ça. J'avais prévu de les souder, mais vu l'utilisation de ce cylindre, un simple joint suffira! A suivre...





 1 point
1 point -
Avec le temps, tu vas voir c'est juste un coup de main/œil à prendre. Et en plus ce n'est pas une opération à refaire à chaque impression, juste de temps en temps Et quand le réglage est ok, le décollage est plutôt facile, un petit courant d'air frais (ou pas) et les pièces se décollent toutes seules. Dans la pratique et contrairement à certaines personnes sur ce forum (non je ne citerai pas de nom ), j'aime beaucoup l'ultrabase de la X1 (pour imprimer du PLA ou du TPU, je le trouve parfait) Je réserve le pei aux machines qui impriment de l'abs (et pour le jour ou les plateaux ultrabase seront morts).1 point
-
Bravo pour cette 300ème celles d’avant et celles qui ne manqueront pas d’arriver @+ JC1 point
-
Hello, Sans vouloir mettre de l'huile sur le feu : Venant de toi-même : Si on reste sur le hors-sujet, l'alignement (grossier) en Z sur les Prusa se fait bien en "forçant" sur une butée mécanique (Zmax). Cependant on parle ici de petits moteurs nema avec si peu de couple qu'on peut les stopper en les pinçant entre les doigts... Aucun risque de faire sauter la pauvre petite butée en plastique imprimé, même en utilisant le courant max. Et oui les moteurs sont en série sur un seul driver, ça ne pose aucun problème de couple car le courant qui les traverse est identique pour les deux moteurs. Je ne trouve pas ce procédé pire que le "sensorless homing" où l'on vient buter mécaniquement et détecter la collision via le driver (cf Trinamic ou TMC). Après c'est sûr que ce n'est pas très joyeux de faire sauter des pas à un moteur le temps que l'autre atteigne la butée, mais dans le fond, c'est censé n'arriver qu'une fois, lors des premiers réglages. Ce n'est pas censé bouger par la suite, sauf cas particulier, comme un déplacement de la machine hors tension. Pour la culture du côté sensorless, il existe d'autres systèmes motorisés utilisant des butées mécaniques, sans capteurs, comme les volets roulants, les portes de garages, les vitres électriques de voitures etc... Et ça permet même au marketing de vendre une fonction supplémentaire "anti-pincement" qui découle naturellement de cette techno (sur les imprimantes c'est la détection de crash). Bonne soirée.1 point
-
1 point
-
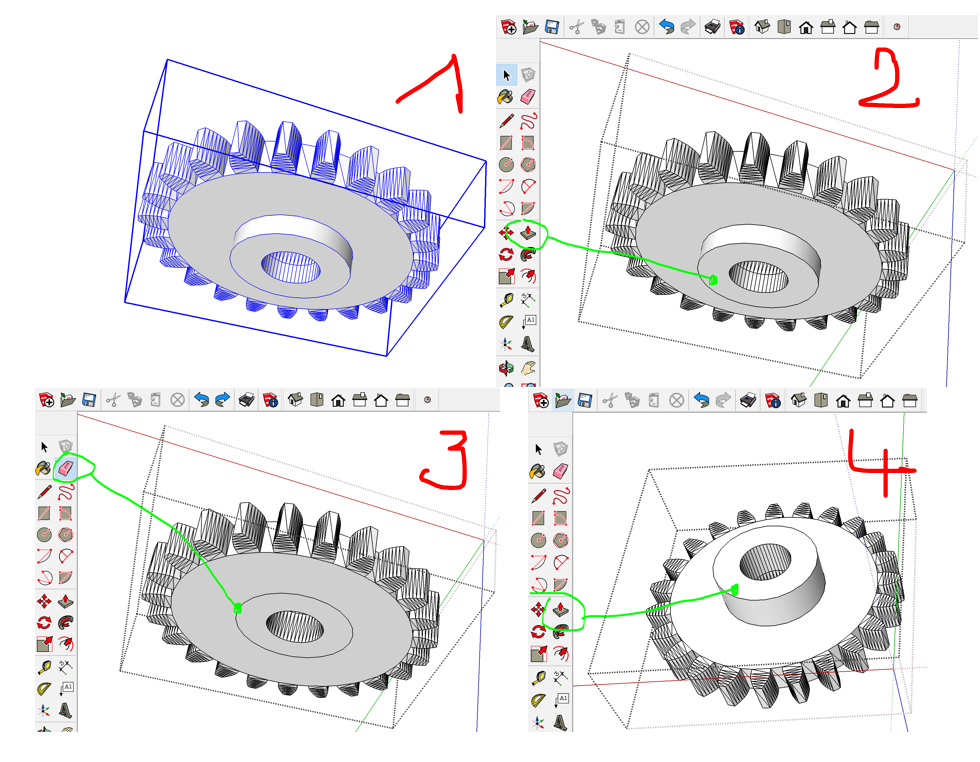
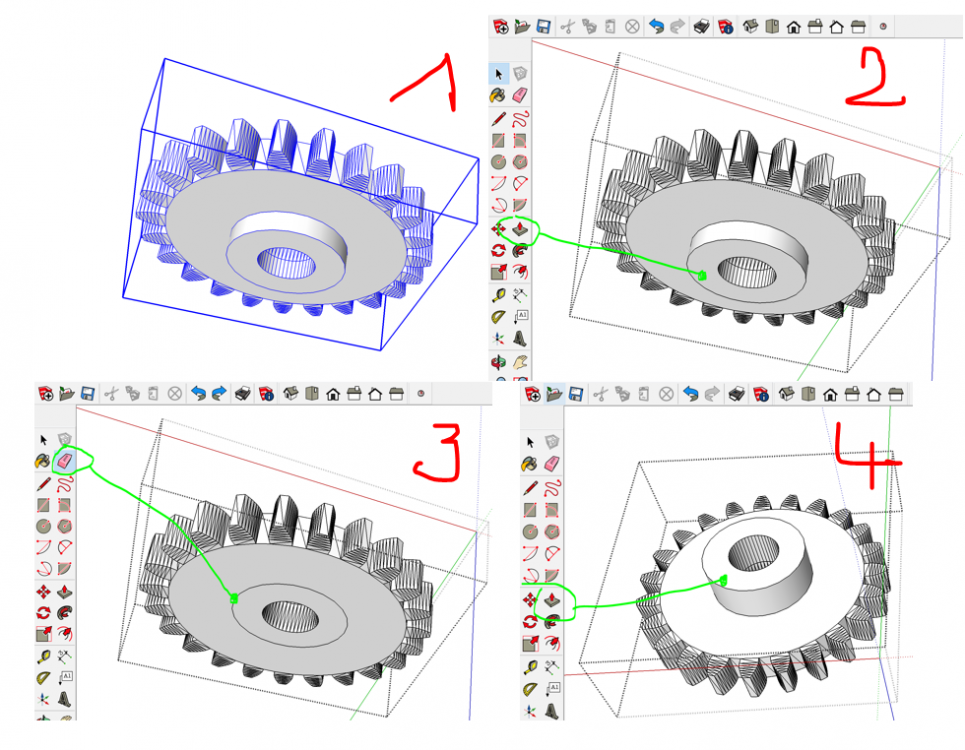
Salut @Franck678, je te laisse faire la modif seul, c'est un bon exercice. 1) tu sélectionnes l'engrenage qui est sous forme d'un groupe 2) tu double cliques dessus pour ouvrir le groupe (icone fleche noire) 3) tu utilises l'outil extruder pour repousser la surface de 0,75 mm (sélection icone puis sélection surface avec clic gauche que tu maintiens et tu déplaces la surface dans le sens que tu veux, tu tapes 0,75 puis touche enter) 4) tu retires le contour de l'ancienne surface avec icone gomme. 5) tu retournes la pièce 6) même chose que 3 mais dans l'autre sens pour ajouter 0,75 mm 7) sélection icone fleche noire, tu cliques en dehors de la zone en pointillés pour fermer le groupe. fini, à toi de jouer.
 1 point
1 point -
De rien, ce n'est que le résultat de quarante années passées à être payé pour résoudre ce genre d'âneries1 point
-
Désolé, un deuil familiale me laisse peu de temps disponible pour répondre. Oui, j'ai tout modélisé. Tu vois ici le montage du moteur gauche, côté droit j'utilise les mêmes pièces qui sont donc réversibles (d'où quelques points de fixation inutilisés). Donc côté droit le moteur est en bas du support et le tendeur en haut . J'ai modélisé mes pièces pour utiliser le même système d'attelage de l'outil sur le chariot déjà mis au point sur ma Ender 5, à savoir 3 paires d'aimants Nord/Sud avec 3 plots de centrage. La platine de droite est fixée sur le chariot du guidage linéaire par une pièce coulissant dans une autre qui porte les aimants et plots de centrage. Un ensemble vis M3 dans un ressort de rappel avec un ajustement des pièces imprimées en ASA (ApollonX) me permet de régler assez facilement l'offset Z entre les 2 portes outils. Ca fait un moment que je m'interroge à faire évoluer ma JGMaker Artist-D avec ce système. Sur l'Artist-D, c'est très basique, 3 vis de fixation une vis de réglage sans ressort de rappel... C'est un peu galère à régler, mais une fois réglé, on n'y touche pas souvent.... J'ai mis un 20x40 pour permettre de garantir une bonne géométrie, ayant gardé le système Z à galets en polycarbonate. Sur ce système, le poids de l'ensemble Axes X n'a d'incidence que sur le Z, l'axe Y étant assuré par le déplacement du plateau. Heureusement car tout est doublé (2 moteurs, 2 chariots, 2 courroies, 2 tendeurs, etc...). Sur ma Ender5 modifiée en coreXY, j'ai utilisé le rail du guidage linéaire pour éviter le profilé et alléger le chariot, mais c'est limite...1 point
-
Et en plus , suivant le rail linéaire que tu choisis tu peux enlever le profil 2020/2040 car ils sont assez rigides par eux même. Après il faut bien sur faire suivre la modélisation des chariots Z.1 point
-
La majorité, effectivement utilise des rails linéaires mais il y a au moins la Sovol SV04 (ex ingénieurs de chez Creality) qui utilise le système de guide «classique» avec des galets de roulements mais de tailles inférieures (roulements à billes MR105ZZ au lieu de 625ZZ. diamètre externe de ±15mm au lieu de 24mm).1 point
-
c'est plus précis justement pour que l'alignement Z des deux têtes soit précis et stable c'est moins volumineux que les chariots à roulettes (et les 2 têtes prennent déjà de la place) C'est plutôt simple à régler (sur la tenlog en tout cas)1 point
-
Plus de capteur de fin de course ? Ah ben en effet du coup tu peux pas imprimer sans BLtouch. Vive l'évolution ! Mais où va le monde ^^ Je te dirai c'est un peu comme les jeunes, sans calculatrice, ils ne sont plus capable de faire une division #Euclide (véridique j'ai eu le cas à plusieurs reprises). En résumé, une X2 sans capteur c'est un peu comme un jeune sans calculatrice ^^. Ceci n'est pas une attaque envers les jeunes je suis moi-même un jeune vieux con .1 point
-
Bonjour @methylene67, La ventilation des hotends est un vaste sujet soumis à de nombreuses polémiques et de non sens techniques. Les seuls ventilateurs, que je connaisse, qui ne font pas de bruit sont ceux qui sont à l'arrêt. D'ailleurs le bruit provient plus des pertes de charges du circuit que du ventilateur proprement dit. Je pense que tu devrais t'orienter vers des ventilateurs de la marque SUNON. Si tu veux en savoir un tout petit peu plus, tu peux lire mon article sur impression 3D et ventilation. Pour voir, donne nous les références du ventilateur à remplacer ? @+ Patrice1 point
-
Bon du coup, j'ai finalement trouvé tout seul après avoir découvert qu'on pouvait changer la couleur de la pièce sur Cura. A ceux à qui cela pourrait servir, il suffit de cliquer sur la ou les pièces et de cliquer sur l'extrudeur 1 ou 2 en bas à gauche sur la photo (et non pas dans la fenêtre de droite des paramètres). Rien à faire sur le menu de l'imprimante lui-même. L'imprimante utilisera ainsi le deuxième extrudeur (ça peut être utile parfois).
 1 point
1 point -
 heroes sur Thingiverse imprimé sur Flashforge Finder1 point
heroes sur Thingiverse imprimé sur Flashforge Finder1 point -
Le salon 3D Print 2020 est finalement annulé Vous aviez demandé votre badge pour visiter le salon 3D PRINT à Lyon mais dans un contexte encore incertain, nous avons pris la décision de ne pas tenir d’événement en 2020. Nous serons de retour en 2021, du 15 au 17 juin 2021 à Lyon – Eurexpo, Hall 4. Les équipes sont déjà fortement mobilisées pour vous offrir une édition sur-mesure avec un contenu de haut vol et des animations inédites. Aux mêmes dates, se tiendra le salon FIP France Innovation Plasturgie (Hall 1,2 &3), pour découvrir les dernières solutions et innovations de la filière. Restez connectés pour recevoir les premières nouveautés de l’édition 2021 ! A bientôt L’équipe d’organisation
 0 points
0 points


















.jpg.7277371c21f78cc9860788eb2918ffb4.jpg)
.jpg.19e0baf70f3fa5ac9b10782706dbe0c8.jpg)
.jpg.122f923d94464be6fe39e29944513866.jpg)
.jpg.cf9113ee6f29305cb9fef710a79836ad.jpg)