Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/11/2021 Dans tous les contenus
-
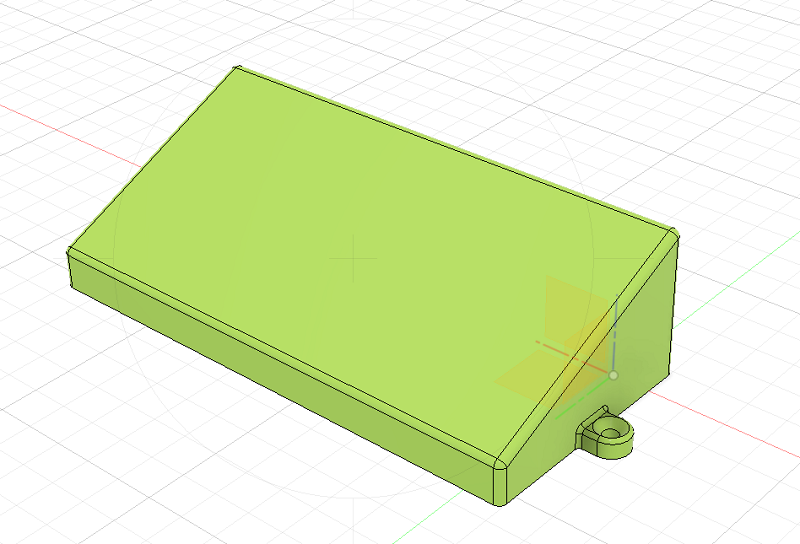
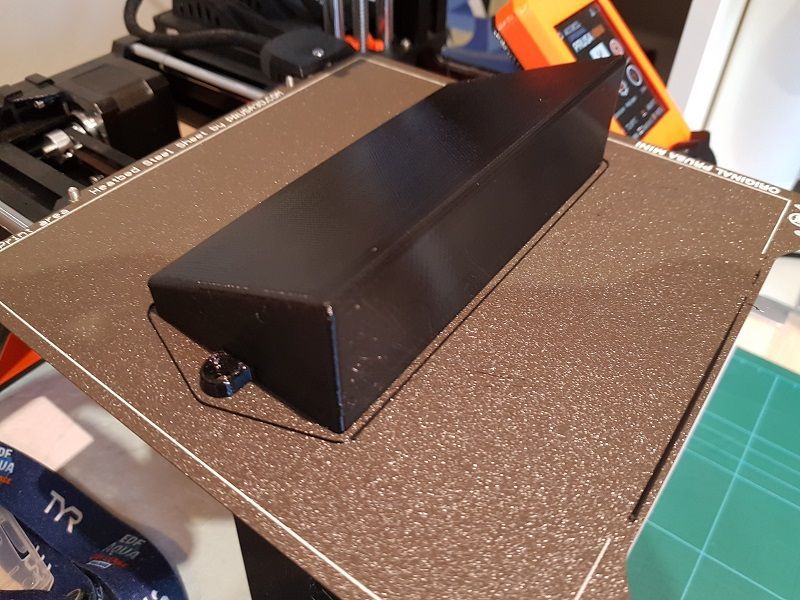
Où j'ai encore fait face à un grand défit pour déployer les nouvelles technologies dans le milieu agricole Salut Suite à un week-end très pluvieux de début Novembre chez mon frère en Ardèche, j'en ai profité pour bricoler sur son vieux tracteur. Pb électrique... La boite à fusible à l'air libre et à la pluie, des pb sur le faisceau électrique et un ampoule HS... Après réparation je me suis proposé de lui faire un joli cache pour les fusibles avec ma super MINI Après quelques prises de cotes, un modélisation dans Fusion360 et impression en PETG voilà le cache prêt à monter Une fois le colis livré par le "sarrasin en voiture jaune" voilà le cache monté sur le tracteur C'est quand même mieux comme ça non ? Comme quoi l'impression 3D peut mener à beaucoup de choses, juste en avoir l'idée. En tout cas on s'est bien amusé avec le frangin @+ JC

 3 points
3 points -
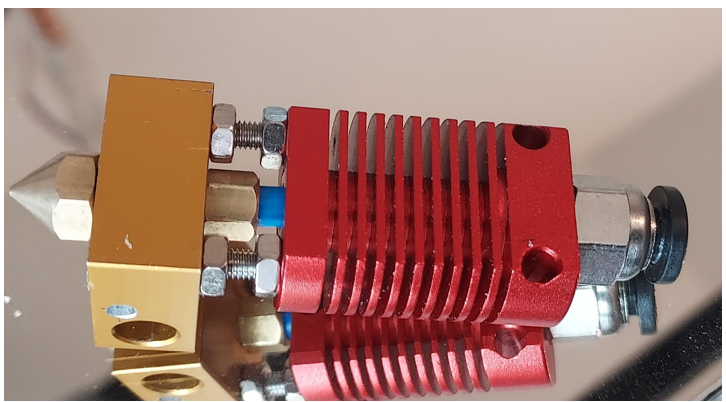
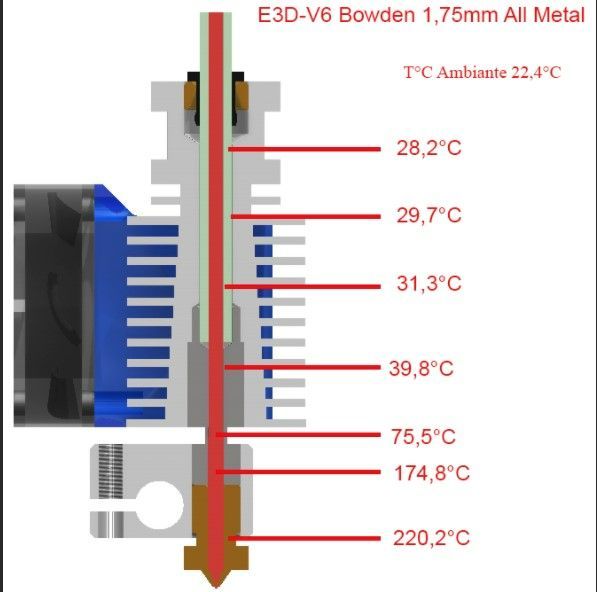
Allez, un petit hors sujet (mais pas de beaucoup ! ) Rupteur thermique en métal...ben ça reste du métal donc très conducteur de chaleur au final. Le PTFE, c'est nettement moins conducteur de chaleur et ça a un meilleur glissement pour le filament PLA mais...ça ne supporte pas plus de 250°. J'ai donc fabriqué et testé ça à partir d'une de mes tête MK8: En pièces détachées, ça donne: Le tube PTFE s'arrête avant le corps de chauffe d'un coté. La pièce qui le reçoit est simplement une vielle buse M6 limée et repercée avec un foret à bois M4 à la perceuse à main (outillage de précision ) Et de l'autre (en haut) il y a le heatbreak recoupé et une rondelle inox Ø3 sous le pneufit pour que le tube PTFE s'appuie dessus au serrage. Pour le moment, je n'ai testé que du PLA. Les résultats sont bons, avec une T° baissée au moins de 10° et un débit augmenté qui permet d'augmenter les vitesses d'impression. Il faudra tester sur des T° >250° sur de longues périodes pour voir si le bout du tube PTFE le supporte ou pas. Pour le moment, le problème c'est une sensibilité au suintement...et comme je suis déjà à 185°, faut voir. Ben voila, on s'amuse comme on peut...

 3 points
3 points -
Non, il faut un plateau de type pei ce sera beaucoup mieux (en attendant tu peux mettre du jus d'abs - acétone + abs - mais c'est dégueulasse) oui : c'est de l'ABS non, peu sensible à l'humidité 1) la ender 3 n'est pas prévue pour imprimer de l'abs 'sortie du carton' : ABS = Caisson fermé + heatbreak bimetal + plateau PEI = tu peux commencer à en imprimer sans te poser trop de question. Pour un usage pro le choix d'une ender 3 pour de l'abs n'est pas très judicieux 2) tu devrais quand même commencer par imprimer du pla pour te faire la main ... sinon tu vas finir par la jeter par la fenêtre 3) pour avoir une chance de voir une pièce tenir en l'état : plateau à 95°/100°, buse entre 230° et 260° (mais au dessus de 240° tu vas cramer ton ptfe), pas de courants d'air DU TOUT et commence par de toutes petites pièces.3 points
-
Hello, Sans rentrer dans les détails, un membre a initié il y a quelques temps / années un achat groupé, pendant la période de livraison, cette personne n'a pas apprécié la gestion du forum (surtout le fait qu'on lui refuse le fait de passer modo...), il a donc commencé à faire n'importe quoi sur le forum, et à escroquer ceux qui n'étaient pas ouvertement d'accord avec lui et qui avaient fait partie de la commande groupée. La modération (et les admins) du forum a été prise à partis, certaines personnes nous reprochant la situation. Certains ont même tenté de porter plainte contre ce membre, mais quand tu fais un échange en "amis" sur paypal et que tu te fais arnaquer 20€ de filament, la police ne regarde pas le dossier et paypal ne considère pas que ce soit un litige. C'est aujourd'hui passé, mais ça a mis un sale coup au forum et nous avons perdus des bons membres à ce moment (et un moins bon du coup ). Du coup, même si dans les faits, on n'interdit pas les actions et achats de groupe, nous préférons dès le début annoncer que c'est, quoi qu'il arrive, hors gestion du forum.2 points
-
Pas faux monsieur |CH2 67(1), mais le bloc de chauffe en cuivre nécessite plus d'énergie au lors de la chauffe initiale. (1) Méthylène — Wikipédia (wikipedia.org)2 points
-
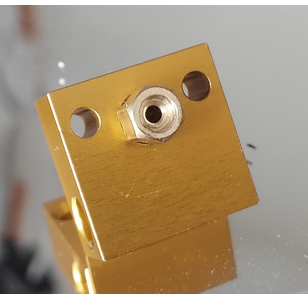
Je crois que l'on confond beaucoup de choses ... mais nous sommes là pour aider, discuter, éclaircir les choses ainsi que pour apprendre, moi le premier avant tout. Déjà, la différence de température de fusion du PLA chez @vap38 vient du fait qu'il a un bloc de chauffe en cuivre (et non pas du détail entre filetage cuivre ou titane, comme je l'ai dit plus haut, honte à moi), qui contrairement à ce que dit @Savate selon moi a besoin de chauffer moins qu'un bloc en aluminium. Le cuivre conduisant mieux la chaleur que l'aluminium, a une même température donnée, le filament sera moins "chaud ou fluide" à cœur avec un bloc aluminium qu'avec un bloc cuivre, donc pour moi rien à voir avec le filetage en cuivre ou en titane qui va dans le bloc de chauffe. Ensuite, le dit filetage induit je pense une très petite différence de transfert thermique, qui comme le dit la pantoufle est négligeable, car en dessous effectivement il n'y a pas du cuivre mais un tube en titane qui est là lui pour isoler et non conduire, à savoir que nous sommes déjà (ou au début du moins) dans la partie dite "de barrière thermique". Je rappelle qu'idéalement, on cherche à avoir du filament "fondu ou fluide" uniquement dans la buse. Enfin, je ne doute pas que ton montage fonctionne Francis, mais je dois avouer que le deuxième filetage (plus long) / contre la version lisse, comme l'indique la godasse corse sert à visser le heatbreak avec le heatsink, donc j'avoue ne pas comprendre comment tu l'as fixé sans rien modifier. J'avoue que je n'avais pas remarqué ce point avant. Pour ce qui est de la partie conique, par contre aucune idée/avis sur ce point. Enfin, les termes de godasse et de pantoufle c'est pour éviter de te citer 3 ou 4 fois mon bon Savate . Le filetage titane c'est bien pour visser le heatbreak dans le bloc de chauffe, l'autre filetage pour visser le heatsink sur le heatbreak. Dans tous les cas, il faut prendre un système identique à celui que l'on a sur sa machine. EDIT : Il semble que sur nos têtes d'origine (que je n'utilise plus), le heatsink n'est pas l'air d'être fileté à l'intérieur, et c'est bien une vis sans tête M2 qui tient le heatbreak.2 points
-
Quand l'imprimante a deux ports usb (un pour les impression et un pour la connexion au pc) : brancher le bon câble au pc (en général un usb A pour l'impression et un usb b pour la connexion)2 points
-
Mes choix et arguments : Bi-métal, meilleure conductivité thermique où c'est nécessaire et meilleure isolation là où il faut (cuivre/titane) Matériau, peu importe le type de matériau si l'intérieur est bien usiné et bien lisse Version non lisse sur l'extérieur pour ma part (j'ai ceux de chez triangle lab, et à part devoir augmenter la température d'extrusion pour le PLA de 5 à 10 °C, ce qui est normal, aucune différence par rapport à l'ancien, bref c'est de qualité comme presque tout ce que j'ai acheté chez eux).2 points
-
La Zatsit : livraison prévue décembre 2018. Retardée aux calendes grecques. Bon, j'arrête de remuer le couteau dans la plaie.2 points
-
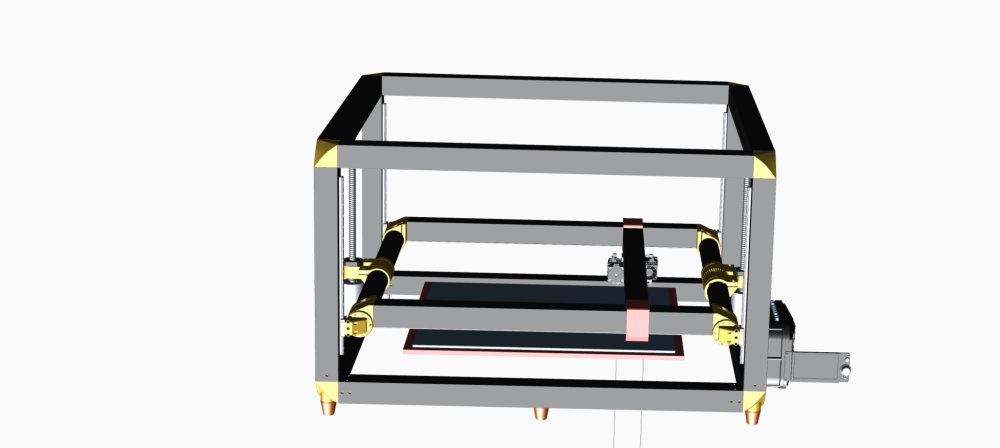
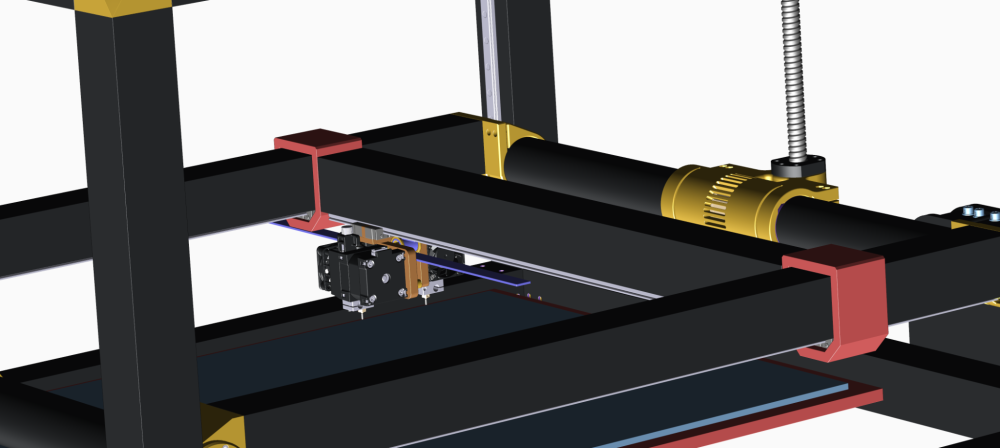
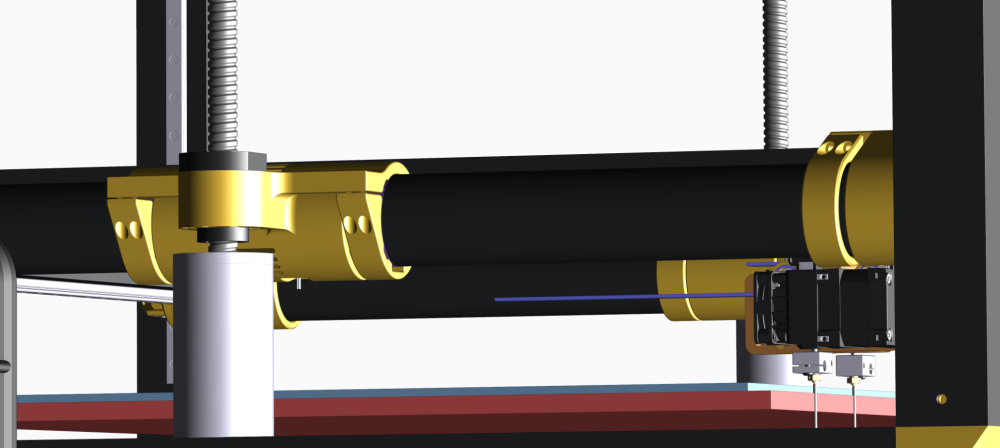
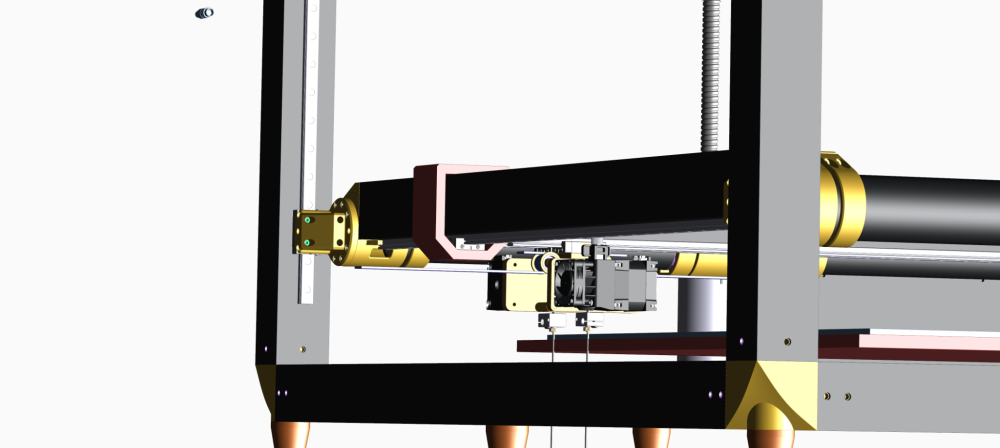
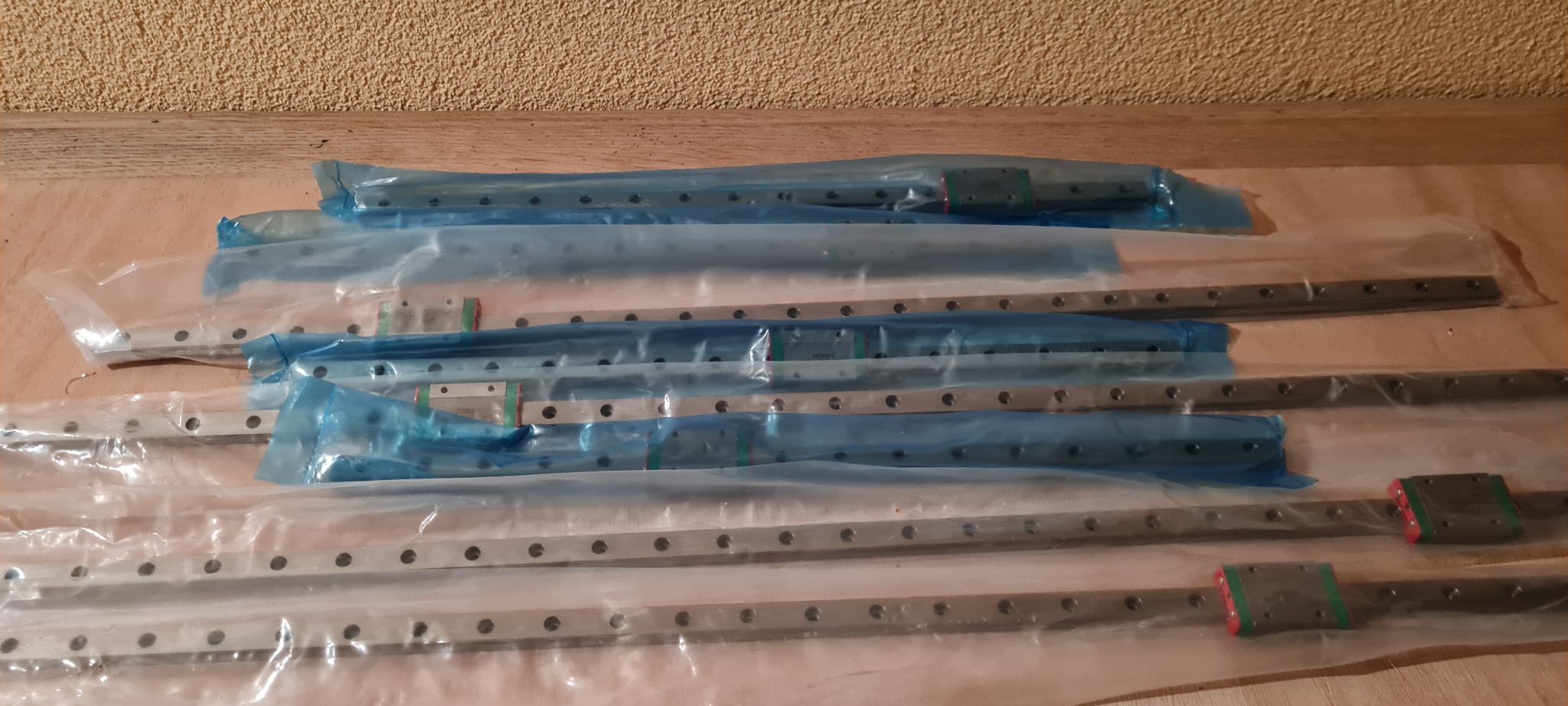
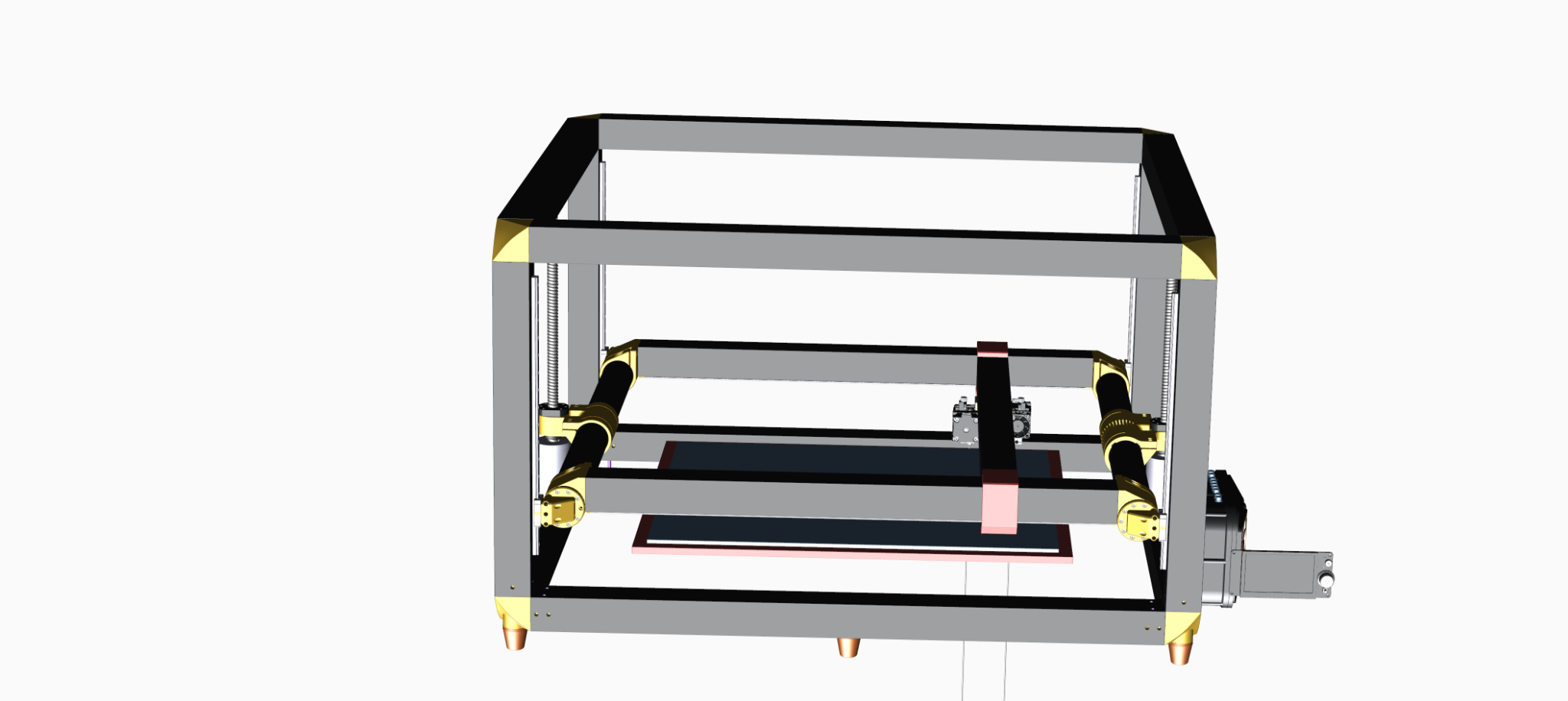
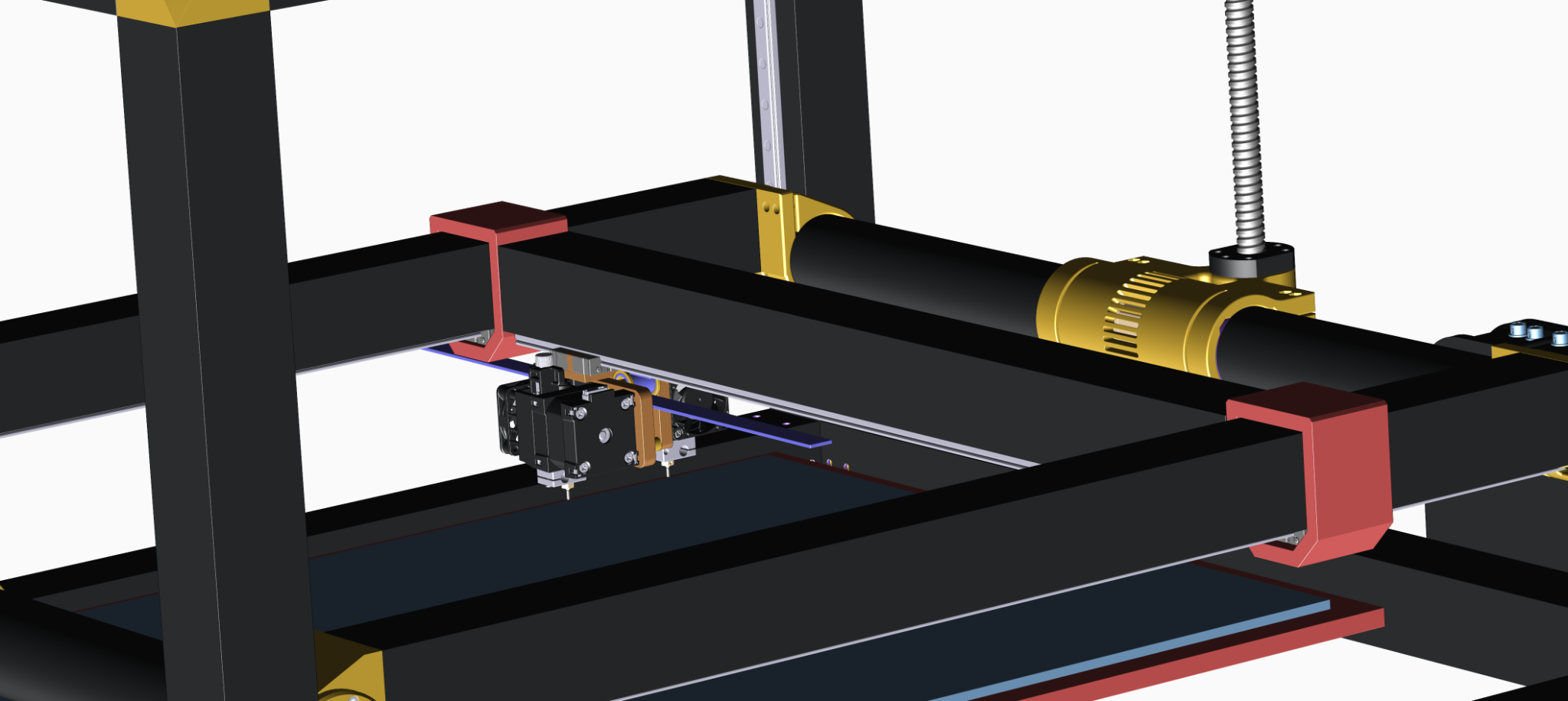
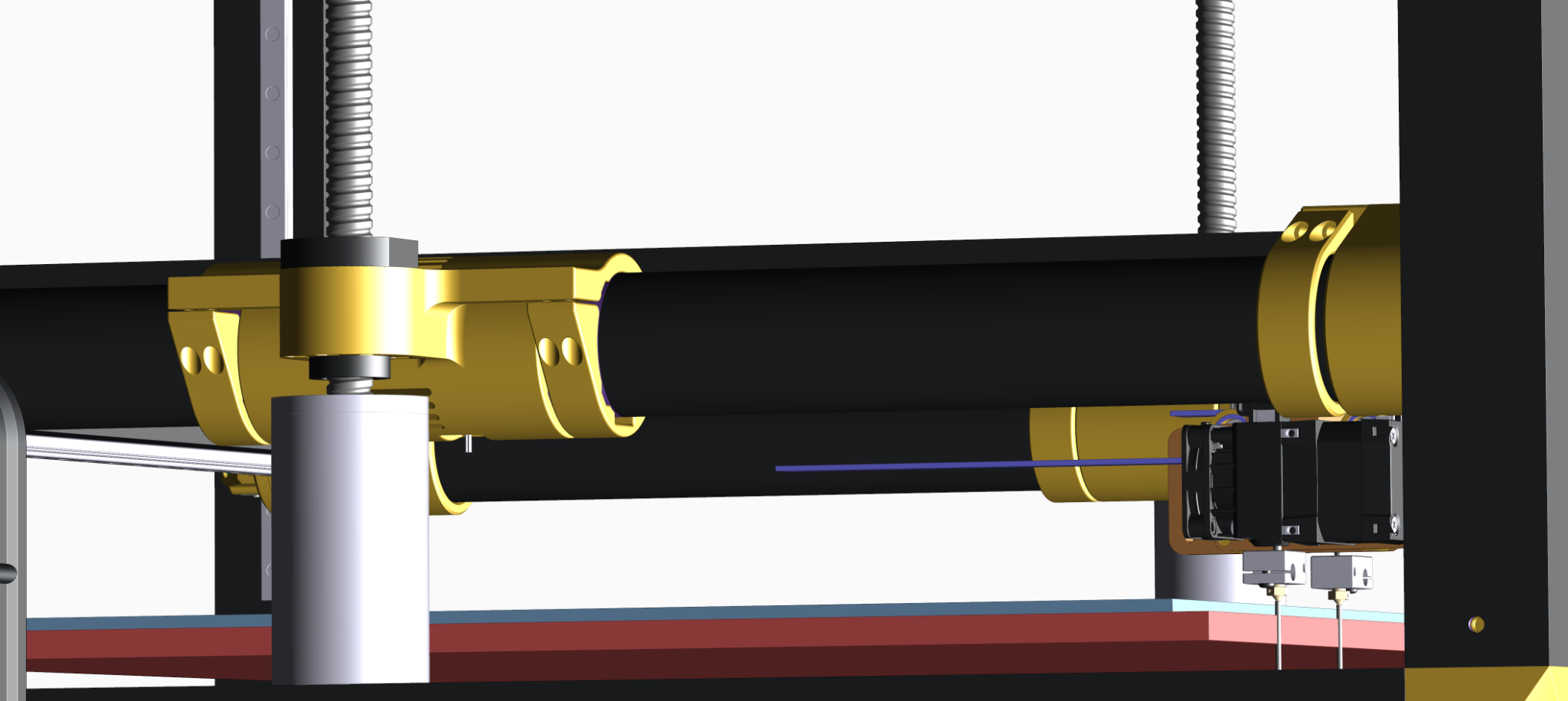
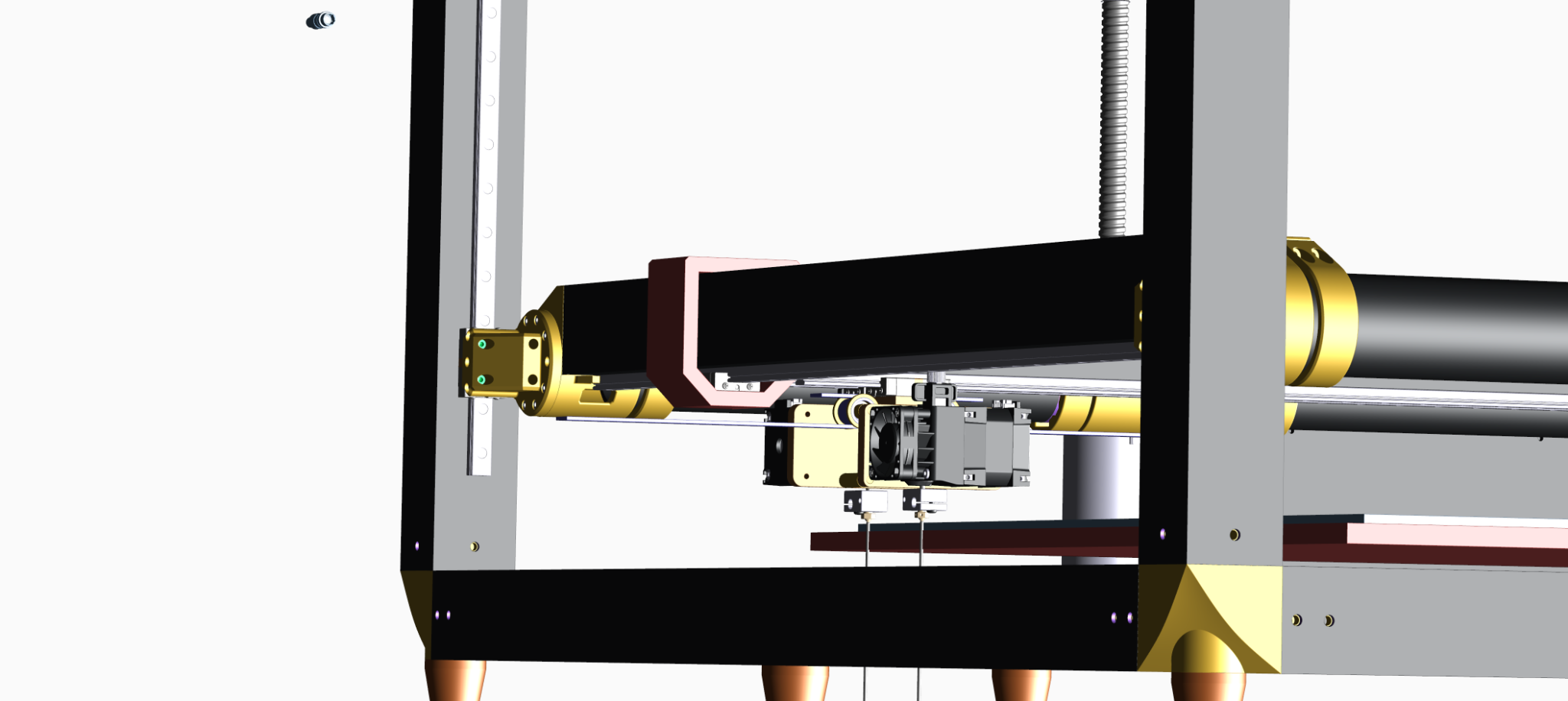
bonjour à tous Donc voici mon projet d'imprimante grande capacité (600X500X330), double Tête hemera modifier (j'en teste une sur ma CR10 v3) ,et plateau chauffant 2 zones Elle sera constituée de tubes carré alu de (50mm X 2mm) Léger, très rigide et surtout gratuit de pieces usinées (c'est mon métier) et imprimées Pour le reste des composants : - Rail Hiwin (axe Z 4x400mm ,axe X 650mmX2, axe Y 750mmX2) - 2 Vis a billes 450mm Ø16 pour le Z - Carte mere BIGTREETECH Octopus V1.1 + TMC 2209 +BL touch et ecran TFT43 V3 -4 moteurs pas a pas Drylin - Courroie largeur 15mm Tout le matériel est reçu ou en commande sauf 1 moteur et la j'ai besoin de conseils Quel modèle de bonne qualité en 24V à double axe de sortie me conseillez vous? Et quelles alimentation de puissance aussi ? Quelques 3D(ce n'est pas encore fini je planche encore sur quelques pièces à imprimer) , pieces imprimées et matos




 1 point
1 point -
Allez, je commence avec deux bécanes, à vous de faire vos proposition et d'ajouter des bécanes. Phrozen Sonic Mega 8K Elle a déjà été reculée, maintenant 3DJake l'annoncent pour le 4 Janvier 2022 Je parierai pour un mois supplémentaire Février 2022, qui dit mieux ou pire. La Prusa XL, Josef Prusa l'annonce en Q2 - Q3 2022 Comme j'ai eu ma première Prusa en Aout, je parie sur Aout 2022, qui dit mieux ou pire.

 1 point
1 point -
Pour les erreurs Unknown commande: "M486 T5" et l'autre (juste avant le "Filament runout !") Unknown commande: "M486 S0" M486 - Cancel Objects https://marlinfw.org/docs/gcode/M486.html C'est dans le Confiuration_adv.h des sources du marlin. Il faut surement activer CANCEL_OBJECTS ? /** * Cancel Objects * * Implement M486 to allow Marlin to skip objects */ //#define CANCEL_OBJECTS Car surement tranché avec PrusaSlicer ou SuperSlicer ... Pour le "Filament runout !" là c'est étrange car il semble arriver a extruder (g-code de démarrage la ligne ) et le début de l'objet ... Donc peut être un connecteur et/ou le câble qui a était pincé ( en haut le cache plastique et le portique quant on se trouve en Z max ?)et qui a des gaines/brins abîmé qui créer un court circuit aléatoire ? Ou un parasitage ? voir une poussiére qui fait court circuit dans les pistes entre le connecteur et le microcontrôleur ? Sinon bidouiller / tester et vérifier l'état du capteur de fin de filament dans le résultat de M119 M119: Endstop States https://marlinfw.org/docs/gcode/M119.html ?1 point
-
@dureiken Rigole pas je recherche un nouveau taf, plutôt je devrais a partir de Janvier. @Dwight Schrute alors ok oui le Détecteur de fin de filament est sur le TFT c'est le câble Blanc a 3 fils en bas a droite sur la photo de l'écran. Je vais vérifier sur le firmware TFT et Marlin si je vois un chose. Cette M486 T5 commande unknow (indique que cette commande commande n'est pas supporter par le firmware) mais je sais pas ce fait ce M486 ici car c'est la commande Cancel Object logiquement et la étrange. Je regarde demain a tête reposer, il y a une chose a tester si tu remet le firmware tft Artillery a tu des soucis avec le detecteur de fin de filmant (cela me permettra de comprendre si je dois regarder plus le firmware tft ou Marlin) Désoler si j'avais une Genius pro ou X2 je te demanderais même pas de tester j'aurais poussez les test de mon côté mais je suis obliger de travailler sur le Firmware sans machine de test donc moins commode . De rien, j'ai jamais pensé à le faire (c'est pas dans ma nature de base de faire cela), mais j'avoue je ne peux pas faire tout ce que je voudrais comme tuto modification ou autre par manque de moyen, j'ai un Paypal faudrait que je regarde si cela ce fait facilement qui sait j'arriverais peut être a a avoir quelques euros pour réaliser une ou 2 upgrade de plus sur la Genius. (voir finir les modifications sur la CR10s Pro V1 qui est encore en cours d'évolution et pour laquelle j'ai un topic a créer sur mes évolution )1 point
-
J'utilise principalement des hotends all metal de chez Micro Swiss et je trouve que les photos sont représentatives du montage utilisés. https://store.micro-swiss.com/collections/all-metal-hotend-kits1 point
-
Parfait ton explication @Yellow T-pot nous pouvons bientôt monter un bureau d'étude expérimental; je ne laisse pas tomber mon idée du tube INOX ! Les chercheurs vont trouver PRUSA l'aurait fait pourquoi pas nous il y a un truc à améliorer1 point
-
ils devraient t'embaucher chez Artillery ...1 point
-
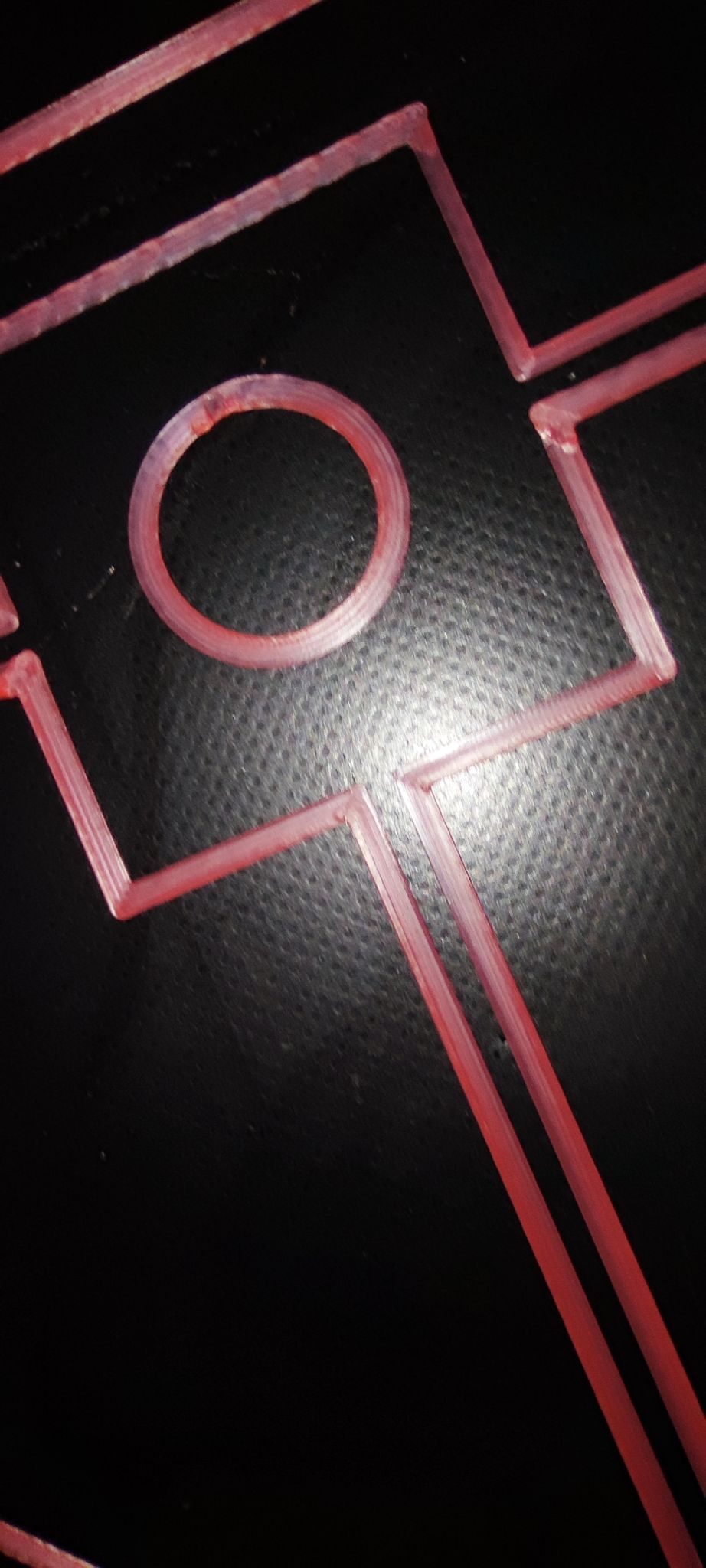
Oui je sais mais bonjour les fuites j'ai essayé c'est une co...le filament fondu remonte très haut et c'est la cata à la longue.. surtout avec le PETG ce montage me laisse perplexe peut être que c'est bien peut être que non... il y a un jeu sur le diamètre d'environ 0.12 mm entre le heatbreack et le tube PTFE suffisant pour laisser échapper le filament fondu qui remonte; c'est encore pire avec le PETG c'est ce qui tue le tube PTFE Il ne faut pas oublier que le filament monte en pression pendant l'extrusion; je ne connais la valeur en Bar mais je pense qu'au niveau de la buse ce n 'est pas négligeable. Voici le tube PTFE qui est en cours de colmatage mais c'est encore discret ! Au fait @methylene67 j'ai retrouvé la photo d'un ventilateur comportant un régulateur de courant c'est la petite puce noire pour confirmer mes dire sur le composant électronique.

.thumb.jpg.6166b10c09bfa6145e7c8b0196ddecc9.jpg) 1 point
1 point -
@Yellow T-potPour finir le délire j'ai moi aussi réalisé un montage à la place du tube PTFE j'ai placé un tube en inox Ø4x2 de la même longueur que le tube PTFE c'est à dire 72mm pour la Tenlog. Résultat le PLA passe bien mais il ne faut pas de rétraction car çà génère un bouchon au bout de 30 minutes. Donc le test est nul pas bon du tout... je pense que le rupteur thermique est trop violent le filament se fige après de nombreuses rétractions. L'idée serait de rajouter une bague en laiton de Ø6x4 hauteur 5 mm pour adoucir la transition afin de conserver entre 75 à 80° dans cette zone. Cette Zone est située entre le corps de chauffe et le dissipateur en alu. J'ai pas dis mon dernier mot car çà fonctionne bien sans rétraction ( j'étais à 3.5mm de rétraction c'est de trop ) il sont un peu fou ces Romains ! il faut une coupe très précise et polie à l'extrémité du tube qui prend appui sur la buse. en fait j'ai réalisé un effet inverse par rapport à Yellow !!!!1 point
-
@Yellow T-pot Tu as finalement créé un pseudo-heatbreak en éloignant le TPFE de la zone chaude1 point
-
Salutation ! Je parle sans savoir car je n'ai jamais imprimé d'ASA ni vraiment utilisé de PLA en extérieur ! mais ... Il me semble que @divers a déjà proposé de mettre une ou plusieurs couches de peinture extérieur sur du PLA pour le protéger des U.V. ( de couleur https://www.nuancierpeinture.fr/couleur-ral/classic/7016.html ? ) Sinon de la peinture sur de l'ASA qui n'a pas la bonne couleur ( Il y a du Blanc ou Noir chez https://www.arianeplast.com/41-3d-filament-asa mais pas de promos a cette date ... )1 point
-
Si ça se trouve ton PLA va tenir le choc, j'ai imprimée un mousqueton en PLA noir, ça fait deux ans qu'il est dehors et il n'a pas bougé malgré le gel et le soleil (toute la journée en pleins soleil en été).1 point
-
Genial merci infiniment @MrMagounet je teste cela ce WE ! tu m'évites de changer d'imprimante !1 point
-
Propre le plateau accroche très bien en effet et ça m'embête d'attendre à chaque fois que ça refroidisse1 point
-
Salut, Je n'en ai encore jamais utilisé Si l'ASA (Optimus) de @filament-abs.frest aussi bon que leur PLA alors il y a du gris et du gris foncé (et des grosses bobines si besoin ) : https://www.filament-abs.fr/produit/filament-asa-optimus/1 point
-
Comme celui-là donc ? Fillamentum ASA Extrafill Anthracite Grey - 3DJake France ou Filaments ASA - Atome3D.com 3D Printer France1 point
-
Si tu veux la jeter mon coffre est ouvert1 point
-
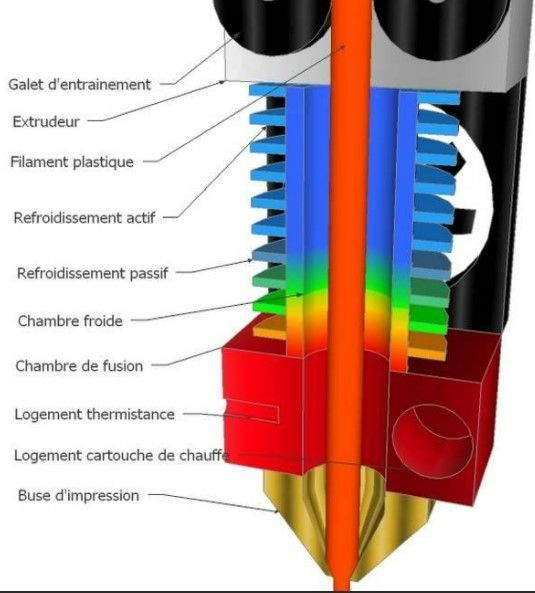
je pense @methylene67 tu n'as pas lu complétement le texte hélas (le commentaire du fournisseur valorise mes dires )... Bon chez moi çà fonctionne très bien ! chacun à des avis mais le raisonnement est différent. c'est pour cela que chez moi je suis satisfait de mon montage. J'ai reçu ma deuxième paire de heatbreack montage classique lisse comme d'origine cet après j'ai réalisé un nouveau montage. @Jeff78s vat être content de notre débat brulant comme j'ai deux paires d'extrudeurs Tenlog j'ai réalisé le montage avec des blocs de chauffe en aluminium + les heatbreck cuivre pour identifier si nous avons une différence; il n'en y a pas fausse route. J'ai les mêmes performances en températures je suis content content... Conclusion la montée en température est plus rapide avec de l'aluminium et le PID est stable la variation est minime à un degré près sans pinailler. Je ne comprends pas le délire sur le montage du filetage mon heatbreack est comme sur la photo donc ce n'est pas un piège ??? il est de la même forme identique que l'original. Pour expliquer ci-joint un schéma qui démontre les différentes zones de montée en températures. C'est sympathique de réaliser chacun des test afin de faire profiter de nos expériences d'où l'intérêt d'exploiter aussi les extrudeurs 3dv-6 qui sont full métal d'origine c'est pour cela que beaucoup l'ont monté dans leur machine. Comme quoi la technique évolue vive le progrès et fini les Tubes PTFE de M... a+
 1 point
1 point -
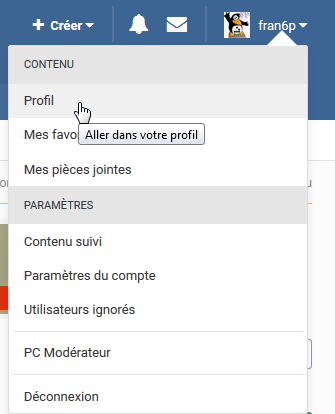
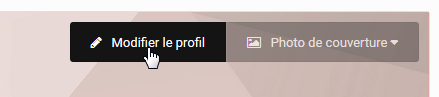
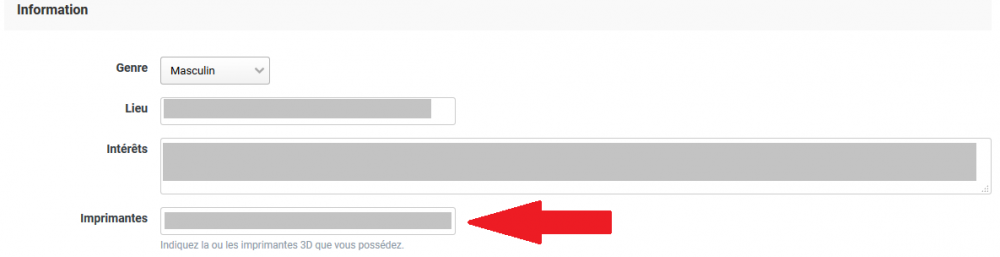
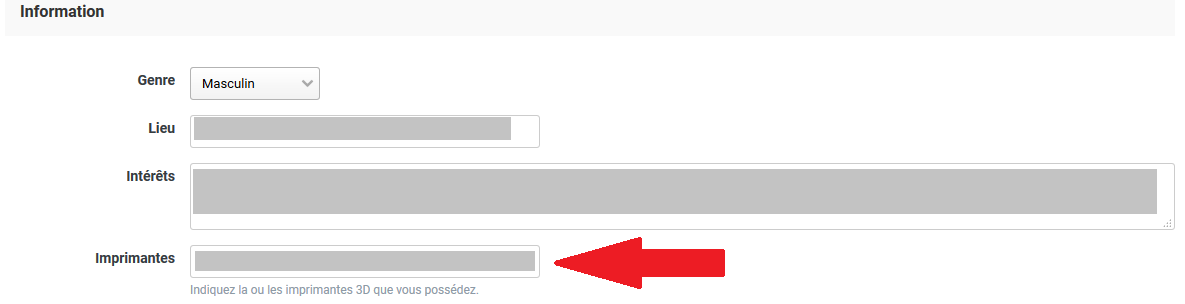
Bien que ce soit des TMC2225, il faut les déclarer en TMC2208_STANDALONE car il n'y a pas d'entrée spécifique pour les TMC2225 (qui sont des TMC2208 dans un autre format de puce) et les cartes Creality ne savent pas gérer l'UART (ou le SPI) des pilotes Trinamics. Surtout ne pas activer le «linear_advance» avec ces cartes sous peine de voir l'arrêt de l'extrusion en cours d'impression. Pour désactiver l'extrusion volumétrique, menu Control (avec un écran LCD) : https://marlinfw.org/docs/features/lcd_menu.html#filament @Boomcar N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil. En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer":

 1 point
1 point -
Non dans les menu de l'écran de l'imprimante (mais ma mémoire me fait défaut pour te donner les détails )1 point
-
On se la pète OK,
 1 point
1 point -
Je ne suis pas d'accord le filetage en cuivre assure le transfert thermique du foyer de fusion sur 5 mm environ dans le bloc de chauffe. (c'est la que tout ce passe pour la fusion du filament dans cette zone y compris le bloc de chauffe) Il faut un certain volume en fusion pour performer la poussée du filament. Et là je ne parle pas de la pression en interne dans le foyer qui est inversement proportionnel à la montée en température et selon la nature du filament. Au sujet du cône en cuivre le couple de la barrière thermique n'est pas détériorée du fait de la conductivité du cuivre qui lui assure encore un meilleur refroidissement du tube de transfert en INOX. (ce cône contribue au refroidissement du transfert thermique refroidi par un flux d'air amélioré; c'est un brise chaleur efficace ) Le grand filetage en cuivre faux!! Je ne comprends pas pourquoi vous parlez du grand filetage erreur c'est pour autre montage d'un extrudeur fileté en interne. Cette technique de montage ne s'applique pas à notre imprimante. Restons dans un montage adapté au type CR10 et parlons de ce que nous avons fait au montage... ce que je sais c'est que mon montage fonctionne très bien pas besoin de savoir si çà refroidi plus ou moins bien ce qui compte c'est d'aller à l'essentiel. De toute façon si mon montage n'était pas fonctionnel je ne serai pas là pour vous expliquer mon expérience. Sauf que chacun détient un raisonnement à son niveau et une aptitude à comprendre de qui est bien ou à améliorer. Pour moi il n'est pas logique d'augmenter la température de fusion de 10° c'est là je pense le problème technique du montage avec un heatbreack tout en inox pour le filetage et transfert. Par économie le centre d'usinage n'à pas voulu se casser la tête car il est plus compliqué d'associer du cuivre avec un assemblage d'un tube INOX en usinage CNC. (le cuivre est délicat à usiner) Faire un cycle d'usinage en tout inox est plus facile en outillage je sais de quoi je parle... Pour conclure la personne qui à réalisé ce heatbreack à sans doute le même raisonnement que moi Donc votre chambre de fusion est trop froide en amont sans doute; un dessin vaut mieux que des explications. voici l'explication technique du fournisseur pour lequel son raisonnement est bien adapté au contexte Description Deux types de métaux sont utilisés pour fabriquer le tube de gorge. Le cuivre est utilisé pour la tête et la queue, et des tubes en acier inoxydable sont utilisés au milieu. Le cuivre accélère la fonte du filament et la dissipation de la chaleur à la queue. Le tube en acier inoxydable réduit le transfert de chaleur vers le haut, ce qui peut réduire efficacement le blocage. Bien sûr, il est recommandé que la distance de retour du filament ne dépasse pas 1-5mm. Parce que le thermique d'origine utilise des tubes en téflon, l'écart en position centrale est trop long, donc lors de la fabrication de tout le métal, il est nécessaire de réduire la distance du milieu, ce qui va exposer une partie du cuivre à l'air, Nous utilisons donc une conception conique pour conduire efficacement la chaleur en même temps, cela réduira également la chaleur en position centrale, de sorte que le brise-chaleur de cette structure puisse jouer le meilleur effet.
 1 point
1 point -
Pas mieux que @Savate, pour ma part, il va te falloir concevoir (ou acheter) un caisson, changer la tête (je recommanderai la micro swiss all métal car j'en suis vrai ravi lol), mettre du capricorn afin d'avoir un bon PTFE et enfin un bon PEI de chez energetic 3D ça va de soi. Mais qui dit caisson, il faudra penser a déporter l'électronique à l'extérieur de celui-ci. En attendant rien ne t'empêche d'imprimer en PLA les futures pièces pour vérifier qu'elles sont ok et surtout pouvoir imprimer les modules qui te sauront utiles afin d'optimiser l'imprimante .1 point
-
Salut @Raph-38, (en dehors de la taille qui peux poser soucis), la Alfawise U20 one est un très bonne machine réaliser par Longer (qui reste un fabriquant Sérieux), les AlfaWise sont des imprimantes Marque blanche vendeur la GearBest certain modèle sont très discutable et GearBest ayant djà déposer le bilan et réapparue comme par magie il y a de quoi être inquiét. Ton budget limite quelques peux le choix de la machine mais si c'est pour du PLA pas besoin de Direct Drive absolument. Si l'on prend un budget d'environ 175€, tu as en FDM: - Longer LK 4 Pro (c'est un un clone de Ender 3 V2) car mère avec driver silencieux 2208 et écran tactile 4.3" (interface bien pensé) 150€ sur Banggood en promo actuellement - La Flsun Q5 petite Delta assez efficace driver silencieux 2208 et Carte mère 32bits (le plateau est ron d'un diamètre de 200mm si tu imprime une forme carré tu serra plus limite en surface d'impression) 175-180€ Un peu plus chers tu a la Artillery Genius a 200€ sur Banggood entrepôt Pologne, très bonne machine pour le prix, Drivers Silencieux 2100, Direct Drive, Dual Z, bon SAV Chinois chez Artillery et grosse communauté dont je fais parti, si tu veux plus d'infos sur la machine regarde ma signature mon topic modification de ma Genius1 point
-
quelle idée bizarre ? je sors ->1 point
-
Hello ! Et bien tu sais quoi ? T'es pas si loin de la vérité. Hormis quelques faiblesses assez connues et assez simples a fixer, ce sont pour la plupart de très bonnes machines et globalement leur rapport qualité/prix est clairement avantageux pour le client au regard de ce qui se fait ailleurs. Cependant, je dirais que @Raph-38 à eu une excellente intuition en renvoyant cette U20 one car s'il y a bien un modèle à fuir, c'est bien celui là. Il a été évoqué dans le fil qu'en effet Alfawise était une marque appartenant à Gearbest et qui faisait construire ses machines par Longer3D... Sauf la U20 one qui résulte d'un partenariat avec un autre fabricant et là, c'est pas la même sauce... Bref, dans l'absolu une Alfawise ou une Longer3D, oui... Tant que c'est pas une U20 one Voilà, bonne recherches !1 point
-
Je ne sais pas si ça a été signalé: Utiliser le bon format de fichier (Gcode) pour effectuer une impression.1 point
-
La jupe me parait belle perso, après l'effet que l'on a au niveau de la pièce c'est je pense qu'il a fait un radeau en plus de la jupe Rappel pour les PEI attention au choix de la marque au risque d'être déçu. Je crois bien avoir lu dernièrement que le ziflex est bien en dessous de l'energetic 3D, perso j'ai ce dernier depuis presque 2 ans et rien a redire que du bonheur1 point
-
Re, Après une grosse frayeur ! , je pensais avoir Brick ma carte mère en flashant sur un Firmware de chez BTT j'avais un message indiquant "No Printer Attached" j'ai réussi a corrigé le tire Et part la même occasion je crois avoir trouvé d’où venait mon soucis ! enfin trouvé est un grand mot, je remercie une personne qui ma aidé sur un groupe FB, il se reconnaitra si jamais un jour il passe par ici j'avais donc raison pour les 0.2mm d'incrémenté a chaque Home ou Z-Offset, enfaite dans les fichiers du Flash de l'écran TFT, il y a un fichier qui s'appelle "Config.ini" et à la ligne 505 on retrouve donc level_z_pos:0.2 d’où le décalage de 0.2... qu'il faut basculer en "0" sinon il incrémente de 0.2 vos niveau de Z-Offset ce qui par la suite vous fausse complétement votre ABL, ce qui a été le cas pour ma part, de quoi devenir Zinzin ## Leveling Z Position (Manual Leveling, Mesh Leveling, Probe/Home Offset, Mesh Tuner) # For Manual Leveling and MBL, lower Z axis to this absolute position after reaching a leveling point. # For Probe/Home Offset and ABL in Mesh Tuner, raise Z axis by this relative position after reaching # a leveling point. # Unit: [position in mm] # Value range: [min: 0, max: 2000] level_z_pos:0.2 Enfin maintenant tous s'explique, voila pourquoi le 1er flash lui aussi n'a pas fonctionné car j'utilisais les mêmes fichiers pour flash l'écran TFT qui est proposé par David ce qui fait que peu importe le Firmware Molise que je mettais j'avais exactement le même problème (Note pour le MBL qui était décalé lui aussi ) Un autre truc que je pigé pas non plus mais que je pensais toute a fait normal, c'est que la pointe de mon TouchMi lors d'un nouveau Flashage venait buté contre mon plateau juste avant de faire le Offset, et pourtant j'ai flashé et reflashé une 10 aine de fois et elle me la a chaque fois fait et la bizarrement après le dernier flashage avec la nouvelle modification faite, elle ne la pas fait, elle passe à Ras du plateau donc je pense que c’était les 0.2 en trop Maintenant j'ai une très bonne première couche sans problème ! enfin du peaufinage en vue quoi et pouvoir rattrapé tout le temps perdu, car au final j'ai pas pu en profité pleinement de cette imprimante qui ma donné matière a faire. En tous les cas je vous remercie tous qui m'avait aidé de prés ou de loin, je n'hésiterai pas a re postulé si j'ai besoin d'aide ou si je peux apporté mon aide également PS: si vous hésitez entre un TouchMi ou un BlTouch je vous recommanderai de passer tout de même sur un BlTouch quitte a ajouter quel que Euro supplémentaire, j'ai absolument aucun soucis avec le TouchMi en soit, cependant force est de constaté que les compatibilités sont tout de même limité pour nous débutant ce qui réduit drastiquement leur utilisation et va demander des connaissances un peu plus pousser, ce qui n'est pas forcément le cas d'un BlTouch sur le quel vous trouverez beaucoup de Firmware compatible, la pour ma part j'ai chercher la facilité entre autre car je pouvais me rebranché sur la Led ça m’évitai de tiré du câble, toute fois si j'avais pas eu la Led j'aurais personnellement foncer sur un BlTouch voili voilou je voulais conclure la dessus ^^ Les couches sont assez voir trop écrasé, je régler le babystepping

 1 point
1 point -
Bien joué ! surtout que là c'est vraiment pas explicite comme erreur. Méchants espaces et/ou caractères spéciaux, qui plante les compilations ... ils mon fait aussi perdre du temps ...1 point
-
ok merci pour le réponses. Carte SD retrouvée, la question ne se pose plus. De manière générale, il y a un intérêt à utiliser carte SD plutôt que clé USB ? Je trouve le petit adaptateur micro SD un peu pénible à utiliser à la longue...1 point
-
Je ne sais pas ce que tu cherches exactement comme propriétés mais tu pourrais regarder du côté du PLA 3d870 qui, recuit, a d'excellentes caractéristiques et qui est très facile à imprimer.1 point
-
Globalement tu as raison, sauf que tout le monde n'est pas bricoleur (bricoleur du dimanche, mécanicien, électronicien, électricien ...), et certains voir même beaucoup veulent juste mettre le filament dans l'extrudeur, insérer la carte SD et imprimer, et en aucun cas, modifier, régler, ou bidouiller (par manque de connaissance, de temps ou d'envie) et se prendre la tête avec tel ou tel problème, et aujourd’hui sans mettre 2000 € dans une machine, certaines permettent en partie d'atteindre ce point.1 point
-
Salut @Tony G avec un budget de 1000€, tu es novice, veux un système tu monte et hop tu imprime sans soucis. Tu veux imprimer du flexible en plus. J'aurais tendance à te conseille une Prusa MK3S si une surface de 230x230 te suffit, tu auras a l'assemblé mais en suivant les instruction pas de soucis et ce sont des machines fiable et performante. La nouvelle Prusa XL core XY sera hors budget par contre 2500 € environ en modèle de base. La Troodon de Vivendino serait un super machine mais hors budget aussi.1 point
-
Ok, merci, c'est plus clair et il y a pas mal de modélistes sur ce forum qui pourront partager leurs expériences RC. En alternative au Nylon tu as le Polypropylène qui s'imprime plus facilement vers 220°, qui est pratiquement incassable. Coté négatif, c'est plus souple que du petg. .1 point
-
Et celle la vous en pensez quoi1 point
-
Pour moi, ce sera plutôt pire Sonic Mega XL: mai/juin 2022 Prusa XL: Q4 2022 / Q1 20231 point
-
Un détail que j'ajouterais au recueil initiatique: Même si le plateau de votre imprimante est suffisamment grand pour imprimer plusieurs pièces, commencer par une seule à la fois. Cela ne prend pas plus de temps et en cas de problème vous aurez perdu une seule pièce. De plus, si vous avez plusieurs pièces identiques à imprimer vous pourrez améliorer vos réglages et voir l’impact sur la pièce suivante. Au final en gras: Toujours essayer de résoudre la cause du problème et non les conséquences du problème.1 point
-
un deux trois1 point
-
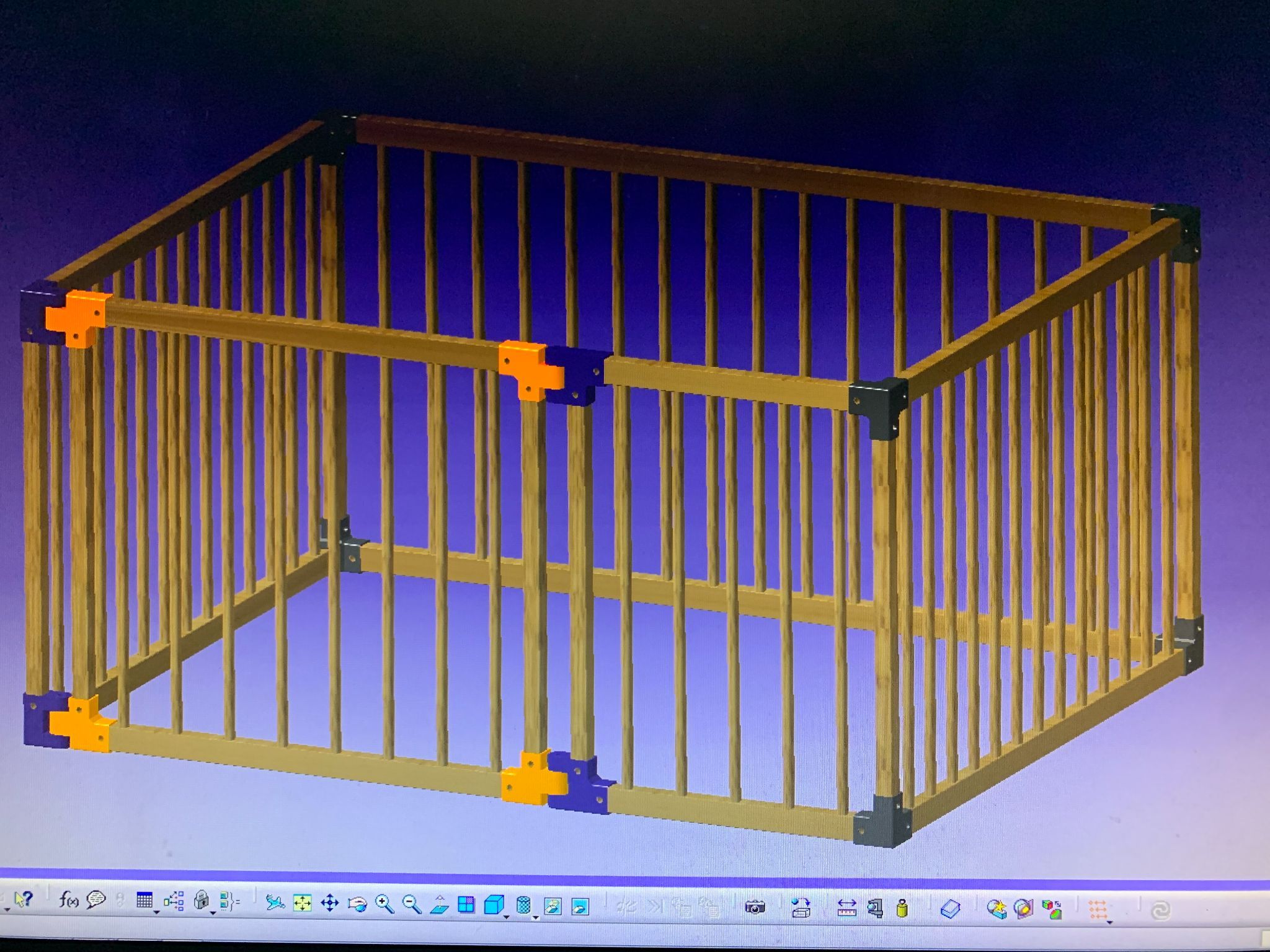
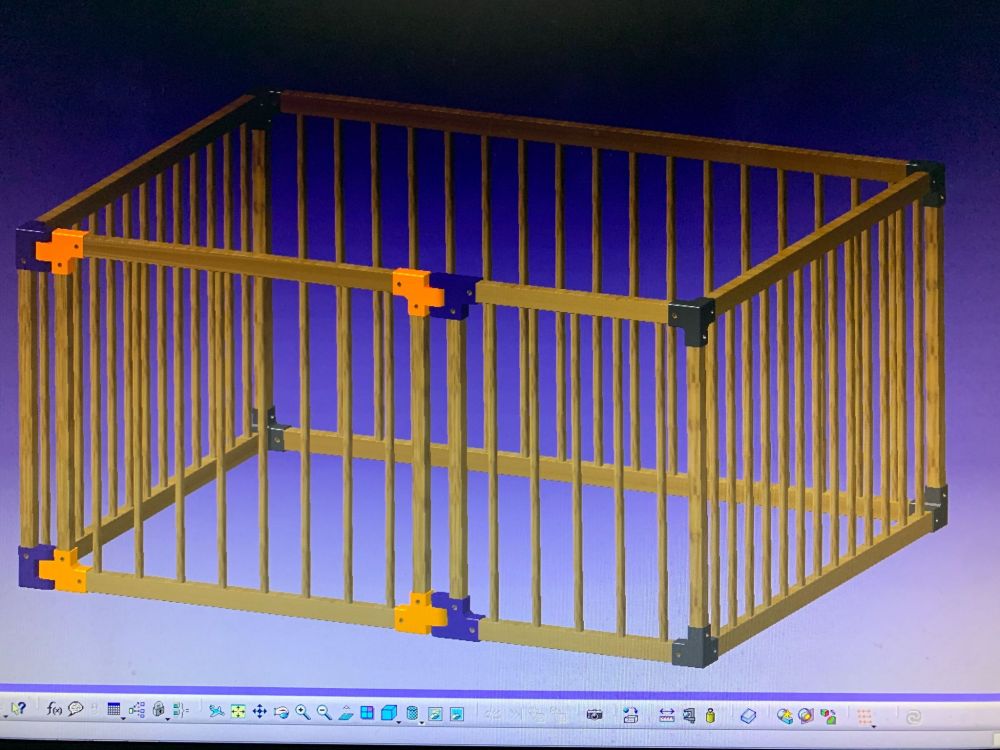
Bon, je voulais réaliser un truc démontable facilement et solide (pour les futurs bébés de nos frères et sœurs), donc plutôt que de réaliser des assemblages de menuiseries (mi-bois ou queue d’aronde), je me suis dit que j'allais faire les coins en impression 3D. Nous avions le parc qui n'était plus fonctionnel (et pas à la bonne dimension) de notre première fille, et l'idée était de le recycler (barreaux uniquement) et d'en réaliser un nouveau aux dimensions de son tapis de jeu (plus grand d'environ 50 cm dans chaque direction sauf la hauteur). Le projet modélisé : L'ancien parc démonté (il en a fallu des coups de marteau : Les barreaux sont en bois de hêtre, vernis on dirait, ils seront poncés, afin de pouvoir les traiter de la même manière que les 14 nouveaux barreaux de 600 mm (à prévoir car parc plus grand ø 16 mm). Récupération dans du madrier de sapin (ou pin) brut (j'avais du chêne et du douglas en stock, mais bon ...) pour la réalisation des poteaux et poutres/filantes (Lg l = 1000 mm, L = 1300 mm, porte 700 mm + 400 mm contre-battant). Ma Kity 636 étant démontée entièrement pour révision, ce sera dégauchissage/rabotage à la défonceuse + finition à la varlope / rabot Stanley fer 5. Résultat après de longues heures de travail (très longues) dans le froid de notre sous-sol, et d'impression (Important pour éviter de petites déformations ultérieures : j'ai stocké le bois dans la maison pendant plusieurs semainse pour le mettre à l'hydrométrie de la maison) : Traitement uniquement avec un mélange huile de lin + brou de noix à l'éponge, 2 couches (pour éviter le côté jaune du sapin/pin, j'aime bien ce rendu très joli), tout est prêt pour le montage (après avoir recoupée toutes les vis trop longue ...). Les barreaux ont aussi été traité au même mélange, la différence de couleur vient de la différence d'essence : Résultat final en photo, et notre petite qu'on peut laisser sans s'inquiéter quand on a des trucs à faire dans la maison ! Reste plus qu'à gérer l’électrisation du parc pour empêcher la bête de forcer les barrières !






 1 point
1 point -
Bonjour à tous, le forum a évolué!!!! Maintenant CNC / Laser!!!1 point














.jpg.64385d48b0d14c4171b2ed2711b3b97f.jpg)






.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)