Classement


Contenu populaire
Contenu avec la plus haute réputation dans 21/12/2021 dans Messages
-
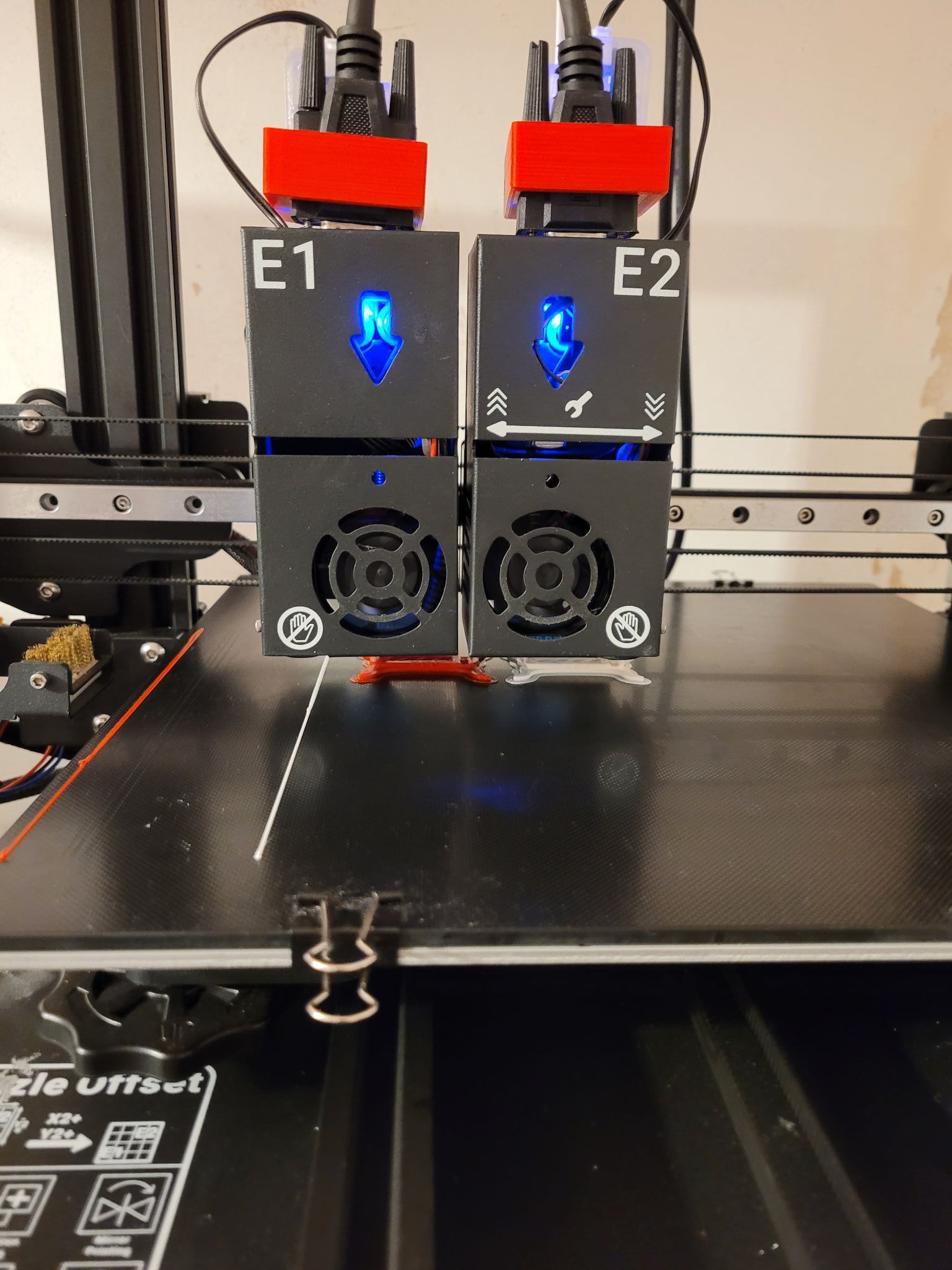
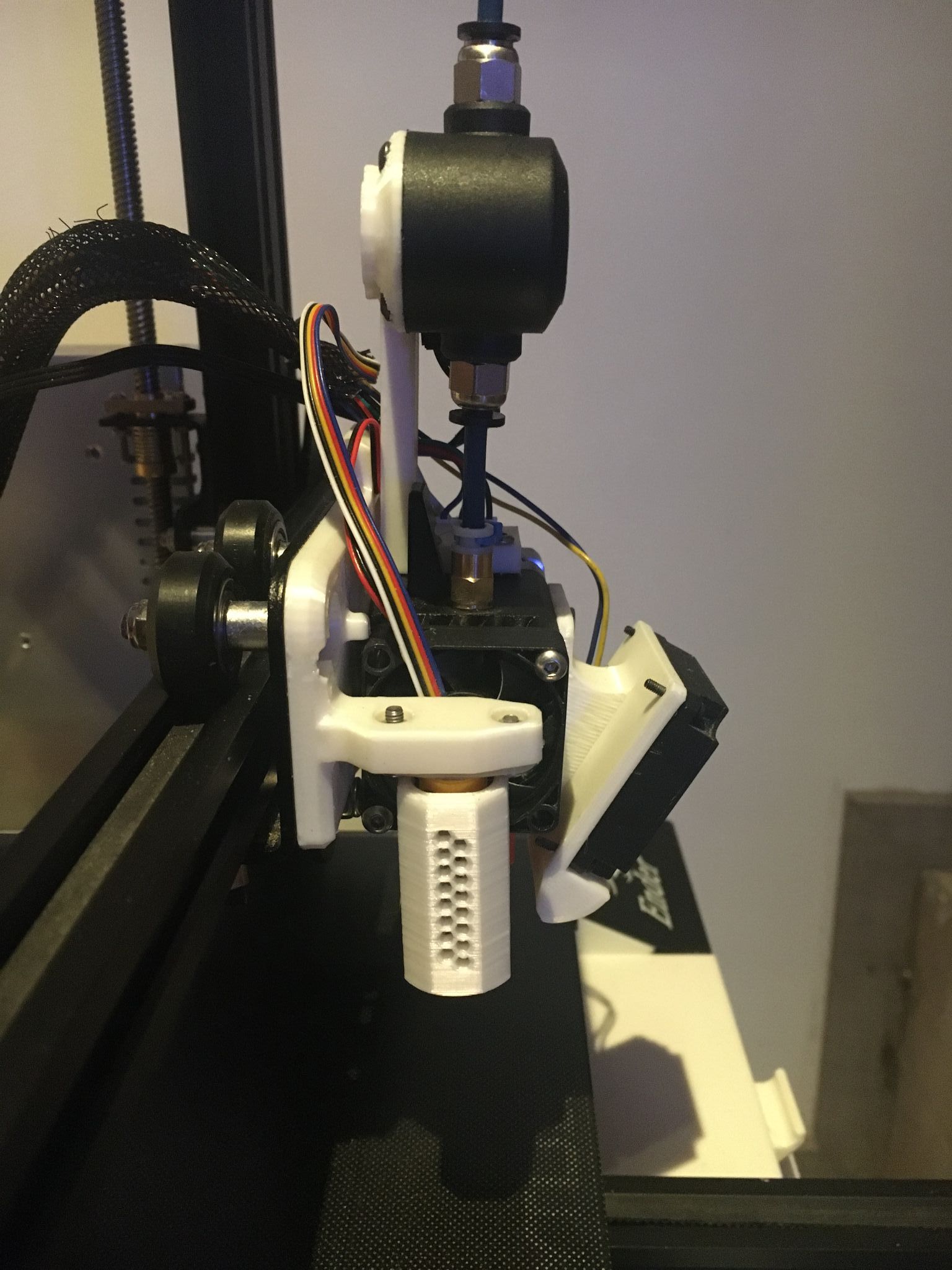
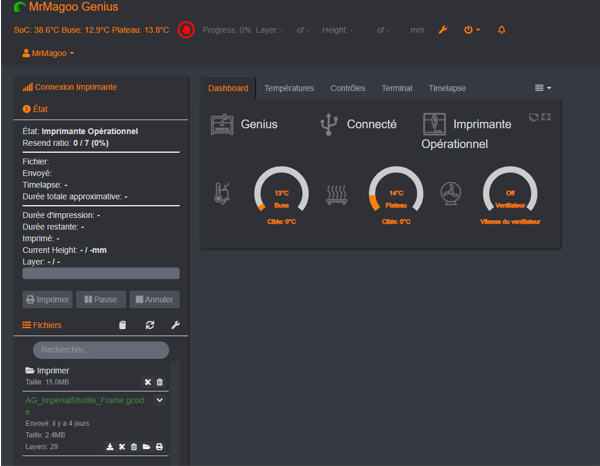
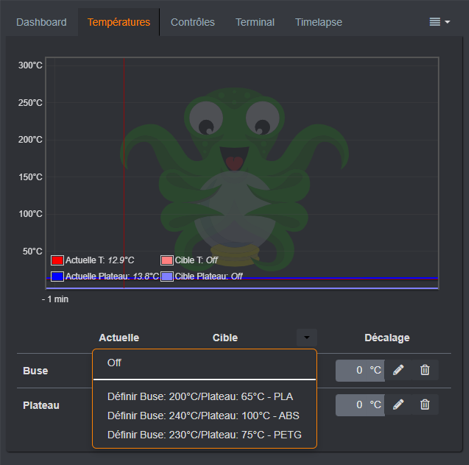
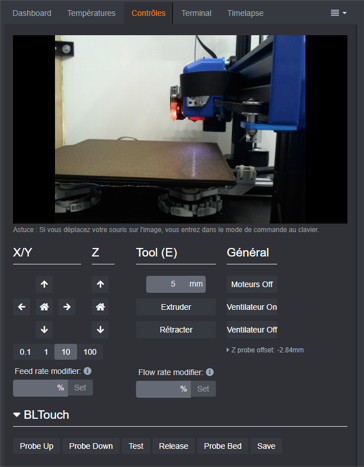
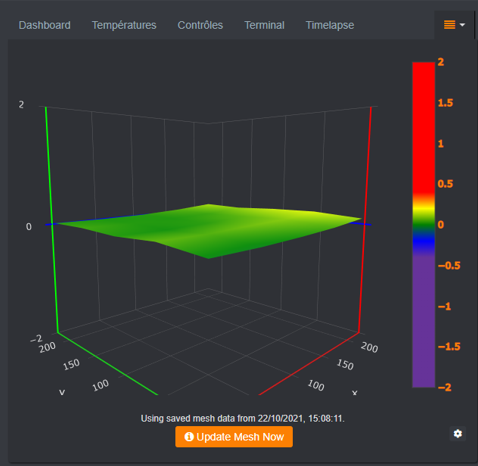
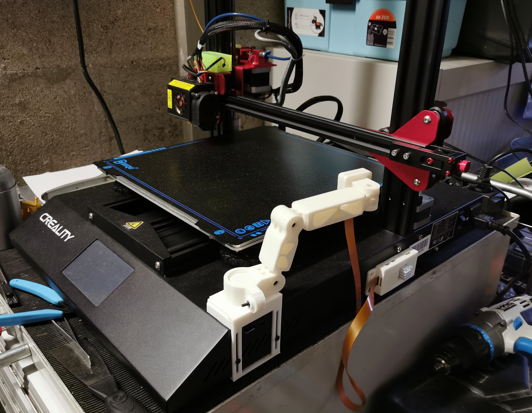
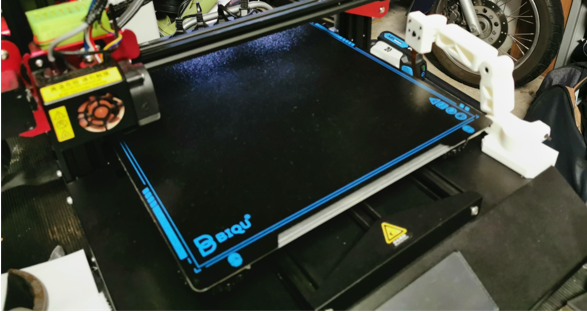
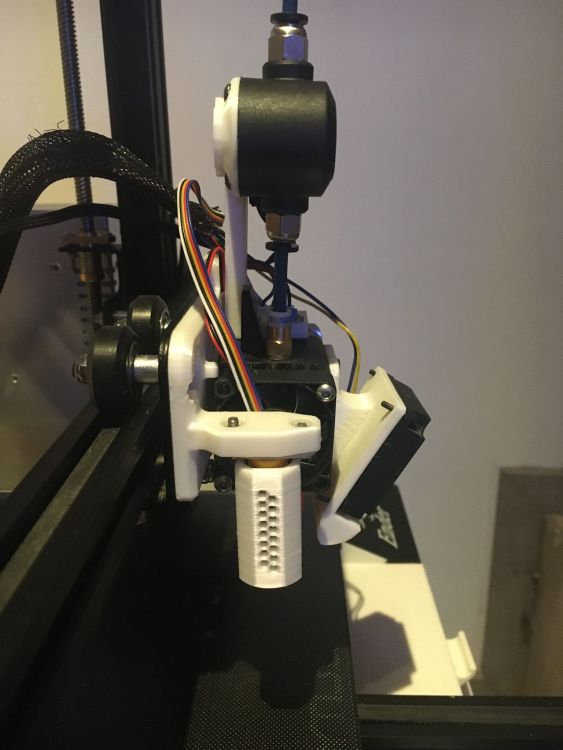
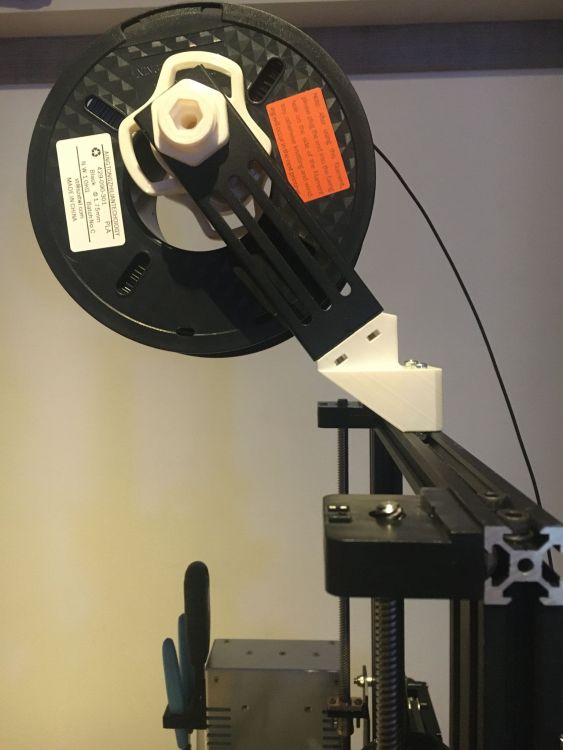
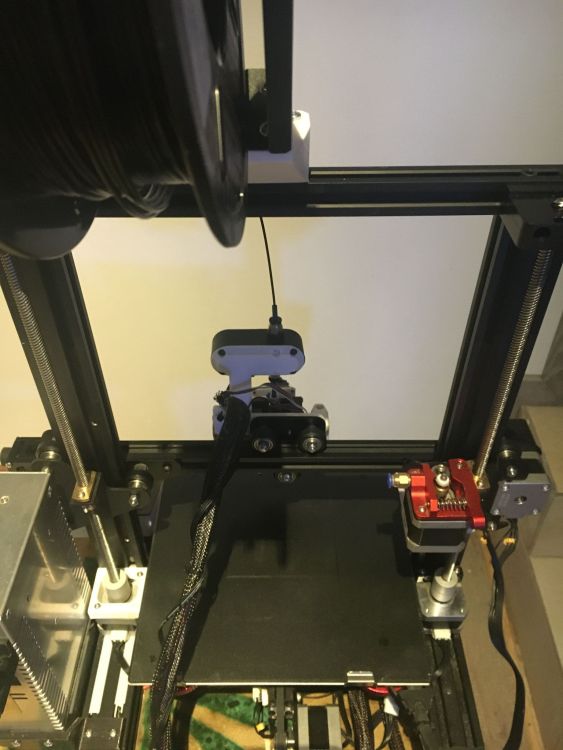
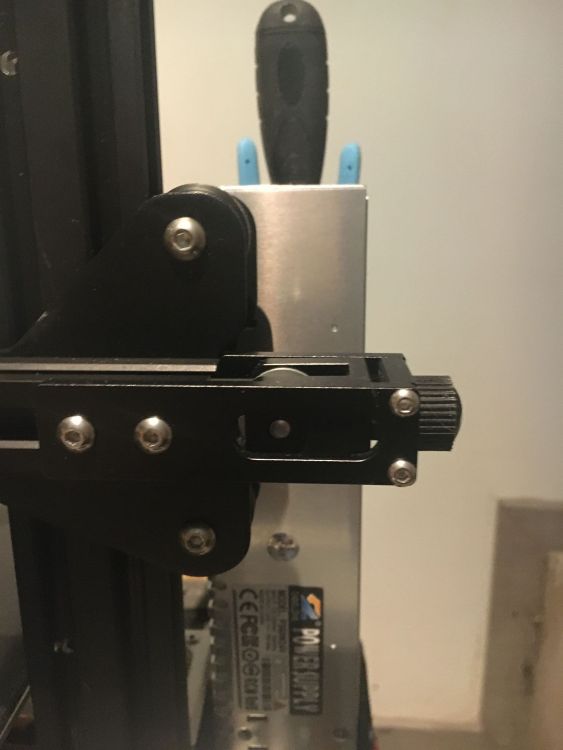
Bonjours à tous encore un petite tutoriel. Cette fois sur l'installation d'OctoPrint sur son imprimante 3D j'ai réalisé personnellement cette méthode sur la Artillery Genius et ma CR10s Pro V1. Il existe plusieurs façon de faire et outils, ici vous verrez ma façon de procéder. Quelques explications avant le Tutoriel au format PDF. Ici nous utiliserons un distribution OctoPi, donc une image d'une distribution Linux avec OctoPrint pour Raspberry Pi. C'est à mon sens le plus pratique pour l'utilisation d'Octoprint car un Raspberry consomme très peu et a largement la puissance nécessaire, mais il est aussi possible d'utiliser un Ordinateur Windows, Linux ou Mac inutilisé. Ce que j'ai utiliser comme Matériel sur mes installations : Raspberry Pi 3B+ sur la Genius (qu'il me restait), et Raspberry Pi Zero 2W sur la Cr10s Pro v1 (16€sur le Site Kubbi.fr). (il est possible d'utilise un PI 4, mais ce dernier est bien plus puissant que nécessaire) Une Alimentation 5.1v de 3A (recommandé), dans mon cas j'utilise un Chargeur type Smartphone sur l'un et un Chargeur Officiel sur l'autre, la qualité du chargeur est primordial. Pas obligatoire mais utile si vous voulez contrôler les print à distance, une Camera Pi V1.3 (pour du control basic sa passe, j'utilise cela sur le Pi 0 2w et la CR10s Pro), V2 (pour une qualité d'image supérieur), ou alors mieux comme j'ai fait sur ma Genius et le Pi 3 B+ l'utilisation d'une WebCam 720p ou 1080p que j'avais en stock (j'avais 3 webcam 720p Logitech inutilisé dans un tiroir). Attention pour les Camera Pi V1.3 et V2, sur Pi 0 2W il vous faudra une nappe spécifique comme ce modèle ci. Il vous faut à présent des logiciels dont la dernière image stable d'OctoPi disponible ici, actuellement on est a la version OctoPi 0.18.0 & OctoPrint 1.7.2. Voici la procédure d'installation complète d'OctoPi / OctoPrint. Tuto_OctoPi_MrMagoo.pdf La liste des Extension que j'utilise avec OctoPrint : BLTouch Plugin (test et control du BLT) Bed Visualizer (Visu graphique du relevé de maillage BED) Dashboard (regroupe toute les infos utiles sur une page) NavBar Temperature Plugin (indique les infos de température sur la bar de navigation en haut de l'interface quelques soit l'onglet) OctoApp (Plugin companion pour OctoApp sur Android, j'utilise OctoApp sur mon SmartPhone pour aussi gérer et contrôler mon print) Simple Emergency Stop (met dans la Navbar un bouton d'arrêt d'urgence toujours accessible, on sais jamais) Themeify (Permet de gérer le theme d'interface de sont OctoPrint). Il existe des dizaines voir centaines d'autres plugin, comme ceux permettant le contrôle de certain modèle de prise commandé TP-Link (attention bien regarder les modèle compatible), Plugin pour la gestion ArcWelder, Etc... mais il est préférable de ce contenté des plugin qui nous son vraiment utile pour évité de surchargé inutilement OctoPrint. Quelques Photos de mes installations et interfaces.






 4 points
4 points -
Et c'est reparti ! Ça fait du bien de la voir imprimer de nouveau...
 2 points
2 points -
En plus, il est connu que bricoler ce type d'imprimante est bon pour le moral puisque le propriétaire d'une delta plane...cqfd ! (je ne sors pas tout de suite car j'ai un autre truc à dire mais promis, je le fais juste après...) J'étais tenté de relever le défi car en plus je suis passé près de Lyon Dimanche mais voiture chargée à bloc, difficile d'embarquer en plus la bête, dommage ! je.....---> hop !2 points
-
Bonjour à tous, Ma fille étant positive au covid et n’étant pas vacciné me voilà confiné durant 17 jours.....(heureusement ça se tire je fini demain) . N’étant pas de nature à rien faire il fallait donc trouver un projet pour m’occuper. Ma cr10 fraîchement transformée en idex , n’était pas dotée de bassins de purge.je me suis donc lancé dans la fabrication de ceux ci. j’ai vu pas mal de vidéos de différente sorte de bassin , mais rien ne m’a vraiment convaincu . le problème récurrent , c’est la multitude de bouts de filament qui traînent partout autour de l’imprimante, ce que je ne voulais pas . j’ai aussi vu un système de languette pour boucher la buse qui est en attente , très bonne idée mais le fait que la buse frotte sur un morceau métallique à chaque changement de couleur me laisse penser que la durée de vie de la buse sera amincie. j’ai donc fait un Mix des deux , alors ce n’est pas tout à fait fini il reste les deux récipients à fabriquer et à placer en dessous pour ramasser les crottes de plastique . voici le résultat :1 point
-
Ok merci. J'ai commandé ma Flsun SR il y a 2 semaines chez Tomtop, je n'ai toujours pas de nouvelles . Je pense qu'elle va arriver après Noël alors que je serait absent pour 1 semaine, je ne sais pas si elle va repartir oubien attendre dans un point relais ;'( En attendant j'ai commandé le LGX Lite il y a 2 jours, il arrive demain. J'ai aussi pris un plateau magnétique et une alimentation Meanwell. Je pense partir sur le nouveau Rapido hotend de Trianglelab. Il me tarde de bricoler tout ça^^ Du coup je vais trainer un peu ici en attendant xD1 point
-
@Morganne46 pas grave c'est corrigé et sa marche bien, merci pour le Gcode1 point
-
Hello, comme on dit par ici, prends celui qui te va le mieux.. Essaye en plusieurs, teste et fais toi ta propre idée. Les ténors se valent globalement ensuite c'est une question de ressenti. Idem pour le filament en fonction de la matière que tu veux imprimer et du prix que tu veux y mettre. Il faut tester, se faire sa propre expérience. désolé mais l'impression 3D ce n'est pas une recette toute faite et je ne pense pas que tu vas trouver ça sur le forum. Par contre tu peux lire le moment venu les très nombreux tutos dispos sur ce forum et là il ne faut pas chercher longtemps pour tomber dessus1 point
-
Et je t'en remercie @Randwic n'en doute pas , je te dis juste ce qu'il en est d'après les test il y a pas de doute que ces erreurs proviennent du firmware TFT, après pour quels raisons ? j'ai pas assez de temps (et je part dans quelques instant jusque début Janvier) en ce moment pour m'essayé d'attaqué le code sources du firmware TFT BTT et cherche si je trouve le bug (et pour être honnête je suis même pas sur que je le trouverais )1 point
-
J'ai une Ender 3 Pro avec carte BTT SKT E3 Mini 2.0 et écran TFT 35, sous Marlin 2.0n.x de 08.2020 et je n'ai jamais ce type de soucis.1 point
-
Dans ce cas là, ils pourraient en mettre 2 dans le carton, ça irait 2 fois plus vite et ça permettrait à l'acheteur d'installer le deuxième à la casse du premier et d'attendre l'arrivée de la commande d'une version métal tranquille1 point
-
Ils ont eu un stock à un bon prix et l'écoule progressivement En collector, j'ai encore dans un carton le premier extrudeur de ma vieille CR10 qui était de couleur jaune1 point
-
Que ce soit FLsun ou Guilouz les firmwares sont pas adaptés au sens du moteur d'origine. Plutôt que de recompiler à chaque mise à jour, je préfère le changer une bonne fois pour toute niveau hardware1 point
-
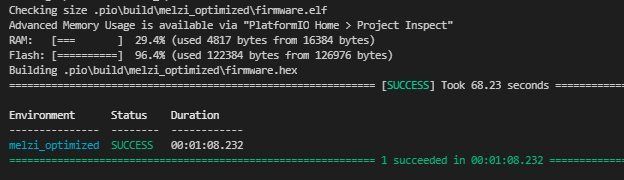
Oui. J'ai testé la compilation et mis à jour mon dépôt: ça compile sans erreur. La mémoire flash est pleine à ≃97%. Par contre n'ayant ni ton imprimante ni le TouchMi je décline toute responsabilité si ça ne fonctionne pas comme tu veux ou que ça met le feu à ta casbah ou pire : que la moitié de l'humanité disparait Récupère la dernière version à jour : https://github.com/fran6p/Marlin/tree/E3V1-CM115-TouchMi Pour mettre une grille de palpage de 4x4, il suffit de mette la valeur 4 au lieu de 3 dans : #define GRID_MAX_POINTS_X 3 Aucune idée, je n'utilise pas de tel Gcode. Normalement quand les offsets (X et Y) sont correctement saisis pour un TouchMi, lors du G28 la mise à l'origine se fait au centre du plateau puis avec un G29 les valeurs de «NOZZLE_TO_PROBE_OFFSET { -45, -10, 0 }» sont prises en compte pour que le maillage s'effectue sur le plateau partout où le TouchMi peut aller.
 1 point
1 point -
Le surmenage te guette... Je n'ai pas créé de fil exprès, j'ai posté les liens dans le fil "Tout sur la FLSUN Super Racer SR" : Thingiverse ou Cults.1 point
-
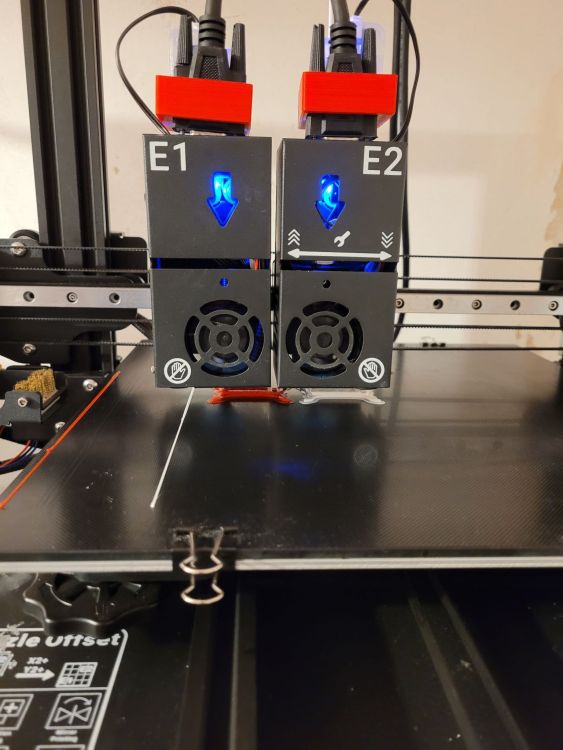
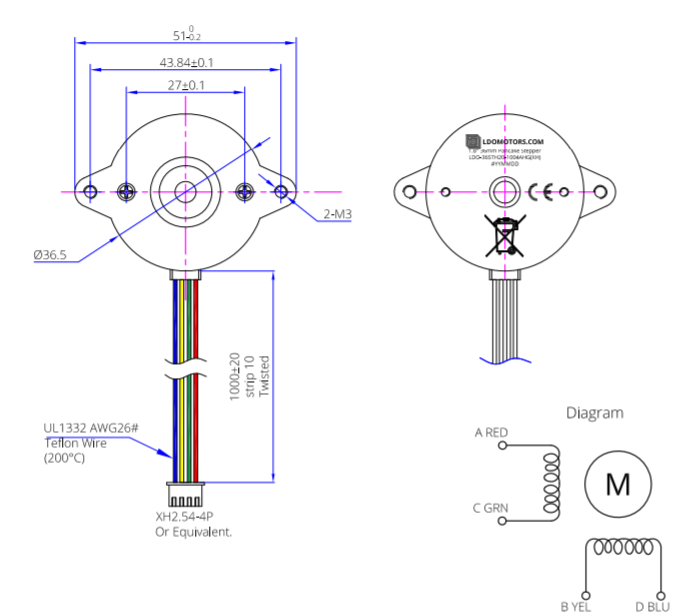
oups, la boulette je lis tellement de topic que parfois j'ai du mal à recoller toutes les infos Du coup tu me files le bon lien ? @togirix (je mentionne car mon message vient d'être fusionné) suffit d'inverser l'alim d'une des bobines Donc tu inverses A et C ou B et D Attention, côté moteur ce n'est pas un connecteur, c'est serti ! Faut surtout pas essayer de le débrancher Côté connecteur il suffit de prendre la place de l'extrudeur d'origine Pour le côté pratique, j'ai coupé côté moteur à environ 5cm pour y mettre un connecteur afin de pouvoir continuer à faire la maintenance de la tête facilement.
 1 point
1 point -
Une trotinette électrique ?1 point
-
Un embout de pare-boue!1 point
-
en vérité si vous etes loin et quand meme intéressé donnez moi vos localisations, on sait jamais si j'ai envie de vacances et que votre coin est sympa dommage1 point
-
J'aurais aimé t'aidé, mais je ne connais pas du tout Klipper , d'autres vont te répondre ne t'en fais pas.1 point
-
Des JST au pas de 2.54 qui vont sur une imprimante 3D il y en a un peu moins ... Merci à @fran6p pour la précision JST XH et je dirais même plus un JST XH femelle à sertir à 5 broches1 point
-
En fait, quand j'ai répondu à ce message, je cherchais une chose en particulier que j'avais déjà vu. J'ai retrouvé une version plus récente : Bon allez un petit effort les gars, personne pour faire marcher cette delta ?1 point
-
d'un autre côté il ne fait pas 1m le tube en ptfe, si en poussant avec un bout de filament il ne sort pas c'est que ton ptfe a trop chauffé et s'est déformé : mauvais refroidissement ou trop de distance de rétraction (jamais plus de 2,5mm sur la X1)1 point
-
Il faut voir avec @fran6p le spécialiste pour ça.1 point
-
Et il souffle dans le bon sens ton ventilo comme te l'a demandé @Yellow T-pot ? Ton filament si il a pris l'humidité devient cassant donc ce n'est pas peut-être pas un bouchon que tu as mais une cassure. Passes ton filament au four 2/3h à 40/45° max ou testes un filament fraichement ouvert.1 point
-
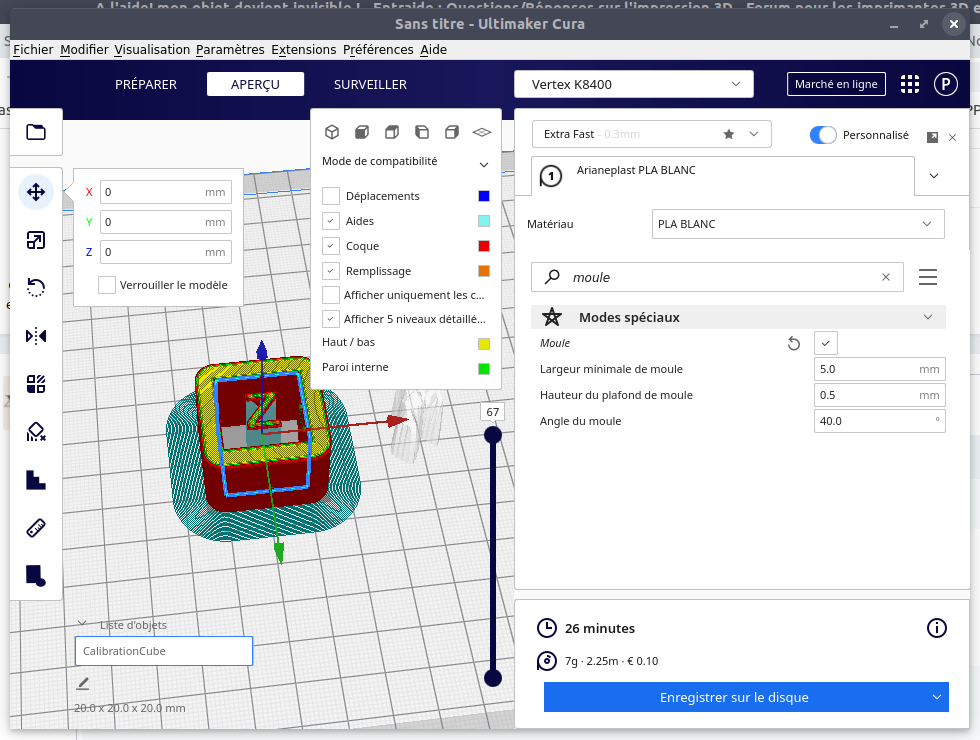
Tout d'abord, pardonnez moi d'avoir répondu aussi tard, un grand merci à tous pour votre retour immédiat et particulièrement a PPAC pour avoir résolu mon énigme, c'est génial !!! la case "moule" des modes spéciaux était bien coché et le problème venait de là. sinon j'avais essayé sous fusion et 3d builder. Un grand merci à la communauté, vraiment !!!!1 point
-
G1 Z5 F5000 ; lift nozzle M117 Purge Extruder ; On Affiche ce que l'on fait a l'écran G92 E0 ; Deplace l'extrudeur en position 0 (reset) G1 Z1.0 F3000 ; On déplace la tete à 1mm de hauteur (vitesse 3000) G1 X0.1 Y20 Z0.3 F5000.0 ; On se déplace pour démarrer la ligne de purge G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; On dessine une première ligne G1 X0.4 Y200.0 Z0.3 F5000.0 ; On se deplace de 0.3 mm G1 X0.4 Y20 Z0.3 F1500.0 E30 ; On dessine une seconde ligne de purge (retour) G92 E0 ; On remet l'extrudeur a 0 G1 Z1.0 F3000 ; On remet la tete a 1 mm de hauteur (vitesse 3000) M117 Impression…1 point
-
Salut J'ai fait mes premières découpes de Vinyle en adaptant un "Cutter" de marque Roland sur ma fraiseuse; C'était galère, je déréglais ma fraiseuse à chaque fois, je suis vite passé sur une machine spécialisée, la Silhouette Portrait (actuellement V3) qui est à moins de 200€. Elle a une largeur utile de 21,xx (format A4) pour une longueur ...... la longueur du rouleau de Vinyle. Suffisant pour mes besoins, elle ne prend pas beaucoup de place. A+1 point
-
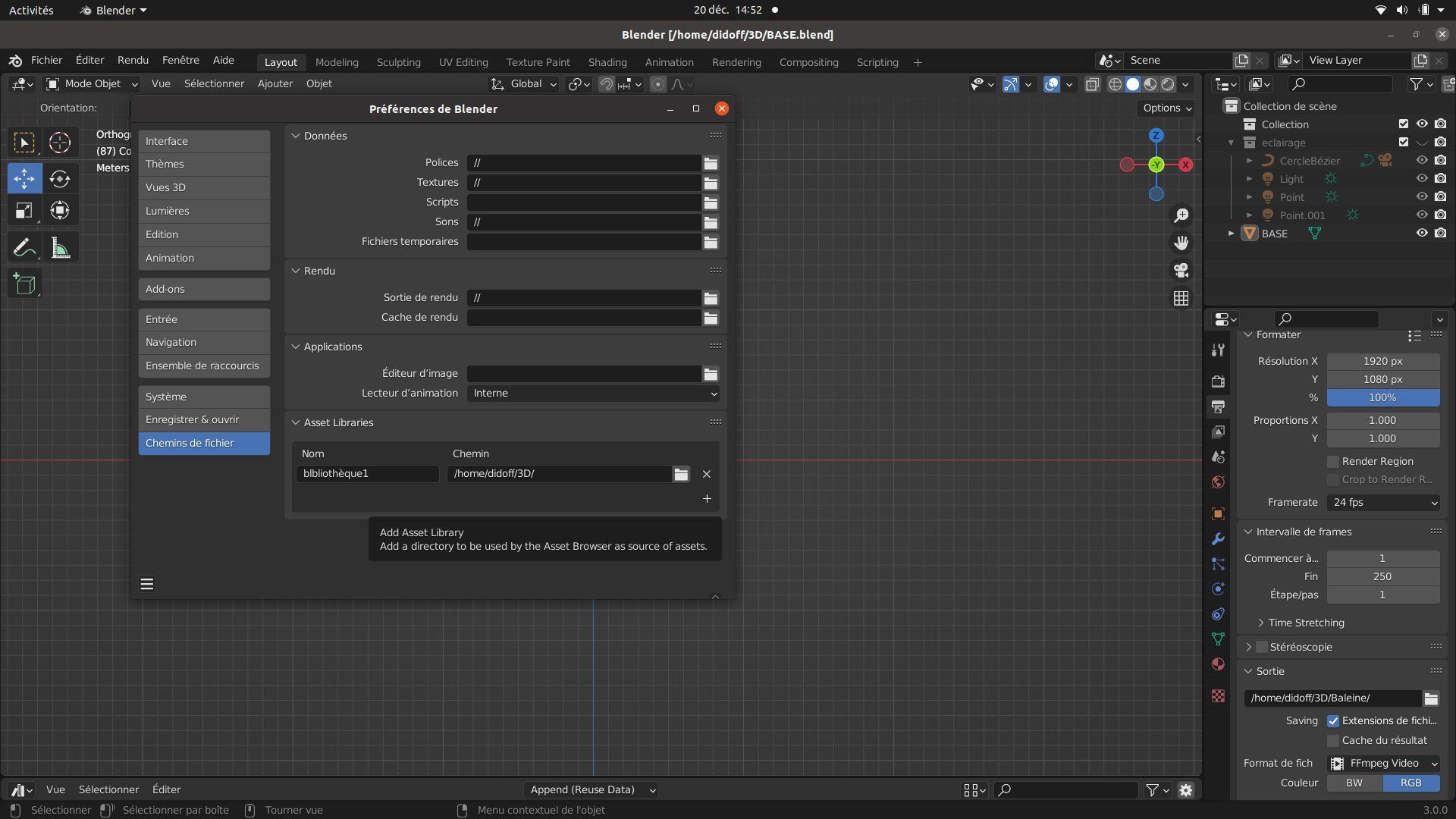
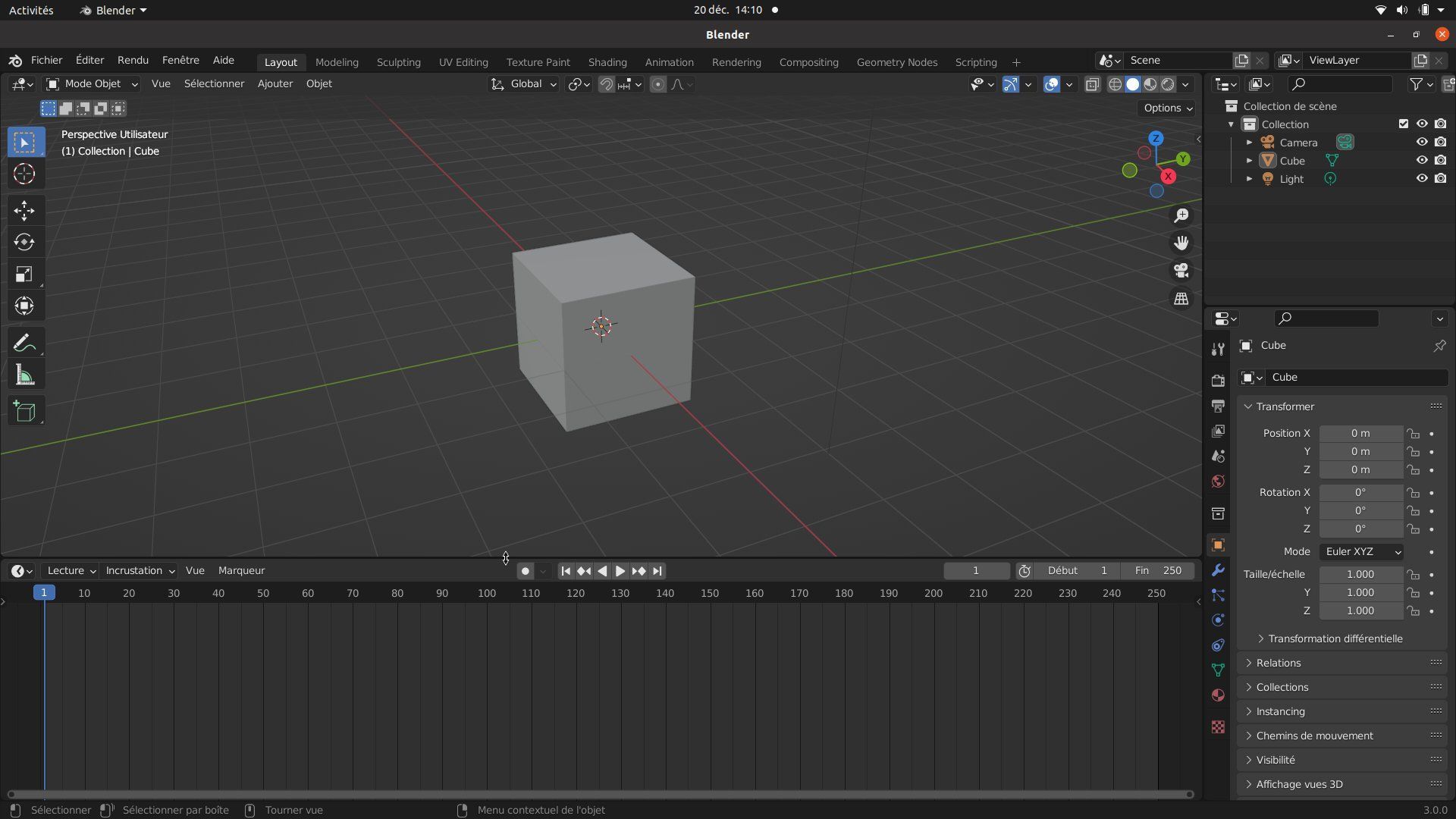
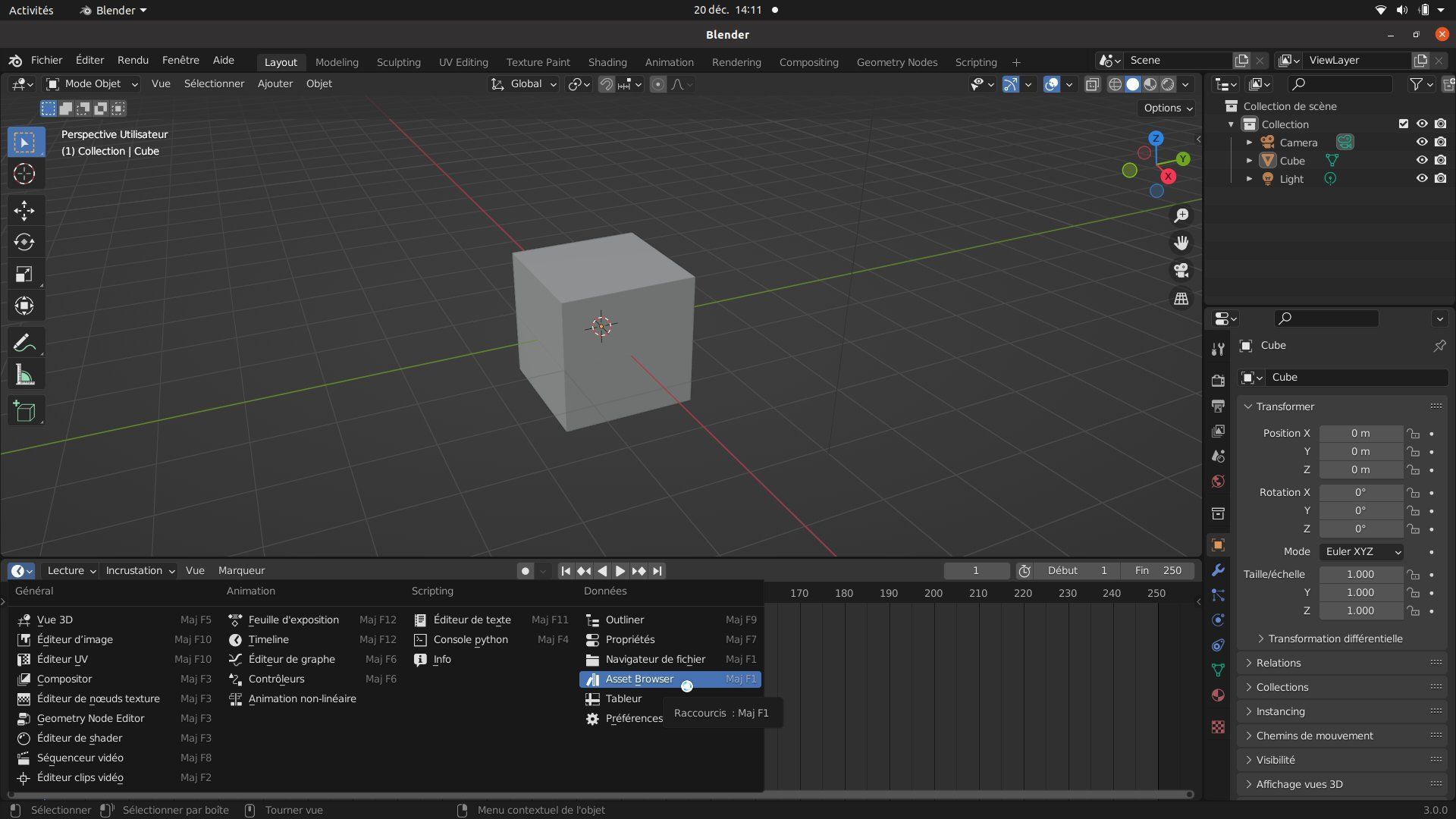
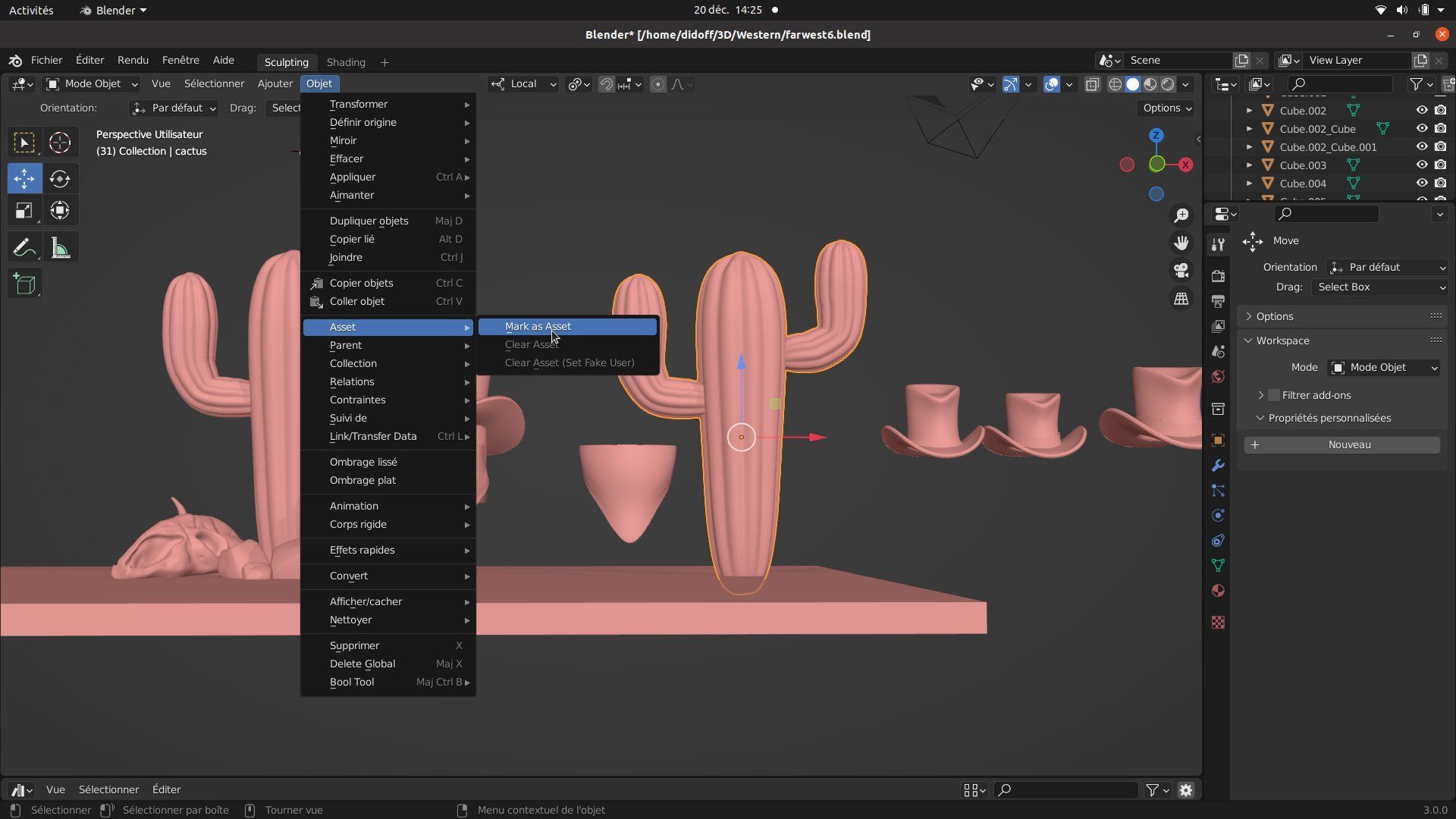
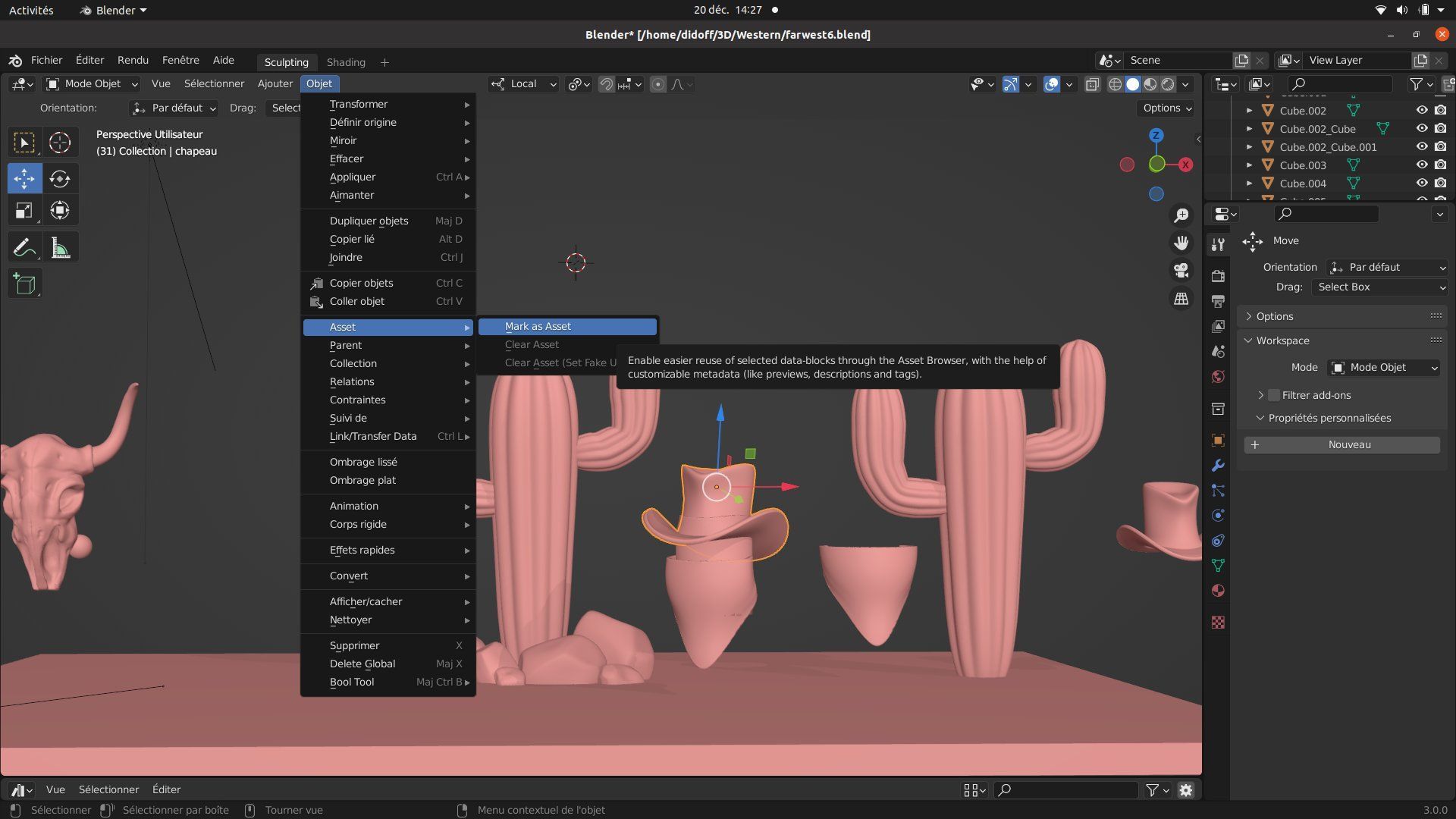
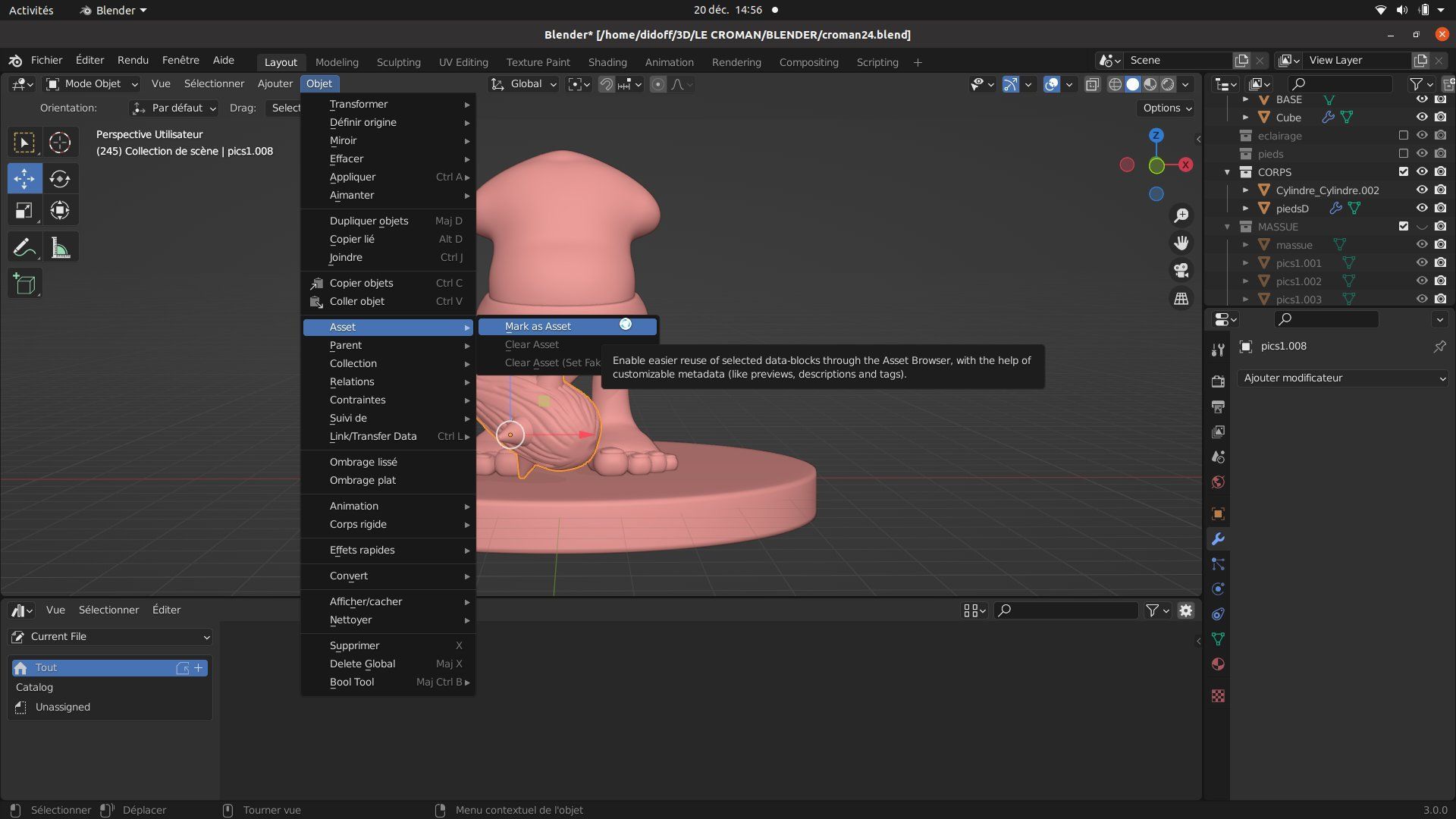
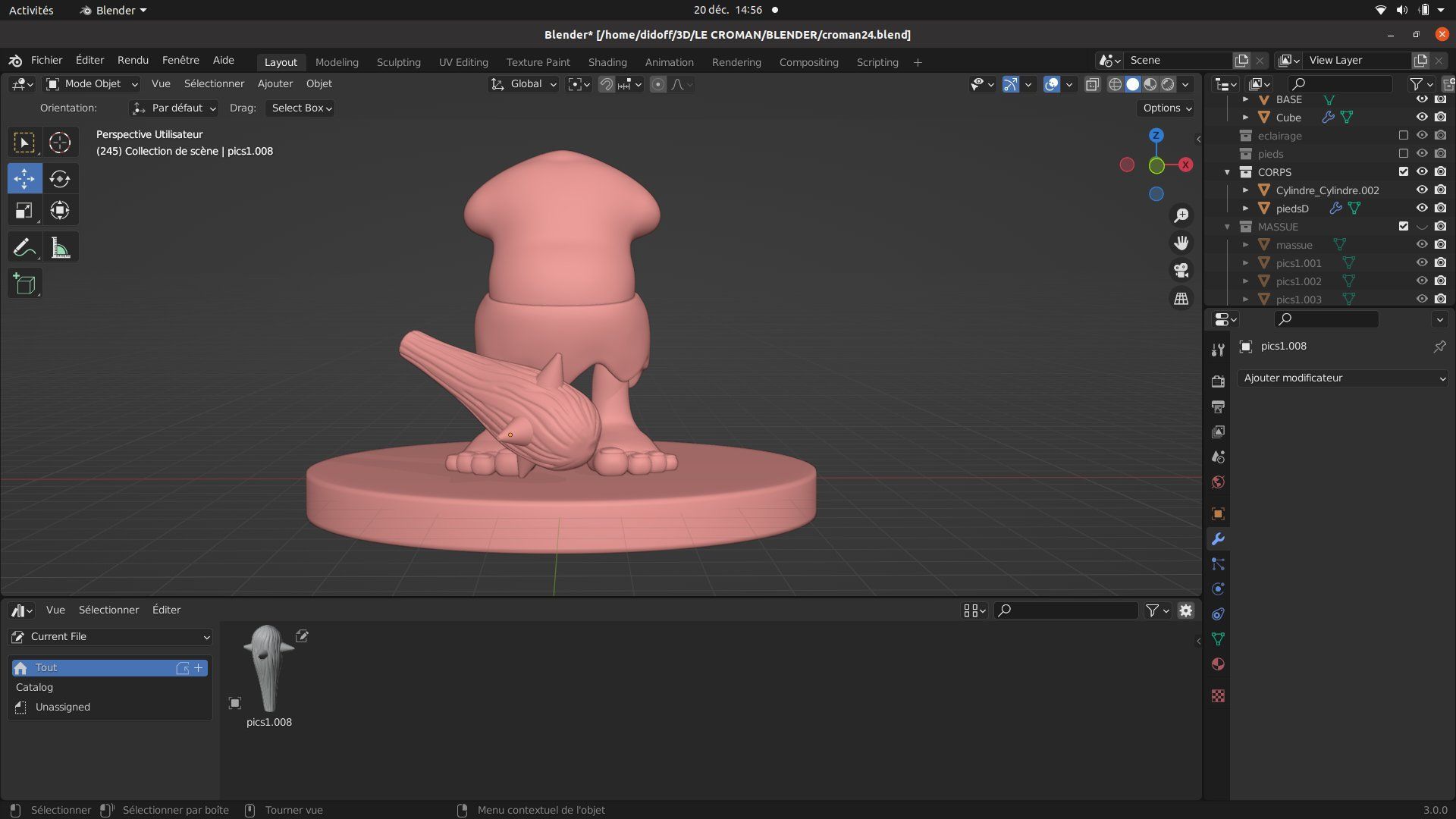
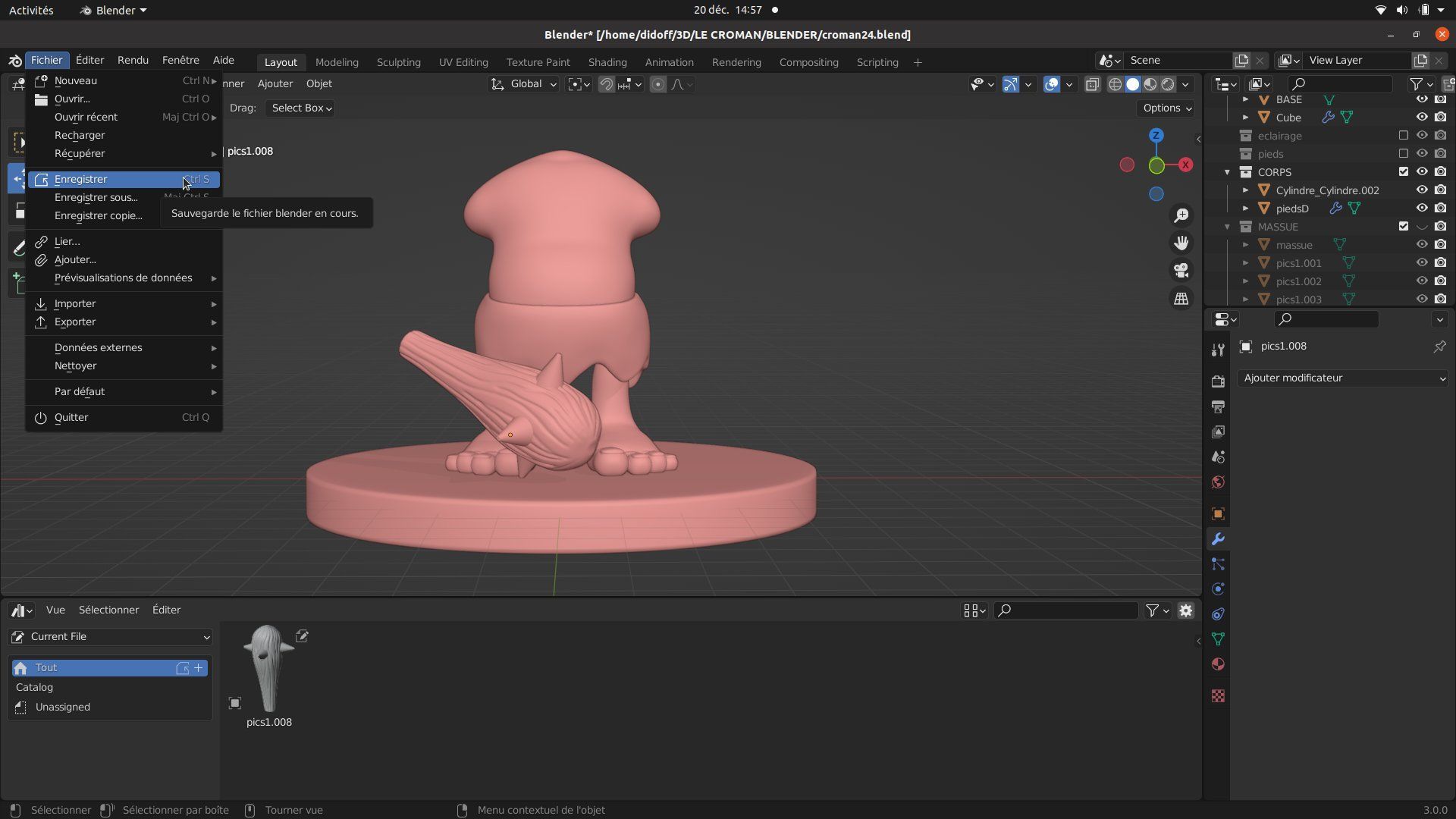
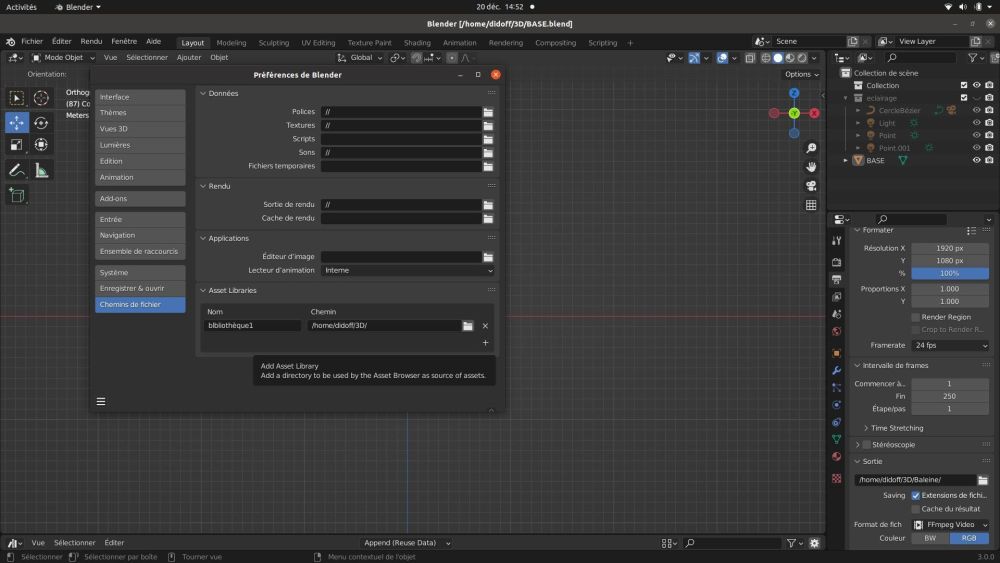
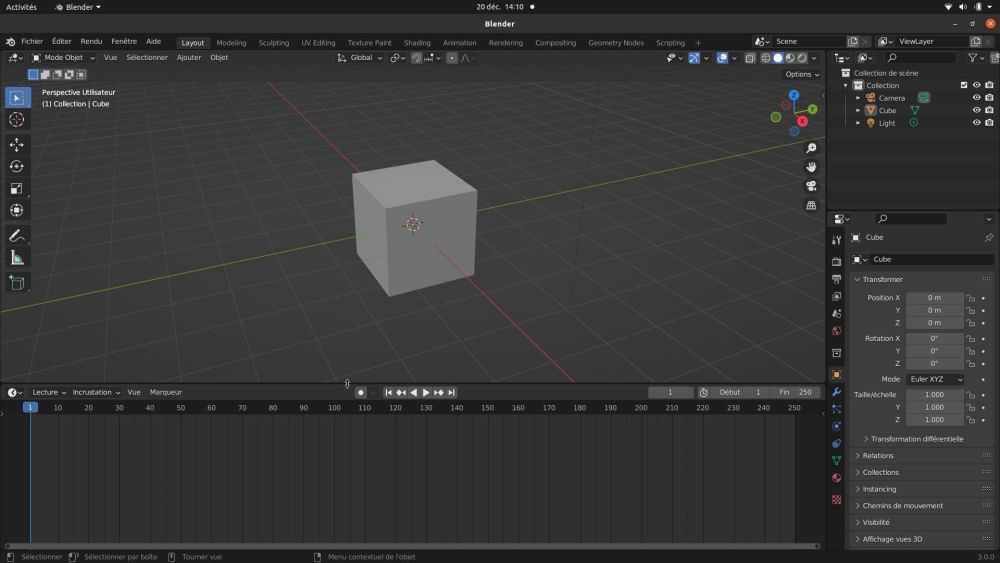
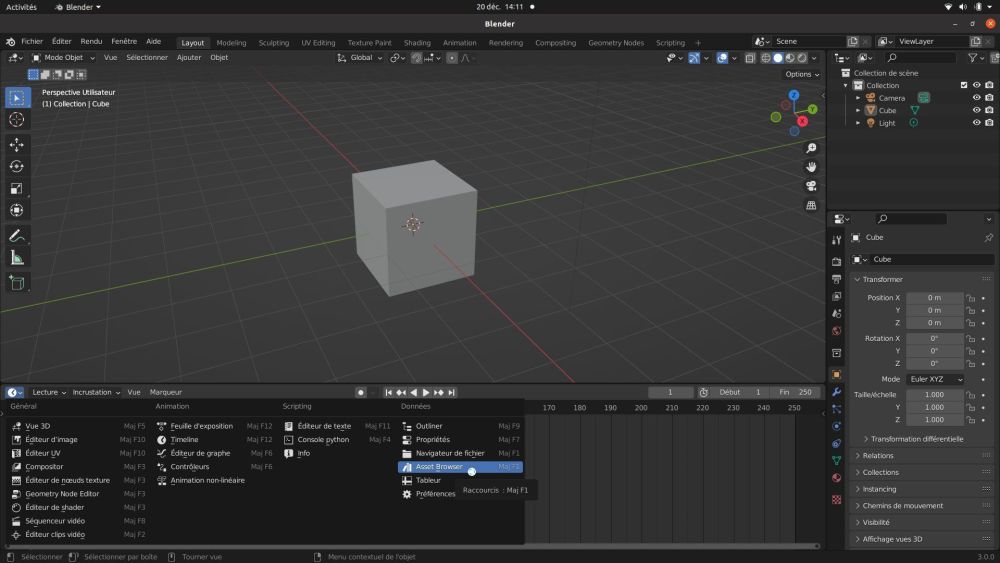
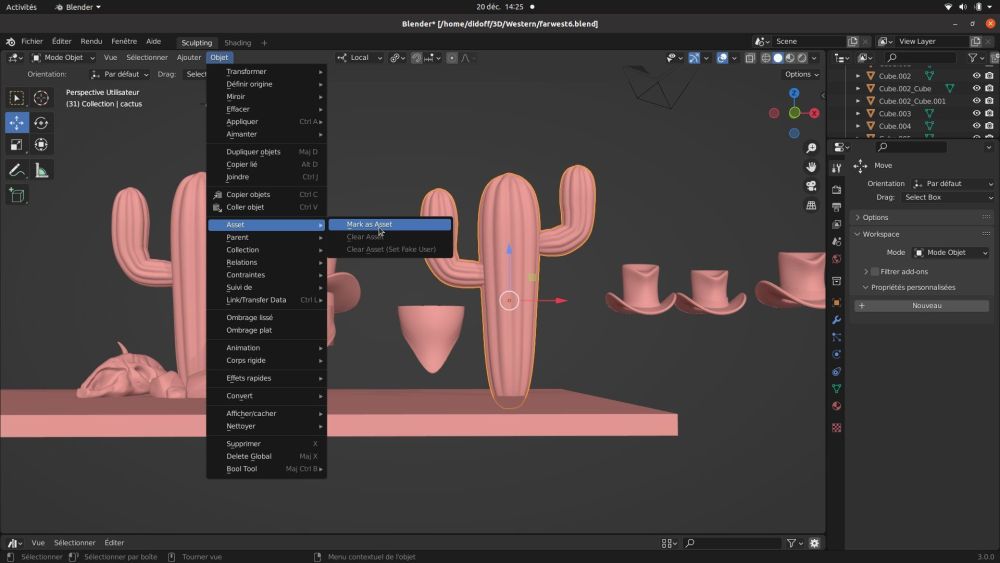
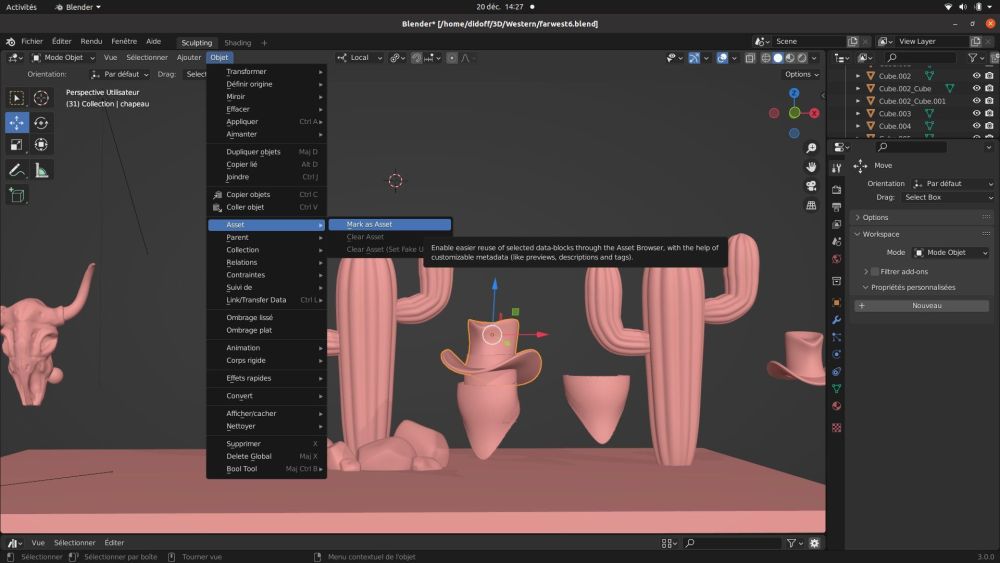
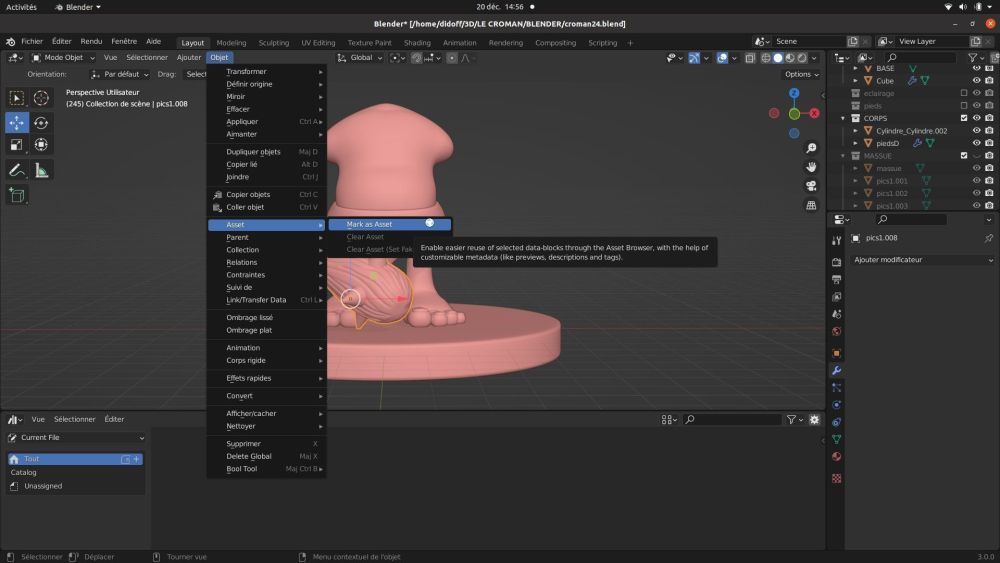
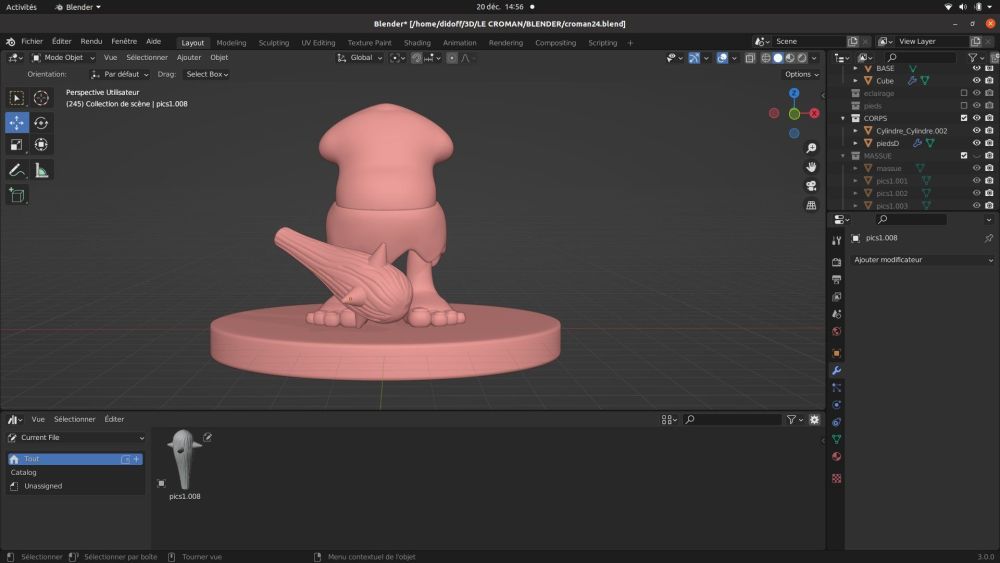
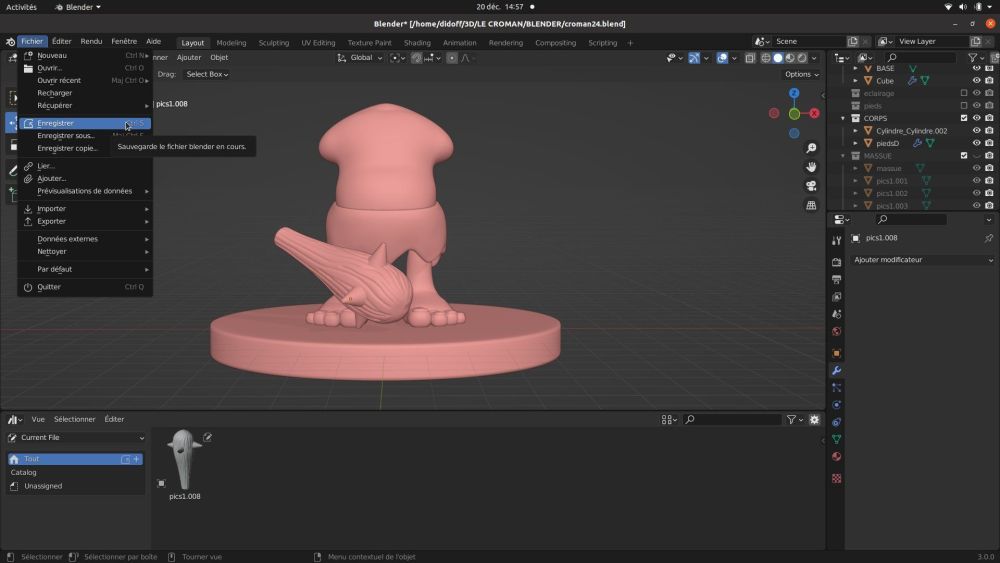
Bonjour à tous, Blender 3.0 est sorti il y a quelques jours, avec comme à chaque nouvelle version des nouveautés. Parmi celles-ci il y a maintenant la possibilité de créer une bibliothèque d'objets réutilisables dans d'autres projets. C'est Asset Browser, je vous explique comment ça fonctionne... Tout d'abord il faut assigner un fichier a L'asset. Il faut savoir que les objets ne sont pas directement enregistrés dans cette bibliothèque, mais c'est le chemin conduisant au fichier .blend ou ce trouve l'objet qui est enregistré. Vous avez la possibilité de créer un fichier spécifique à l'Asset dans lequel vous enregistrerez une copie des fichiers .blend concernés, mais ça peut-être gourmand en espace. Le plus simple (c'est ce que je fais) c'est d'assigner le fichier ou vous classez tout vos fichiers Blender. Sachant que les sous dossiers sont parfaitement gérés. Dans tout les cas si vous déplacez ou supprimez un fichier .blend dans lequel vous avez référencé un objet dans votre bibliothèque celui si disparaîtra (plus de chemin d’accès). Après ces précisions voici comment procéder. Pour cela allez dans Editer/préférences/Chemins de fichier et tout en bas ouvrez Asset libairies et entrez un ou plusieurs chemins de fichier. Le plus pratique pour ouvrir la fenêtre de l'Asset Browser c'est de le mettre à la place de la Time Line (la fenêtre qui ce trouve en bas de l'écran)... Votre Asset Browser est bien entendu vide, voilà comment remplir votre bibliothèque... Sélectionnez un objet que vous venez de créer ou bien dans un projet plus ancien, cliquez sur l'onglet Objet puis Asset/make as Asset L'objet est alors inclus à la bibliothèque. Il apparaît dans la fenêtre de l'Asset Browser sous l'onglet Current file. Pour pouvoir utiliser cet objet dans d'autres projets il faut enregistrer le fichier .blend. Vous pouvez faire de même avec autant d'objets que vous souhaitez en n'oubliant pas d'enregistrer le fichier .blend pour valider le chemin d’accès... L'utilisation des objets de la bibliothèque est fort simple, démonstration en vidéo...Pour que les objets apparaissent cliquez sur l'onglet Current file puis sur celui de votre bibliothèque et sur Tout... Si certains points ne vous pas parus assez clairs n'hésitez pas à poser des questions...
 1 point
1 point -
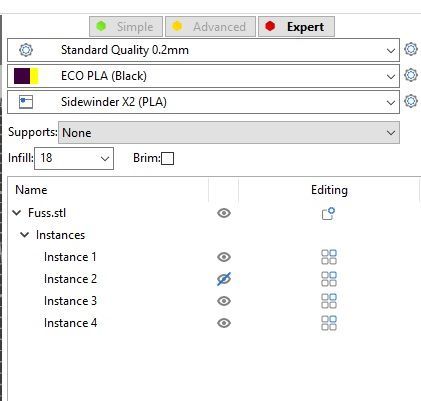
Bonjour à tous, J'ai lancé une impression de 4 pièces durant le même print. Au bout d'une heure, je vois qu'une des quatre pièces se décolle du plateau mettant en danger l’impression des trois pièces restante. Soudain, je me souviens que MrMagounet a activé la fonction "M486 - Cancel print" dans son firmware. Quelques recherches sur google plus tard. J'ai trouvé et j'arrive à stopper l'impression de la pièce qui se décolle. Alors voilà la marche a suivre pour ceux que ça intéresse: Premièrement, identifier l'id de la pièce en question. Première pièce: ID=0 Seconde pièce: ID=1 Troisième pièce: ID=2 etc.. Si vous ne vous souvenez plus dans quel ordre l'impression s'effectue, vous pouvez trouver l'information sur le Slicer Ex avec SuperSlicer: Du coup, il suffit d'entrer dans le menu de l'imprimante: "Plus -> Machine -> Terminal" puis d'entrer la commande: "M486 PX" X étant l'ID de la pièce à annuler. Dans mon cas, il s'agissait de la deuxième pièce (Instance 2 dans le slicer) donc j'entre la commande: M486 P1 et là, "Miracle" l'imprimante passe directement de la première à la troisième pièce et stoppe l'impression de la pièce posant problème. L'on voit que l'impression s'est arrêtée sur la deuxième pièce mais continue sur les trois autres Voilà si ça peut servir à quelqu’un...
 1 point
1 point -
Merci a tous pour ce post @fvuichard je pense que cela sera utile a certain en effet1 point
-
Salutation ! Le mode moule d'activé sous Ultimaker Cura ? décocher cela si c'est coché ? (là un cube de test en mode moule avec des frites bordure )
 1 point
1 point -
Salut, Quel logiciel utilises tu pour dessiner ?1 point
-
tu as le stl pour que l'on puisse essayer ?1 point
-
+1 avec @hyotipour le greffon «Calibration Shapes» de 5axes. Son Github (Wiki) donne toutes les informations nécessaires et suffisantes bien qu'en anglais alors qu'il me semble qu'il connait bien la langue française puisqu'il fournit la documentation en français de Superslicer .1 point
-
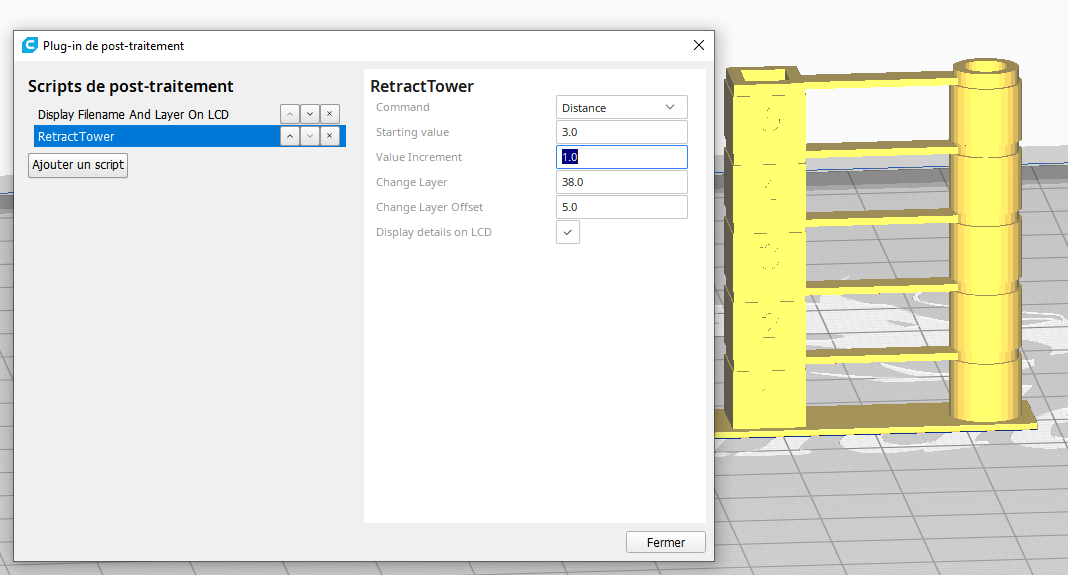
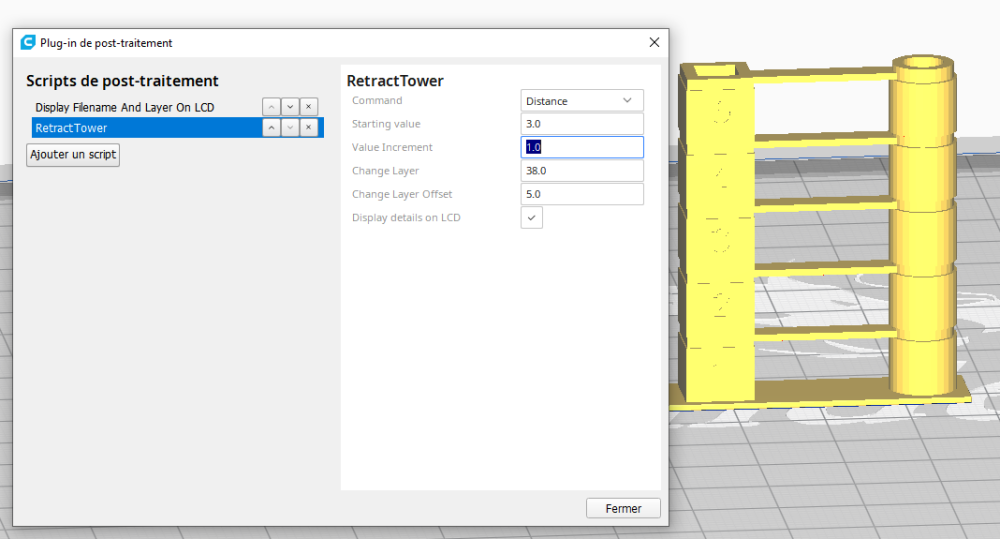
Bonsoir @hunk Sur ma ender3 v2 avec le firmware marlin Jyers, le store settings se trouve en bas dans le menu control, il me semble que c'était la même chose avec le firmware creality. Pour la rétraction avant de passer en direct drive, j'utilisais 5 mm et une vitesse de 45mm/s. Pour la tour de rétraction si tu utilises Cura, tu peux la récupérer dans le menu Extentions (Parts for calibration) à coupler avec Post traitement : modifier g-code , ajouter un script (retract tower) Par défaut il incrémente la valeur toutes les 38 couches après l'offset de 5 pour la base. Ce chiffre peut être à modifier selon que tu fais le test avec des épaisseurs de couche de 0.16mm ou 0.2mm ou autres. Ceci est valable ausi pour les autres tours (température,....) Pour vérifier tu regardes dans l'aperçu après le slice en faisant défiler les couches. Les extentions adhoc se trouvent sur le marché en ligne de Cura. Je ne connais pas le PLA de chez grossiste 3D (en dehors du nom) 210 °C me paraît un peu haut à voir, mais pour le plateau à 65 °C tu es dans la zone de "transition vitreuse du PLA" qui peut conduire à des déformations. perso pour le PLA je suis entre 50 et 55°. Pour le nettoyage de ta plaque en verre carbo, suis les conseils de @Idealnight pour l'alcool isopropylique (IPA), tu peux en trouver facilement en ligne boutique 3D ou type Amazon.
 1 point
1 point -
Et pas de nettoyant a vitre, eau chaude + liquide vaisselle pour le gros nettoyage et alcool isopropylique pour el quotidien c'est l'idéal. Les produits a vitre possédant souvent des adjuvants n'aidant pas à l'adhérence. Sur ma ender 3 je suis a 4.5 et 25mm/s en rétraction mais je l'ai modifié donc pas sur que ça corresponde au standard. Sur la mienne je ne peux le faire via l'écran (je le fais via pronterface en connexion USB) mais pour d'autres paramètres c'est "store settings" effectivement qui apparaît1 point
-
Bonjour (une fois), Pour ton point 1, via l'écran que je ne connais pas, il n'y a pas d'option pour enregistrer ? Avec un LCD classique, généralement c'est «Store settings». Sinon tu peux également ajouter dans le gcode de ton trancheur (au début) une ligne comme : Pour le point 2, ton imprimante possédant un extrudeur de type «bowden» (long tube téflon (PTFE) entre la sortie de l'extrudeur et l'entrée de la tête), on se situe plutôt à une valeur supérieure à 5mm. Le mieux est de faire des tests de rétraction comme par exemple celui de TeachingTech : https://teachingtechyt.github.io/calibration.html#retraction1 point
-
Mon levier s'est fissuré au bout d'un mois...1 point
-
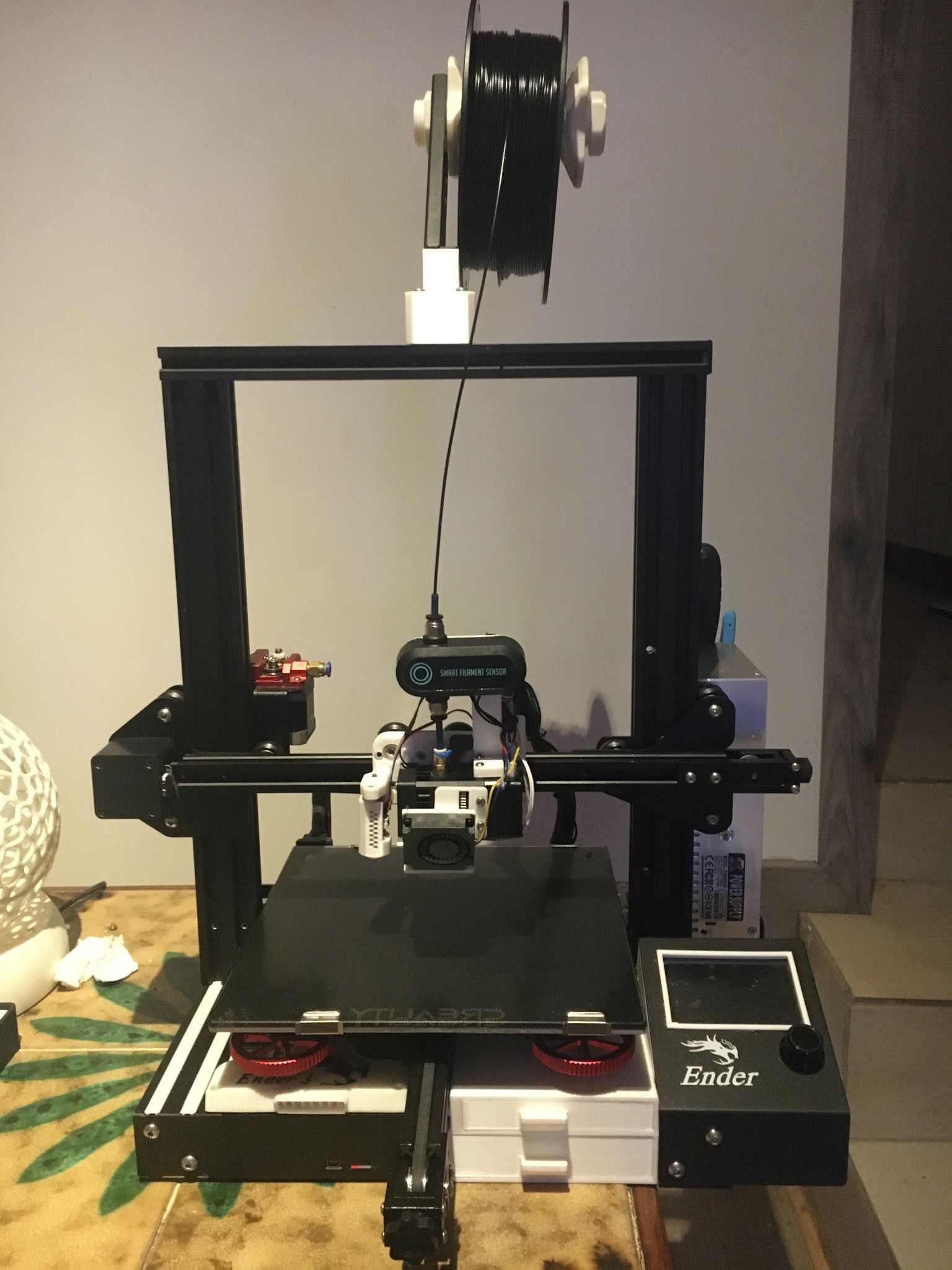
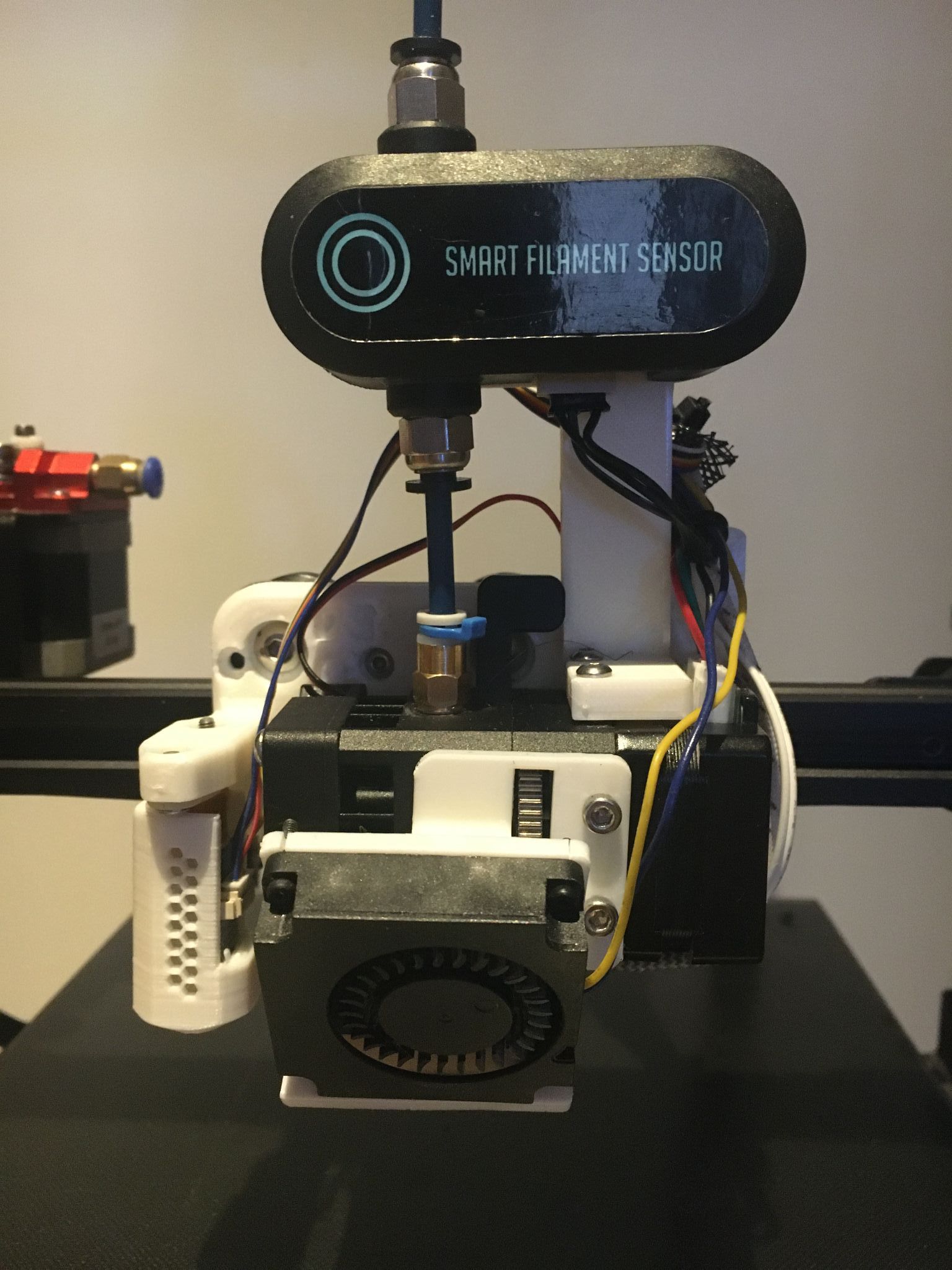
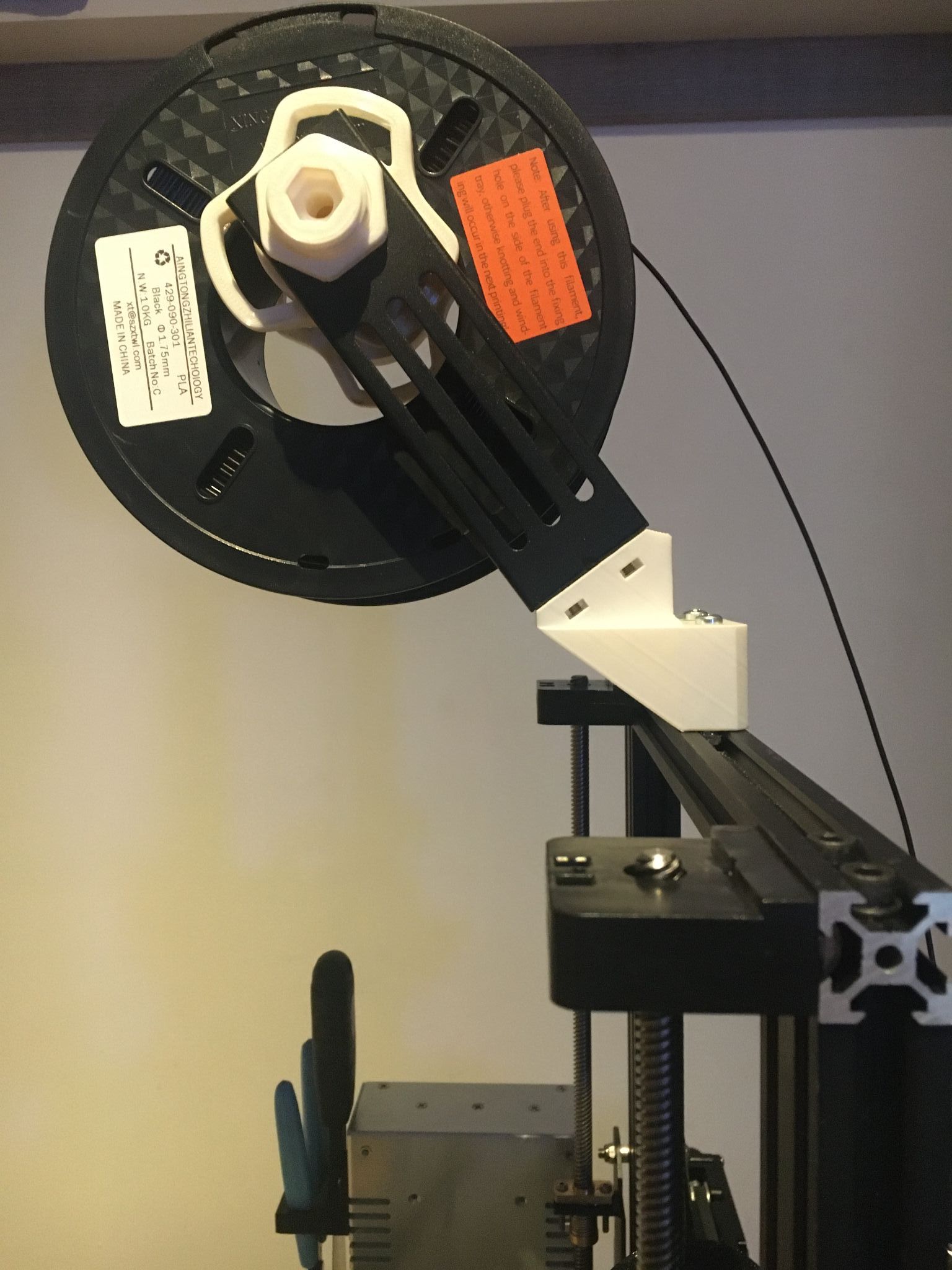
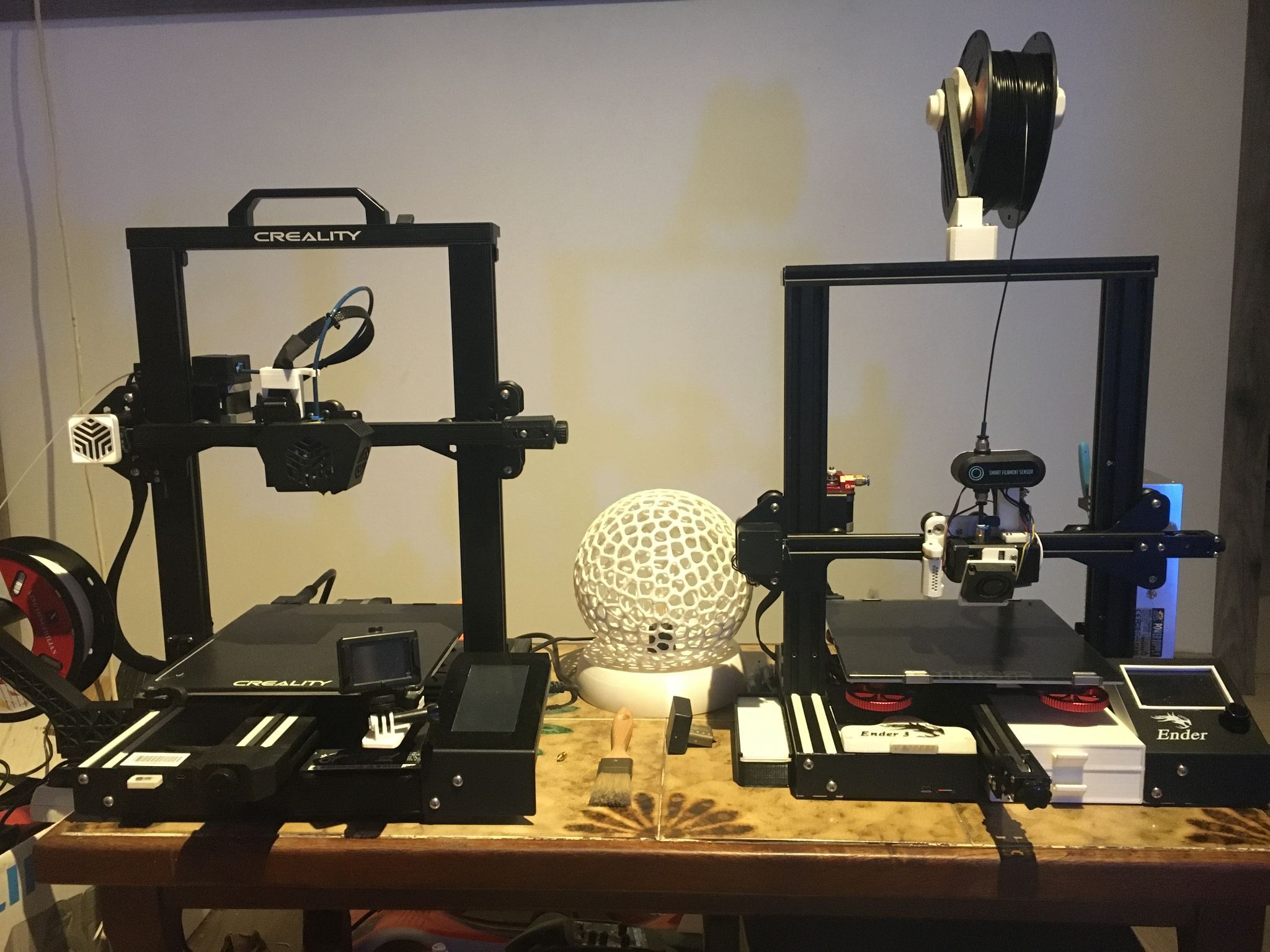
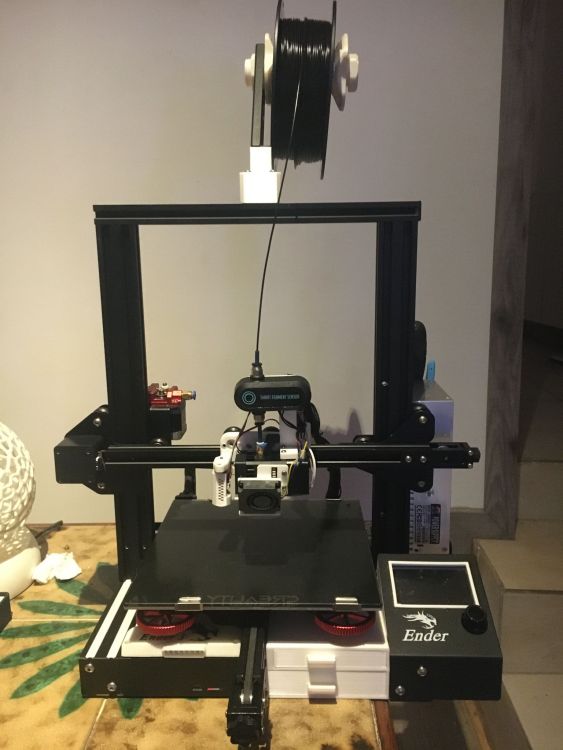
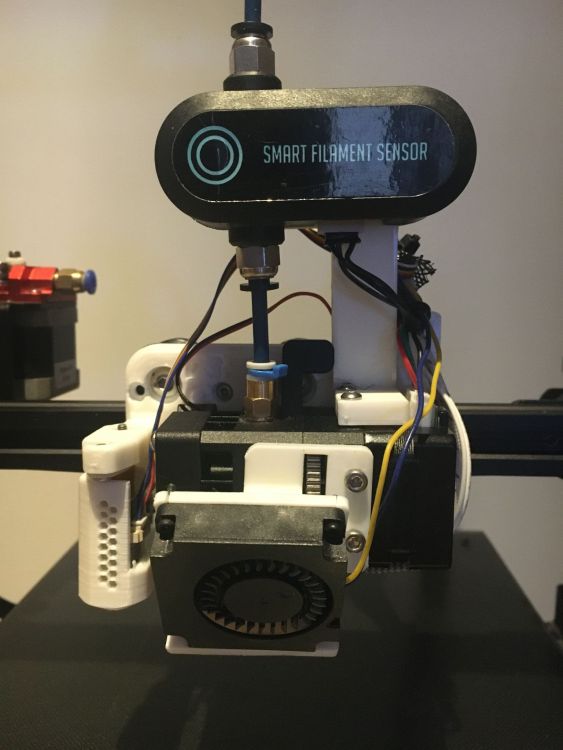
Je présente ma Ender 3 bien modifiée, place à la liste des modifications avant les photos, elle à subis pas mal d'opérations Pourquoi Ender3 V4 ? Parc qu'elle en ais à ça 4 ème modifications, et cette fois-ci, je ne la touche plus, elle à asser eux de modifs. Liste: Carte mère Bigtreetech SKR mini E3 V2.0 Ecran Bigtreetech TFT35 V 3.0 Détecteur de fin de filament Bigtreetech smart filament sensor Extrudeur Bigtreetech H2 Module Wifi Bigtreetech piloté par Pronterface Buté en silicone pour le bed (remplace les ressort) Roues en Alu BlTouch 3.1 officiel PTFE Capricorne Double axe Z (pas encore synchronisé, mais ça arrive) Ressort d'axe Z double filetage Tendeurs de courroies plateau et axe Z Verre Créality (poncé) J'ai fais le tour, oui je suis asser fan de Bigtreetech Place au photos: Mes deux bébés




 1 point
1 point -
J'ai utilisé 4 mois sans problème celui avec vis de réglage de pression avant de passer en version métal. Au démontage, le bras ne présentait aucun signe de début de fatigue.1 point
-
Et il est toujours sur la mienne sans problème depuis janvier 2020 mais c'est une version sans vis de réglage de la pression du ressort ce qui met moins d'effort sur le levier.1 point
-
L'extrudeur en plastique est certes de piètre qualité et le changer par l'identique en alu sera nécessaire mais son remplacement peut attendre. Je l'ai utilisé plus d'un an sans problème1 point
-
Oui, surtout l'extrudeur : prévoir tout de suite l'achat d'un extrudeur identique en alu. Avec son plateau en verre, le BLTouch n'est pas indispensable (on peut s'en passer), mais peut-être prévoir aussi de la 3dlaq pour une accroche facilité.1 point
-
Hello, la Ender 3 v2 est une valeur sure qui imprime très bien sortie du carton. Elle doit cependant être montée et réglée avec soin pour donner le meilleur. Je vois sur ce forum deux points à surveiller: la planéité du plateau qui peut amener à des problèmes d'accroche et un ventilateur de hotend qui joue des airs de Traviata par moment... Edit: on va dire 3 avec l'extrudeur plastique dont le bras peut se fissurer... Malgré tout un bon choix pour débuter et progresser puis revenir sur ta A20M avec plus d'expérience.1 point
-
La ender 3 est une très bonne machine. D'origine elle fonctionne bien. Donc il te faudra la dompter d'origine et ensuite tu verras pour y faire des changements (certains sont nécessaires pour sa pérennité) mais encore une fois après l'avoir bien en main . Néanmoins il y'a eu des soucis avec les versions de carte mère 4.2.2 (pas toutes mais certaines). Cela peut être un point a contrôler a réception. Après le vendeur je ne le connais pas tu verras à la réception, il sera toujours possible de faire un retour ? (je ne commande jamais sur cdiscount mais je crois que l'on peut retourner assez facilement).1 point
-
pour ceux qui utilisent klipper, ça peut intéresser (pour test) :1 point
-
Alors voilà mon fichier printer.cfg1 point
-
@fran6p Oui je suis d'accord avec cela, et j'avais bien vu le commentaire du commit, mais pour autant dans le fichier "generic-ramps.cfg" j'avais l'impression que ce n'était pas les noms hardware. Mais je me suis effectivement trompé La doc du lien montre à l’opposé de ce que je croyait les noms arduino et non hardware ! dans la version courante de "generic-ramps.cfg" on trouve bien les noms hardware : [stepper_x] step_pin: PF0 dir_pin: PF1 enable_pin: !PD7 microsteps: 16 rotation_distance: 40 endstop_pin: ^PE5 #endstop_pin: ^PE4 position_endstop: 0 position_max: 200 homing_speed: 50 et dans la version précédente on avait la notation arduino (obsolète pour Klipper) : [stepper_x] step_pin: ar54 dir_pin: ar55 enable_pin: !ar38 microsteps: 16 rotation_distance: 40 endstop_pin: ^ar3 #endstop_pin: ^ar2 position_endstop: 0 position_max: 200 homing_speed: 50 Ce qui est casse pied c'est que toutes les doc, que j'ai put trouvé sur la MKS gen1.4, donnent les noms arduino et qu'il faut passer par les sources marlin https://github.com/MarlinFirmware/Marlin/blob/1.1.9/Marlin/fastio_1280.h pour trouver la conversion : #define DIO54_PIN PINF0 <= içi ar54 en arduino equivalent a PF0 en hardware #define DIO54_RPORT PINF #define DIO54_WPORT PORTF #define DIO54_DDR DDRF #define DIO54_PWM NULL #define DIO55_PIN PINF1 <= içi ar55 en arduino equivalent a PF1 en hardware #define DIO55_RPORT PINF #define DIO55_WPORT PORTF #define DIO55_DDR DDRF #define DIO55_PWM NULL1 point
-
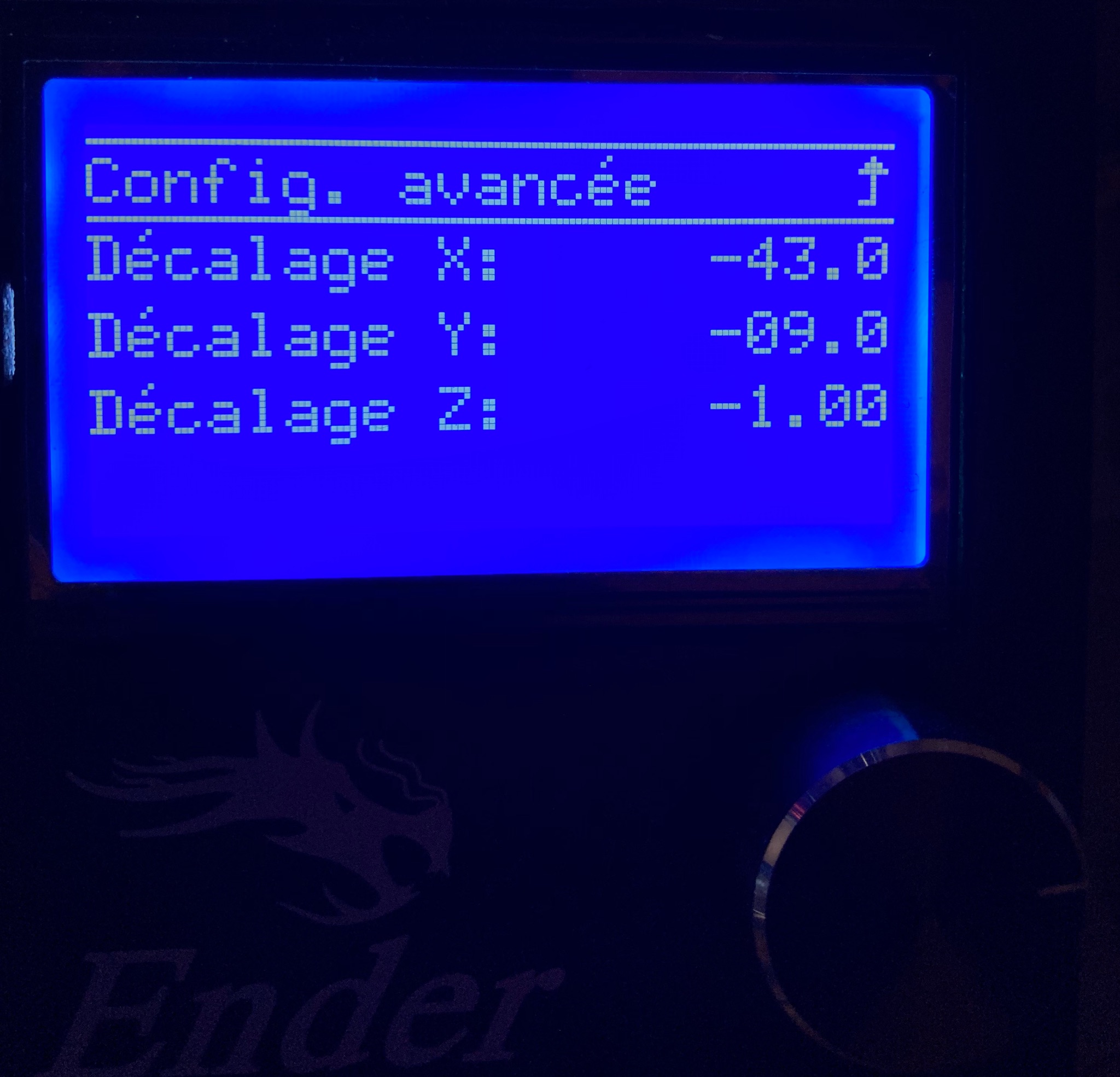
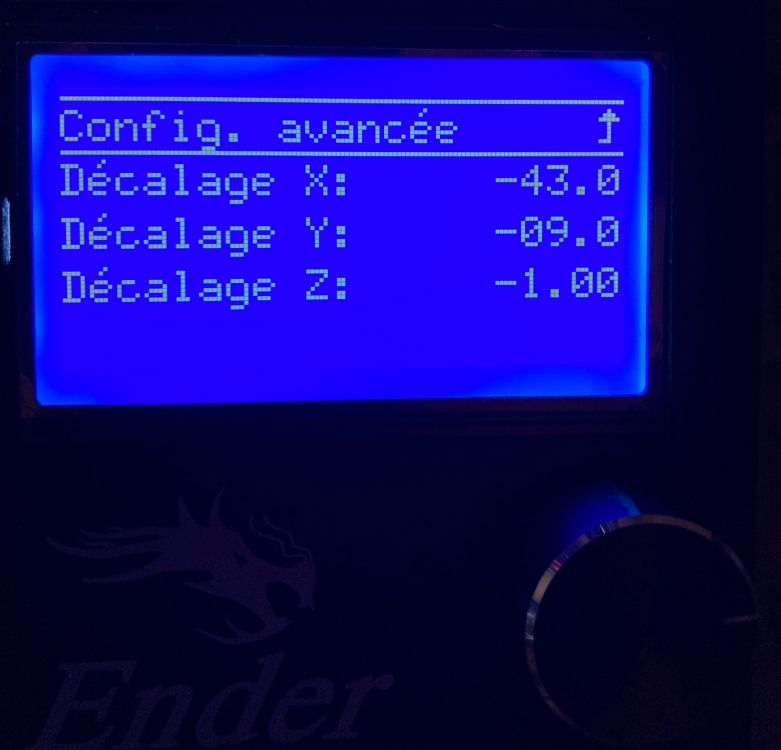
Bonsoir tout le monde, Je poste ce petit tuto suite aux différentes demandes qui m'ont été faites en MP. Je précise bien que l'image fournie est faite seulement pour les cartes CM V4.2.2 32bit, ce build a été testé sur une Creality Ender3 pro et un BLTouch clone de notre bon revendeur Jeff Bezos. je reste intimement convaincu que le mieux reste de compiler sa propre image de Marlin, cela permet de bien comprendre comment le soft fonctionne et cela n'est vraiment pas si compliqué et très rapide à faire (je me suis appuyé sur ce tuto vraiment bien.) Pour ceux que cela effraye ou qui souhaitent voir la mise à jour marcher avant de creuser plus voici comment si prendre. - Première étape télécharger le fichier "Marlin CM V4.2.2.bin" ici - Le mettre sur la carte mémoire et allumer l'imprimante, après quelques secondes la MAJ devrait avoir été faite, les menus seront en français et les options nécessaires pour utiliser le BLTouch et l'auto leveling activé. (palpage 3 colonnes sur 3 lignes) - Paramétrer les différents décalages entre le palpeur et la buse de votre imprimante, ces valeurs seront différentes selon l'installation que vous aurez faite du BLTouch. Configuration -> Config. avancée -> Régl. décal origine -> Position sonde Z Il y a 3 décalages (en mm) à modifier: Décalage X: Valeur négative si la sonde se trouve à gauche de la buse, positive si elle se trouve à droite Décalage Y: Valeur négative si la sonde se trouve en avant de la buse, positive si elle se trouve en arrière Décalage Z: Différence de hauteur entre le palpeur déployé et la buse (valeur négative forcément) Le décalage Z pourra être peaufiner plus tard pour l'ajuster finement par paliers très fin. Une fois tous les paramètres modifiés il ne reste plus qu'a sauvegarder la configuration et voila tout est prêt. Vous pouvez lancer le nivelage du lit manuellement (pensez à sauvegarder la config après le nivelage) ou en ajoutant le Gcode "G29" (après le code G28 qui est l'auto home) en début de vos fichier. Et voila c'était aussi simple que ça. Pour bien régler le Décalage Z, lancez un Origine auto (cela permet de déterminer la position du X0, Y0 et Z0) Puis allez dans configuration -> Décalage Z, glissez une feuille de papier entre le lit et la buse et jouez sur la valeur de décalage comme vous le feriez pour calibrer manuellement votre imprimante (pensez à sauvegarder bien sur la configuration à chaque modification), bien sur cela se fait buse et tapis de chauffe chaud. Si vous avez des questions n'hésitez pas et si cela vous a aidé ou plu n'hésitez pas cliquer sur un petit "j'aime". Victor
 1 point
1 point -
Eh bien tout à l'heure il ne l'était plus car j'ai réussi à faire une impression à peu près correcte en mettant de la colle mais là il est à nouveau propre... Et ça ne fonctionne pas.0 points