Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/04/2022 Dans tous les contenus
-
Nouvelle version du PDF (presque le même nom ) : formater-carte-SD-sup-a-32Go.pdf J'ajoute le document LibreOffice car l'affichage du PDF n'est pas «correct» => formater-carte-SD-sup-a-32Go.odt4 points
-
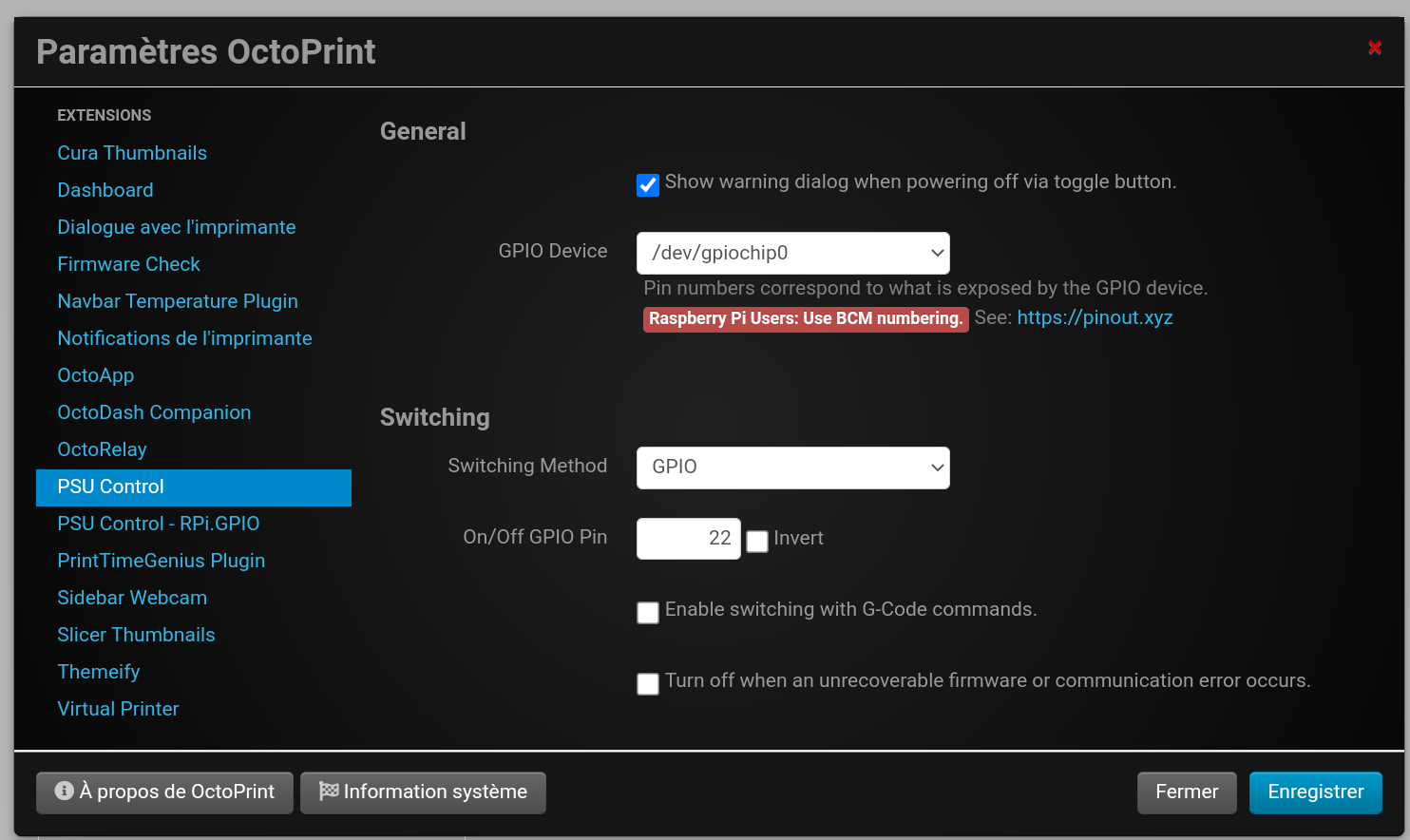
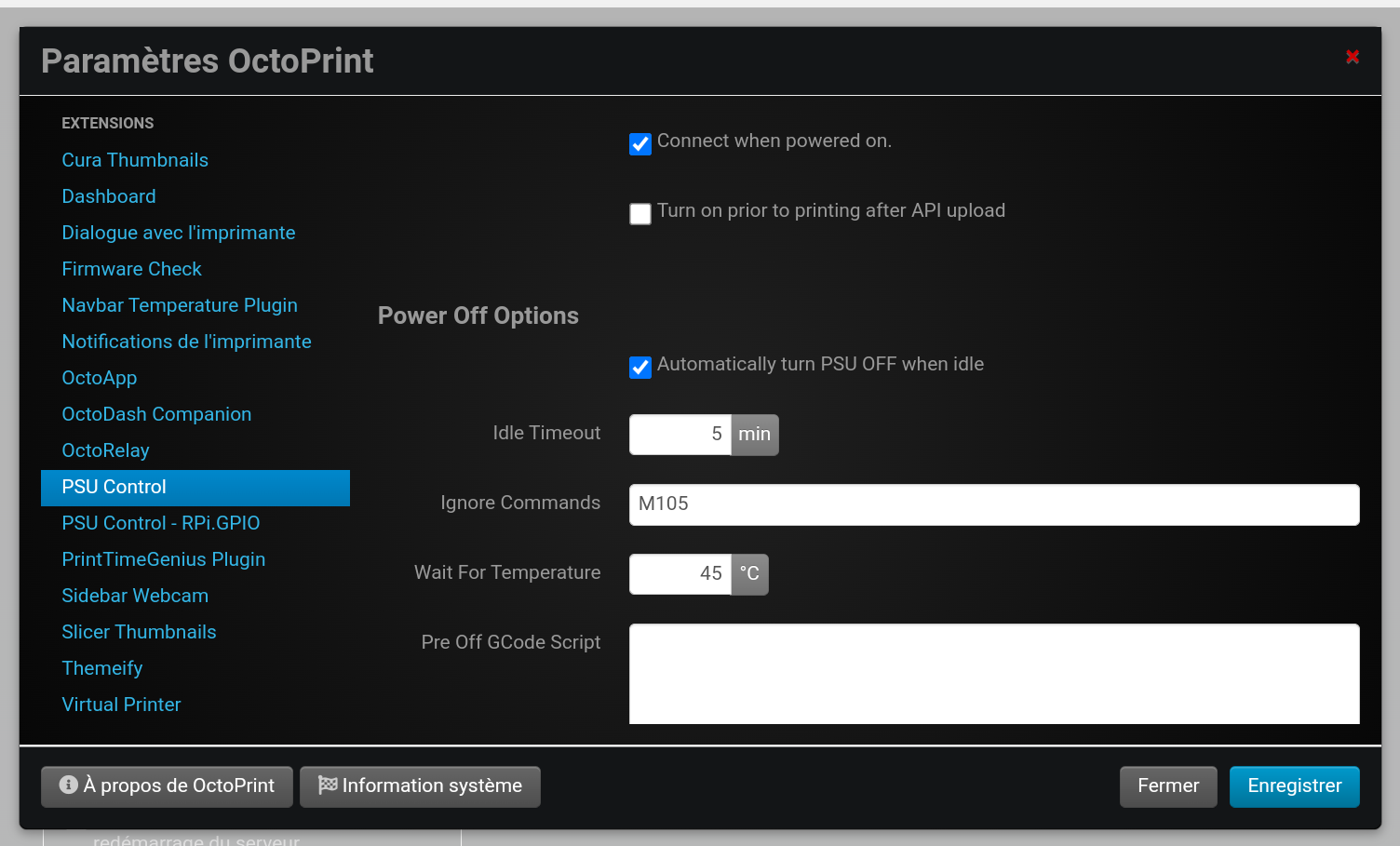
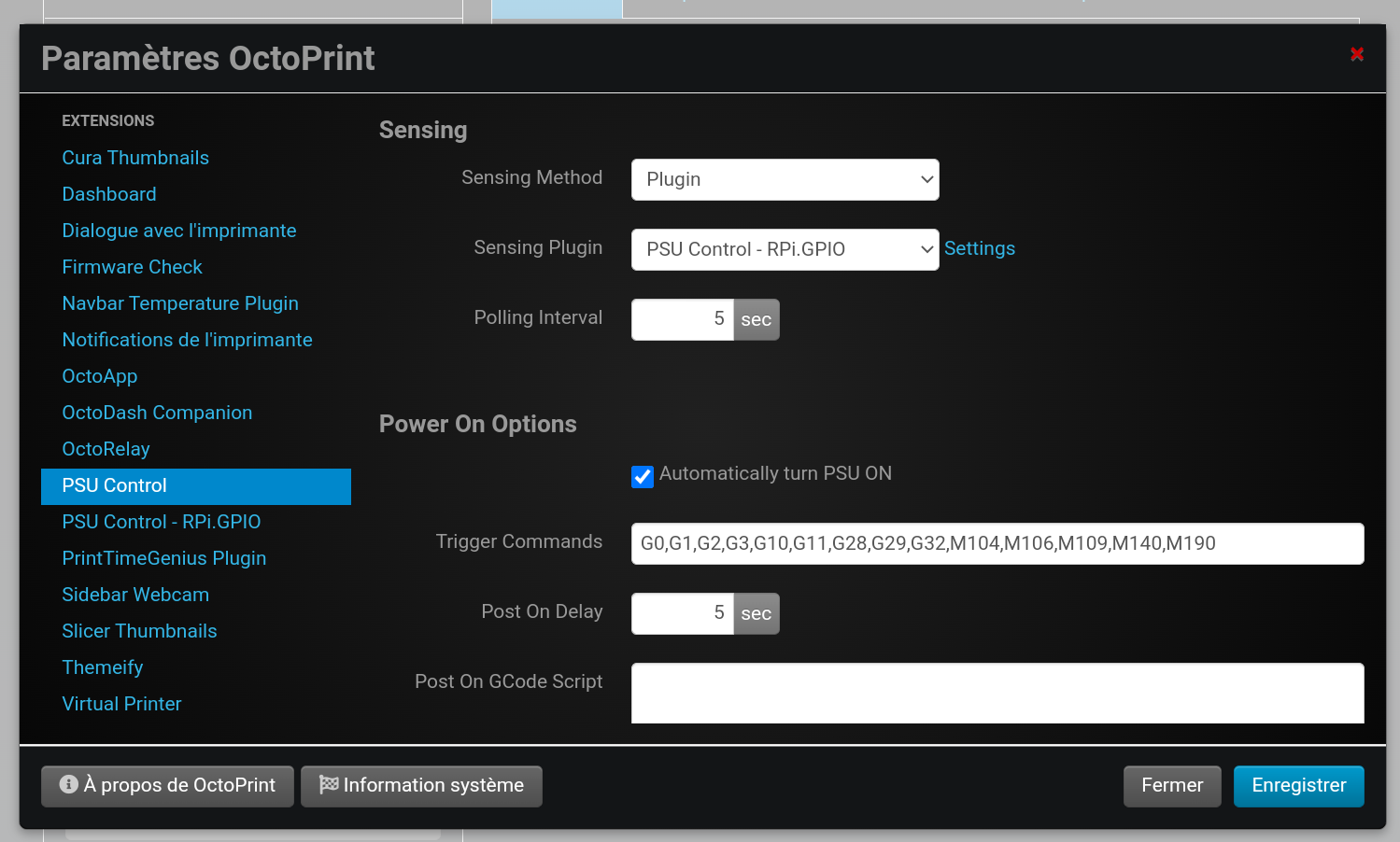
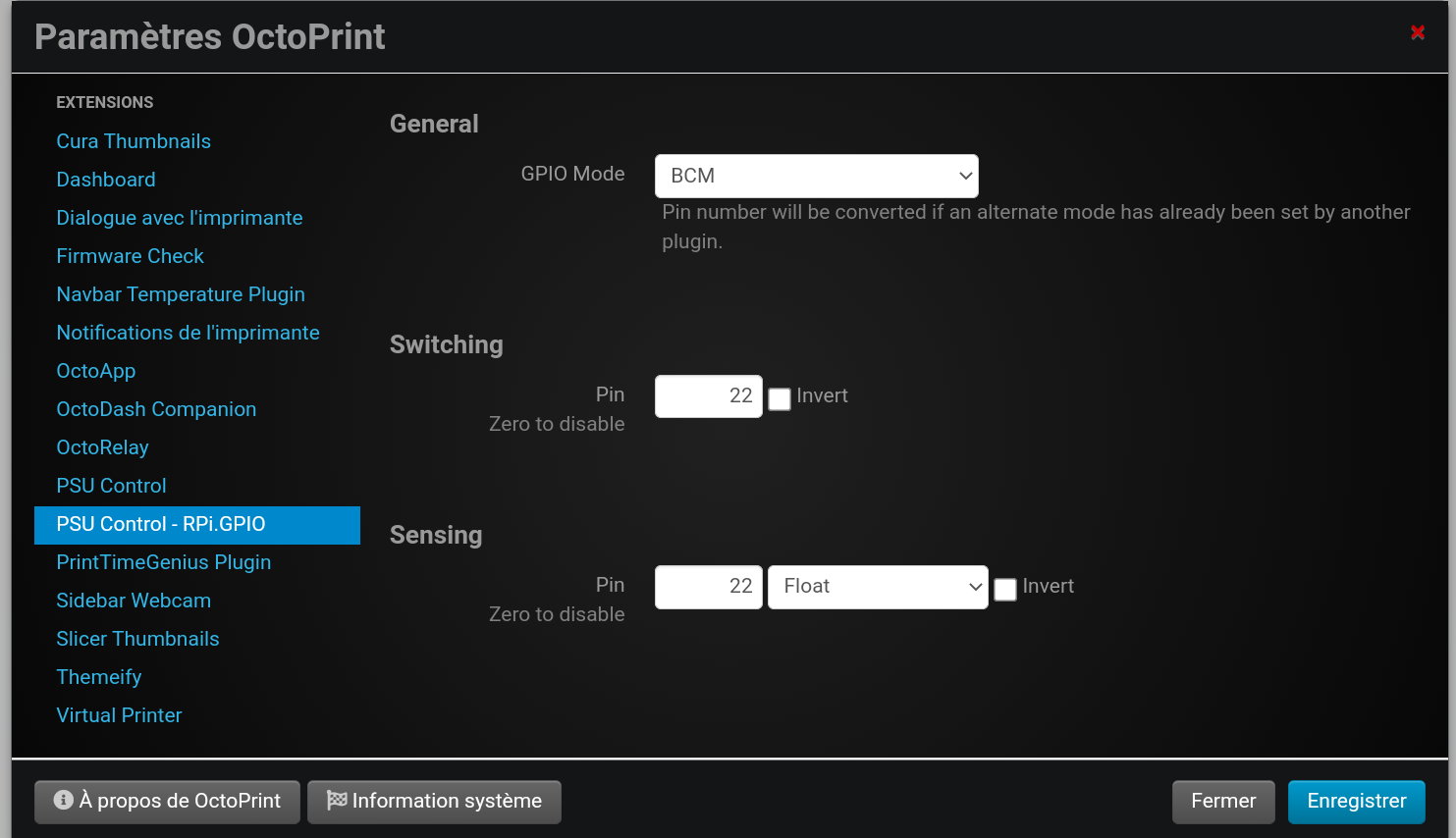
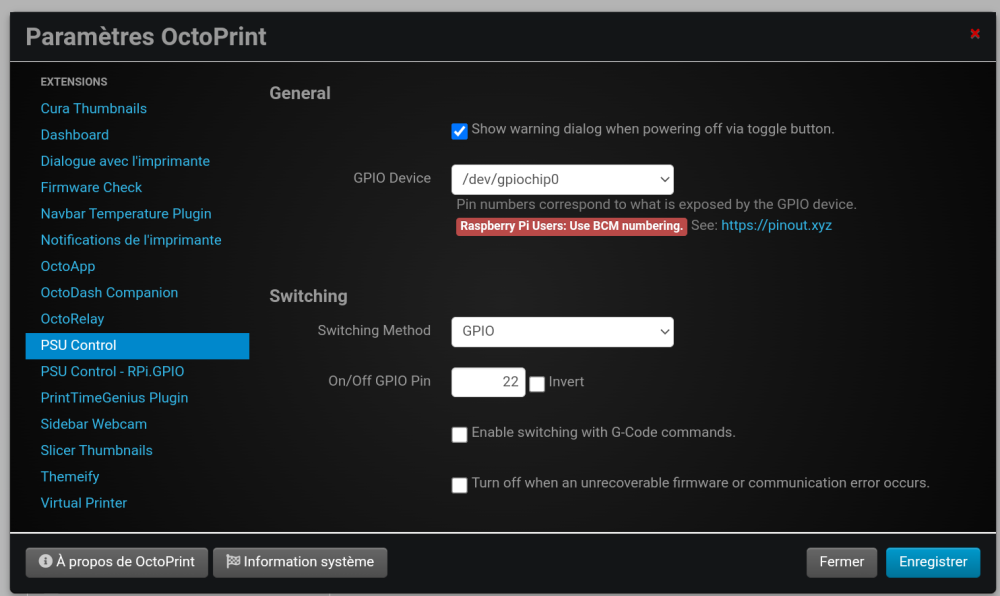
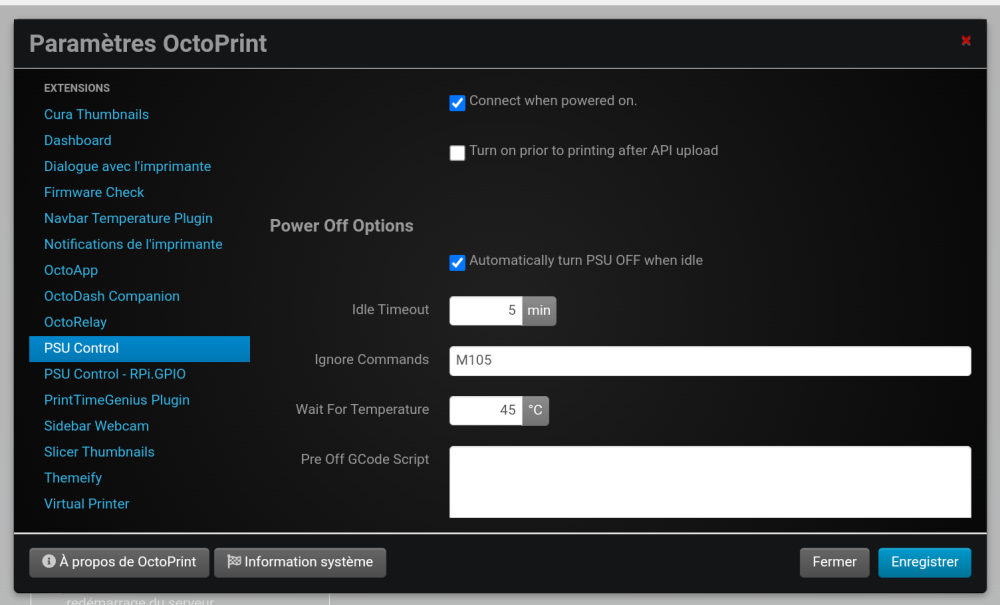
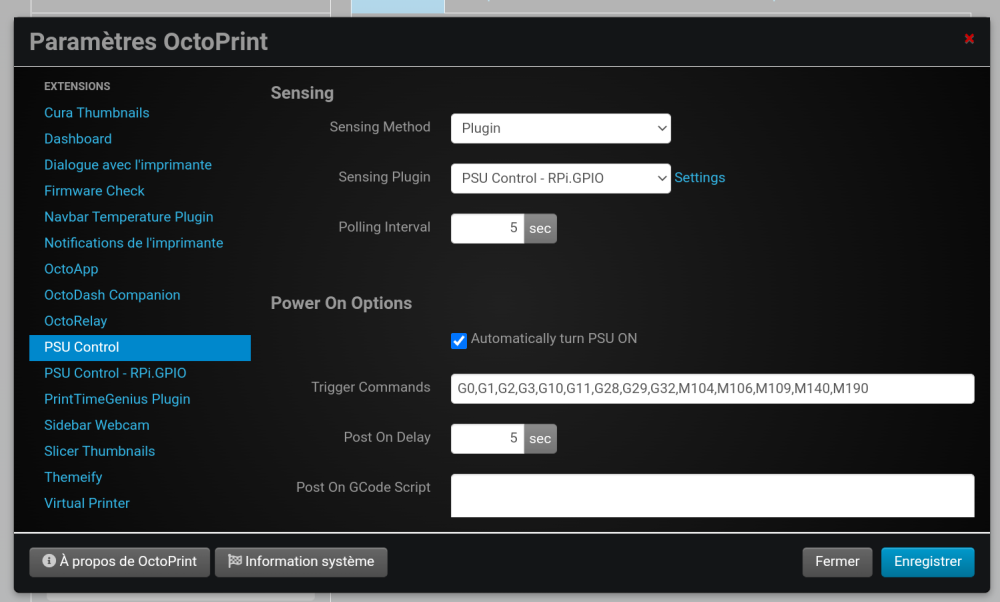
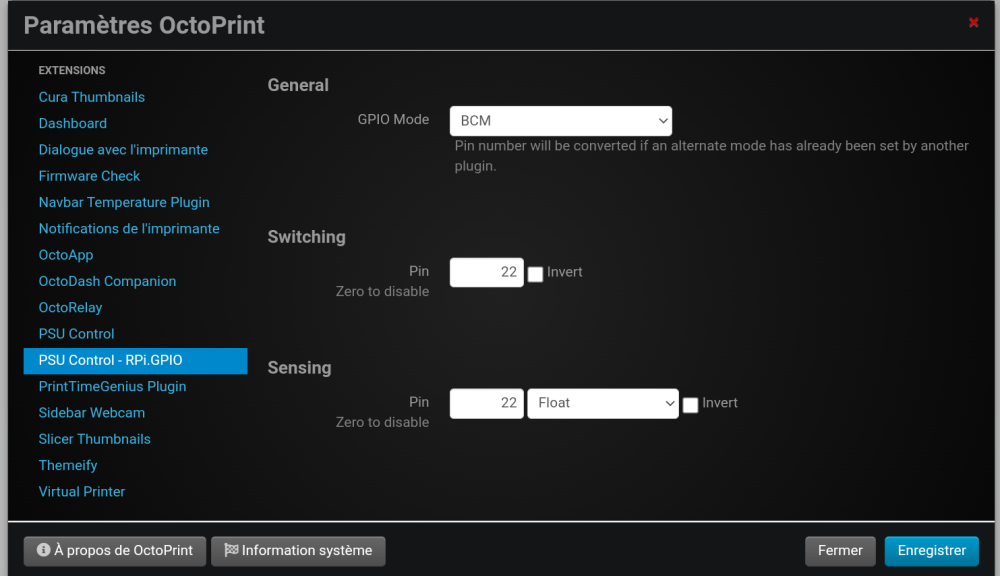
Bonjour, Confronté à la nécessité d'éteindre proprement son imprimante à la fin de l'impression, j'ai cherché une solution la plus simple possible ne nécessitant aucun câblage. En préambule, il est probable que ce tuto n'apprenne rien à beaucoup d'entre vous mais, pour ceux qui, comme moi, n'ont pas une grande antériorité en impression 3D et surtout en Octoprint, il pourra peut-être leur permettre de ne pas passer autant de temps que moi à réussir le paramétrage correct de ces plugins. Je passe sur l'installation d'Octoprint, de nombreux tutos ont déjà été écrits sur le sujet. Plusieurs plugins permettent d'éteindre automatiquement l'imprimante à l'issue de l'impression, les plugins "Enclosure" et "Octorelay" notamment. En revanche, ils ne prennent pas en compte les températures des buses et du plateau. J'ai lu suffisamment de littérature à ce sujet recommandant de ne jamais éteindre son imprimante tant que les extrudeuses sont en température pour ne pas être resté sur ces plugins. J'ai donc essayé le plugin "PSU control" qui, dans sa doc, précise qu'il est possible d'éteindre l'imprimante avec une consigne de température. Malheureusement, ça n'est pas aussi simple que ça. Après de nombreux essais, voici donc une solution qui fonctionne. Je ne dis pas, bien sûr, que c'est la seule. Pour commencer, mon Octoprint est basé sur un RPI3b+ équipé d'une carte relais 4 canaux. Le RPI est connecté à l'imprimante via un câble USB. Mon imprimante est une Sovol SV04 mais cela n'a aucune importance. Après avoir installé et configuré votre Octoprint, installez le plugin "PSU control" et paramétrez-le ainsi, si tant est que votre PIN GPIO est le 22 (BCM), adaptez la valeur sinon (ne pas tenir compte de "Sensing" pour le moment) : Quelques explications. J'aurais voulu n'utiliser qu'un seul plugin pour gérer la lumière et l'imprimante mais je n'ai pas trouvé. Pour la lumière, j'utilise le plugin "Octorelay" PIN 4 du GPIO. Pour rappel, le plugin "PSU control" ne permet que de switcher l'état de l'imprimante. On ne peut pas allumer/éteindre, on ne peut que commuter l'état. Il est donc impératif de le connaitre afin de savoir exactement ce que l'on fait. Le paramètre "Sensing" du plugin "PSU control" indique de quelle façon le plugin va chercher l'état de l'imprimante (ON/OFF). Il existe plusieurs moyens de l'obtenir, "Internal", "GPIO", "Plugin" et "System command". Les créateurs du plugin recommandent fortement de ne pas utiliser la méthode "Internal" qui, pourtant, donne de bons résultats. Il est probable qu'elle se base sur une variable binaire dont la valeur est mise à jour au fur et à mesure des clics et qui risque, en cas de redémarrage d'Octoprint, de ne pas refléter correctement l'état de l'imprimante. L'option "System Command" permet d'envoyer des commandes SSH à Octoprint et, à priori, ne fonctionne que si l'alimentation est correctement câblée. Quant à l'option GPIO... je n'ai jamais réussi à la faire fonctionner et pourtant elle serait la plus logique puisque le relais est branché sur un PIN du GPIO. Finalement, après quelques recherches et beaucoup de tâtonnements, j'ai opté pour l'option "Plugin". Avec le recul, elle est parfaitement logique. Contrairement au plugin "PSU control", le sous-plugin "PSU control - RPi.GPIO" sait lire l'état des PIN GPIO et donc des relais. En demandant au plugin "PSU control" d'interroger le sous-plugin, on a donc l'info qu'il nous faut. Le paramétrage du sous-plugin "PSU control - RPi.GPIO" est le suivant, encore une fois, si vous êtes branché sur le PIN 22 : Il ne vous reste plus ensuite qu'à paramétrer le paramètre "Sensing" du plugin "PSU control" comme indiqué plus haut pour terminer votre configuration. Il existe plusieurs sous-plugins de "PSU control", Homeasistant, Shelly, Tahoma, TP-Link, et d'autres encore. Chacun de ces sous-plugins permet de fournir à "PSU control" l'information d'état de l'imprimante par le biais de l'équipement adapté. Pour ma part, je n'ai testé que le GPIO, je n'avais aucune volonté d'investir dans davantage de matériel histoire de faire des tests. Ceci étant, si d'autres ont les équipements requis, je les encourage vivement à compléter ce sujet de façon à le rendre le plus pertinent possible. J'ai essayé d'écrire ce TUTO le plus soigneusement possible. Si vous y voyez une ou des erreurs de quelques natures qu'elles soient, n'hésitez pas à me les remonter afin que je puisse les corriger. En attendant, bonne lecture et bonnes impressions.
 2 points
2 points -
Alors juste un conseil ... Si tu veux de l'aide il va falloir faire un petit effort et donner un peu plus d'informations, car en l'état il y a tellement de possibilités qu'on ne va pas les lister !2 points
-
Avoir le temps n'implique pas forcement faire du travail de qualité, hors là, c'est le cas. Chapeau bas @fran6p2 points
-
@fran6p, tu es mon sauveur ! Je n'arrivais pas à installer le nouveau firmware écran sur ma FLSun. Il fallait absolument une partitionnement en blocs de 4Ko sur la SD. J'ai utilisé l'outil freeware( je ne sais plus le nom) dans une VM virtualbox et j'ai pu l’installer ce fichu firmware ! FLSun donne cette commande : format/q g:/fs:fat32/a:4096 mais elle ne fonctionnait pas. Merci encore2 points
-
A la retraite, on a du temps (en plus j'aime ça).2 points
-
C'est ballot
 2 points
2 points -

From the album: PPAC aime les éléphants
African Elephant by scampbell December 06, 2020 https://www.thingiverse.com/thing:4677066 Le blanc imprimé avec une K8400 (buse de 0.35 mm hauteur de couche 0.2 mm ) filament PLA. Le petit vert (~60% de sa taille, évidé (2 mm de coque) et percé), imprimé avec une Photon Ultra ( Après "Wash" mais avant "Cure", Résine Anycubic 405nm Translucent Green UV Resin, exposition 35s/2s Hauteur de couches 0.05 mm )2 points -
 un éléphant d'Afrique vert et translucide ça n'existe pas @PPAC2 points
un éléphant d'Afrique vert et translucide ça n'existe pas @PPAC2 points -
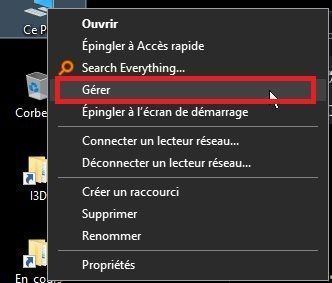
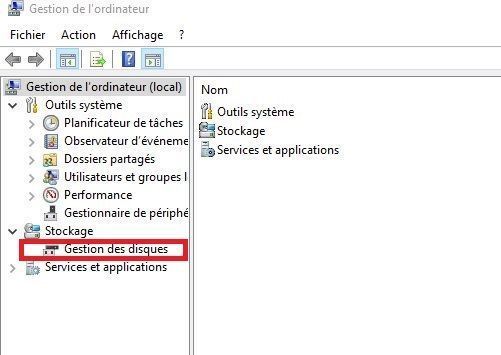
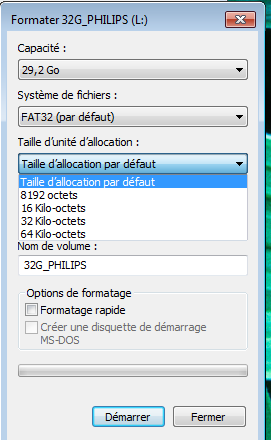
Une petite traduction pour le glossaire ? Je peux rajouter le contenu du ficher dans le tuto si vous voulez Ce serait une bonne idée... Qui s'y colle ? (Perso je n'ai qu'un iMac et le PC c'est celui du boulot et il est bridé ) @+ JC Alors avec en plus le PDF de @fran6p ça donnerait ça : Comment choisir et formater sa carte SD ou sa clé USB Nos imprimantes 3D sont très sensibles au type de carte SD ou clé USB utilisée pour transférer les fichiers G-Code et aussi à leur mode de formatage. Les recommandations de base à suivre sont les suivantes : Carte ou clé de marque reconnue (Ex : Sandisk) Capacité max 32 Go (Pour stocker des fichiers G-Code c’est déjà bien suffisant) / Système de fichiers FAT32 / Taille d’unité d’allocation 4096 octets Fichiers stockés sur le répertoire racine Pas de caractères spéciaux ou accentués dans les noms de fichier. Pas de « . » en début de nom de fichier. Pas de nom de fichier de plus de 255 caractères Extensions des fichiers -> « .gcode » ou « .gco » Prendre soin d’éjecter la clé avant de la débrancher de l’ordinateur Pour les extensions de fichiers G-Code, il existe aussi « .g » par exemple pour les fichiers « auto0.g » de 0 à 9 qui se trouvent normalement exécutés au démarrage de la machine si présents et si le « autostart » et activé dans le Firmware. Sauf contre-exemples où ce n'est pas « auto0.g » mais « dagoma0.g » mais on reste sur de l'extension « .g ». Il semblerai y avoir aussi des extensions du genre « .gx » pour certaines machines (Flashforge) A propos du formatage : Malheureusement nos imprimantes ne lisent que des partitions formatées en FAT32 (voire même en FAT16) avec une taille d’unité d’allocation de 4096 octets. Ce type de formatage (FAT32, FAT) des cartes SD pour nos imprimantes est lié aux contrôleurs (Atmega / STM / …) de leur cartes mères. Via les outils de Windows si tu as une partition de plus de 32 Go il ne propose plus de la formater en FAT32 (voir https://fr.wikipedia.org/wiki/FAT32#Limitations_de_FAT32). Il faut donc soit créer une partition de maximum 32 Go pour la formater en FAT32 soit changer de carte SD pour une qui ne fait pas plus de 32 Go. Pour partitionner une carte SD (idem clé USB) on peut passer par l'outil de gestion des disques de Windows : Voici une solution pour créer une petite partition (par exemple 4 Go) sur une carte microSD de taille supérieure (par exemple 64 Go) et obtenir l'option de formatage FAT32 : Insérez la carte microSD dans le lecteur de carte du PC Ouvrir le Gestionnaire de disques (par exemple Win+x, k) Gestion des disques : supprimer toutes les partitions de la carte microSD Clic droit sur chaque partition > "Supprimer le volume..." Répétez jusqu'à ce qu'il n'y ait plus de partitions sur la carte Gestion des disques : créer une nouvelle partition FAT32 Clic droit sur "Non allouée" > "Nouveau volume simple..." Bienvenue dans l'assistant Nouveau volume simple : cliquez sur "Suivant" Spécifiez la taille du volume : 4096 > "Next" (Suivant) Attribuer une lettre de lecteur ou un chemin d'accès : (au choix) > "Next" (Suivant) Format Partition : Formatez ce volume avec les paramètres suivants : Système de fichiers : FAT32 Taille de l'unité d'allocation : Par défaut (Ce qui correspond à 4096 octets voir ce dessous) Label du volume : à votre choix mais pas trop long Effectuez un formatage rapide : ☑ Vous devriez maintenant avoir une partition FAT32 sur votre carte microSD. Exemple : Partition FAT32 de 4 Go sur une carte microSD de 64 Go Autre moyen de formater un support de stockage : Ouvrir cmd avec des droits d'administrateur Lancez diskpart Tapez "list disk" (liste des disques) Trouvez votre carte sd (par exemple Disque 7) Tapez "select disk 7" (sélectionner le disque 7) S'il n'y a qu'une seule partition - tapez "select partition 1". S'il y en a plusieurs, supprimez toutes les partitions et créez-en une. Tapez "format FS=FAT32 QUICK". C'est fait. Partition 32GB en FAT32. En passant par la ligne de commande, on peut formater directement en FAT32 sans passer par la création d’une partition inférieure à 32 Go. Autre solution possible, tester si https://www.sdcard.org/downloads/formatter/ ou un outil de formatage sous Linux, permet de formater une partition de plus de 32 Go en FAT32 Théoriquement en FAT32 et 4096 octets, on doit pouvoir (mais pas sous Windows) monter à 1 To, mais avec une limite de taille de fichier de 4 Go, pas vraiment gênant pour la FDM Pour la taille d’allocation, une des mises a jours de Microsoft a changé les options affichées. La taille de 4096 octets a disparu et semble avoir été remplacée par « Taille d'allocation par défaut ». Cela doit correspondre en toute logique (au vu de l'ordre) à 4096 octets Aussi, décocher « Formatage rapide » devrait permettre lors du formatage de bien trouver et marquer de possible secteurs défectueux (à tester...) Important à retenir également : Bien souvent les cartes SD ou clés USB fournies avec l'imprimante se trouvent être de mauvaise qualité et sont la source de problèmes comme des gels (freeze) de l'impression voir de ralentissement et donc des petits défauts d'impression (blob) quand les lectures ( / écritures , si la reprise sur coupure de courant se trouve activée) sont lentes Une carte fraîchement formatée (sans rien comme fichiers) : Sera souvent obligatoire pour mettre à jours un firmware Pourra des fois résoudre des problème de défaut d'impression. Il semble qu'il y ai des imprimante SLA où une taille de 8 Go se trouve être le maximum accepté Sur les imprimantes SLA un secteur défectueux peut créer des couches d’exposition complètes ... (source image ? groupe Facebook Anycubic Photon Ultra ?) Enfin il semble falloir éviter les clés USB 3.0 qui sont incompatibles en tout cas avec les Anycubic Photon Ultra A suivre... JC

 2 points
2 points -
C'est fou ce que l'on peut écrire pour ne rien dire.2 points
-
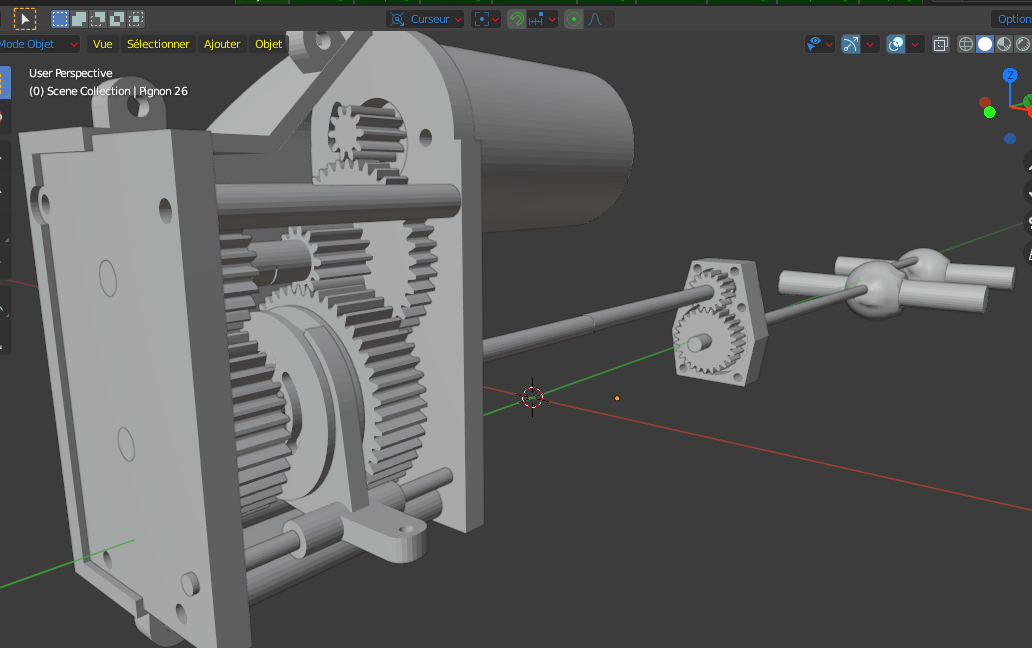
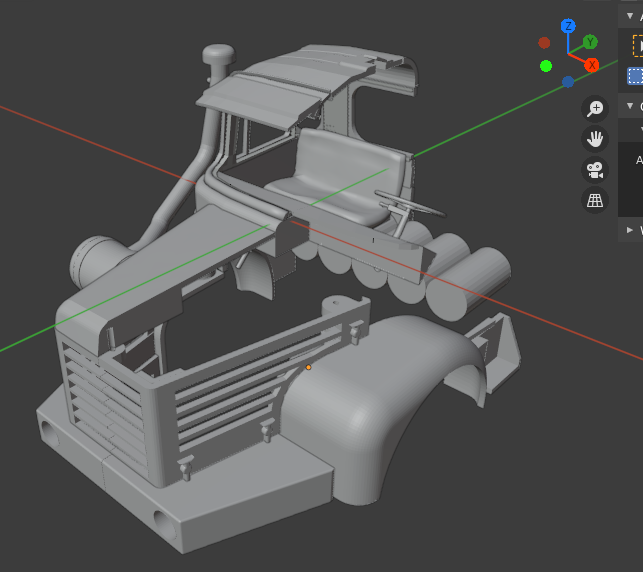
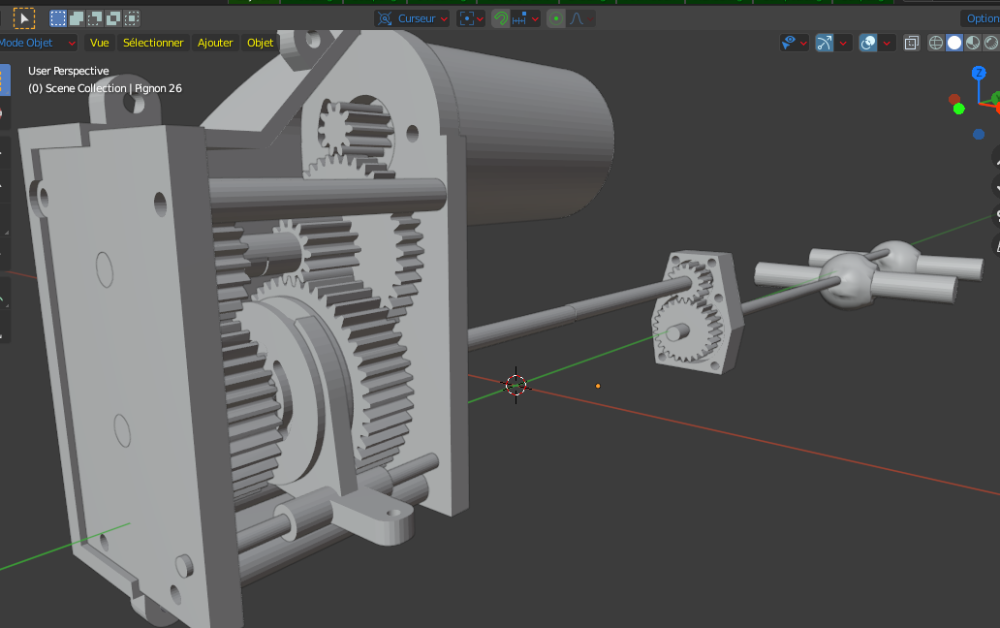
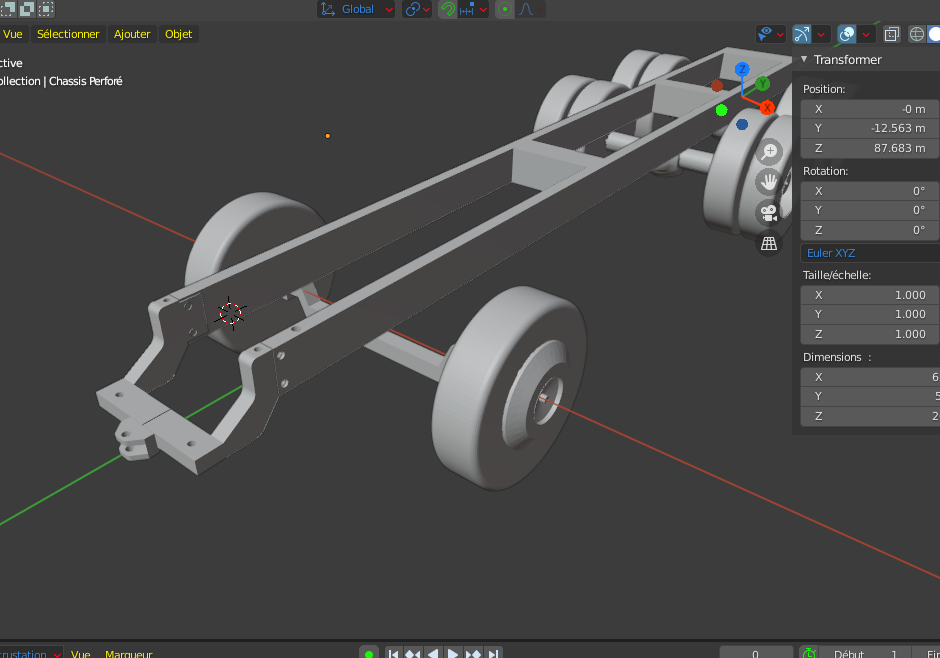
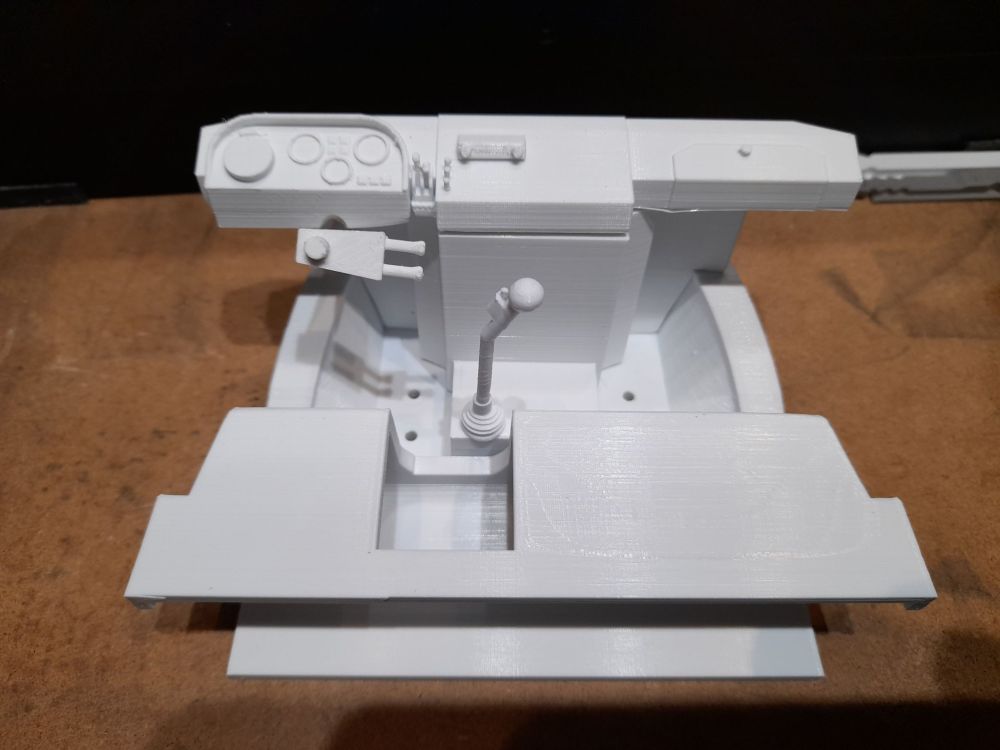
Bonjour, Petit coucou juste pour vous faire partager ma dernière réalisation sur BLENDER 2.90...














 1 point
1 point -
Je trouve que cela faisait longtemps qu'on avait pas eu ce genre de message super explicite ^^. D'ailleurs on pourrait tenir une bible des "pépites" de demandes d'aide de ce genre1 point
-
Ou via les menus (contrôle , motion)...1 point
-
Avec pronterface (imprimante connectée en usb avec le pc) Pour retrouver le pas de base il suffit de taper un M503 pour lires les infos de l'eeprom (il doit y avoir une ligne avec M92 EXXX.X ....) prendre la valeur après le E, la multiplier par ton coefficient -> nouvelle valeur YYY.YY taper la ligne M92 EYYY.YY taper la ligne M500 (sauvegarde des infos) tu peux ensuite faire un M503 pour vérifier que la nouvelle valeur a bien été enregistré. C'est tout. Si ton imprimante ne supporte pas le M500, tu peux rajouter la ligne M92 EYYYY.YY dans ton gcode de démarrage après la ligne G281 point
-
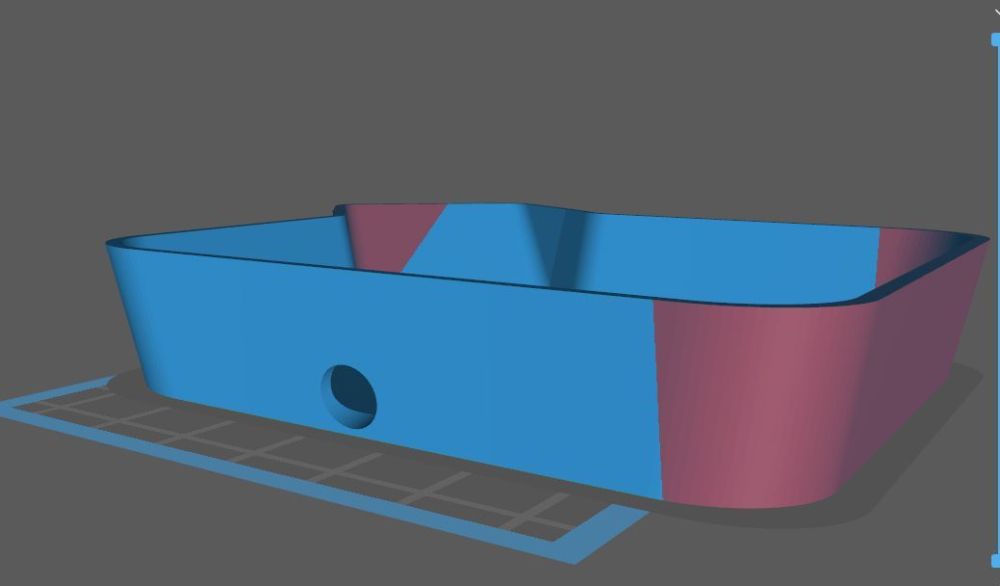
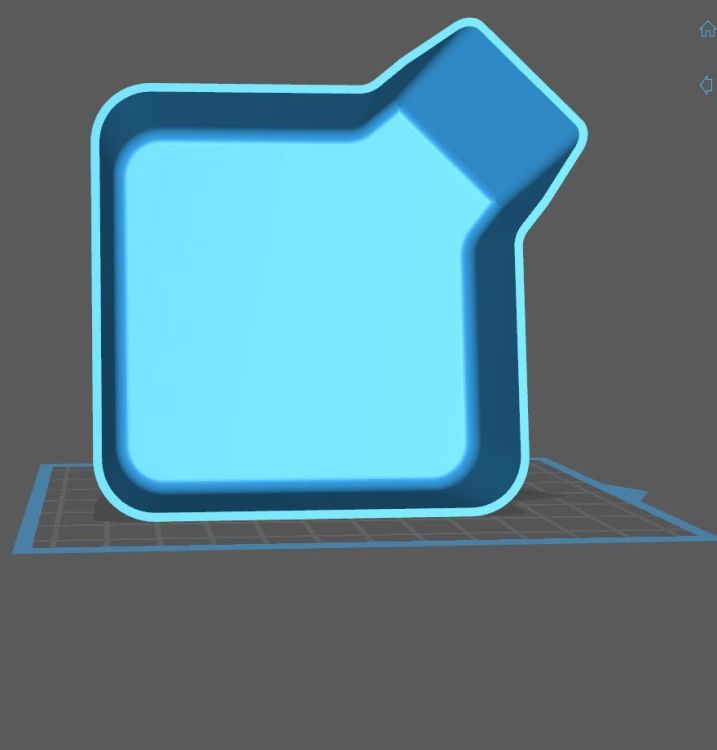
en effet cela ne sert a rien puisque la résine ne peut pas s'écouler a travers ces trous . si tu veux faire un trou c'est sur le coté comme sur l'image 1 mais comme cela semble être une " soucoupe" cela va pas être très pratique . je crois que la seule solution c'est de le poser comme sur l' image 2 ( faudra rajouter des supports )
 1 point
1 point -
Je suis en train de compléter modifier mon document concernant le formatage donc wait a little bit1 point
-
Ok je m'en occupe. Peut être pas tout de suite car en déplacement aux US semaine prochaine Bonne idée de sectionner le tuto @+ JC1 point
-
@jcjames_13009 ça va faire un beau tuto. Je te laisse le soin de créer le sujet dans la section "tuto". Vu la longueur, il faudrait éventuellement le sectionner et faire un message sommaire et des sous messages avec les parties du tuto (comme j'ai fait ici). Les sections pourraient être, à titre d'exemple L’importance de la carte SD / clef USB Le formatage sous Windows Méthode alternative de formatage sous Windows Le formatage sous linux @PPAC J'avais commencé un "sujet" sur les filaments qui peut éventuellement être combiné avec les informations de ton message. L'idée finale, outre la proposition d'informations, c'est surtout de pouvoir accéder facilement à cette information en la trouvant instantanément et logiquement. Merci à vous deux pour votre implication1 point
-
Effectivement, De plus, bowden fait partie des prochaines définitions à retoucher (cf les GIT surlignés en mauve). Ce WE, je vais m'y remettre et avancer sur bowden. D'ailleurs, bowden et direct drive pourraient être dans le même message, en les comparant l'un à l'autre.1 point
-
Que j'ai enfin trouvé l'info qu'il me manquait . Sinon, accessoirement, ça veut dire que tu as des drivers TMC2208, donc silencieux aussi . Du coup, il est possible que les moteurs tournent dans le mauvais: après avoir fait le flashage, tu acceptes d'effacer l'eeprom et tu vérifies que les moteurs se déplacent dans le bon sens (X+ buse va vers la droite, Y+, elle va vers le fond, Z+, la buse monte)1 point
-
tu veux dire par télépathie? aucune idée . Si tu as le droit de mettre 2 doigts , tu peux commencer par enlever les cavaliers en trop , si tes TMC2209 sont en UART (J3 shunté: si tu ne comprends pas ce que ça veut dire, tu peux nous fournir une photo du dessous d'un driver ) Je vois que tu as joué avec pas mal d'imprimantes. Si tu as toujours ton AM8 avec une carte SKR, tu pourrais essayer de faire des tests1 point
-
@jcjames_13009 de toutes façon pour les matière technique type PC et nylon faut lever les limite de Marlin et matériel de toutes imprimante chinois a moins de 1000€ aussi c'est faisable mais pas d'origine cela demande modification.1 point
-
bonjour c'est dû au phénomène de succion bien connu . la résine est emprisonnée dans un cavité et ne circule pas comme elle devrait ( principe de la ventouse) il faut réorienter la pièce ou pratiquer des évents fouille dans le forum , beaucoup de sujet en parlent1 point
-
Je me dit qu'il manque aussi un sujet de synthèse spécifique pour l'identification d'un filament (PLA) qui a pris l'humidité et les solutions a cela ( sauf si je suis passé a coté dans mes recherches.) ( Des citations en vrac a mettre en forme et a compléter) Symptômes d'un filament qui a pris l'humidité Si on tord le filament avec un angle de 45° (voir de 90°) et qu'il casse net (comme du verre) au lieu de se plier Crépitements et crachats et vapeurs lors de l'extrusion Mais Solutions Si pas pressé, la placer (hors de son emballage) au dessus d'une source de chaleur (comme une box internet) plusieurs jours ... Au four plusieurs heures ( sans dépasser 55°C pour ne pas faire fondre ou déformer le filament) Effectivement, je viens de passer la bobine 2h à 50°C (le four du boulot ne descend pas en dessous). J'ai lancé une impression avec une grande surface plane et visiblement plus de soucis Le déshydrateur alimentaire bricoler pour accepter les bobines de filaments Les séchoirs a filaments En prévention conserver les bobine dans leur emballage avec leur sachet absorbeur d'humidité ( voir de temps en temps passer le sachet absorbeur au four car il peut saturé très vite) Au dans des sachets Zip de congélation vidé de l'aire .. A éviter absolument Pas de four a micro onde ( car les micro ondes vaporise l'eau sans contrôle, et donc cela va créer des bulles dans le filament.) Pas de soleil (a midi en été) car les U.V. rende le PLA cassent.1 point
-
Pour détaillé plus les propos de @Savate que je partage a 100% je vais te donner quelques infos. Pour la SV01 pro ils ont repris les recommandation de Sovol SV01 non pro qui etait en 8bit cote électronique la Pro est en 32bit tout comme la S1, en générale les constructeur indiquait 80mm/s pour les 8bits et jusque 150mm/s pour les 32bits. Mais Savate la bien dit c'est théorique et oui tu pourras imprimer entre 80mm/s et 120mm/s sur les 2 mais a cause des point indiquer par Savate sur la construction d'une cartésienne cela apportera pas beaucoup car l'accélération limitera le gain. J'imprime a 120 voir 150mm/s sur ma Genius Modifié mais restant une cartésienne sous Marlin ente 80mm/s et 120mm/s j'ai un gain moyen de temps de l'ordre de 15% en gros. Pourquoi car l'accélération étant limité il faut du temps en mouvement pour atteindre les 120mm/s il y a donc que sur ls assez grand ligne droite que cette vitesse est atteinte. Exemple pour illustré le tout : Prend ma FLsun SR qui est prévue pour imprimer a vraiment 150mm/s avec une accélération égal ou supérieur a 3k, et place en face une Ender 7 de creality qui est une Core XY prévue pour imprimer a 250mm/s d'après les dire constructeurs. On a fait un test imprimer un cube de calibration sur les 2 machines : - SR a 120mm/s de vitesse face la Ender 7 a 250mm/s de vitesse. - Remplissage Gynoïde de 20% - Accélération par défaut des profile de slicer. Si je te dit que la Flsun SR a 120mm/s a fini avant la Ender 7 a 250mm/s le print , cela est a réalité du a un point l'accélération supérieur par défaut sur cette Delta qui a possède un couple important car chaque mouvement sont gérer par 3 moteurs en permanence. Sur un print aussi petit le couple et l'accélération sont un atout plus important que la vitesse. Si je fait un print identique entre la Genius a 120mm/s et ma Flsun Sr a 120mm/s. La SR fini le print alors que la Genius en est a la moitié.1 point
-
Salut Concernant la Prusa MINI+ que je possède depuis bientôt (déjà !!!) un an, je la trouve très adaptée à mes besoins Comme indiqué par @Kachidoki je ne fais pratiquement que des pièces mécaniques et fonctionnelles. J'ai posté quelques réalisations dans les sections Prusa et Projets. Tu en trouveras aussi d'autres sur Printables également. Et elle est parfaite pour ça J'avais le choix "perso" d'acheter une imprimante Plug and Play, toujours prête à imprimer et passer mon temps à modéliser et imprimer au lieu de bidouiller ou modifier ma machine. Après un an d'utilisation je dois reconnaître que ma Prusa MINI+ a clairement atteint cet objectif. Pour les dimensions "restreintes" de la Prusa MINI+ 180mmx180mmx180mm, je n'ai jamais eu de souci. Au pire si j'ai une pièce plus grande à faire je l'imprime en 2 parties et je la colle Pour les matériaux j'imprime essentiellement du PLA et du PETG. J'ai imprimé du TPU il n'y a pas longtemps. Et malgré l'extrudeur de type Bowden je n'ai eu aucun pb. Et il est possible de lui ajouter un caisson pour l'ABS. Peut être une limitation pour des filaments plus techniques qui nécessitent des températures buse et plateau plus élevées. Mais là je ne sais pas dire Il y a un retour d'expérience récent d'un utilisateur sur le forum (Faudrait que je rajoute le mien d'ailleurs) Voilà ce que je peux t'en dire @+ JC1 point
-
ok, y a t'il la sortie de la pin lors d'une lors de la tentative du Z-offset, ABL ou Home du Z ? si ce n'est pas le cas tu as la raison du M999 un défaut est détecté ! Tu peux essayer de jouer légèrement sur la vis du dessus du 3Dtouch Artillery, si rien ne change faudra contacter le SAV qu'il t'envoie un nouveau capteur de nivellement. C'est plus que récurent les soucis de 3Dtouch artillery si tu veux changer de capteur de nivellement j'ai concu des procédure pour le faire mais il y a des pièce a imprimer pour cela avant changement. tu trouve cela dans la partie Tuto ou ma signature. installé un BLtouch ou 3Dtouch autre de meilleur qualité ou un TouchMi.1 point
-
From the album: PPAC aime les éléphants
Après "Cure", mise au soleil (mais pas trop longtemps sinon il va changer de couleur) pour profiter des transparences ...1 point -
En règle générale une cartésienne comme ces deux là impriment d'origine dans les 80mm/s au dessus elles peuvent mais ça ne donnera souvent pas grand chose de mieux pour plusieurs raisons mécaniques (un seul moteur pas axe, inertie du plateau, ...) pour aller vite c'est plutôt Delta ou CoreXY. Pour résumer, la vitesse c'est bien, l'accélération c'est mieux, sinon ton imprimante n'arrive jamais à la vitesse max (et non, ce contenu n'est pas sponsorisé par la sécurité routière )1 point
-
Bonsoir, je rejoins la famille (en néophite total) des printer 3D. Je viens d'acquérir une artillery sidewinde X2 et ça à l'air de marcher malgré quelques soucis mécaniques et informatique à priori.... merci @Motard Geek pour le lien du fofo :)1 point
-
bienvenue a toi1 point
-
Bienvenue ici1 point
-
Par contre l'éléphant extraterrestre est encore en travaux (et normalement ils sont gris, pas verts - les extra-terrestres et quelques éléphants)1 point
-
 Sur le plateau ça ressemble à un Cerf Volant ... mais avec des échafaudages.1 point
Sur le plateau ça ressemble à un Cerf Volant ... mais avec des échafaudages.1 point -
Salut, Pour le capteur de Levelling il n'y a pas de BLTouch. Au départ la machine va se régler en appuyant la tête d'impression sur le plateau. J En plus les deux sont mobiles. La tête inactive remonte pour éviter de gratter. Assez génial comme système en passant. En faisant quelques recherches je suis tombé sur ça : a vue de nez ce sont les fameux capteurs d'auto level. Il y a une procédure de calibration semi automatique. https://support.makershop.fr/hc/fr/articles/213431285-Calibration-du-plateau mais si tu dis l'avoir fait, c'est qu'il y a un autre soucis.Pour être honnête, j'ai du le faire une fois au début et je n'y ai jamais touché après (ça ne bouge vraiment pas). Et si il y avait un soucis à cette étape tu aurais une erreur. Au début de l'impression la machine doit cracher pas mal de plastique (environ 20 cm de plastique). C'est le cas ? Tu as bien vérifié le circuit du filament ? Il est assez long et il se peut qu'un bout de filament soit resté coincé quelque part ? J'ai déjà un morceau coincé pile dans le détecteur de fin de filament (dans le dos de la S5 de mémoire). PS : Tu peux faire une vidéo avec le début du cycle d'impression ?
 1 point
1 point -
Ok c'est déjà plus précis, donc si ABS il y a il donc utile de prevoir un caisson et une filtration Hepa + charbon l'abs renvoie plus de particule nocive que beaucoup d'autre filament, tu as aussi le ASA qui peut être un bon choix care meilleur résistance climatique et aux UV que l'ABS. Pour les Matières Flexibles nous auront tendance a préconisé un Extrudeur Direct Drive qui siplifié l'impression de ces matériaux. Pour la conception c'est bien que tu ai des base cela d'aidera dans la réalisation de tes projets, mais une imprimante 3D impliques de la Mécanique, Electronique voir programmation ou ajustement soft (firmware). D'ou ma question clairement etant débutant je te conseillerais donc pas d'aller sur les Imprimantes de compétition comme les Voron 2.4 ou RatRig. il est préférable de reste sur les modèles plus accessibles au un débutant (je parle pas financièrement la ). Et oui @Kachidokia raison sur un point, on peut très bien réussir une impression aussi propre sur un imprimante a 100€ qu'un a 1600€ certain youtubeur l'on démontré plusieurs fois. et l'exemple des 50€ est aussi viable la Tina 2 qui c'est vendu 45€ après noel sur certain carrefour est comptable d'imprimer un petite pièce PLA très bien. Pour répondre a ta question il y a plein de raison qui explique des prix plus élevé : - a 45€ au plus bas la tina 2 ne support que le PLA, n'a qu'une très petite surface de d'impression 100x100mm, pas d'option répandu comme plateau chauffant etc etc. - a moins de 200e tu trouve des cartésiennes avec extrudeur Bowden, plateau chauffant 24v d'environ 230x230mm de surface d'impression qui imprime correctement mais elle ne seront pas adapter au Filament Flexible. - Après les Prusa par exemple sont plus chers (700-1000€ pour la MK3S) mais SAV excellentissime et fabrication européenne dont prix plus haut. En gros la taille, et les options joue sur le prix d'une machine comme la provenance, la qualité des pièces et de sont SAV. Pour en revenir a ta recherche ici il te faut de préférence une imprimante Direct Drive, et soit un caisson Tente comme ceux de creality (si tu prend pas une imprimante trop grande) soit a concevoir toi même + la filtration. Prendre une grande surface de plateau t'expose a plus de galère a bien ajuster ton imprimante (la Wanhao D12 500 sera dans ton critère car directe drive) car si l'on prend par exemple la Anycubic Kobra Max qui fait 400x400 elle est equipé de 12 roue juste pour sont plateau dont 6 avec des excentrique qu'il faut ajuster, de plus plus le plateau est grand plus tu auras d'inertie lié a son poids et moins l'imprimante est capable d'imprimer vite et supporte de grand accélération. Quelques imprimantes Cartésiennes en directe drive qui peuvent correspondre : - Sovol SV01 Pro, 240x280mm, Direct Drive de qualité, CRtouch Creality pour le nivellement auto, carte mère 32bits. - Sovol SV03, 350x350mm, direct drive de qualité aussi, Bltouch pour auto nivellement. - SideWinder X1 & X2, 300x300mm, direct drive qui fait le taf, très grosse communauté derrière. - Creality CR10 V3, 310x310mm, direct drive de qualité. y a aussi le CR10 Smart Pro mais sont prix est pas justifié pour moi. - Kywoo Tycoon max, 300x300mm, direct drive, carte mère 32bits, mais hauteur d'impression plus faible. Tu as aussi des imprimantes Cubic, Core XY et Delta (bien que pour ces dernières on as plus vraiment de gros modèle la FLsun V400 qui arrivera en juin a la limité), mais elles sont un peux plus complexe pour un débutant en Delta et core XY, en cubic y a l'Ender 5 plus en 350x350mm mais pas de direct drive d'origine.1 point
-
Verre à moitié plein ou verre à moitié vide1 point
-
Avec une bonne truelle, j'arrive à faire plus (tout est dans le poignet)1 point
-
Plutôt que les décimales de Pi, je propose un générateur Lorem Ipsum de texte... en latin1 point
-
Merci pour ton commentaire, J'ai posté ici, pour étoffer la rubrique "modéliser en 3D" et pour apporter un sujet de plus à BLENDER (qui mérite vraiment d'être connu et qui n'a pas à rougir par rapport à d'autres logiciels surfaciques payants que je ne nommerai pas ... les pièces imprimées seront ajoutées au sujet de la rubrique "MODELISME"...1 point
-
oui, et en plus c'est très efficace contre les marquages de territoire intempestifs de nos amies les bêtes est-ce que tu as vérifié que rien n'avait de jeu au niveau des galets ? (tête, plateau, montants) est-ce que tes ressorts sous le plateau sont bien comprimés ? (il ne faut pas qu'ils soit écrasés, mais pas complètement détendus non plus)1 point
-
Cela fait de belles notifications Edit : et la question des caractères spéciaux, et diacritique voir des idéogrammes et de emoji qui se code en plusieurs caractère se pose ... Quand a l'url aussi très sympa https://www.lesimprimantes3d.fr/forum/topic/47618-%C3%A9trangement-l%C3%A0-en-cette-belle-soir%C3%A9e-je-me-demande-vraiment-car-je-ne-sais-pas-encore-combien-de-caract%C3%A8res-il-%C3%A9tait-possible-dinscrire-pour-le-titre-dun-sujet-savoir-si-on-peut-vraiment-%C3%AAtre-suffisamment-explicite-lors-de-la-cr%C3%A9ation-dun-sujet/#comment-496383
 1 point
1 point -
1 point
-
Hello, Afin de vous garantir de belles impressions, ils est important de conserver vos bobines dans des conditions optimales. Ceci étant dit, par un professionnel, il faut agir en conséquence. Il existe des produits finis, comme la polybox (qui asseche le filament avec du dessicant), ou comme le PrintDry (qui assèche le filament en le chauffant). Polybox : Crédit photo : filament2print.com Vous pouvez trouver des modèles à créer soit même. (trouvée par @slayer-fr) PrintDry : Credit photo : Makerpoint On en parle ici sur le forum. Vidéo Youtube du test du PrintDry par Tommy Desrocher Une bobine abîmée par le temps ruinera votre impression 3D. Pensez-y Si vous voulez commenter ce tuto, proposer une amélioration, ou autre, suivez ce lien (Lien vers [R/A/C] du tuto) Si vous avez des questions au sujet du stockage des bobines, vous pouvez lire ce sujet et y poser votre question.

 1 point
1 point -
bonjour,sur ma geeetech prusa i3 l’extrudeur ne fonctionne plus mais le reste fonctionne.0 points