Classement


Contenu populaire
Contenu avec la plus haute réputation dans 25/04/2022 Dans tous les contenus
-
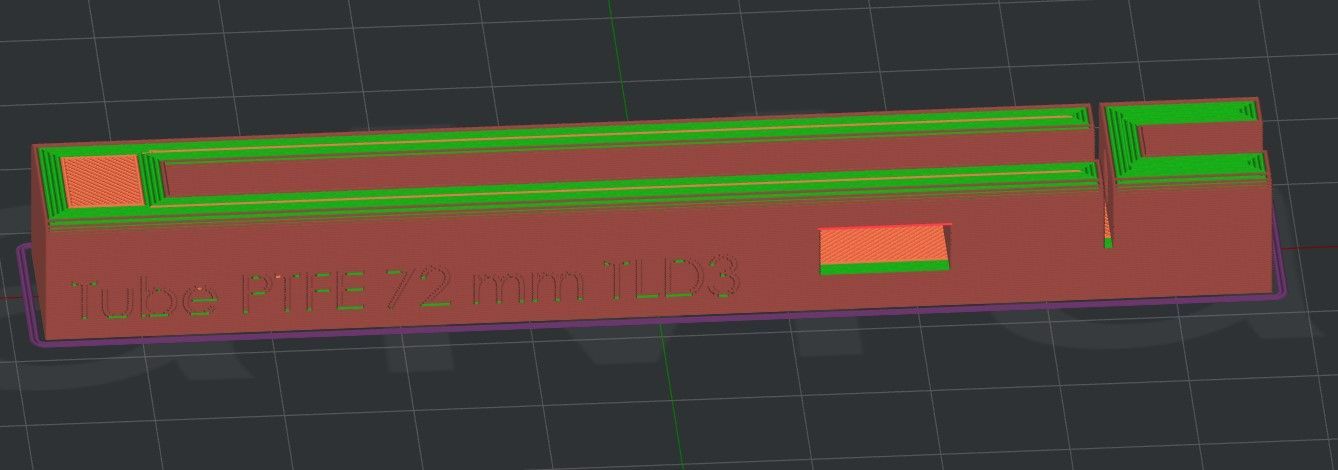
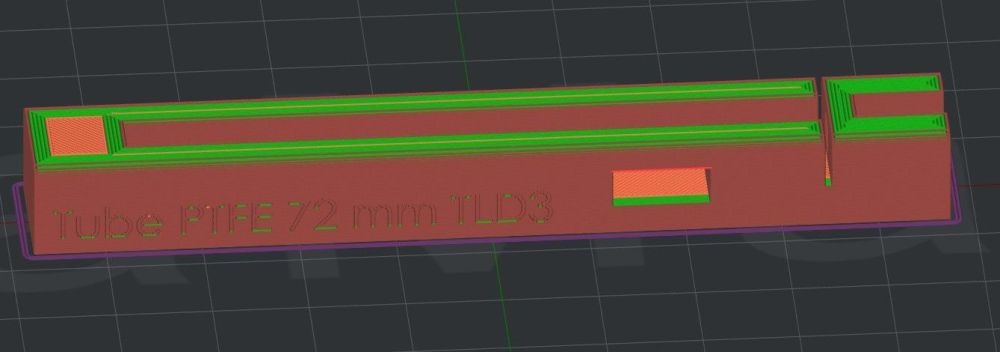
Bonjour, Voici un gabarit de découpe pour les tubes PTFE montés dans les extrudeurs TENLOG TLD3. ce gabarit permet de découper à la bonne dimension ce tube qui sera inséré dans le refroidisseur en aluminium de l'extrudeur. J'attire votre attention concernant le montage; il faut que le tube fileté métallique M6 applique une légère pression pour que l'extrémité du tube PTFE soit au contact permanant sur l'embase de la buse. Cette consigne de montage évite la fuite du filament entre le tube PTFE et l'embase de la buse. A défaut de ces conseils le tube PTFE risque de prendre du jeux et de générer une fuite avec un bouchon inévitable . A+ Francis decoupe_tube ptfe.STL
 3 points
3 points -
La ender 3 stock n'est pas équipé pour supporter des températures aussi élevées, si tu persiste dans ce sens tu vas au devant de problèmes. Ton PTFE va se dégrader prématurément surtout que ce n'est pas du capricorn, pour faire de l'ABS il est fortement recommandé de changer la tête d'impression, le capricorn dans ce cas n'est pas indispensable mais personnellement il garantie une certaine tranquillité dans la tenue.2 points
-
Fonctionne sous Linux sans modif.2 points
-
Salut @PPAC, Effectivement, je ne me logue pas au site. Il me semble avoir lu que le cache se mettait à jour toutes les 5 min. Donc, pour cette recherche, ça suffit amplement. J'ai fait un peu de ménage et corrigé des erreurs dans le programme. Au final, ça donne ça: Forum3D_v5.py c'est une version Windows. Pour être compatible avec linux, je pense qu'il y aura quelques modifs de syntaxe à faire .2 points
-
Ahh, je suis dans la catégorie "Outlaw" moi PS: plus de photos içi pour les facebookien's >> https://www.facebook.com/media/set/?set=a.3435657762724&type=3


 2 points
2 points -
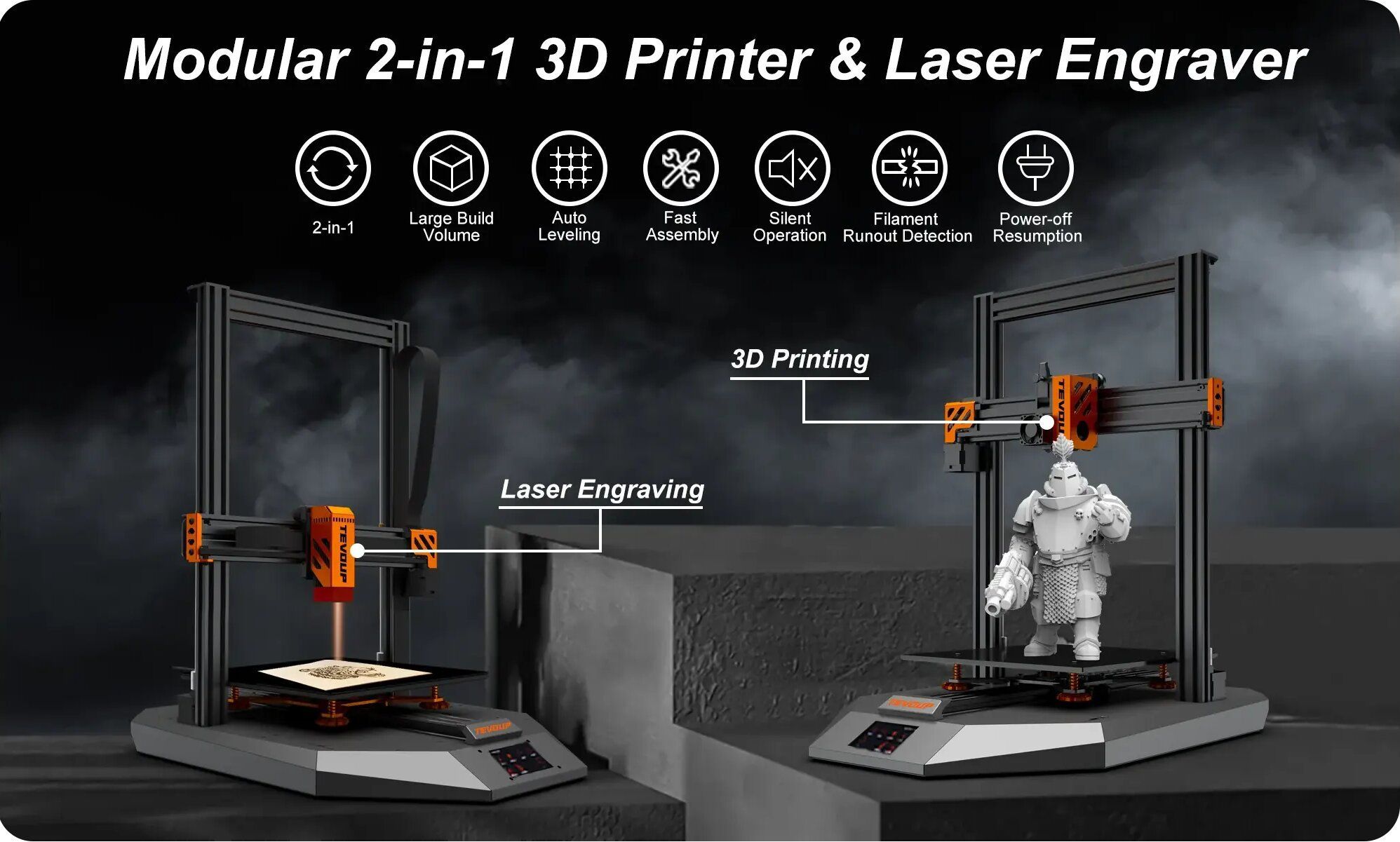
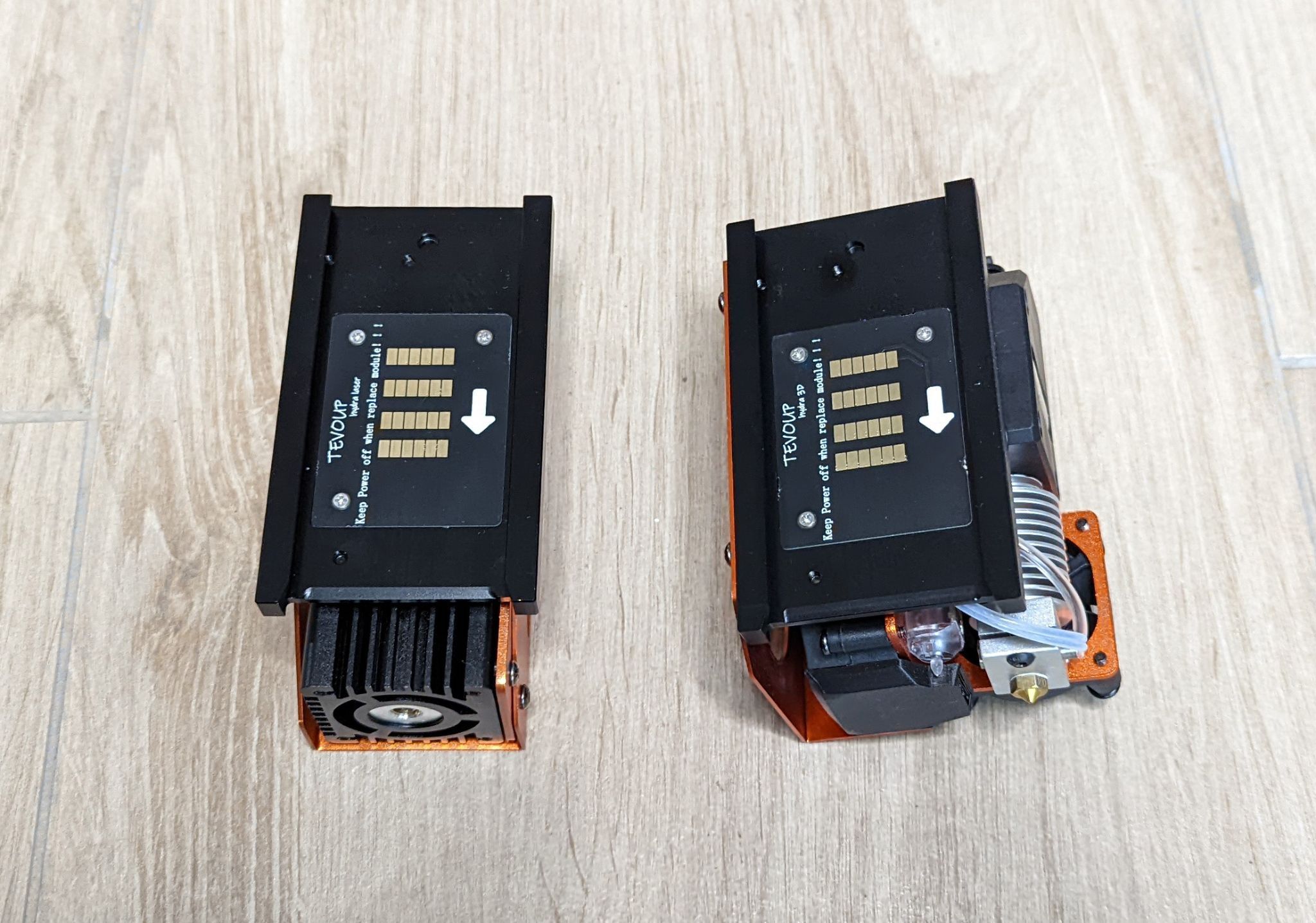
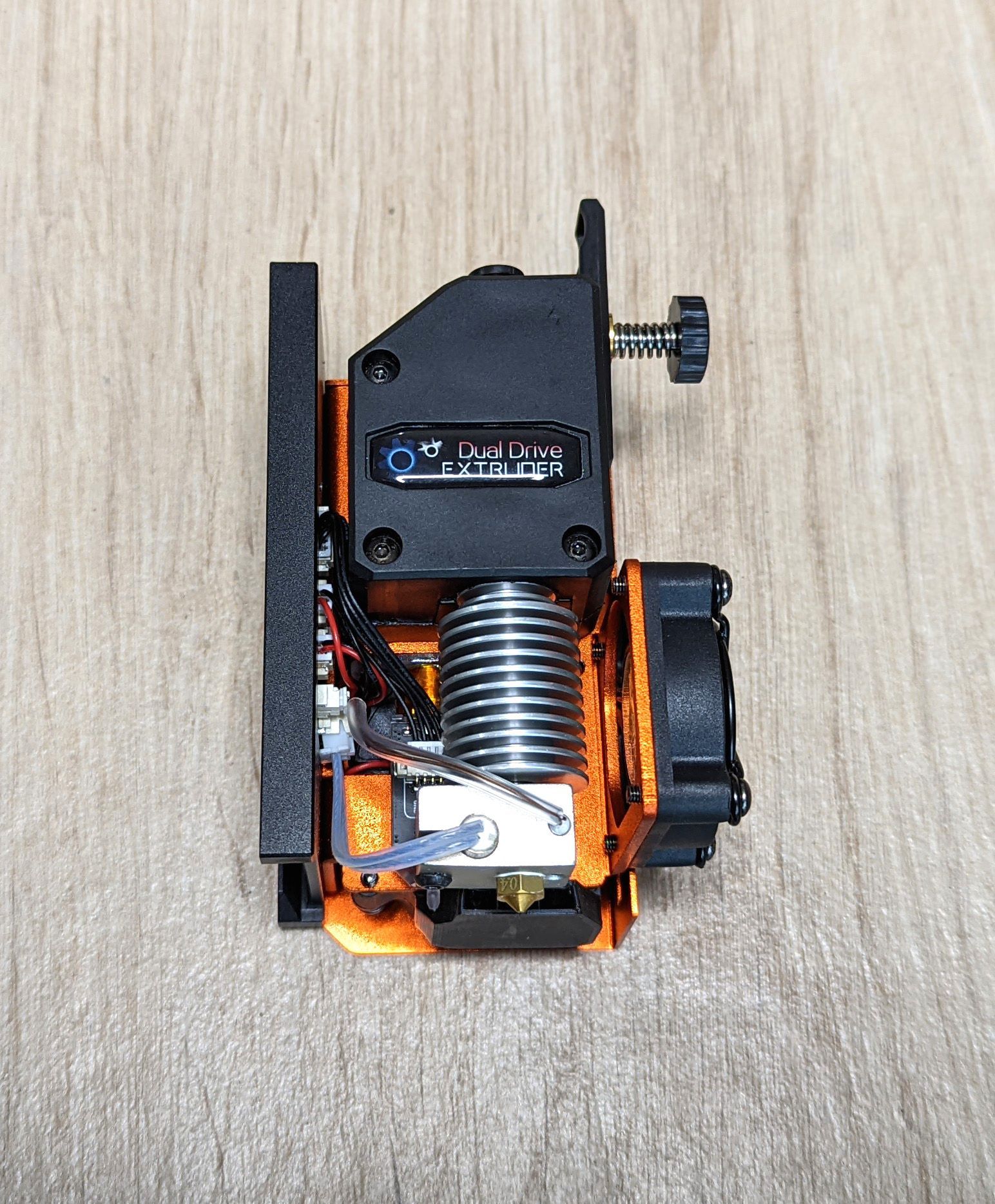
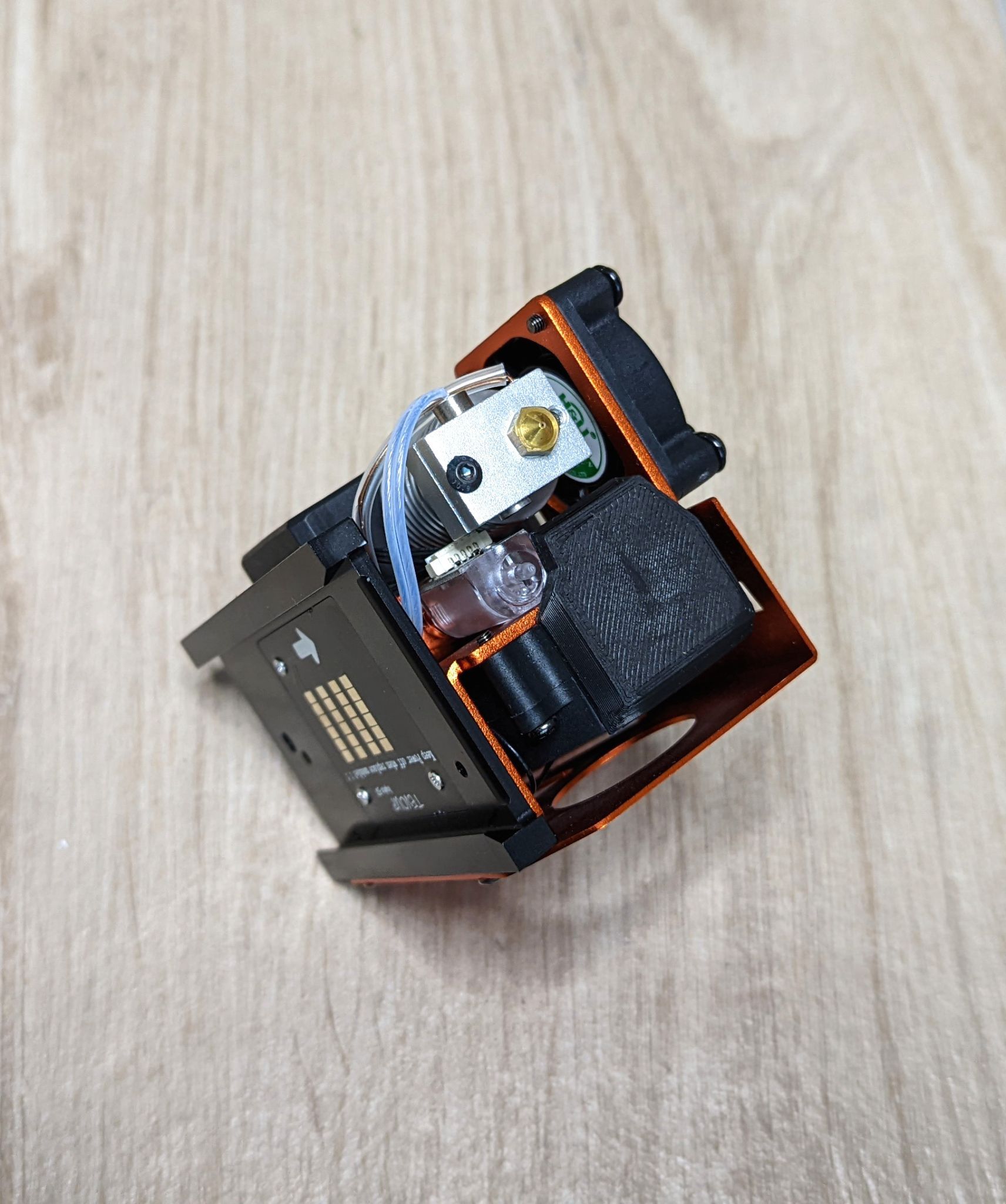
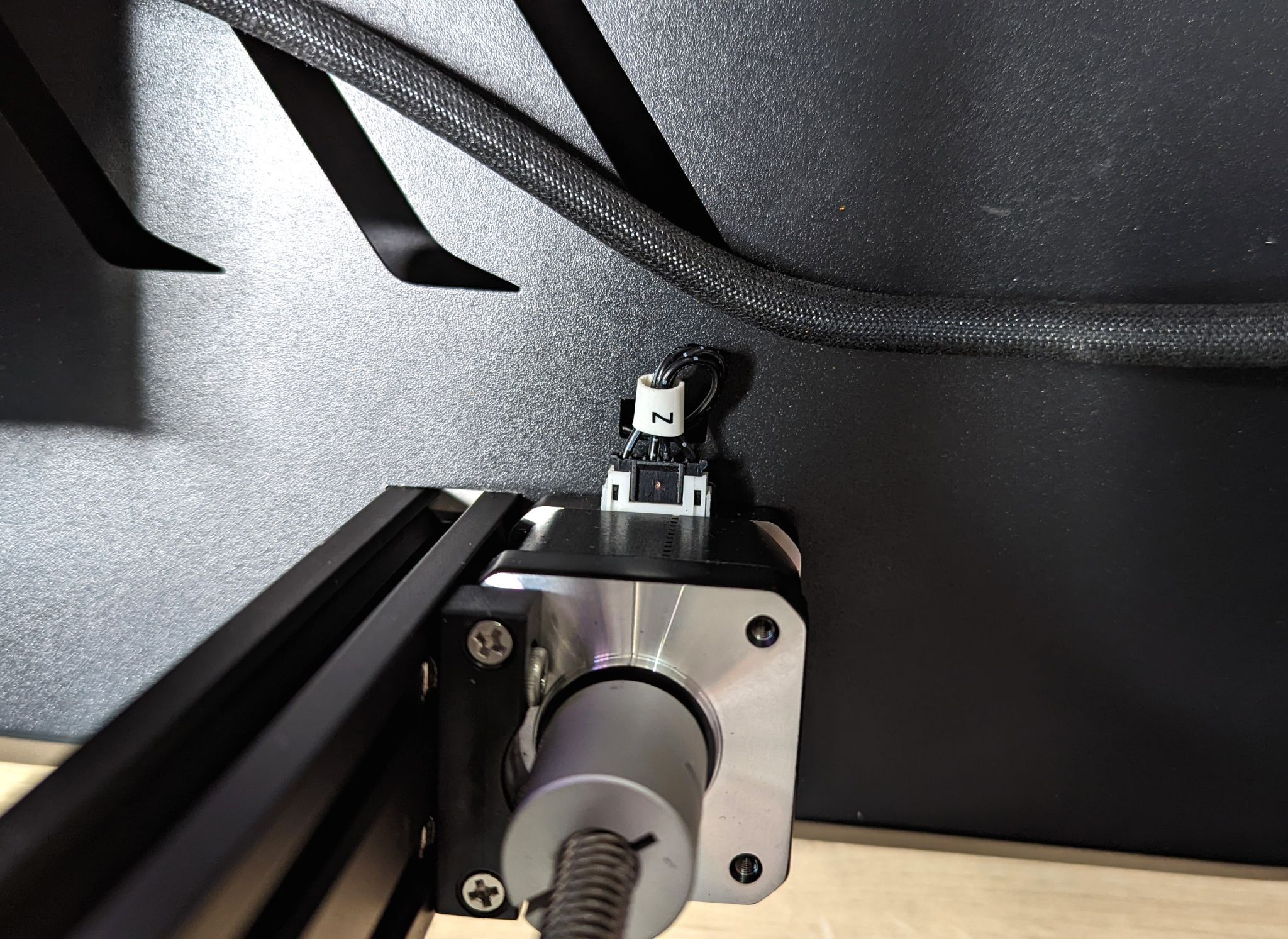
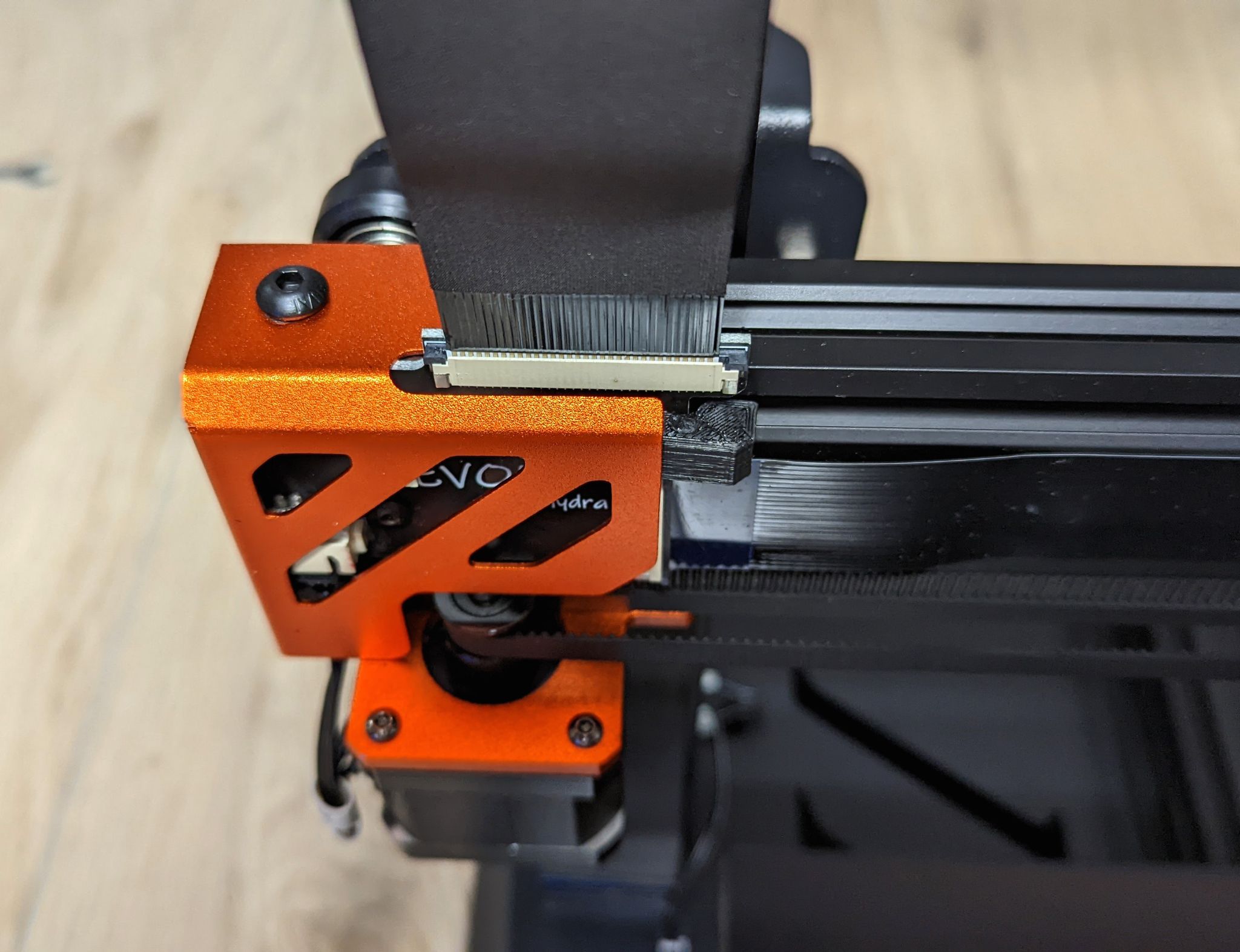
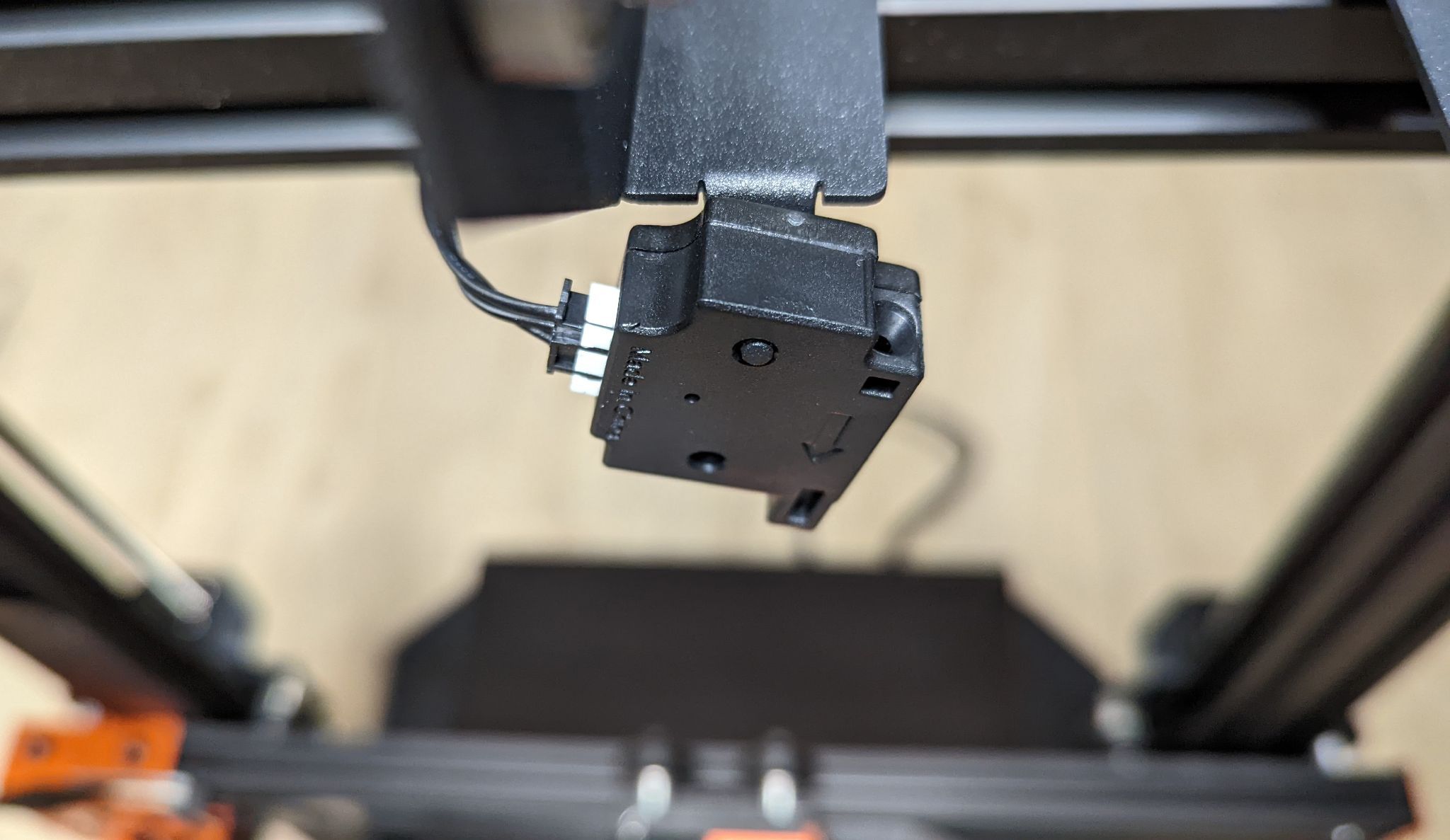
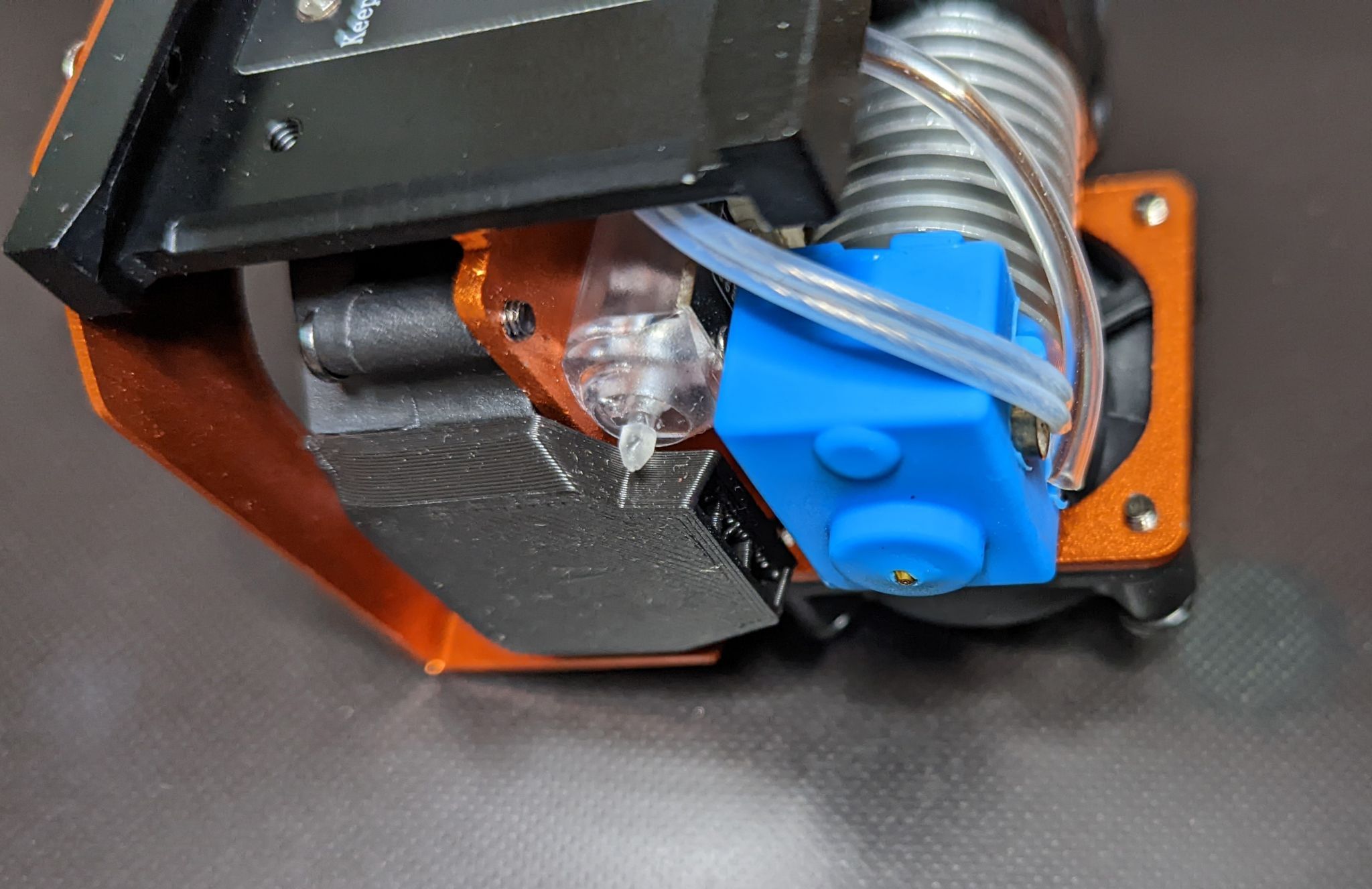
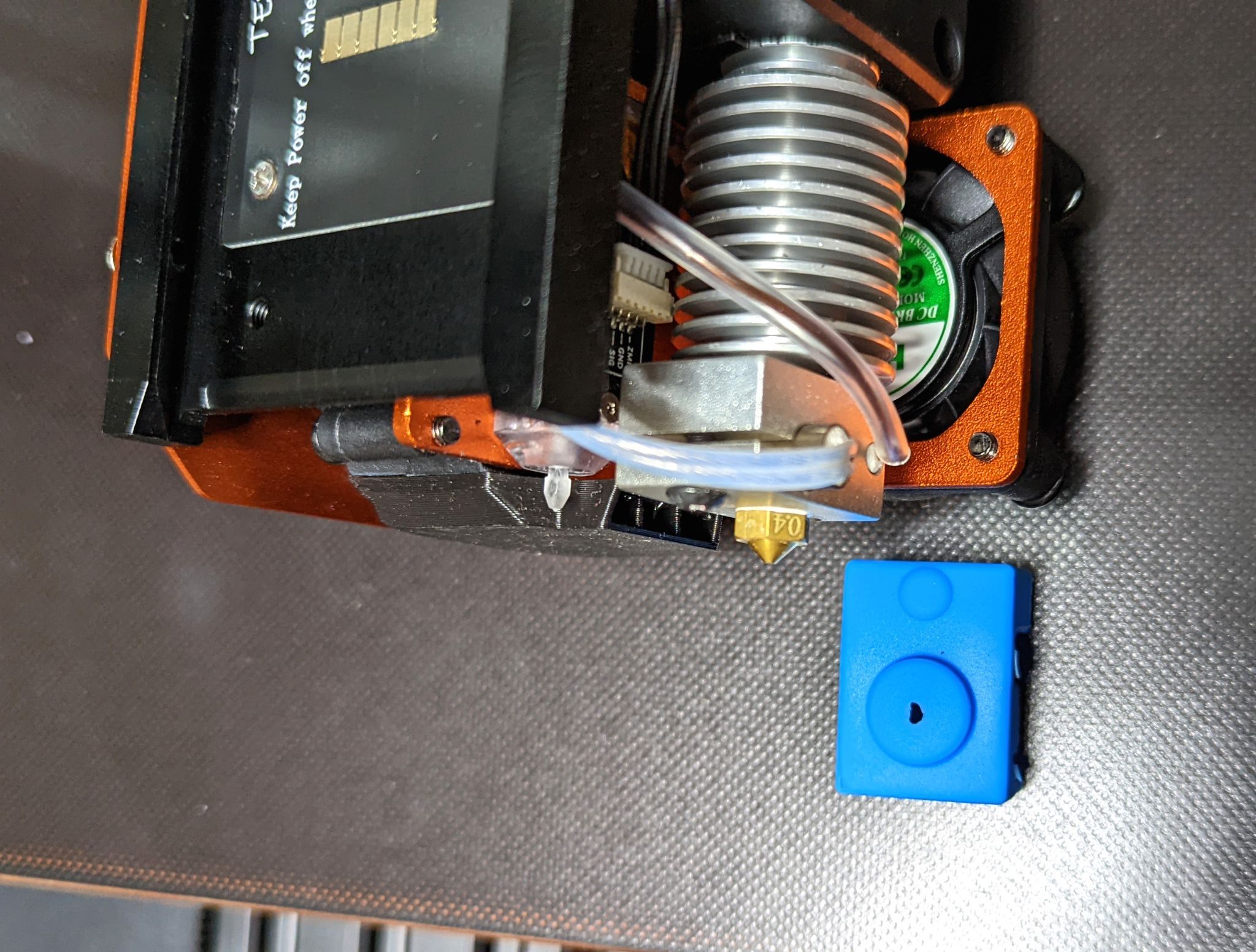
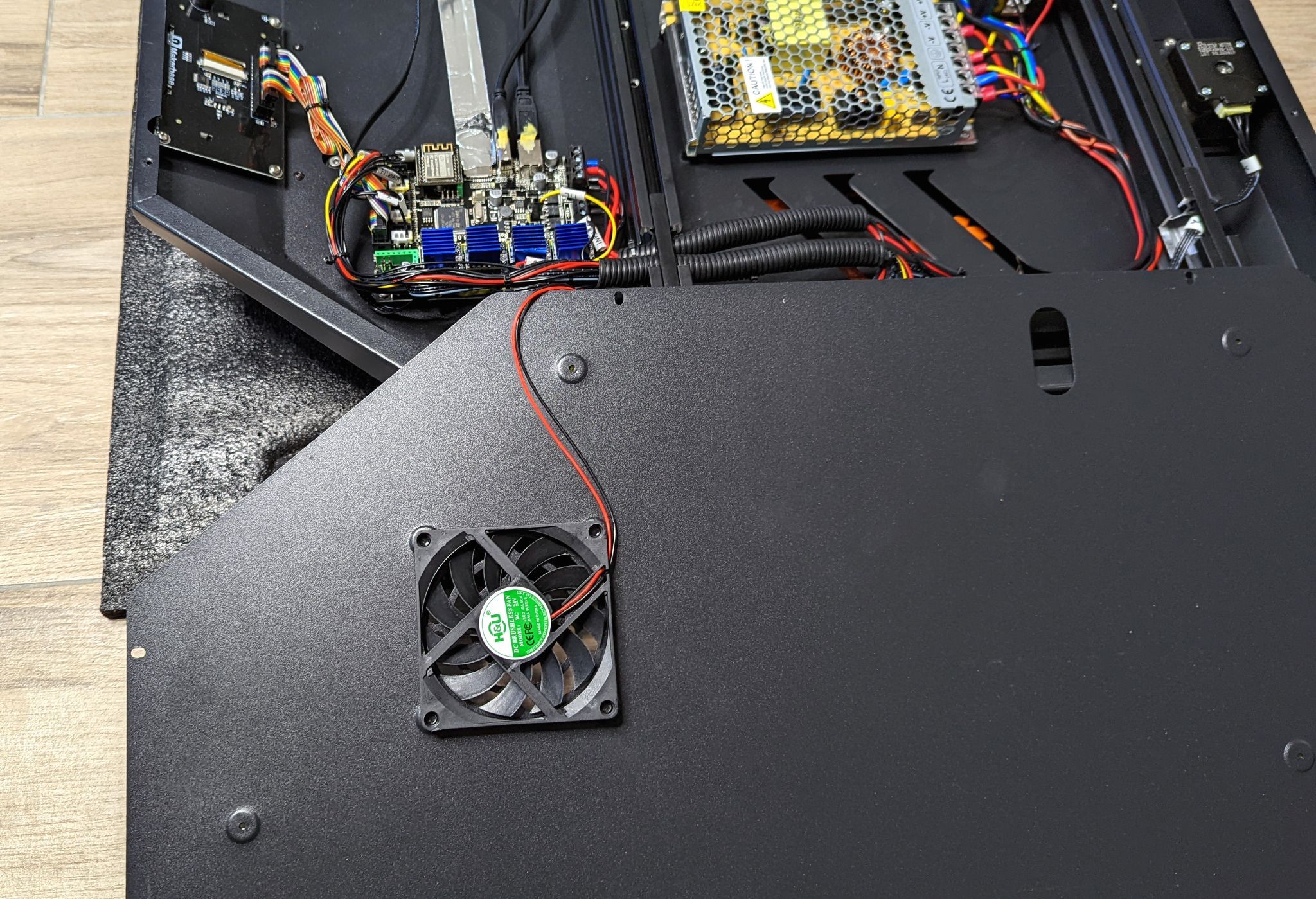
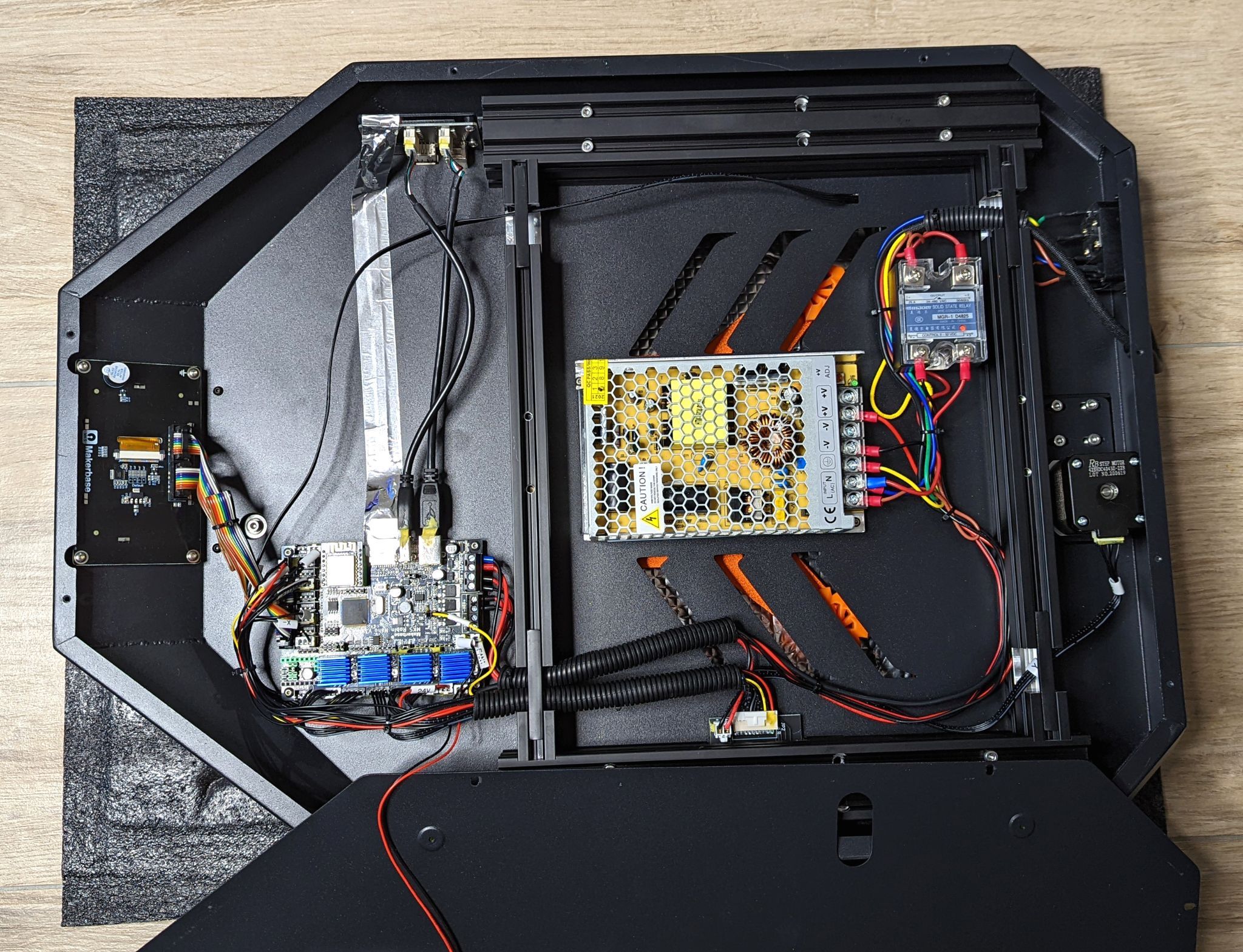
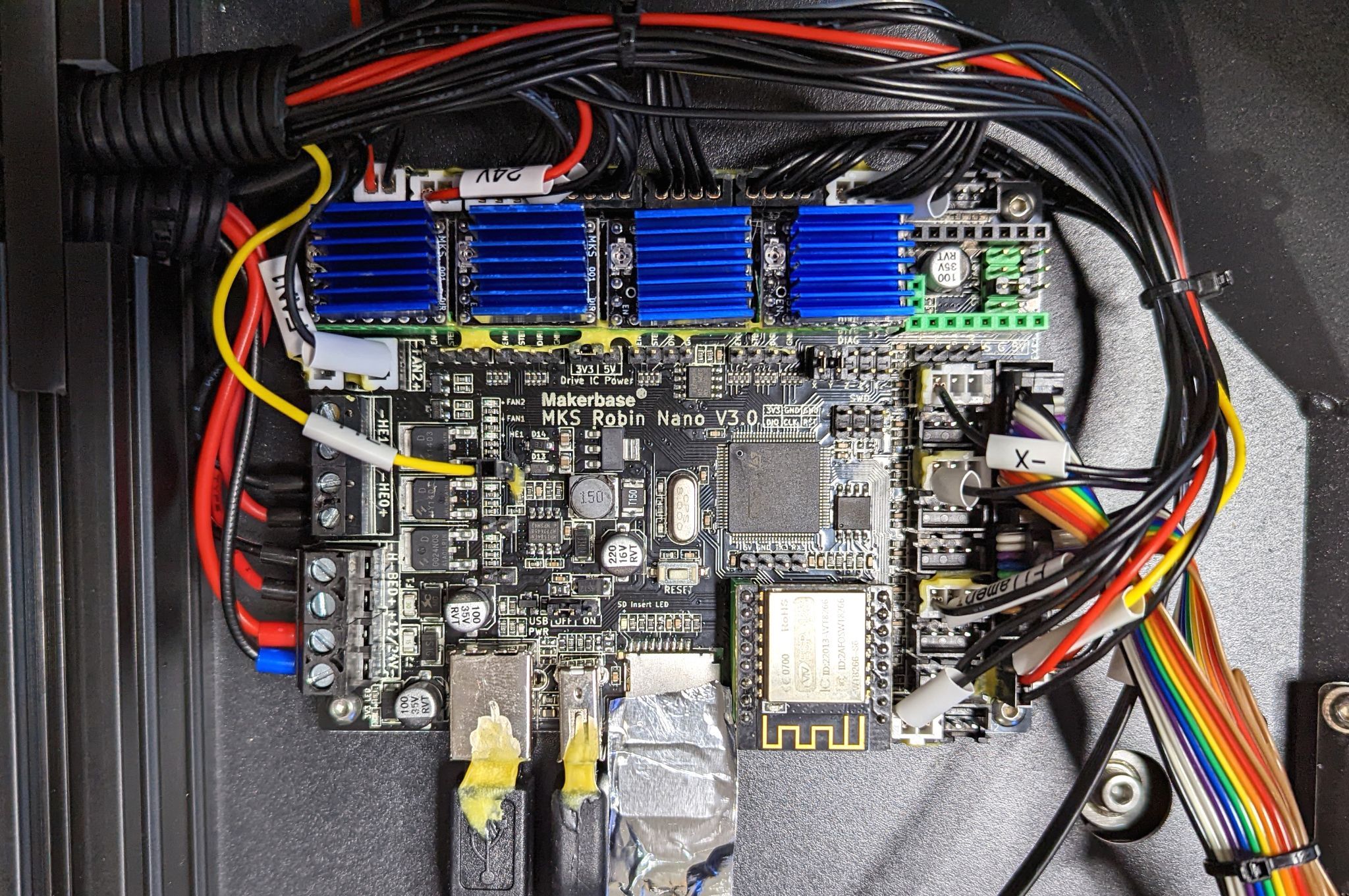
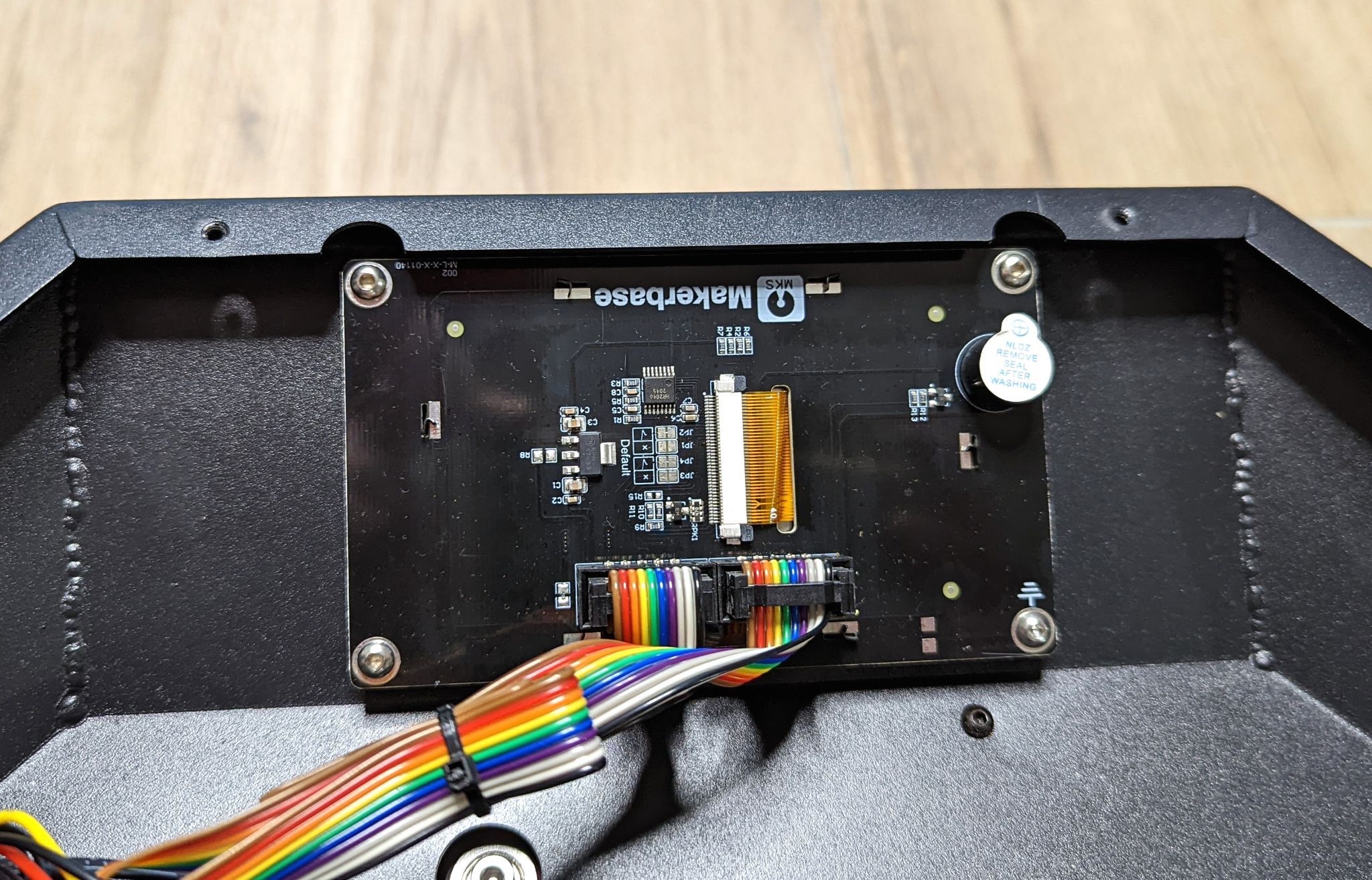
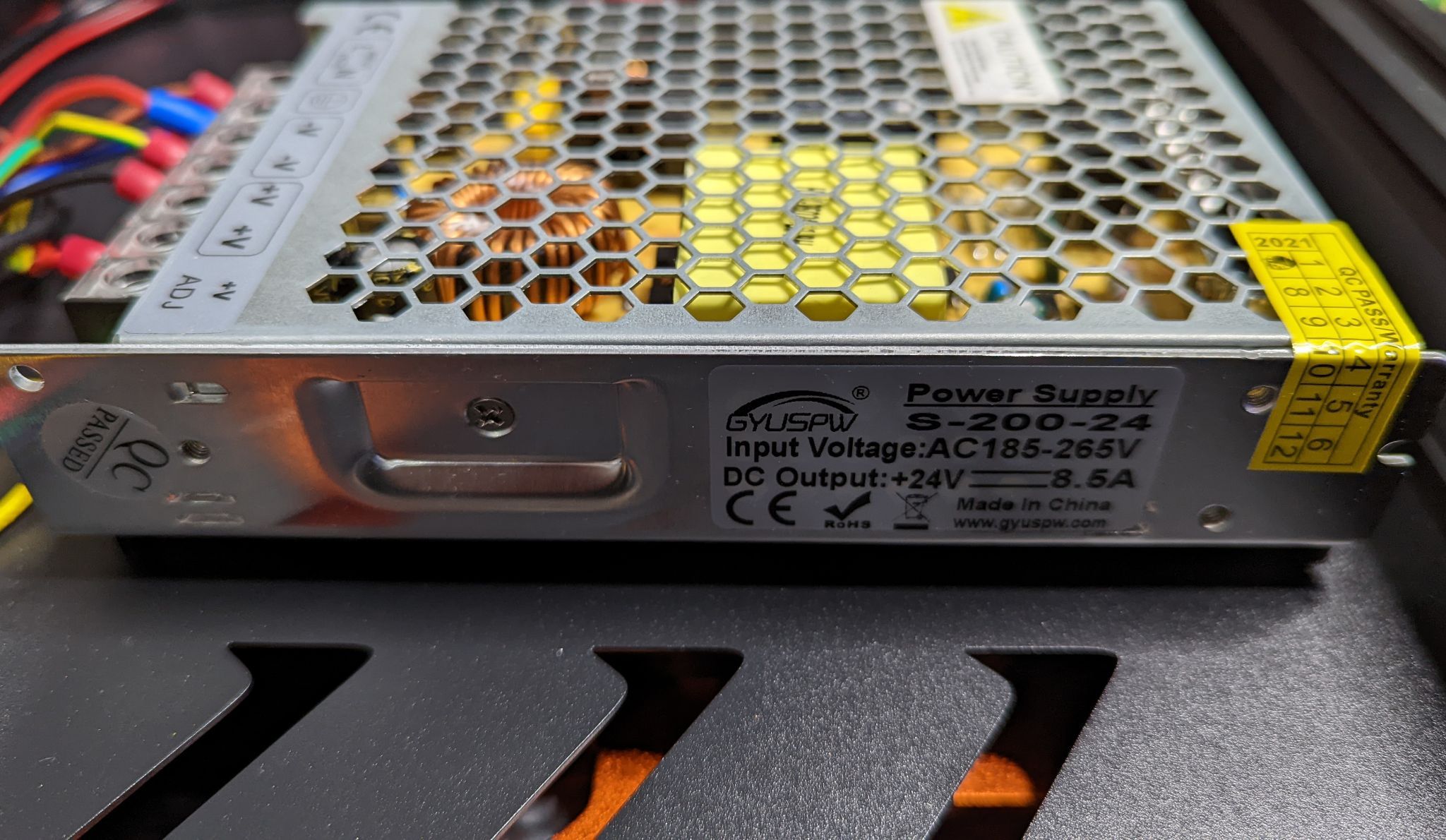
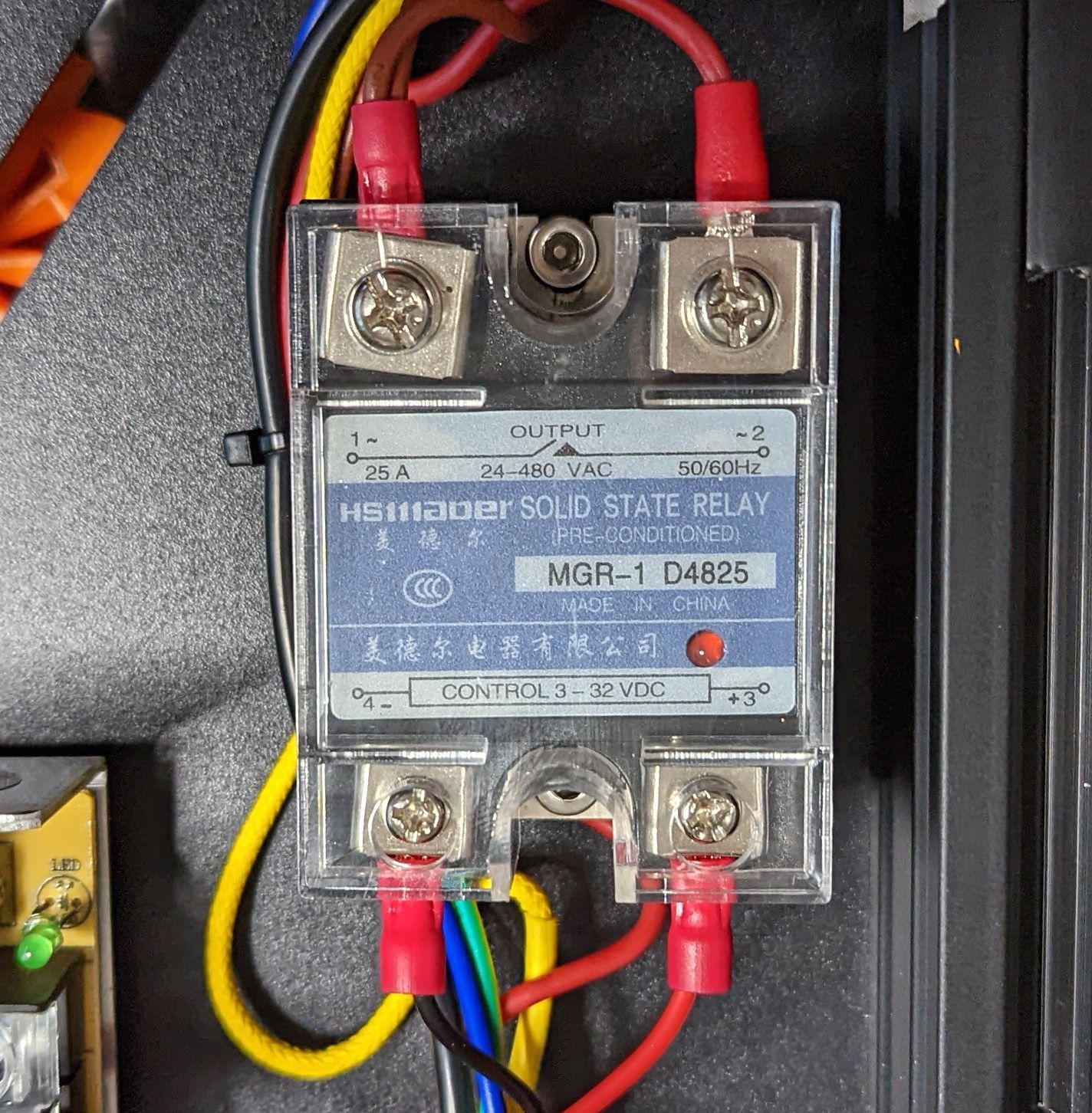
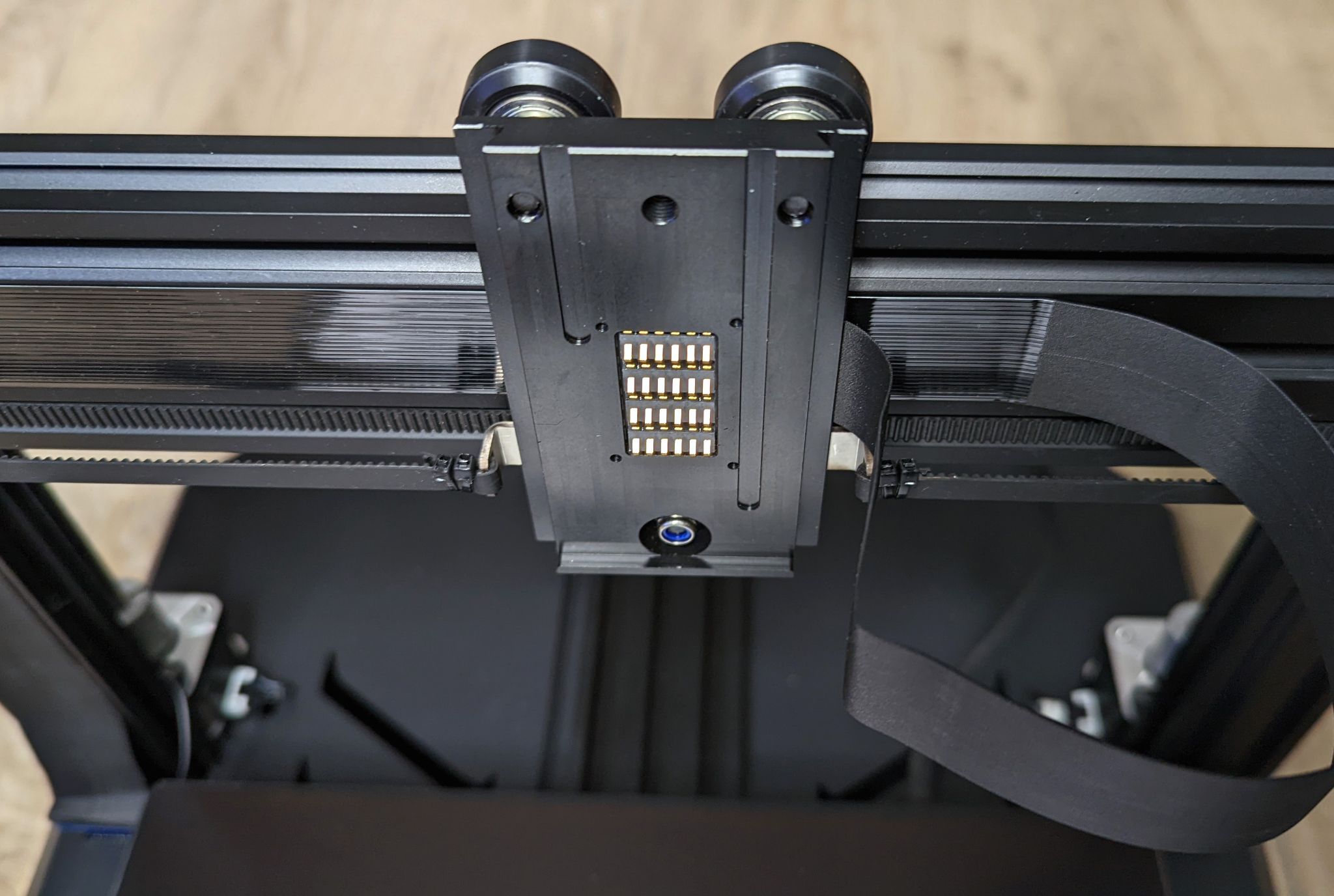
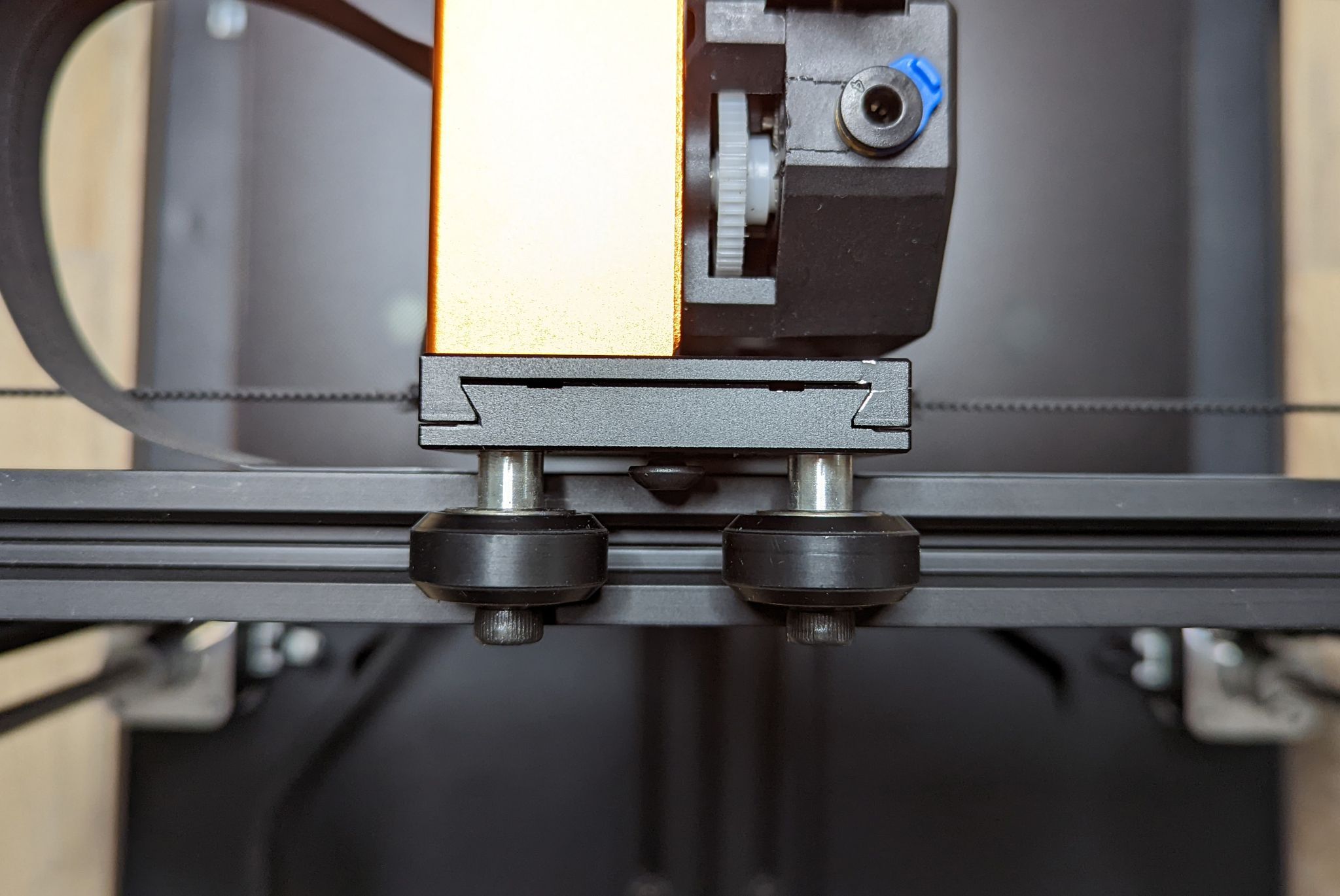
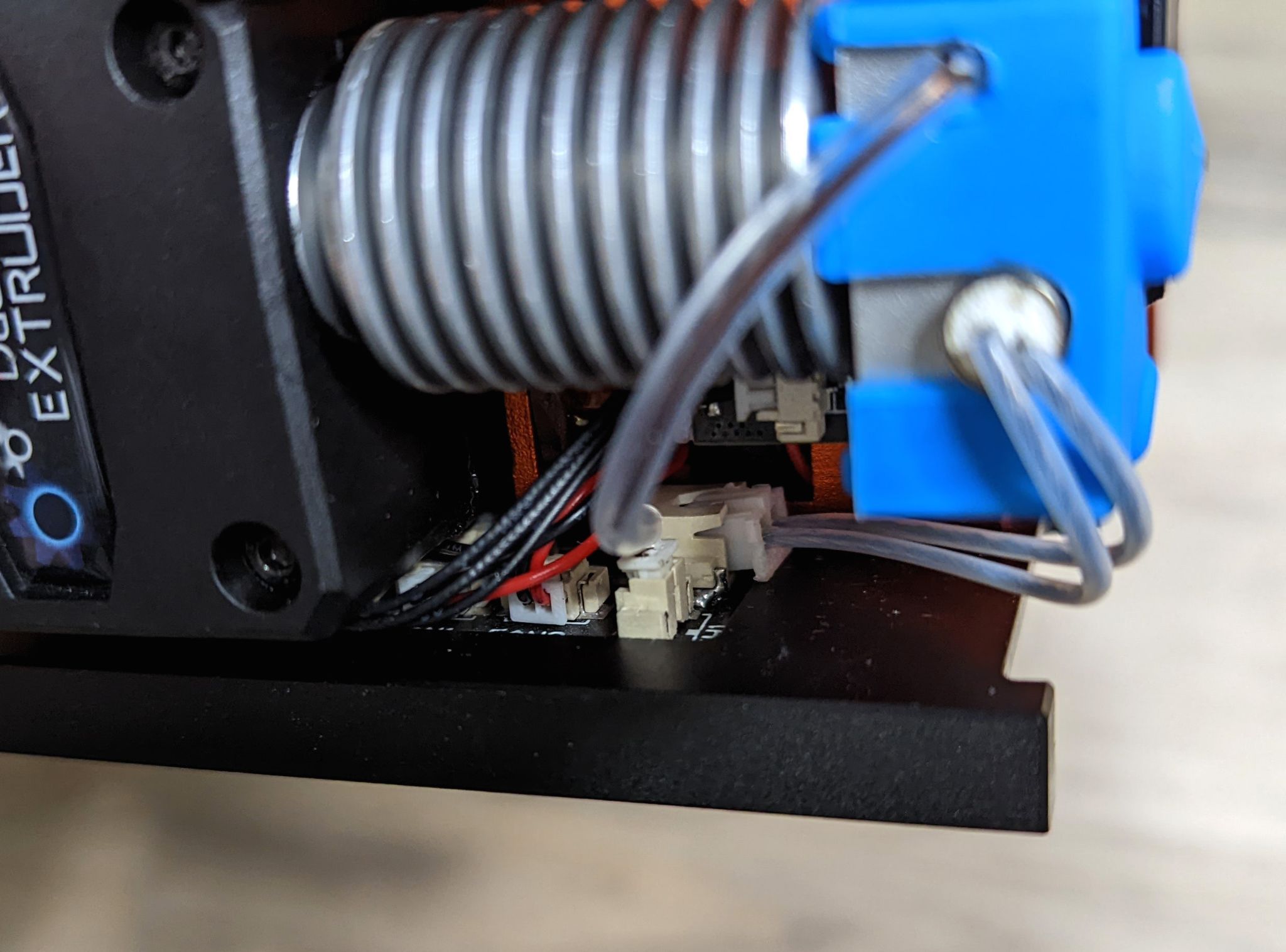
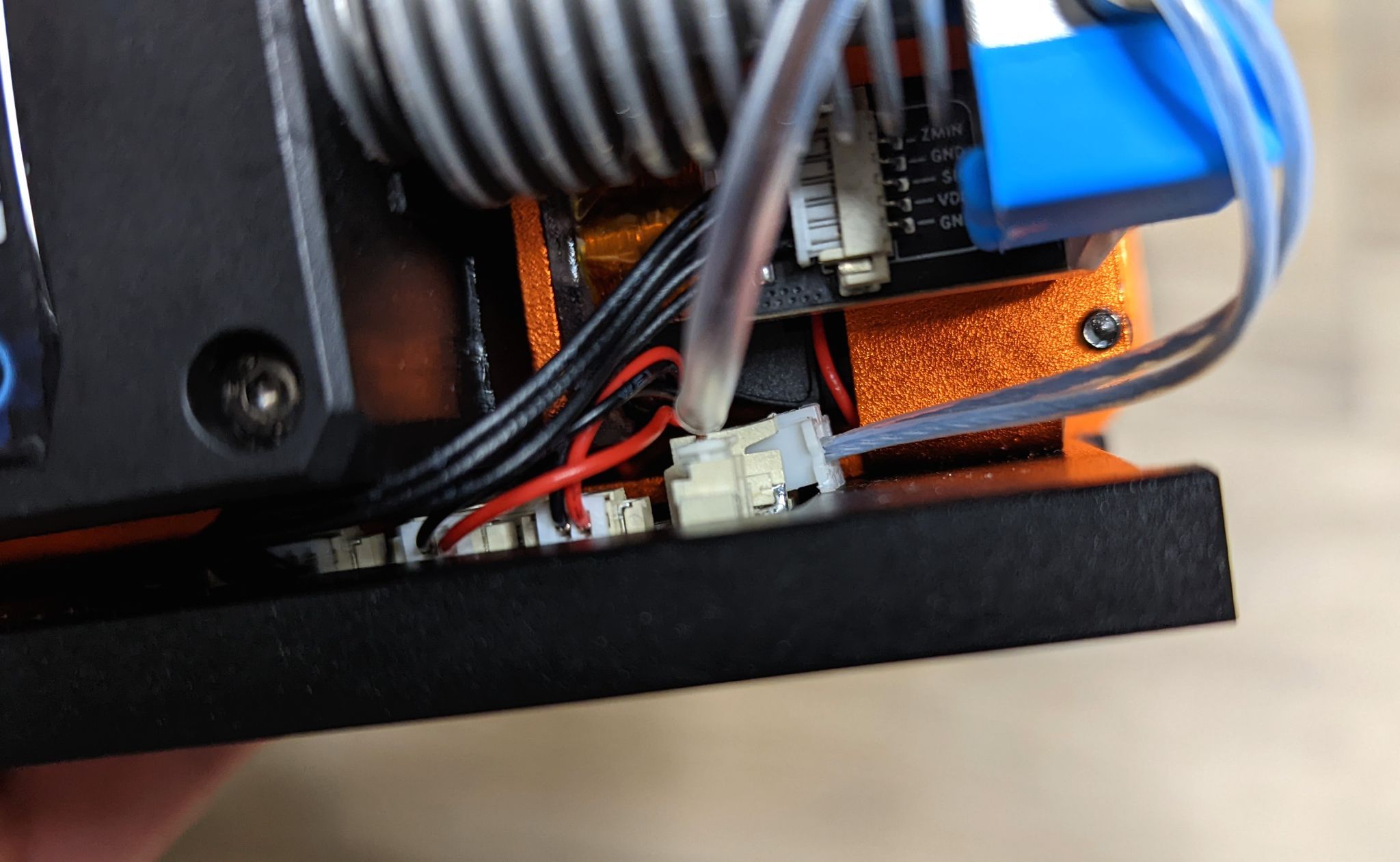
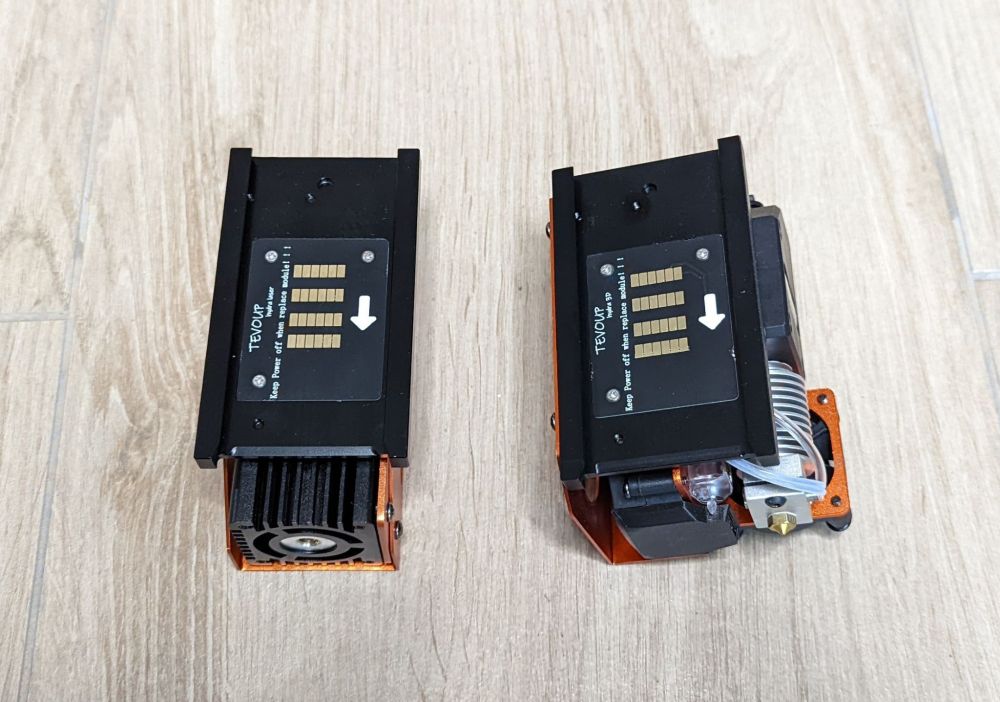
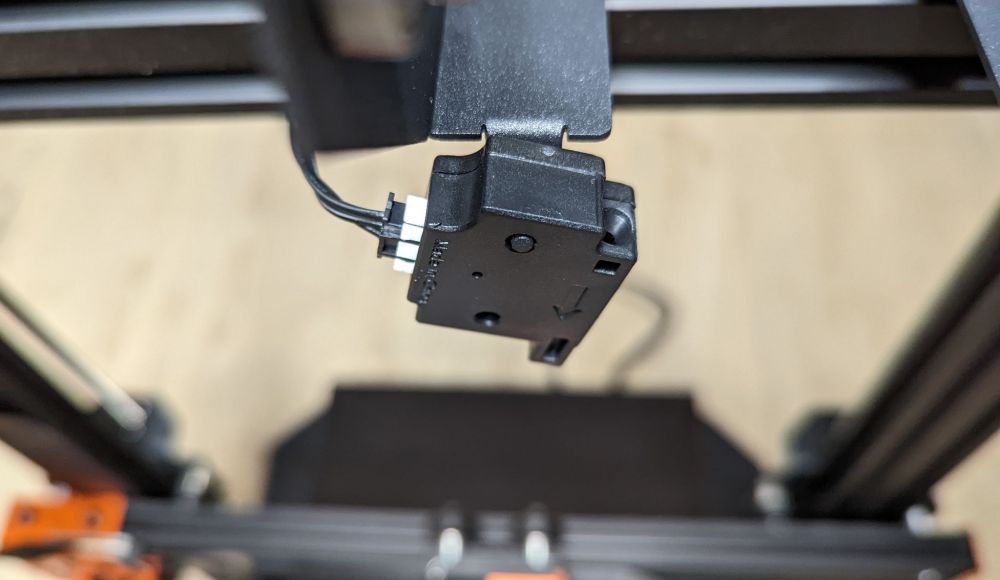
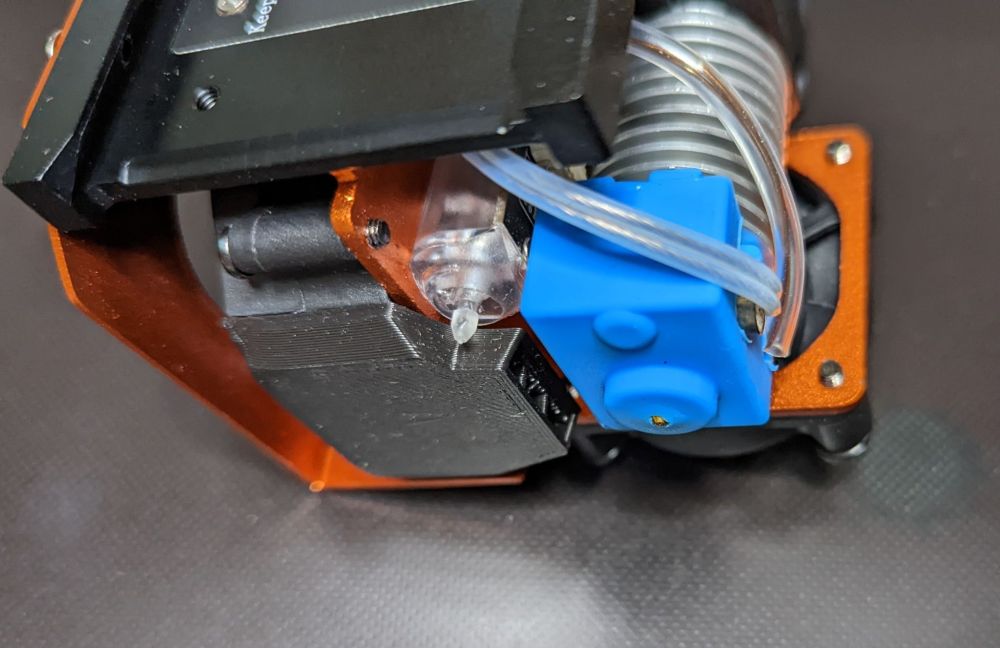
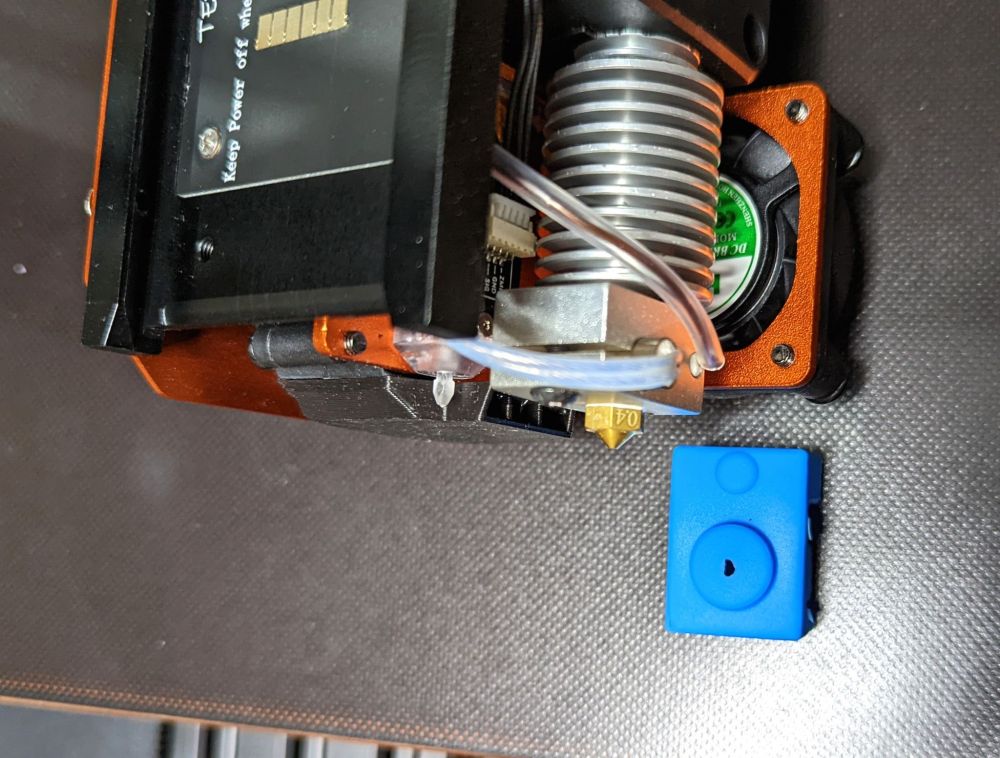
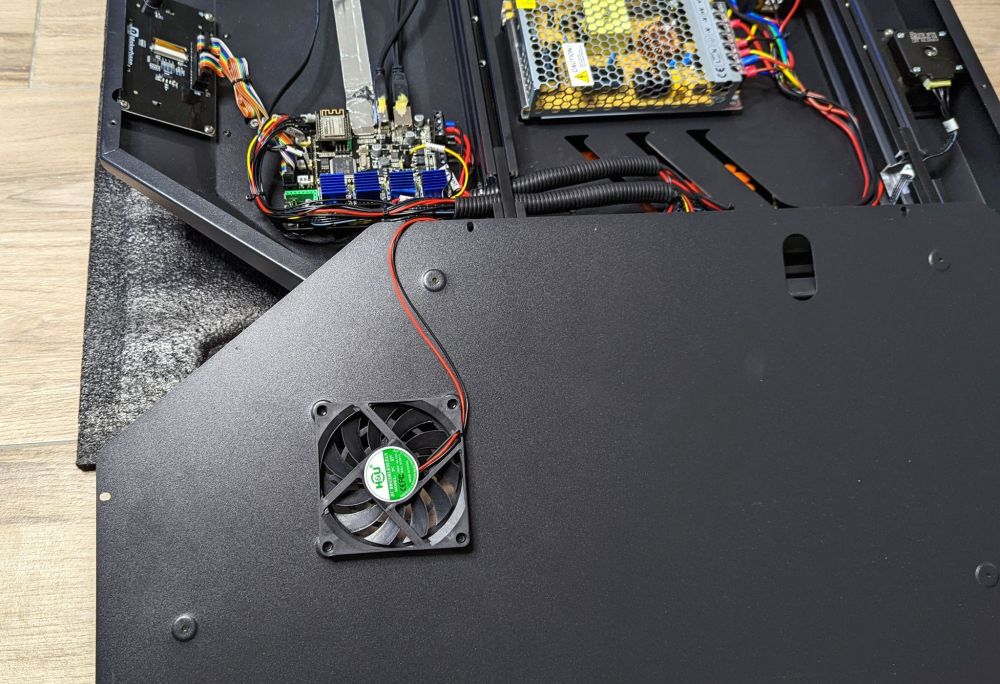
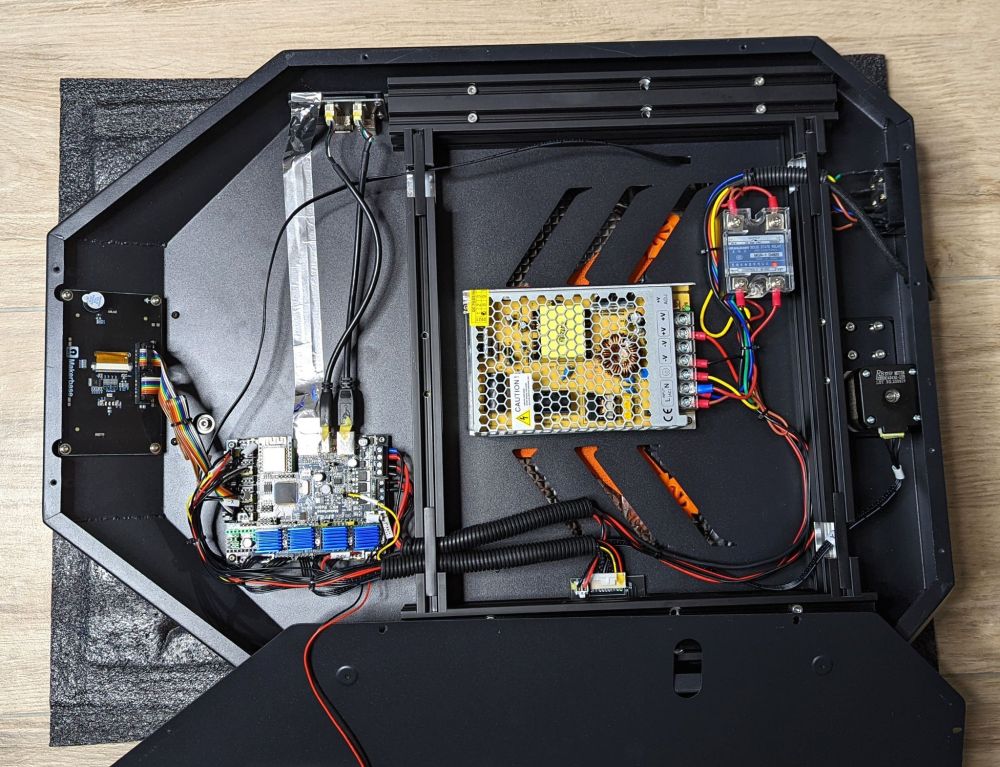
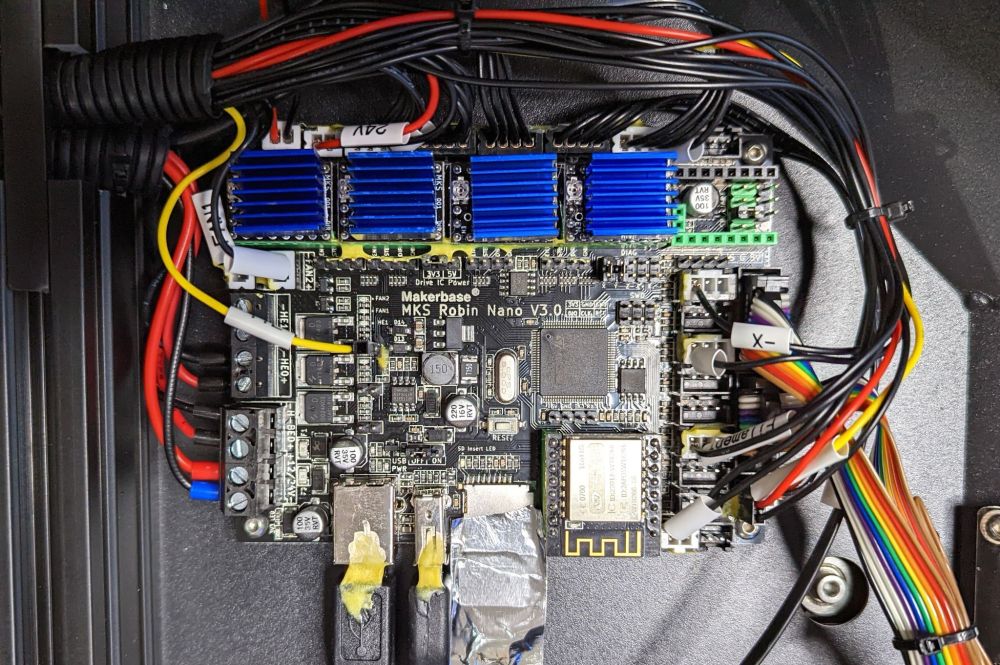
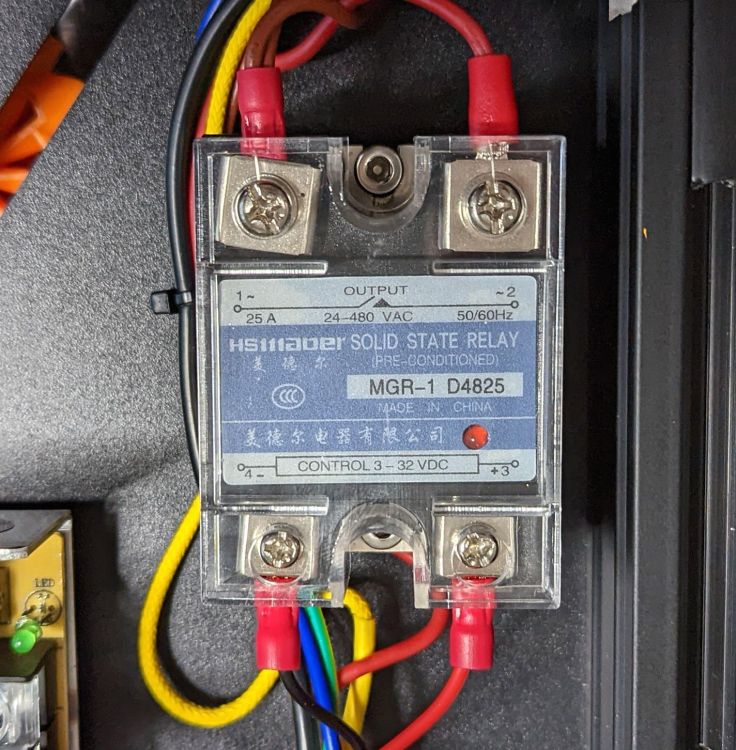
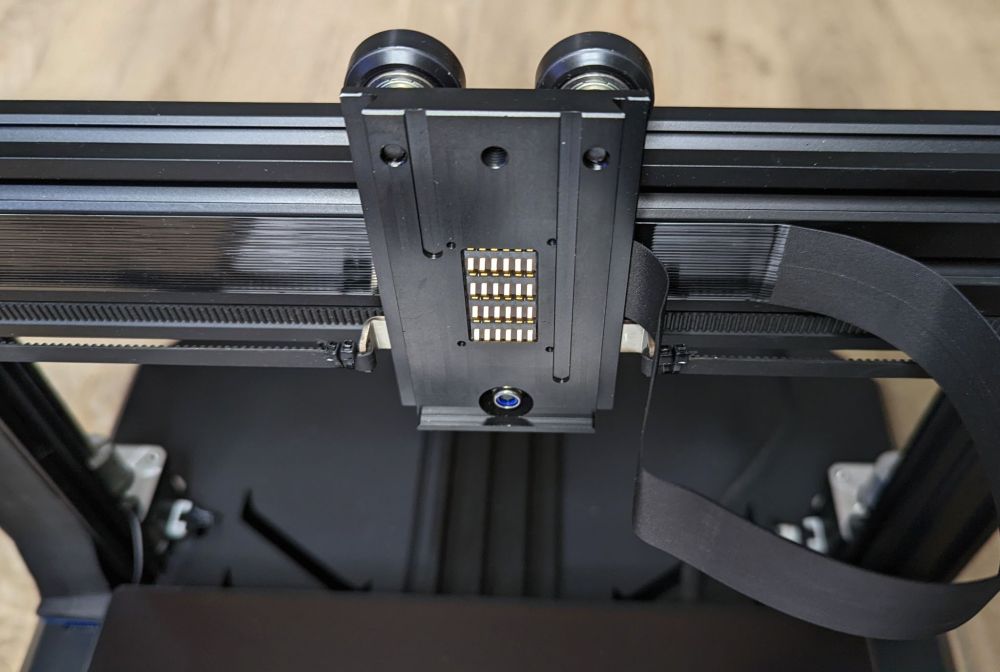
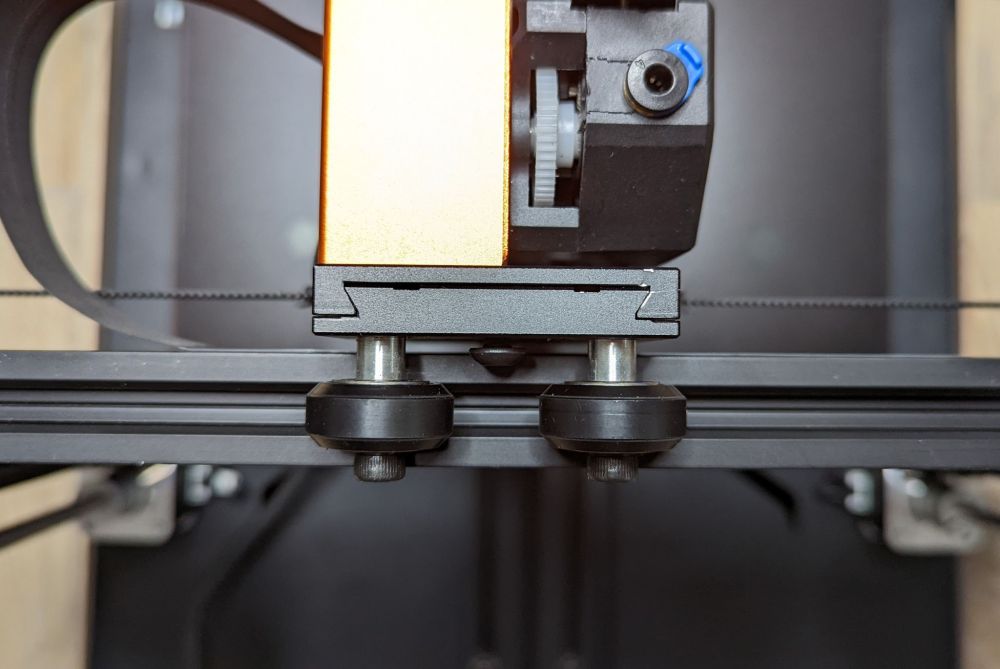
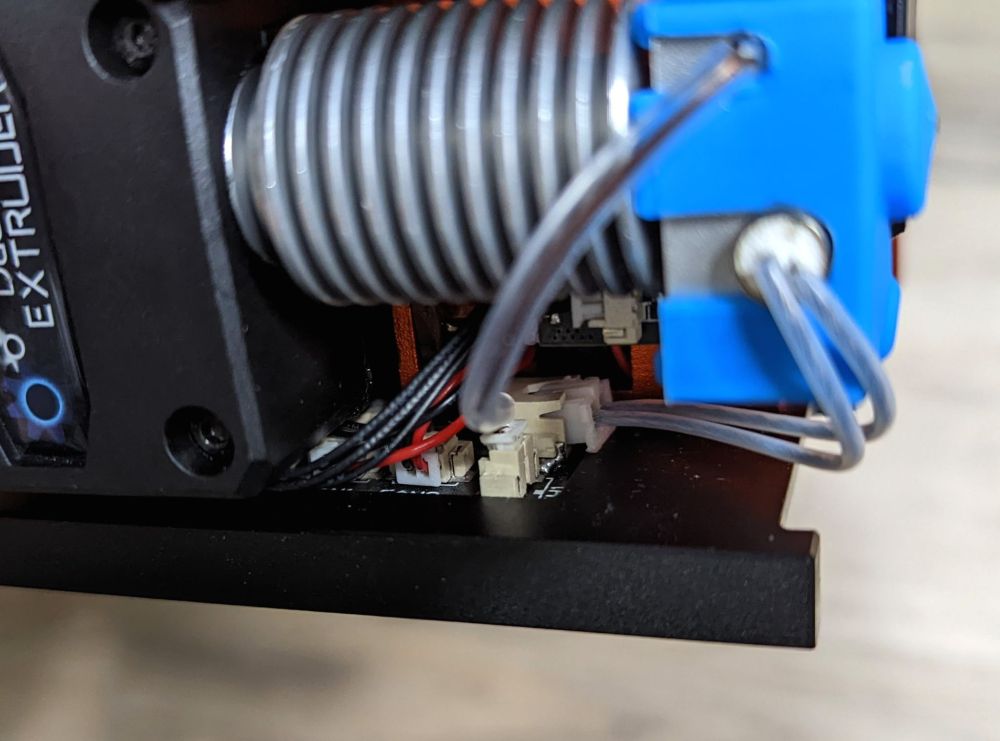
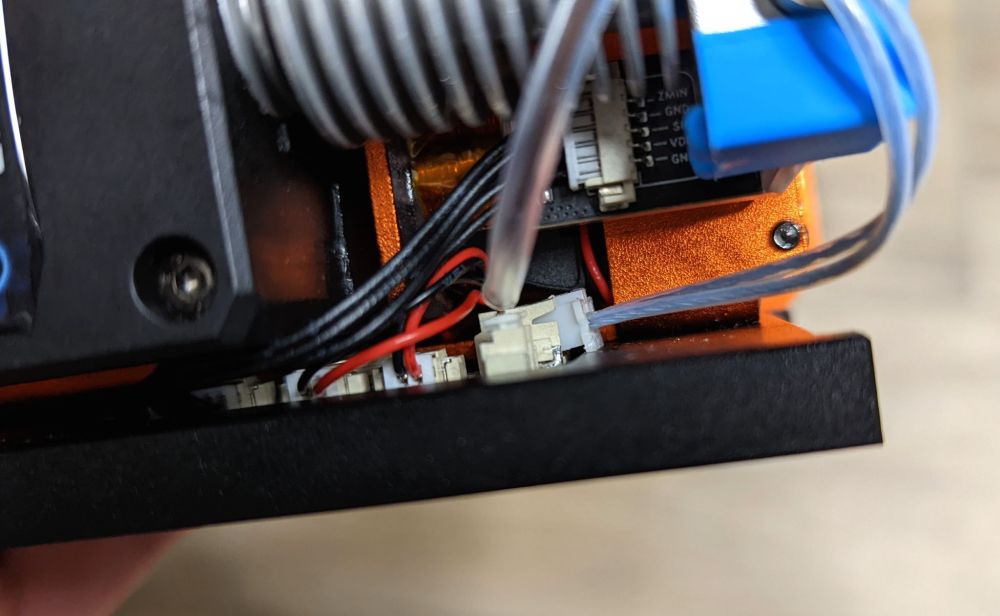
En début de semaine dernière j'ai reçu ce gros colis en provenance de GeekBuying : Je voulais en faire un Schmilblick mais le topic n'étant pas libre j'attaque direct la découverte de la machine ici-même J'ai voulu tester cette machine principalement pour sa tête modulaire et son look de X1 (que j'ai beaucoup aimé) en un peu plus futuriste (j'y vois le Testa Truck un peu plus arrondi ). A noter au passage que TevoUP c'est le nouveau nom de Tevo avec une nouvelle équipe aux belles ambitions. Les anciens modèles sont rebadgés (Tornado, Little Monster, Tarantula). Le carton était pas en très bonne état et d'un format particulier mais en fait il en cachait un autre A l'intérieur RAS, tout était bien protégé et en bon état. Voici l'intégralité du packaging en terme d'accessoires (qui étaient rangés dans la trousse floquée Tevo Hydra) : C'est plutôt généreux en outils et y'a un peu de spare et même de la colle J'espère ne pas en avoir besoin pour que mes objets collent au lit... Il y a aussi les 2 têtes, impression 3D et laser : Je vais commencer par l'impression 3D donc voici quelques détails de la tête concernée : Le poids ne m'a pas choqué mais faudra que je pèse tout ça. C'est compacte et plutôt sexy. On peut notamment voir que l'extrudeur est un dual drive (j'espère genuine), qu'il y a un BL-Touch et une hotend V6 (j'aurais préféré une Volcano). Pour le montage il n'y a que 2 parties à assembler : A l'aide de 2 vis de chaque côté : Et quelques connecteurs à brancher (pour certains les étiquettes étaient parties dans le châssis) : Et des nappes de merde (qui offrent tout de même un management câble propre)... Pour ces étapes la doc suffit, même si elle est très succincte et pourra déstabiliser les débutants. Je ne l'ai pas trouvée en ligne d'ailleurs, ni sur la page aide technique ni sur la page support. Sur la première page, le lien pour le serveur Discord ne fonctionne pas (invitation expirée) et sur la seconde le lien "fichiers de l'imprimante" renvoie vers les FAQ... J'ai trouvé une vidéo qui donne un peu plus de détails sur leur chaîne Facebook, notamment comment monter et installer le support de bobine : Cependant, je n'ai vu nulle part une seule mention du capteur de filament qui se glisse simplement sur un tige : Même s'il est à la fois maintenu par le câble et le filament, un écrou nylstop aurait été le bienvenu. La chaussette pour le bloc de chauffe n'est mentionnée nulle part non plus. Je n'en ai d'ailleurs jamais vu de ce type : Ca protège bien la buse au moins ! Avant d'aller plus loin, j'ai tout de même ouvert le capot : Les fils d'alimentation du ventilo sont assez longs et permettent un accès au composants sans le débrancher : Zoom sur la carte mère 32 bits MKS Robin Nano V3.0 avec des drivers silencieux TMC2209/2226 : L'écran : L'alimentation 24V : Le relai pour alimenter le lit en 220V : Ensuite, après avoir refermé le capot, j'ai installé la tête d'impression qu'il suffit de glisser sur le chariot en X : J'ai utilisé la vis préconisée dans la documentation qu'on voit également sur la vidéo pour sécuriser le module (afin qu'il ne bouge pas durant les impressions) mais elle est trop longue (visible entre les 2 roulettes sur la photo ci-dessus). Si on visse trop ça risque d'éloigner les connecteurs... Il y a une vis moletée qui ne sert à rien dans les sachets, je pense qu'elle serait plus adaptée (en tout cas niveau longueur) Ensuite, mise en route de l'imprimante, le logo s'affiche sur un bel écran et le menu propose plein d'options Sauf que... impossible de faire un nivellement du plateau ou de faire un homing du Z (homing qui se fait sans capteur) A ce stade tous les axes bougent bien, la chauffe du plateau de de la buse aussi. Le BL-Touch fait sa séquence de test au démarrage de la machine mais depuis le menu de nivellement la fonctionnalité de test ne donne rien. Je regarde d'un peu plus près le bloc. Le BL-Touch semble bien connecté mais je vois ça : J'aime pas trop ce branchement de la cartouche de chauffe sans "clip" de sécurité mais visiblement c'est enfoncé à fond et ça chauffe. C'était hier soir, il était minuit, mais blasé j'ai fait le client de base je me suis rendu sur la page support aide technique du site officiel et j'ai envoyé un message privé à tous les contacts Facebook listés 3 me répondent, l'un d'eux me met en relation avec un technicien de support nommé Andy qui était encore au lit On me fait vérifier les nappes à plusieurs reprises. J'ai également flashé un nouveau firmware mais rien à faire, le BL-Touch ne semble pas répondre Les gars me disent que les nappes sont capricieuses, de bien les vérifier... A l'œil nu je n'ai rien vu mais dans le doute j'ai installé la nappe de spare et miracle, tout fonctionne Il était tard et du coup j'aborderai la suite plus tard. Mais je retiens déjà que le support est réactif. Par contre, avoir mis des nappes qui ont super mauvaise réputation (j'avais déjà rencontré un problème similaire sur mon Artillery) sans même les sécuriser c'est vraiment débile je trouve De même, il n'y a pas de tendeur de courroie pratique (ça se fait avec des vis). La clef plate est trop petite pour régler les excentriques du plateau et s'abime (s'écarte jusqu'à tourner dans le vide) très vite. Même chose pour les roulettes de réglage de la hauteur des coins du plateau, pas pratiques d'accès ! Niveau doc c'est vraiment pas ça non plus pour un néophyte.

















 1 point
1 point -
Pour moi, rien de louche dans le profil. tu devrais avoir un remplissage a 60mm/s et des déplacements a 150mm/s ... Si tu a d'installé Prusa Slicer éventuellement vérifier avec son GCode VIewer les vitesse du fichier .gcode Sinon la remarque de @Yellow T-pot sur la tête d'origine avec un tube PTFE traversant a 250°C, le bout du tube PTFE va vite se déformer et pourrais expliquer des défauts d'extrusions1 point
-
Sous linux, le .AppImage demande GLIBC_2.29 or avec ma Ubuntu 18.04 c'est compliqué (enfin je sais pas faire ) de mettre cette version de GLIBC sans risquer de rendre le truc instable. Il se lance sans problème sur une Ubuntu 20.04 Mais, pour le moment très vide niveau plugin ( ... donc j'attend une version non beta pour jouer avec ... et le temps que je migres de ma Ubuntu 18.04 a une Ubuntu 20.04 ) Edit : le lien vers les releases sur le github de Ultimaker Cura https://github.com/Ultimaker/Cura/releases1 point
-
Yes ça marche, le profile format html ci-joint MyprofileABS.html Ok bien vu je suis à 956% ^^ c'est même pas le TGV la c'est la fusée !! Comment je modifie ça du coup ?1 point
-
Et voilà, déjà des insultes , j'm'en doutais! Prems pour les présentations!1 point
-
Salut @kiteloop31, en premier, j'espère que tu es passé en coupe chaleur bi-métal sur ta tête d'extrusion car le tube PTFE d'origine ne supporte pas les 250° donc à court terme, tu risques d'avoir un bouchon à son extrémité. Pour ton problème quand tu parles de l'extrudeur, tu parles de la tête d'extrusion ou de ce qu'on appelle communément l'extrudeur (le chargeur de filament) ? Si c'est la tête d'extrusion, as-tu modifié la valeur d’accélération dans le menu de l'imprimante ? Pour une petite pièce, la tête n'a pas le temps d'accélérer complètement à sa vitesse max alors que pour une grande pièce, ça peut être le cas, d'ou la différence de vitesse de déplacement.1 point
-
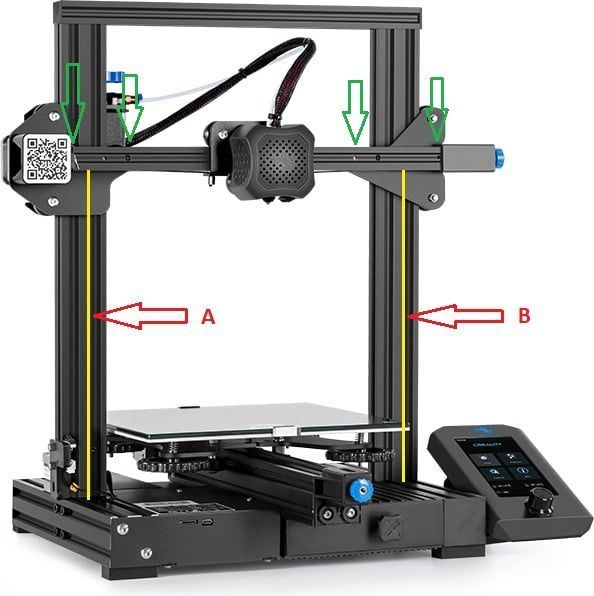
Rien de choquant ils font l'équerrage et le réglage des excentriques. Pour l'équerrage il faut le faire sur la ender 3 voir photo jointe ou A doit être = B et les flèches vertes sont les vis a relâcher pour tenter de gagner 1/2/3 mm en forçant d'un côté puis en serrant et pareil de l'autre. Les excentriques c'est le classique les roues ne doivent pas tourner librement mais ne pas être trop serrées sur les montants, cela se règle en disable motor (mouvement fluide et sans accroc pour tous les axes).
 1 point
1 point -
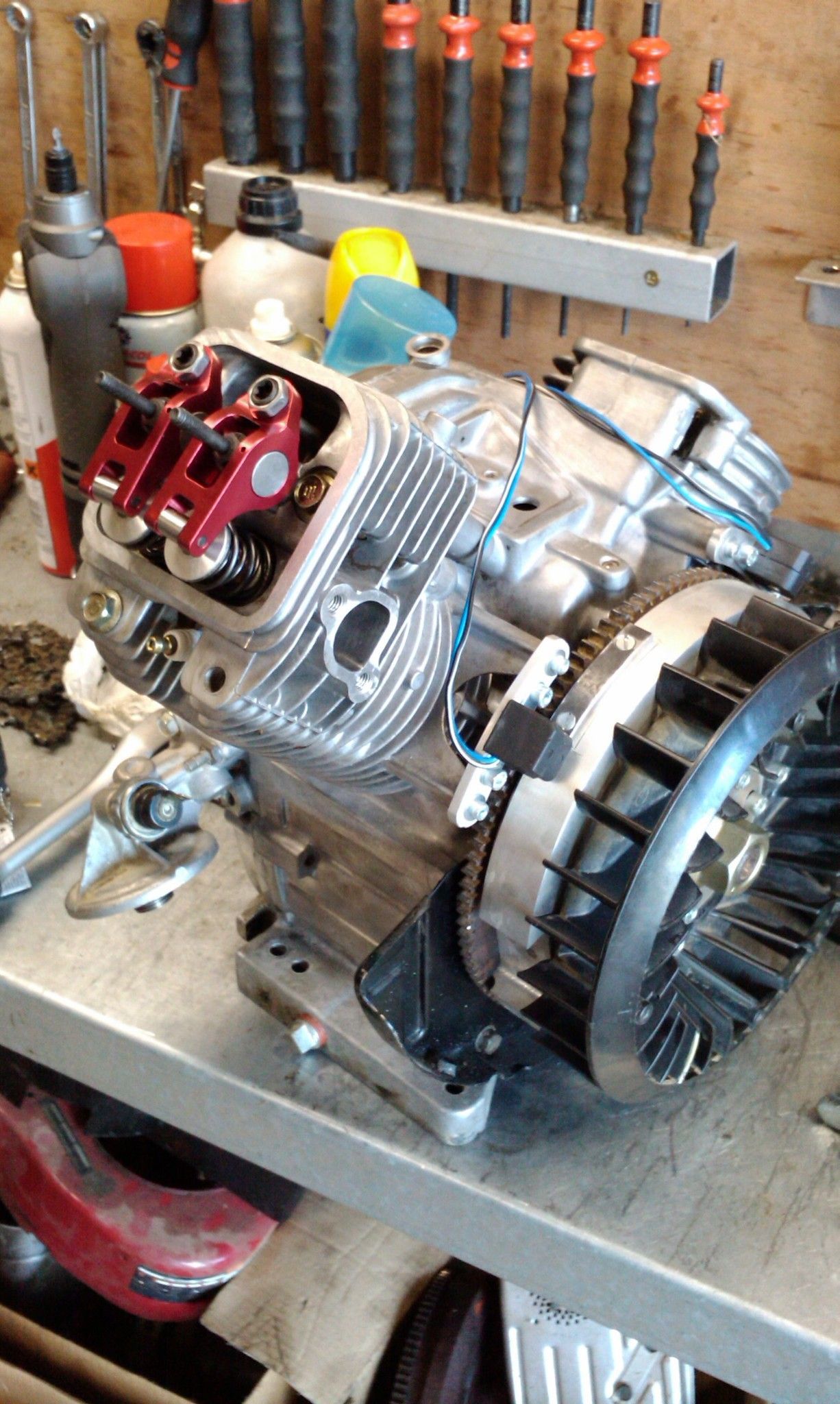
Sisi c'est un moteur Briggs&Stratton 16Cv twin, j'ai mis un peu de vitamines on dira1 point
-
Merci ! Si on le lance bien avec un python de la bonne version il semble s’exécuter comme il faut ... Donc en 206 lignes code sans lib ou regexp pour parser le HTML ... bien joué ! ( ha et oui j'ai du mal aussi avec python je préfère des accolades pour les blocs plutôt que de l'indentation ... et je préfère le typage fort des variables ... mais en java j'aurais surement bien plus de code et de lib que là) Edit : Donc ~25 sujet sans réponses dans c'est derniers 10j , et déjà 5 téléchargement du script ( si on en fait ~5 sujets chacun ... il faut juste se mettre d'accord qui fait les quels )1 point
-
Merci à tous pour votre aide. Mon mari a tourné à la main la tige filetée Z. Au début, c'était extrêmement dur comme si elle était collée au moteur. A un moment, il a senti une libération du blocage et ensuite c'est devenu très facile de continuer à la tourner à la main. On a constatés qu'il y avait de la résine légèrement durcie qui s'est fixée sur la tige. Bon nettoyage, lubrification au W40. Tout remarche parfaitement.1 point
-
A oui effectivement !!! C est pas un moteur de tracteurs tondeuse ou de motoculteur comme nous l impose notre règlement technique... Dejas qu on cours contre des tracteurs qui n ont plus que le moteur et le capot d origine... alors si en plus on met un bicylindre de bécane... ... C est plus un tracteur tondeuse de course !...1 point
-
Nickel, en plus la x1 était mon coup de coeur, je vous remercie bcp pour toutes ces infos. Je vais donc surment prendre celle la, merci beaucoup1 point
-
Top merci beaucoup PPAC, l'activation de l'option Joindre les volumes se chevauchant" a fonctionné!1 point
-
Bonjour, En effet je viens de retravailler l'offset Z à l'aide de cette vidéo : ici En utilisant ces commandes via Octoprint : Ce qui m'a induit en erreur c'est qu'il n'y a plus accès à ces réglages depuis le nouvel écran tactile avec le nouveau firmware ... Mais cela se fait très très bien avec les GCodes et les MCodes ! Merci pour la piste du Z Offset en tout cas ! Quand on a la tête dans le guidon on oublie les basiques Flyer-741 point
-
Il semble que sur les imprimante 3D résine comme la Elegoo Mars 3, la tige fileté / vis mère se trouve directement fixé sur le rotor du moteur ( Source image https://blog.honzamrazek.cz/2019/09/testing-the-precision-of-elegoo-mars-volume-5-whats-wrong-with-the-z-axis-and-how-to-fix-it-finally/ ) donc il n'y a plus a proprement parlé de coupleur qui relie l'arbre moteur a une tige fileté comme on en a l’habitude avec les imprimantes FDM comme sur une ender3. Ici une photo d'un rotor d'un moteur avec la vis mère fixé dessus (ou plutôt dedans ) sur une Phrozen Sonic mini 8k (Source image https://www.facebook.com/photo.php?fbid=10227074819073640&set=p.10227074819073640&type=3 ) Mais il semble que le Z qui bloque sur les imprimante SLA peut être provoqué par le lubrifiant qui a figé (car il fait trop froid ou avec le temps ) ou par de la résine UV durci sur la vis mère. ( ex https://www.elegoomars.com/forum/showthread.php?tid=317 ) ( le tuto de Elegoo sur le nettoyage de la vis mère https://www.elegoo.com/blogs/3d-printer-user-guide/z-axis-movement-being-freezed ) Et une vidéo qui me semble pus détaillé pour le nettoyage de la vis mère ( mais avec un début qui peut faire peur ) ( Dans de rare cas le moteur mal fixé au chassie mais là il faut démonter pour vérifier ...) ( Sinon pour changer le moteur et sa vis mère https://www.elegoo.com/blogs/3d-printer-user-guide/elegoo-mars-pro-replace-the-z-axis-motor mais pour acheter le truc là ... il faut surement demander au SAV )

 1 point
1 point -
Bonjour, Pour la fuite, un simple resserrage est insuffisant surtout si fait à froid. Il faut applique la Titi's procédure... Pour le levelling, as-tu enregistré le mesh dans l'EEPROM ? (normalement c'est automatique mais il ne faut pas le refuser)1 point
-
Bonjour Cela ressemble à un coupleur moteur / tige filetée dé-serré... Le moteur tourne mais le mouvement n'est plus transmis à la tige filetée.1 point
-
Bonjour, Outre le nivellement, c'est l'offset Z qu'il faut refaire. Et une fois qu'il est bon, il faut le sauvegarder dans l'EEPROM pour qu'il soit utilisable en suite (M500 ou via le menu). Le fait de lancer par OctoPrint ne doit pas changer cela sauf si ton GCode lance une commande inhabituelle (du genre un M206 Zxxx). Peux-tu joindre ton fichier GCode pour vérifier cela.1 point
-
Ben si elle roule toute seule pour aller tuer de la racaille, c'est pas ça qui va me déranger....1 point
-
comme quoi ,entre la théorie et l'expérementalisation , il y a tout un monde .chacun se forge ses convictions et ses dogmes . le principal dans tout ça , est que chacun y trouve son compte .1 point
-
Je pense que la bulle crée va suffisamment se contracter pour ne pas influencer. En tout cas, je n'ai jamais constaté de problème.1 point
-
oui, mais non la conclusion est que le fil est partout sur un étendoir, et si tu fais sécher deux jumeaux sur l'étendoir (si si c'est possible) ça fait deux fils de plus. tu peux aussi y faire sécher un coupe file Et avec tout ça j'ai complètement perdu le fil donc je file ->
 1 point
1 point -
Les Drivers AT2100 sont pas de super qualité j'ai vite mis des TMC2209 sur ma Genius c'est bien mieux comme driver. Ce qui m'etonne c'est que tu avais des soucis sur tous les axes et la tu change juste un driver, y a un truc qui m'échappe dans l'histoire. Mais sur Une X2 il faut prendre en compte 2 choses de Une Artillery a gérer les drivers avec les genoux sur la carte mère Ruby, il produit les cartes mère sans les pins et cavalier MS1 et MS2 qui sont nécessaire pour une installation de TMC 2208, 2209 ou 2226 ce qui est con (et de par leur bidouille bride la carte mère au AT2100). Si tu veux changer de Driver les TMC 2209 (ou les 2226 qui sont des 2209 qui chauffe moins) sont le meilleur choix. Mais il faudra alors souder des pins sous chaque driver pour mettre les cavalier de pontage MS1 & MS2 (ou ponté avec des petits bout de cable). Puis en effet il faut adapter Marlin déclarer les Drivers TMC2209 et inverser le sens de fonctionnement des moteurs. P.S : pour la colle chaude si tu n'a pas de pistol a air chaud, il reste la solution du sèche cheveux c'est largement suffisant pour la colle chaude1 point
-
Salutation ! Si tu a une carte graphique qui support GL2 ( ou un truc du genre il existe plusieurs mode de rendus ... il y a peut être le jaune dont tu parle ) image extrait de https://support.ultimaker.com/hc/en-us/articles/360011733980-The-Ultimaker-Cura-workflow-explained Mais chez moi avec une carte graphique qui date, je suis en "mode compatible" et avoir du rouge dans l'aperçu c'est normal si tu a une "coque" ( éventuellement tu peux modifier les paramètre de tranchage pour ne pas avoir de coque mais se serai surement contre productif ... ) Edit : prend le temps d'installer le plugin "Settings guide" via le "marché en ligne" si tu veux avoir plus de détails sur les paramètres de tranchages.
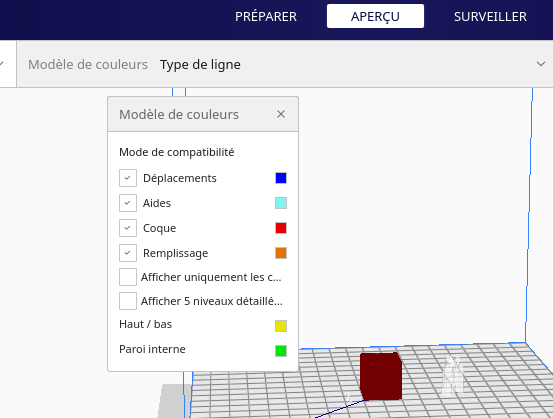 1 point
1 point -
Oups ! Mes excuses ! Je ne parlais pas du tour de magie où l'on coupe une personne en deux. Donc merci de lire "sélectionner" et non "sectionner"1 point
-
Tu n'es pas obligé d'installer ton imprimante sur la plage sous un parasol (fais gaffe au sable). Chez moi en Picardie profonde 30% d'hygrométrie, on ne l'a pas vu depuis la grande sécheresse de 1976 (à cette époque on ne rêvait pas d'impression 3D, déjà la photocopie c'était extraordinaire et uniquement dans les entreprises)1 point
-
Bonjour, D'habitude, lorsque je rencontre un problème, j'essaie de me débrouiller tout seul, mais je n'ai rien trouvé sur internet qui ressemblait à mon problème. J'ai récemment acheté une Flsun Super Racer, j'ai voulu la passer en 1.4, j'ai donc téléchargé les fichiers depuis le site officiel et suivi les instructions à la lettre : formatage de la carte sd en fat 32 copie du dossier : dwin_set sur la carte sd insertion de la carte derrière l'écran redémarrage après que la ligne se terminant par : "end !" apparaisse Malheureusement, j'ignore pourquoi la mise à jour s'est mal passée, l'animation du début ne fonctionne pas correctement et le menu se fige au bout de 3 secondes avec des éléments qui se superposent. Tant bien que mal, j'ai essayé de réinstaller le mode usine depuis l'écran, une ligne rouge est apparue se terminant par : "done", mais le bug est toujours là. Je ne vois pas du tout ce que j'ai pu mal faire, j'espère sincèrement que c'est rattrapable et que vous serez en capacité de m'aider. Pour mettre toutes les chances de mon côté, j'ai envoyé un mail au support de Flsun... Merci pour m'avoir lu. Si vous avez des pistes je suis preneur !0 points