Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/09/2022 Dans tous les contenus
-
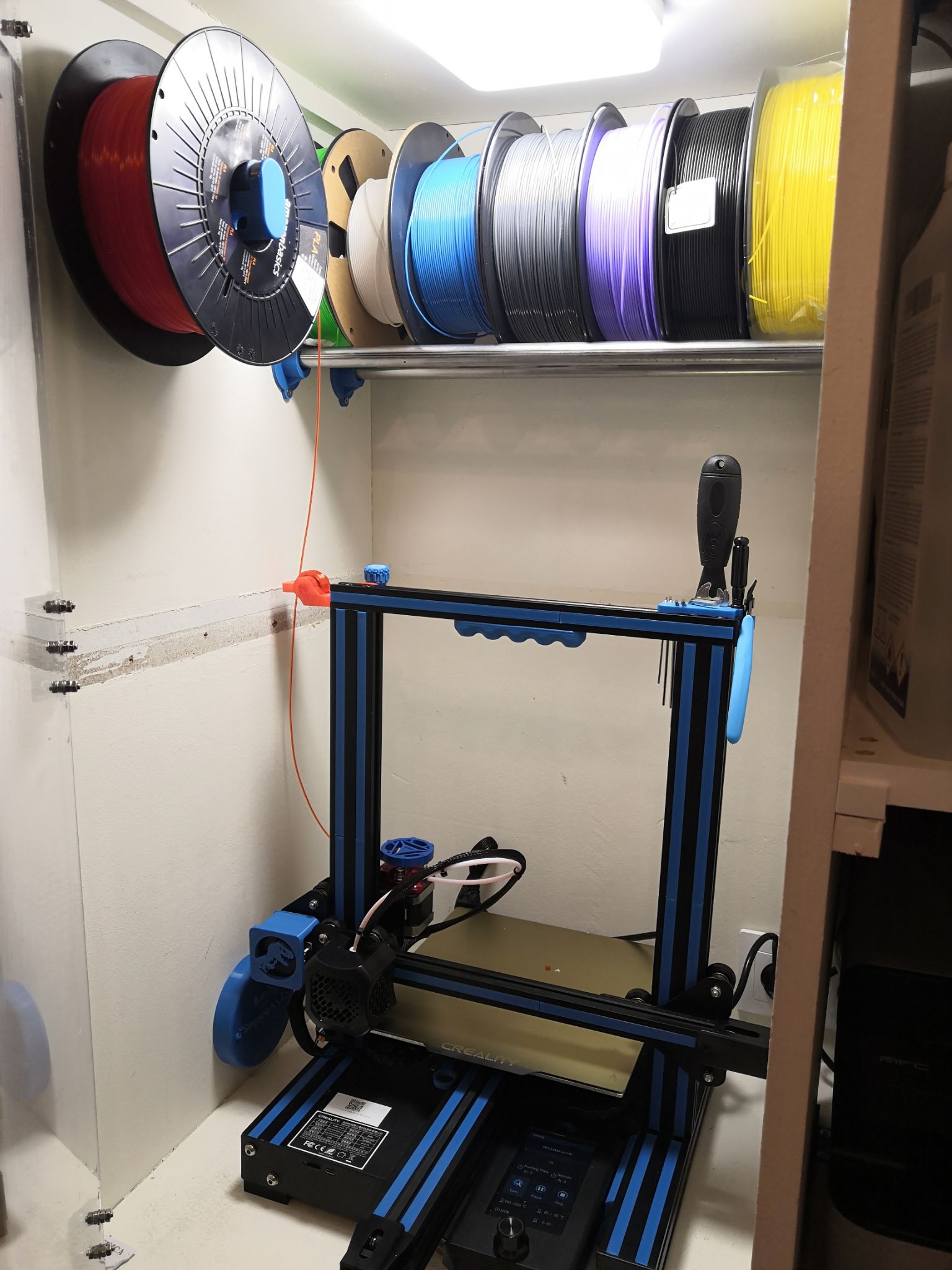
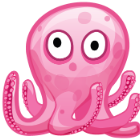
Au final j'ai opté pour un autre système plus simple pour moi : Un porte bobine collé au mur pour la bobine qui travaille et un range bobines fait avec deux barres métalliques qui me permet de ranger pas mal de bobines.
 5 points
5 points -
Salut A partir de ce que j'ai pu lire sur les imprimantes sus-citées (J'écris bien hein ), de vos divers avis éclairés (Là ça fait un peu lèche bottes non ), de nos critères et surtout du budget, nous avons eu moult discussions avec le co-animateur du FabLab Je dois avouer que les Flashforge Creator 3 Pro et Creator 2 Pro nous ont fait de l'oeil . Mais la 1ère est clairement hors budget et la 2ème un peu petite La Tenlog TL-M3 V2 me plaisait bien aussi avec son enceinte (pratique dans un FabLab) mais le coté "Chinoiserie" et le manque de retour me rebutent un peu. Même si je me doute qu'il n'y a aucune raison de ne pas arriver à faire des impressions de bonne qualité avec ces imprimantes. La preuve existe ici même Nous nous sommes donc dit que, pour une 1ère imprimante et pour démontrer la viabilité du projet au FabLab et mieux le vendre, il fallait privilégier le coté "Plug and Print". Choisir donc la sécurité à l'aventure . Et que partir sur une IDEX avec le budget alloué (env. 1000€) n'était pas la meilleure option. L'idée étant que si ça marche et que l'on arrive à sortir pas mal d'impressions on pourra demander à acheter une 2ème imprimante plus tard avec un budget plus élevé et donc pouvoir faire rentrer une belle IDEX. On partirait donc sur une mono extrudeur. Ah ben là ça change tout Du coup le co-animateur du FabLab me dit qu'on pourrait acheter une imprimante comme la mienne mais peut être un peu plus grande. Nous voilà donc parti sur une i3 MK3S+. Et encore une Prusa presque vendue Donc si on nous donne les sous, rendez-vous dans quelques semaines pour le démarrage de la i3 MK3 et l'année prochaine pour une Flashforge ou une Prusa XL En tous cas merci à vous tous pour vos propositions, vos commentaires et tout ce que vous avez écrit sur le forum à propos des IDEX @+ JC3 points
-
Il suffit de taper un "@" puis le nom de la personne que tu veux notifier (exemple @nayb). Cela fait partie des fonctionnalités du forum, tout comme en bas d'un message tu peux réagir à un message, en le remerciant, dire que tu aimes, que tu es d'accord, que tu as trouvé ça marrant ect .... Dans ce cas @Modérateurs Globaux pour changer le titre de ton sujet en résolu .
 3 points
3 points -
À part quelques mordus qui ont fait beaucoup de modifications dessus, je n'ai pas l'impression que ça ait la côte, d'ailleurs Creality n'a pas sorti de nouveaux modèles depuis la CR30 (je crois), alors qu'on a eu 25 modèles d'Ender 3 V2 Neo S1 Max Pro Plus (etc.) Par contre certains arrivent à les utiliser en production, comme par exemple la société Repkord aux USA. Ils vendent des kits de modification de la CR30 (rail linéaires, direct drive, montage au mur, modifications moteur, bacs de récupération, buses modifiées) qu'ils utilisent eux-mêmes pour la production de différents éléments. Ça donne ce qu'on voit dans la vidéo ici où ils impriment en chaîne des glissières en CF-PETG ou encore la photo ci-dessous :
 3 points
3 points -
Nouvelle alim, re-calibrage total, graissage de la base et un peu de polish pour que ça brille. Rien à voir avec le fait que @Guiguimaker en avait beaucoup dit dans son dernier post3 points
-
@methylene67 et @jcjames_13009 vous venez ce week-end au pèlerinage à Prague afin de prier tous ensemble pour notre bon St Josef Prusa. N'oubliez pas vos chapelets imprimés en PLA Prusament blanc. Josef récitera des passages du second évangile, les moments de l'avènement de la MK3. Ahhhhh, je crois que je suis possédé par l'esprit de Josef.2 points
-
En plus nous avons quelques grands devins sur ce forum. Une mine d'or vous dis-je2 points
-
Au final j’avais vu juste hein ! Je te dis quand tu rentres dans la secte de Josef tu n’en sors plus . Et je pense que au final c’est le meilleur choix en deux temps que vous avez fait.2 points
-
Ben voila, après un Artisan super outillé (3 en 1), maintenant tu lorgnes du coté du Pro du plateau...on est parti pour faire tous les corps de métier ! et ses plateaux2 points
-
bonjour pour passer ton image dans freecad , il faut la vectoriser (svg) ensuite tu peux l'importer et le modifier2 points
-
@Savate tu as changé de boule de cristal ? Ou alors tu la re calibré ? En tout cas les posts du genre « Salut j’ai un problème mais je ne vous dirais pas lequel » ne vont plus te résister .2 points
-
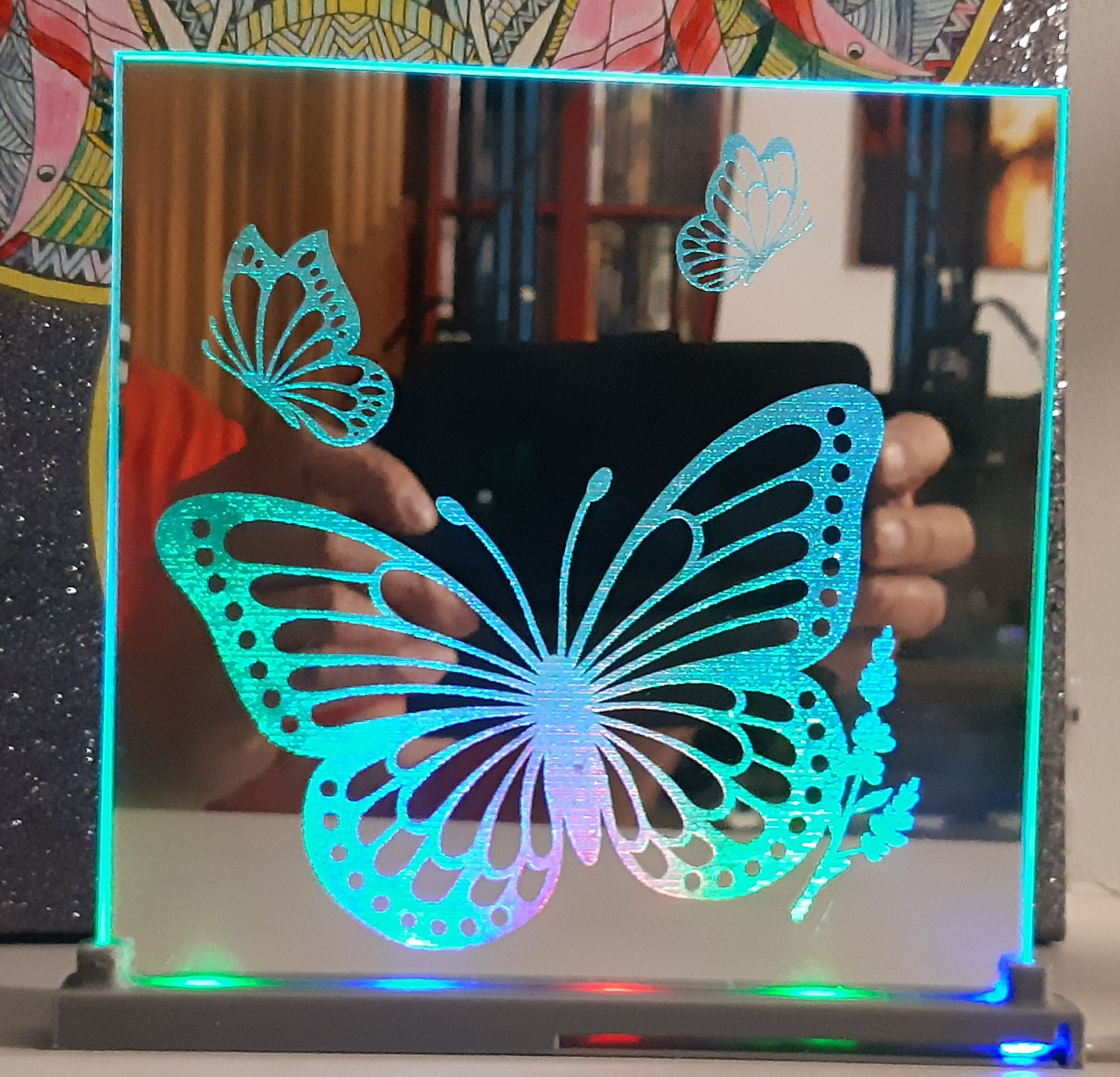
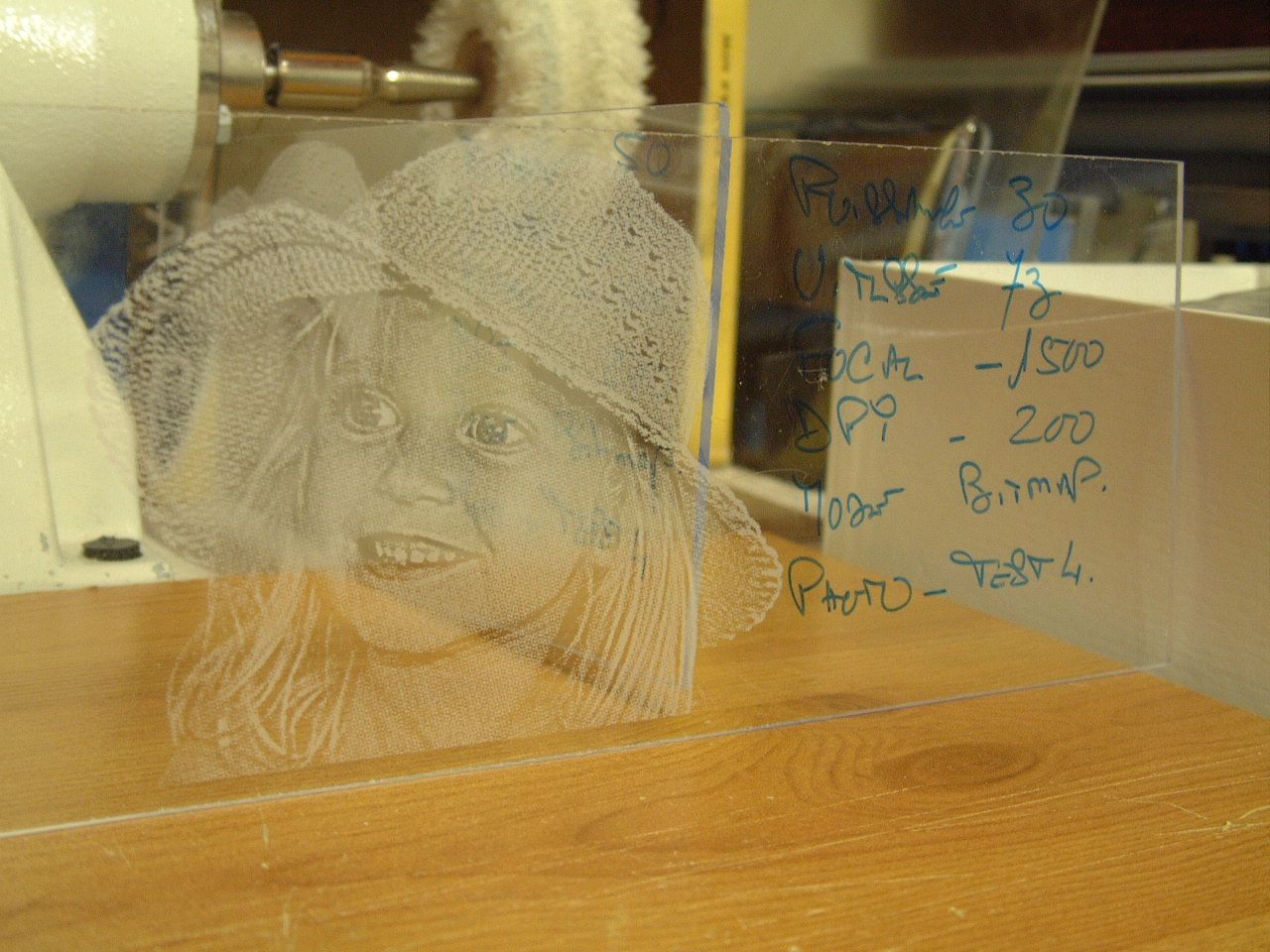
Bonjour, Voici un essai de gravure sur un miroir selon les réglages de @fran6p vitesse 1500 et puissance 35% Le résultat est bon et facile à réaliser. Sans préparation il suffit de graver au dos du miroir. Je recommande soit d'utiliser un aspirateur de fumées ou graver à l'extérieur çà sent très fort Le montage des leds est facile il suffit de réaliser un montage pour tenir l'ensemble vertical. Les photos ne sont pas dans leur meilleur effet mais c'est l'essentiel. a+

 1 point
1 point -
Ah enfin, on ne voyait que ça sur la boîte1 point
-
Pour le choix : 2 petites ou 1 grosse, c'est une question à te poser toi même : Dans un cas tu vas avoir 2 machines qui peuvent imprimer des pièces différentes et tu n'auras pas besoin d'attendre la fin de la plus grosse pour lancer la suite. Dans l'autre, il faudra essayer de regrouper des pièces par taille pour éviter d'attendre 5h un truc qui s'imprime en 30mn, juste parce qu'il est sur le même plateau qu'une grande pièce. Concernant les risques ... ça dépend de ta maitrise. Au début, mieux vaudra éviter de remplir le plateau, mais avec l'expérience, pourquoi pas ? Ensuite il y a aussi la question de la taille des pièces. Avec 2 petites, tu n'imprimeras jamais une grosse pièce (sauf découpée/collée). Donc ce n'est pas très comparable. Regarde ton stock de fichiers, et la taille de ce que tu veux imprimer, ça pourra t'aider à choisir. Perso je suis en FDM et je suis un lâche !!! Voilà, c'est dit ! Comme contrairement à toi je ne suis pas pressé, si je dois imprimer plein de choses, j'ai tendance à le faire en séquentiel (ce qui est imprimé est sauvé) plutôt qu'en parallèle avec des tonnes de rétraction etc ... mais ça n'existe pas en SLA car chaque couche est entièrement exposée en 1 fois ... et c'est aussi pour cela que le SLA est nettement plus rapide.1 point
-
McLaren, Whirlpool, Lynxter, Eryone, Anycubic et Creality sont les entreprises qui ont marqué l'actualité de la semaine en impression 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-349-20220916/1 point
-
J'ai fait de la voile (il y à très longtemps) et tout se que je me rappel, c'est de ne pas oublier de se baisser pour pas prendre la baume dans la gueule.1 point
-
Principalement par fainéantise, pour la simplicité de programmation et d'emploi (un seul soft), la protection pour le laser et l'usinage (que j'ai la flemme de faire sur mes bécanes) Et très important, je trouve cette machine belle et innovante (c'est excitant pour ma caboche)1 point
-
Pas faux mais une fois réglé, ça tient. C'est le problème majeur de ces modèles, de nombreux utilisateurs ont revendu leur modèle pour ce souci. Très occasionnellement, ne faisant ni production en séries ni adepte de cosplay uniquement la plupart du temps pour vérifier qu'elle fonctionne toujours correctement Son principal défaut concerne la vitesse d'impression «relativement» lente. Un second défaut concerne le peu de matières imprimables (PLA, PETG, TPU (difficile) à cause de sa structure ouverte à tous les vents. Ses principales qualités: permettre l'impression de certaines pièces sans nécessiter de supports là où même après réorientation sur le plateau une FMD «classique» en aurait besoin comme l'impression se fait en biais (45°), la résistance structurelle verticale de la pièce imprimée est plus importante (au doigt mouillé sans avoir fait de tests pour le vérifier ou pas) structure rigide et solide (elle est lourde) core XY1 point
-
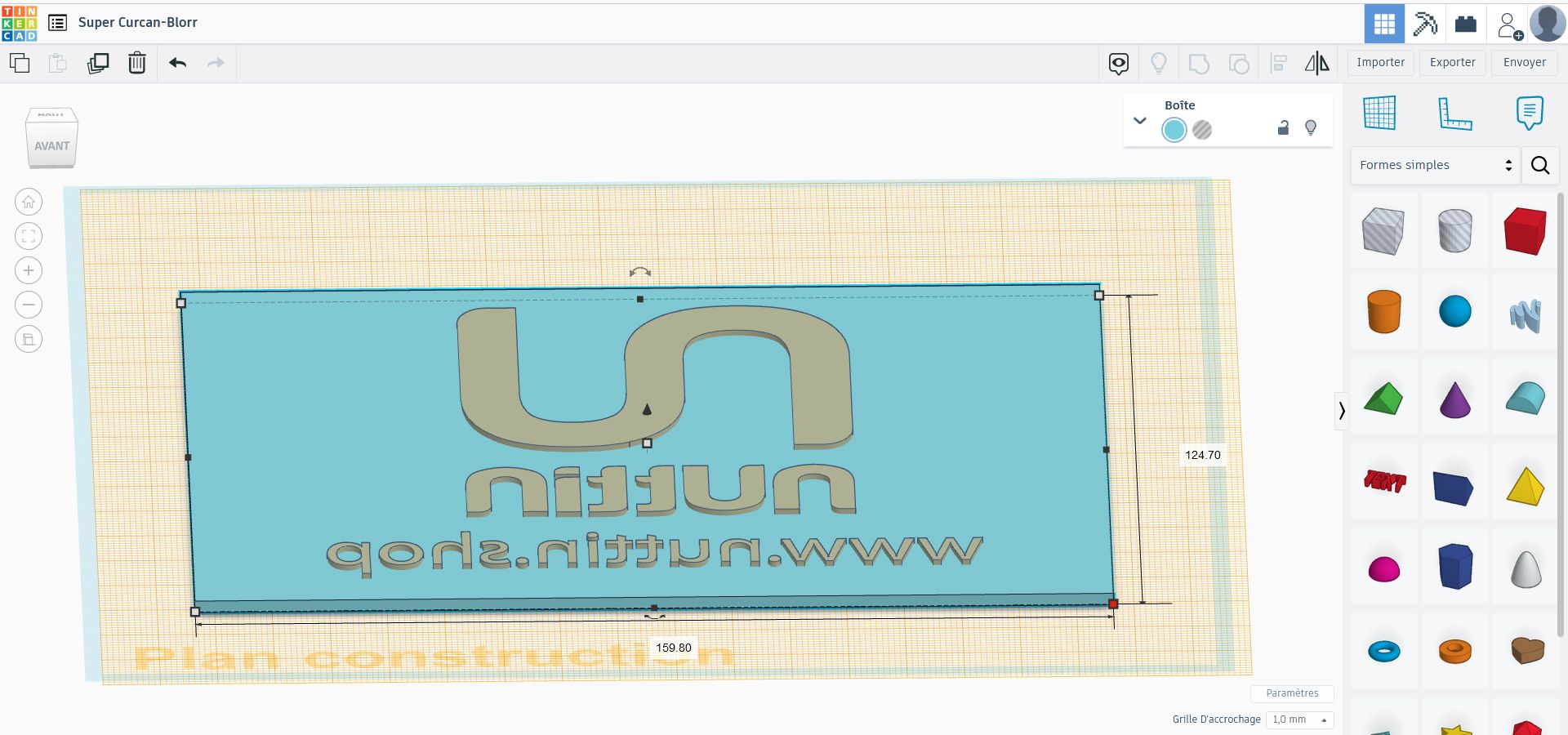
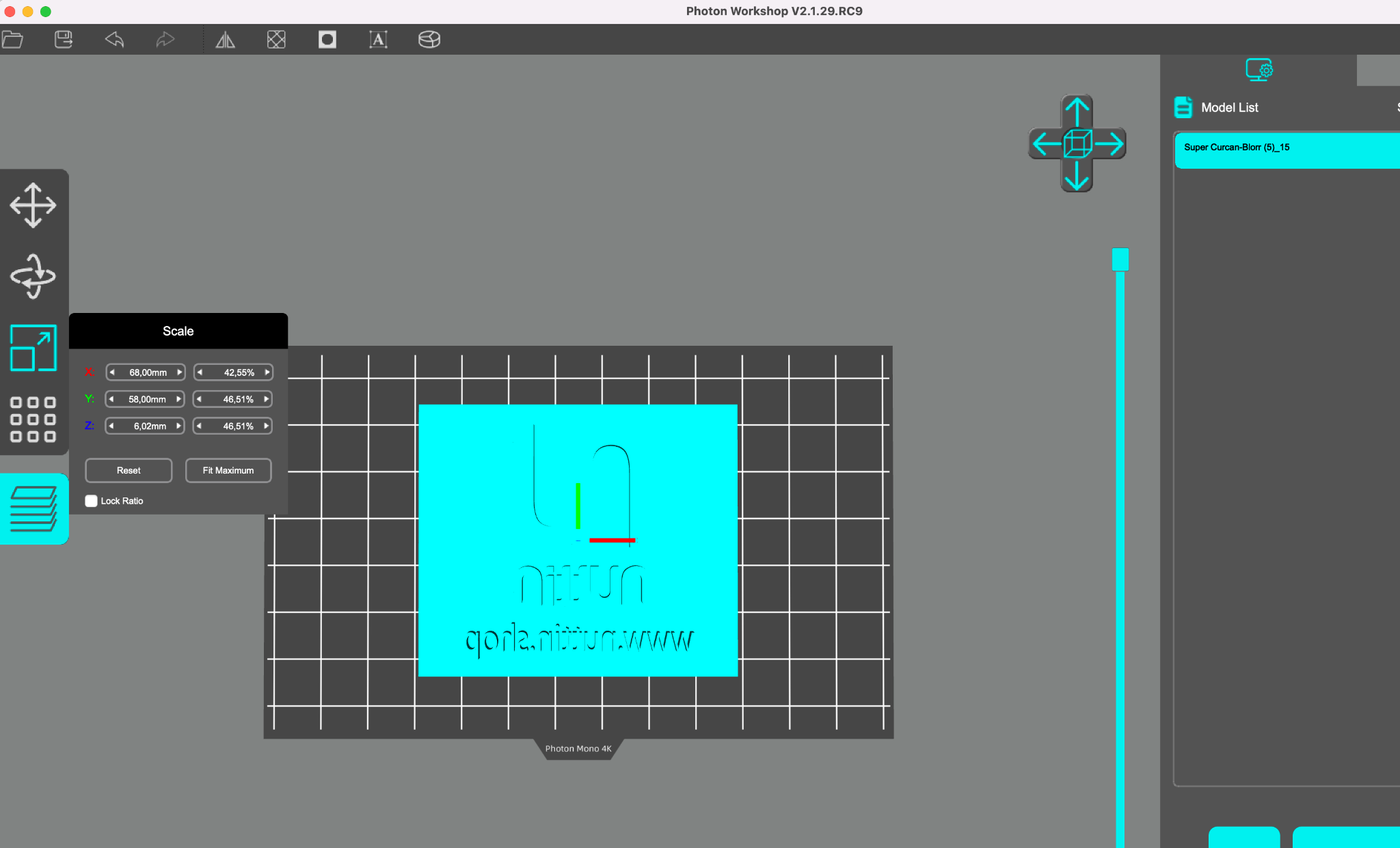
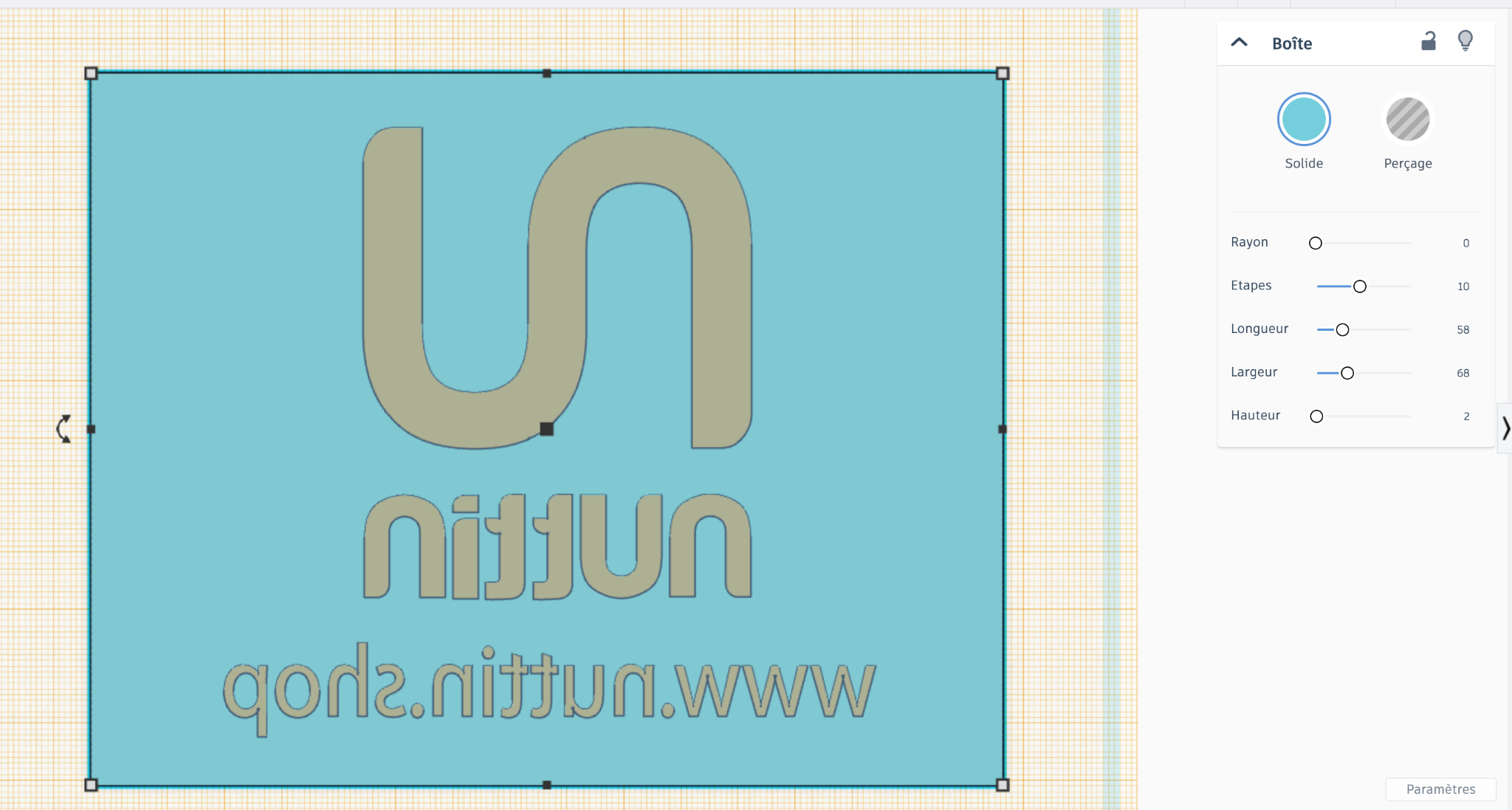
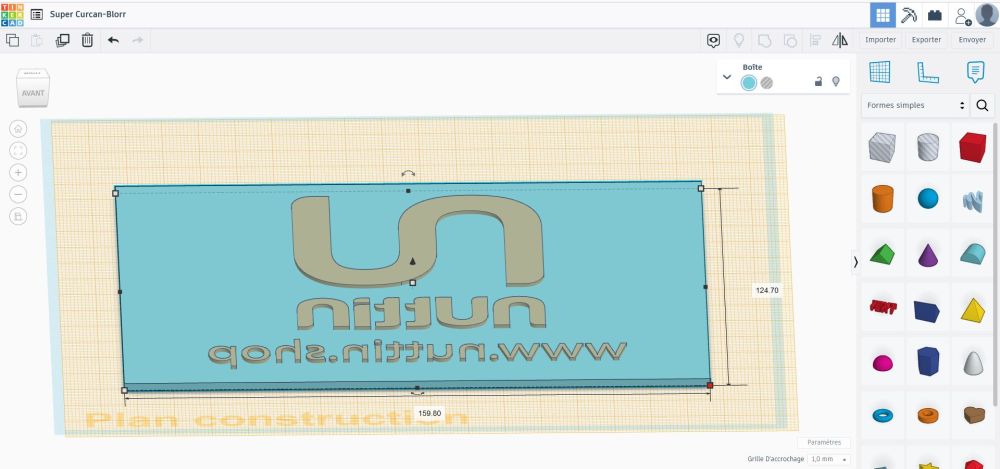
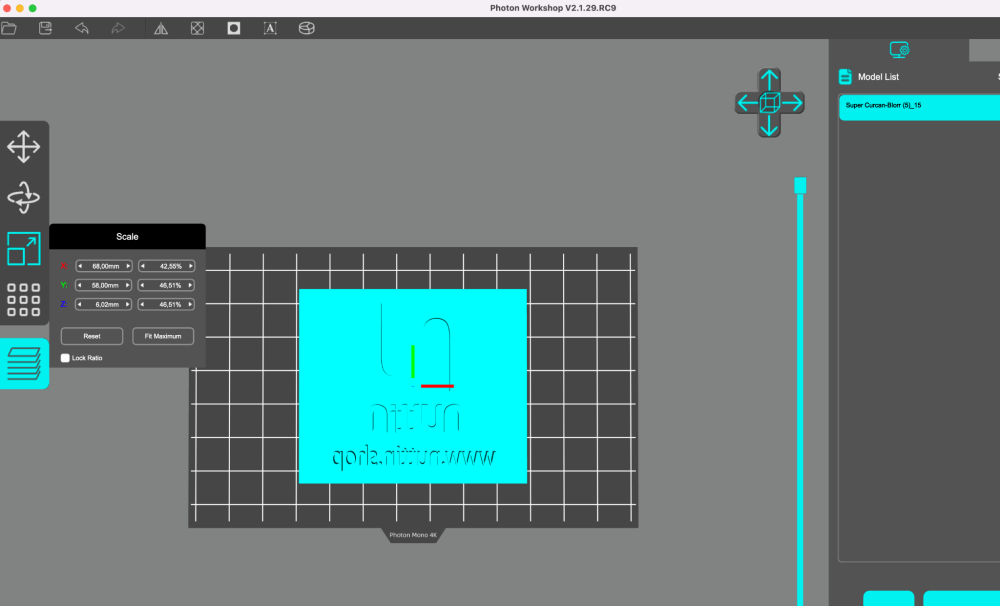
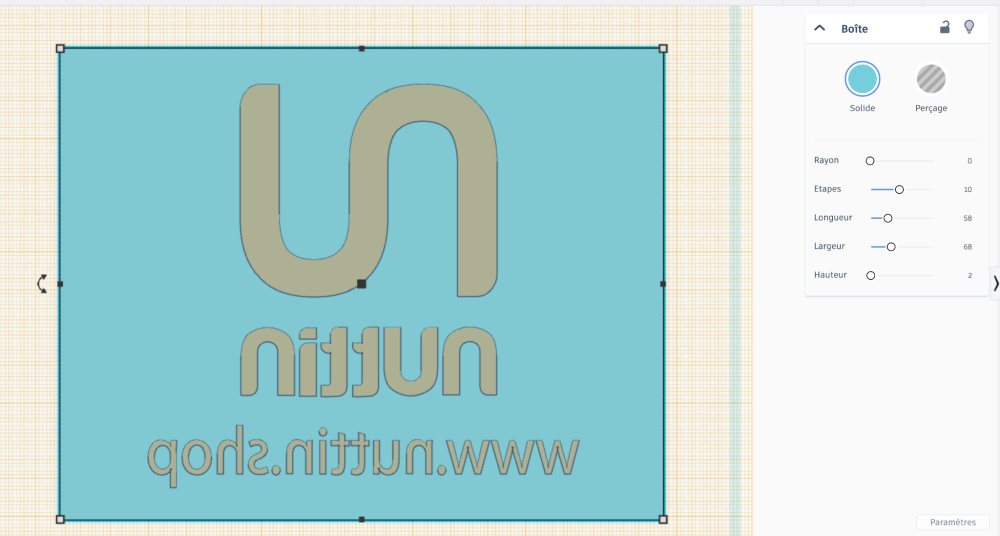
oui c'est validé après vérification de ton fichier , on voit que les cotes exactes ne sont pas 68x58 mais 159.80x124.70 voir l'image je ne connais pas tinkercard mais il est possible que leurs cotations soient à leur sauce !
 1 point
1 point -
Il y a une solution ... et c'est un grand "ouf" pour moi. Merci Dennis Real. C'est ici: https://github.com/kliment/Printrun1 point
-
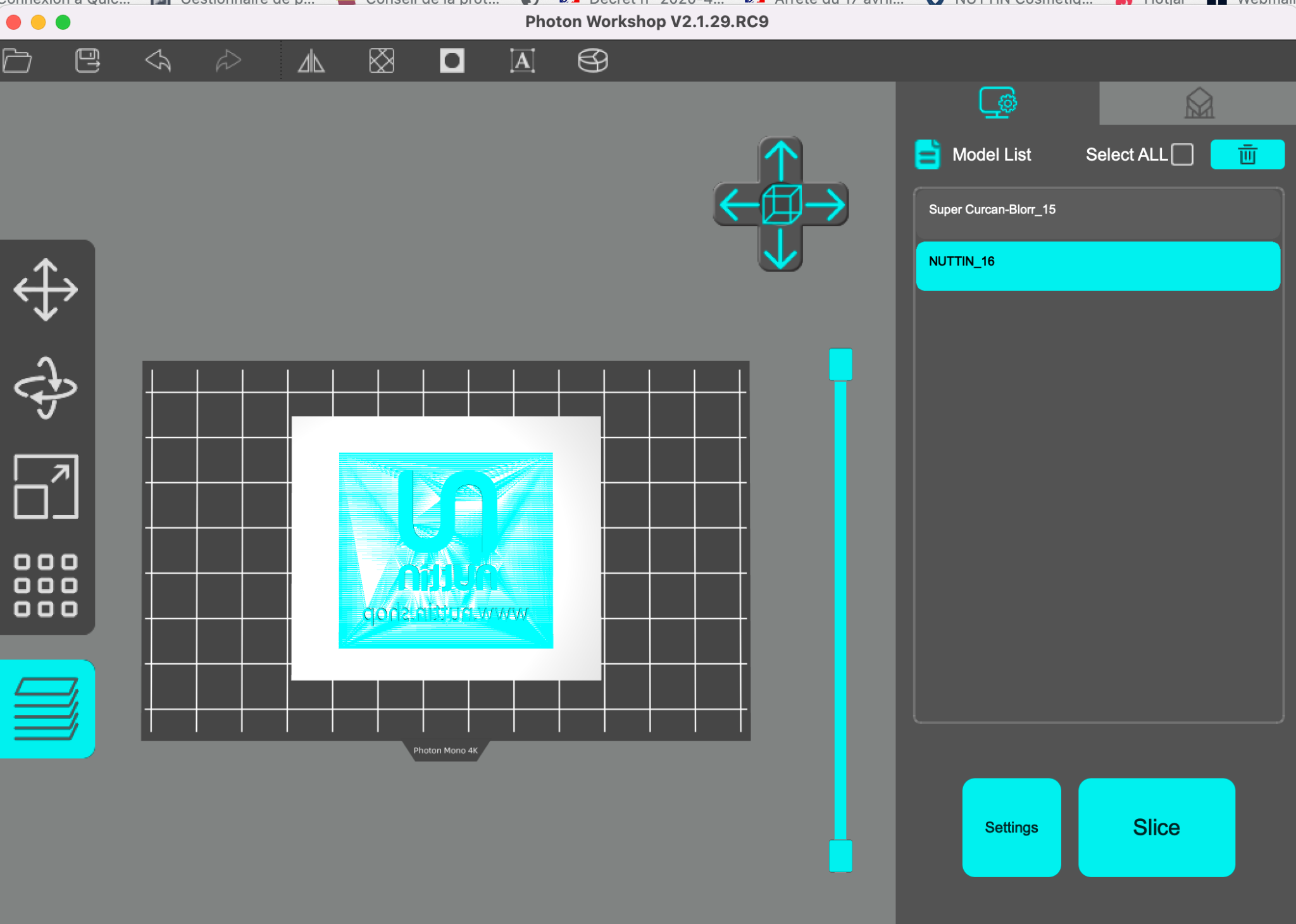
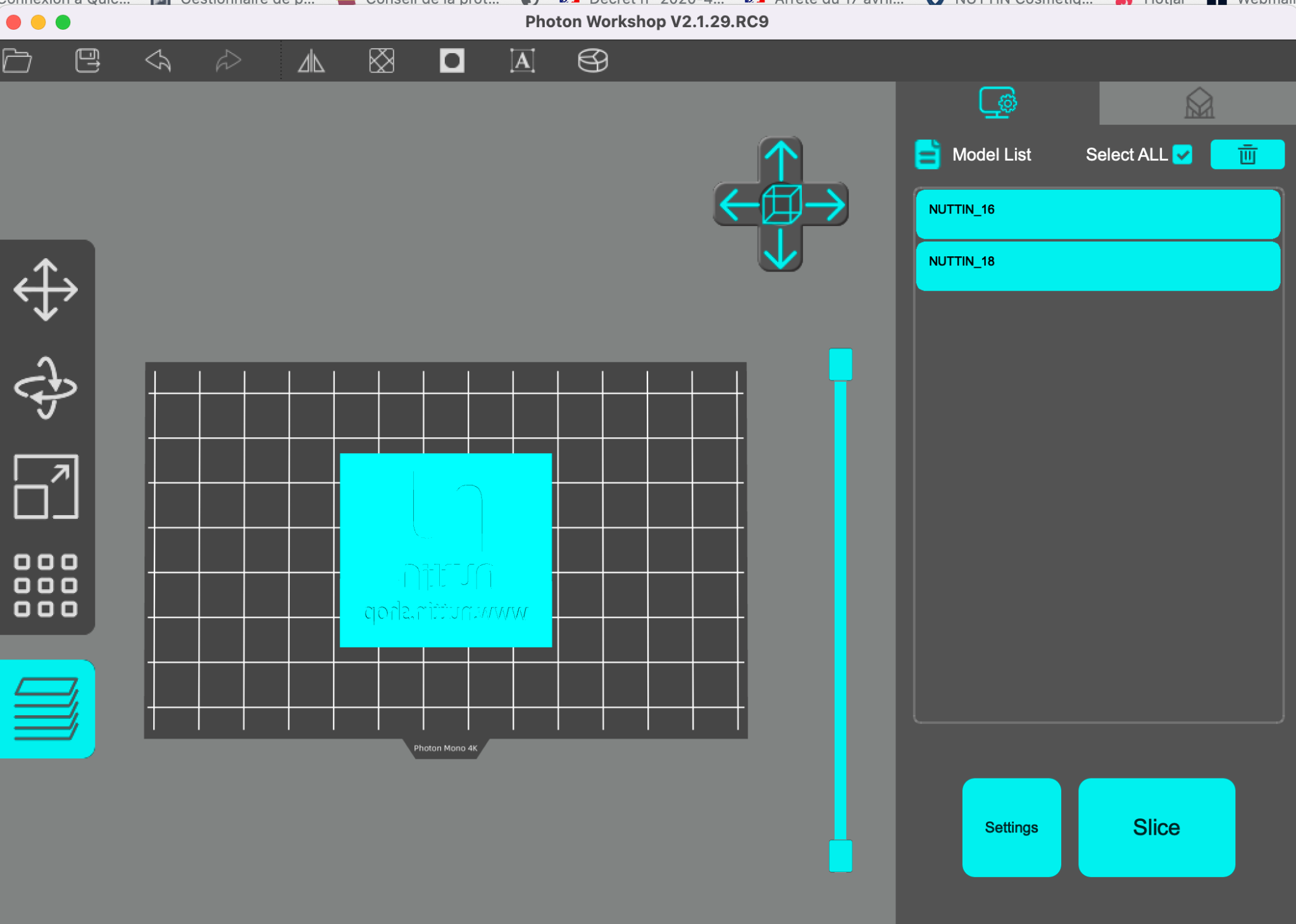
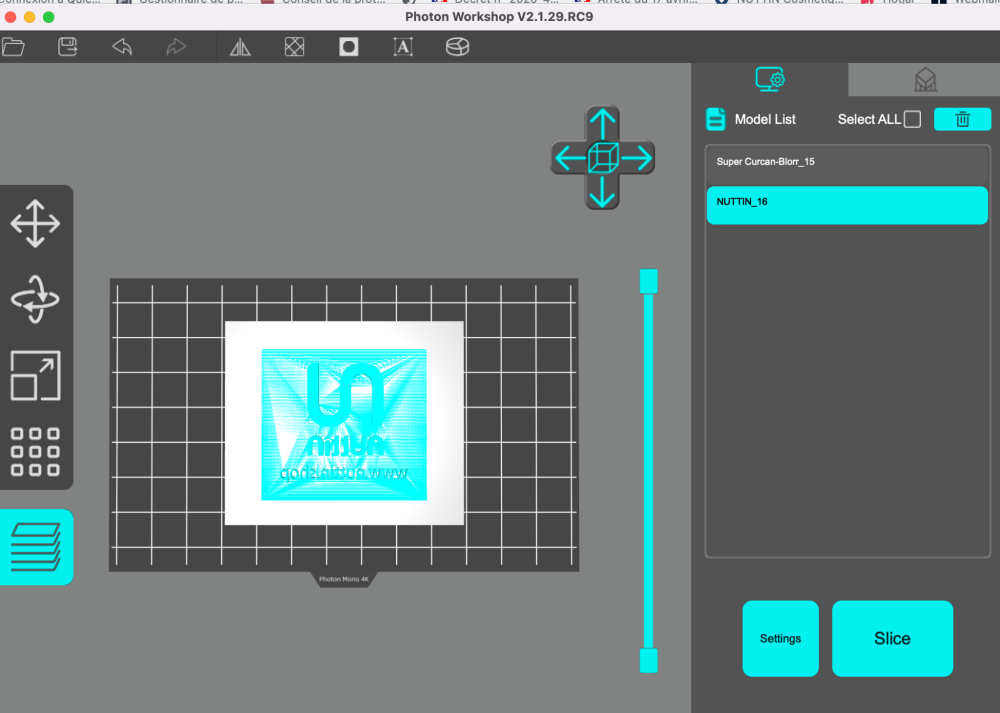
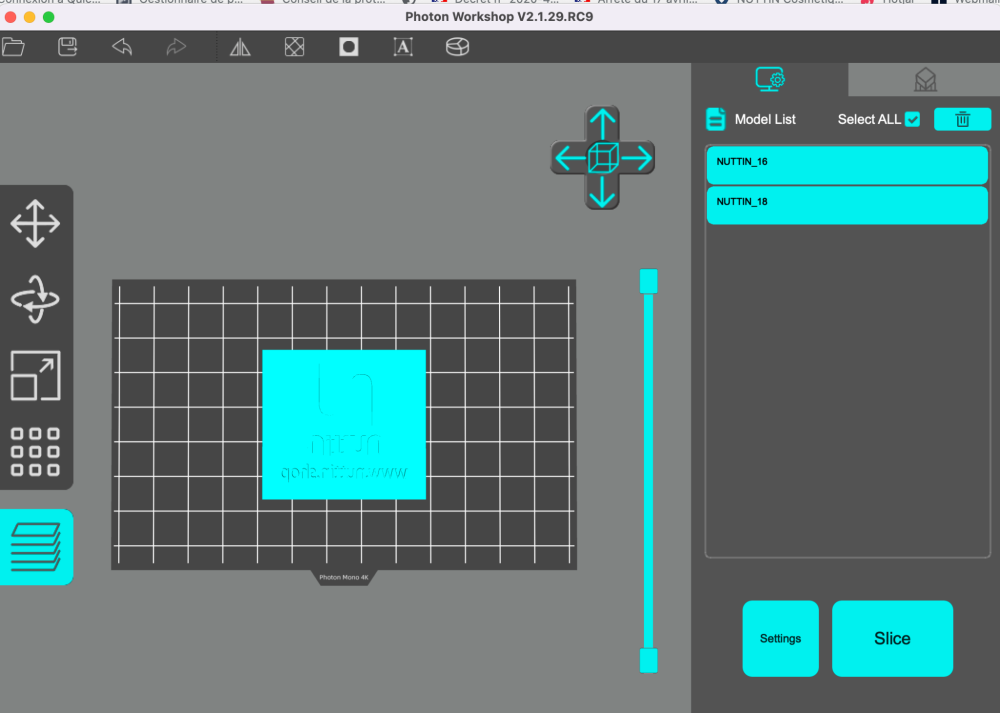
@PPACas tu une idée de pourquoi mes 68x58mm sur tinkercad, se retrouvent trop grand sur la zone d'impression sur mon slicer photon workshop La zone d'impression maxi de la photon mono 4k est de 132x80mm Merci pour ton retour Cordialement Pierre Je pense avoir trouvé dans photon workshop, à gauche dans 'scale' on peut redéfinir les X et Y donc j'ai mis 68x58 (voir capture ci-dessou) Vous validez que c'est bien ça ? Je vais lancer l'impression. Merci
 1 point
1 point -
Salut, Si on part du principe que ton moteur est correctement alimenté, J'essaierais de le nettoyer à la souflette et de mettre une goutte d'huile fine sur l'axe, si ça ne fonctionne pas il faudra le remplacer....1 point
-
Salutation ! En fait si ... tu peux sauver le modèle 3D généré au format .stl ou .3mf ou .obj ... une fois la "conversion de l'image" faite, sous Ultimaker Cura, bar de menu "Fichier", "Exporter" ( ou "Exporter la sélection" si tu avais bien la sélection sur l'objet ) et avant de l'enregistrer changer le "Type de fichier" pour enregistrer par exemple au format ".stl ( binaire )" qui prend moins de place que le format ".stl (ASCII)" ... Pour le reste je ne sais pas vraiment car je n'ai pas encore pris le temps d’apprendre a utiliser FreeCAD1 point
-
Je comprends @Abby @methylene67 c'est un peu comme une voiture qui est maudite avec pléthores de pannes incompréhensible souvent de fois pourquoi ??? je détiens une TENLOG la première version depuis février 2019 la seule panne depuis 4 ans un interrupteur de mise en marche HS c'est tout. Elle fonctionne parfaitement cette machine ce n'est que du bonheur J'ai imprimé à ce jour plus de 60Kg de filaments. Il est vrai quand la production d'un modèle augmente, le concepteur fait des études pour réduire le cout de production pour grignoter sur les fournitures. il faut quand même relativiser peut être que ta TLD3 était maudite. "Ou mal adoptée " Il faut connaitre exactement la nature des pannes qui sans doute sont en relation avec la qualité ou un défaut de série. "ou des causes inconnues" La TLD3 est assez bien conçue en général; elle n'est pas la plus mauvaise dans la réalisation structurelle qu'une autre au contraire !. J'ai beaucoup aidé les utilisateurs et diagnostiqué des pannes et apporter une aide technique. ( je n'ai pas reçu de messages ou demandes de ta part c'est dommage !) J'ai surtout secondé Franck pour des pannes diverses en électronique sur les alimentations de 600W. Ces alimentations 600W comportent un défaut de série ainsi que les écrans DWIN qui tombent en panne après un certain temps. (J'ai réalisé un post à ce sujet.) Voilà je suis toujours bienveillant et en fin de semaine j'ai un courrier par email qui récapitule tous les problèmes cités sur les imprimantes TENLOG du forum. Voilà je n'oublie pas les utilisateurs malgré le départ de STUDIOLAB39 nous avions convenu avec Franck que je répondrai à des utilisateurs pour des pannes ou des aides techniques pour assurer le service. J'ai donc reçu beaucoup de MP pour répondre à des demandes diverses. A votre service Francis1 point
-
J'en ai un aussi, qui ne me sert même pas au positionnement, uniquement comme source d'horloge (on a pas toujours de connexion internet disponible pour accéder à un NTP)1 point
-
Parles plus fort, sinon ils ne vont pas t’entendre.1 point
-
C’est pas du tout un choix cornélien, le connu ou l’inconnu. C’est plus le choix du risque ou de la sécurité . Par ailleurs il y a une section Geeetech sur le forum es tu aller voir ? Pas la plus active c’est sur. Et si tu vois pas grand monde avec, voir personne passe ton chemin ( a moins de t’appeler Indiana Jones et d’aimer l’aventure).1 point
-
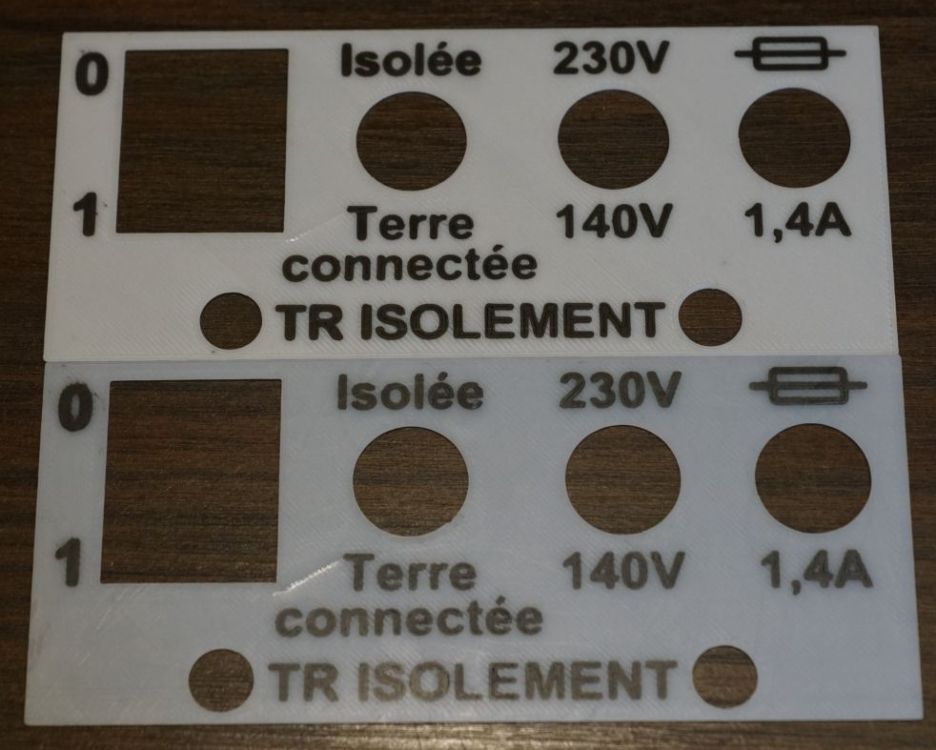
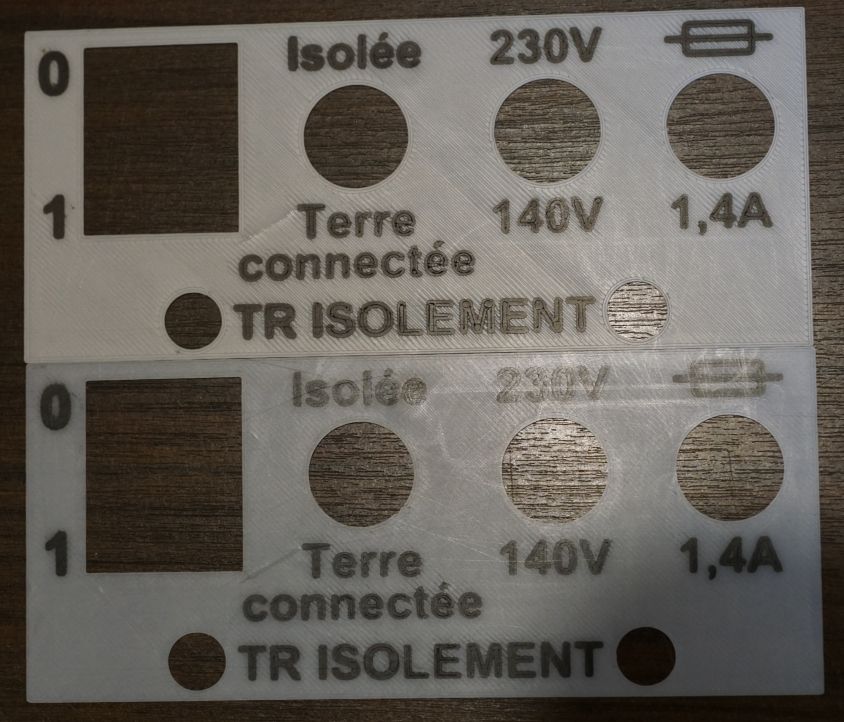
Bonjour @vap38 Concernant les paramètres, il est difficile d'avoir les mêmes. Mon laser est équipé d'une source SYNRAD de 40W et j'utilise un logiciel dédié à la machine. Pour le PMMA, si vous avez autour de vous "DESCOURS&CABAUD", il est possible d'avoir à moindre coût de la matière. En effet, moyennant une petite rétribution :), ils disposent d'un container avec pas mal de chutes. Dans la mesure du possible prenez toujours du PMMA diffusant Coulé (et non extrudé) Oups encore autre chose: Lorsque vous devez graver du PMMA, dans la mesure du possible la gravure doit se faire l'envers de la matière (autre face) afin d'avoir le brillant devant. Sinon comme ceci, pièce effectuée pour un ami:
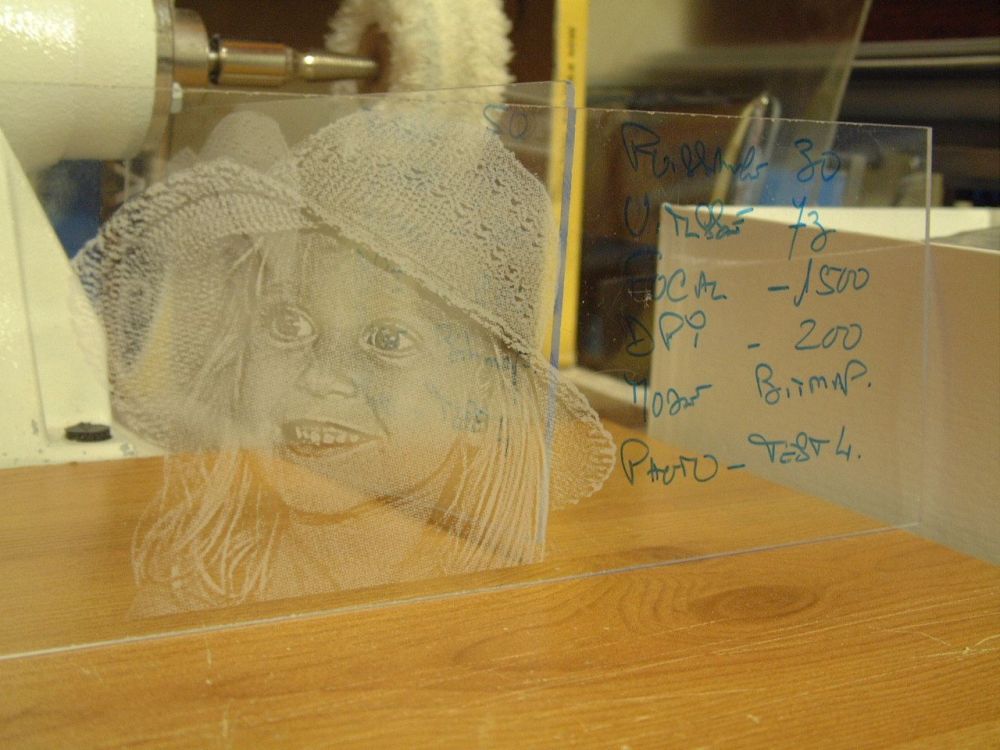

 1 point
1 point -
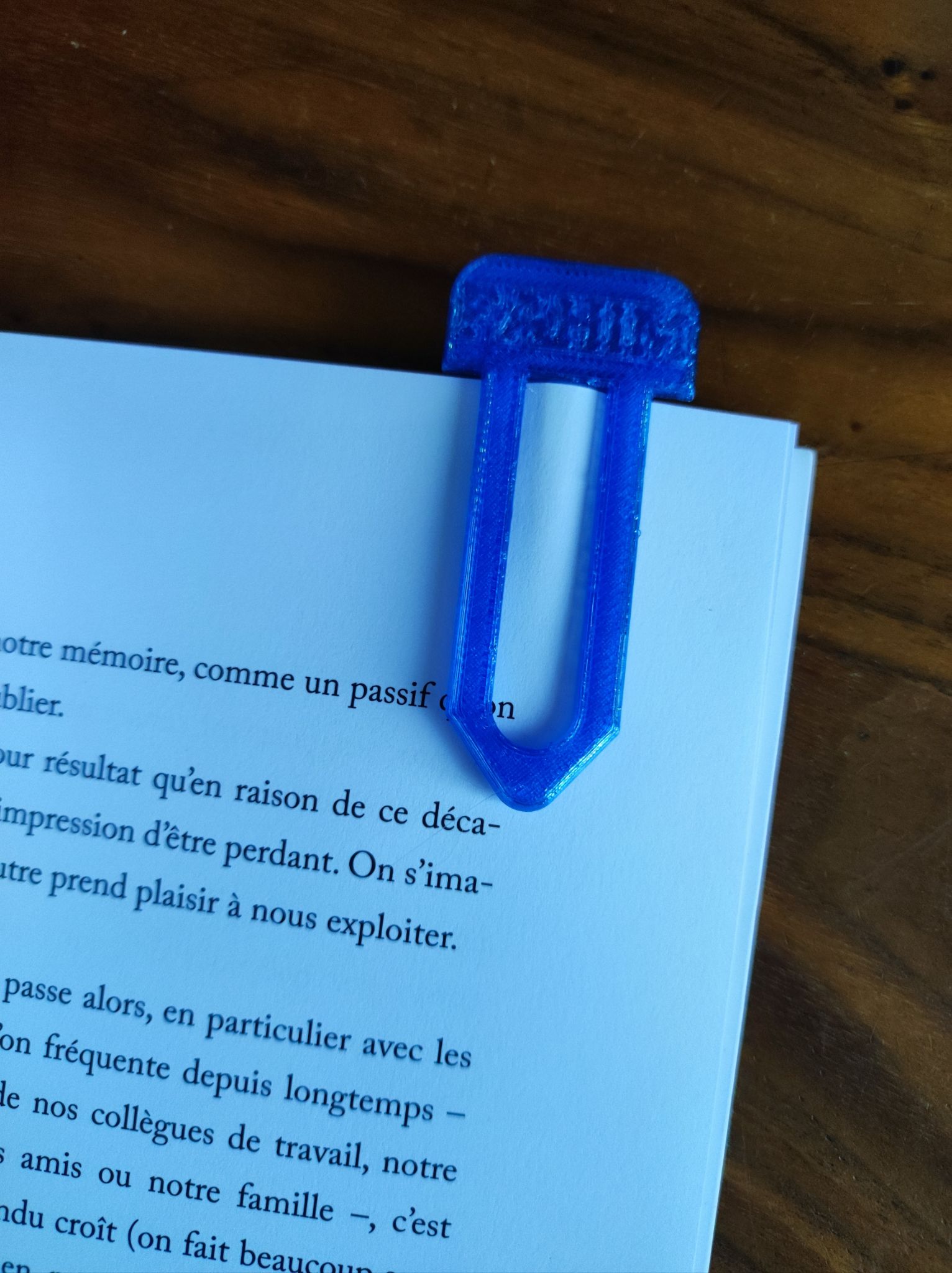
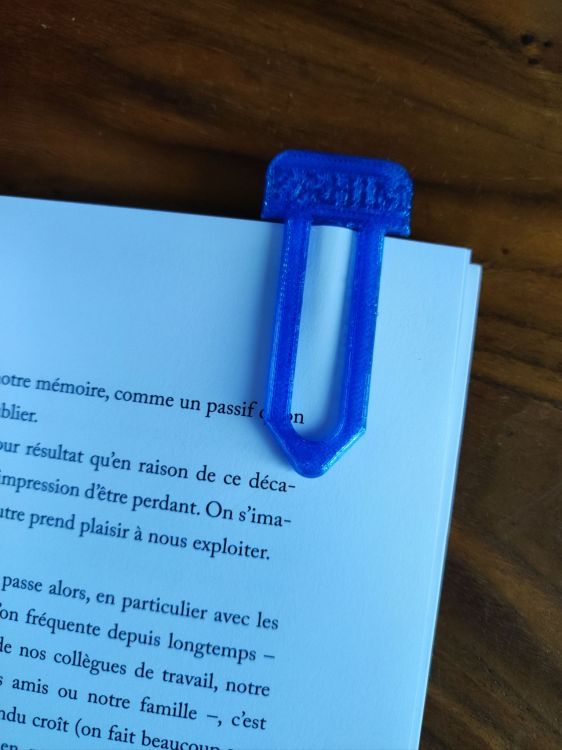
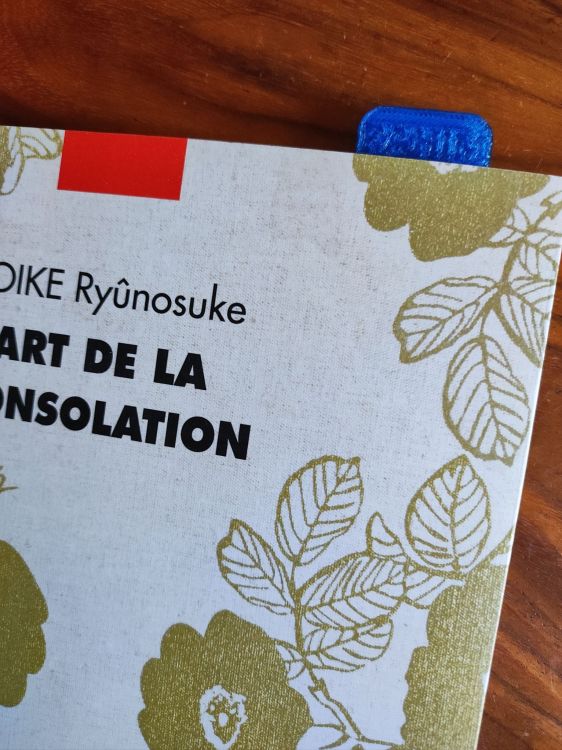
Hello @RFN_31 un grand merci pour les marque-pages de belle qualité et super pratique. ça m'a donné des idées de variations autour de ça.
 1 point
1 point -
Bonjour, Pour un premier test, cela donne très bien. Effectivement, en fonction de la matière l'émanation de Gaz reste toxique. En laser, il faut toujours utiliser: - Une assistance d'aire - Une aspiration des fumées (soit vers l'extérieur, soit via un ensemble avec filtre à charbon actif) Une astuce si cela vous intéresse, essayez d'utiliser du PMMA Diffusant, vous aurez un résultat comme ceci. Bonne continuation
 1 point
1 point -
Nous sommes sous une chaleur importante dans la salle du forum des associations de L’Haÿ-les-roses (94) pour parler de la cause des enfants malades et vendre vos productions et les nôtres. Un grand merci à tous pour vos contributions et relais. L’impression 3D fascine et permet de parler des enfants et de l’utilité de donner et s’investir à faire des tumeurs cérébrales pédiatriques une cause majeure.
 1 point
1 point -
Oui exactement. Merci d'avance. Bien reçu @methylene67. Superbe travail. Mille mercis.
 1 point
1 point -
Bonjour, Beau projet, bravo Colis envoyé1 point
-
@molusk77 L'adresse c'est bien celle-là ? Ca part en mondial relay demain. Les impressions du week-end : 11 flexi cat (rescale à 75%) 11 flexi rex 14 support téléphone format carte bleue (je les ai tous ouvert, ils fonctionnent tous) 21 porte-clé fahim association (rescale à 22%). Filaments utilisés : échantillons G3D (marbre/pierre, bronze et argent) sakata 3D870 gris clair sakata 3D870 noir sakata 3D rouge mat Prusament jet black Prusamant royal blue G3D, dark grey Sakata 3D870 blanc G3D transparent J'ai fait tous mes fonds de bobine, voir photo ci-jointe. En te souhaitant bonne vente avec ma modeste contribution.

 1 point
1 point -
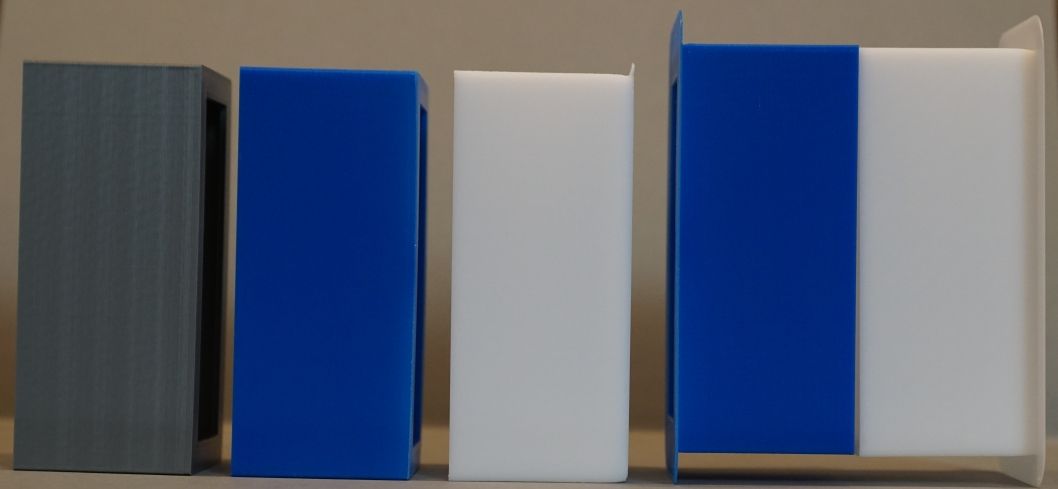
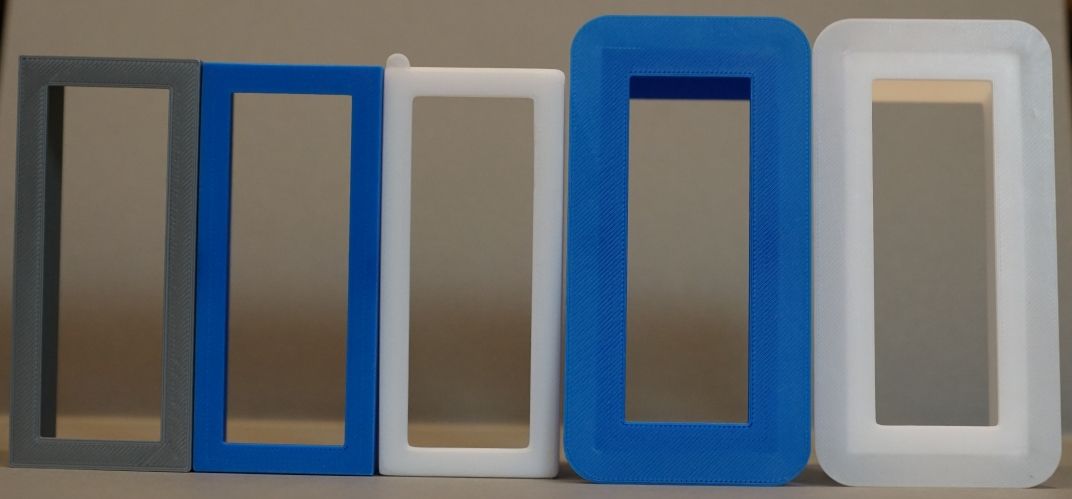
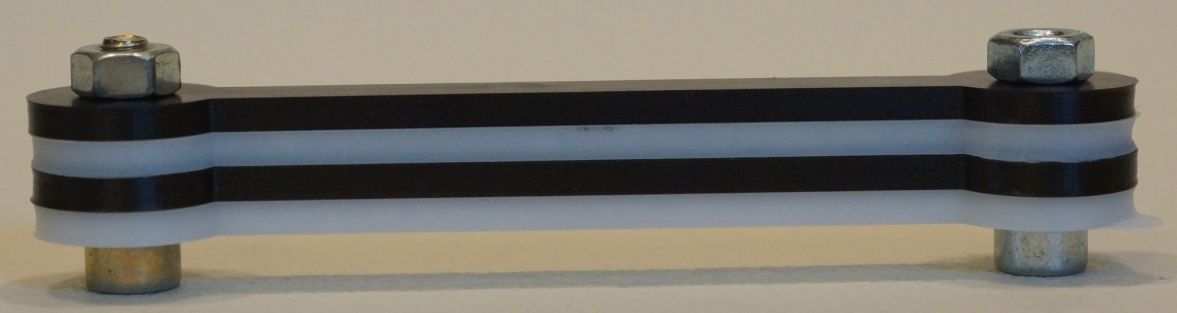
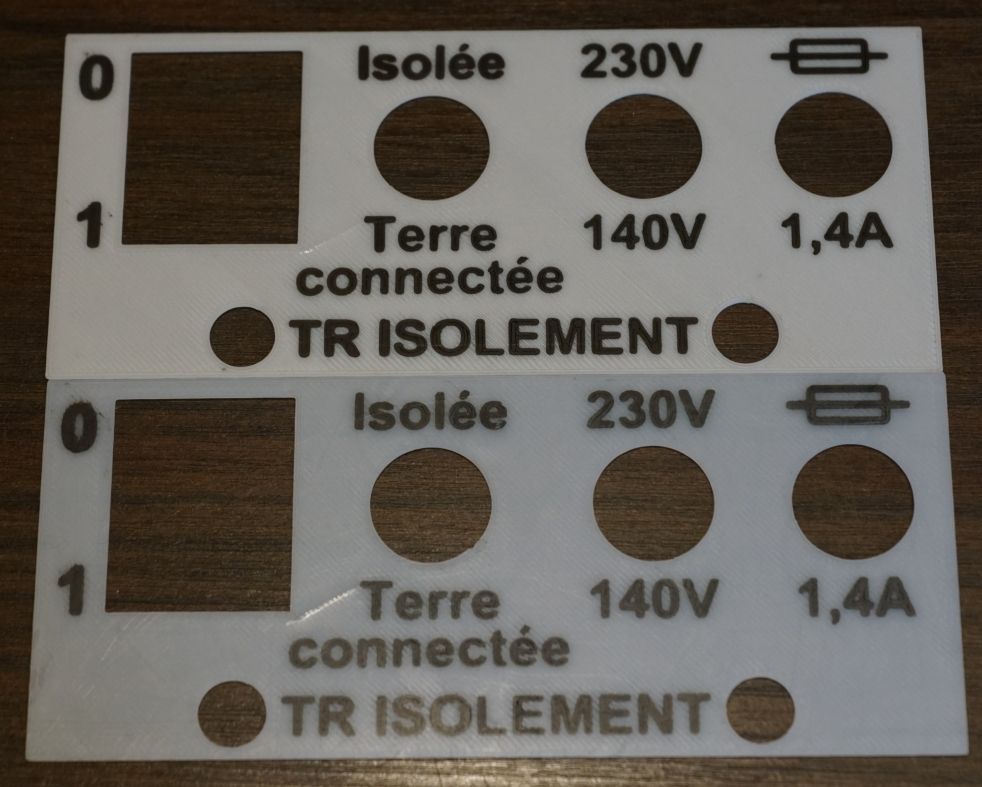
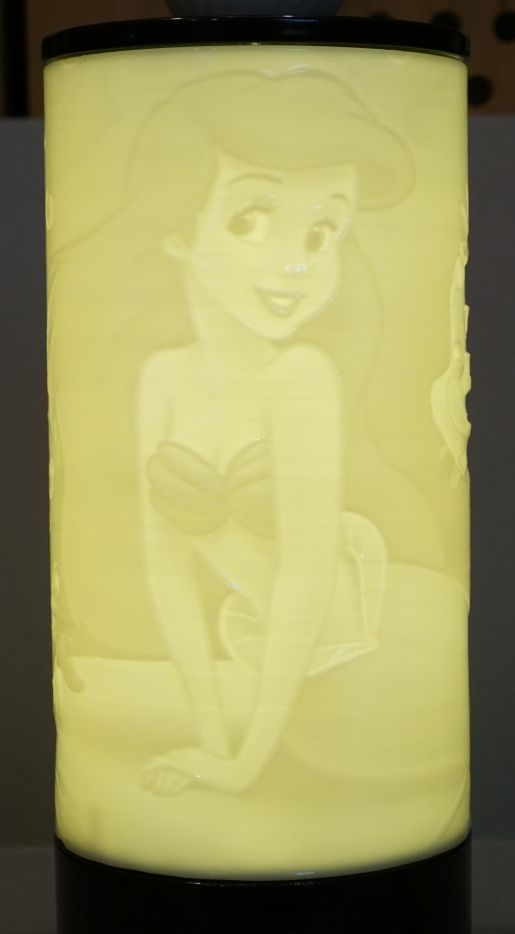
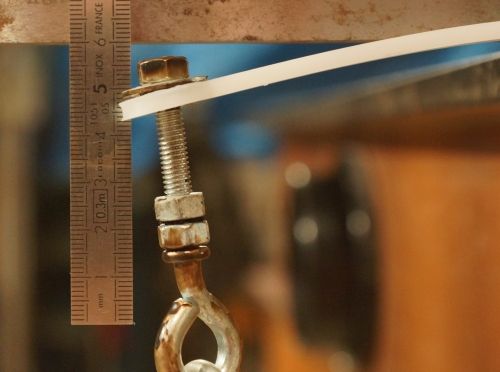
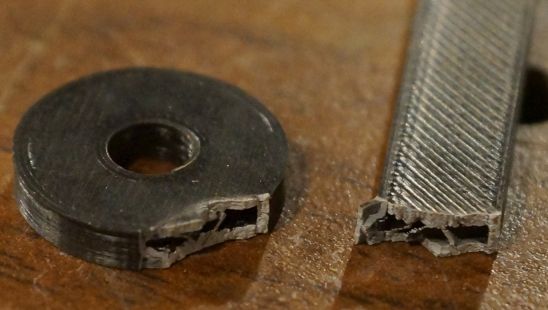
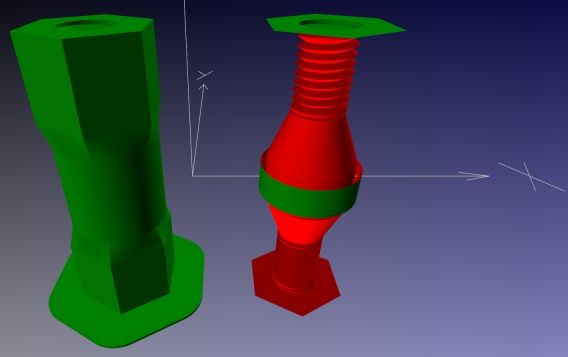
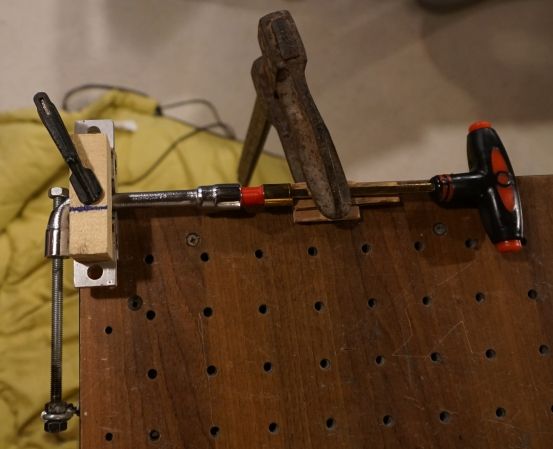
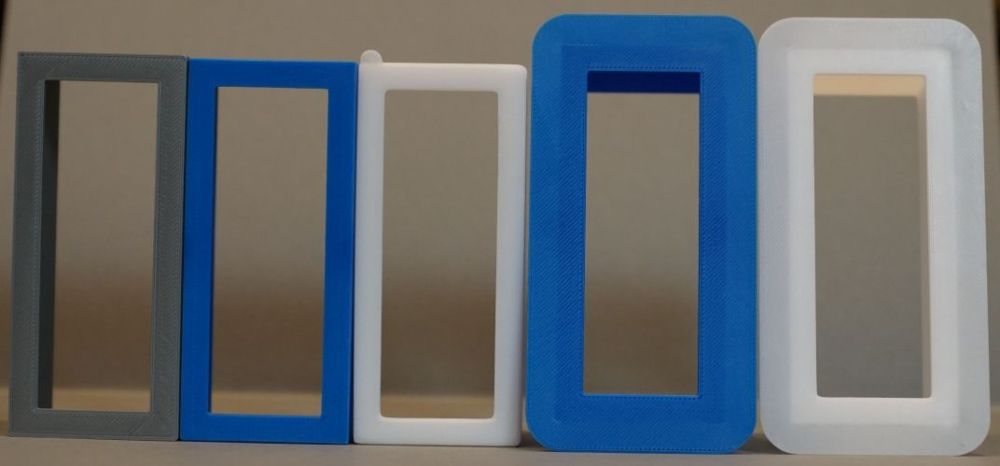
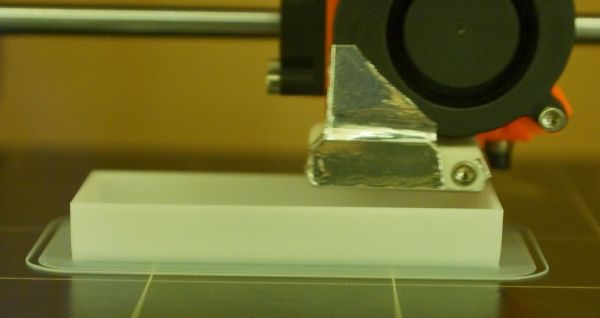
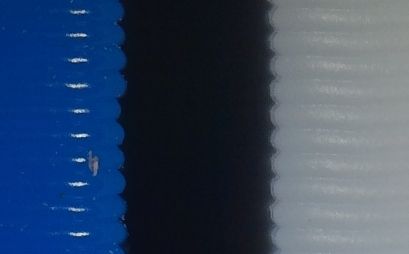
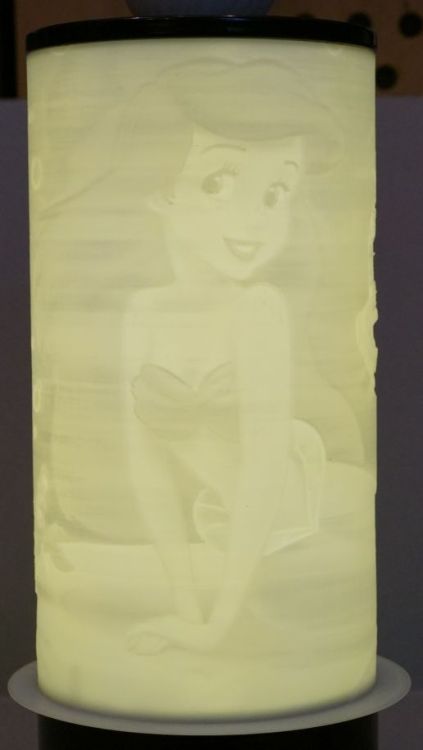
Bonjour, Je viens d’imprimer une série de pièces en HIPS, voici un comparatif avec d’autres pièces imprimées en ABS et parfois en PLA et en SLA Sommaire du test : 1. Introduction – Matériel et filaments utilisés 2. Test mécanique – Le poids 3. Test mécanique – Flexion 4. Test mécanique – Rupture à la traction dans le sens du fil 5. Test mécanique – Rupture à la traction sur l’axe Z 6. Test mécanique – Rupture à la torsion, axe de rotation Z 7. Conclusion des tests mécaniques 8. Géomètrie – Respect des dimensions du modèle 9. Géomètrie – Un brim est nécessaire 10. Géomètrie – Des déformations sur les pièces en HIPS 11. Esthétique – Etat de surface 12. Esthétique – Figurines et possibilité de smoothing 13. Esthétique – Impact de la hauteur de couche 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur 15. Esthétique – Lithophanie 16. Conclusion NB : je ne trouve pas comment rendre mon sommaire "fonctionnel" avec des liens comme on le ferais dans une page HTML 1. Introduction - Matériel et filaments utilisés L’imprimante utilisée est une Prusa I3 MK2s original placée dans un caisson isolant (la température se stabilise entre 40°C et 50°C) J’ai l’habitude d’imprimer en ABS et j’ai pu trouver les bons paramètres pour obtenir des pièces correctes ; en revanche, c’est la première fois que j’imprime en HIPS et j’ai laissé les paramètres par défaut proposés par Prusa Slicer pour le HIPS (hormis la température que j’ai adaptée selon le fournisseur des filaments). Aussi, les défauts qui existent sur certaines pièces réalisées en HIPS sont probablement dus en partie aux paramètres. Les filaments utilisés : - Le PLA gris de marque Prusa fourni avec la Prusa I3 MK2s - Les filaments ABS de chez Grossiste 3D, achetés en 2018, couleurs blanc crème, rouge, bleu et noir - Du filament HIPS blanc de chez FreeSculpt, acheté en 2018, jamais ouvert : - Du filament HIPS noir de chez SMARTFIL, acheté en 2022 : Remarques : - j’ai commencé les tests avant d’avoir reçu le HIPS noir. Donc certains tests ne sont faits qu’avec le blanc. - je ne publie pas les tests dans l’ordre ou je les ai faits, car j’ai organisé ce message avec un sommaire. Le gag : après avoir déballé la bobine de HIPS blanc, je m’aperçois que les flasques n’ont pas le même diamètre interne de chaque côté : Il faut improviser un axe adapté : La bobine repose d'un côté sur la pièce hexagonale, et de l'autre sur les rondelles moyennes prises en sandwich entre deux grandes rondelles. Le tube cuivre ne sert qu'à compenser la hauteur pour qu'une fois dans les encoches de mon support de bobine en bois, il soit de niveau. C'est un bricolage fait à l'arrach' le soir où il n'était donc pas possible de faire du bruit avec de l'outillage pour fabriquer un axe digne de ce nom Maintenant, les tests ! 2. Test mécanique – Le poids Mes pièces en HIPS (6.12g) sont un peu plus légères que celles en ABS (6.32g), ci-dessous pièces noires en ABS et blanches en HIPS : Ces pièces sont des éprouvettes qui serviront pour les tests en flexion et en rupture à la traction dans le sens du fil. 3. Test mécanique – Flexion Mes pièces en ABS (noir) résistent plus à la flexion que mes pièces en HIPS (blanc) : 4. Test mécanique – Rupture à la traction dans le sens du fil Le test se fait dans le sens de la longueur (plan XY), donc dans le sens des fibres (on ne teste donc pas ici la résistance de la fusion entre les couches). Mes éprouvettes ont une section trop importante il faut beaucoup de poids ! Mes pièces en ABS (noir) résistent plus à la traction que mes pièces en HIPS (blanc). Rupture de la pièce en ABS avec 71,4kg Rupture de la pièce en HIPS avec 42,6kg La rupture a le même aspect (ABS en noir, HIPS en blanc) : 5. Test mécanique – Rupture à la traction sur l’axe Z Il faut imprimer des éprouvettes adaptées ; j’ai choisi de faire un cylindre avec taraudage aux deux extrémités, la partie centrale est un cylindre creux : La partie rouge à droite, où j'ai retiré les triangles de la partie extérieure, permettent de voir l'intérieur de l'éprouvette ; la rupture se fera au centre Ces éprouvettes serviront pour deux tests : traction selon Z et torsion autour de Z. J’ai réalisés ces éprouvettes en deux version pour chaque matière : avec smoothing et sans smoothing. Le smoothing des éprouvettes en ABS a été fait à la vapeur d’acétone à froid Le smoothing des éprouvettes en HIPS a été fait par trempage 20 secondes dans du D-Limonène Après smoothing, les pièces ont été séchées 3 jours avant d’être testées. De gauche à droite sur la photo : - Deux pièces en ABS rouge - Deux pièces en ABS rouge smoothées à l’acétone - Deux pièces en HIPS blanc - Deux pièces en HIPS blanc smoothées au D-limonène - Deux pièces en HIPS noir - Deux pièces en HIPS noir smoothées au D-limonène Les marques que l’on peut voir sur les pièces en HIPS smoothées ont été laissées par le fil de fer qui a servit à les tenir pendant le séchage. Voilà le matériel de test : (comment ça, c’est bourrin ?) Les résultats : - ABS : 41 kg - ABS smoothé : 39,5 kg - HIPS blanc : 25 kg - HIPS blanc smoothé : 16,5kg - HIPS noir : 20 kg - HIPS noir smoothé : 13,5kg Vue des pièces après rupture : 6. Test mécanique – Rupture à la torsion, axe de rotation Z Il a fallu bricoler pour appliquer uniquement un effort de torsion aux pièces : Les résultats : - ABS : 4,2 - ABS smoothé : 4,2 - HIPS blanc : 2 - HIPS blanc smoothé : 1,6 - HIPS noir : 1,4 - HIPS noir smoothé : 1,2 Vue des pièces après rupture : 7. Conclusion des tests mécaniques Pour un poids quasi-identique, l’ABS est plus solide, et le smoothing à la vapeur d’acétone à froid n’a presque pas d’impact. Le HIPS est plus fragile, et le smoothing au D-limonène le fragilise. Ces tests ne valent pas de vrais tests en laboratoire, plus précis. Etant donné que j’ai plus d’expérience avec l’ABS qu’avec le HIPS, ces tests sont peut-être biaisés en faveur de l’ABS. 8. Géométrie – Respect des dimensions du modèle Contrairement au PLA , les pièces en HIPS, après impression, sont un peu plus petites. De ce point de vue, le HIPS se comporte comme l’ABS. Voici des mesures dimensionnelles au pied à coulisse : PLA : X 91.48 - Y 40.38 - Z 40 ABS : X 91.18 - Y 40.20 - Z 40 HIPS : X 91.12 - Y 40.20 - Z 40 Il est logique que la côte en Z soit respectée partout, car au fur et à mesure de l’impression la buse dépose toujours le filament à la bonne hauteur, ce qui compense les variations éventuelles de hauteur des couches précédentes. En Z, on a la rétraction uniquement liée à la différence de température entre l'enceinte et la température ambiante, qui est plus faible que la rétraction en X/Y liée à la différence de température entre la buse et la température ambiante. Ci-dessous, pièce en PLA en gris, en ABS en bleu, en HIPS en blanc, toutes imprimées avec 0.20mm par couche. 9. Géomètrie – Un brim est nécessaire Le HIPS adhère plus faiblement au bed en PEI que l’ABS. Le brim est nécessaire pour les pièces en ABS et en HIPS sinon elles se décollent lors de l’impression et se cintrent Il faut aussi bien nettoyer le bed si nécessaire (avec un peu d’eau et de liquide vaisselle, puis après rinçage à l’eau et séchage, un léger coup de chiffon à l’acétone) Les pièces en HIPS se décollent facilement après impression (pas besoin de « languette » pour faciliter le retrait) 10. Géomètrie – Des déformations sur les pièces en HIPS Grâce au brim et à mon caisson, j’arrive à imprimer en ABS sans déformation. Mais pas avec le HIPS ; il y a des déformations, et elles persistent après impression en partie basse (près du bed) : Pièce bleue en ABS, pièce blanche en HIPS, on voit la déformation sur la pièce en HIPS : Sur les brides (pièces noires en ABS, pièces blanches en HIPS) on constate cette déformation, le bord des pièces en HIPS est courbe au lieu d’être vertical : Egalement des déformations sur ce flacon en HIPS (le même flacon, en ABS, n’a pas de déformation) - les flacons ont été imprimés dans l'autre sens, c'est à dire que les faces supérieurs que l'on voit étaient, lors de l'impression, en contact avec le bed : C’est bizarre… le HIPS était censé s’imprimer plus facilement que l’ABS. J’ai probablement des soucis avec mes paramètres (mais le HIPS est censé s’imprimer justement comme l’ABS). Ou alors mes filaments HIPS ont été optimisés pour servir de support soluble et pas pour faire des pièces. 11. Esthétique – Etat de surface L’état de surface des pièces en HIPS parait plus lisse. Les pièces en HIPS sortent mates de l’impression, cela renforce encore l’aspect lisse. J’ai pu faire des photos avec un microscope Andonstar, très utile pour manipuler des composants électroniques de plus en plus petits. Ce microscope m’a permis de retrouver facilement la résolution d’impression d’une pièce : Alors, voici ce que ça donne en comparant les pièces ; sur les photos ci-dessous : ABS en bleu / HIPS en blanc – vue sur la hauteur : PLA en gris / HIPS en blanc – vue sur la hauteur : La pièce en HIPS est peu plus lisse, en quelque sorte les couches sont un peu mieux fusionnées. 12. Esthétique – Figurines et possibilité de smoothing J’ai imprimé des figurines. De gauche à droite, sur la photo : - Gris clair, impression SLA (Anycubic Photon S) - Gris, PLA Prusa - Blanc crème : ABS - Blanc crème : ABS acétone smoothing - Noir : HIPS - Noir : HIPS avec smoothing par trempage dans du D-limonène - Blanc froid : HIPS - Blanc froid (au milieu): HIPS avec tentative de smoothing à l’acétone, après des heures, et même par trempage, juste un léger brillant - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène Le smoothing du HIPS (en tout cas des deux filaments que j’ai testé) ne fonctionne pas à l’acétone, même par trempage. D’après le site de Prusa le HIPS aurait dû au contraire réagir très rapidement à l’acétone : https://help.prusa3d.com/article/hips_167118 ; mais d’après ce forum, certains HIPS réagiraient avec l’acétone et d’autres pas : https://forum.lulzbot.com/t/hips-acetone-smoothing-spots/1823/7 Le smoothing par trempage dans du D-limonène du HIPS : ça fonctionne mais : - Il faut être rapide, trempage entre 10 et 30 secondes - C’est moins précis que le smoothing de l’ABS à l’acétone - On voit que la pièce en HIPS noir a des traces blanches après smoothing - De plus, pour mes éprouvettes, le smoothing du HIPS par trempage a bouffé les taraudages internes (car le D-limonène qui est « huileux » est resté accroché plus longtemps à l’intérieur, malgré un égouttage) - La pièce reste collante pendant une à deux heures, le séchage doit se faire hors poussières - ou alors profitez-en pour coller des paillettes sur une figurine - Après un ou deux jours de séchage, l’odeur résiduelle de citron est assez faible. Evidemment, la pièce imprimée en SLA est la plus précise. Ensuite, ma préférée, est celle en ABS après smoothing à l’acétone. Cependant, je trouve le rendu noir mat de la pièce en HIPS très intéressant. Ce noir mat est utile notamment pour faire des pièces pour la photo ou l’astronomie (pare-soleils, adaptateurs d’objectifs, …) Voici une photo plus détaillée avec les pièces « lisses », de gauche à droite : - Gris clair, impression SLA (Anycubic Photon S) - Blanc crème : ABS acétone smoothing - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène - Noir : HIPS avec smoothing par trempage dans du D-limonène Voici une photo plus détaillée avec les pièces « brutes », de gauche à droite : - Gris, PLA Prusa (0.15mm par couche) - Rouge : ABS (0.20mm par couche) - Blanc froid : HIPS (0.20mm par couche) - Noir : HIPS (0.20mm par couche) Parlons des pièces « brutes », donc sans smoothing. Le HIPS est plus lisse. Ci-dessous : 0.10mm par couche, ABS en blanc chaud à gauche, HIPS en blanc froid à droite : Bref, la figurine rend mieux en HIPS, c’est plus lisse et les défauts sont moins prononcés. 13. Esthétique – Impact de la hauteur de couche J’ai remarqué que le rapport entre la hauteur de la couche et le diamètre de la buse a un impact sur les défauts des pièces. J’ai imprimé mes pièces avec une buse standard de 0.40mm ; la hauteur de couche doit être comprise entre 0,25 et 0,75 fois le diamètre de la buse, ce qui donne pour la buse de 0.40mm une hauteur de couche comprise entre 0.10mm et 0.30mm. La valeur « centrale » de 0.20mm donne moins de défauts pour les parties imprimées en porte-à-faux (ici, le cou du chien) ; ci-dessous, deux pièces en ABS, en rouge 0.20mm par couche et en blanc 0.10mm par couche, buse de 0.40mm pour les deux 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur C’est la fameuse technique utilisée pour faire des faces avant expliquée dans ce post : https://www.lesimprimantes3d.fr/forum/topic/35756-marquage-ind%C3%A9l%C3%A9bile-2-couleurs-sur-le-fond-dun-objet-avec-un-extrudeur/ ATTENTION : comme le HIPS se décolle facilement, surtout lorsque le bed se refroidit, il faut, après impression de la couche de texte noire, maintenir le bed chaud, le temps de changer le filament. Sur chaque photo : - en haut, en blanc crème ABS avec lettrage en ABS noir - en bas, en blanc froid, HIPS avec lettrage en HIPS noir ci-dessous autre angle, pour mettre en évidence les reflets : Dans les deux cas : - Texte imprimé en noir avec une seule couche de 0.15mm - Fond imprimé en blanc avec une première couche de 0.20mm, remplissage 100% (le texte imprimé avec une seule couche de 0.20mm donne de moins bons résultats) La pièce en HIPS est plus lisse (on voit moins les raccords entre boudins de filaments, et on le sent moins en passant un ongle sur la surface) La pièce en HIPS montre un reflet à la lumière comme la pièce en ABS (la face que l’on voit est celle en contact avec le bed de l’imprimante) Les deux pièces ont des bavures sur le texte en noir. Sur la pièce en HIPS, certaines lettres ont des petits manques ; du coup la pièce en HIPS est un peu moins bonne que la pièce en ABS. 15. Esthétique – Lithophanie Je pensais que le HIPS rendrait mieux pour les lithophanies. Ce n’est pas le cas, c’est dommage. A gauche, en ABS blanc crème, après léger ponçage interne suivit d’un smoothing, et à droite en HIPS blanc brut : Le HIPS est certainement handicapé par l’absence de post-traitement… mais la lithophanie est trop grosse pour que je lui fasse un smoothing par trempage dans le D-limonène. 16. Conclusion Voilà c’est terminé ! Je suis un peu déçu, j’ai lu sur d’autres sites et forums que le HIPS avait des avantages par rapport à l’ABS mais je ne les ai pas retrouvés, l’ABS me semble meilleur. Attention, cette conclusion est certainement biaisée par le fait que j’ai beaucoup plus d’expérience avec l’ABS qu’avec le HIPS. Peut-être que mes filaments HIPS ont été optimisés uniquement pour servir de support… mais ce n’est pas le cas du HIPS noir vendu pour faire « de vraies pièces » (le HIPS blanc que j’avais acheté en 2018 était lui présenté sur le site de vente comme matériaux pour supports solubles) Néanmoins, le noir mat du HIPS me sera utile pour imprimer des pièces accessoires pour la photo, ou plus généralement pour avoir des pièces noires mat « discrètes », par exemple, des supports pour exposer des objets dans une vitrine. Car avec l’ABS, je n’arrive pas à avoir du rendu mat ; en particulier, je cherche une méthode (hors peinture) pour, après acétone smoothing, rendre l’ABS mat ou satiné. Qu’en pensez-vous ? Si vous avez déjà imprimé du HIPS, quels paramètres utilisez-vous pour ne pas avoir de déformations comme moi ? A bientôt !


































 1 point
1 point -
Malheureusement je ne suis qu’un demi disciple qui n’a pas de Prusa mais qui utilise du Prusament que je trouve d’excellente facture. Je n’ai donc pas reçu mon carton d’invitation (dit le saint graal by Josef).0 points
-
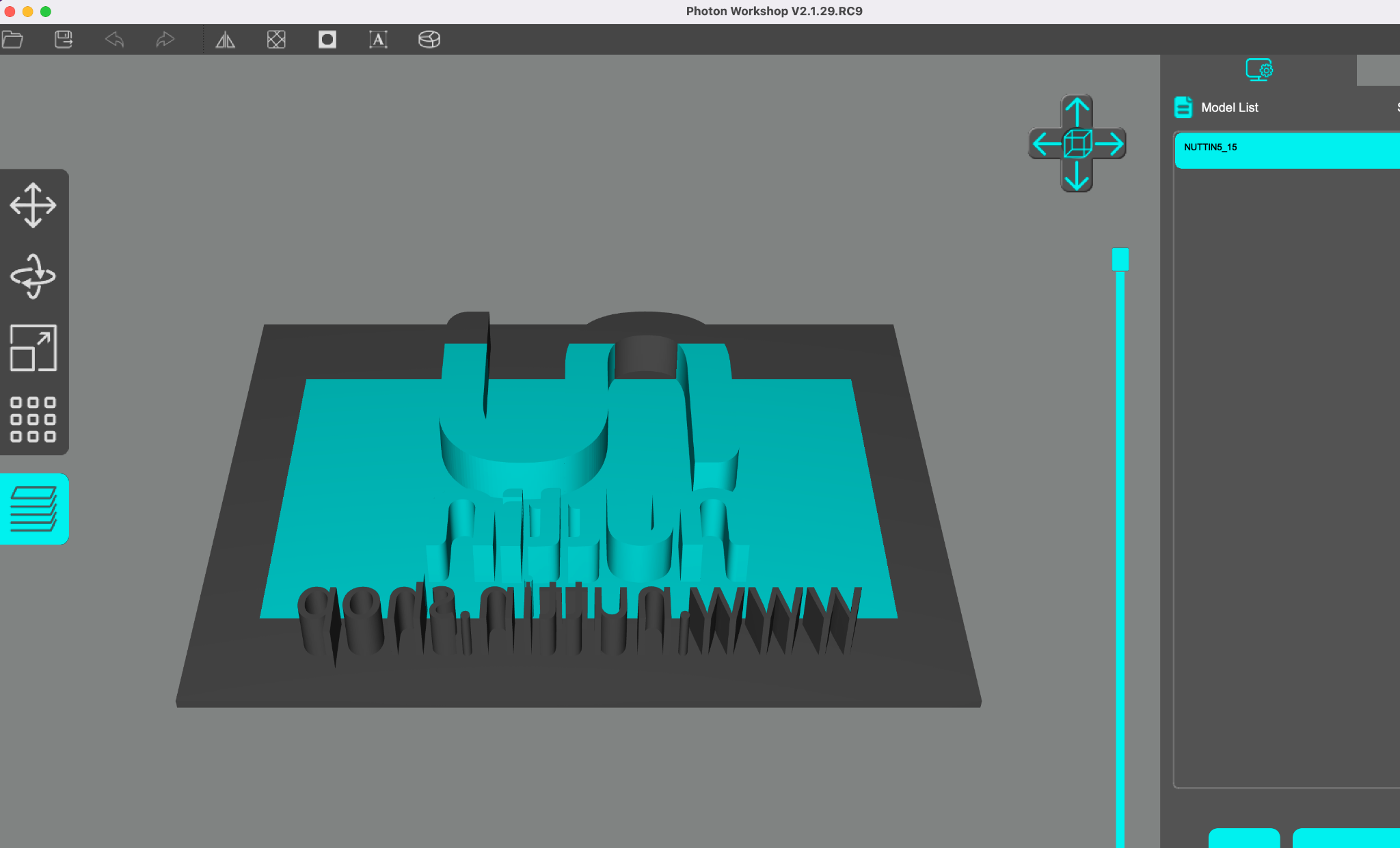
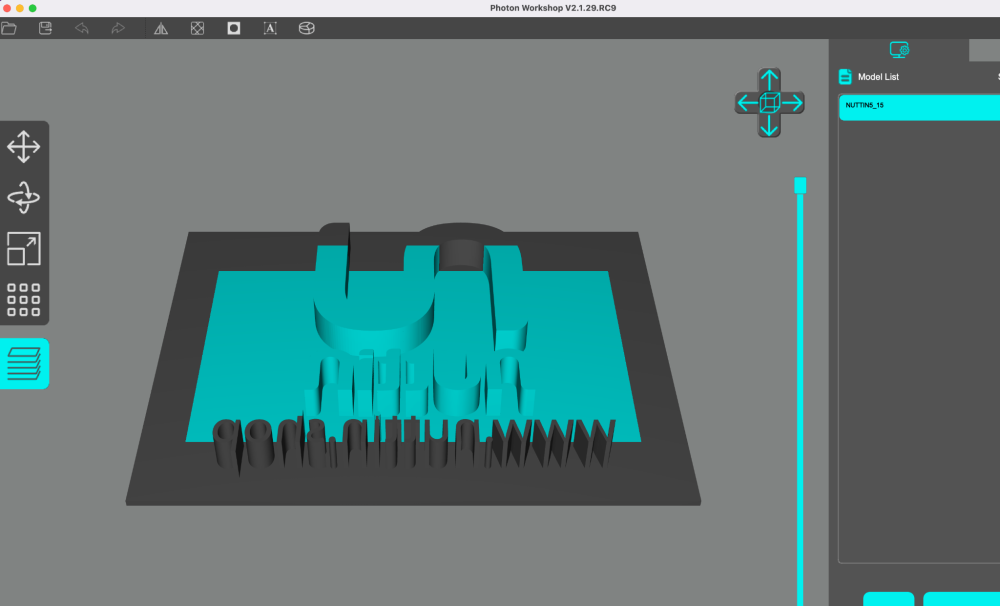
Bonsoir à tout le monde, Savez vous pourquoi ma mise à l'échelle sur TINKERCAD est parfaite MAIS lorsque j'importe mon .STL dans le slicer Photon worshop, l'échelle / le centrage n'est pas le même? ( aussi, les traits bleu vont ils être visible à l'impression? ) J'ai bien envie de faire un essaie d'impression sur ma Photon mono 4K mais savez la raison pour laquelle la similarité entres les deux 'logiciels' ne se fait pas comme il faut? Je n'ai pas la possibilité d'agrandir une fois le fichier STL importé sur workshop. Aussi, merci de dire comment vous avez réussi à mettre les textes par dessus le bloc base rectangle, pour les prochaines fois? Vous êtes au top merci Il avait un bloc de base sur photon workshop dont je n'ai pas fais attention, voir ci-dessous ce que ça donne avant impression? Quen pensez-vous? Je vais essayer de lancer l'impression et vous tiens informé. Je vous tiens informé merci Après y avoir passé 1h, il y a problème de mise à l'échelle entre TINKERCAD et mon slicer Photon workshop, voir captures ci-dessous On voit bien que j'ai mis 68x58 sur Tinkercad MAIS quand jimporte le stl sur photon workshop, il dépasse la zone imprimable qui 'normalement' est supérieure à 68x58 Comment pouvez vous l'expliquer et m'aider s'il vous plaît? Vous pouvez avoir accès sur le lien ci-dessus sur tinkercad Je pense que je ne suis pas très loin du but. Merci encore !

 0 points
0 points