Classement



Contenu populaire
Contenu avec la plus haute réputation dans 25/10/2022 Dans tous les contenus
-
Bonjour, Voici un courrier de TENLOG le mea-culpa qui compte reprendre un meilleur service après-vente Déclaration sur les questions récentes : Chers utilisateurs de Tenlog Printer, nous continuons à prêter attention aux récents retours de pannes de machines, et nous nous excusons de vous avoir apporté une mauvaise expérience. Tenlog fait passer les clients au premier plan depuis la création de l'entreprise. Les clients sont notre sang, donc Tenlog peut rester en vie. Concernant les commentaires de certains clients selon lesquels la machine a un défaut quand elle quitte l'usine De l'assemblage à l'expédition des machines Tenlog, les pièces sont strictement contrôlées, le temps d'essai est de 120 heures et les modèles d'essai ne comptent pas moins de 5 groupes. La probabilité des clients qui signalent que la machine a un problème lorsqu'elle quitte l'usine est de presque 0. Pour les clients qui ont déjà signalé le problème, nous allons également organiser après-vente pour traiter vos problèmes, faites confiance à Tenlog, Tenlog ne décevra pas la confiance de tout le monde, merci encore une fois pour votre soutien à TenLog. De plus, Davis a quitté notre équipe Tenlog. C'est une mauvaise nouvelle. Davis a de plus grands rêves. Il est parti pour suivre ses rêves. En tant qu'équipe Tenlog, nous lui souhaitons meilleur et espérons qu'il ira de mieux en mieux. Eh bien, notre service sera également élevé à une nouvelle hauteur. L'équipe de Tenlog s'occupera de Veronnice Prince pour prendre en charge les questions connexes. Pour quelques mauvaises remarques, nous allons utiliser le temps pour le prouver. En même temps, merci tout le monde pour votre attention à Tenlog, nous serons à la hauteur des attentes. Après discussion d'équipe, nous enverrons gratuitement la plaque de treillis de pièces de machine au client, et nous n'avons qu'à payer des frais d'expédition, pour vous remercier pour votre soutien à Tenlog. Lien de la plaque de treillis : https://www.amazon.com/dp/B08J3KZM45?ref=myi_title_dp Voici nos plateformes officielles, et nous attendons votre réponse avec impatience. Aliexpress : https://tenlog.aliexpress.com/store/5282051 Amazone : https://www.amazon.com/s?me=A3JLSRM1F47BWH... Youtube : https://www.youtube.com/channel/UCMnn-kq1j1bgq-qM2xnrg2Q Compte : www.facebook.com/TENLOG.Dual.Extruder.3D.Printer service après vente : service@tenlog3dprinter.com Site internet : www.tenlog3dprinter.com4 points
-
Merci, peut etre parce qu'on est fabricant, on connait trés bien nos produits, passionné et utilisateur de ces machines. On cherche pas a faire autre chose et je veux pas devenir "revendeur de cartons", c'est dommage ce qu'il t'arrive mais si en France on te vends un produit et que l'intermédiaire n'as rien fait dessus pour le valoriser ou faire le SAV, bah prends le à la source directement.3 points
-
Jusqu'au 6 novembre prochain il y a des coupons intéressants pour faire le plein de filaments chez Eryone. Ils sont valables aussi bien sur les filaments que les résines : -20% pour 3 achetés avec le CODE Halloween20 -30% pour 6 achetés avec le CODE Halloween30 -50% pour 10 achetés avec le CODE Halloween50 Pour 10 bobines achetées, une bobine aléatoire supplémentaire est offerte !
 2 points
2 points -

From the album: PPAC Boîtes
Disponible sur https://www.thingiverse.com/thing:5584498 https://www.crealitycloud.com/model-detail/6356b22e8e8e71cc5b6785b1 https://www.printables.com/fr/model/302073-ghost-nestable-box-2-v12 points -
Ho oui plein de bonbons pour moi Mais j'ai pas de déguisement et je suis surement trop vieux pour allez sonner aux portes des voisins pour des bonbons a Halloween ( aussi, comme les gros truc genre mars, twix, ... ne peuvent pas rentrer dans mes boites (beaucoup d'espace perdu) , je n'aurais probablement que des raisins sec )2 points
-
il va en falloir de bonbons pour remplir toutes ces boîtes2 points
-

From the album: PPAC Boîtes
Disponible sur https://www.crealitycloud.com/model-detail/6356a47936b352c487ff51ab https://www.printables.com/fr/model/302038-skull-nestable-box-2-v1 https://www.thingiverse.com/thing:55843762 points -
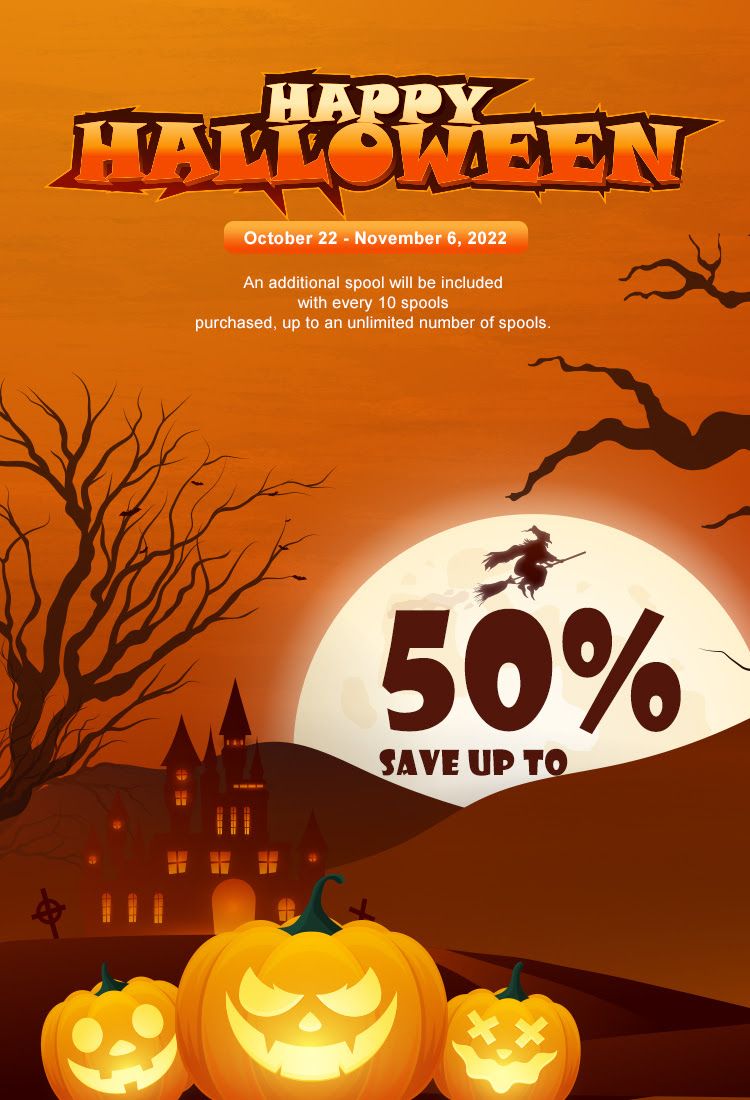
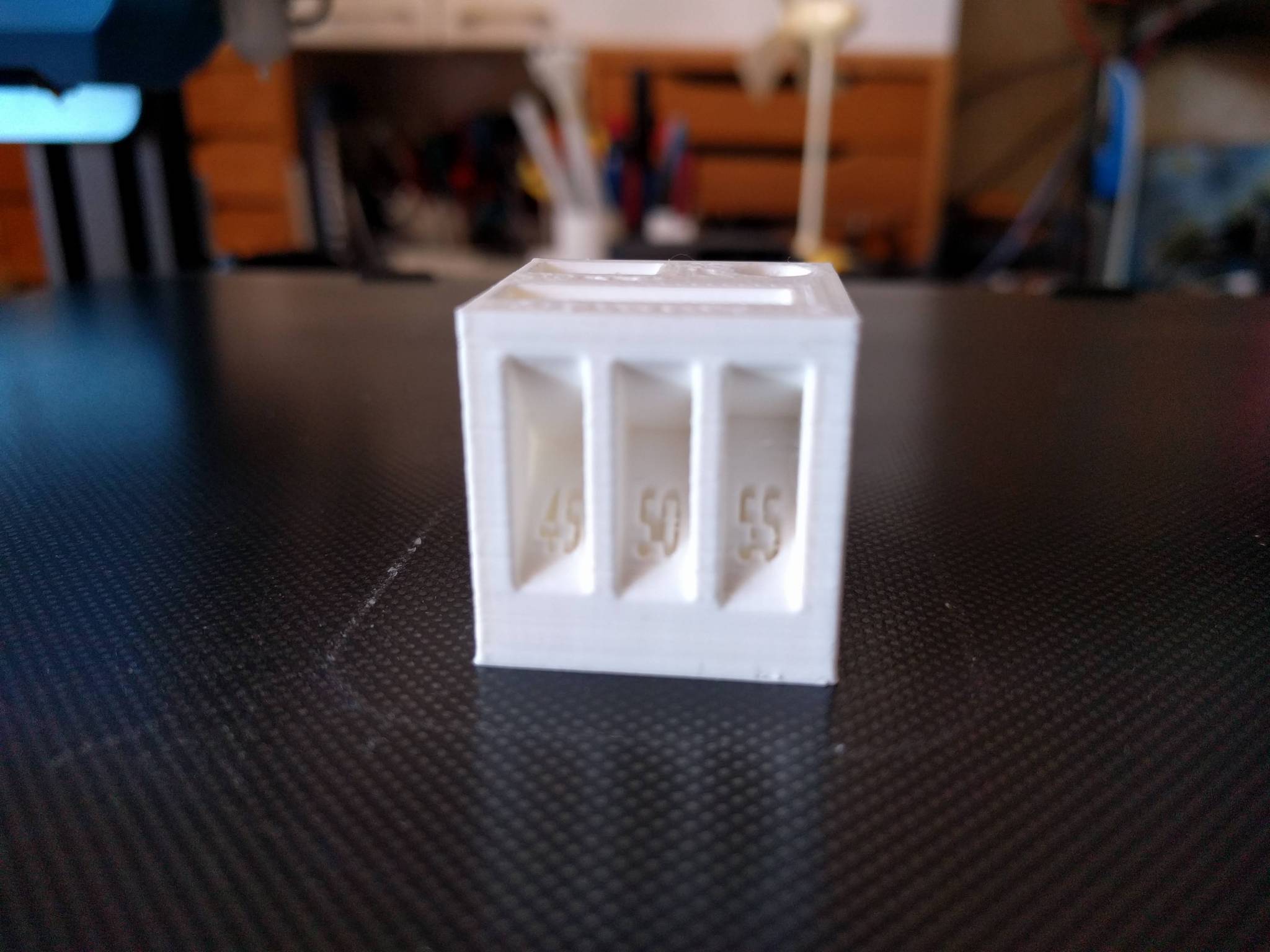
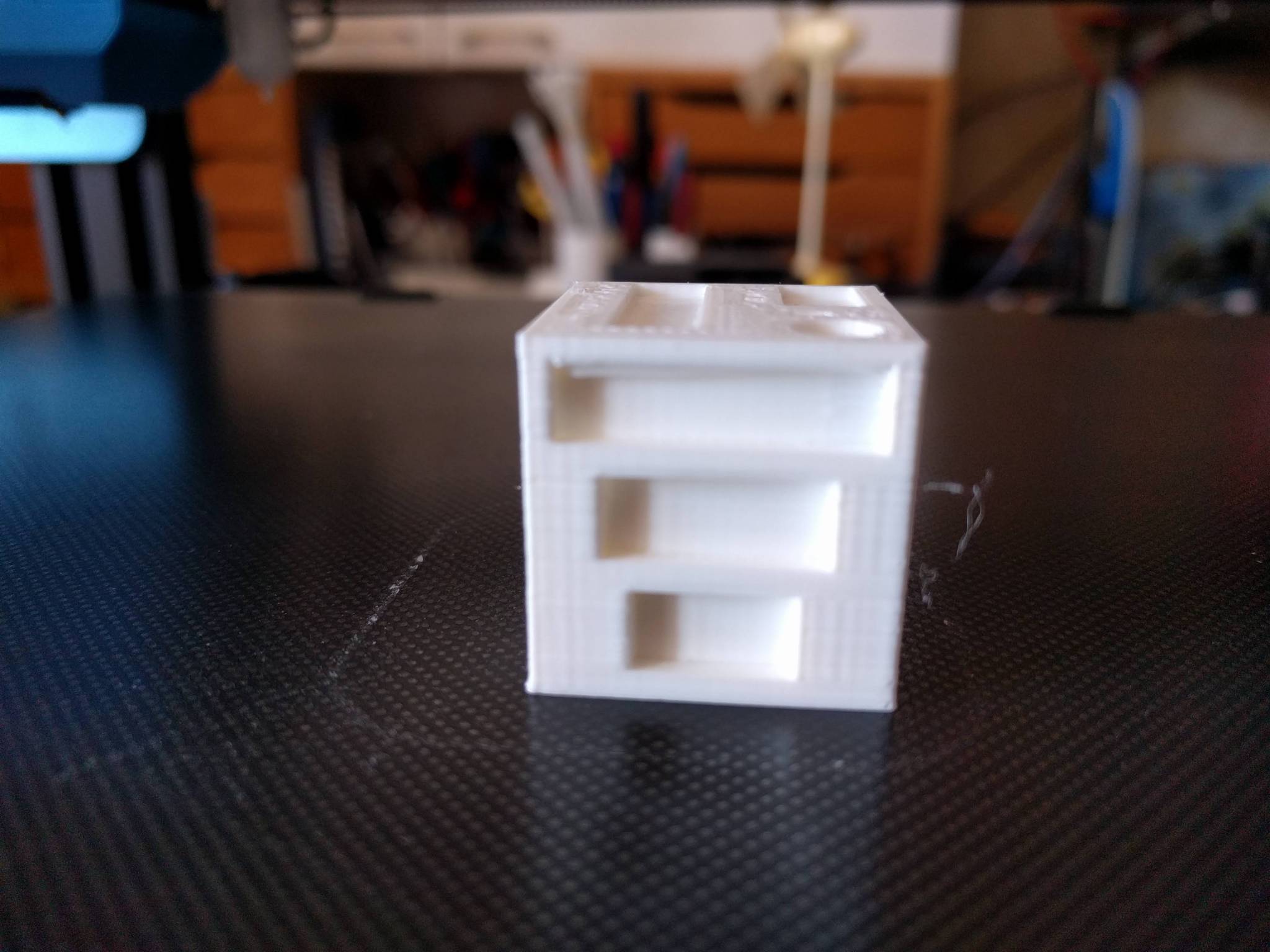
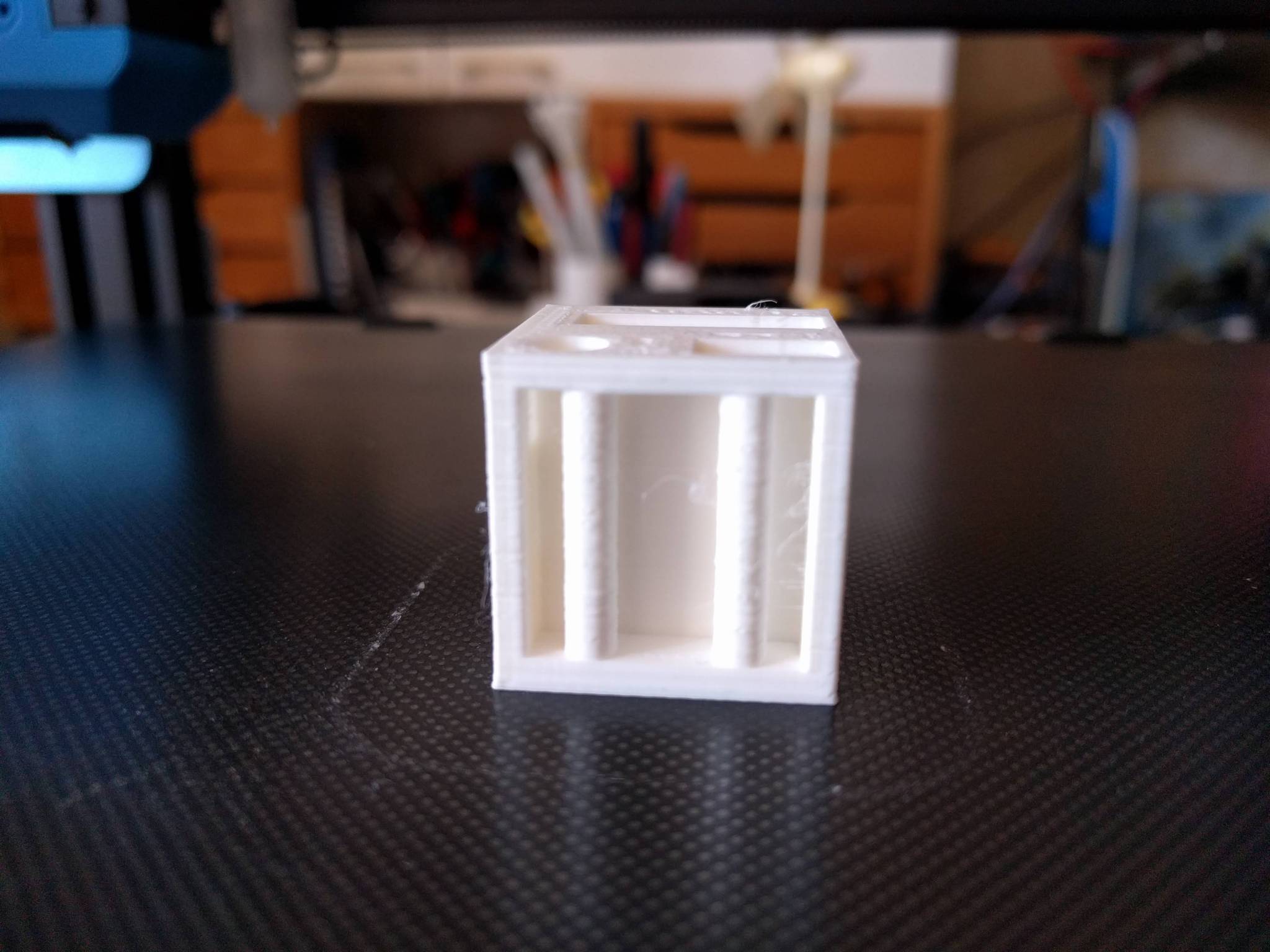
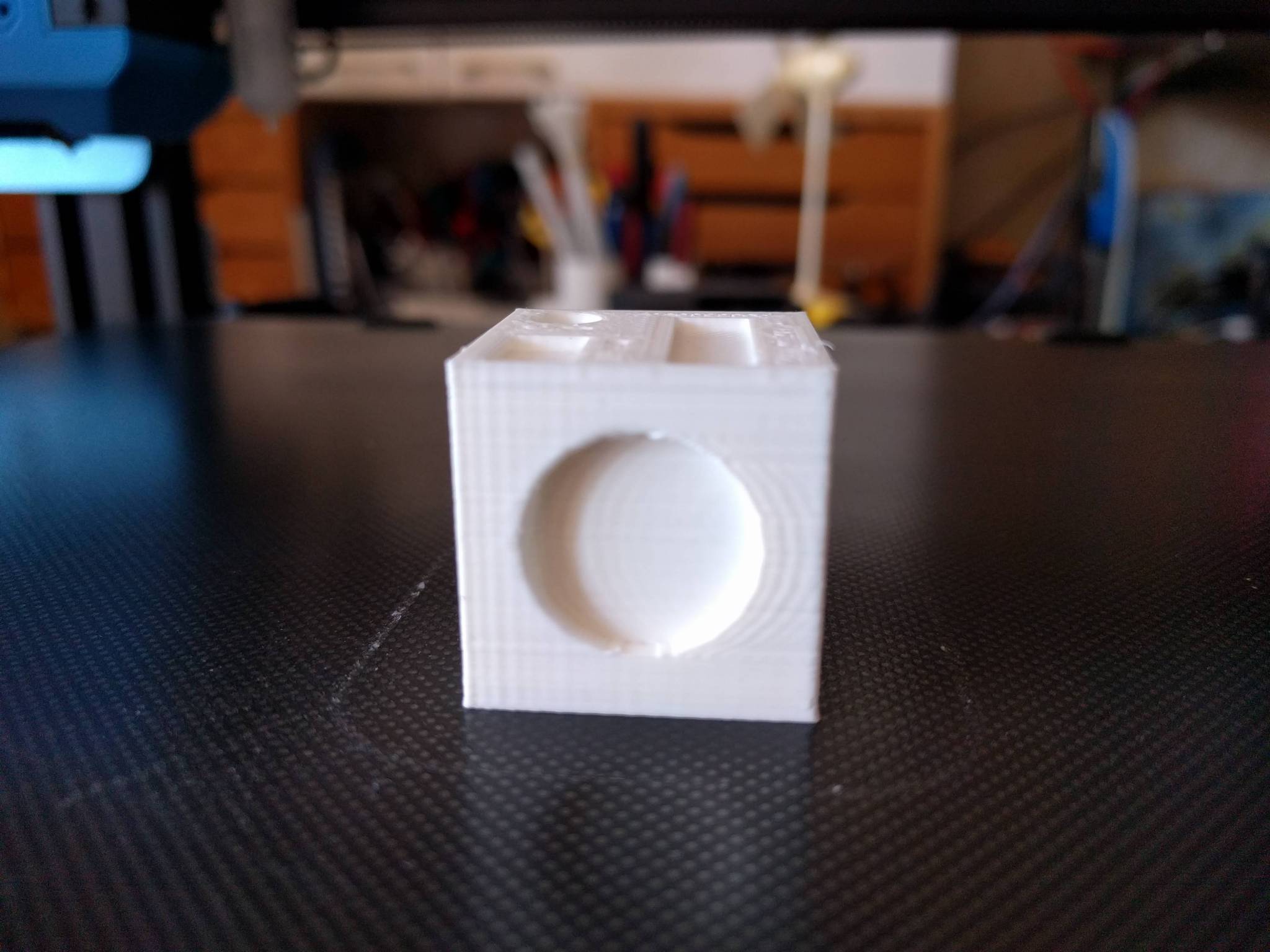
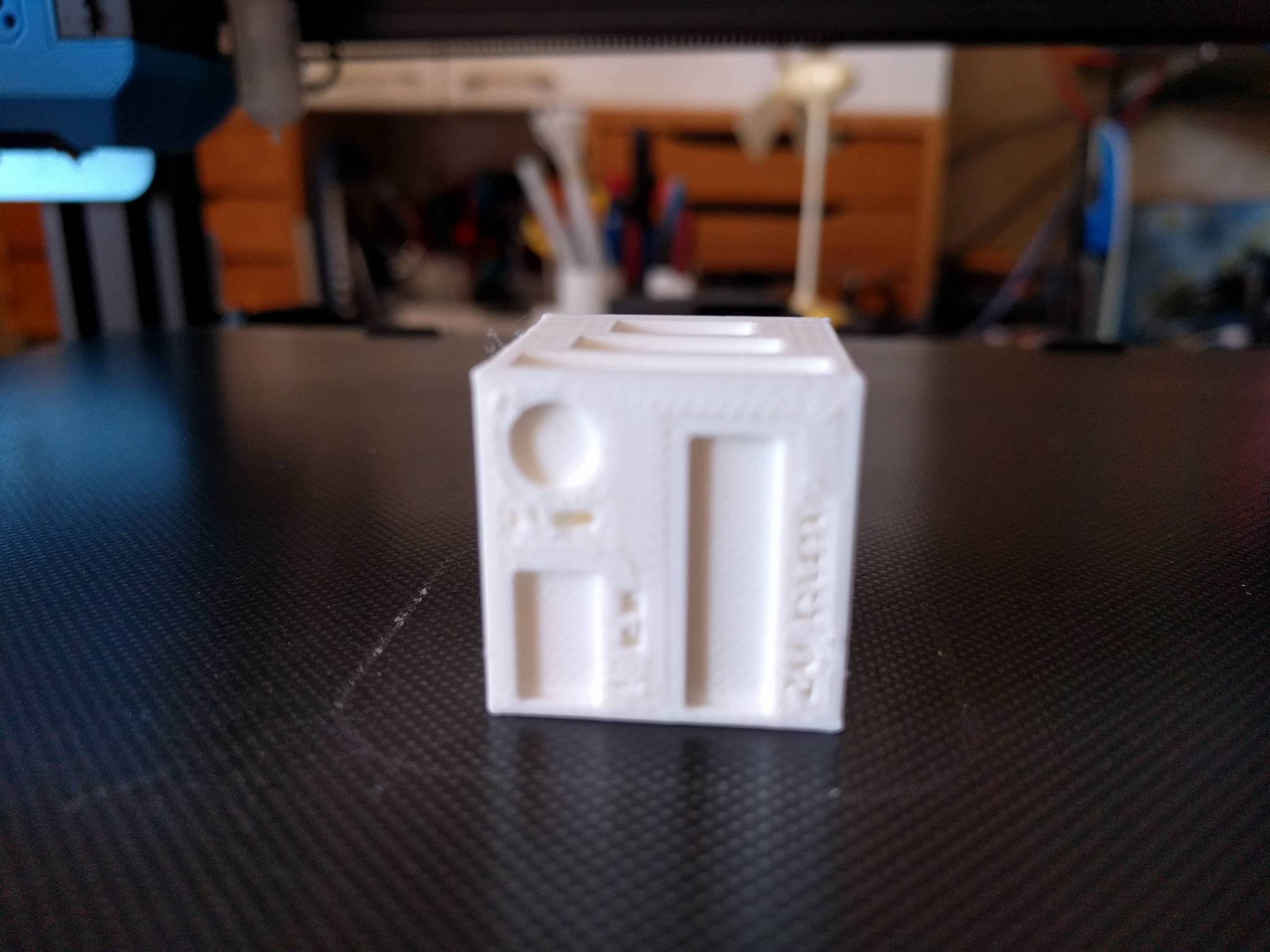
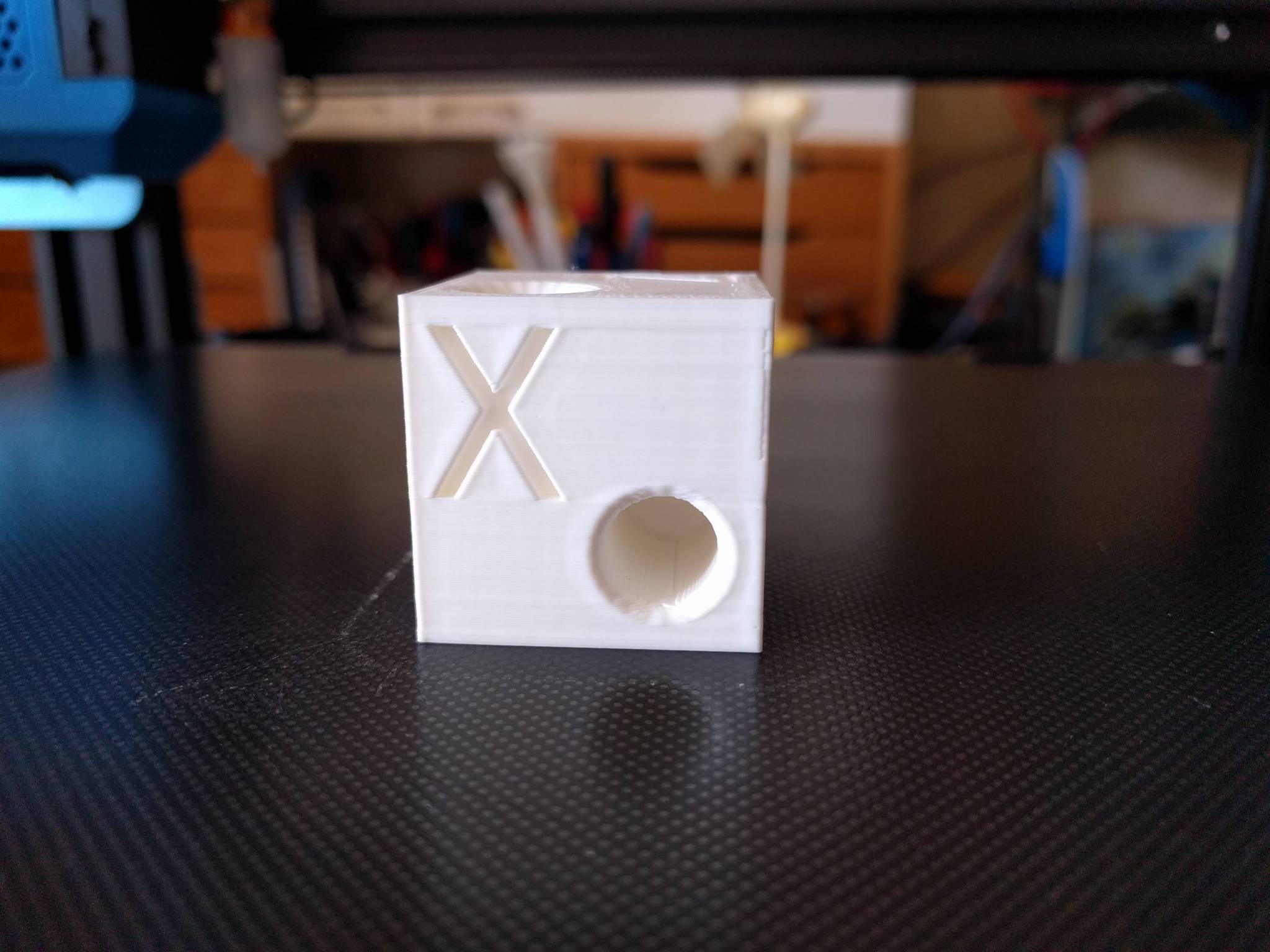
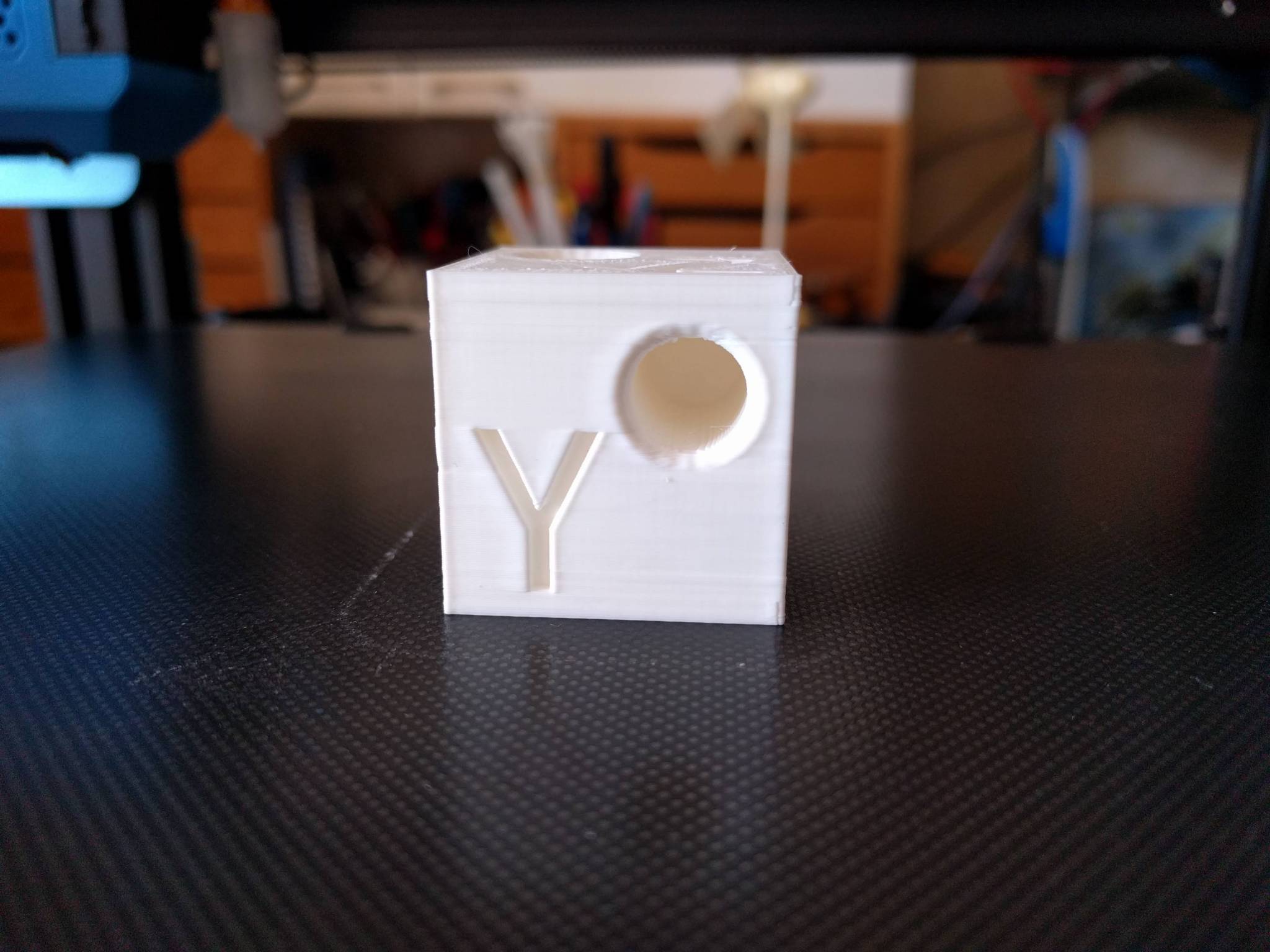
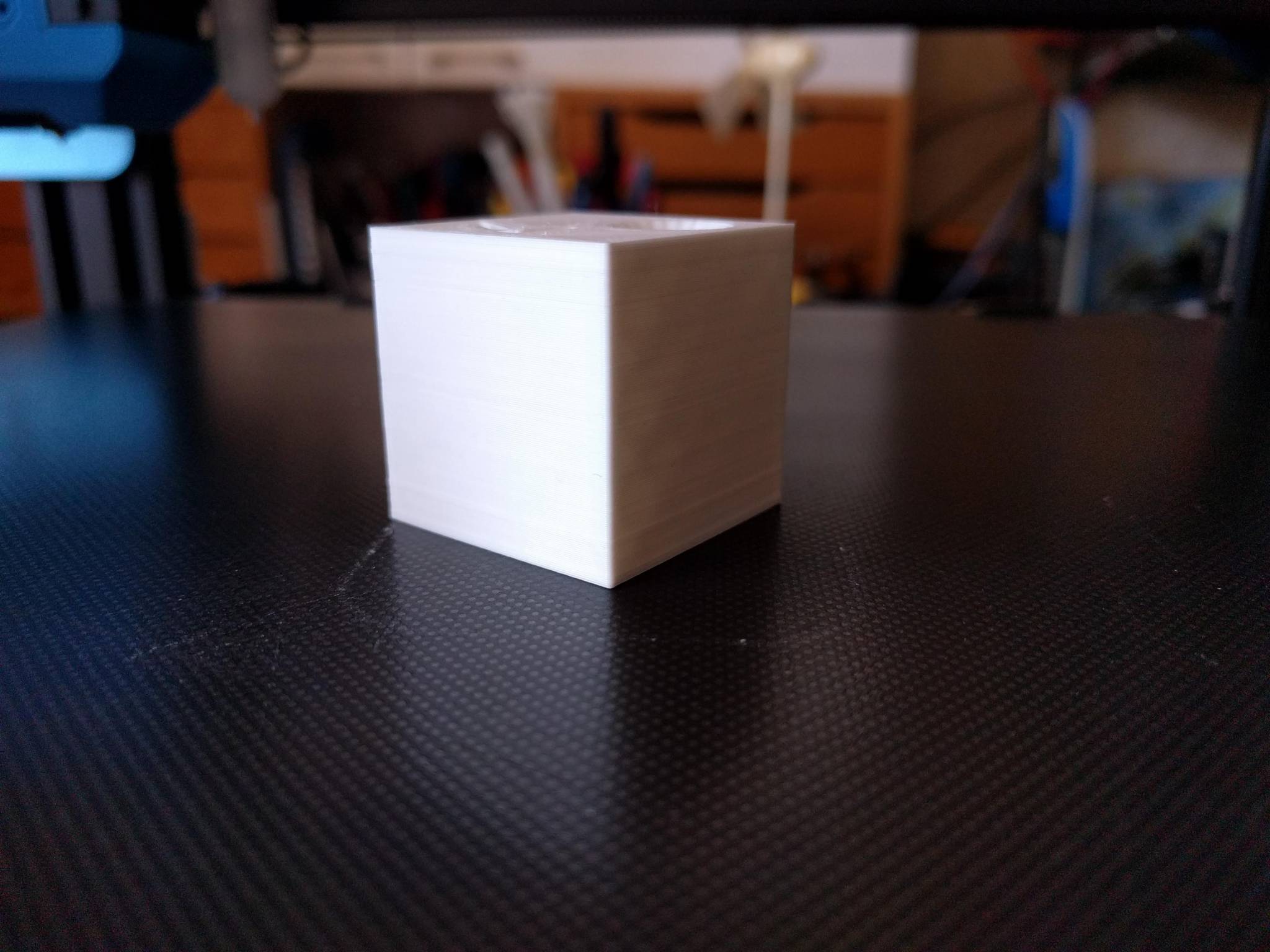
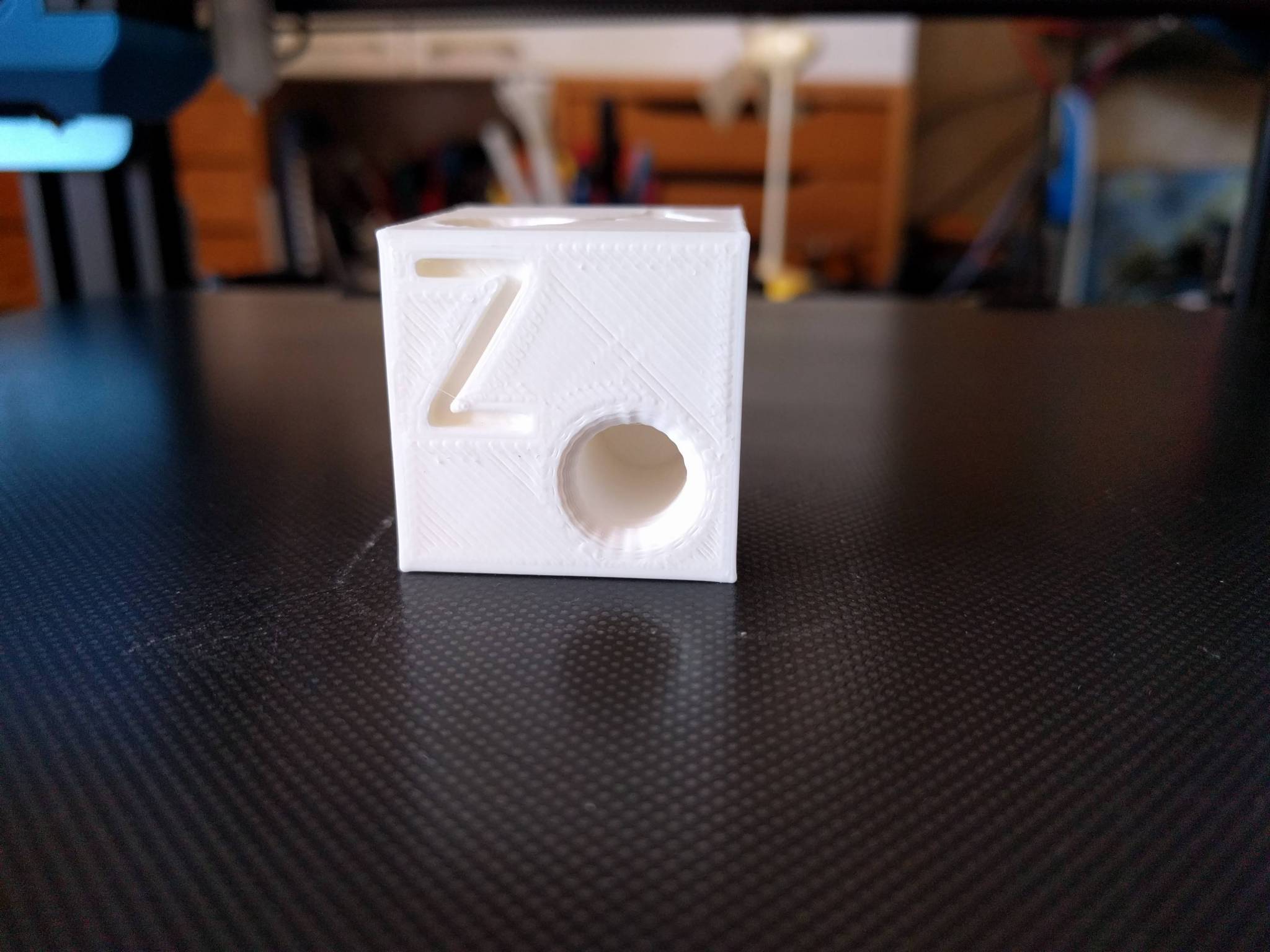
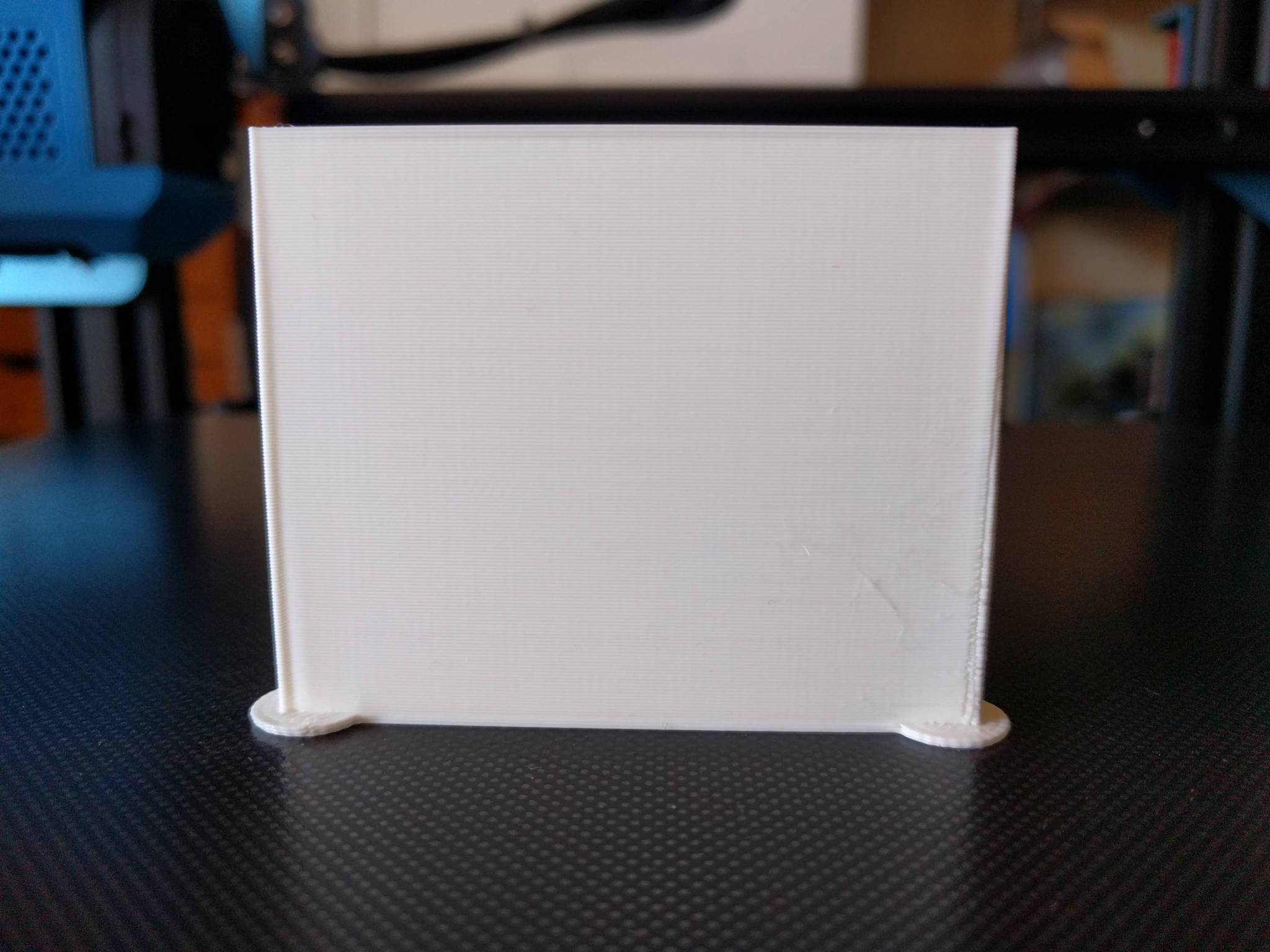
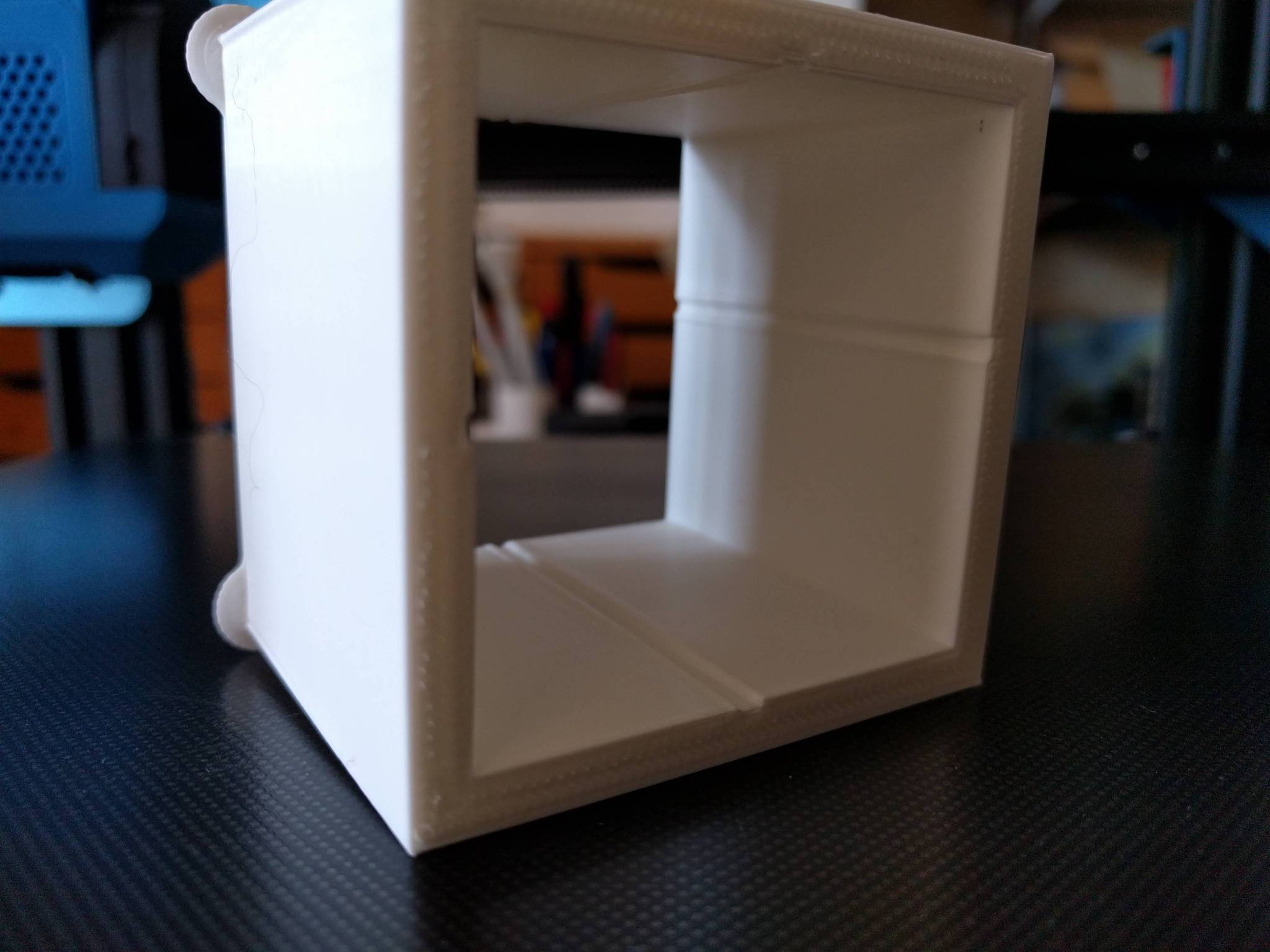
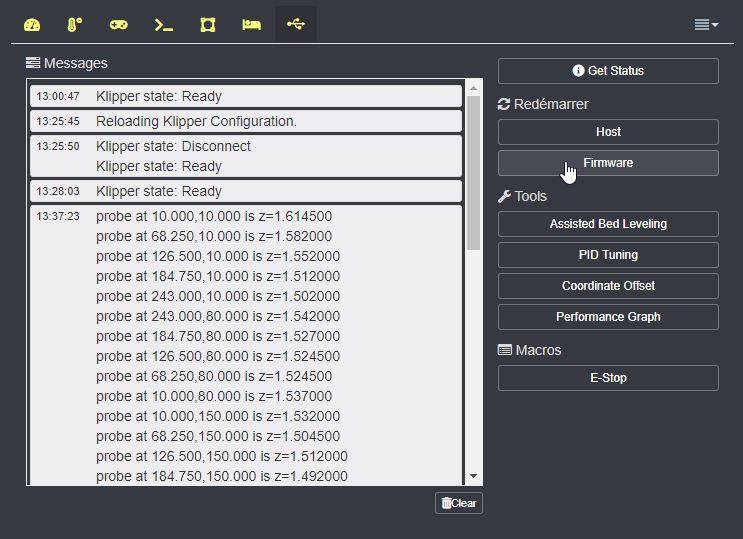
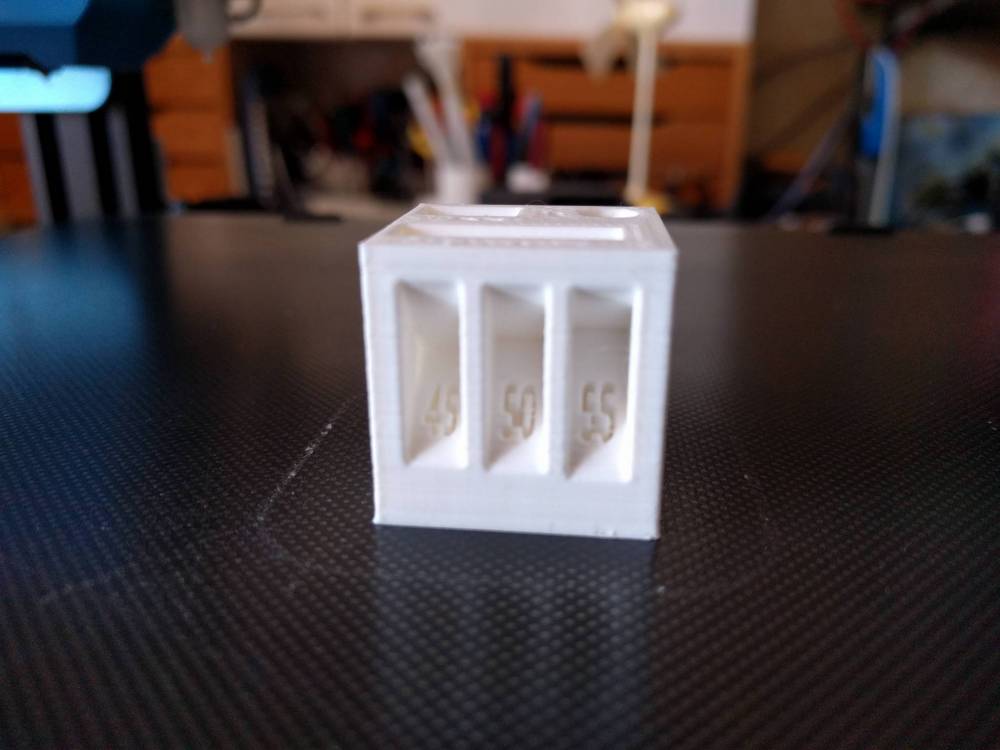
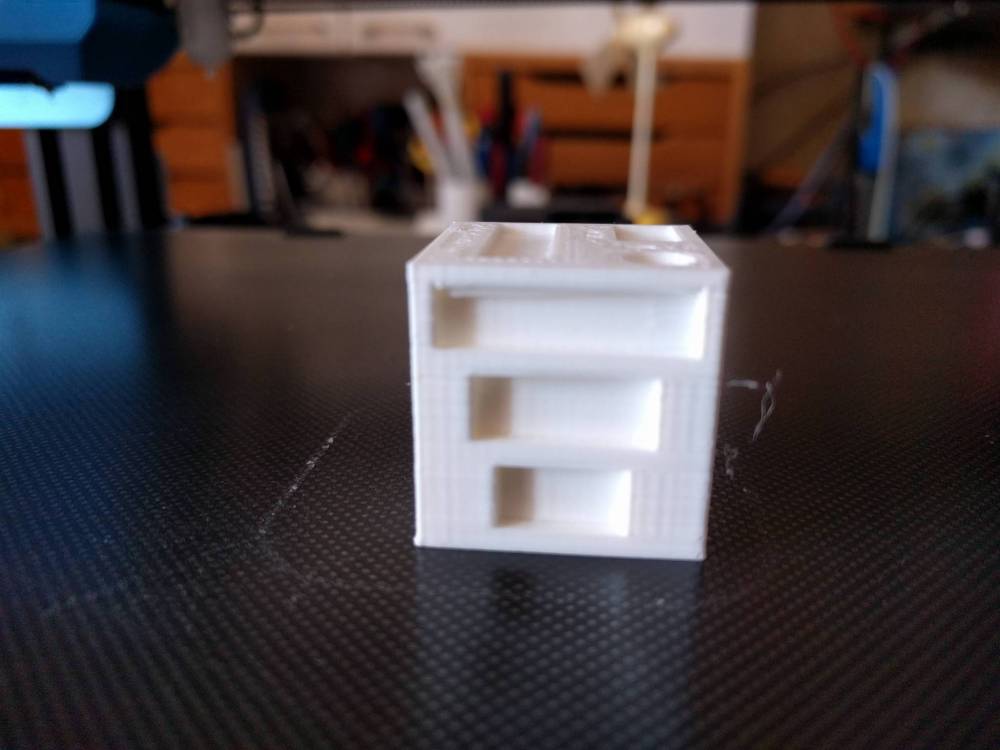
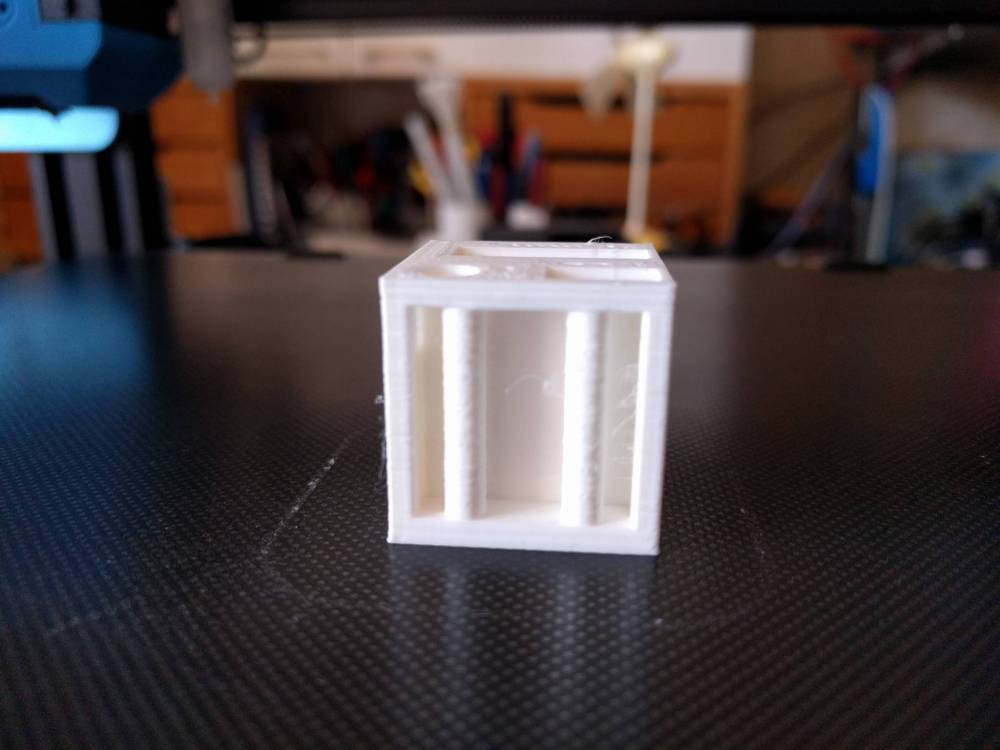
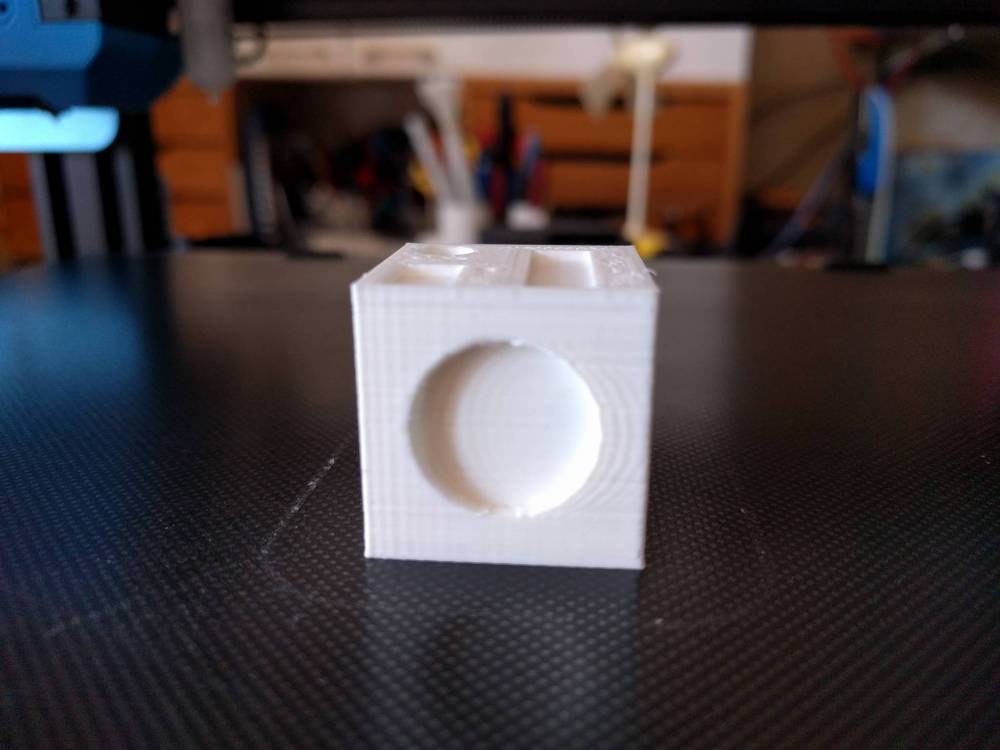
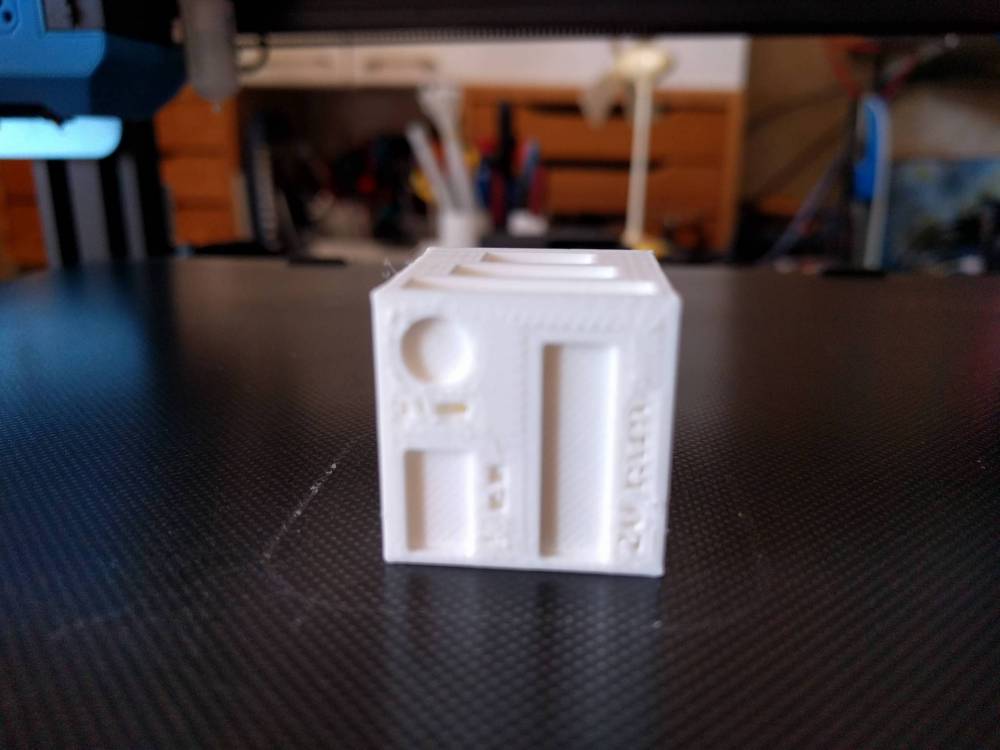
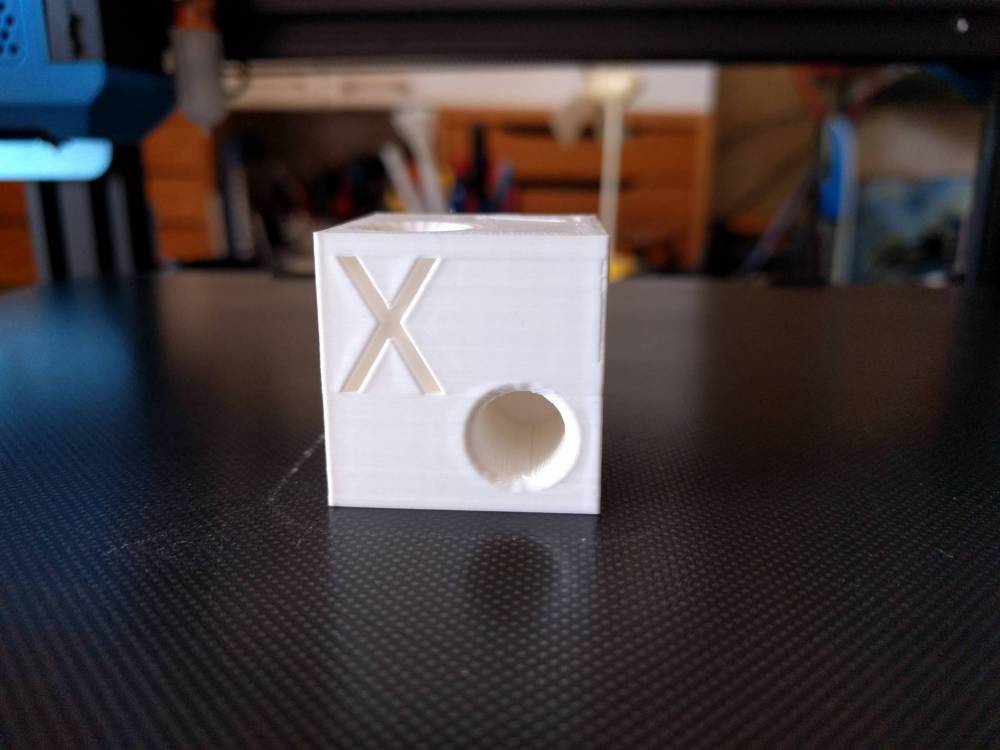
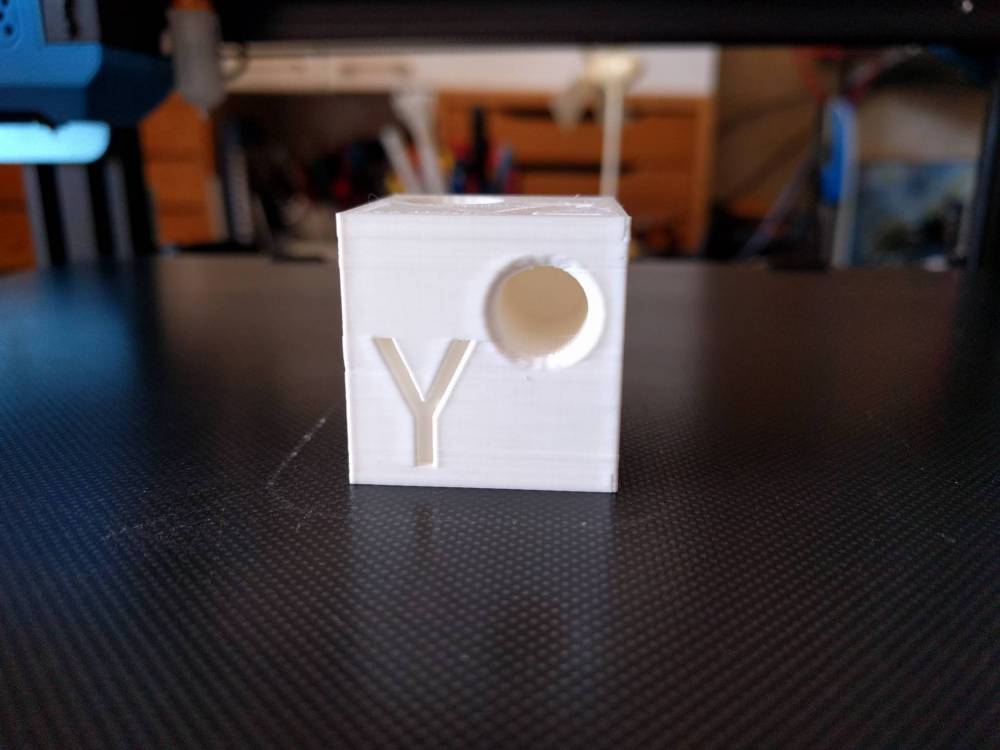
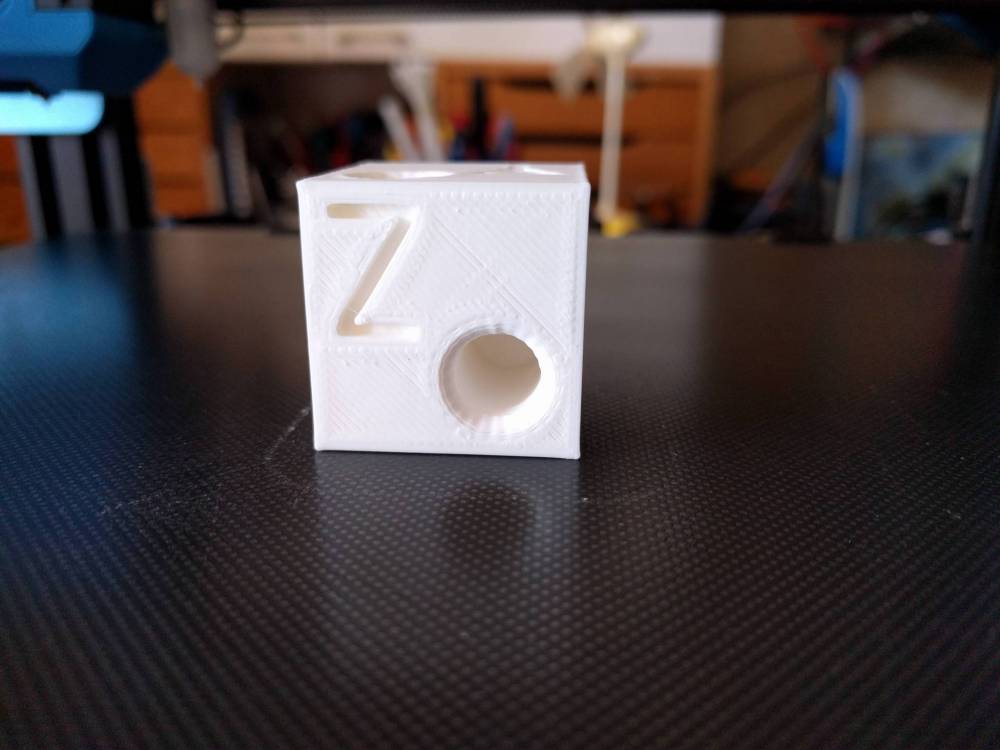
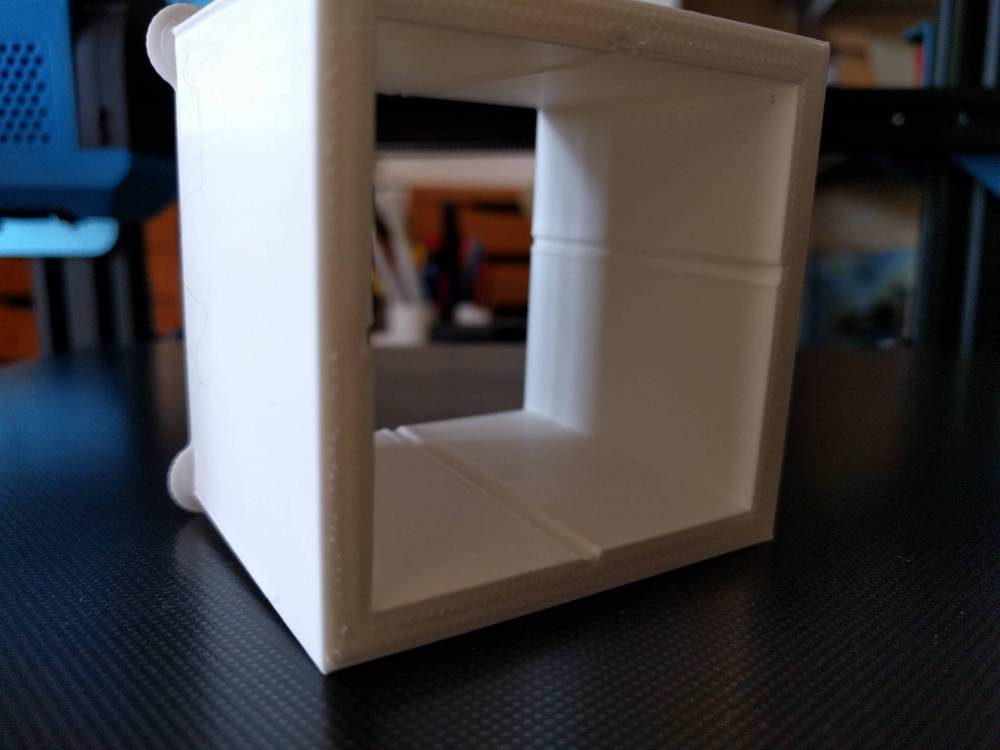
Ayant rencontré quelques difficultés d’impression avec des pièces cylindriques sur ma CR10V2 récemment mise à jour avec un bon et beau Marlin 2.0.5.3 dont j’avais fait part dans ce post : La remarque de @Tircown quant au firmware Klipper m’a «provoqué». Aimant les défis, particulièrement quand ils sont liés à l’informatique, l’électronique et la bidouille en général, j’ai sauté le pas. Je vais donc relater mon expérience, en renvoyant vers les liens qui m’ont été utiles et en fournissant évidemment les fichiers de configuration de ma CR10-V2 (pour les pressés, aller directement à la fin du post pour y trouver ceux-ci). Étape préliminaire Étant de la vieille école, je préfère de loin une bonne documentation format écrit fusse-t’elle en anglais plutôt que des vidéos pour me plonger dans un sujet nouveau. Le créateur du firmware Klipper, justement, a bien fait les choses, de nombreuses heures de lecture sont à prévoir (en ligne ou après récupération de l’archive compressée) : https://github.com/KevinOConnor/klipper Un utilisateur du forum, @Nibb31 a réalisé un excellent tutoriel (en français évidemment) qui explique tout : Tout ce que vous avez toujours voulu savoir sur Klipper sans jamais oser le demander Un autre site dont je me suis fortement servi : https://klipper.info/ Après lecture assidue des documents des liens précédents, je peux alors me lancer, d’autant plus que j’ai tout le matériel nécessaire (imprimantes, raspberry pi, cerveau et couteau). Première étape, installation de Klipper Octoprint étant déjà installé et fonctionnel, je m’y connecte via SSH (utilisateur : pi, mdp : cestmonsecret ou raspberry si vous ne l’avez pas modifié (c’est pas bien de ne pas le faire)). On récupère Klipper : git clone https://github.com/KevinOConnor/klipper ./klipper/scripts/install-octopi.sh Ces deux lignes, télécharge Klipper (git), installe les dépendances indispensables, prépare Klipper pour qu’il démarre automatiquement à l’allumage de la framboise et démarre celui-ci sous forme d’un service (le script «install-octopi.sh»est un fichier texte contenant les lignes de commandes). On construit puis flashe le microcontrôleur : cd ~/klipper/ make menuconfig Choix du microcontrôleur de la carte : Atmega2560 pour la CR10-V2, puis on lance la «compilation» : make On vérifie sur quel port la carte est connectée en USB : ls /dev/serial/by-id/* Le résultat affiche un lien symbolique /dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 vers le périphérique physique (chez moi /dev/ttyUSB0). pi@octopi:~ $ ls -l /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 lrwxrwxrwx 1 root root 13 May 18 12:56 /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 -> ../../ttyUSB0 Il ne reste plus qu’à flasher le firmware : sudo service klipper stop make flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 sudo service klipper start Pour que ce flashage réussisse il faut que Octoprint ne soit pas connecté à l’imprimante (bouton «Déconnecter»). Seconde étape, configurer Octoprint Configurer Octoprint pour qu’il utilise Klipper : ajouter un port série nommé /tmp/printer dans les préférences, Connexion série, onglet Général, «ports série supplémentaires» puis sauvegarder. Revenir dans les préférences, dans l’onglet «comportement» modifier à la section «Que faire en cas d’erreur de firmware» en cochant «Annuler toutes impressions en cours mais rester connecté à l’imprimante», enregistrer. Reste à tester la connexion après avoir sélectionné le bon port série ( /tmp/printer) puis en cliquant sur le bouton «Connecter». En utilisant le terminal avec la commande «status», une erreur est retournée puisque la configuration de l’imprimante n’est pas faite. Pour me faciliter encore plus la vie, j’ajoute un plugin à Octoprint : Octoklipper Troisième étape, configurer Klipper Il reste à préparer un fichier de configuration correspondant à ma CR10V2. Dans les fichiers du répertoire «config» de Klipper, celle-ci n’est pas présente. Il y en a pour la CR10 et la CR10S (printer-creality-cr10-2017.cfg et printer-creality-cr10s-2017.cfg) Dans les sources du Marlin2, les attributions des pattes d’un microcontrôleur sont regroupées dans le dossier src/pins/«controleur»/pins_«carte».h. La carte de la CR10-V2, version2.5.2 (Atmega2560), est déclarée comme une RAMPS modifiée par Creality : #define MOTHERBOARD BOARD_RAMPS_CREALITY les numéros des pins à déclarer seront donc dans pins_RAMPS_CREALITY.h (et en inclusion pins_RAMPS.h). Le fichier prévu pour une CR10S correspond aux attributions, il y aura donc moins de travail de tâtonnement et ça c’est cool. Il y a bien quelques différences mais elles sont minimes. Ayant un Bltouch d’installé, le pin utilisé est celui du Z_MAX alors que le endstop est sur le Z_MIN. Je complète ce fichier de configuration avec les options dont j’ai besoin, place ce fichier dans le home du Pi et relance Klipper soit via le terminal d’Octoprint («firmware_restart») ou via le plugin Octoklipper et le bouton «Firmware» ou «Host» Quatrième étape, vérifier la configuration La documentation relate les étapes à suivre pas-à-pas : vérifier l’affichage des températures vérifier l’«arrêt d’urgence» (M112) vérifier la mise en chauffe du lit et de la tête vérifier le fonctionnement des moteurs vérifier les fins de course vérifier les pilotes des moteurs vérifier le moteur de l’extrudeur calibrer les réglages de PID (tête / lit) Dans l’ensemble peu de modifications à effectuer pour que l’ensemble fonctionne (au cas où, j’avais le doigt prêt à appuyer sur l’interrupteur de l’alimentation). Toutes les attributions de «pins» format «arduino» (déclaration pin_map dans la section [mcu] du fichier de configuration) sont correctes. Possédant un détecteur de fin de filament, j’ai juste eu à inverser sa logique de fonctionnement : au départ : switch_pin: ar2 devient : switch_pin: !ar2 Ma CR10V2 a été modifiée par l’adjonction d’un système d’auto-nivellement (BLTouch de Antclabs ®). Creality a prévu d’origine la possibilité de cet ajout, tout est pré câblé sur la carte mère, il suffit de connecter la prise femelle du câble du Bltouch (5 broches avec détrompeur) sur l’embase électronique située sous l’extrudeur. Cela évite d’ouvrir le boîtier d’alimentation pour déconnecter le contacteur de fin de course de l’axe Z branché sur le ZMIN. La pré connexion du BLTouch le branche sur le ZMAX donc la «pin» à déclarer est la n”19 en mode «pullup» : [bltouch] # CR10V2, connexion sur ZMAXPIN (19) sensor_pin: ^ar19 control_pin: ar11 pin_move_time: 0.4 x_offset: 47 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 1.55 #z_offset: 1.55 speed: 60 Cinquième étape, améliorer la configuration L’imprimante étant à nouveau fonctionnelle, quelques impressions sont réalisées. Auparavant, il me faut modifier les gcodes de démarrage et de fin de mon trancheur (Cura dans un premier temps). En effet, Klipper n’utilise pas la totalité de ceux prévus pour un Marlin (ex : G29). Cette page donne tous les gcodes connus de Klipper. Il utilise de nouvelles directives (extended G-code) sous forme de mots clés équivalents aux gcodes (ex : STATUS, FIRMWARE_RESTART, BED_MESH_CALIBRATE, …). L’avantage de ce système est que l’on peut créer des macros relativement complexes afin de simuler leur équivalent en gcode Marlin. Par exemple pour mes gcodes de démarrage / fin, je vais utiliser les macros suivantes : [gcode_macro START_PRINT] variable_T_BED: 60 variable_T_EXTRUDER: 200 gcode: M117 Home sweet home # Use absolute coordinates G90 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Use the bed mesh #G29 BED_MESH_PROFILE LOAD=cr10v2 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 M117 Chauffe Marcel # Start bed heating and continue M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 # Prechauffe buse M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 C’est parti, mon Kiki... [gcode_macro END_PRINT] gcode: M117 C’est fini # move z up G91 G1 E-2 Z+10 F3000 # absolute xy G90 G1 X5 Y295 F2000 #disable hotend and heated bed M104 S0 M140 S0 # disable steppers M84 BED_MESH_CLEAR # prime the nozzle [gcode_macro PURGE] gcode: M117 Ligne de purge G92 E0 ;Reset Extruder # move z axis G1 Z2.0 F3000 ;Move Z Axis up # move to prime position G1 X2 Y30 Z0.28 F5000.0 ;Move to start position G1 X2 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X3 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X3 Y50 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up # G29 => (1) home all (2) get bed mesh (3) move nozzle to corner so it doesnt ooze on the bed while heating up. [gcode_macro G29] gcode: G28 BED_MESH_CALIBRATE G0 X0 Y0 Z10 F6000 BED_MESH_PROFILE save=cr10v2 Dans Cura, mes gcodes de démarrage / fin deviennent ) : ; gcode macro Klipper (démarrage) START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} ; gcode macro Klipper (fin) END_PRINT Avant de me lancer dans les impressions, je réalise la calibration de l’extrudeur (100 mm demandés = 100 mm fourni), méthode «matérielle only» donc PTFE déconnecté en sortie d’extrudeur. Résultats, un poil trop (trois tests de 100 mm, au lieu de 300mm, j’ai 303, donc règle de trois pour affiner mes pas qui passent de 0,00714285 (1/140 pas) à 0.00719666 (1/138.95 pas) [mon extrudeur a été remplacé par celui des CR10S Pro, BMG sans réduction]. Un premier cube de calibration (25x25x25mm) est tranché puis envoyé à Octoprint afin d’être imprimé. Les résultats dimensionnels sont très corrects (25 x 25 x 25,02 (XxYxZ). Au dessus j’ai bien 10 , 20 et 6 mm, les ponts sont bons, pas de «stringing» sur la face colonnes, un beau cercle, des «overhang» quasi parfaits. Le seul défaut est un léger «pied d’éléphant». Impression faite avec du PLA 3D870 Blanc (le stock de filament commence à s’épuiser), température de 215°, vitesse d’impression de test à 100 mm/s sauf pour les parois, interne à 75 mm/s, externe à 50 mm/s. J’en profite en continuant mes tests, j’ajoute la gestion de la rétraction dans le firmware Klipper (je reprends les valeurs utilisées par Cura) : [firmware_retraction] retract_length: 5.2 retract_speed: 25 unretract_extra_length: 0 unretract_speed: 20 et en ajoutant l’option dans Cura : Un autre cube de calibration (30x30x30) avec des cylindres internes de profondeur 20 mm sert à tester cette «nouvelle rétraction». L’examen du gcode obtenu permet de voir les nouveaux gcodes de rétraction (G10/ G11). ;Generated with Cura_SteamEngine 4.6.1 M82 ;absolute extrusion mode ; gcode macro Klipper START_PRINT T_BED=60 T_EXTRUDER=215 G92 E0 G92 E0 G10 ;LAYER_COUNT:150 ;LAYER:0 M106 S255 G0 F6000 X165.065 Y129.811 Z0.2 ;TYPE:SKIRT G11 G1 F1200 X165.708 Y129.86 E0.02145 … Sixième étape, Pressure Advance Qu’est que c'est que ça que c'est ? D’après la documentation, «Pressure advance does two useful things - it reduces ooze during non-extrude moves and it reduces blobbing during cornering. (traduction approximative : L'avance à la pression a deux effets utiles : elle réduit le suintement lors des mouvements sans extrusion et elle réduit les coups dans les virages (mon interprétation : les coins sont plus francs, moins arrondis )). C’est plus ou moins l’équivalent du «Linear advance» pour Marlin. Malheureusement, cette option, je ne peux pas l’activer dans Marlin avec ma carte Creality «silencieuse» équipée de pilotes TMC2208 déclarés en mode standalone. Si je l’active, mon extrudeur va plus ou moins rapidement arrêter de fonctionner. Depuis quelques mois (mi mars 2020), le développeur de Klipper a fourni une correction qui permet d’utiliser ce firmware avec cette option pour des TMC2208 en standalone. En suivant scrupuleusement la documentation, la tour carrée est tranchée, les directives d’impression sont données, l’impression est lancée. Une fois finie et examinée, mes valeurs de PA sont ajoutées dans la section [extruder] du fichier de configuration. Conclusion (provisoire) Klipper est un excellent firmware qui mérite d’être essayé. Une fois le flashage sur la carte mère réalisé, sa facilité de paramétrage, de tests est sans commune mesure avec Marlin : on effectue les modifications dans le fichier de configuration, après un RESTART ou un FIRMWARE_RESTART, la nouvelle configuration est prise en compte, plus besoin de modifier son (se) fichier(s) «.h» puis de recompiler et installer en flashant. La possibilité des «macros» est juste énorme, de nombreuses choses deviennent possibles. Klipper peut gérer (je n’ai pas testé) plusieurs cartes (en gros principe de maître / esclave), l’absence d’une fonctionnalité sur la carte principale n’oblige pas forcément à en changer. On ajoute une autre carte (une RAMPS par exemple) et on peut utiliser ses fonctionnalités en plus de la carte «principale». Merci @Tircown de m’avoir obligé à sortir de ma zone de confort et un grand merci @Nibb31 pour avoir créer son excellent tutoriel. A suivre… PS : pour ceux qui voudraient tenter l’aventure, comme promis en début du sujet, mes fichiers de configurations actuellement utilisés et fonctionnels sur ma CR10V2 avec sa carte d’origine V2.5.2. Fichiers à placer dans le home de Pi, là où se trouve Octoprint (/home/pi): Ma configuration est désormais accessible sur mon dépôt Github : https://github.com/fran6p/cfg_klipper

 1 point
1 point -
Impressions réalisées avec une Anycubic Kobra ( simple ). Filament PLA Blanc Arianeplast. Modélisé avec OpenSCAD.1 point
-
-
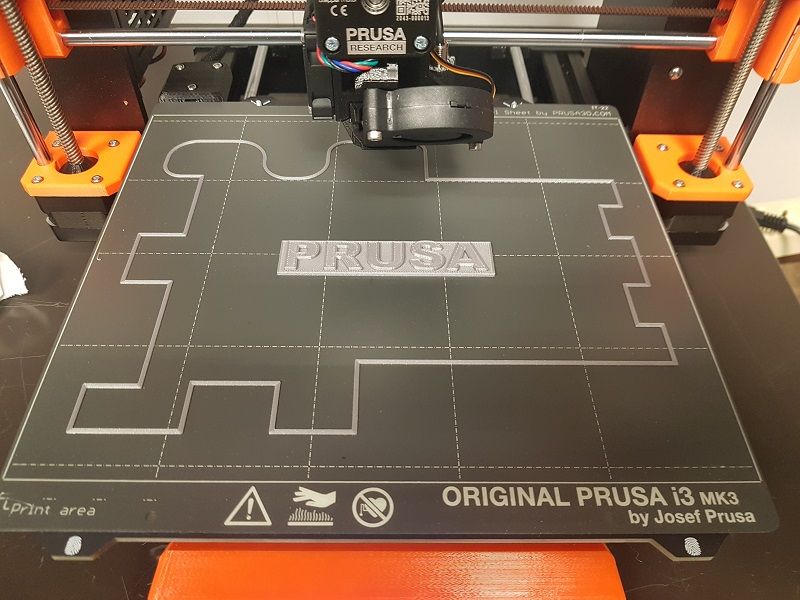
Salut Après recherche d'une imprimante 3D pour le Fab Lab du boulot, nous avons acheté une Prusa i3 MK3S+. Imprimante commandée avec quelques pièces de rechange et 4 bobines de filament pour commencer et livrée en moins d'une semaine Il a bien fallut l'installer cette nouvelle machine. Et là ben tout c'est passé en moins d'une heure. Rappel la MK3S+ est livrée assemblée, testée et calibrée chez Prusa avec une impression de test encore présente sur le plateau Les étapes sont les suivantes : On ouverture le carton, on enlève les mousses, on sort l'imprimante et on la pose sur un meuble ou un bureau, on branche le 220v et on la met en marche. La machine fait une calibration de l'axe Z. Il faut ensuite décharger le morceau de filament utilisé pour l'impression de test, charger le nouveau filament et puis c'est tout. La machine est prête à imprimer Par acquis de conscience j'ai vérifier la calibration de la 1ère couche et j'ai imprimé le logo Prusa de test présent sur la clé USB qui est sorti nickel A oui j'ai oublié un truc important. Il faut assembler et fixer le support de bobine sur le châssis de la machine. Ce qui prend facilement 1 minute et 30 secondes Je dois dire que j'ai été bluffé par la facilité pour l'installer et tout ce qui a donc été fait chez Prusa avant de livrer l'imprimante. Je suis également surpris du silence de la MK3S+ Du coup je trouve ma MINI+ bruyante Bon par contre rien à bricoler c'est frustrant et il va falloir maintenant sortir les quelques impressions en attente Voilà je suis définitivement Prusa addict . Merci Joseph Je vous ferais quelques retours suite à nos premières impressions @+ JC
 1 point
1 point -
111 c'est l'invasion des huns... C'était le 11/11/1111 à 11h 11 et 11 secondes1 point
-
Salut Peut être aussi un filament humide. Un passage au four a 45 50 degrés pendant 4 heures devrait améliorer les choses @+ JC1 point
-
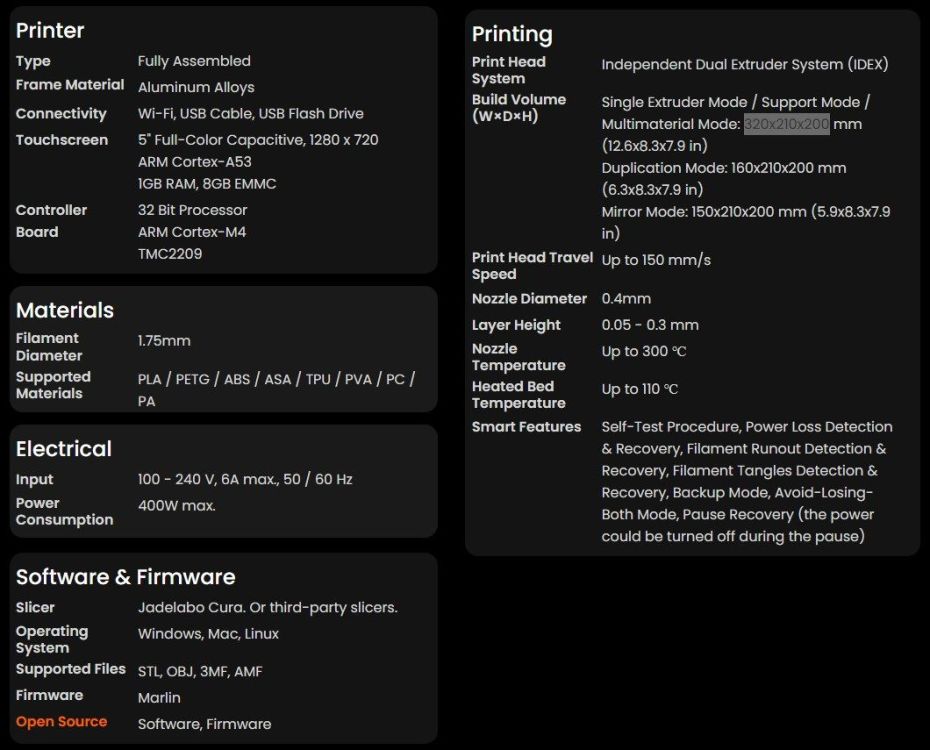
Oui, d'ailleurs le site de Jadelabo a bien changé, heureusement, j'ai pu en trouver une copie en cache et on en apprend un peu plus sur les specs : https://www.lesimprimantes3d.fr/divers/Jadelabo-J1.html La version Snapmaker je ne sais pas mais la Jadelabo avait ça comme caractéritiques techniques :
 1 point
1 point -
Pour la fuite, j'ai tout nettoyé et j'ai vérifié les serrages à froid et à chaud..... ça devrait être bon désormais. Pour la tête qui bouge.... elle était bien serrée et j'ai fait plusieurs impressions sans souci. Et là, les premières heures se sont très bien passées et dans la nuit, il y a eu un souci et la tête était desserrée de beaucoup.... malgré l'écrou stop. J'ai tout resserré et je ferais un test, un jour tranquille, pour lancer un gros print en restant dans le bureau..... Un grand merci pour être toujours présent pour donner un coup de main1 point
-
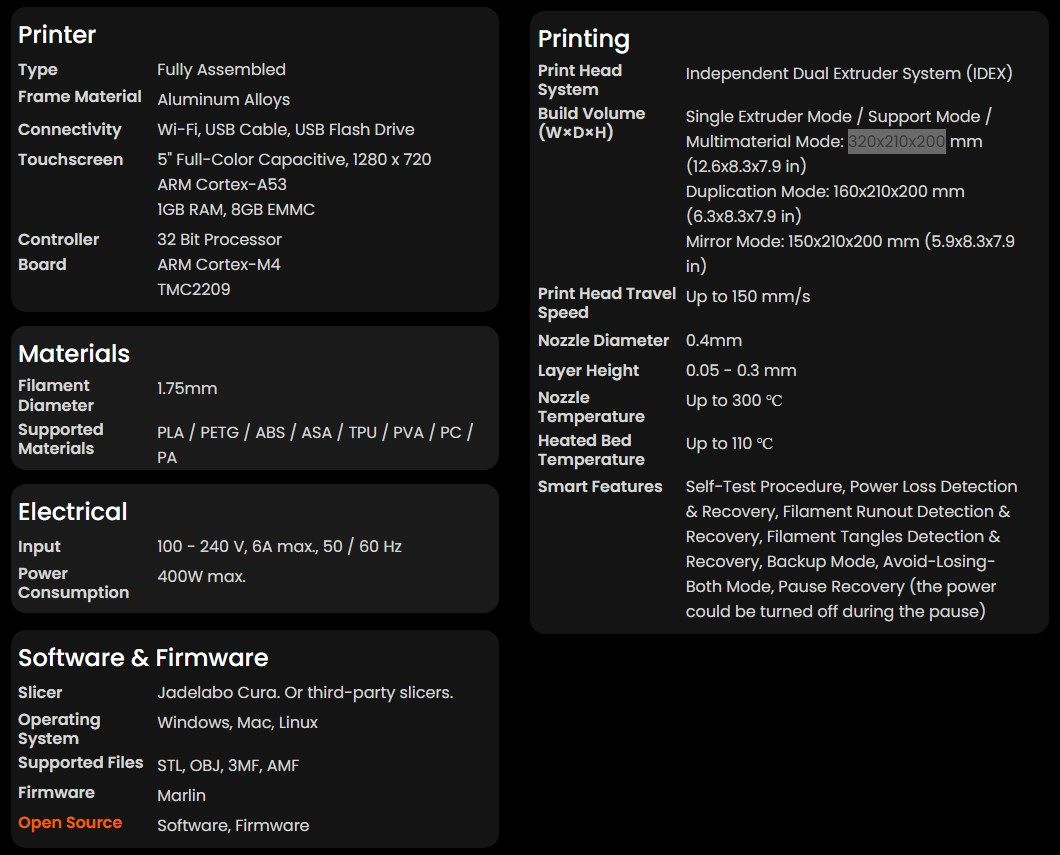
Première impression avec la Saturn2 de chez Elegoo, Résine Standard Space Gray 8k de chez Elegoo. Couche de 0.03mm Taille fini de 12cm de long1 point
-
-

From the album: Notre Dame 8k
1 point -

From the album: Notre Dame 8k
1 point -

From the album: Notre Dame 8k
1 point -
La courroie évite que les 2 moteurs ne se désynchronisent à la mise sous tension ou en cas de point dur sur l'axe z ou en cas de manipulation quand les moteurs ne sont pas alimentés. C'est une mauvaise idee de l'enlever ! Pour éviter le woblle , il faut que la noix laiton (écrou) de la vis Z ne soit pas serre sur le support pour quelle puisse glisser pour "absorber" le faux rond. les vis de fixation de la noix laiton ne doivent pas bloquer la noix. Pour le coupleur il est préférable d'utiliser des coupleurs rigides pour éviter le tassement du coupleur lors des premières couches qui provoque un pied d'éléphant sur la base de la pièce. le réglages des galets via les excentriques ainsi que le parallélisme des montants Z sont capital pour le bon fonctionnement de l'ensemble1 point
-
Bonjour, Je viens de voir que sur la chaîne Creality de YouTube, ils vont faire un chat en direct pour l’utilisation du scanner. C’est publicitaire mais il y a peut-être des infos à prendre ou une intervention à faire pendant la démo. Si ça peut aider. Bon courage JM1 point
-
l'intérêt peut être de 2 natures : - Le première c'est dans le cas ou l'on veux activer dans Marlin la fonction G34, l'auto alignement des 2 axes Z avant chaque impression, dans ce cas plus de courroie de synchro, et l'alignement des Z ce fait avant l'impression pour s'assurer que l'axe X soit toujours parfaitement parallèle au bed. - La seconde raison est d'ordre plus élémentaire, suivant les moteurs utiliser et leur intensité nominal et maximale il faut que le driver soit capable de supporter 2 moteurs, l'avantage des moteur Z c'est qu'ils sont utiliser que pour des courtes utilisations. les 2100 et 2208 sont capable de supporter jusque 2A a pique alors que des 2209 jusque 2.8A par exemple donc techniquement des 2100 et 2208 pour gerer les 2 Z serait un peu limite mais comme ces une utilisation courte ici sa passe. (Les X1 et Genius ont d'origine 2 drivers Z ) - Point bonus, avec 2 drivers Z indépendant et une courroie, si un des 2 drivers meurt en court d'utilisation, tu es quand même capable d'aller au bon de l'impression car la courroie permettra de bouge le Z dont le drivers est HS.1 point
-
A chaque fois que j'ai utilisée des fichiers venant de chez sketchup pour l'impression, j'ai du corriger des tonnes d'erreurs, sketchup n'est pas top pour la modélisation pour l'impression, tu gagnerais ton temps à changer de logiciel, il y en a des gratuits bien mieux pour ça. Est ce que tu a essayé de corriger les erreurs du stl en automatique avec des logiciels comme Meshmixer ? (il y en a d'autre comme prusaslicer ou c'est dans le trancheur, cura je ne sais pas ça fait trop longtemps que je ne l'ai pas utilisée).1 point
-
Cool, je vais commencer à apprécier facebook si ça continue.... Faut juste contacter Jiaer LI et lui donner notre adresse pour l'expédition.1 point
-
Youpi ! après une longue période de suspense voici les résultats ! Donc il semble que le fait qu'il n'y ai que six entrées valide a remis en questions les lots mis en jeux et que finalement tous les participants semblent repartir avec une bouteille de résine. https://www.facebook.com/groups/1632161283639928/posts/2081964865326232/ Félicitation aux gagnants ! @Ironblue , @souriceaux , @Pyroa il me semble que nous somme tous dans les gagnants !!! Je ne sais pas encore comment on fait pour réclamer le prix, je vous tiens au courant !
 1 point
1 point -
Celui-là en blanc c'est nickel1 point
-
n'oublies pas les écrous pour les charnières des portes et pour les aimants de la porte (là c'est encore facile à rajouter ) oui, je confirme J'en ai vu passer un avec une brosse avec servo (ça ne la rend pas plus brillante que sans )1 point
-
Le purge bucket est motorisé ? J’ai du raté un truc en lisant le mod l’autre jour . Si l’ouverture de la porte avant est comme sur la 2.4, le mod charnière vissée est pas mal aussi. Petite question également comment arrives tu a mesurer une différence de 0,3 mm en diagonale (quel outil utilises-tu) ?1 point
-
Ordi reçu aujourd'hui, j'ai pas encore tout réinstallée mais déjà une très bonne chose, il ne fait pas de bruit et ça fait du bien de ne pas entendre les ventilos tourner comme des avions.... J'avais exportée mes paramètre sur un disque externe mais impossible de les retrouver, va falloir que je rebranche l'ancien pc et que je réexporte tout (moi et l'informatique...)1 point
-
ah oui je commence à comprendre pourquoi je vois tout le monde imprimer incliner je trouvais ça bizarre... et puis la quantité folle de support... bon c'est presque fini alors je vais attendre de voir (le désastre ) Nom d'un Zeus... Je m'attendais pas un un truc aussi fin Je vais aller méditer un peu... (Bon le reste du batch est resté au sol . Comme convenu)
 1 point
1 point -
Voilà c'est démonté-remonté, 1 heure d'ajustement pour 3 profilés Sur les conseils de @Savate, j'ai fait une liste de Mods dont je pourrais être intéressé, histoire de prévoir le bon nombre d'écrous. - Klicky - Nevermore - Leds - Poignées - Brosse de nettoyage motorisée - Capot arrière au dessus des moteurs Réserve d'écrous supplémentaires : Pour éviter que les écrous non-utilisés vibrent : une vis M3x6 et une rondelle plastique (pour éviter de marquer le profilé).

 1 point
1 point -

From the album: PPAC Boîtes
Disponible sur https://www.crealitycloud.com/model-detail/635604a9b11f9a622c311508 https://www.printables.com/fr/model/301786-halloween-pumpkin-nestable-box-v11 point -
et pis... donc, ce sont des écrous en T ou des T nuts ? Va falloir que tu choisisses un peu aussi...tout ça va finir par me rendre nut fou !1 point
-
Tu aurais pu faire l'effort de continuer1 point
-
Ça doit rester un forum d'expression libre donc chacun y fait ce qu'il veut (et pis je ne suis pas en mode [vieux con] tous les jours ).1 point
-
D'autres alternatives pour sourcer : https://lab4450.com/product/rainbow-barf-led/ https://www.replimat.eu/hardware/ Ah oui dans mon fichier il y a une erreur sur les écrous T nut a priori ce ne sont pas les bons que j’ai référencé (j’avais écrit « sourcé » mais j’ai pensé à @Yellow T-pot et j’ai mis un mot français ). Mais bon si tu prends un kit hardware complet cette erreur ne t’impacteras pas.1 point
-

From the album: PPAC aime les éléphants
Stylish Elephant by Lizard_Wizard February 25, 2018 https://www.thingiverse.com/thing:2806244 avec du flou (paramètres d'impression)1 point -
En fait c’est comme tout, en tout cas moi j’observe cela au niveau professionnel, c’est de plus en plus difficile d’avoir des gens compétents, rigoureux et consciencieux. Quand tu en trouves un comme ça faut surtout pas le lâcher. Et cela concerne nos clients comme nos collaborateurs. Je ne veux pas rentrer dans le “c’était mieux avant”, c’est peut être moi qui vieillit et qui oublie, va savoir. Pour en revenir sur le SAV, il ne faut pas mettre tous les revendeurs français dans le meme sacs. 3 retours d’expérience me concernant : - Studiolab39 revendeur Tenlog qui a cessé son activité malheureusement SAV au top - imprimantes-abs.fr, pareil SAV et conseil au top - hotend.fr idem, que les deux premiers Ce dont je suis sûr c’est que ce n’est pas la première fois que je lis de mauvais retours sur la dite entreprise de Haute-Garonne, et que je suis également sûr de ne jamais commander chez eux. Au final avant de commander sur un site que vous ne connaissez pas, une petite recherche Google sur les avis de ce site via des forums (et non via le site en question qui peut filtrer les avis) vous en apprendra en general bien souvent assez pour vous faire une idée.1 point
-
J'ai coupé et rallongé le cable d'origine pour garder le connecteur qui est le même.1 point
-
Bonjour à tous, voila j'ai un ami qui a une tronxy X5SA-500 Pro et ont c'est aperçu qu'elle avait un problème de sous extrusion . "DONC DIRECTE TUTO YOUTUBE" https://www.youtube.com/watch?v=NQ0o_qrFHkw Téléchargement de Pronterface et lancement des commandes qui vont bien pour voir ci quand ont demande 100mm ça donne bien 100mm et la c'est le drame ça donne 80mm Donc ont continue le tuto et nous rentrons la commande M503 pour la valeur setps/s mais la ça dit juste OK et c'est tout normalement dans le tuto ça donne les pas moteur Les questions sont pour cette imprimante y a t'il une autre commande pour avoir les pas moteur? Y a t'il des mise à jours à faire pour le firmware de la carte mère et si oui comment les faire ce tuto est il bien adapté pour une imprimante cor XY ? et enfin y à t'il un intérêt à passer sur le firmware marlin https://www.tronxy.com/marlin-firmware-for-tronxy-3d-printer/ et surtout est ce que c'est compliqué Je sais ça fait beaucoup de questions Merci d'avance et bonne journée à tous1 point