
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/11/2022 Dans tous les contenus
-
Bonsoir, Je me permets de partager les toutes petites améliorations que j'ai commencé à faire sur mon jouet de grand Comme je la trouvais bruyante, je lui ai fait une opération à cœur ouvert pour la scruter de plus près. J'ai tout redémonté (6 vis et les raccordements + le plateau), puis je l'ai retournée pour accéder à la partie alimentation et carte de gestion. C'est maintenant que je me dis que j'aurais dû prendre des photos ; ça pourrait intéresser du monde de voir ce qu'il y a dans le bide de ces "bêbêtes" (mais je n'ai pas l'âme d'un bloggeur qui se fait payer pour avoir essayé une crème pour le visage...). Je trouvais que : - elle fait trop de bruit, - les câbles des moteurs Z sont mal positionnés, - le détecteur de filament d'un côté était trop sorti - et comme je suis gaucher, le pupitre était du mauvais côté pour moi et dans certains cas de réglages sa position fixe n'était pas favorable pour tapoter en étant derrière. Donc : - j'ai installé un potentiomètre 100 ohms en façade du coffret pour pouvoir abaisser la vitesse du ventilateur de l'alimentation. Je prévois cela une fois que le plateau est arrivé à température et lorsque l'impression est commencée. Ainsi je peux jouer sur la vitesse (le bruit), du ventilo à souhait. Attention, c'est un jeu dangereux si on ne gère pas bien la surchauffe de l'alim... Et à choisir, si j'en trouve un, je mettrai un 250 ou 400 ohms pour plus atténuer et m'approcher de l'arrêt... - j'ai regardé comment est fixé le ventilo secondaire de refroidissement des composants actifs de la carte de gestion. Je vais me confectionner des amortisseurs en TPU (qui vient d'être livré aujourd'hui) et je remplacerai les vis de fixation par des plus longues. Ainsi, le ventilo transmettra moins son bruit propre ; ça veut dire que je redémonterai à l'occasion, mais maintenant, c'est "finger in the nose". C'est remarquable comment ces ventilo sont très peu bruyants lorsqu'ils sont tenus dans la main ; c'est une boucherie une fois refixés... C'est trop bête. - les 2 câbles des moteurs Z ressortent par l'arrière avec le FdC et la commande du moteur de plateau et se baladent près des pieds de l'imprimante, au risque de se faire écraser lors d'un déplacement. Trop dommage. Puisque tout était accessible, je les ai sortis à mi-longueur de la gaine qui les protégeait et je les ai fait passer par le passage des nappes des têtes d'extrudeuses. Ainsi, ils ont une toute petite longueur sortie et ne se baladent plus. C'est beaucoup plus propre et moins risqué. - pour le câble du détecteur de filament trop long, je l'ai simplement ramené dans le boitier principal et lui ai juste laissé la bonne longueur pour ne plus avoir à le faire courir anormalement. L'occasion a fait le larron. - pour le panneau de contrôle de gaucher et/ou façon "pupitre déporté", j'ai profité du fait que la nappe était très longue à l'intérieur du coffret pour la basculer vers la gauche. J'ai fait une petite ouverture pour laisser le passage identique à ce qui existe à droite (tout est réversible). Je vais percer la platine de l'IHM pour la fixer symétriquement à sa position initiale. J'ai déplacé le cache du profilé du côté gauche vers le droit et hop. Cerise sur le gâteau, je ne vais peut-être pas remettre les vis d'origine, mais des trous oblongs sur la platine de l'IHM et des vis non serrées en butée pour pouvoir sortir facilement l'IHM du châssis et pouvoir le poser sur ma table de travail au plus près de ce que j'aurai à observer / régler. Dans cette configuration, je sors la nappe au maximum pour avoir de la longueur. Et lorsque je repose l'IHM sur le châssis, je rentre la nappe dans le coffret. Je vais confectionner des bouchons en TPU pour les trous qui ne servent plus et peut-être que je verrai à modifier le capot inférieur pour que ce ne soit pas le connecteur qui porte sur ma table... Bien sûr, tout cela m'a obligé à déposer les Colsons qui fixent toutes les nappes et les câbles dans le coffret ; restait plus qu'à les remplacer à neuf et à tout bien remettre et elle est repartie après que je l'ai totalement réglée. Maintenant j'ai le coup de main... PS : et elle fonctionne ! Bonne nuit...2 points
-
j'imagine que c'est un bloc de chauffe en alu ? tu fais bien le démontage à chaud ?2 points
-
Bonjour, @icare @Savate @merlinx @Baroudeur @hcl28 @methylene67 Voici les questions qui sont posées au service technique de TENLOG ! - Pourquoi le PID du lit chauffant ne fonctionne pas. ? - Quelles sont les améliorations apportées au TLD3 avec MARLIN 2 ? - pourquoi le M600 (changement de filament) n’est pas activé dans le nouveau firmware.? - Prévoyez-vous d’ajouter un capteur de nivellement ? - Le UP LOAD d’un fichier GCODE est oublié dans le WIFI. - Il est demandé de donner des informations sur la correction de bugs sur les nouveaux firmwares. - pourquoi l’arrêt automatique ne fonctionne plus (j’ai déjà répondu) ? - l’extrudeuse sera-t-elle améliorée pour imprimer des filaments à des températures de 300° (type Heat break full metal)? Merci si vous pouvez répondre Je transmets vos réponses. Réponse de TENLOG. Le contenu principal de mise à niveau de D3V2 et D3P. 1. La puce principale est mise à niveau de 8 bits à 32 bits et l’imprimante fonctionne plus facilement 2. La carte mère 32 bits prend en charge le wifi et peut contrôler l’imprimante via Internet. 3. La carte mémoire adopte la carte TF, qui est petite et pratique. 4. La carte principale adopte l’interface de type c principale, qui peut être connectée dans les deux sens. 5. La carte mère prend en charge le micrologiciel Marlin2.0. 6. Les ventilateurs des deux buses peuvent être contrôlés indépendamment. 7. Les courroies dans les directions X et Y peuvent être facilement ajustées pour l’étanchéité. 8. Le ventilateur sur le côté de la buse utilise deux ventilateurs de ventilateur pour dissiper la chaleur pour le modèle imprimé. 9. Le ventilateur avant de la buse est mis à niveau vers un ventilateur silencieux 5010 pour augmenter la capacité de dissipation de chaleur. 10. La plate-forme d’impression adopte la plaque magnétique PEI. 11. Ajout de la fonction d’ajustement des pas de bébé au premier étage. La suite juste pour rire un peu de leur manque de connaissances la réponse est surprenante !! Notre machine est une extrudeuse double, la fonction de nivellement automatique ne peut donc pas être utilisée! À l’heure actuelle, le WIFI ne peut pas transmettre de GCODE, mais nous le développons! - Pourquoi le PID du lit chauffant ne fonctionne pas. ? Je ne comprends pas, y a-t-il une vidéo? Il peut s’agir d’un dysfonctionnement ! Je comprends que la personne qui répond n'est pas un ingénieur; mais il devrait s'informer avant de donner des réponses qui me laisse perplexe ... Bon c'est chaque fois la même chose ; une vidéo est demandée pour chaque intervention. C'est à croire que même en dialoguant en Anglais nous ne sommes pas compris ou ils gagne du temps pour répondre... la suite .... - Pourquoi le PID du lit chauffant ne fonctionne pas. ? Je comprends ce que vous voulez dire, mais notre machine n’a pas un tel problème à l’heure actuelle, peut-être qu’il y a un problème avec votre machine, s’il vous plaît prenez une vidéo! Le nivellement automatique n’est pas adapté à notre machine car notre machine est composée de deux extrudeuses! Leurs hauteurs sont différentes, et notre nivellement utilise le réglage en hauteur du lit et E2, ce qui est totalement différent du nivellement automatique! A+2 points
-
Hello, Il faut peut être clarifier un peu les choses ,non ? Pour un accès à ton imprimante, il faut déjà avoir l'adresse. Il y a deux adresses IP : celui de ton imprimante sur le réseau local (LAN) et l'adresse que ton fournisseur d'accès te fournit (WAN). Ton adresse WAN peut changer (a moins d'avoir une IP fixe délivrée par ton FAI). 1) Il te faut un moyen d'avoir ton adresse WAN. Pour cela on utilise un DNS Dynamique (no-ip.com, synology, etc). Ce service permet d'indiquer l'adresse de ta box (WAN) à partir d'un nom de domaine. Tu peux aussi monter une usine à gaz avec Ionos pour utiliser un sous domaine et te démerder à rediriger le flux vers ton adresse BOX (je te souhaite du bonheur). 2) Il ne faut pas confondre SSL et TSL. SSL sert à crypter la communication. TLS sert à identifier ton site et éviter les usurpations d'identité. HTTPS est une sur-couche de HTTP utilisant SSL + TLS (avec un navigateur moderne). SSL reposes sur un système de clés asymétriques. Tu as une clé privée et une clé publique. Je vais pas te raconter l'histoire d'Alice,Bob,Calvin. Une clef privée peut servir à authentifier (signer). La clef fournie par Ionos à été validée par un organisme racine (GlobalSign, Comodo, Geotrust...) et fournit tout une chaine (CA) pour prouver que ta clef correspond à un nom de domaine. -> Ca ne marche que pour un sous-domaine et en vrai tu t'en fiche pas mal d'avoir une CA pour ton imprimante 3D DONC : tu peux générer des clés auto-signées. Ca va juste t'afficher un avertissement sur ton navigateur. 3) ne pas confondre Octopi et Octoprint. (oui, la différence est subtile j'avoue). Le premier est une distribution (un système linux) clé en main. Le second est un 'site' internet permettant de contrôler ton imprimante. Là ou je veux en venir, c'est que tu peux monter un système basé sur Nginx, apache ou ce que tu veux pour faire fonctionner octoprint. A partir de là, tu peux faire ce que tu veux. 4) un VPN - Virtual Private Network est un système te permettant de créer un réseau virtuel reliant des machines qui ne sont pas forcement sur le même réseau physique. En gros, tu as un ordi chez toi et des serveur au boulot. Avec le VPN tu vas crypter les communication entre l'ordi et le serveur et faire comme si l'ordi était connecté physiquement sur le réseau local. Avec ce système de toutes façons le flux est normalement crypté. -> C'est la solution la plus simple pour accéder à un périphérique de ton LAN physique à partir d'internet. Pour peu que tout soit bien configurer2 points
-
Transformez votre imprimante 3D avec des vitesses folles et ajoutez des fonctionnalités avec Klipper grâce au Sonic Pad de Creality ! https://www.lesimprimantes3d.fr/test-creality-sonic-pad-20221108/2 points
-
comme j'aime le partage1 point
-
-

From the album: pascal91
1 point -
Salut, Je ne découvre ton travail que maintenant et je suis absolument époustouflé par ta créativité... c'est un véritable plaisir de parcourir tes créations. A+ Jeff1 point
-

From the album: pascal91
1 point -

From the album: pascal91
1 point -
mets en false les 2 paramètres que je t'ai évoqué et je pense que déjà le résultat de l'impression sera différent. Pour le flow c'est un principe que j'ai si il doit être autant corrigé c'est bizarre mais au final si tes impressions sont bonnes ainsi et que tout va bien dans le temps alors on laisse couler Cool pour l'extrudeur au moins ce point est écarté.1 point
-
Salut @AtzePeeng, Voici le firmware (décompresser le fichier firmware1.zip) compilé à partir des sources Marlin v2.0.9.5 suivant ta configuration. Je joints les fichiers qui ont servi à préparer le firmware. J'ai activé l'initialisation de l'eeprom automatique après le chargement du firmware. Il faudra donc, au préalable, noter les valeurs des paramètres spécifiques à ton imprimante (pas/mm, PID,...) pour les mettre à jour après le flashage du nouveau firmware. Tu verras que j'ai activé le linear advance dont la valeur est actuellement à 0. Pour déterminer la bonne valeur, tu peux suivre les instructions de cette video. Pour mémoire, il faudra commencer par le test du BLtouch en envoyant un M43 S à partir de Pronterface par exemple (voir ce message pour plus d'informations) platformio.ini Configuration_adv.h Configuration.h firmwarev1.zip1 point
-
perso j'essayerais comme ça :
 1 point
1 point -
Tu sais, tu n'es pas obligé de changer d'imprimante à chaque fois que le bloc de chauffe est HS ... Je sors .........1 point
-
Oui e ne l'ai pas encore installer car j'imprime en PETG et généralement ca ne demande quasiment pas, voir pas du tout de ventile. Maintenant, le problème est que j'ai le même soucis sur ma deuxième imprimante (qui est exactement la même imprimante) où il y a le ventilateur d'origine pour refroidir la pièce. J'avais donc déjà fais la comparaison et ca donner exactement pareille... J'ai fais 2 ou3 changement dans mes réglages cura et j'ai remis a niveau mon plateau qui a été surmener avec mes verif sur la parti mécanique. Ca a l'aire un peux mieux je vous tiens au courant quand l'impression arrivera au niveau du pont. reglage 2 impression embout x2.html Alor c'est un peu mieux comme vous pouvez le voir. C'est pas encore le résultat que je veux mais je crois que je doit continuer a modifier les régales: épaisseur dessus dessous Interligne de l'étirage Pourcentage de chevauchement couche ext. densité du support Ca doit ce jouer sur c'est réglage là je pense. Qu'est ce que vous en pensez?
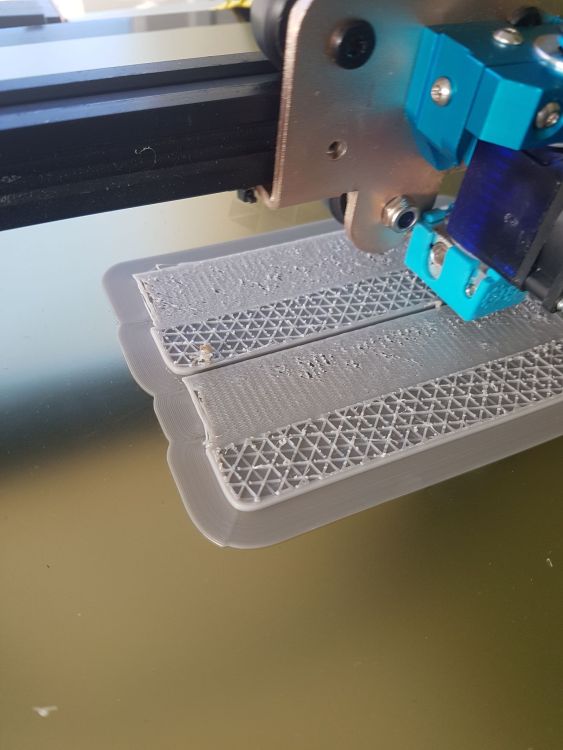
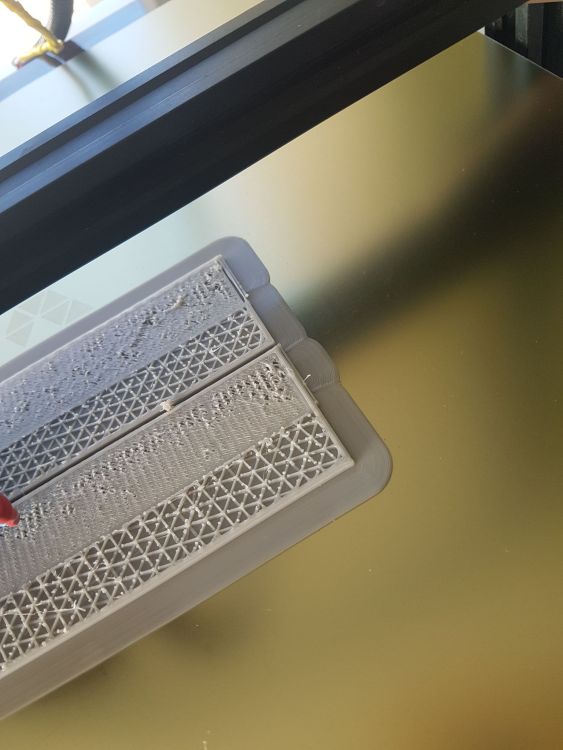 1 point
1 point -
Moi pour la bonne raison que j'ai remplacé immédiatement l'extrudeur plastique originel par un en aluminium1 point
-
Hi my print is FLSUN V4001 point
-
Salut @Motard Geek! Merci pour ton Tuto Entre ton aide, le Github flsun3d/SpeederPad et @Guilouz j’ai pu mettre a jour l’imprimante ! Je reste sur Klipper 0.10.0-455 (celle fournie par lors de l’installation from scratch du github Flsun3d …) je suis passé de la 0.10.0-439 (distribué pour la carte mère sur le site officiel Flsun) à la 0.10.0-455 sur mcu et Speederpad La dernière version de Klipper est 0.10.0-620 environ ( si je passe par l’outils kiauh ) mais ça plante après l’installation le gestionnaire de version est perdu j’ai juste dû me louper quelque part ou c’est à cause de python… Au dessus de la 0.10.0-287 Klippy a besoin d’une version 3.X ça qui explique parfois les versions INVALID Pour ceux qui viennent de recevoir leur V400: si votre Moonraker ne se met pas à jour ( v0.7.1-586 > v0.7.1-587 ) c’est à cause du fichier timelapse.py dans moonraker/component qu’il faut supprimer afin de pouvoir mettre à jour (utiliser le script fourni par @Motard Geek ou réinstallation complète pour accès via putty (pi/flsun)) Encore merci @Motard Geek et @Guilouz !1 point
-
Salutation ! Il me semble avoir lu sur ? (je ne sais plus où ... reddit ? discord ? ...) que d'autre utilisateurs avais le même problème après avoir mis a jour le firmware de leur Photon mono 4K. Mais je ne sais pas si une autre version du firmware corrige ou non cela ou si c'est lié au trancheur que tu utilise. Mais donc non pas de déchirure espace temps ni trop de vapeurs1 point
-
Oui, il faut fermer les volets, cela devrait résister. Je ne sais pas comment est conçu la détection de fin de filament sur cette bécane, le capteur est peut-être HS ou mal positionné dans la tête1 point
-
Salut @Eddy63 Côté filament, résistance tu as le PLA 3D870 (sakata par exemple) simple a imprimer et résistance comparable a l'ABS mais moins resistant a la chaleur, d'ailleur qu'est ce que tu appel réssitant a la chaleur ? Tu as aussi le PETG qui résiste un peu mieux au température. Tu as sinon les filaments ABS, ASA et PA12. Le ASA est un peu comme l'ABS avec un forte résistance au condition externe UV et froid par exemple, le PA12 est du filament Nylon très résistant et surpport aussi assez bien la chaleur. C'est filament demande des gros Temp° de buse pour l'impression donc une tête avec heatbreak full ou bi metal, l'abs et ASA environ 240°c beaucoup d'imprimante le support sans soucis, le PA12 c'est plus dur car demande + de 260°c de temp° de buse souvent proche de 280°c. (donc pour le PA c'est complique de trouver 300x300 et 300°c de temp de buse max). Prendre en compte que les filaments ABS, ASA, Nylon émettent des nano particule nocive bien plus importante et demande de préférence une filtration, une autre point des filaments demande un caisson fermé pour permettre l'impression la moindre variation de température est fatal a l'impression. Dans les Machines Récentes bien équipé : - il y a la nouvelle Creality Ender 3 S1 Plus qui est en 300x300x300 avec tête direct drive (un plus pour les filaments souple TPU et TPE), auto nivellement, plateau PEI, par contre prévue pour temp° de buse de 260°c donc pas de PA12 possible ici. 459€ sur la boutique Creality - il y a les Anycubic Kobra Max et Plus, mais ici pas de direct drive et limité aussi en Temp° a 260°c (pas sur qu'il y ai de heatbreak bi metal ou all Metal ce serait une evolution a envisager) - la Sovol SV03, moins récente mais surface de 350x350 et direct drive toujours pas de heatbreak bi metal et limité a 260)c Après la Creality Ender3 S1 pro elle permet le support de 300°c et a un direct drive en extrudeur, mais surface limité 220x220x2701 point
-
Salut @AtzePeeng , Je te conseille d'utiliser les fichiers exemples de la U20BLTouch, cela te permettra de sélectionner ton écran: dans les options de compilation du fichier section [env:STM32F103VE_longer]: build_flags = ${stm32_variant.build_flags} -DMCU_STM32F103VE -DU30 -DTS_V12 ou dans les directives: #define U30 //#define TS_V11 //#define TS_V12 //#define TS_V19 dans ce cas, il faudra supprimer les options de compilation: build_flags = ${stm32_variant.build_flags} -DMCU_STM32F103VE Ce message t'aidera à reconnaitre l'écran de ton imprimante (la V1.2 peut aussi avoir le marquage V1.4) ATTENTION: il faudra ajouter la ligne suivante dans le fichier configuration.h, après #define SDSUPPORT: #define SDIO_SUPPORT // Note from Hobi : Added as was not present in the file... Dans ton fichier Marlin\src\pins\stm32f1\pins_LONGER3D_LK.h, il faut commenter / décommenter les définitions correspondantes à la broche sur laquelle tu as connecté la sortie pour piloter ton BLTouch: #if HAS_Z_SERVO_PROBE #define SERVO0_PIN PD13 // Open drain PWM pin on the V0G (GND or floating 5V) #define SERVO0_PWM_OD // Comment this if using PE5 //#define SERVO0_PIN PE5 // Pulled up PWM pin on the V08 (3.3V or 0) //#undef Z_MAX_PIN // Uncomment if using ZMAX connector (PE5) #endif Si tu décommentes la ligne suivante dans le fichier configuration_adv.h, tu pourras envoyer le Gcode M43 S pour tester ton BLtouch en toute sécurité: //#define PINS_DEBUGGING Pour info, voici les fichiers exemple de la U20Bltouch pour Marlin V2.0.9.3: Configuration_adv.h Configuration.h1 point
-
Bonsoir, ce serais moi j'aurais imprimé la pièce presque sur la tranche pour éviter les effets de sussions. Mais ce n'est que mon avis.1 point
-
Hello, juste pour dire que le problème à été réglé. J'ai finalement reset Marlin, j'en ai profité pour porter marlin 2.1.1 sur Molise que j'ai Release en version 4.0 et je n'ai plus le problème. Mais à la base c'est juste un reset qui m'a aidé résolu le problème1 point
-
Sinon y'a ca https://www.conrad.fr/fr/p/-1796349.html?utm_term=17963491 point
-
Salutation et bienvenue sur le forum ! Je ne trouve pas de liste officiel des "Placeholder" d'IdeaMaker. Mais il y a normalement un panneau ... cf https://www.ideamaker.io/dictionaryDetail.html?name=Built-In Placeholders&category_name=Filament Settings Et pas plus de détail avec https://support.raise3d.com/ideaMaker/5-1-3-13-gcode-15-445.html Si tu trouve une liste merci de la partager.1 point
-
Salut @Alfa36 Si c'est la bonne référence: https://www.filimprimante3d.fr/filament-pla-mat/2503-fil-pla-mat-dailyfil-blanc-calcaire-175-mm-45-kg.html il ne semble pas que le filament soit abrasif car le type de buse conseillé est en laiton. Dans le descriptif il semble que la référence à "calcaire" soit liée à la couleur et non à une charge quelconque du matériau qui dans ce cas aurait certainement été abrasive.1 point
-
Bravo pour ta réalisation1 point
-
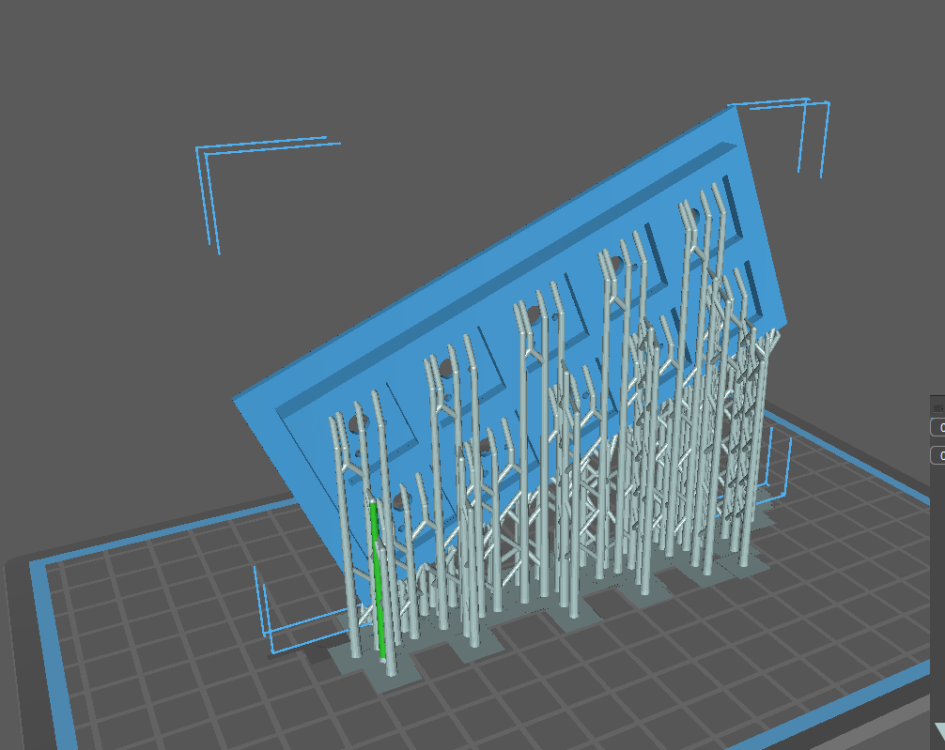
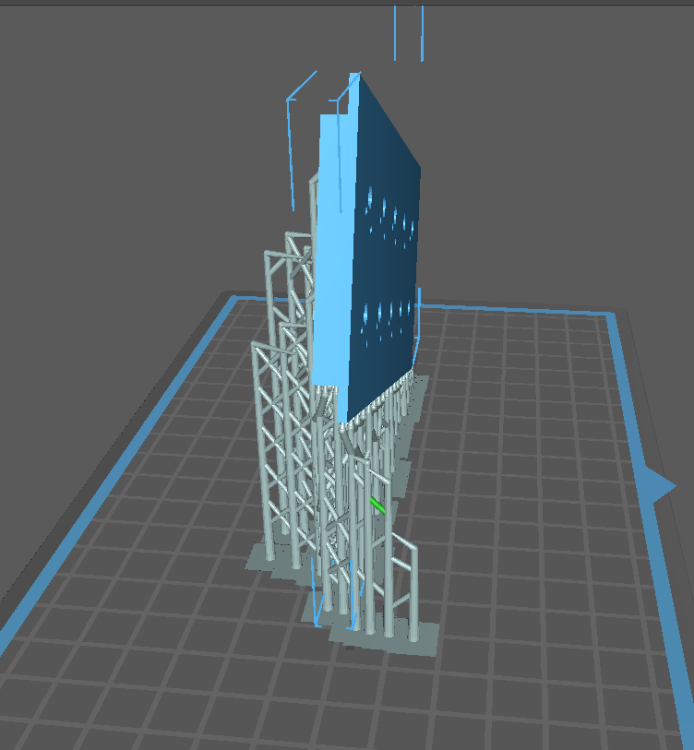
Ce n'est pas très glamour, mais bien pratique ! Conception d'un embout pour aspi portatif en PLA ep 3 mm. couches de 0,25 à 80 mm/s. L'avantage du coreXY c'est que le plateau ne fait que descendre. En dehors des éventuels impacts de la buse sur la couche inférieure, ça ne bouge pas
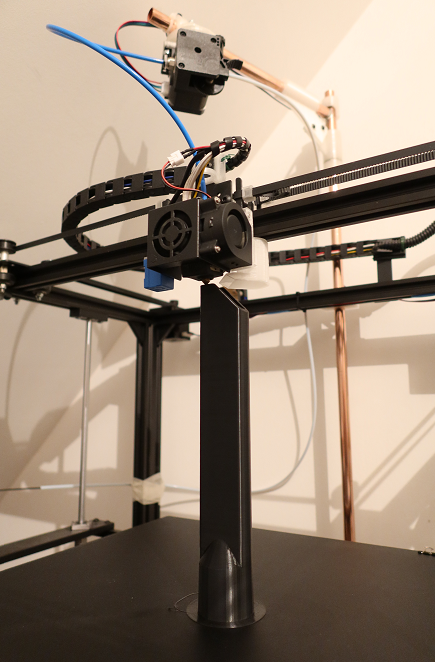
 1 point
1 point































.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)


