
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/11/2022 Dans tous les contenus
-
Pour une fois, j'avais les mains potables car quant je fais de la mécanique elles sont dans un sale état, j'aime pas mettre de gants donc entre l'huile, peinture, coupures, coups de marteau etc... la manucure laisse à désirer..... En plus derrière un écran personne ne peut vraiment savoir qui et qui, si ça se trouve vous êtes de vieilles cougars et moi, un ados boutonneux....7 points
-
Comme quoi c'est surtout l'interface entre la chaise et l'imprimante qui est très très très très (j'en aurais pas oublié ) souvent en cause ^^. Sinon ici aussi ça va, m'enfin je n'ai pas encore commencé le montage de la Voron mais là ce sera un problème "d'interface entre la chaise et l'imprimante principalement " (toujours en attente mais pas pressé de la frame notamment et des pièces qui s'impriment pourtant très vite ).5 points
-
Et les 6 n'ont pas tous des Prusa Comme quoi ...4 points
-
Aïe aïe aïe, les gars, on vous l'a pourtant maintes fois répété...évitez d'installer vos imprimantes mâles et vos imprimantes femelles dans le même local sous peine de surpopulation !!! Pas de cas d'imprimantes hermaphrodites recensé pour le moment...mais on n'est pas à l'abri d'une mutation génétique avec tous les nouveaux modèles qui sortent à l'approche de Noël...3 points
-
3 impressions plus tard, tout roule jusque là. J'ai imprimé un clamp pour ma nappe de l'extrudeur, pour assurer le coup de ce côté-là. Merci à tous pour votre aide.3 points
-
Encore un retraité, on va plus être sur un forum de geek, mais d'epad. Des poignées, de porte, de tiroir, de cocotte minute, une mandoline (pour couper), des crochets pour les torchons, des luminaires. Si tu veux, j'ai même une pelle à poussière. Le problème, c'est que au final, tu n'imprimeras plus pour toi. Soit le bienvenu3 points
-
Ouais mais la c'est pour imprimante résine pas pour une FDM donc surtout pas de colle ou de laque sur la plaque.... rien sauf un bon nettoyage à l'iso.3 points
-
@fred5976 haha le mec qui s'enfonce, "Desole ma bonne dame mais avec les mains de bucheron sur la photo ja'i cru que..." Rassure toi tu vas pas recevoir un cours de wokisme ou d'ecriture inclusive de ma part. Je suis bien loin de ca. Je deconne hein! @Ironblue j'ai pas vu la photo avec les mains, non pose ce fusil!3 points
-
J'ai trouver la solution : donne ton imprimante à Thomas Pesquet , il pourra l'imprimer dans l' ISS. vue la gravité de mes propos je pars me coucher ....3 points
-
Pas de soucis non plus avec mes bestioles : un peu de maintenance (vidange, graissage, ... x 13), quelques pannes (essentiellement les ventilos de très bonne qualité fournis avec les two trees ) mais rien de bien méchant. Par contre pour le sport rugby, ça ne pourra pas être possible2 points
-
Moi non plus pas de problème que je ne sache résoudre , donc ça fait maintenant 7 dans le groupe, encore huit pour pouvoir faire du rugby, là on peut déjà pratiquer le handball2 points
-
Pas sûr que Artillery lui livrera ces modèles . M'enfin c'est comme mettre un Sonic Pad sur une Prusa, je ne suis plus surpris de rien . EDIT : Au passage j'ai vu que l'ami @molusk77 avait la Mingda Magician X en question il pourra peut-être te faire un retour.2 points
-
A priori, on est les seuls a ne pas avoir de souci. 6 personnes !!! sur combien de membres?2 points
-
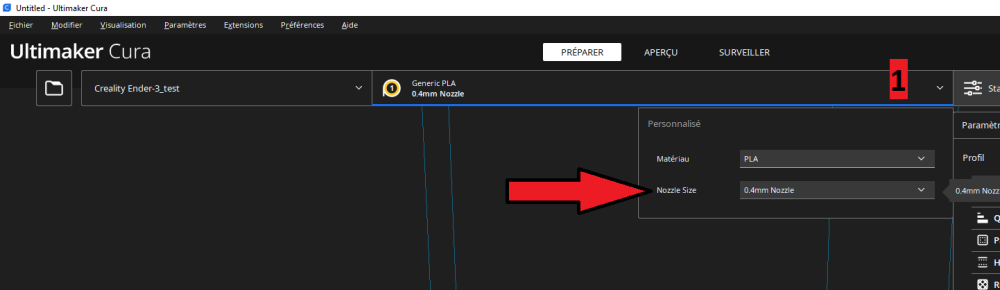
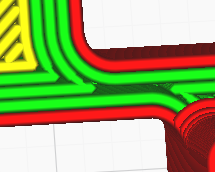
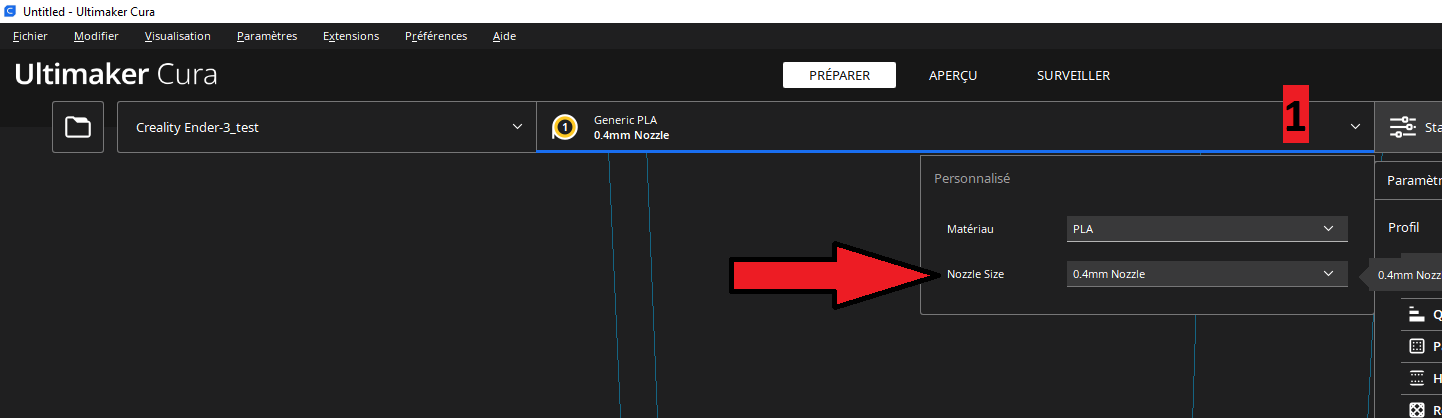
Salut, non, puisque ce sont des commentaires (la ligne commence par un ";"). C'est à la ligne 38 que l'on peut voir que la buse monte à Z=0.12 pour imprimer la 1ère couche. tu as pensé à choisir le diamètre dans ce menu (cliquer sur la flèche 1, puis sélectionner la buse dans Nozzle Size): tu es sûr d'avoir suivi les indications de @PPAC? dans le menu préférences->Configurer Cura->Profils bouton Importer, tu sélectionnes le fichier Gcode (que, en passant, tu n'as toujours pas fourni ) pour créer un nouveau profil que tu pourras exporter au format HTML.
 2 points
2 points -
tu devais vérifier que tes nappes sont en bon état et bien connectées et comme l'indique @fred5976 la courroie est bien fatiguée Si les deux points du dessus ne donnent rien : inverser les câblages X et Y (au niveau de la carte mère ce sera plus simple) pour voir si cela vient d'un driver hs ou pas (branchements à faire imprimante éteinte bien entendu)2 points
-
Bienvenue @Liight une présentation "brillante" qui nous "éclaire" sur tes hobbies Oui j'éteins et je sors ->2 points
-
Salut camarades, J'ai recu mon precieux hier. Je vais pas vous repeter ce que tout le monde dit mais juste en resume c'est une tuerie. En fait c'est meme trop bien, tu branches, tu slices sans rien changer aux parametres par defaut et tu as une piece superbe et rapidement... Quand je compare a ma coreXY sur laquelle j'ai passe des heures c'est un peu frustrant. J'ai bien conscience que je prend plus de plaisir a fabriquer/bidouiller des imprimantes qu'a les utiliser mais quand meme. C'est vraiment une machine qui peut permettre de democratiser l'impression 3D en tant que hobby. Reste le probleme de la conception des pieces, pour moi avoir une imprimante 3d sans maitriser un outil CAD c'est comme avoir une voiture et faire les memes trajets que le bus. Pour comparer, a gauche sur la cubique en 6h, a droite la X1C en 1h45 (en plus la duree annoncee du slicer est parfaitement juste). L'AMS est vraiment sympa, ca va rajouter une dimension a ce que je peux faire. La X1C a un volume d'impression de 256*256*256, ma coreXY de 360*420*400 et la CR10S5 de 500*500*500. Il y a des chances que la coreXY finisse en piece detachee et serve a autre chose: Agrandir la surface de decoupe de mon laser CO2 K40 Passer la CR10S5 en switchwire. Je la conseille fortement mais il y a quelques points negatifs: Elle est bruyante L'AMS n'accueille pas toutes les bobines. J'ai pimprimer en 2h30 un adaptateur pour mettre une bobine sur le mandrin de la perceuse et re-enrouler une bobine ABS sur un modele compatible AMS. Je testerai l'ABS ce soir. Cdt SoM
 2 points
2 points -
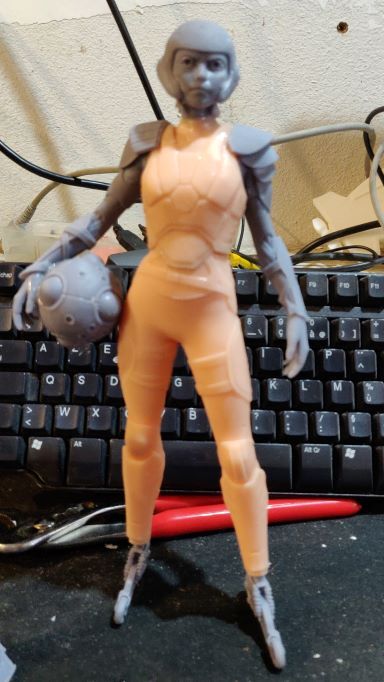
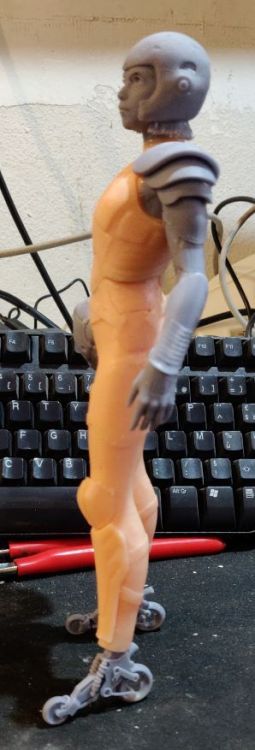
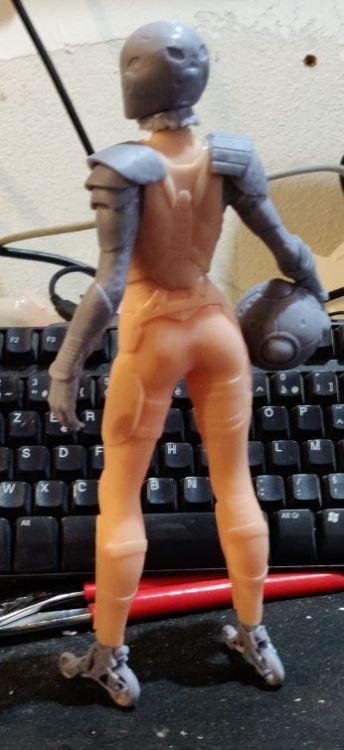
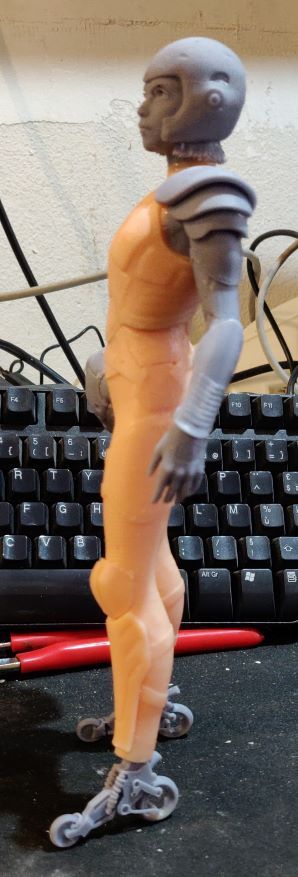
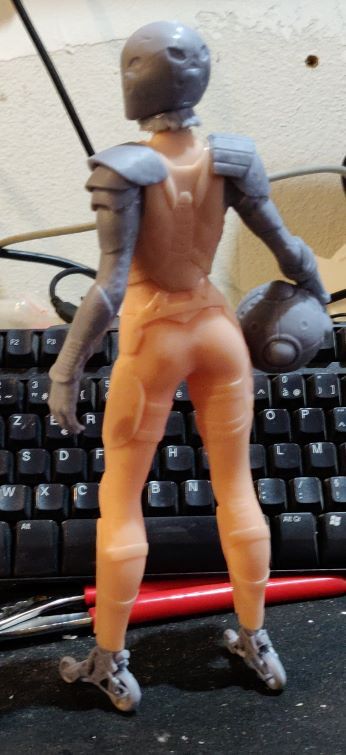
Premiere "figurine" assemblée. C'est une Alita (Gunnm) version motorball. Je suis pas complètement satisfait du résultat, mais content du déroulement. Le buste et les jambes ont été imprimées en creux avec des parois de 2mm, un remplissage à 20% et des trous d'évent de 2.5mm. Comme tout le monde, j'ai eu des soucis avec les supports. Certains se sont décrochés pendant l'impression des jambes mais heureusement ça ne se voit pas de trop. Le truc auquel je n'avais pas songé, le poids. La tête, les bras et le "ballon" sont pleins. J'ai eu un problème de stabilité et un peu de casse. Elle aurait du avoir cette allure là (image issue du lien thingiverse plus haut) Fallait que je m'occupe et que je teste le collage en polymérisant de la résine. Et puis ça me faisait suer de jeter ces jambes là (qui elles sont pleines).


 2 points
2 points -
Salutation ! Dernièrement, j'ai publié des modèles de boîtes "simpliste" et, je donne les droits à l'association FAHIM de les utiliser à but commercial. ( M'envoyer un MP si tu veux un truc plus officiel) Pour le moment sur le thème de noël il y a Mais il y a aussi tout le reste des truc sur https://www.thingiverse.com/ppac3d/designs



 2 points
2 points -
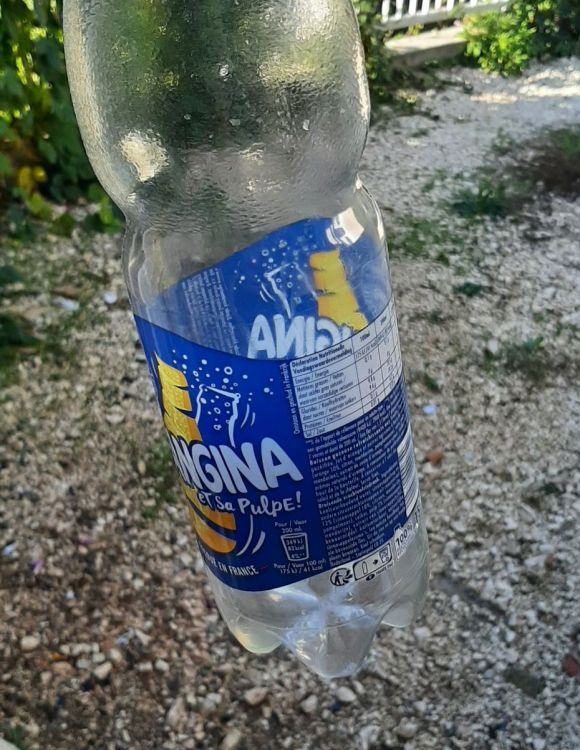
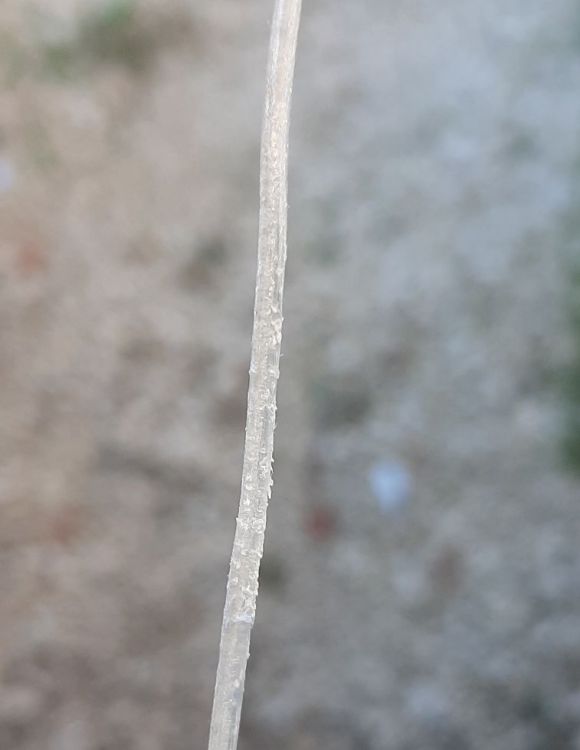
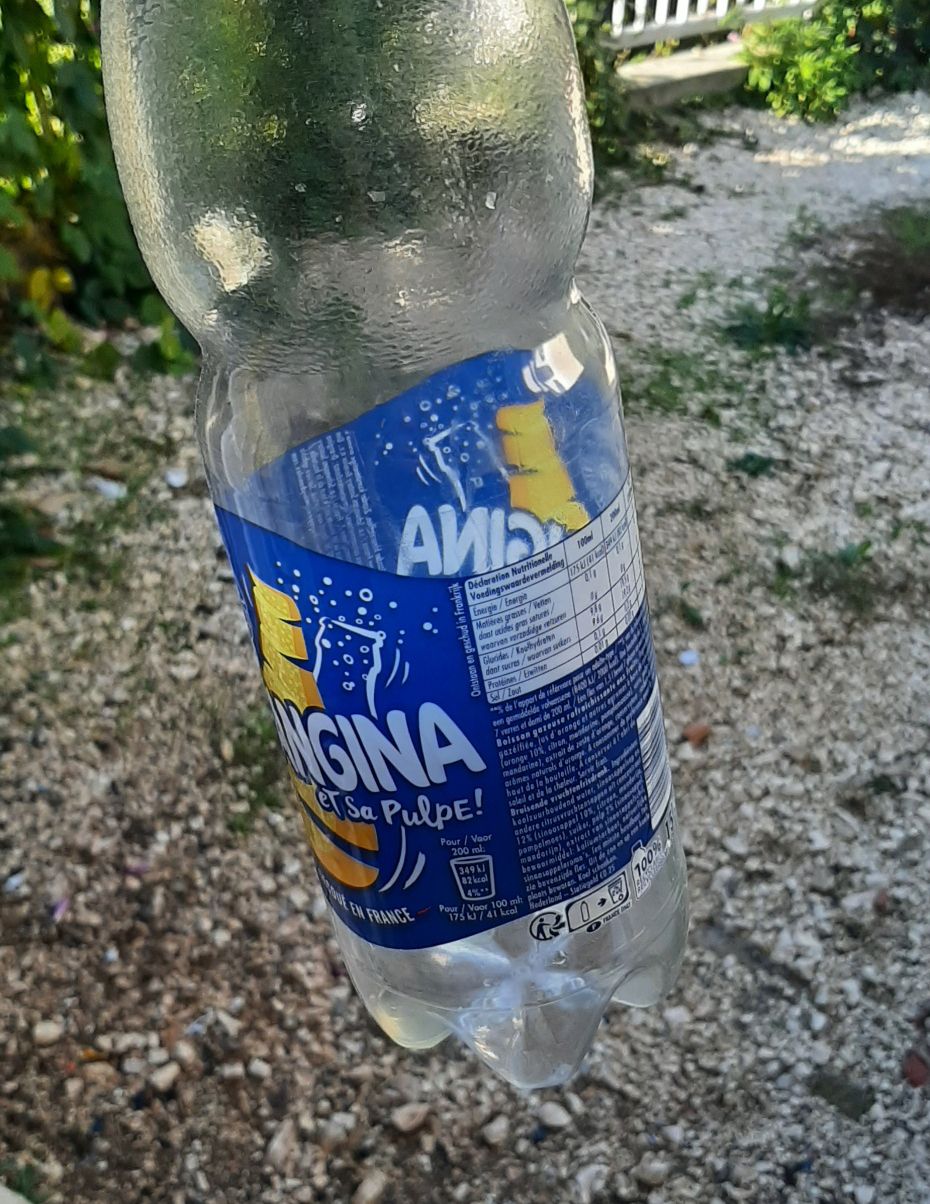
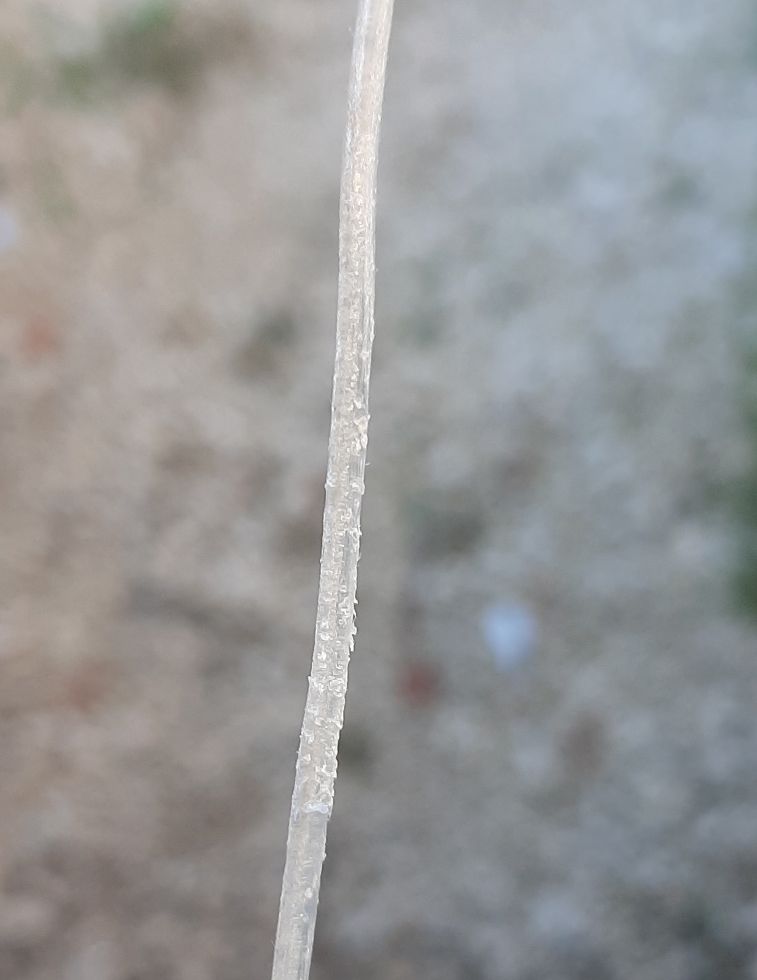
Salut à tous, Ma nouvelle machine n'est même pas fini (99%) qu'un nouveau projet demarre... A force de voir toutes ces vidéos sur la transformation de bouteille en filament, j'ai voulu tester. Avant de démarrer la construction d'une belle machine, un petit test en mode "A l'arrache": 1-la matiere: 2- la decoupeuse, réalisé suivant le modèle de JP Gleyzes sur ce lien: 3- la buse, une simple tête E3dv6 dont la buse est percée à un diametre de 1.5mm 4-les bandes, le système de découpe demande quand même une petite prise en main pour faire des bandes correctes, mais au bout de 3 bouteilles ça part seul: 5- Le résultat, la buse a été branché sur une alim régulée sans thermostat ( j'ai bien dis "A l'arrache") donc je pense avoir été bien trop chaud, pour tirer le fil j'ai utilisé un outil de fou... ma main, je voulais pouvoir sentir la force de traction nécessaire pour la suite, et il va falloir du costaud. À la sortie j'avais un fil pas très beau et qui oscillait entre 1.6 et 2 mm, donc inutilisables. Pour corriger ce problème, j'ai baissé le courant pour faire descendre la température de la buse et j'ai repassé le fil mais en sens inverse (la buse a servi de rabot), résultat un fil de 1.6 mm sur toute sa longueur, toujours pas jolie mais pour tester par envie de me prendre la tête Et voilà ma première pièce imprimée sur la base d'une bouteille: Pour l'impression j'étais à 265°C, 60 mm/s et une compensation du flux pour compenser le diamètre du fil, aucun problème d'impression, l'accroche au plateau est très bonne à 90°C. Maintenant, que j'ai testé et approuvé en version rapide, je peux partir sur la construction d'une petite machine à recycler les bouteilles.




 1 point
1 point -
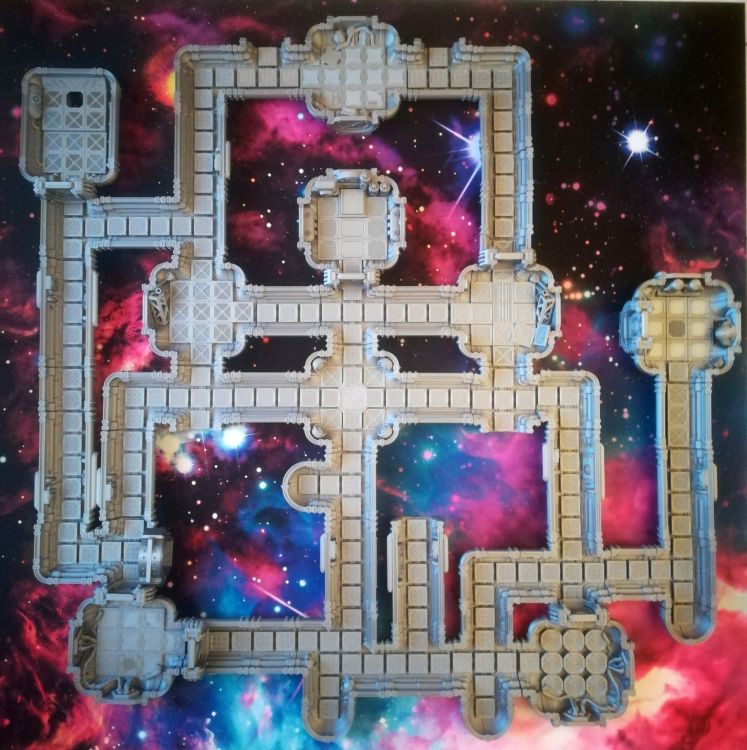
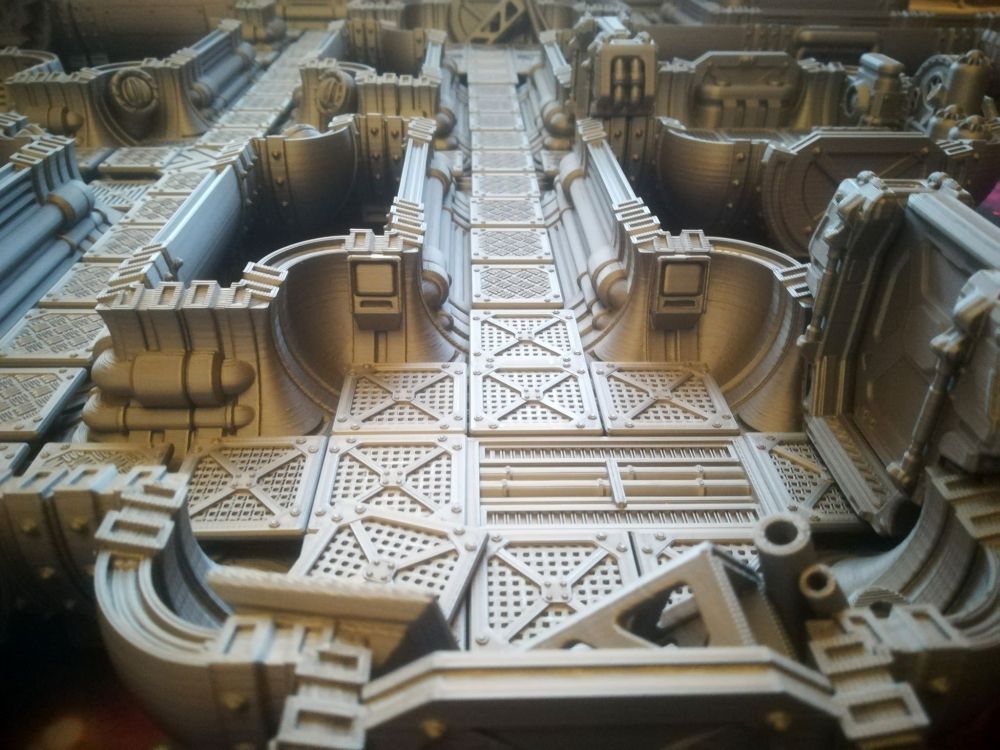
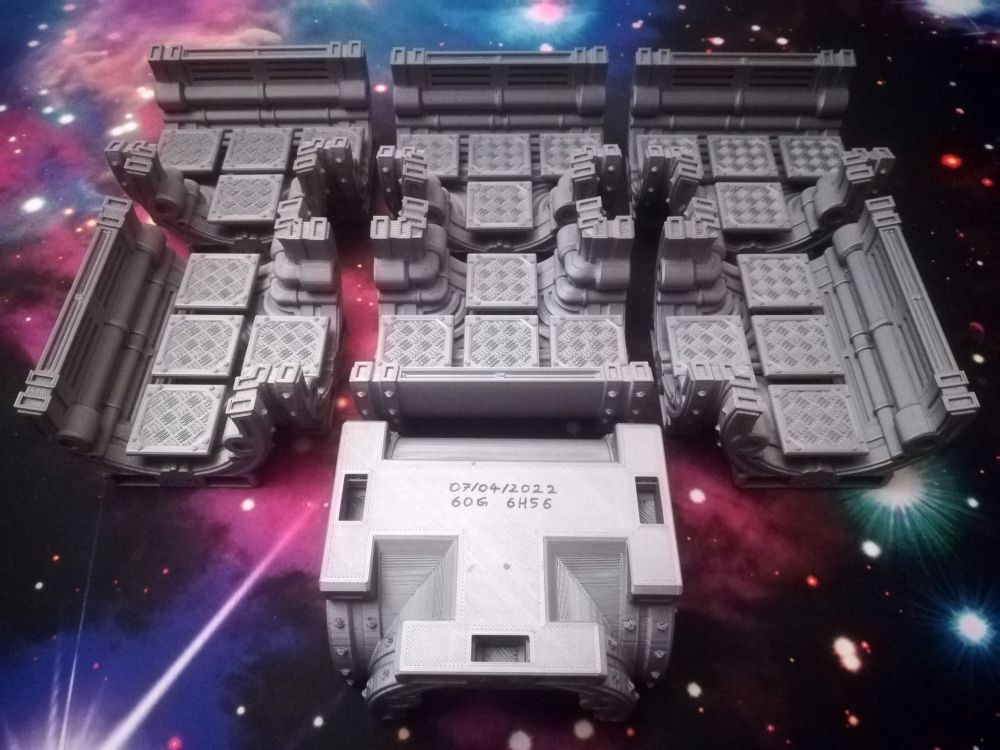
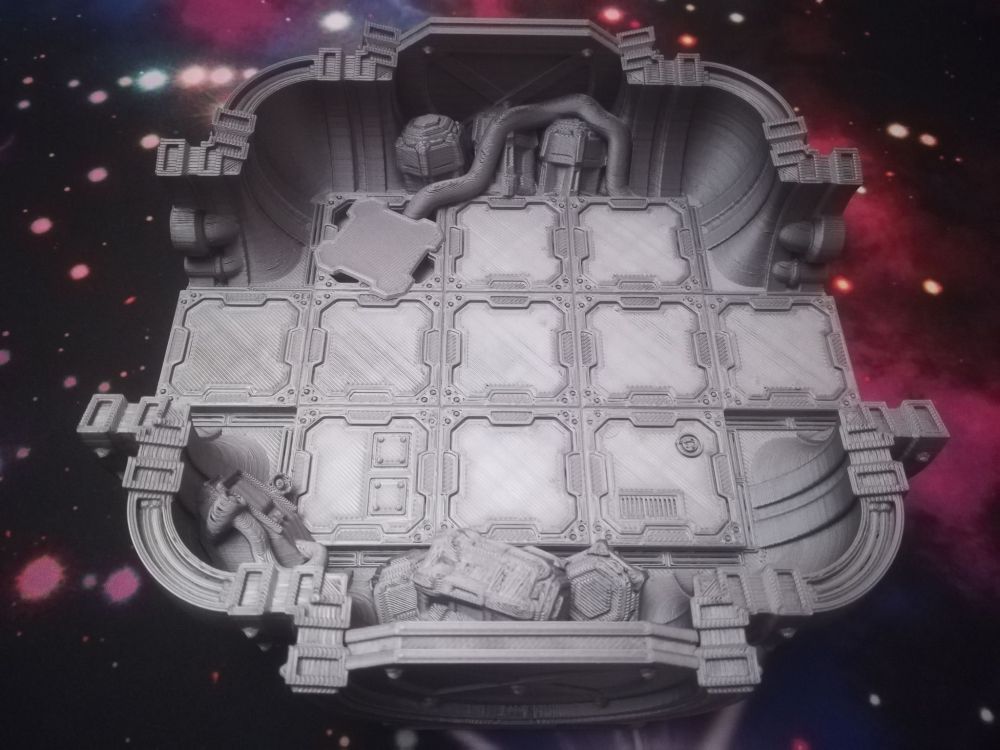
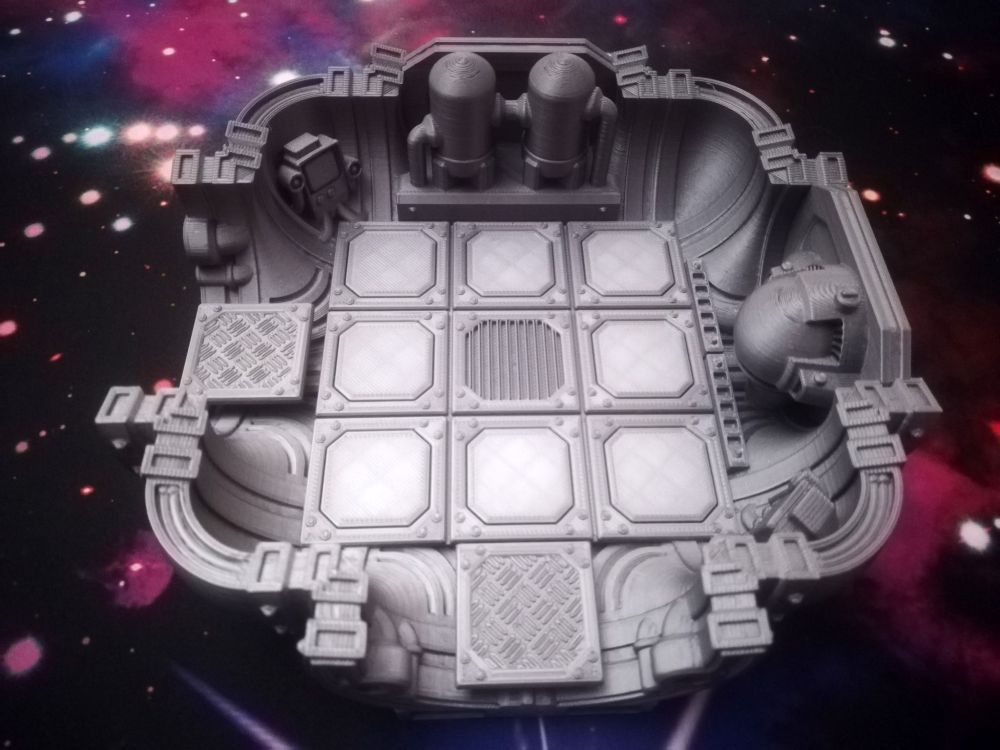
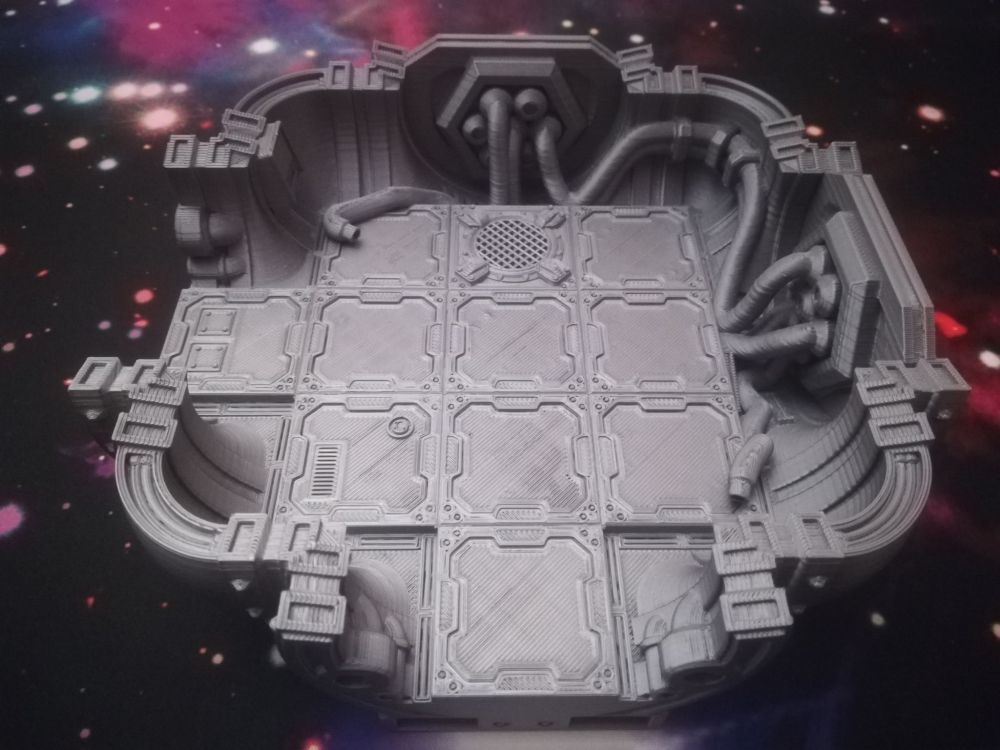
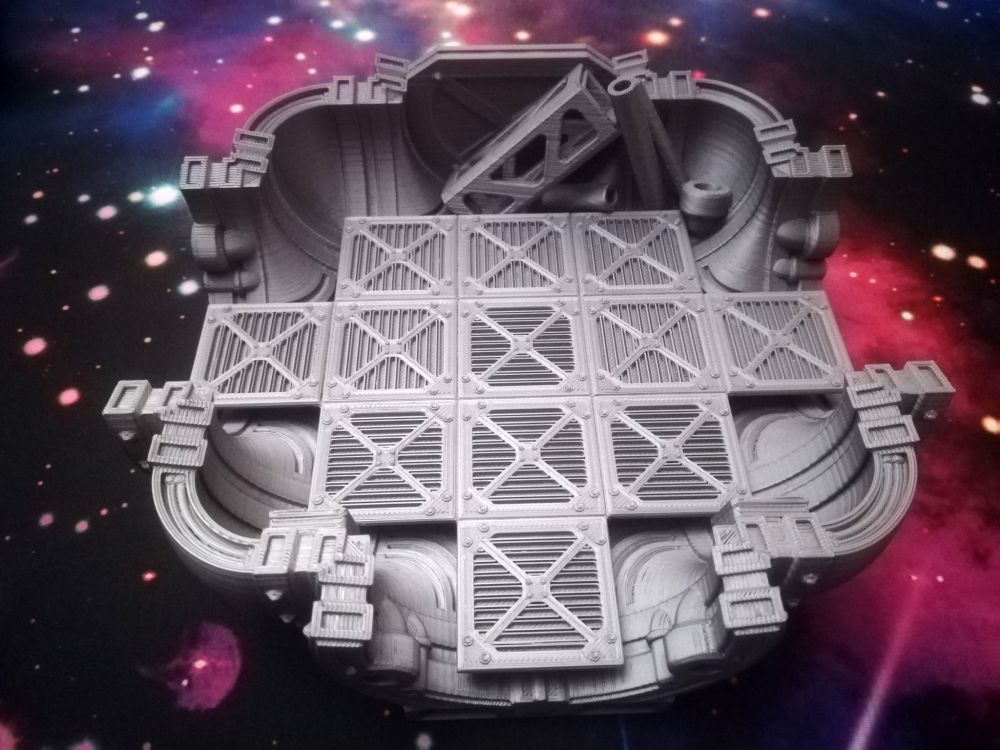
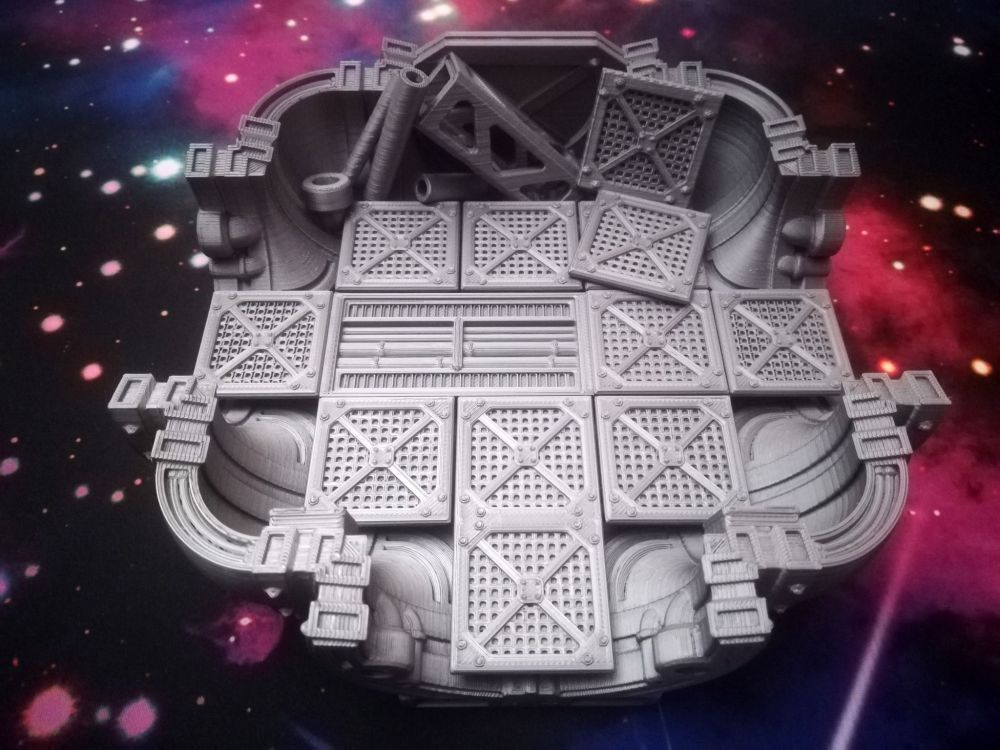
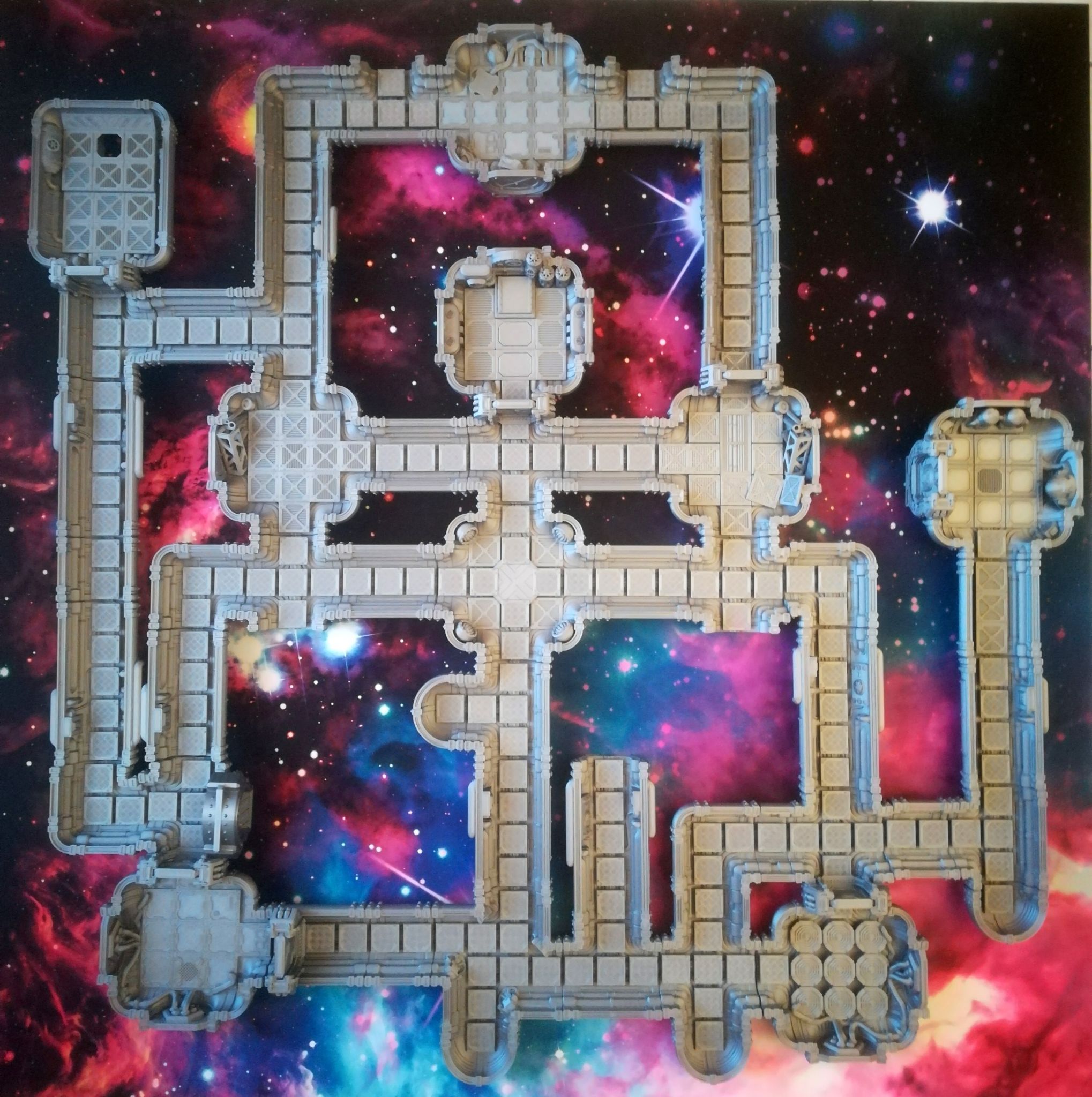
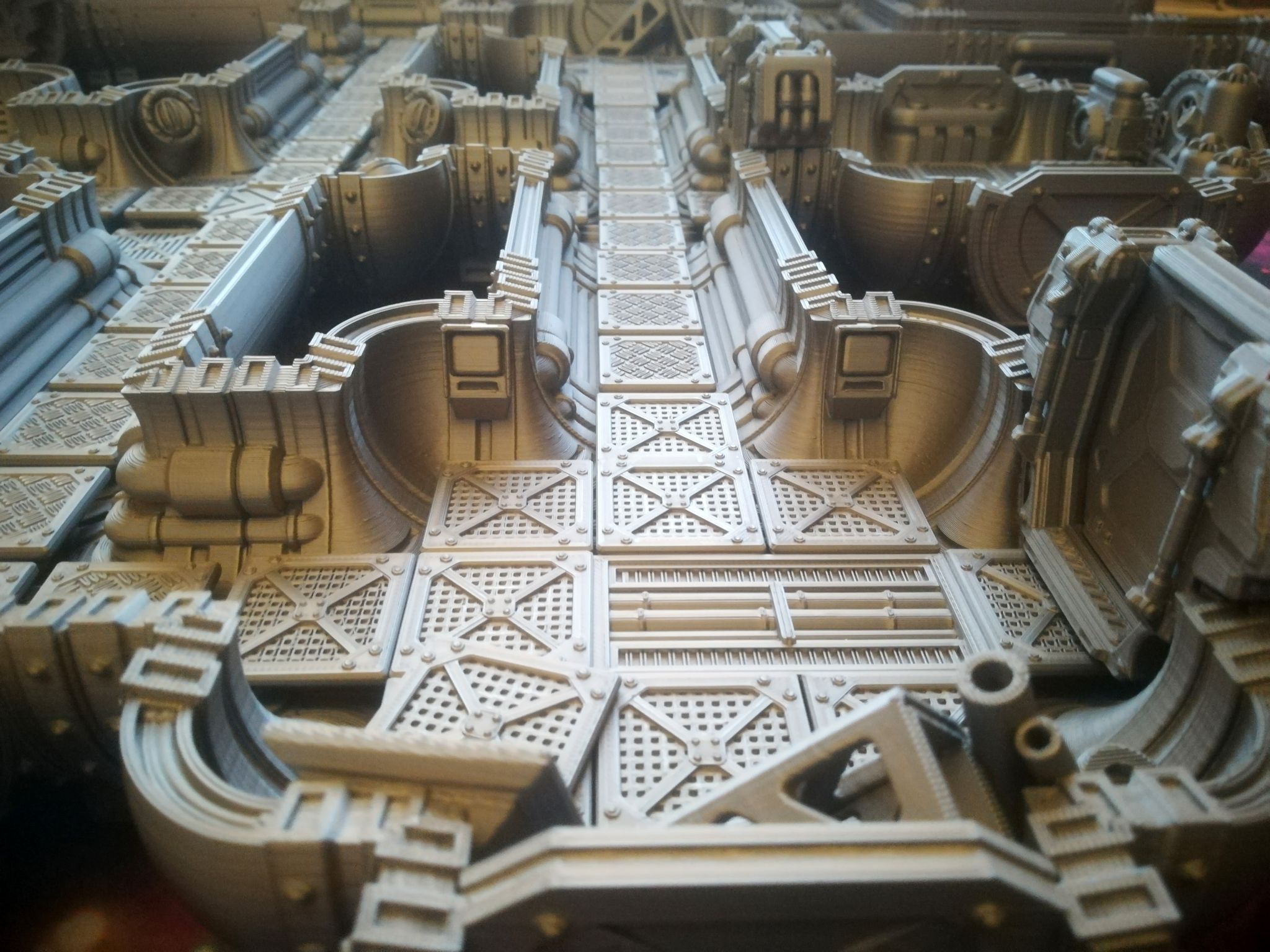
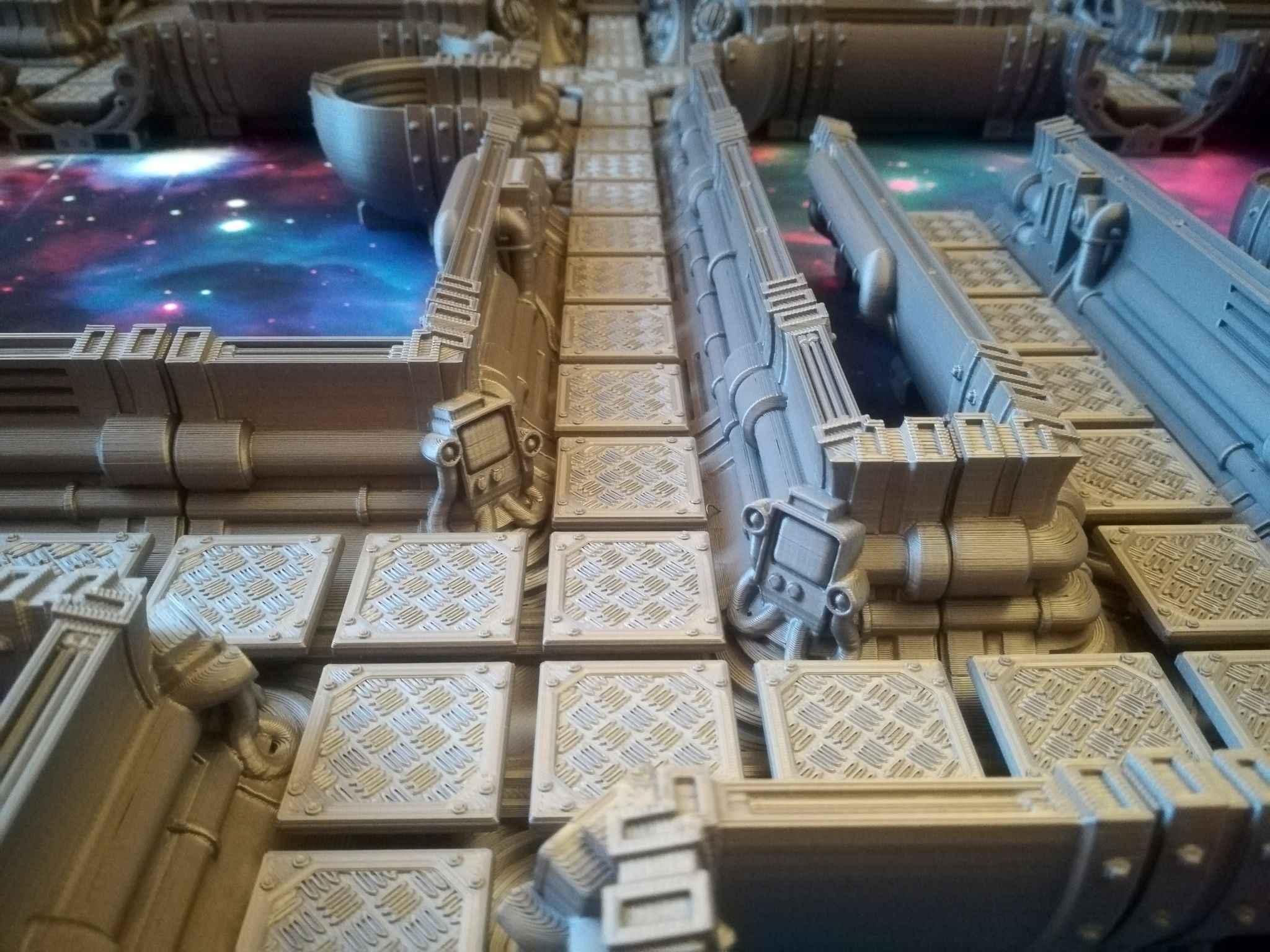
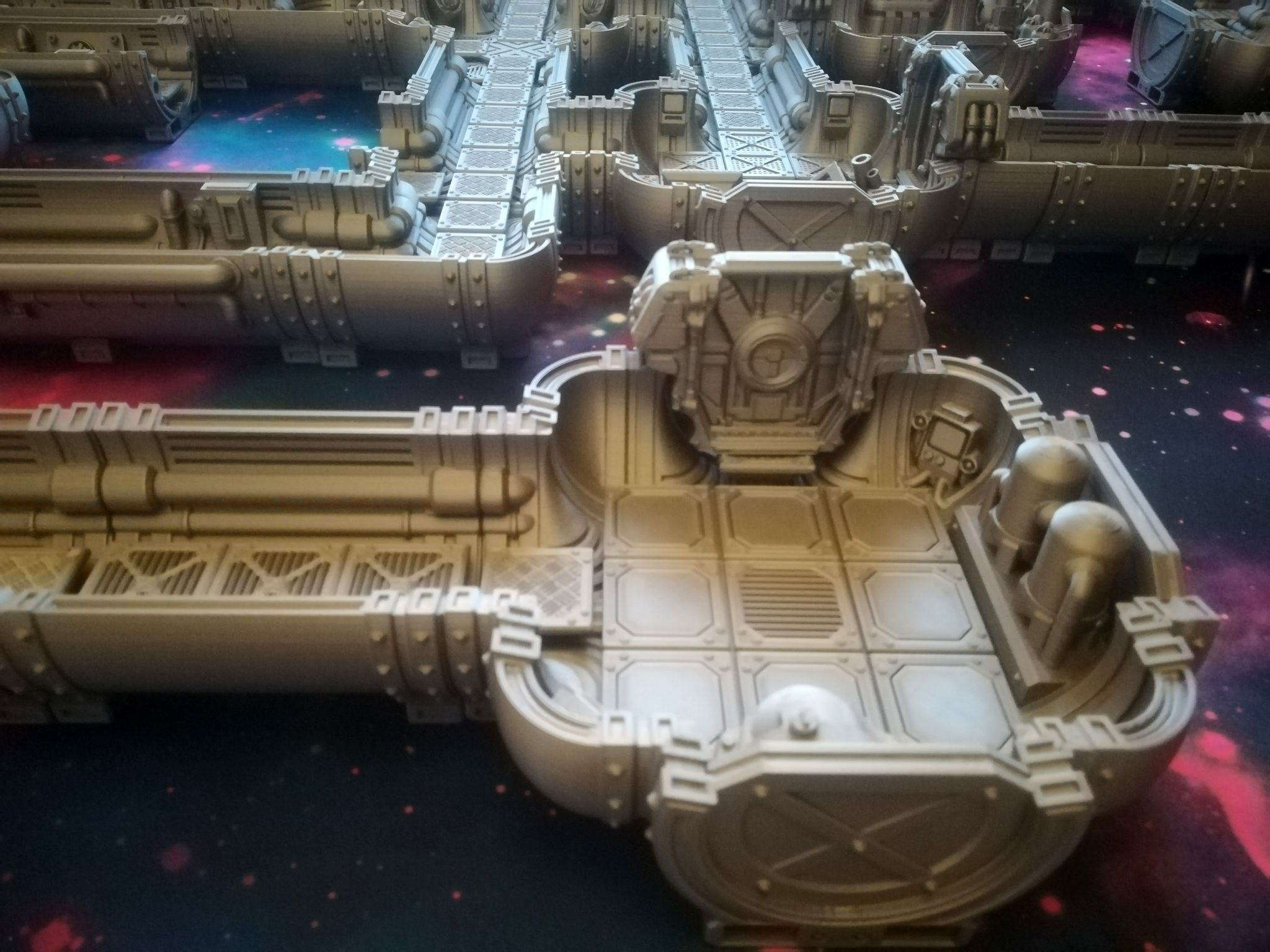
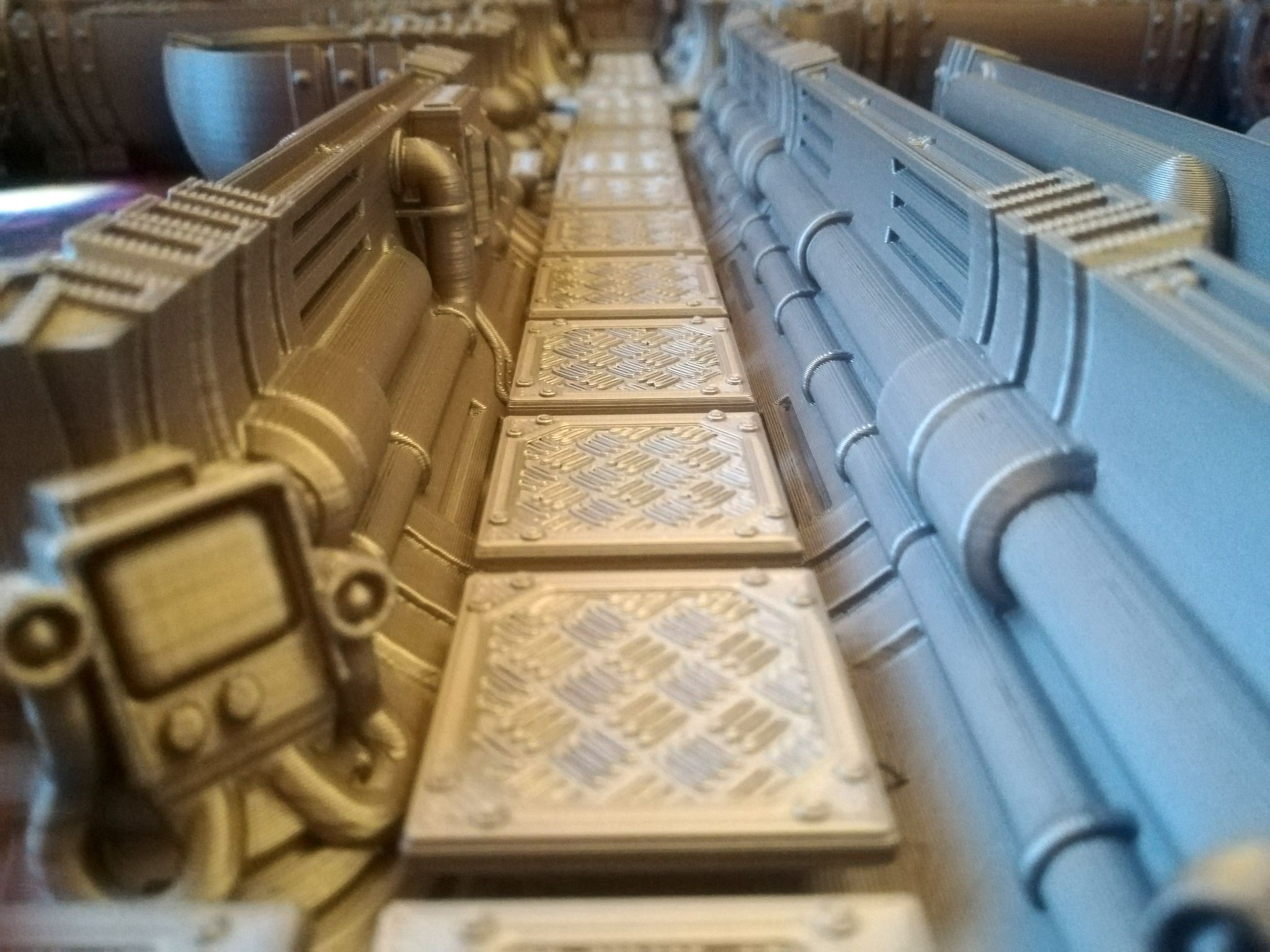
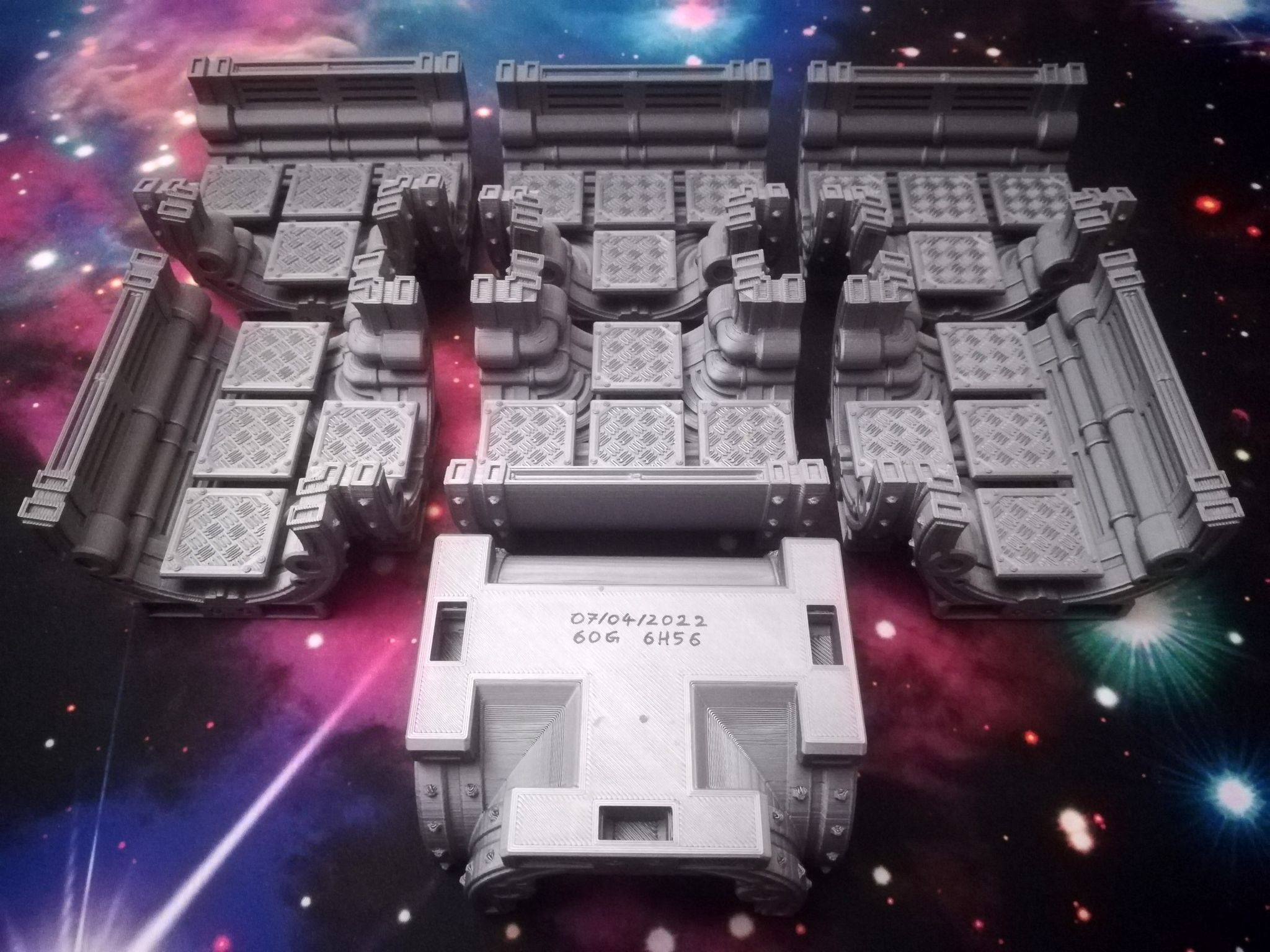
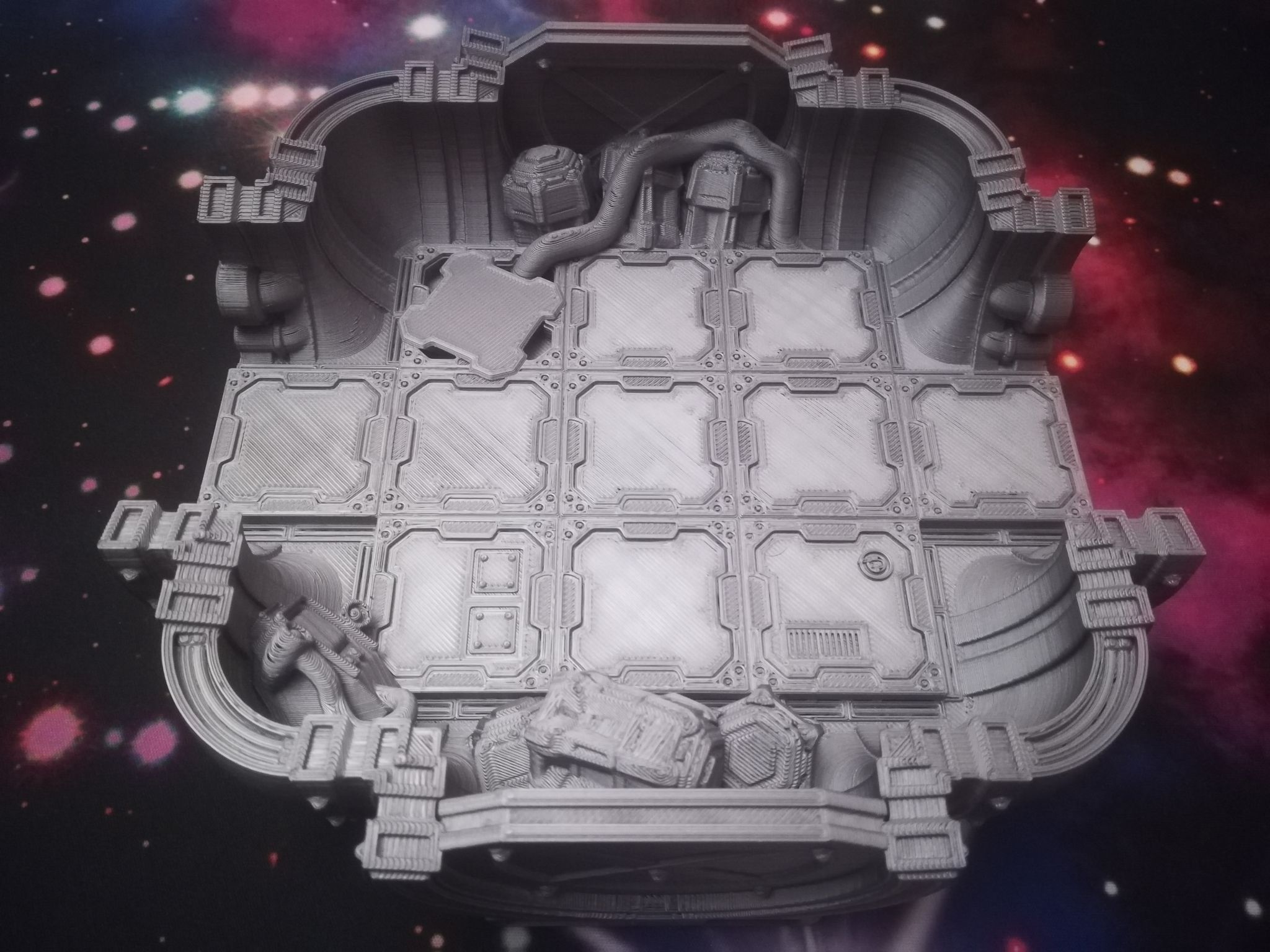
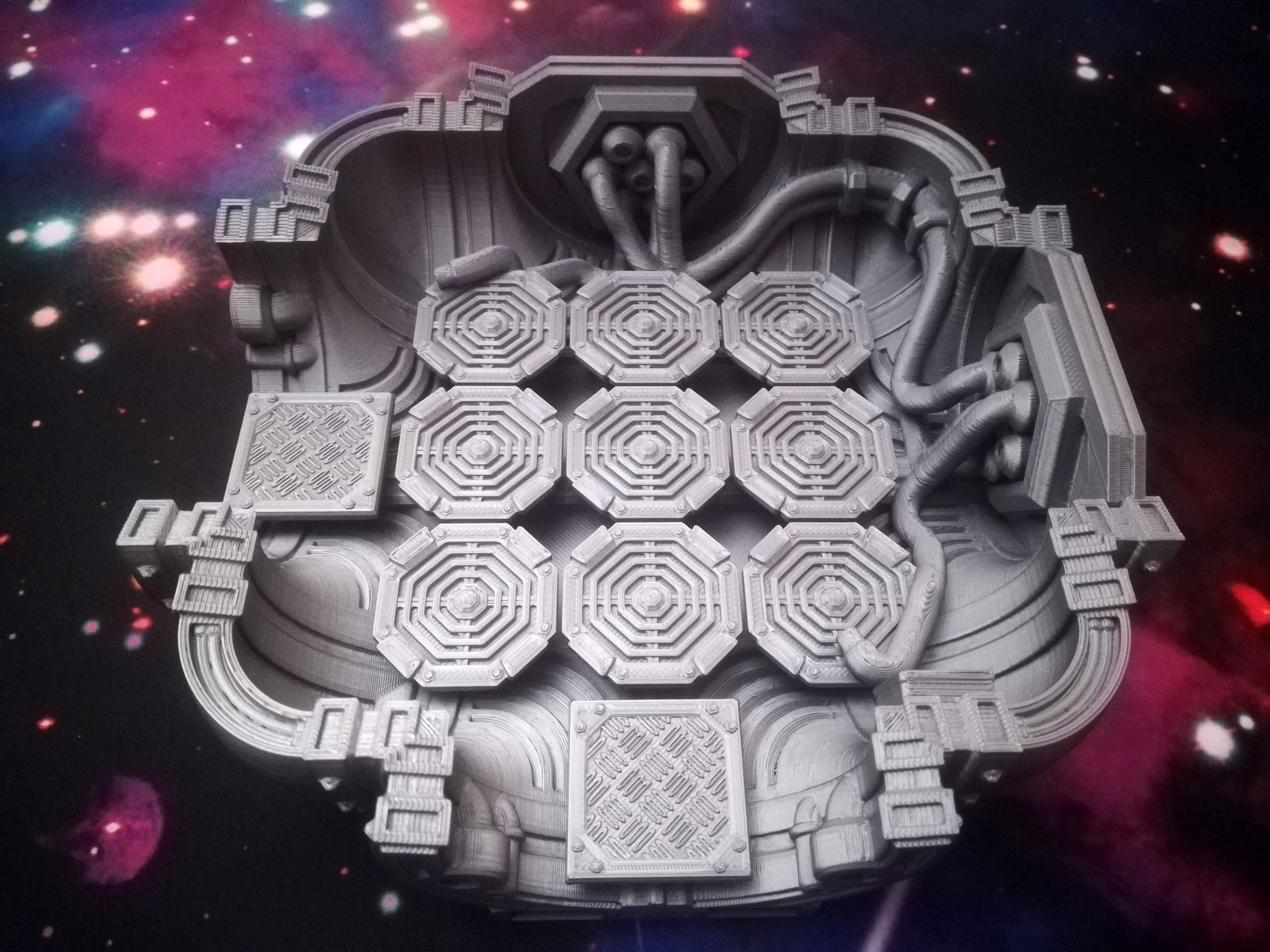
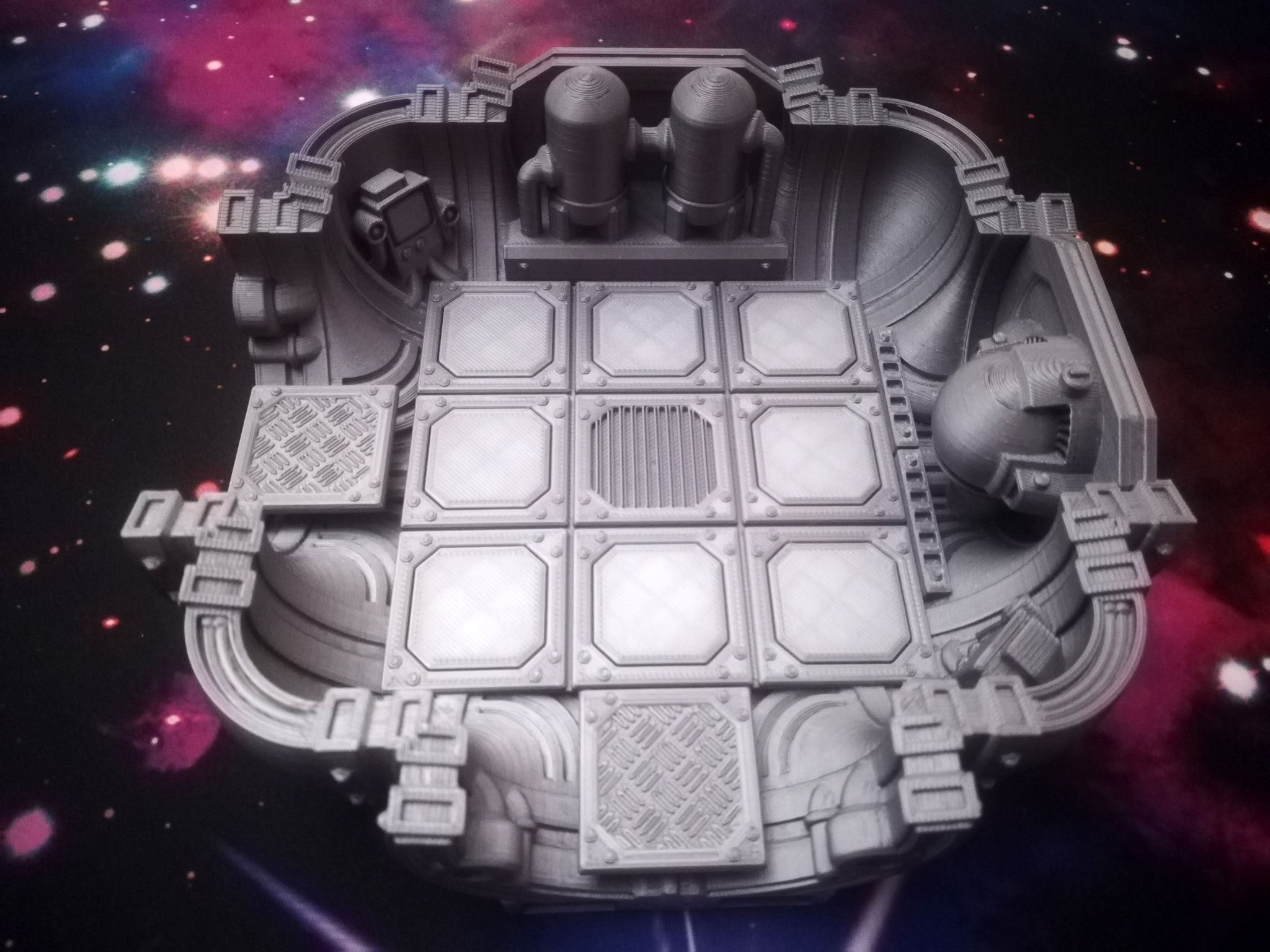
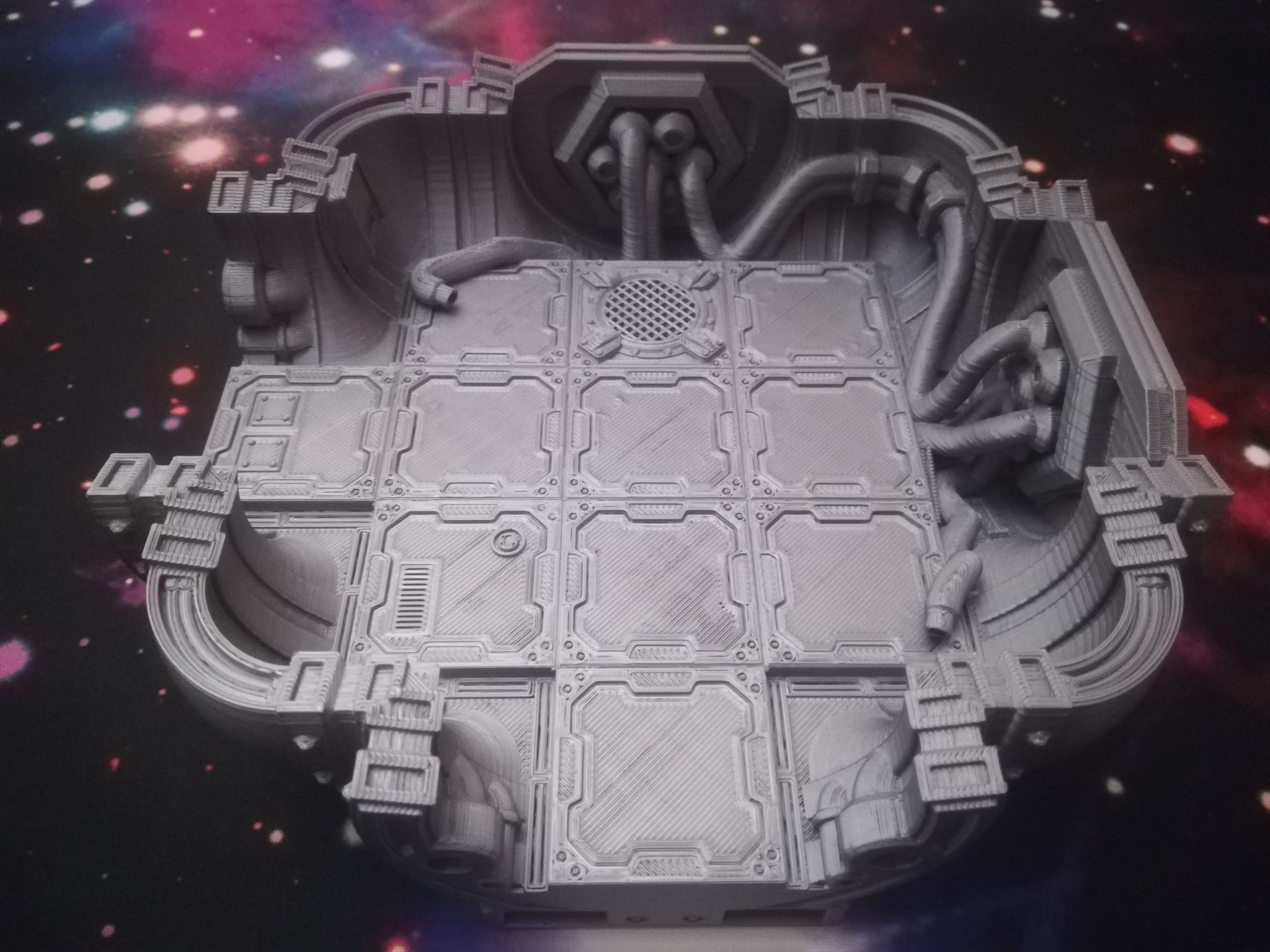
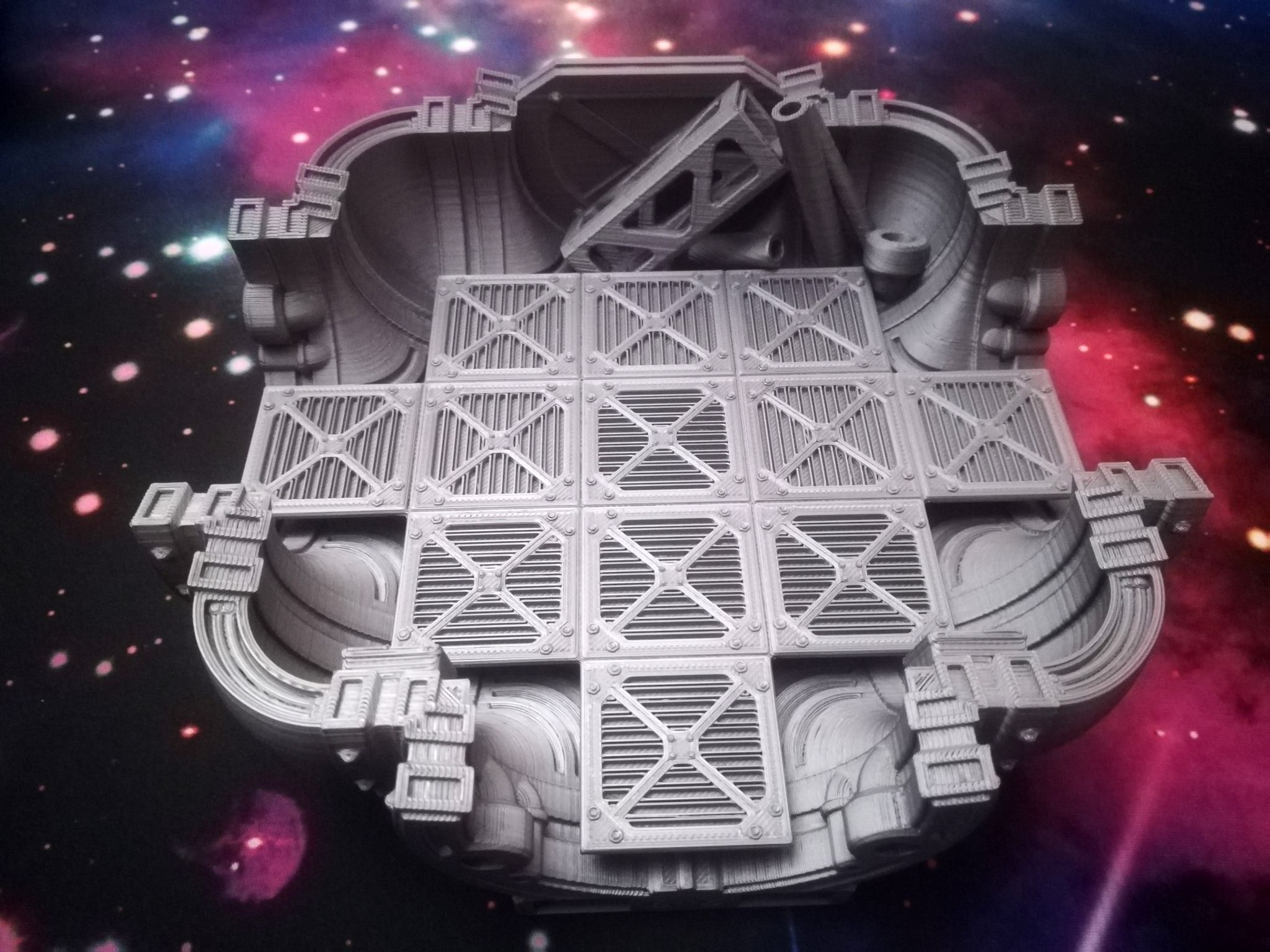
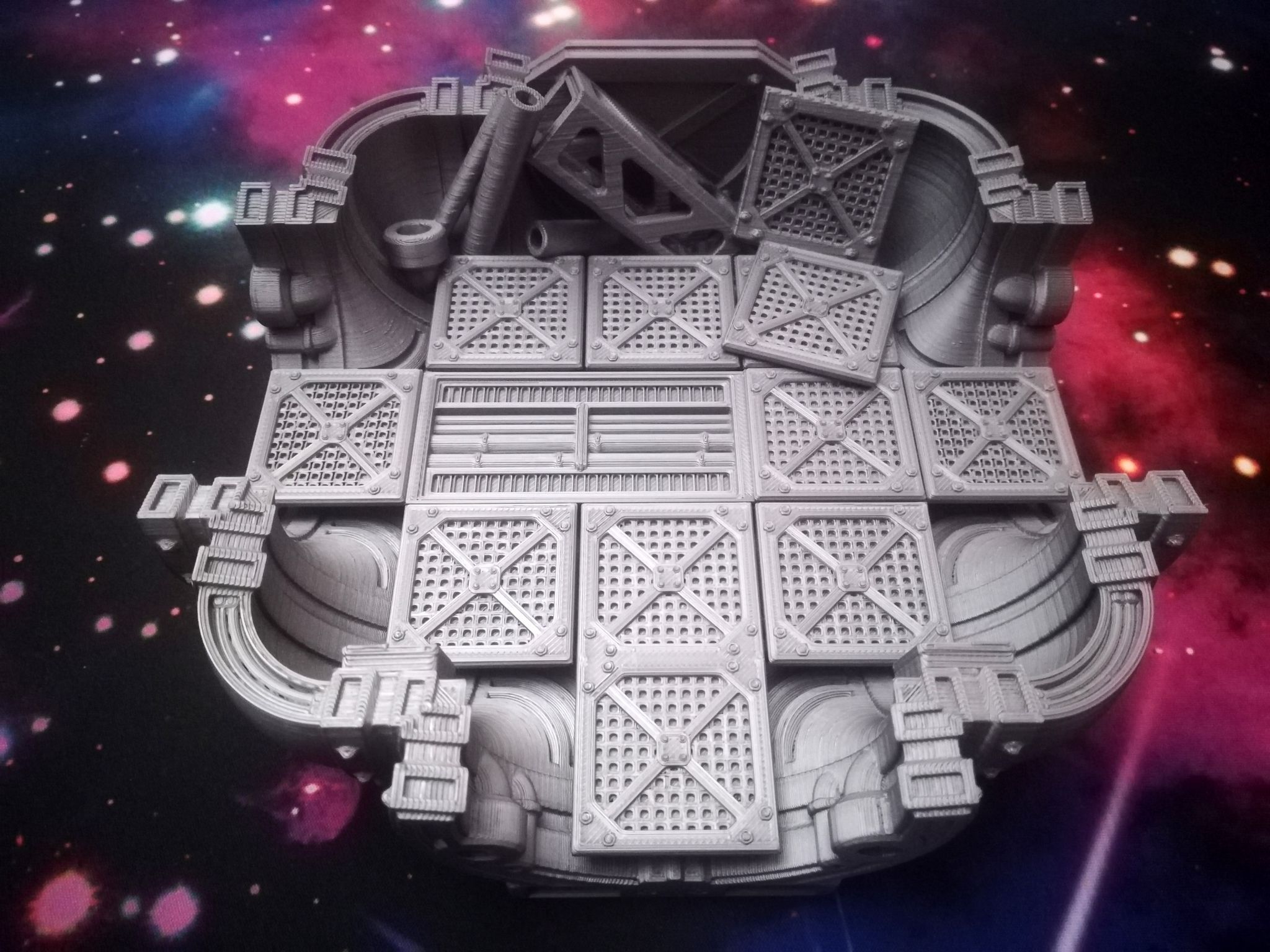
Space Hulk est un jeu de stratégie de Games Workshop édité pour la première fois en 1989. L'action du jeu se déroule dans le monde Warhammer 40,000, et est partiellement inspirée du film Aliens. Imprimé tous les plateaux du jeu en 3D avec les fichiers du site : the dragons rest fichiers hvac-tunnels J’ai eu quelque problème d’impression au début, mais cela est fini pour l’instant. le temp passe et l'imprimante ne chôme pas ! Voici ou j'en suis actuellement : j'estime être a environ 90% d'impression fini. En 5 semaines et pour un temps de 540 heures d'impression. avec seulement 5 kg de PLA. Battlemat spatial (mousepad) de 122x122 de chez : atelier de torek j'aime beaucoup car je ne voulais pas un fond spatial trop noir. je pense tout finir, pour une première tranche avec moins de 600 heures d'impression et 6 Kg de PLA. il faudra aussi, que je m'attaque rapidement à la peinture de tout cela. Ensuite, il y aura la deuxièmes tranche d'impression avec en autre, deux toupilles d'abordages SM et aussi des salles et couloirs en plus, des gaines de ventilations pour des scénarios particulier.



















 1 point
1 point -
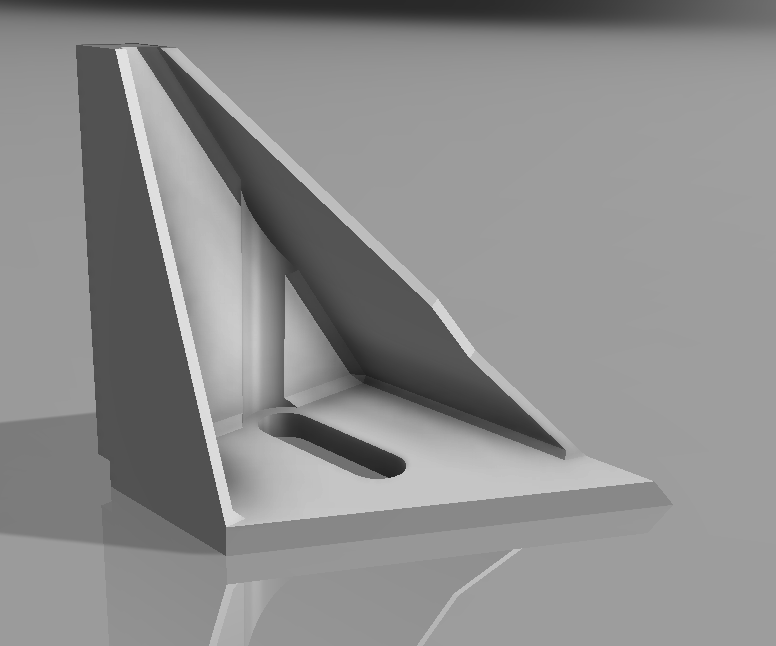
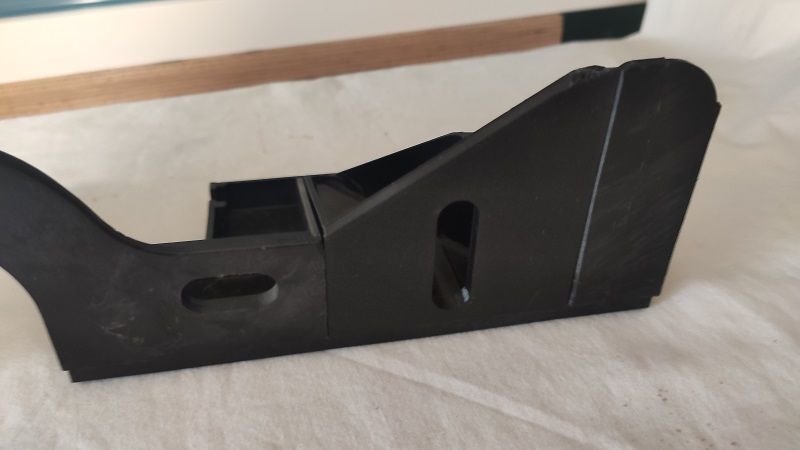
Salut la meute Ca faisait longtemps que je n'avais rien posté ici... Mais ce que j'ai essayé de faire vaut peut être le coup d'être partagé Mon frère (celui pour qui j'avais fait un cache fusibles pour son super tracteur ) a acheté une défonceuse sous table à pas cher car le guide était cassé. Bien sur la pièce est quasi introuvable ou à vil prix Du coup il me porte la pièce et me demande donc de faire un miracle avec ma Prusa MINI. Au début je pensais refaire la pièce en 2 fois car trop grande. Puis je me suis dit pourquoi ne pas faire une pièce qui vient s’insérer dans la partie cassée et la coller Aller hop, 2 coups de scie et de lime pur dégager la zone Prise de cotes et modélisation dans Fusion 360 Et impression sur la MINI+ en PETG Montage avec quelques petits ajustements et voilà. Trop content du résultat Il ne reste plus qu'à coller l'ensemble avec de la colle bi-composants je pense En conclusion ce coup ci j'ai bien aimé la démarche et le résultat. J'ai essayé de vraiment pensé impression 3D, possibilité de réparer et solidité Il faut maintenant que mon frère récupère son guide pour le monter sur sa défonceuse et faire quelques belles photos @+ pour de nouvelles aventures JC PS: Le cache fusible du tracteur est toujours en vie après une année dehors au soleil et à l'hiver Ardéchois








 1 point
1 point -
Si si, ce PLA gonfle, d'où le débit réduit de moitié et du coup j'ai un avion hyperleger. C'est une matière vraiment surprenante, on dirait que l'on a extrudé du papier. Bon, pour faire simple, je suis repasser sur cura que j'aime pas mais bon... Et j'ai utilisé les paramètres de Troy Mcmillian et du coup ça imprime vraiment très bien, double cloison mais l'épaisseur finale est de 0.46, et le poids hyper léger. Je dois être à 300g pour un avion de 1 mètres d'envergure. La réplique du zero am6. Faudrait que je teste à 270 degrés, il paraît que c'est à cette température que le gonflement est à son apogée.1 point
-
En même temps, c'était à fond et avec une épaisseur assez fine mais suffisante pour la pièce : Test d'impression Nylon (NEOFIL3D) sur plaque d'ingénierie avec badigeonnage de colle mais sans bordure ou autre aide à l'adhérence. Résultat : les dernières couches un peu irrégulières ont eu raison de la pièce ! Mais bilan positif, car les polyamides (PA-CX12 pour celui-ci) sont souvent difficiles à imprimer. Vitesse volumétrique ajustée à 5 mm3/s et couche de 0.2. Le résultat est splendide. A droite, les déchets depuis mes débuts avec la X1-C. Ca reste raisonnable. Effectivement, mes 2 imprimantes IDEX (fortement modifiées) paraissent bien désuètes. Malgré mon écosystème de têtes interchangeables rapidement, censé faciliter la mise en œuvre, elles sont complètement dépassées. Avec la X1-C + AMS, depuis le slicer, on choisit le ou les filaments, soient les Bambu Lab, soient les génériques, soit les personnalisés, à l'envoi vers l'imprimante le slicer demande de sélectionner le ou les slots de l'AMS contenant les filaments choisis et demande de sélectionner les options . L'imprimante va même scanner la surface du plateau qu'occupera l'impression pour vérifier qu'aucune pièce ou restant d'impression, n'occupe l'espace !


 1 point
1 point -
Pas de souci non plus à cause des imprimantes , les seuls rares soucis sont du à une mauvaise manip ou paramètres.1 point
-
Salut, C'est peut-être ici . Celui qui a écrit ça devait être complètement bourré, parce que visser une buse filetée M7 (=MK10, voir ici) dans un taraudage M6, faut vraiment être motivé ! Le mieux, c'est de suivre les indications du constructeur, donc une MK8 PS: l'alcool est dangereux pour la santé les imprimantes, sauf l'isopropylique1 point
-
Ya déjà une fenêtre dans mon pc et maintenant il faut que j'y installe un phyton. C'est pas possible il va s'échapper !1 point
-
Tu télécharges et installes python sur ton PC. Puis tu lances directement son fichier depuis ton dossier de téléchargement ou ailleurs avec un double click (comme un exe). Une invite de commande va s'ouvrir, exécutant le code, à la fin une page internet va s'ouvrir avec la liste et les liens des sujets. Par contre je me demande s'il ne faut pas avoir un explorateur internet déjà d'ouvert (ou si le programme ouvre une cession si rien d'ouvert, pas fait le test et pas regardé le code).1 point
-
Oui ça fonctionne, leur dureté est plus grande que des laitons classiques. C'est que j'avais utilisé pour tester des filaments bois / métalliques. Pour confirmer, le mieux serait de demander à @Fourmiqui connait bien mieux ses buses que moi. Le filament le plus abrasif est celui chargé en carbone. Quelques centaines de mètres suffisent à augmenter «sérieusement» l'orifice d'une buse «simple» laiton1 point
-
Alors tu peux ajouter des embouts en TPU pour déambulateur .... Bienvenue sur le Forum @malou3394 Le coup des trucs utiles pour madame, c'est fûté ! ça permet de justifier les dépenses nécessaires pour fabriquer les pièces ....1 point
-
Avec des filaments chargés (particules de bois ou métal), il est conseillé d'utiliser au moins une buse de 0,5/0,6mm. Il est préférable de prendre une buse dans un matériau autre que le laiton (acier, inox, …) car ces filaments chargés sont abrasifs. Pour une buse autre que laiton, il faudra également augmenter la température de la tête car l'acier ou l'inox sont de moins bons conducteurs thermiques.1 point
-
C'est génial ton truc.1 point
-
oui, taille de la buse modifiée dans la zone 1 j'ai envoyé le code pour le fichier ok, mais impossible a faire pour le fichier non ok car une fois ce fichier importer je ne peux le transformer en html sans qu'il devienne correct ??? comprends pas ... bref je ne sais plus qu'elles sont mes fichiers corrects et incorrects. Je vais refaire a la demande des gcode corrects. en tous cas un grand merci a vous 2 @pommeverteet @PPAC car pour moi tour refonctionne nickel.1 point
-
Si on parle d'une imprimante résine, alors effectivement pas de laque. Je n'ai pas vu l'indice subtile dans le titre mea culpa ! (Je ne savais même pas qu'il existait des plateaux magnétiques pour les résines !)1 point
-
ciao PPAC merci pour ta réponse tu m'as bien fait rigoler, j'ai tellement fait de choses inutiles dans ma vie (j'ai déjà un âge certain 71 ans je n'arrive plus à me rappeler toutes les c... apprises et faites) .J'ai décidé de faire que des choses utiles des éléphants désolé mais j'en ai déjà quelques uns(que des cadeaux). j'ai un truc que j'aimerais bien faire : une embouchure d'harmonica chromatique modifiée penses tu que cette partie d'harmonica puisse être exécutée avec une trois D(j'ai promis à mon ministre du budget que je pourrais même lui refaire la poignée du frigo pour lui prouver toute l'utilité et presque le besoin d'avoir une imprimante 3D à la maison )donc voila je prépare le terrain. encore une fois merci et bonne fin de journée et au plaisir aussi1 point
-
Alors 3DJake j'ai commander des accéssoire et jamais eu de soucis avec eux mais la Anycubic M3 plus est la seule de la gamme que je conseillerais pas car il me semble que certain ce plaigne du matriçage des led qui est perceptible et dégrade un peu le rendu d'impression ce qui ne semble pas être le cas de la Max et n'est pas le cas de la M3 je l'ai chez moi. Pour la M3 Premium elle est une système différent et ne devrait pas avoir ce soucis. Maintenant je ne me base que sur quelques retour de commantaire que j'ai lu et des dire de Thomas de la chaine polyworkshop qui travail chez lychee slicer.1 point
-
Pardon, J'ai du me tromper de post J'ai corrigé, pourtant, j'ai pas bu1 point
-
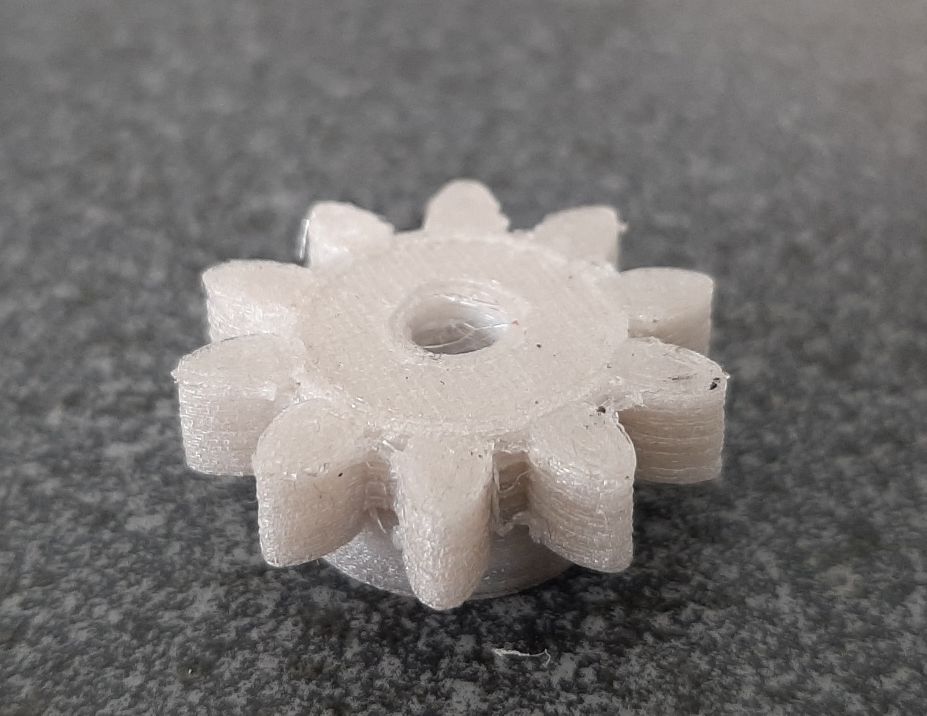
Petites améliorations sur la tête d'impression, en parallèle de l'ajout du 4ème axe Z. Je me suis décidé à passer sur un vrai Mosquito de Slice Engineering, à la place du clone NF-Crazy. Le kit Mosquito "classique", avec une chaussette silicone, deux buses 0.4mm (une Bridgemaster en cuivre avec revêtement renforcé, et une Vanadium en acier A2 trempé pour tout ce qui est abrasif), et la clé calibré pour changer la buse facilement. J'ai aussi un tube de Boron Nitride de la marque que j'avais déjà utilisé pour monter la cartouche chauffante et la sonde de température sur le clone. Je garde d'ailleurs ces deux éléments qui fonctionnement bien. J'en profite pour faire également une évolution de l'extrudeuse OMGv2, en y installant les engrenages améliorés de la v2S qui sont en acier A2 à la place de ceux en laiton/aluminium de la v2. Ça devrait être plus résistant à l'usure. Le remplacement est quasiment plug-and-play car les dimensions sont exactement les mêmes que celles du clone que j'avais précédemment. J'ai seulement du refaire le morceaux de PTFE Capricorn situé entre l'extrudeuse et le hotend car la gorge au niveau radiateur du Mosquito est un peu plus profonde de ~1mm. Une fois remonté avec la chaussette silicone, cartouche chauffante et sonde fixées au Boron Nitride et maintenu en place via les deux vis sur les côtés. Le bloc de chauffe n'a pas la même forme que sur le clone, il est légèrement plus petit mais également légèrement plus éloigné du radiateur. La hauteur globale du hotend est cependant strictement identique. La chaussette silicone est par contre très épaisse, comparée à la chaussette du clone et à celle sur mon Ender-5. A voir à l'usage si cette sur-épaisseur ne sera pas trop gênante pour le refroidissement de la pièce qui du coup souffle en partie sur la chaussette... Mon premier ressenti sur ce Mosquito sont très bon : tout respire la qualité, surtout comparé au clone. Même la chaussette silicone semble très résistante. J'ai hâte de terminer l'ajout du 4ème axe sur l'imprimante pour pouvoir enfin l'utiliser. Je vous tiendrai au jus quand ça sera terminé.1 point
-
Bonjour, Le support xyzpriniting m'a répondu que le message au chargement n'est pas une erreur mais une question me demandant si le chargement s'est bien passé. Effectivement si je réponds OK je peux imprimer sans problème. Je n'ai pas souvenir d'avoir ce message dans une version antérieure. Je remercie tous ceux qui m'ont répondu. Cordialement1 point
-
Je vois que ça a plus que bien avancé ici. Bon ben je suis bien comtent d'avoir pris des stepperonline sur les conseils de Savate (même si le 6ème moteur n'est pas près d'arriver ...). Seul l'extrudeur est un LDO, mais pas d'impact pour le coup. Je crois qu'elles travaillent encore pour moi Tu devrais privilégier le PEI texturé je pense (meilleure accroche et meilleur rendu). Ton premier cube est quand même vachement propre, tu parles de défaut mais ce n'est pas flagrant ^^. Bon après ton PEI lisse légèrement rayé pourquoi pas ^^.1 point
-
C'est un bug qui est arrivé avec la 4.11 je n'avais pas ça avant il me semble. Il faut activer Parois / remplr les trous entre les parois avec 'partout' sinon il laisse des trous de partout ... sans : avec :
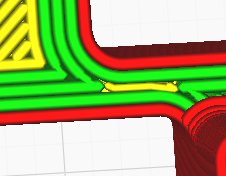
 1 point
1 point -
sous klipper c'est beaucoup plus facile dans le fichier de configuration il suffit de changer la ligne run_current: sur tous les stepper que tu veux modifier [tmc2209 stepper_y] uart_pin: PC11 diag_pin: PC1 tx_pin: PC10 uart_address: 2 run_current: 0.580 sense_resistor: 0.110 stealthchop_threshold: 999999 driver_SGTHRS: 1401 point
-
Je n'ai pas encore fait l'input shaper sur les 0.1 (question de flemme probablement - mais surtout elles sont toujours en train d'imprimer, ce qui limite les possibilités de tests) Pour les accélérations je n'ai pas cherché la vitesse, donc je suis resté à 2000 mm/s² par défaut et j'imprime 'lentement' 120 mm/s max (ABS 245°/10°) comme ce sont de petites pièces sur ces bestioles, ce n'est jamais bien long Le premier facteur limitant sur la 0,1 c'est le dragon 'normal' limité en gros à 18 mm3/s (mais il y a encore de la marge ) Le passage en HF devrait faire sauter cette limitation (mais pas d'utilité pour mon usage) Pour le pressure advance je préfère toujours la valeur la plus basse que la plus haute (avec du e-sun ABS+ noir je suis à 0.035 sur les deux 0.1).1 point
-
Ci-joint une mise à jour du programme python, suite à des modifications du site en août dernier. Forum3D_v7.py1 point
-
Bonjour, de l'impression que j'ai en regardant la vidéo, mais je me trompe peut être: -la courroie morte ou détendue -un problème de moteur ou de connectique moteur1 point
-
Impression en mode Ludicrous d'un réceptacle de scories de purge, modifié pour mes aimants en stock (le même que @SR-G). Ca envoie du lourd et la qualité semble très bonne ! Première couche à 0.3 pour éviter les incidents de 1ère couche, et le reste en hauteur de couche variable. Il va mettre un peu moins de 2h en PETG ! Ce qui m'agace un peu, c'est de ne pas avoir les coordonnées XYZ !! Impossible de vérifier où en est l'impression et surveiller l'impression d'une zone délicate, par exemple ! Impression ABS (TitanX de Formfutura et M-ABS de Neofil3D) avec support en "Support Smartfil" de Smart Materials, HIPS amélioré soluble dans le Limonène (très cher) et dans l'essence de térébinthine, bien plus abordable. Je n'ai même pas renouvelé la colle pour les 3 impressions. pour l'AMS, j'ai imprimé ces boites pour silicat en PETG translucide de GST3D, pour tester (pas super en qualité surtout au niveau adhésion des couches sous contraintes). Le PETG translucide permet de visualiser la charge du silicat : orange => sec, noir=>humide donc à passer au déshydrateur à 70° quelques heures. Avec le PETG je mets les boîtes direct sans risque (PLA à proscrire!). Impression délicate avec supports complexes : J'ai complété avec cette boite silicat et support d'hygromètre également en en PETG translucide : Avec ces 3 éléments déshydratant, je suis tombé à environ 16% d'humidité avec une pièce à 49% d'humidité ambiante. A voir la durée avant de remonter en humidité, mais c'est mieux que mes boites à filament faites maison !

.thumb.jpg.ba5912b4c105883099c023b45347df4e.jpg)
 1 point
1 point -
Ce n'est pas tellement tes interventions que je «critique» mais plus la manière de le faire: rarement positif. Ici nous ne sommes pas sur un forum professionnel mais amateur, en gros si tu n'es pas capable de voir la différence, c'est plutôt dommage. A ta question, pourquoi Prusa ? Ma réponse est du même ordre que pourquoi Apple plutôt que Windows ou Linux : chacun sa préférence mais je ne fais partie ni des aficionados de Jobs ni de Josef. Leurs produits sont certes bien faits mais ne justifient aucunement leur prix sauf à vouloir se démarquer pour faire partie de l'«élite», pour ma part je préfère faire partie du vulgum pecus. Sinon, bisous1 point
-
Salut, les 2 paramètres les plus importants pour réduire les cheveux d'ange, c'est bien la T° de buse et la rétraction. pour la T°: 230° c'est plutôt dans la fourchette basse donc bien. On garde. -> tu as changé la tête, tu as bien fait un PID pour 230° pour éviter les variations +chaussette silicone bien en place ? pour la rétraction: tu es en direct drive donc entre 1 et 2 mm, c'est correct. On garde. Pour la ventilation, 0% pour les premières couches mais après, c'est entre 50 et 75% en fonction de la qualité de ton diffuseur. En dernier et après un essai avec PID réglé et refroidissement revu, tu peux voir pour réduire un peu ton débit dans Cura de 2% pour voir s'il y a un effet positif.1 point
-
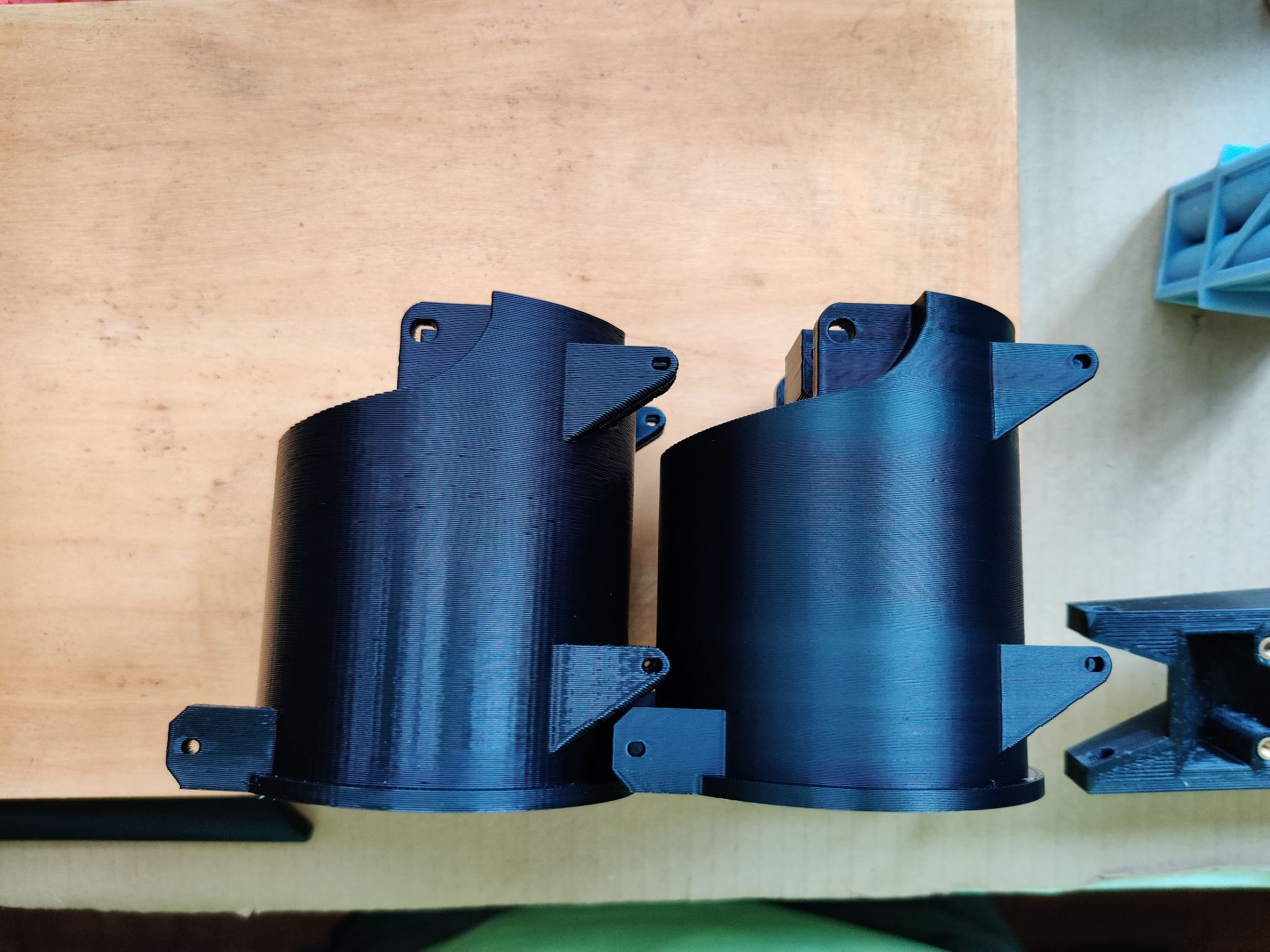
J'ai eu le même souci que toi avec ma I3Mega et les versions "récentes" de Cura : des impressions impeccables avec la V15, et des défauts similaires aux tiens avec une V4 ou V5 (moins marqués, mais identiques à la pièce blanche). J'ai longtemps conseillé sur ce forum de rester avec Cura15 à partir du moment ou il n'y a pas besoin d'options "modernes" (genre interfaces de supports) : on s'est beaucoup moqué de moi pour cette position anachronique. Cela dit, les moqueurs ne savent même pas pourquoi "il faut" passer à une version plus récentes J'ai imprimé plusieurs kilos de 3Dbenchy sans jamais réussir à comprendre ... En revanche je n'ai jamais eu ce problème sur ma Chiron. Beaucoup se contentent d'une qualité moindre d'impression, et comme ils ont réussi à atténuer le phénomène sous cura 4 ou 5, ils ne cherchent pas plus loin. Chacun sa propre perception, ça je ne juge pas. Depuis j'ai laissé tomber Cura ,qui est imbitable, pour PrusaSlicer.1 point
-
oui, il faut l'u2c, ou une waveshare (mais elle ne supportera que la vitesse de 250 000) après une ebb36 sur une 0.1 et ses 20 cm de câbles ... c'est un peu exagéré Normalement ça passe tout seul et ça ne 'tord' pas la tête. Si le câble touche le tophat ce n'est pas très grave, il se courbera un peu1 point











































.jpg.201fdb5cbf0e88db69c0fa65f9864403.jpg)

