Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/02/2023 dans Messages
-
Reçu aujourd'hui, bon reste plus qu'a gagner une imprimante à mettre dedans Ou alors j'en fais une petite serre hydroponique avec un plant de cannabis......
 5 points
5 points -
Bien reçu aussi pour moi, je les ai directement placées sous la surveillance du maître de la maison, elles devraient être bien gardées ! Encore merci pour le concours !

 4 points
4 points -
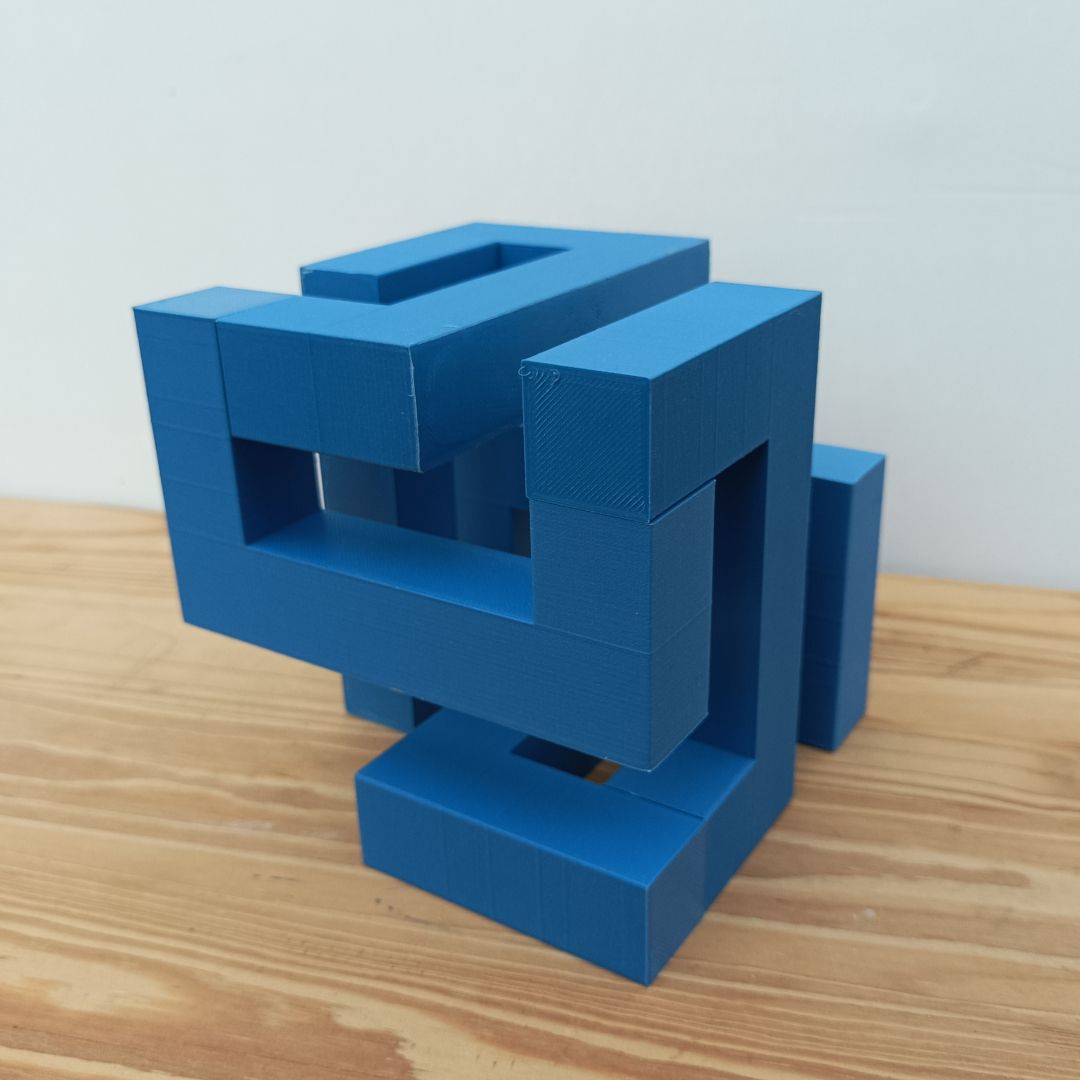
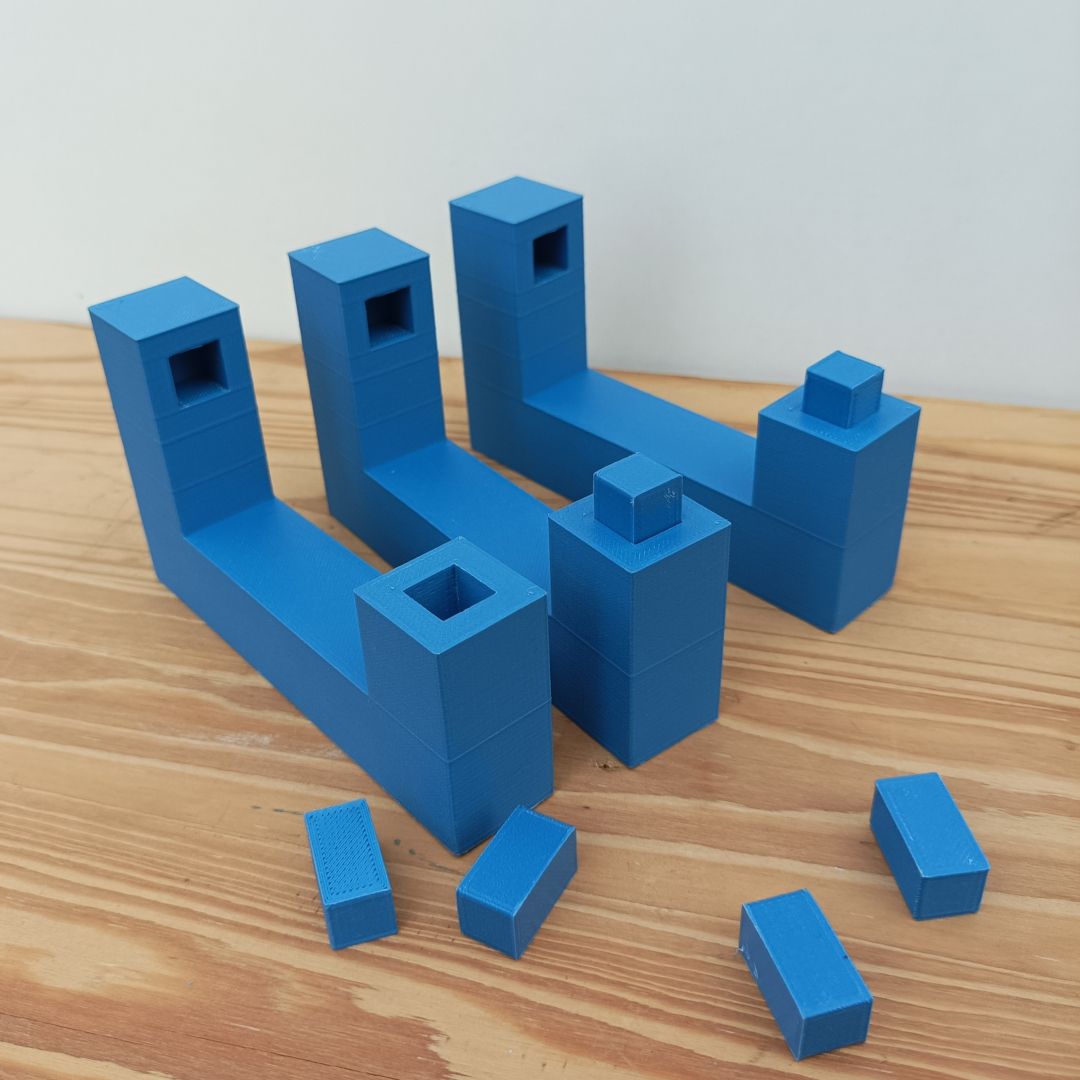
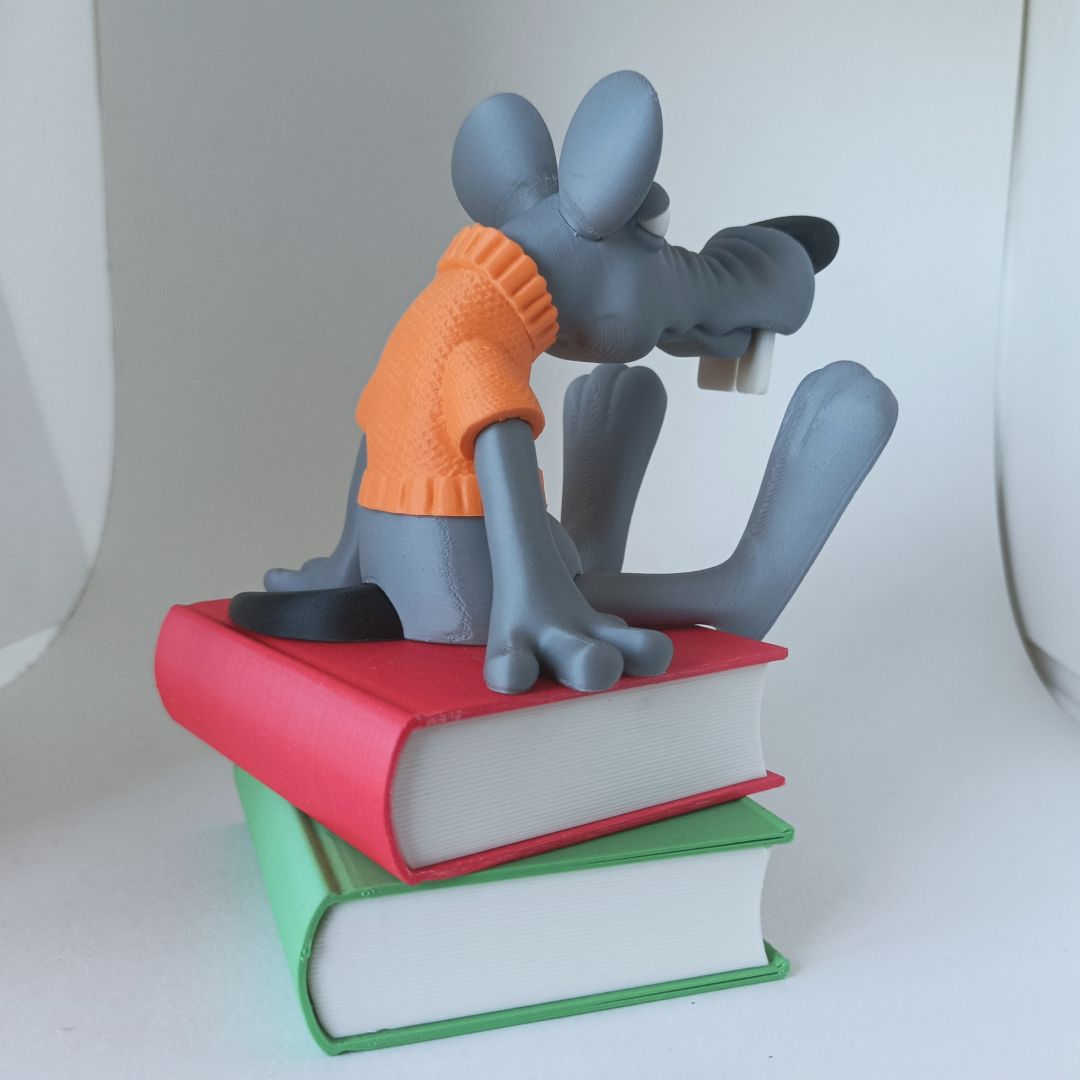
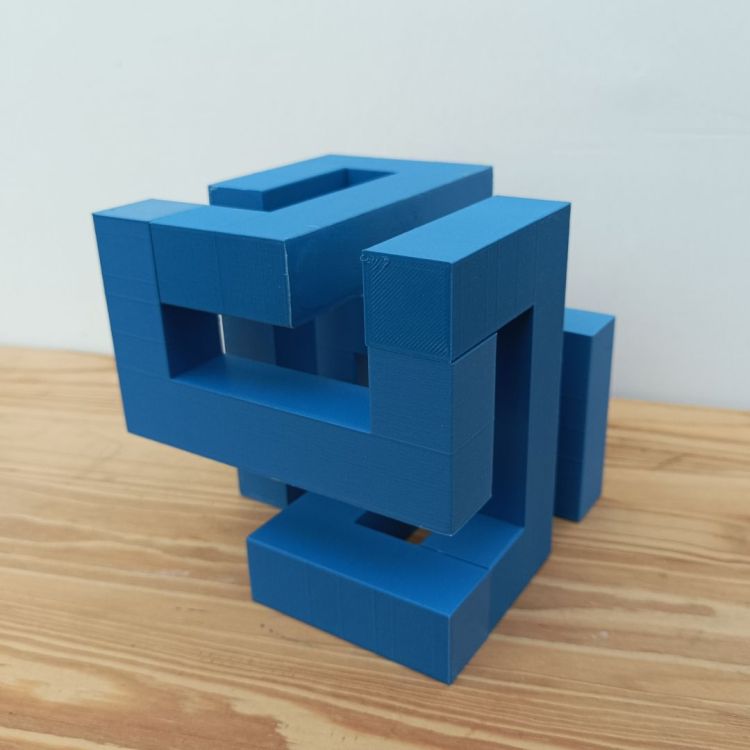
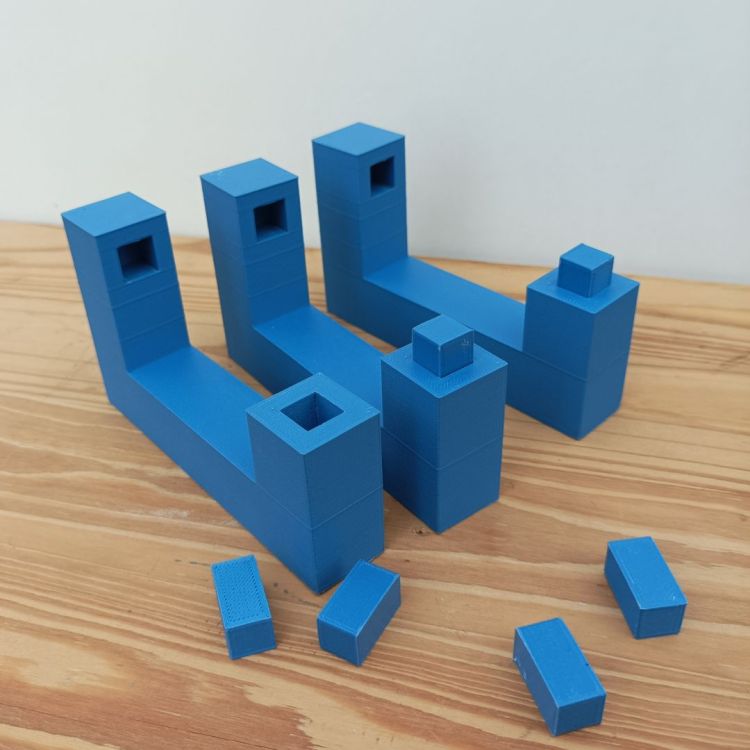
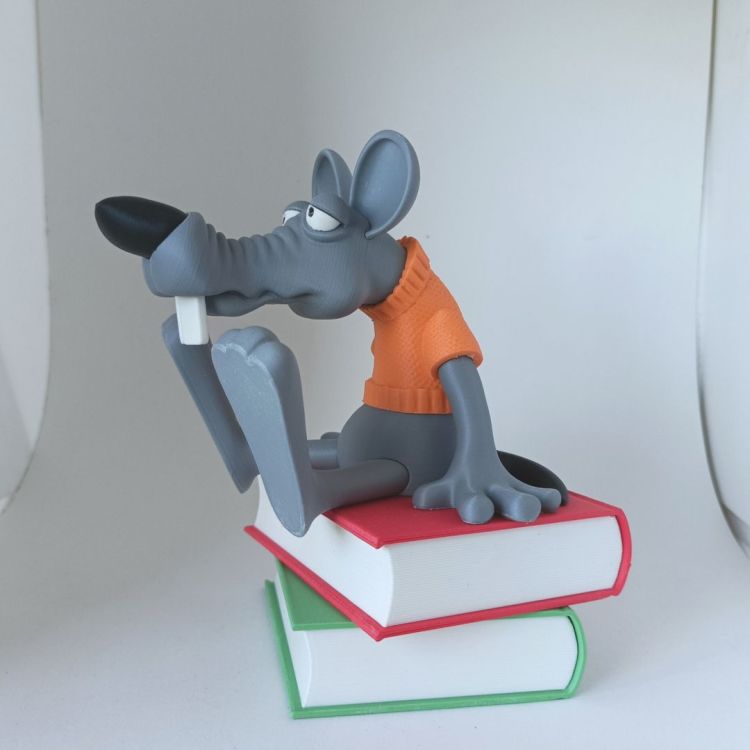
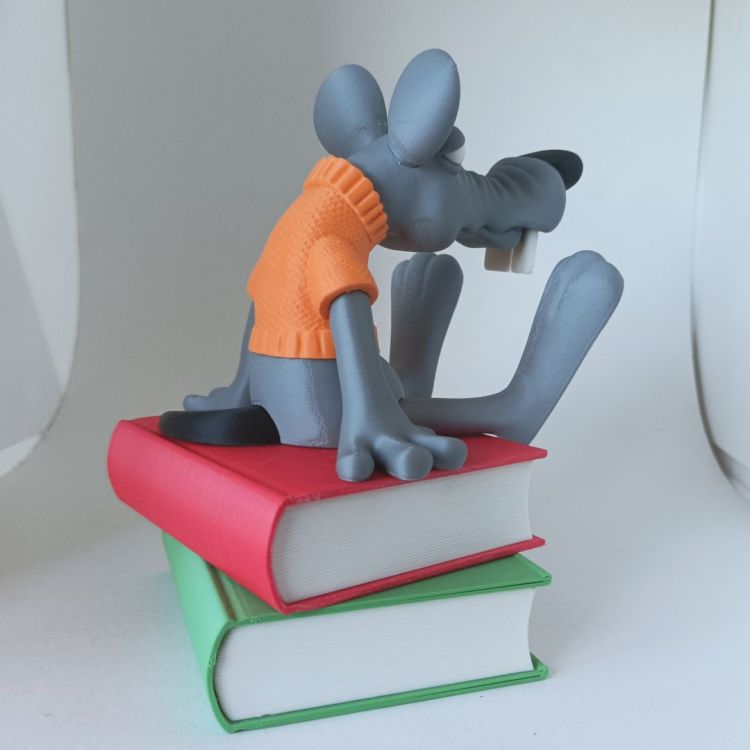
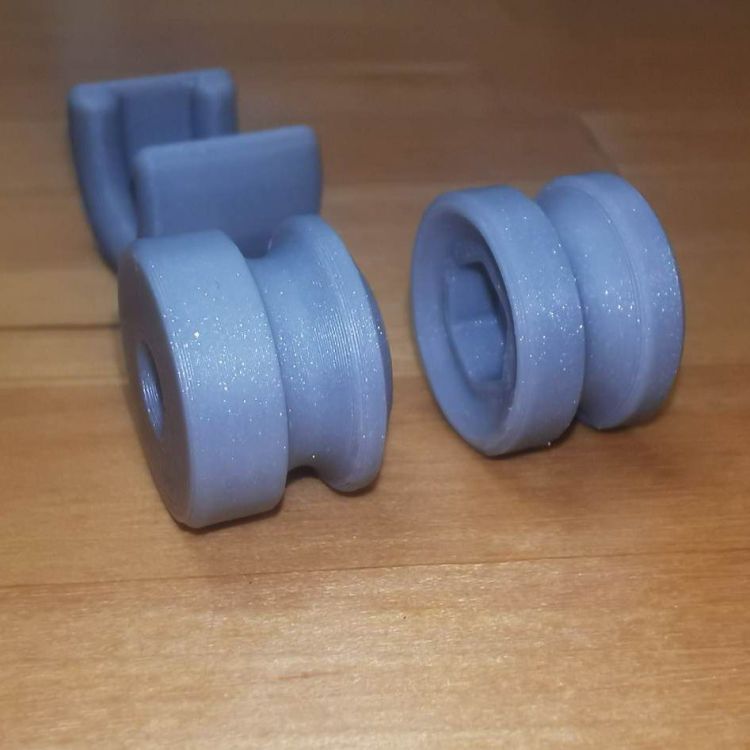
Bonjour à tous, voici mes dernières créations... Ampoules XXL, 16 cm Le Néléfan, hauteur 9 cm...(Si tu commences à voir des néléfans roses, arrêtes les boissons alcoolisées) Cube déstructuré, hauteur 12 cm, j'en ai aussi fait une version avec des aimants à la place des chevilles... Et enfin, un rat amateur de bons livres, hauteur 15 cm.



 4 points
4 points -
Salut, Reçu ma bobine de filament CR hier, du Golden silck, cette couleur va me permettre de faire quelques clés de plus avec une bonne base donc c'est parfait. Encore une fois merci pour ce super concours.4 points
-
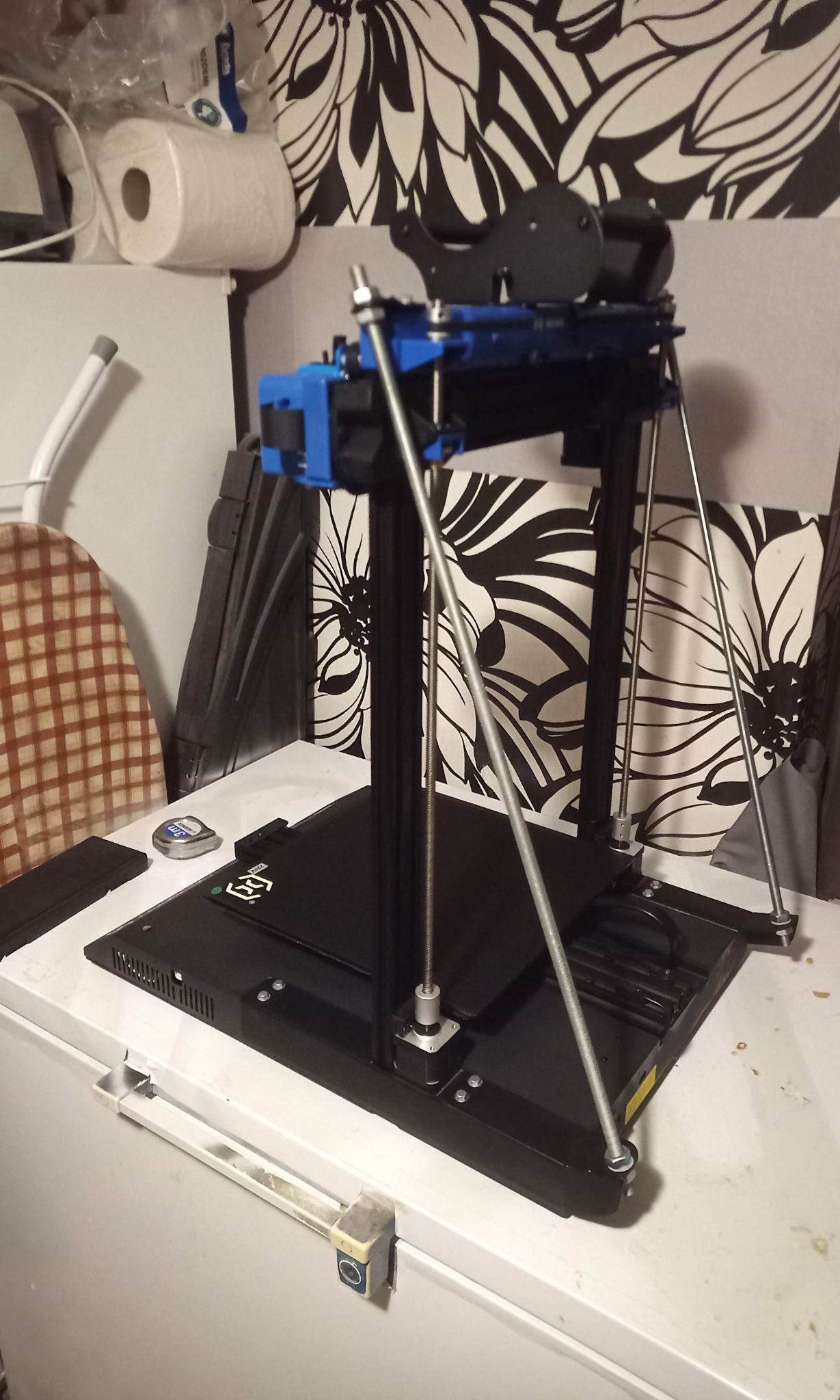
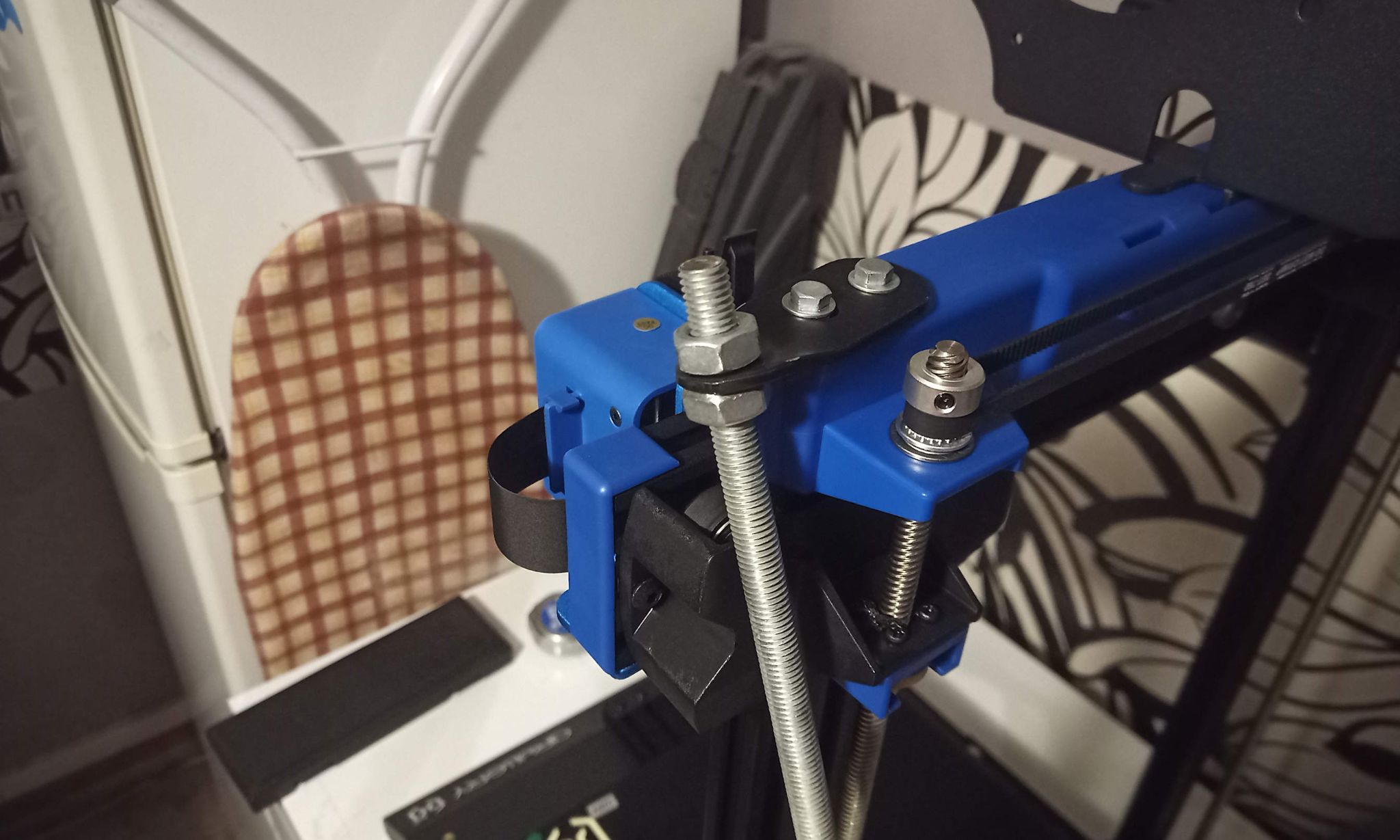
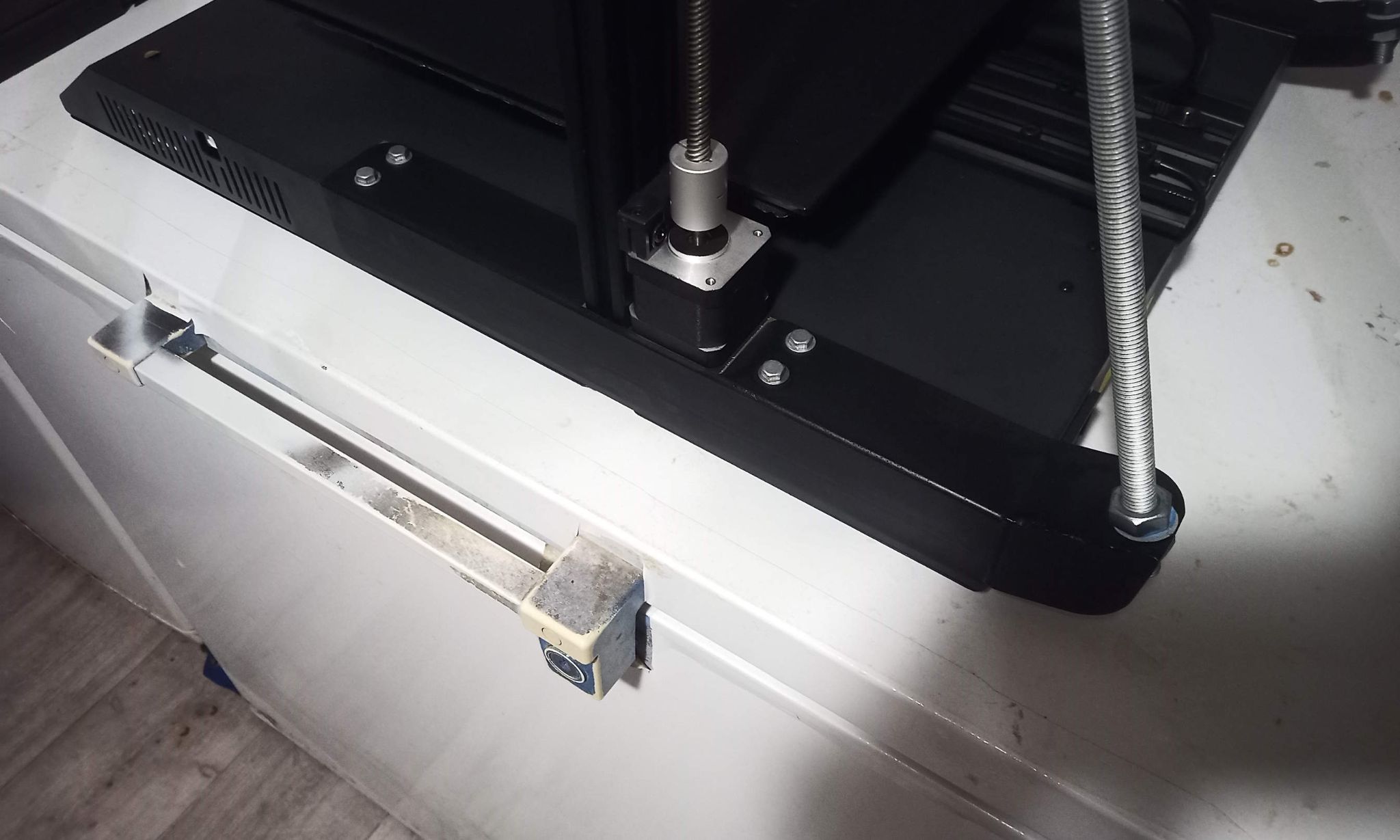
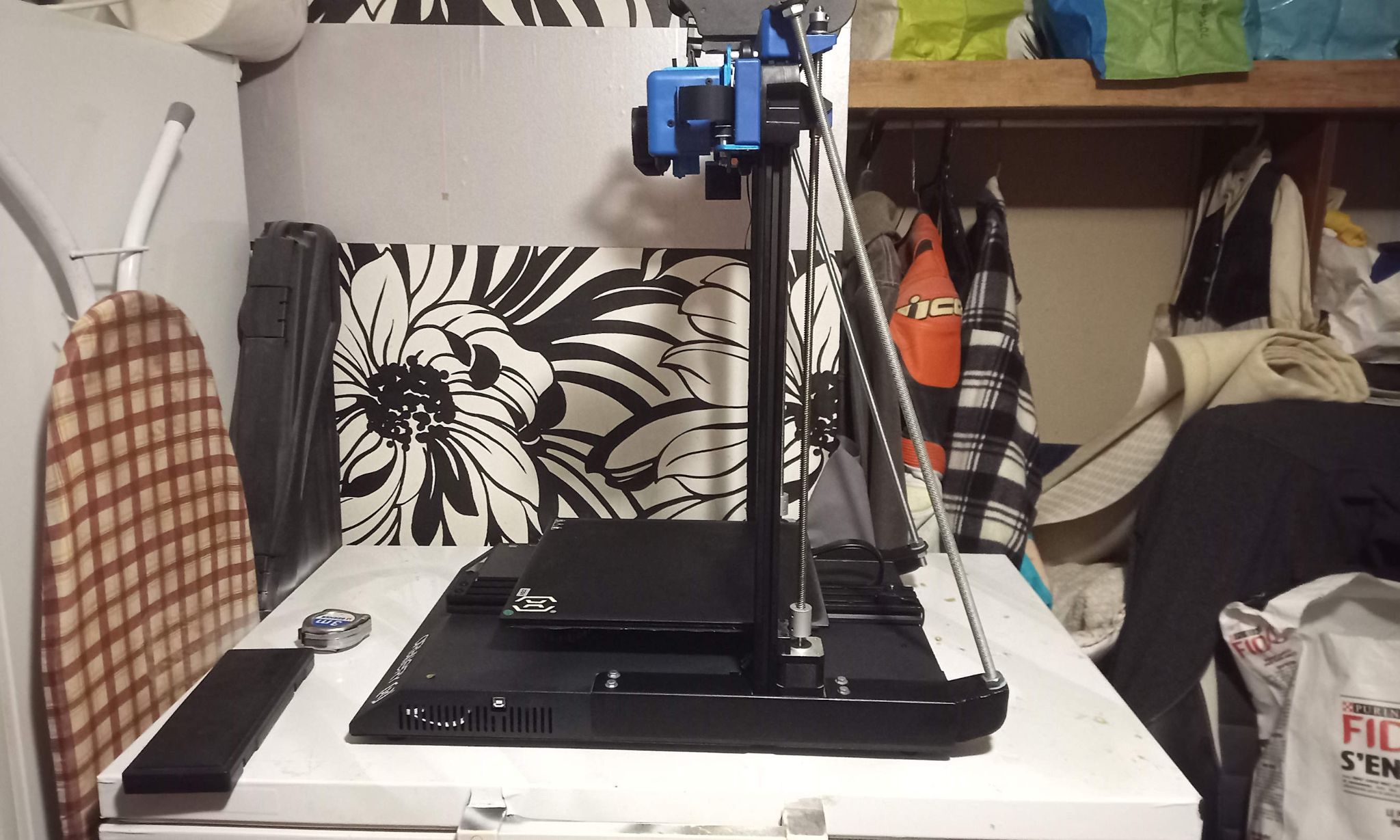
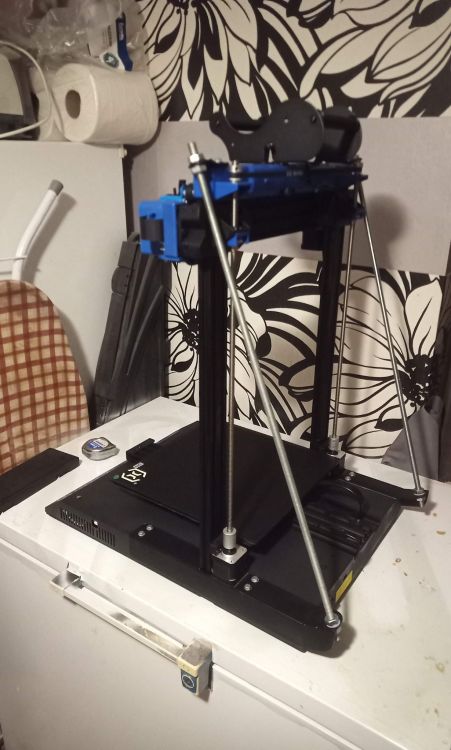
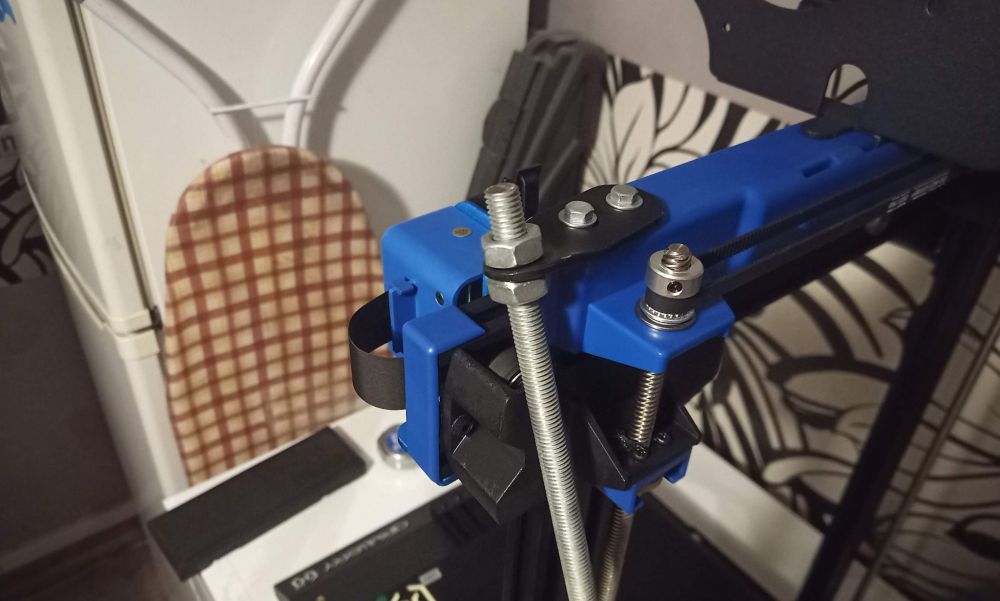
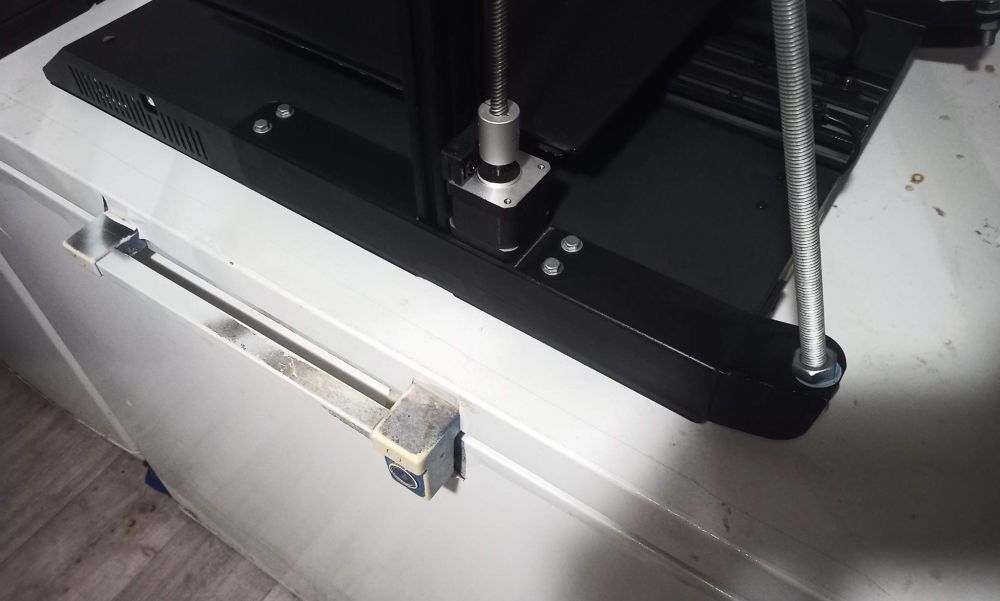
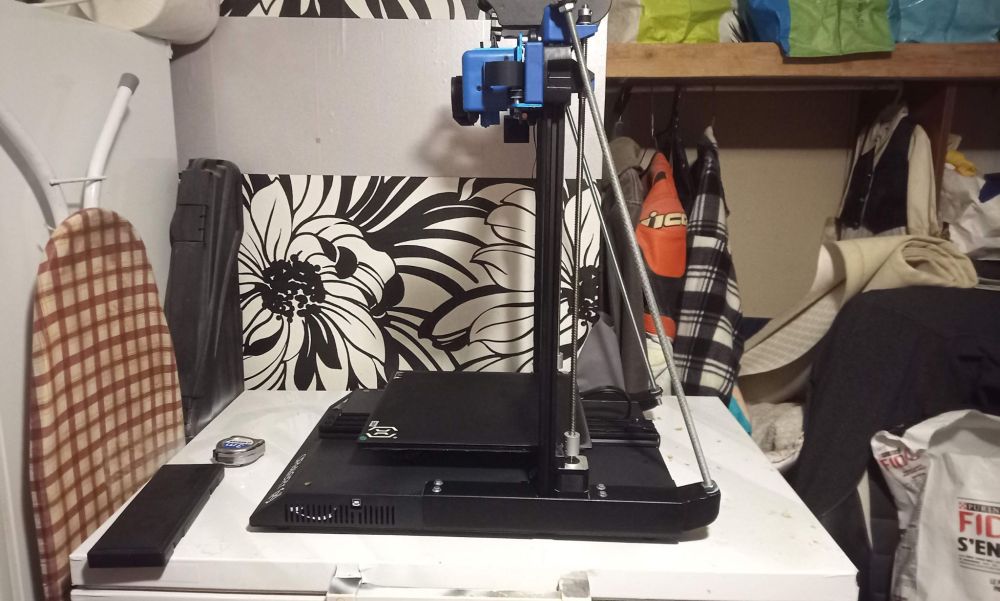
Après une brève présentation j'ai décidé d'ouvrir ce sujet qui consisteras a présenter ma sidewinder X2 ou plutôt ses amélioration actuelle et future. Tout d'abord j'ai acheté l'imprimante à un moment ou j'en avais besoin de suite pour imprimer des conceptions 3d et modifier/confirmer mes modèles avec montage à blanc avant de lancer l'usinage des pièces définitive en aluminium (pièces automobile) auprès d'un usineur CNC. Je comptais pas spécialement l’améliorer, a vrai dire je comptais m'en servir uniquement pour confirmer des modèles avant éventuel usinage en métal mais aussi pour imprimer du filament souple en pièce définitive (soufflet, silentbloc ect). Mais j'ai trouvé plein d'utilité à l'impression 3d et j'ai de plus en plus envi d'avoir un outil très au point. Puis, autant pour tout ce qui est filament rigide j'en était plutôt content sans modif, autant pour le filament souple (même en 82A) c'est quand même pas trop ça, dés que la pièce a un peu des profils avec des porte a faux ect la résistance mécanique est moyenne voir nulle. Le poids de ma bobine de 3kg de TPU n'y est surement pas pour rien aussi car j'ai crus identifier un problème de sous-extrusion intermittent, selon la résistance de rotation de la bobine probablement. L'extrudeur de la sidewinder est direct drive mais c'est pas non plus la panacée pour le filament souple, bien que je pense que ca ne pose pas trop de problème avec des petite bobine. J'ai donc abandonné l'impression souple tant que je n'ai pas amélioré tout ca. Le TPU n'est pas donné, on peu foirer 3 pièces, mais pas 15... Bref je vais pas trop m’étaler sur ce premier message qui servira surtout d’inventaire des modifs et améliorations. Voici donc la liste non exhaustive des modifs faites et prévu (Verts = deja faite, Rouge = prevu) : -Renfort axe Z -Tendeurs de courroies -Pieds amortis -"Amelioration" extrudeur d'origine -Remplacement ressorts bed par patins silicone -Amelioration liaison portique/vis trapezoidale -Refroidisseur stepper driver -Plateau chauffant en alu rectifié avec aimants haute température intégré -Montage Axe Y sur rail linéaire et rigidification support de plateau -Axe X sur rail linéaire -Mise à jour du firmware vers marlin 2.1.2 : -Caisson d'impression -Hotend complet custom -BLTouch original -Upgrade firmware -Axe Z sur rail linéaire et remplacement vis trapezoidale par vis à billes -Update driver moteur Un post suivra pour chaque modif faite (vous pouvez cliquer sur le nom des modifs pour vous emmener directement sur le message concerné plutot que de chercher dans le sujet complet) Renfort axe Z : J'ai jamais vraiment eu de problème avec ça et pour cause je n'ai jamais fait de pièce réellement haute pour l'instant. Ormis une fois ou sur une pièce de 20cm de haut j'ai eu un décalage brusque sur 2 couches. Quoi qu'il en soit un renfort était dans tout les cas envisagé relativement tot après l'achat. Cependant j’étais pas vraiment attiré par tout les modèles 3d de renfort que je pouvais trouver. Je suis probablement tatillon, mais sur chaque modèle j'avais quelques chose à redire point de vue rigidité. Je ne dis pas non plus qu'ils sont pas efficace, il faut pas grand chose pour rigidifier le portique finalement. Juste pour ma tranquillité d'esprit j'ai donc fait un renfort complétement en acier avec de la cornière coupé/soudé pour lui donner le bon profil de pied, et du fer plat percé et torsadé pour la tête. Ne me demandais pas ce que ca donne en pratique car je n'ai pas eu la curiosité de faire un test d'impression de tour avant/aprés. C'est bien rigide c'est tout ce que je peu dire.


 3 points
3 points -
Franchement, poser une bécane sur un plateau reposant seulement sur la moitié de l'épaisseur d'un tréteau bois, je n'oserais jamais.
 3 points
3 points -
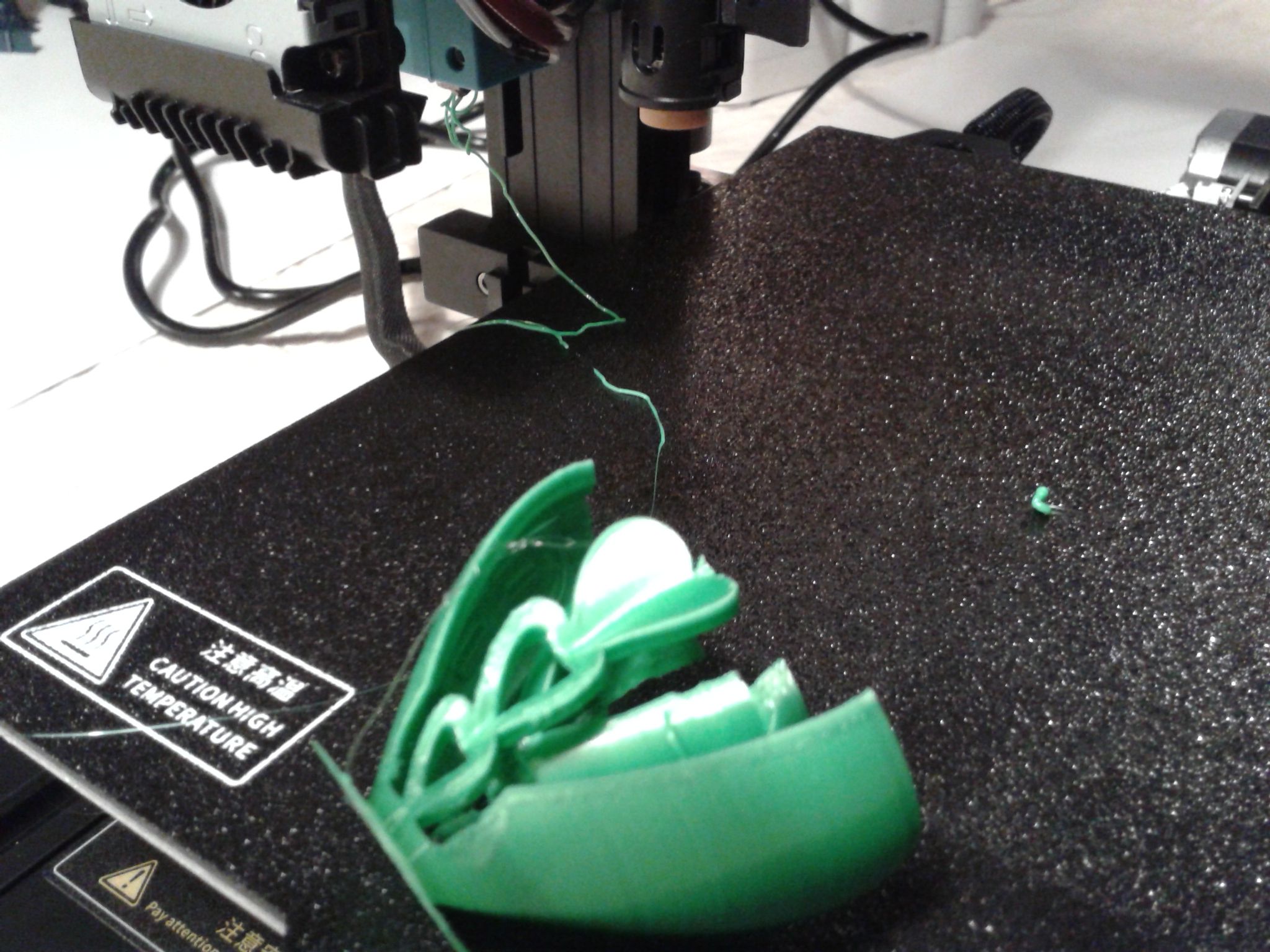
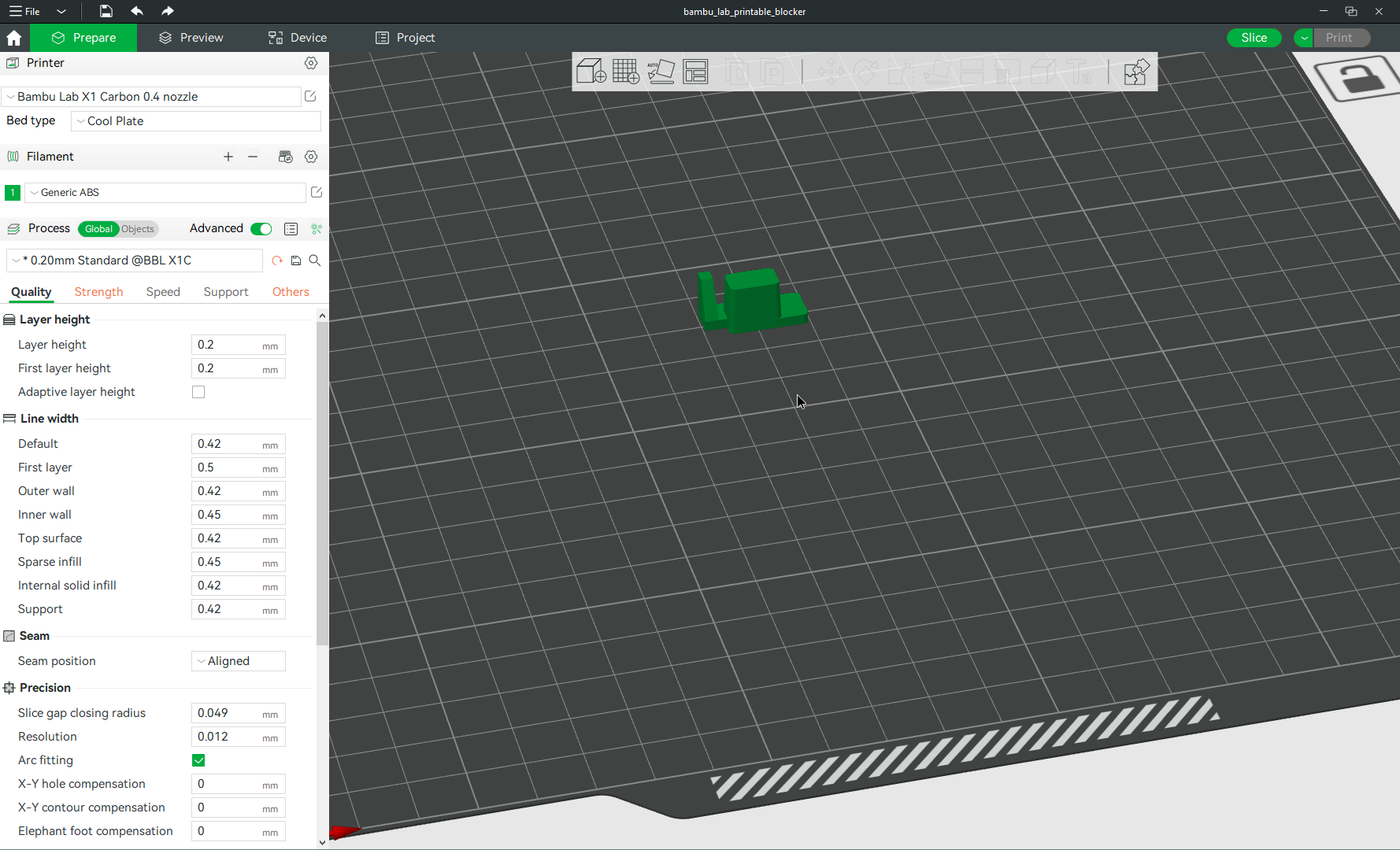
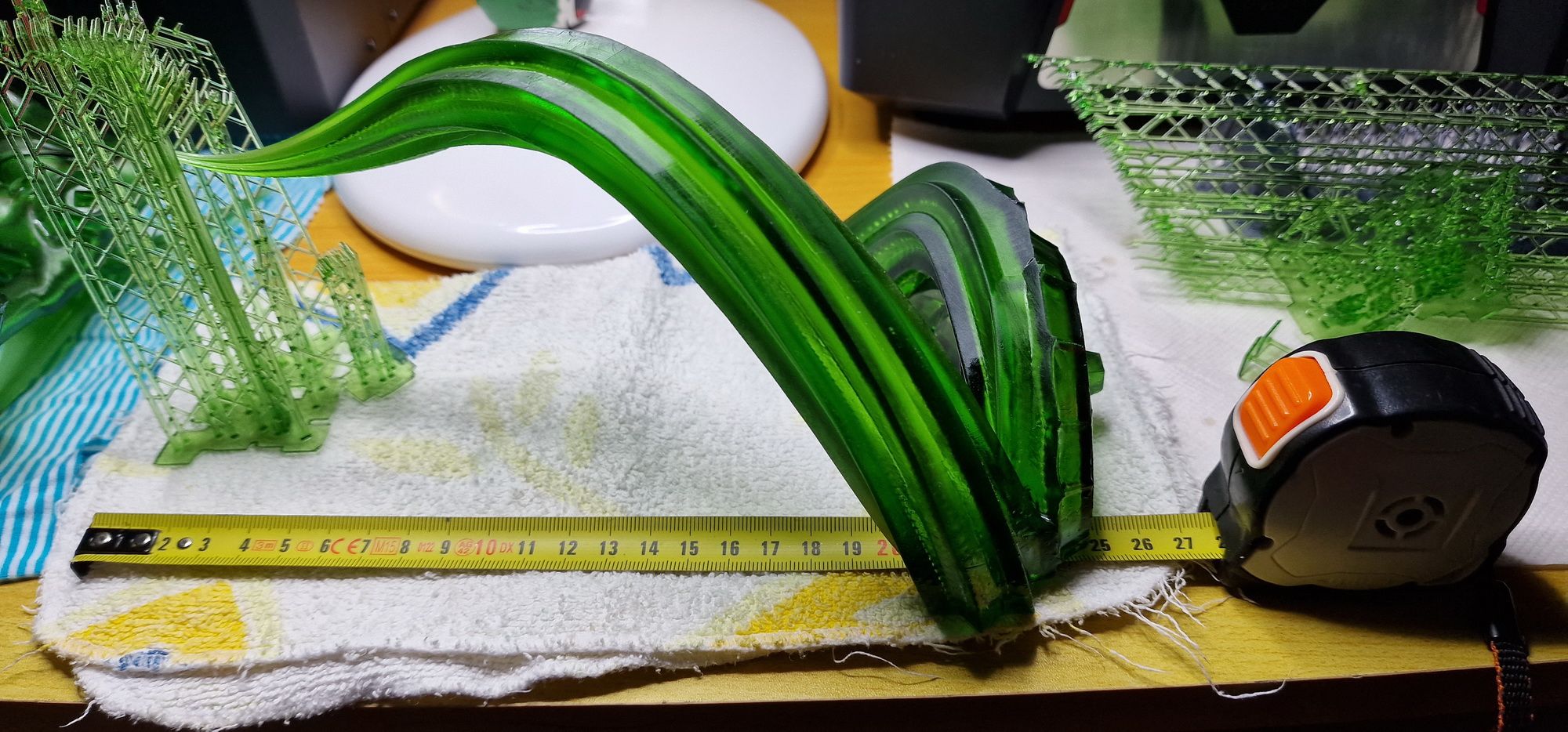
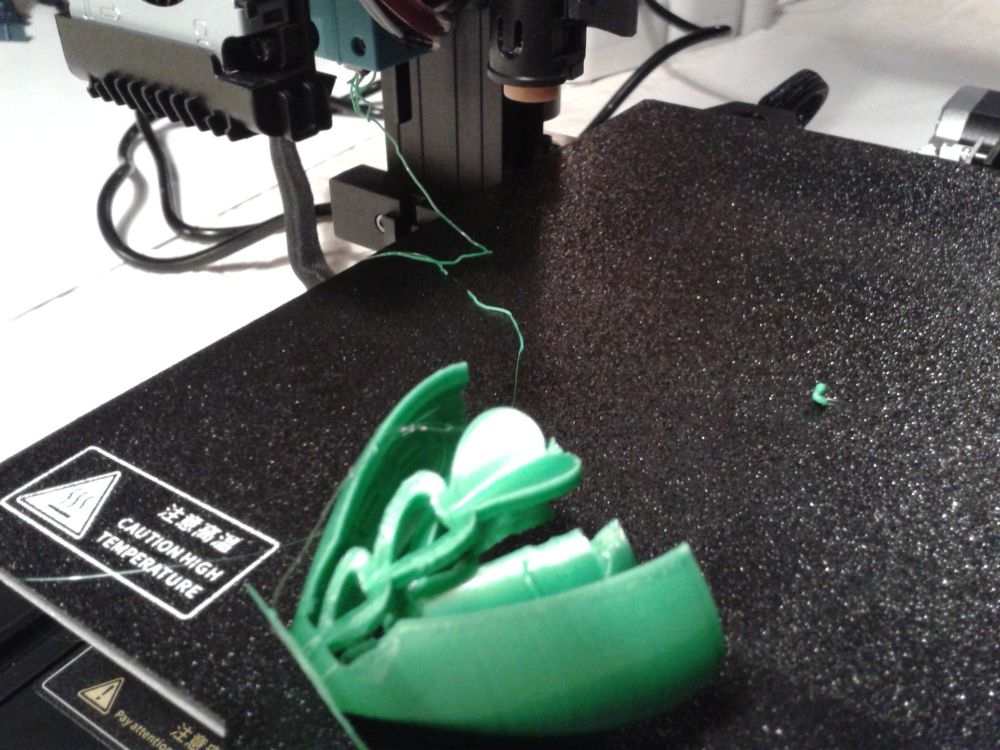
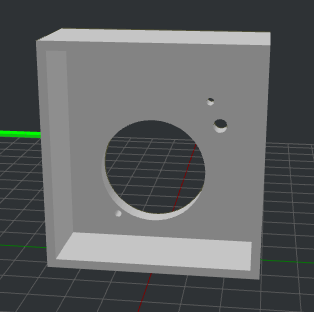
C'est que c'est pas si simple a imprimer ce modèle ... En PLA Silk Vert Arianeplast 1er essai = raté 2eme essai = pas top 3eme essai = mieux ( et je vais en rester là...)



 3 points
3 points -
Je ne comprends pas, je n'ai pas reçu ma Bambu lab !!!3 points
-
Bonjour, pour ma part seul le fichier .(DWIN_SET20211021) à fonctionner. Je le joint à ce message et @Delprado007 peut fournir le second afin que cela puissent servir aux autres. DWIN_SET20211021.zip2 points
-
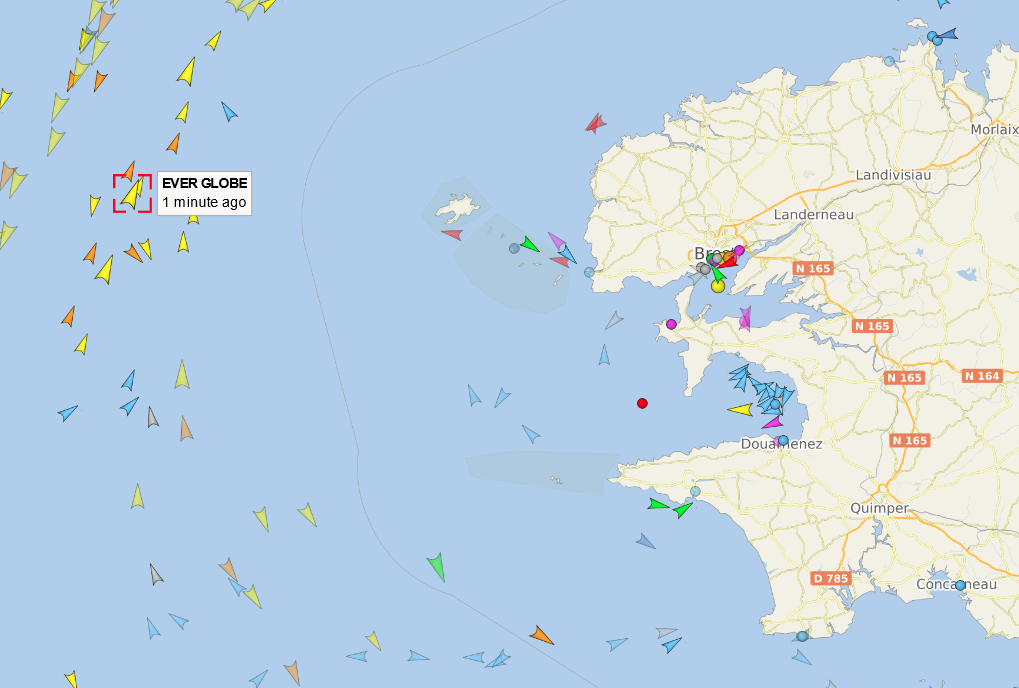
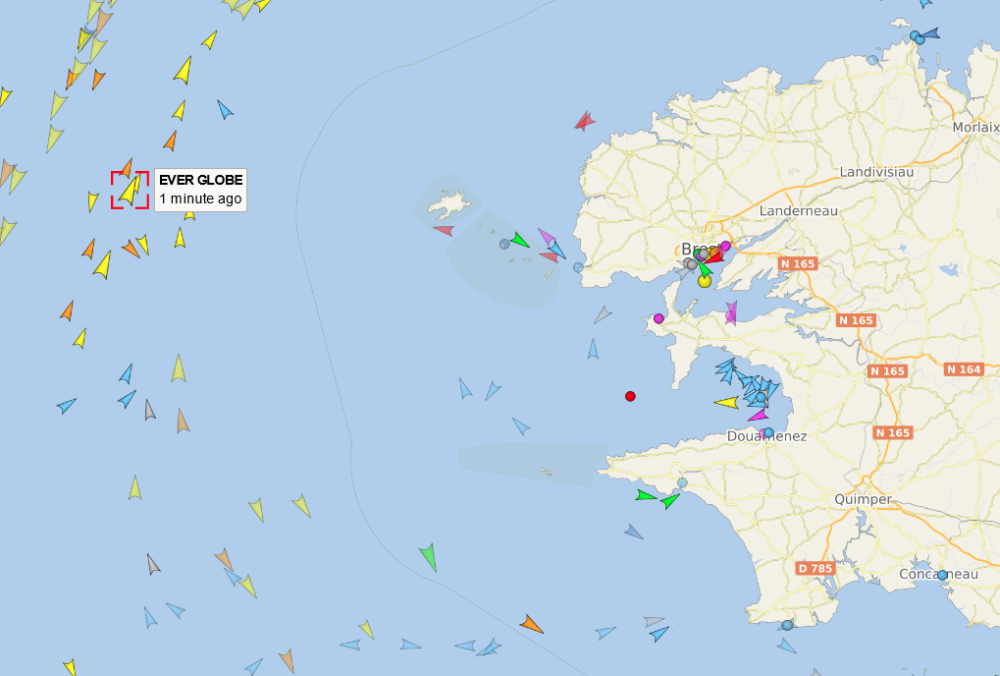
Je dirais dans le douzième conteneur de la neuvième rangé, de la troisième couche ... Source image https://www.marinetraffic.com/fr/ais/details/ships/shipid:5928921/mmsi:354977000/imo:9786841/vessel:EVER_GLOBE
 2 points
2 points -
Je vais donc continuer mes aventures avec la Ender ici dans les commentaires, histoire de ne pas faire un post "juste pour ça" ! Voici mon premier "VRAI" print (vu que le premier, c'était le lapin par défaut de la carte). J'ai même profité de ce print pour tester le capteur de fin de filament. Un peu relou le menu et pas franchement super clair quand on n'est pas habitué, mais les gens sur mon live ont été bienveillants et m'ont expliqués. xD On déplorera la complexité pour sortir, décharger et remettre le fil qui est long, pas clair et limite un peu pénible MAIS ! Cela fonctionne ♥ J'ai ainsi créé une nouvelle imprimante dans PrusaSlicer et heureux de voir qu'un profil en alpha existe par défaut ! J'ai alors slicé une pièce en PETG avec full paramètres par défaut "pour voir". Filament en générique PETG et imprimante full stock dans les réglages. À ma grande surprise, c'est quasi parfait (pour un print en PETG full stock settings) Les supports n'ont laissé aucune traces en PETG et retirer TRÈS facilement. Inspecteur Arash continue ses investigations et continuera de faire des tests donc n'hésitez pas à suivre ce post ♥


 2 points
2 points -
Pour le grands nettoyages, j'utilise de l'eau chaude et du liquide vaisselle : ça dégraisse le plateau en profondeur. L' ipa c'est juste pour enlever les traces de doigts ou le nettoyage 'courant' Oublie le jus d'abs pour du pla : ton plateau ultrabase ne va pas aimer l'acétone (le pei non plus n'aime pas trop l'acétone)2 points
-
2 points
-
Alors Reçu jour mon nouveau compagnon d'arme le Creality Halot One Plus est arrivé sein et sauf2 points
-
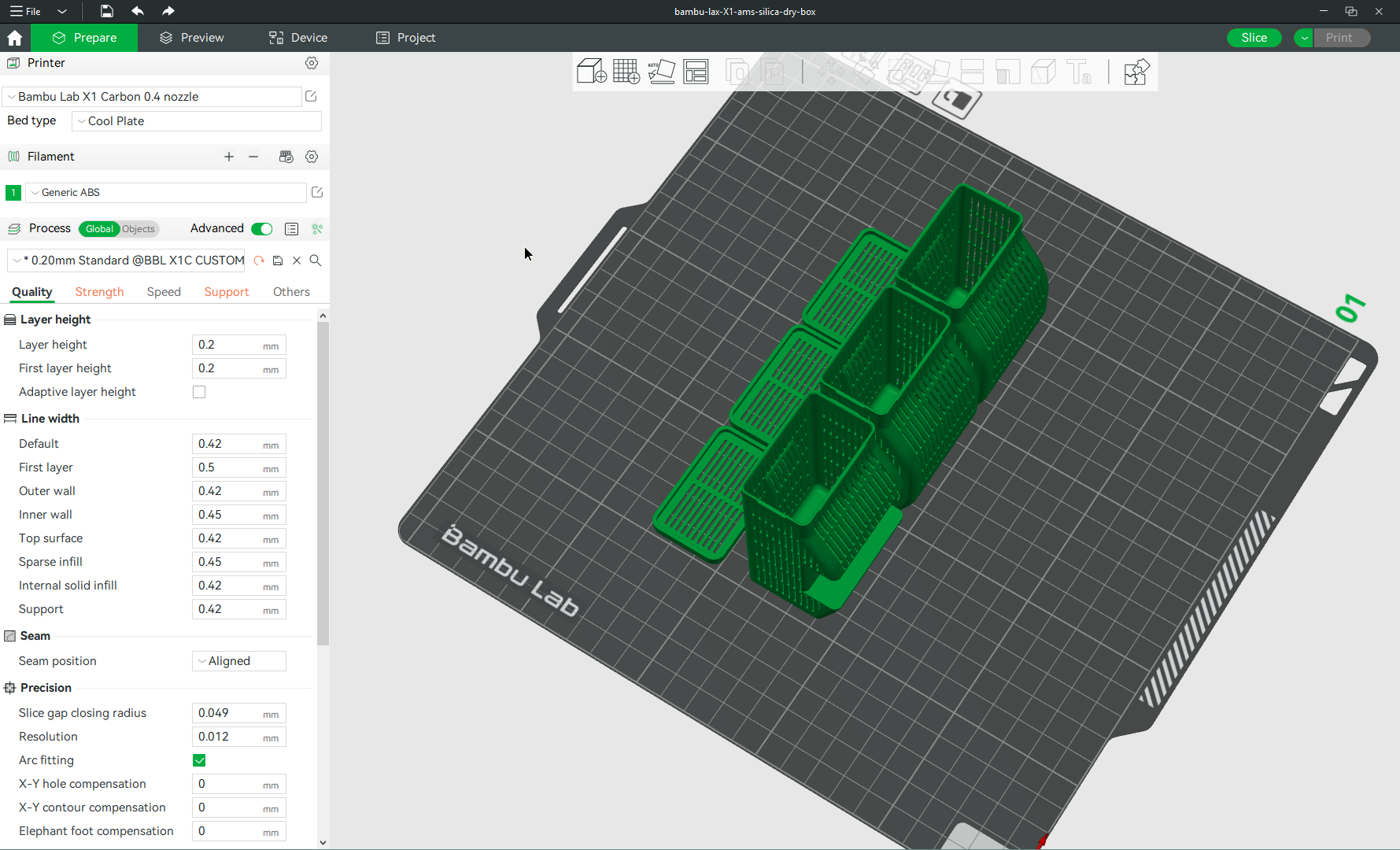
Aussi curieux que ce soit, je n'ai jamais autant imprimé d'améliorations (certaines indispensables, certaines un peu moins) que pour la Bambu Lab X1C dans mon cas. Ce topic pour recenser les améliorations et donner des idées aux autres possesseurs de Bambu. Il est conseillé pour beaucoup de ces objets de les imprimer en ABS ou PETG afin de résister aux températures à l'intérieur voire autour de l'imprimante. Je vous mets à chaque fois l'objet que j'ai retenu (parmi les N versions et remix disponibles, parfois très nombreux !), j'ai imprimé tous ceux de ce post (la plupart des photos sont les miennes, mais pas toutes). Et j'en oublie, mais c'est déjà un début. N'hésitez pas à partager les votres. Sommaire. A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? B. Les items indispensables. C. Les items indispensables pour AMS. D. La catégorie "objets additionnels". E. La catégorie "il faut encore que je m'y penche". F. La catégorie "gadgets" Bambu. ------ A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? Sur les sites classiques : - sur printables.com (c'est là où, je trouve, il y a le plus d'activité et d'items en rapport avec les Bambu) : lien vers la recherche "most downloaded", lien vers la recherche "nouveaux uploads Bambu Lab", lien vers ma "collection" personnelle d'items Bambu Lab m'ayant intéressé - sur Thingiverse (pas grand chose, mais ce site n'est-il pas en perte de vitesse) : https://www.thingiverse.com/search?q=bambu+lab&page=1&type=things&sort=relevant - sur Thangs : https://thangs.com/search/bambu lab?scope=all - sur Cults3D (pas grand chose non plus) : https://cults3d.com/fr/recherche?q=bambu+lab (beaucoup d'objets se retrouvent sur chaque, mais il y a parfois des différences - çà vaut le coup de faire le tour) B. Les items indispensables. - Le support pour le fan intérieur, quasi indispensable, à imprimer en ABS/PETG pour résiter à la chaleur de la chambre. Plutôt que celui fourni sur le wiki officiel, préférez plutôt ce modèle : https://www.printables.com/model/256442-bambu-lab-aux-fan-saver/comments/447422 pour les Bambu "v1" (le fan est juste collé de base avec des scotchs 3M double-face) (c'est celui que j'ai imprimé pour la mienne) ou celui-ci pour les Bambu "v2" (fan vissé) https://www.printables.com/model/311255-bambu-lab-aux-fan-saver-20 : - Un support vertical à mettre à côté pour faire tenir les plaques supplémentaires : https://www.printables.com/model/270579-bambu-lab-x1c-plate-holder/comments/447985 - Un purge bucket pour collecter les scories expulsées à l'arrière - il y a 36 modèles, celui là me semblait clairement mieux, pas trop grand, bonne collecte, aimants) : https://www.printables.com/model/291141-bambu-lab-x1-purge-bucket/comments/448965 - Des bases GRIDFINITY pour permettre de ranger tout son bordel au-dessus de l'imprimante. Compatible AMS ! Il y a plusieurs versions, avec ou sans LED en dessous, j'ai pris cette version "sans". Voir ce post sur le forum sur ce qu'est GRIDFINITY, si vous ne connaissez pas, je vous encourage vivement à vous y pencher. Pour ma part j'ai imprimé niveau boitiers : un 1x1 pour le tube de glue, un 3x2 pour les clips, ..., le 2x2 en support des pinces, un 1x1 pour chargeur de lampe OLight (histoire d'en avoir une toujours chargée sous la main), ... Cette photo d'exemple n'est toutefois pas la mienne mais çà donne une idée (il faut que j'en prenne une de mon installation) : https://www.printables.com/model/287407-bambu-lab-x1-gridfinity-base-without-light Ce lien par exemple pour une case Gridfinity 1x1 pour le tube de colle Bambu : https://www.printables.com/model/355112-gridfinity-glue-stick - Des clips pour maintenir les plaques en place et éviter le warping, particulièrement pour les grosses pièces en ABS. En imprimer 4, 2 de chaque type(voire plus au besoin). https://www.printables.com/model/321213-bambulab-x1-bedclamps-for-big-prints - Le petit clip pour permettre de passer le volume d'impression en 256x256x256 au lieu de 250x250x250, tel que décrit sur le wiki : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations - Dans le même ordre d'idée, à imprimer avant d'en avoir besoin, depuis le WIKI officiel : l'outil aidant à démonter la tête "gear removal tool" : https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog - Réducteur de son : une partie du bruit vient du fan à l'arrière. Plutôt que de le remplacer, il est possible de positionner un réducteur de son par l'extérieur (qui va faire perdre quelques décibels, à priori sans augmentation de température). Il y a très nombreux modèles, tous plus ou moins sur le même principle ("boite" à positionner avec vis et/ou aimants, et un cheminement particulier du flux d'air pulsé en sortie du ventilateur). Tous sont normalement compatibles avec le hub pour AMS (j'ai imprimé un de tous premiers mufflers proposés, et il passe tout juste avec le hub AMS). Celui ci est toutefois sans doute le plus recommandé : https://www.printables.com/model/338482-bambu-x1-ams-hub-exhaust-muffler-fan-silencer (chercher "muffler" sur printables.com pour trouver d'autres modèles) C. Les items indispensables pour AMS. - Des containers pour absorbeur d'humidité : afin de pouvoir mettre des billes de silice libres, sans en éparpiller partout. Ce modèle est compatible AMS v3, et on peut continuer à utiliser le cache d'origine pour un rendu plus propre : https://www.printables.com/model/322613-new-bambu-lab-silica-gel-desiccant-tray - Des boites pour aborbeur d'humidité à mettre à l'avant de l'AMS : idem, il y a 36 modèles, j'ai choisi ceux ci (faciles à installer, encoche arrière si vous devez réparer votre AMS, et version pour hygromètre qui se trouve sur aliexpress pour 2€, avec 2 piles LR44) : https://www.printables.com/model/292343-silica-dry-box-for-bambulab-ams et https://www.printables.com/model/299215-bambulab-ams-dryer-pod-with-indent-for-ams-fix - Un "Y Splitter" pour permettre de garder branchés à la fois le spooler simple et à la fois l'AMS. Il faut des connecteurs pneumatiques, j'ai pris ceux-ci (boîte de 20 pour 10€ sur amazon). Le modèle : https://www.printables.com/model/308131-bambu-lab-y-splitter-with-pc4-m10-pneumatic-connec - En complément, il faut une pièce pour permettre d'espacer le support du spool d'origine (pour que les cables de l'AMS puissent passer), j'ai pris celui-ci, il permet pile d'utiliser des vis M3x30mm (j'ai pris ce kit sur amazon, je n'en n'avais pas des si grandes) et il y a un espace pour positionner les cables en dessous : https://www.printables.com/model/315677-bambulab-x1-spool-holder-extender/comments - Et tant qu'on y est, des clips pour attacher les 2 cables de l'AMS ensembles : https://www.printables.com/model/276184-bambu-lab-ams-cable-clip D. Dans la catégorie "objets additionnels". - Des pièces pour aider à sortir la carte SD, qui sinon est en effet assez difficile à extraire (peuvent se clipser n'importe où autour de l'écran histoire de ne pas les perdre) : https://www.printables.com/model/271315-bambu-x1-printer-micro-sd-ejector - Des risers pour sur-élever la vitre du dessus : préférez la version "avec aimants" pour une meilleure tenue en place. Usage marginal au final (beaucoup d'impressions se font finalement vitre fermée). Soit ce lien : https://www.printables.com/model/314181-bambu-lab-x1-top-glass-lid-cover-riser-holder-shim - Un boitier interne pour mettre des billes absorption d'humiditié. Pas indispensable, mais si jamais vous vouliez vraiment avoir des billes de silice à l'intérieur. Attention, cette boite se couple bien sûr avec le support pour ventilateur interne linké plus haut. https://www.printables.com/model/344792-desiccant-box-for-bambu-lab-fan-support - Une pièce facilitant le nettoyage des déchets à l'intérieur du caisson, pour pouvoir + facilement les évacuer à l'aide d'une balayette. https://www.printables.com/model/288373-bambu-lab-x1c-p1p-filapoop-scoop-base-insert-plast ou https://www.printables.com/model/345528-waste-recovery-base-insert-for-bambu-lab-x1 E. La catégorie "il faut encore que je m'y penche". - Un mécanisme pour placer des LED au dessus. Il y a 36 modèles, j'ai du mal à choisir, d'autant que tous ne sont PAS compatibles avec les AMS v3 (beaucoup ont une forme "carrée" qui ne matche que les v1 / v2, alors que les v3 sont un peu moins larges niveau espacements entre les pieds à l'avant qu'à l'arrière). Exemples : https://www.printables.com/model/326664-bambu-lab-x1c-led-bracket, https://www.printables.com/model/320939-bambulabs-ams-attached-lightbar, https://www.printables.com/model/260470-bambu-lab-x1-chamber-light-ring-frame, https://www.printables.com/model/280168-bambu-lab-x1-led-light-frame, https://www.printables.com/model/265701-bambu-lab-x1c-light-frame, https://www.printables.com/model/273214-bambu-lab-x1-ams-riser-frame-with-leds, https://www.printables.com/model/271784-low-profile-led-frame-for-bambu-x1-and-others, ... - Des QR code à imprimer / coller sur les plaques Bambu de vendeurs tiers. Pour qu'elles soient reconnues comme des plaques officielles. A coller et à recouvrir de "quelque chose" (résine epoxy, ...) pour que çà résiste à la chaleur de la cambre voir à l'eau en cas de nettoyage des plaques. Voir : https://www.printables.com/model/335511-bambu-labs-smooth-pei-gr https://www.printables.com/model/330476-bambu-lab-bed-sheet-qr-codes-xile6 https://www.thingiverse.com/thing:5535223 Ex. : F. La catégorie "gadgets" Bambu. - Des dessous de verre en fac-similé des plaques Bambu. Parfaits pour le salon quand vous avec des geeks à la maison. https://www.printables.com/model/341733-bambu-lab-build-plate-coaster





 1 point
1 point -
Sacrement intelligent ce chat .1 point
-
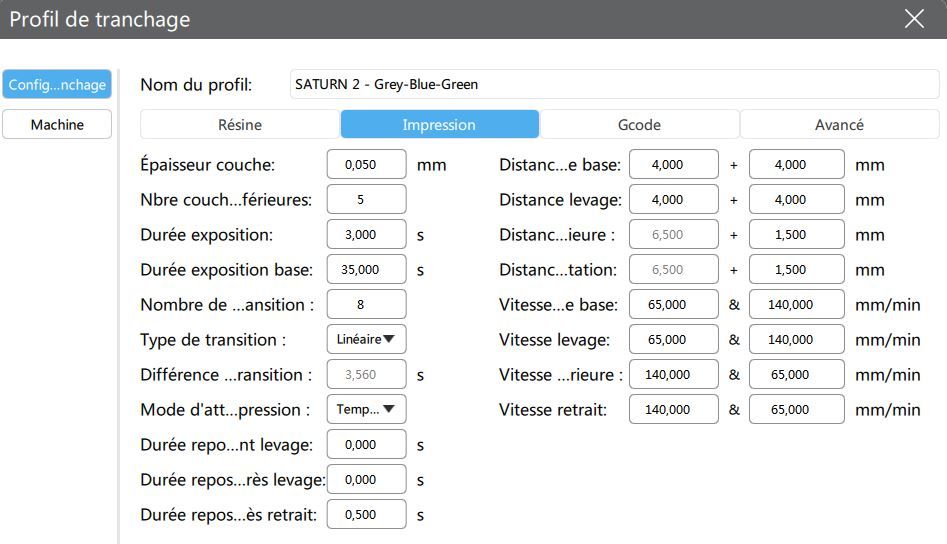
Bonsoir, Comme @PPAC l'indique, il faut ajuster dans le Soft des paramètres pour chaque résine. Le nombre de supports semble correct, je pencherais pour les valeurs mise dans ChituBox. Pour info, une pièce de 25 cm de haut et 17h de print


 1 point
1 point -
Un guide pour aider à faire des tests et à ajuster les paramètres afin de réduire les pertes dûes aux changements de bobine. https://www.printables.com/model/390414-reduce-purge-waste-with-bambu-lab-ams V2.1 (5.2.2023) V2.2 (6.2.2023) How to Tune Remember! Each material type or even the same material, the same color but from a different manufacturer can behave differently. It's a good idea to use this project if you use the same filaments all the time. If you like to experiment with different manufacturers, be on a safe side and don't ruin your large prints. Step 1 - Download and open Download the ams-purge-waste-calibration.up-to-8-colors.v2.2.3mf file and open it. Step 2 - Set a number of colors Currently this project supports only 8 colors. The 16 colors version will be added once I get through the beta testing with you guys. It depends on how many AMS units you have. If you have less than 8 colors, go to Process > Objects and delete all groups that have higher color number than you want. For example: You have 4 colors, delete groups 8th color, 7th color, 6th color & 5th color. Step 3 - Arrange all objects If you deleted any groups, rearrange objects. Step 4 - Update colors & filament presets Change the colors (or sync with AMS) and set correct filament presets! Step 5 - Set flushing volumes & flushing multiplier Now click on Filament > Flushing Volumes. Then click on Auto-Calc button and set the initial Flushing Multiplier. I started with 0.7. Don't forget to make a note of the value set. Step 6 - Update process preset & printer preset If you don't use the default presets (or you have X1 / X1 Carbon), set correct Printer Preset. If you don't use the default Process Preset, set all settings (or transfer the settings) as seen on the picture below. Otherwise the calibration won't work as intended with this project. Step 7 - Inspect and tune the multiplier Once the print is finished, inspect the models, especially color transitions and look for color bleed. If there is color bleed, you have to up the value. If color transitions are sharp. Move to Step 8. What is color bleed? Color bleed is a situation where the flushing volume was not enough to fully transition from old color to new color. A layer (or part of a layer) is printed with a mix of old color and new color. Step 8 - If everything is fine If everything is fine, you can lower the Flushing Multiplier and repeat the test. How much lower you can set it? It helps to inspect the poop and look how much filament there is between the transitions to get a better idea. If you have any suggestions, leave them in the comment section. Happy calibrating!! Appendix: Are there all color combinations? Here is a “Math Proof” for 4 colors. What we are looking for is variations (nowadays called k-permutations of n), where n = 4 and k = 2. The formula is n! / (n - k)!. If we plug those variables in, we get 4! / (4 - 2)! = 4! / 2! = 4 * 3 = 12. So there are 12 different color transitions. Group called 4th color has color transition sequence 4342414. From this sequence, we get these transitions {43, 34, 42, 24, 41, 14}. From group called 3rd color we get 32313 → {32, 23, 31, 13}. From group called 2nd color we get 212 → {21, 12}. If we sum them up, we get 12 transitions, each unique.1 point
-
Effectues la titi's procédure car probablement ta jonction PTFE/buse est mal faite et lis les tutos section creality du forum il y'a de bonnes chances que tu y trouves tes solutions.1 point
-
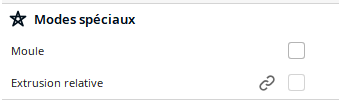
Bonsoir MrMagounet, J'ai récupéré et installé le nouveau firmware hier soir sur le site de Artillery. Re bonsoir, je viens de comprendre ce qui n'allait pas. Avant de passer sur le nouveau firmware, j'avais essayé multiGcode et ils conseillaient d'activer l'extrusion relative... chose que je n'ai pas enlevé. Une fois l'option décoché cela fonctionne! Au cas où si cela peut un jour aider quelqu'un Merci d'avoir pris le temps de répondre en tout cas! Amicalement Maxence
 1 point
1 point -
Pour un vrai plateau rectifié, tu serais prêt à mettre encore une centaine d'euros en plus ? Les plateaux des Vorons sont généralement plus plans mais n'ont pas une épaisseur de 3 mm, ce qui représente un poids certain mais comme le plateau est fixe ça n'a pas d'importance.1 point
-
C'est une mauvaise idée cela le fragiliserait (couches empilées les unes sur les autres = sens de faiblesse => fracture ).1 point
-
Peut-être ceux du dessus doivent être pour le port d'Anvers ! L'accès au port d'ANvers est assez étroit, si celui-ci ne fait pas comme deux autres porte containers d'Evergreen qui ont bloqué le Canal de Suez, tout ira bien !!!1 point
-
Et pourtant tu t'es aventuré à en flasher un Pourquoi ? Ton imprimante ne fonctionnait pas correctement avant ? …1 point
-
Je tenais à vous faire part de l'arrivée d'une nouvelle "fille" dans la famille. (Oui, je n'ai que des "filles" et ?) La petite Ender 3 Max néo (gagnée au concours de noël sur le forum ici même) est bien arrivée ! Merci à l'équipe du forum encore pour l'organisation de ce concours. Montage simple (4 étapes genre visser 4 vis) Premier print lancé en 30 minutes et rien à dire sur le print. Je continue les investigations.
 1 point
1 point -
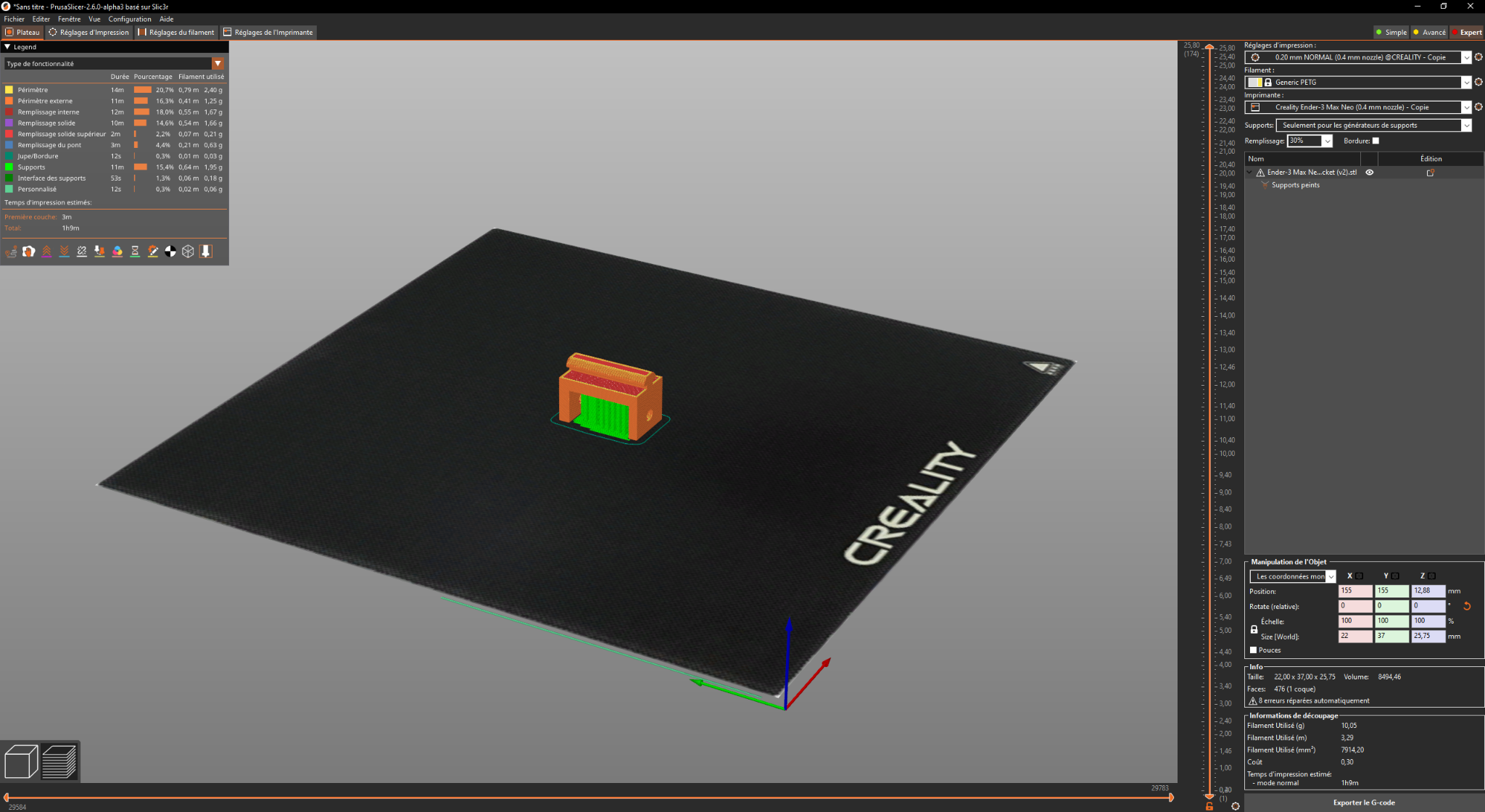
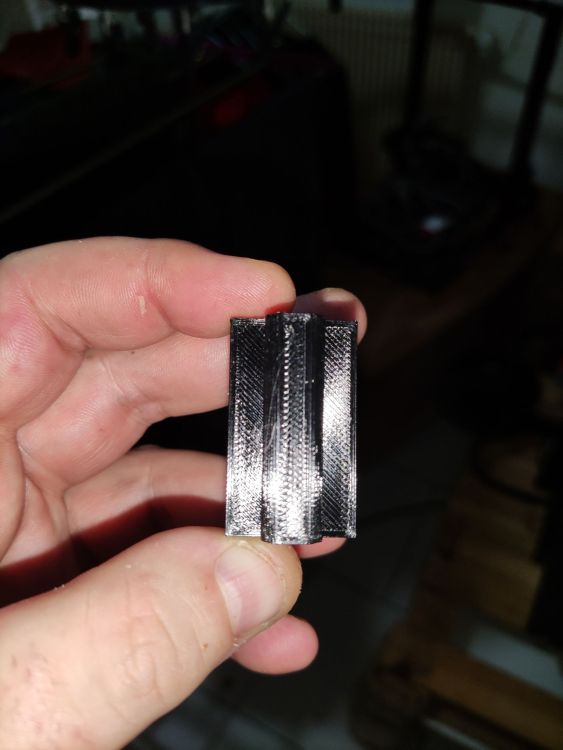
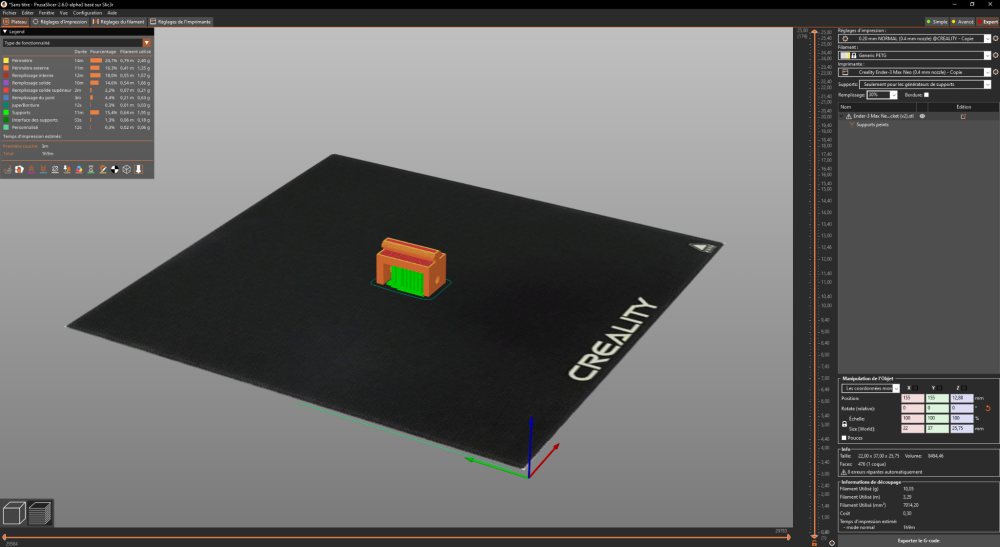
Re, tu fais comme tu veux....pas de soucis mais quand je vois qu'il n'y à pas de support sur ta pièce pour la partie du haut (emboitage pour le profilé alu) je ne suis pas sur que les cotes obtenues soient bien respectées avec un surplomb. pour terminer , on peut très bien avoir un résultat plus que propre , et précis, avec des supports... mais c'est toi qui vois ... Bonne journée
 1 point
1 point -
Avec la perspective cylindrique. Il fallait sans aucun doute faire toutes les faces et pas seulement la premier couche. Effectivement très jolie.1 point
-
Salut, pour les impression TPU (réussi) que je peu voir sur internet avec la sidewinder, il est vrai que souvent c'est avec des bobines de moins de 1kg, voir même avec du filament à la couple. Bon moi vu que je vais en utiliser pas mal j'ai pris une bobine de 3kg car il y avais une bonne reduction comparé a de petite bobine. Mais bon finalement c'est plus ou moins inutilisable avec l'extrudeur d'origine. Pour l'extrudeur je me suis penché sur le sujet et j'ai justement vu passer le matrix. J'ai fait quelques recherche et je vais finalement me faire un ensemble extrudeur/hotend un peu sur mesure avec divers elements que j'aimerais avoir dans cet ensemble. Pour le bloc extrudeur/hotend custom je pense creer un sujet a pars bien qu'une fois la modif faite elle apparaitra ici aussi. Et pour le 3dtouch artillery c'est prevu, le BLtouch original est deja commandé . Parce qu'au bout d'environ 2kg d'impression j'ai commencé a voir des problemes de nivellement. En tout cas merci pour tes contributions qui me seront bien utile1 point
-
pour la calibration des résines ,c'est le mieux1 point
-
Salutation ! Je n'ai pas cette machine. Donc je parle de manière général ... et je dirais de prendre le temps de lire J3D-Tech’s Guide to Resin Printing, Beginners - Advanced ( et/ou en version fr )1 point
-
2trange et je n'ai pas d'idée réel a ce soucis, mais quand as tu récupérer et installer cette version de firmware TFT car de mémoire c'est un soucis qu'il y avait mais qui a été corriger Fin décembre par un fix de Artillery sur le firmware TFT.1 point
-
Et voilà, un imprimeur heureux !1 point
-
Ca y est ! je suis enfin arrivé à faire fonctionner mon raspberry pi en wifi Je n'ai rien trouver de mieux que de réinstaller mainsail à l'aide de raspberry pi imager Après démarrage du pi, la connexion wifi ne fonctionne pas sur mon pi4. Je dois brancher le câble ethernet, accéder à mainsail, puis débrancher le câble pour que la connexion wifi s'active enfin.1 point
-
Tu as fait un mail pour avoir des infos ? j’en ai envoyé un, ils ont répondu le lendemain avec le numéro du bateau. Je devrais recevoir prochainement le suivi livraison mais ils n’ont pas encore les infos1 point
-
Il faudrait prendre 80 % de résine normale et 20 % de la résine souple (assez chère Liqcreate Flexible-X - 3DJake Suisse) et bien mettre les piliers compte autant que la résine employés Résine que j'utilise es ESUN PLA NOIRE ou grise (temps d'exposition allongé d'un tiers )1 point
-
Hum, avec tous les sous-marins russes, les ballons chinois, les mines sous-marines de 39/45, les éoliennes et les pieuvres géantes ... Enfin ... faut rester optimiste1 point
-
Bonjour, Pour moi le meilleur, c'est celui que tu maîtrises le mieux1 point
-
Bonjour, Je n'ai pas une grosse expérience en résine, mais j'ai eu l'occasion d'essayer la Resione F69 (rubber like) et la anycubic tough resin et de comparer par rapport aux résines de base anycubic. La F69 est dur à "travailler" et nécessite des conditions de température d'impression mini de 28°C et des gros supports. Coté résultat, c'est bien, coté flexibilité c'est plus proche du pneu que du silicone mais très, très résistant. Le fait d'être obliger de mettre des gros supports (préconisation de résione), il faudra prêter attention à leur position par rapport aux surfaces que tu souhaiterai avoir propre. Autre point, je n'ai pas réussi à obtenir de pièces fines en dessous de 2mm d'épaisseur La anycubic Tough est très proche des résine classique (en terme de température, de support et même des réglages machine) et donc plus facile à imprimer. Coté résultat, le résultat est similaire aux résines classiques avec l'avantage de supporter beaucoup plus de flexion avant de casser. Attention quand même, après de trop fortes flexions et déformations, ça ne revient pas toujours à la forme initiale. Je n'ai pas testé les mélanges.1 point
-
Parfait ! Donc, pour faire une interception c'est peut être possible au port de Rotterdam ... aurais tu une "ETA" ?1 point
-
Enfin une bonne nouvelle Ma bécane est sur le EVER GLOBE qui à cet instant passe au large de Brest en direction de Antwerpen, Belgium pour y arriver demain soir vers 21 heures (la destination finale étant Rotterdam, je ne sais pas ou sera déchargé le container). Je pense la recevoir en Février. C'est fou que l'on puisse suivre ses colis autour du monde en temps réel.
 1 point
1 point -
après deux heure d attente le résultat est la


 1 point
1 point -
Je considère ça comme de la malhonnêteté intellectuelle. Si tu avais quelques notions de CAO, tu saurais que ton "travail" ne représente pas plus de 1% (selon la police ) à 2% (selon les manifestants ) de l'énorme travail de modélisation de ce moteur. Pour quelqu'un d'habitué à la CAO, il ne faut pas plus de 2 heures pour isoler chaque pièce et générer un STL. Je le sais puisque c'est ce que j'ai fait à l'époque de ton sujet. Là où j'oserais parler d'escroquerie, c'est que tu laisses à penser dans ton message Cults3D que l'assemblage est fonctionnel alors que tu n'as encore rien imprimé. Je serais plus que trèèèèèèès surpris que les pièces s'assemblent correctement sans des heures, voire des jours de post-traitement à la lime, papier de verre et autres techniques d'ajustement. En effet, il faudrait prévoir des jeux fonctionnels spécifiques à l'impression 3D pour avoir un minimum de retouche manuelle à faire. Ce n'est que mon point de vue et il n'engage bien évidemment que moi. Tout le monde est libre de penser comme bon lui semble. C'est pour cela que je m'en tiendrai là. Bonne journée à toi.1 point
-
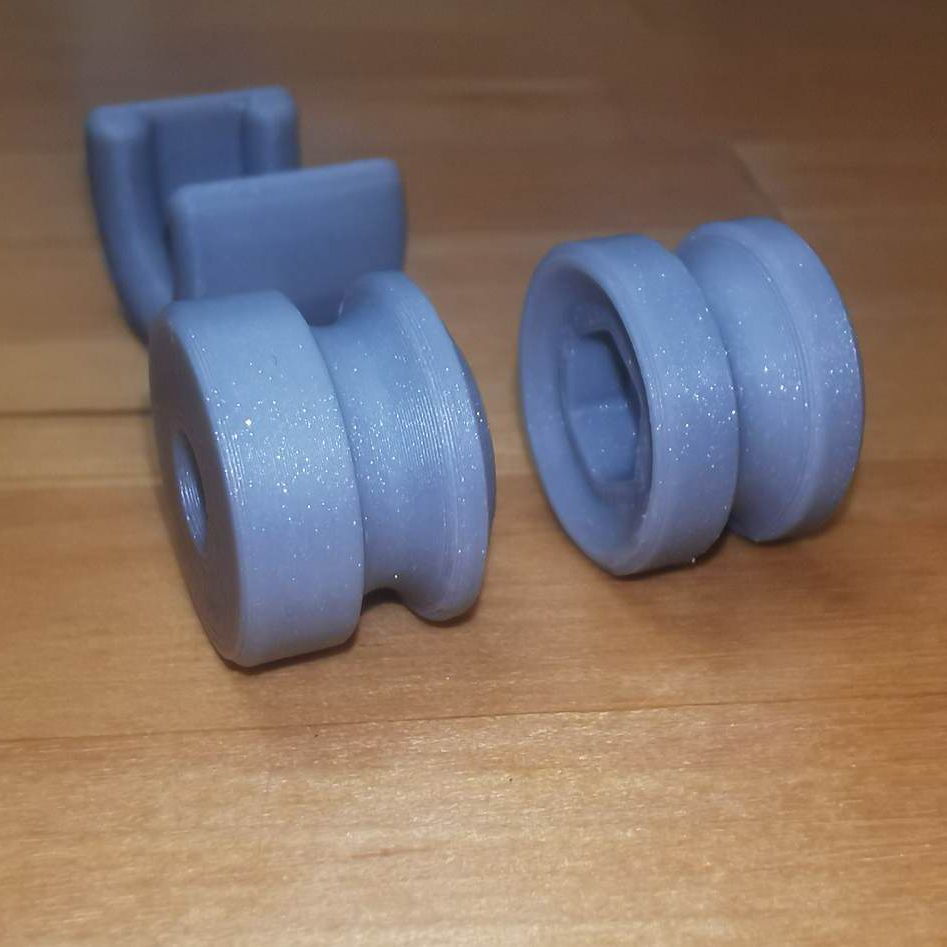
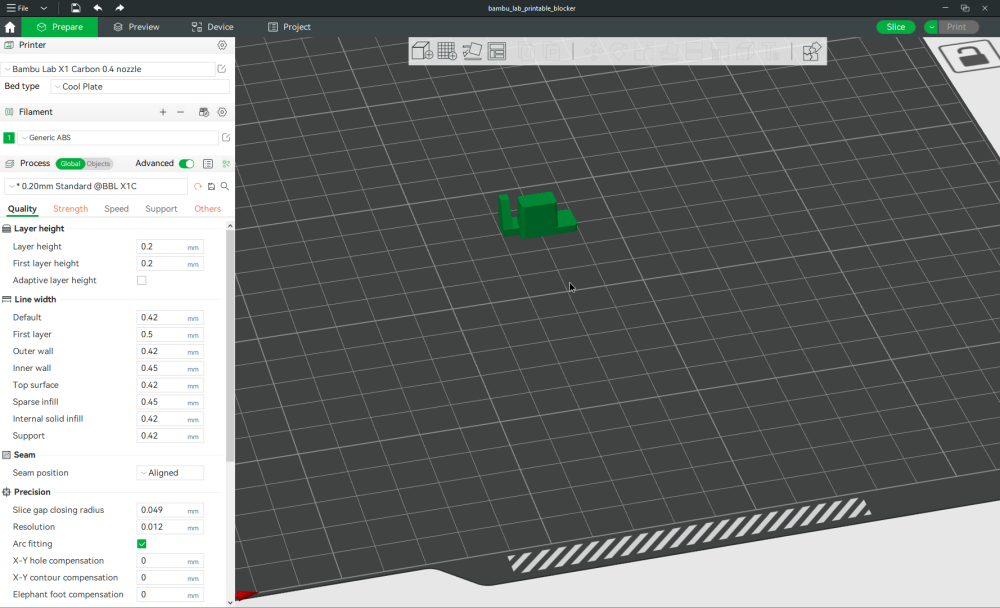
Salut les Panda Vu que j'aime les défis technique et que @Motard Geekm'avait demandé si je pouvais faire un accessoire pour remplacer le double connecteur pneufit. ( ça tombe bien je chope des boutons quand je vois ou qu'on me parle des pneufits ). Je vous propose ce petit systeme à imprimer, j'ai tout mis sur Thingiverse et Printables normalement. https://www.thingiverse.com/thing:5838373 https://www.printables.com/model/391542-quick-fit-bambulab Si vous voyez des améliorations à apporter, je suis pas loin. Merci




 1 point
1 point -
Eh bien tu vois, ce que tu me dis là, c’est juste hyper utile, car j’avais pas compris ça du tout.. C’est bien quand on a des gars qui gèrent, un grand merci les mecs Je vais bien regarder comment on fait ça car ce sera une première pour moi.. Bricoler je sais faire mais la partie informatique c’est toujours plus compliqué en ce qui me concerne..1 point
-
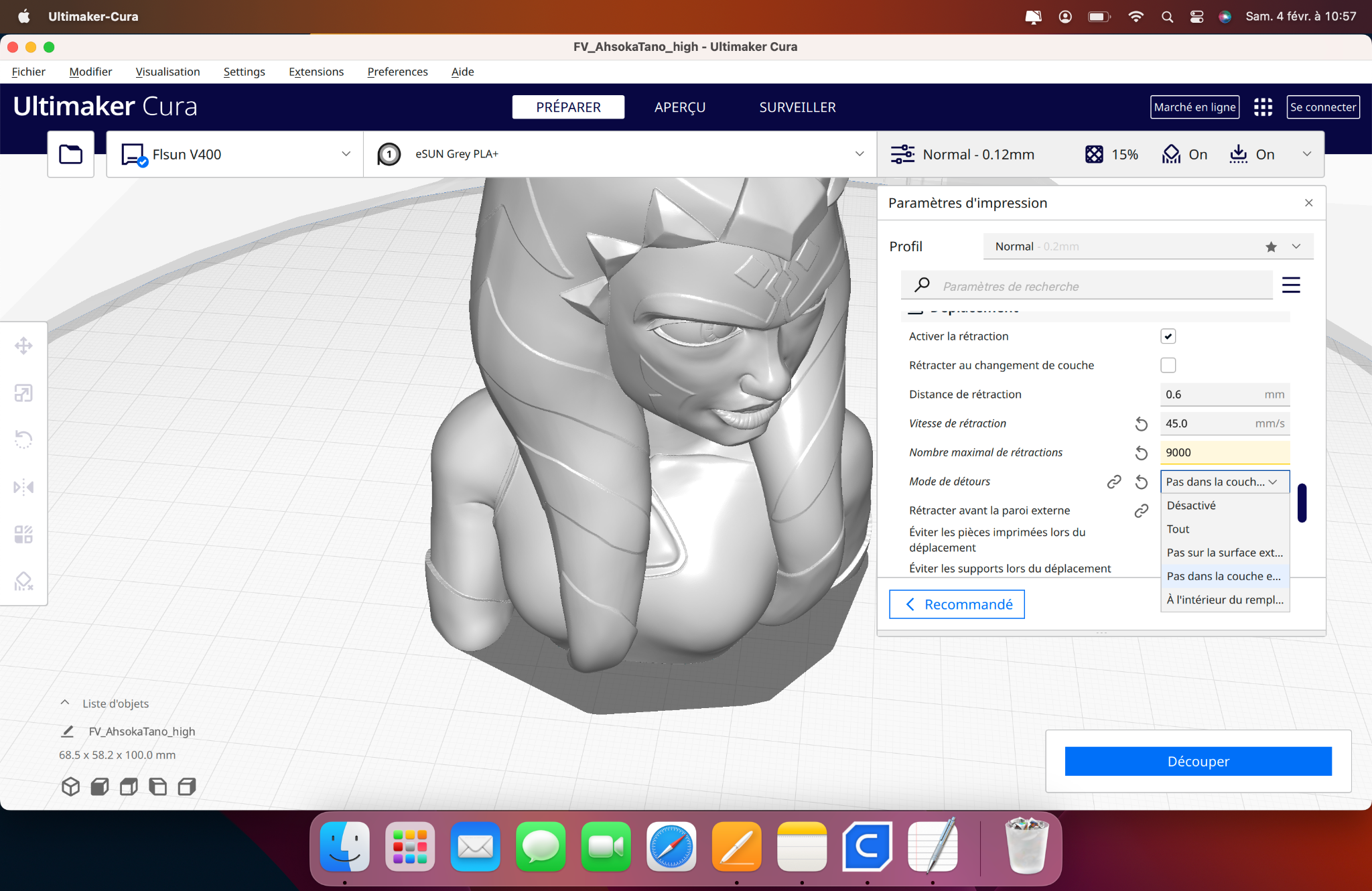
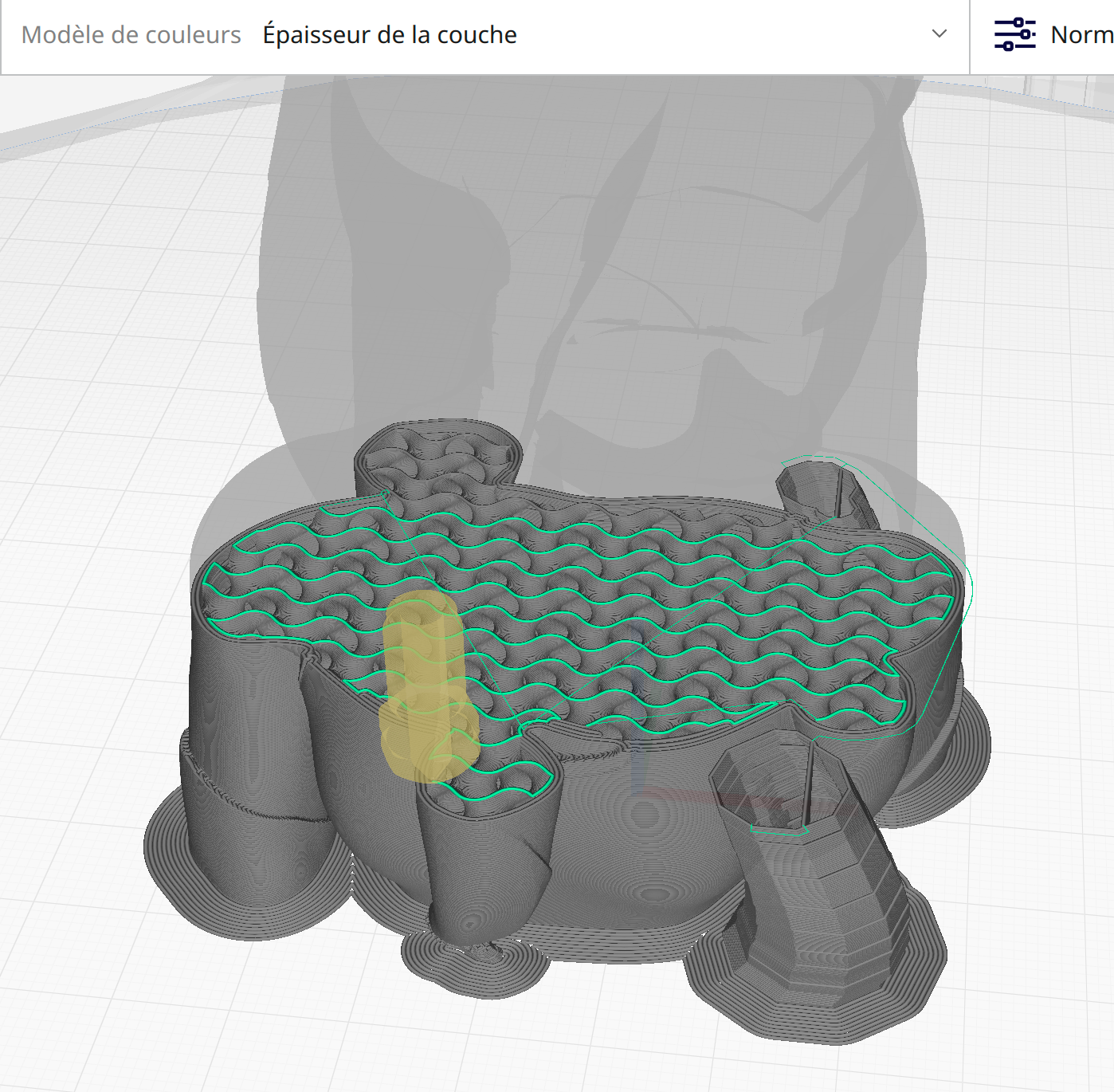
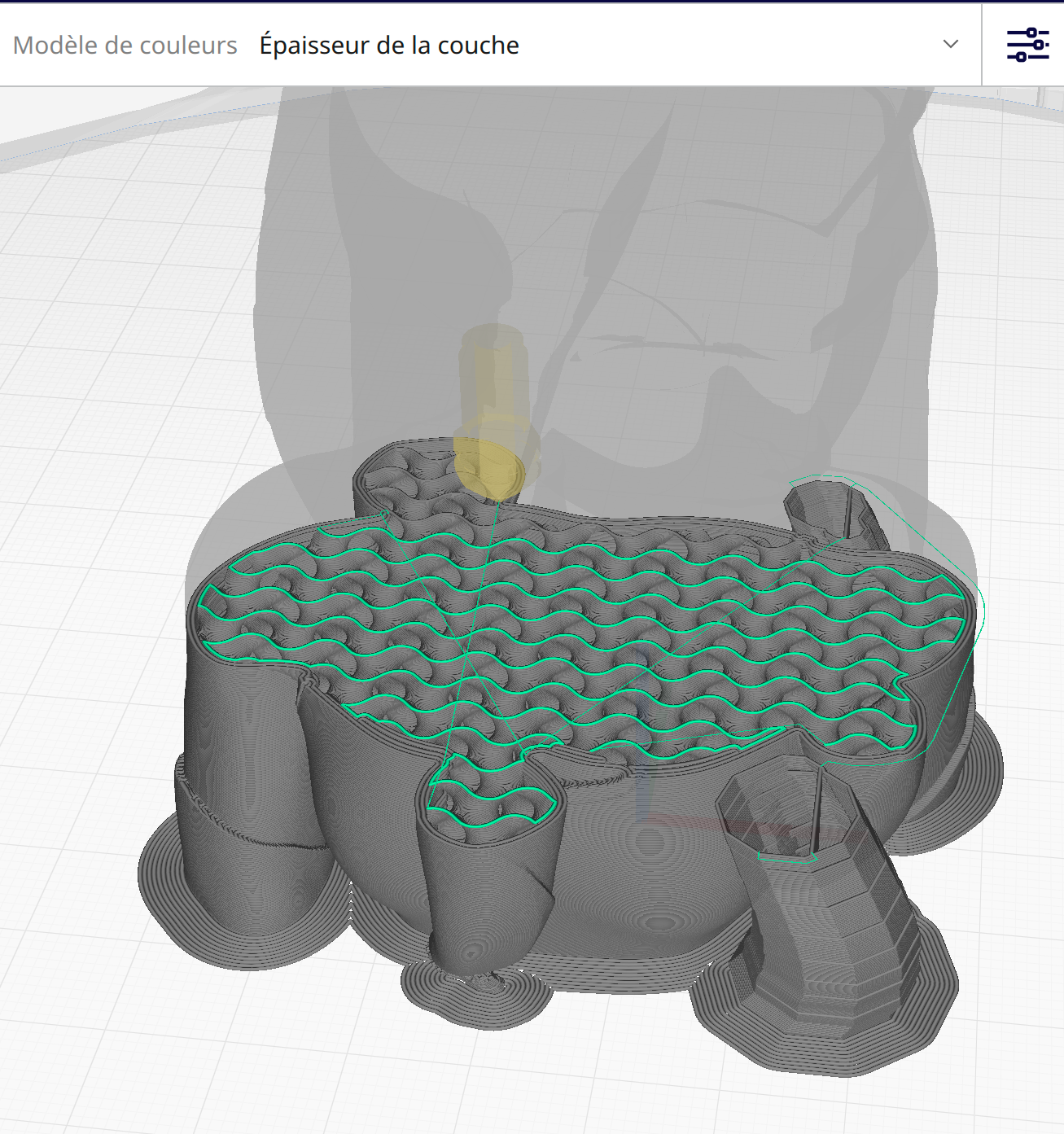
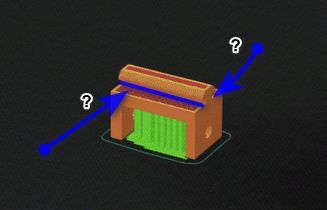
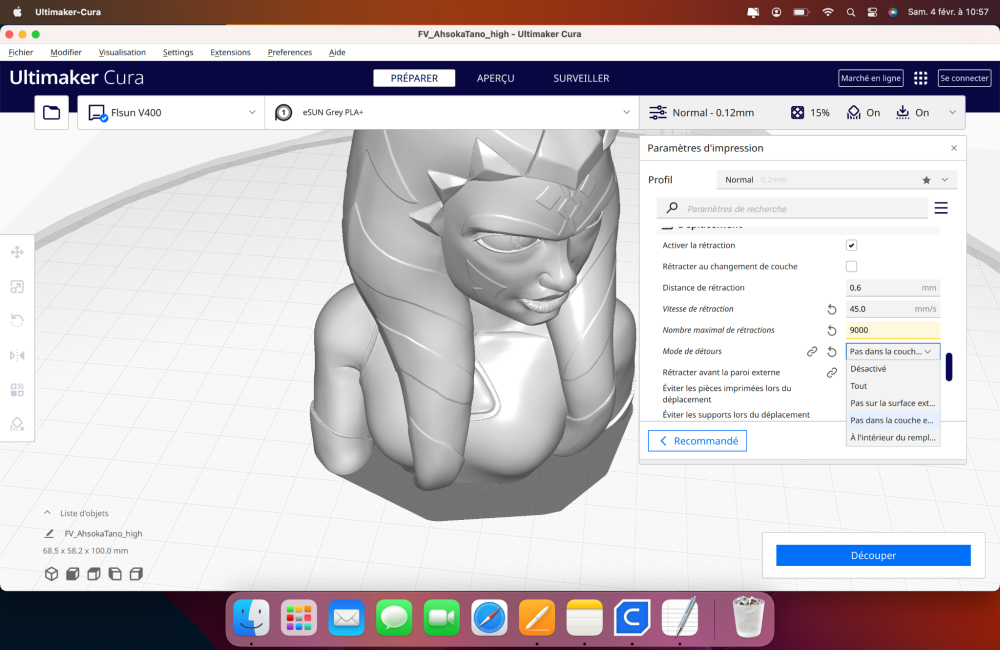
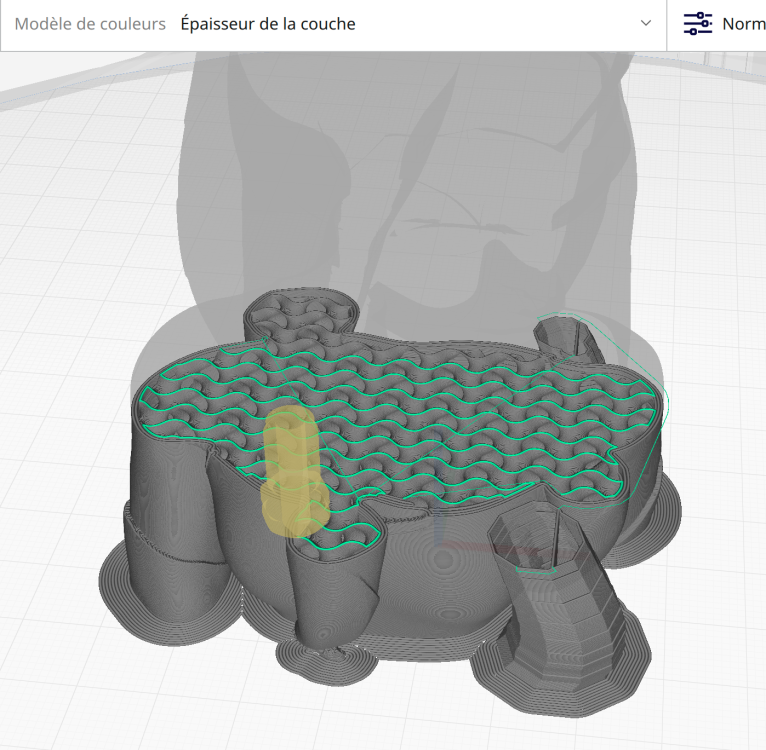
Bonjour à tous, Malgré de nombreux réglages ma buse frotte toujours sur le remplissage alors je me suis penché sur le moment exacte du frottement et voici ce que j’ai trouvé. Avant tout je suis sur Cura 5.0.0 avec buse ZODIAC V6 Volcano pro, 215deg/60g, esun PLA+, infill 90 et extruder réglé au poil de Wookie. La buse frotte uniquement quand il y a un déplacement d’une zone à une autre sur un même couche. J’ai regardé du côté du mode de détours C’est le même déplacement quel que soit le mode de détour On voit bien que la buse se déplace sur la même hauteur de couche pour aller finir le remplissage ailleurs (15% de remplissage pour l'exemple bien sur) J’ai alors vérifié la présence d’un décalage en Z (Z hop) dans le GCode selon les modes et surprise: Mode de détour Temps Impression Zhop dns le Code Désactivé 4h06 (246min) Z hop de 0,3 avant Déplacement Retour à la hauteur de couche initiale M204 S8000 M205 X100 Y100 G10 G1 F3000 Z21.48 G0 F24000 X-16.887 Y-15.422 Z21.48 M204 S6000 M205 X10 Y10 G1 F3000 Z21.18 G11 Pas sur la surface extérieure 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 Pas dans la couche extérieur 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 A l’intérieur du remplissage 2h55 (175min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-1.827 Y-15.143 G0 X-4.82 Y-14.583 G0 X-16.777 Y-15.152 G11 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 Tout 2h53 (173min) Absent M204 S8000 M205 X100 Y100 G10 G0 F24000 X-5.662 Y-15.294 G0 X-16.887 Y-15.422 M204 S6000 M205 X10 Y10 G11 En Moyenne 174min vs 246min … on perd 72min (1h12) soit 41% du temps pour un décalage en Z essentiel. Après plusieurs tests je vois que c’était bien le problème. J’espère que ça vous aidera Salutations à @Motard Geek et @Guilouz
 1 point
1 point -
Si quelqu'un veut me fournir une ender3 s1 pro afin que je m'ay fasse ls doigts je serais plus a même d'aider car quand je vois tous les posts ou il y'a des problèmes de nivellement j'ai du mal a comprendre lol1 point
-
Si je craque, ça va être de votre faute...1 point
-
Pas imprimable, mais peux quand même rejoindre la liste des améliorations utiles:1 point
-
Bonjour à tous, Voici le classement final du concours ! @MrMagounet : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524461 @Arash68 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524072 @dragon-shark : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524480 @Ironblue : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=523745 @Aezio : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524963 @CharlesX2 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524532 @Kath : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524225 @fvuichard : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524576 @L0L0 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=525143 @pat30 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=524885 @Alpes86 : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=523626 @Felkin : https://www.lesimprimantes3d.fr/forum/topic/50575-%F0%9F%8E%81-concours-de-no%C3%ABl-%F0%9F%8E%85%F0%9F%8C%B2-des-imprimantes-%C3%A0-gagner-%F0%9F%8E%81/?do=findComment&comment=525805 Bravo à tous ! Chaque gagnant est prié de m'envoyer ses coordonnées complètes (adresse postale, mail, téléphone mobile) en MP pour la suite des opérations Nous remercions chaleureusement tous les participants, nous sommes ravis de l'engouement généré et de certaines réalisations incroyables ! Mention spéciale à ceux qui ont intégré "Li3D" sur leur modélisation et/ou print, ça nous fait très plaisir1 point