Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/02/2023 Dans tous les contenus
-
A oui j'ai oublie les Tenlog juste dommage pour ces dernières que studio39 est arrêter son activité, il était sérieux.3 points
-
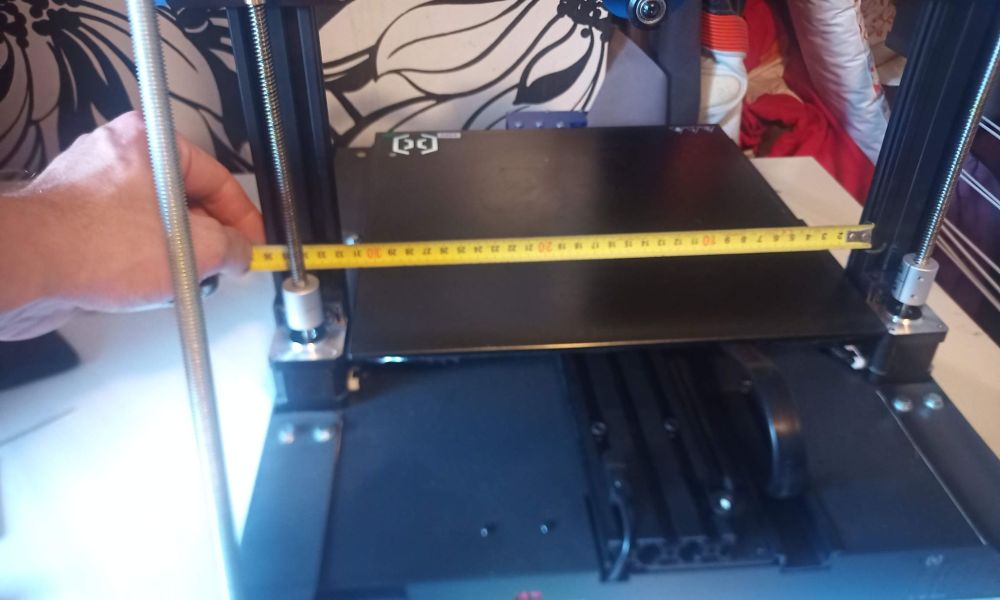
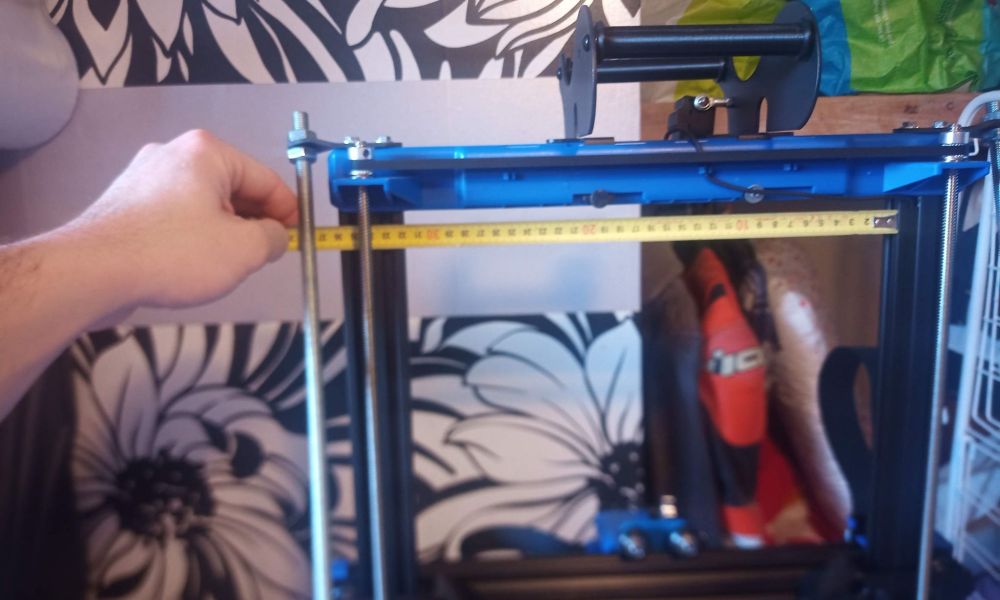
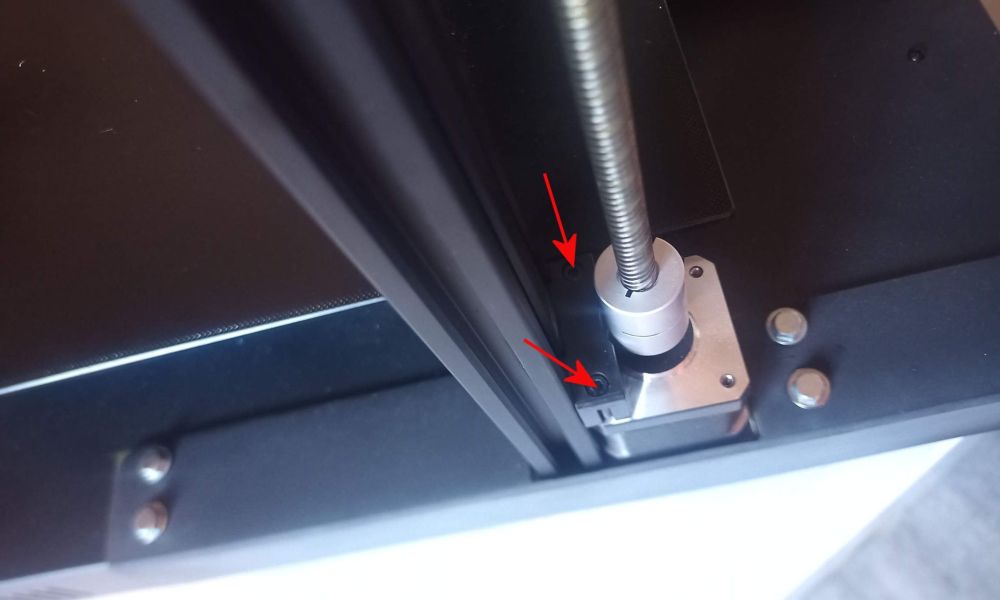
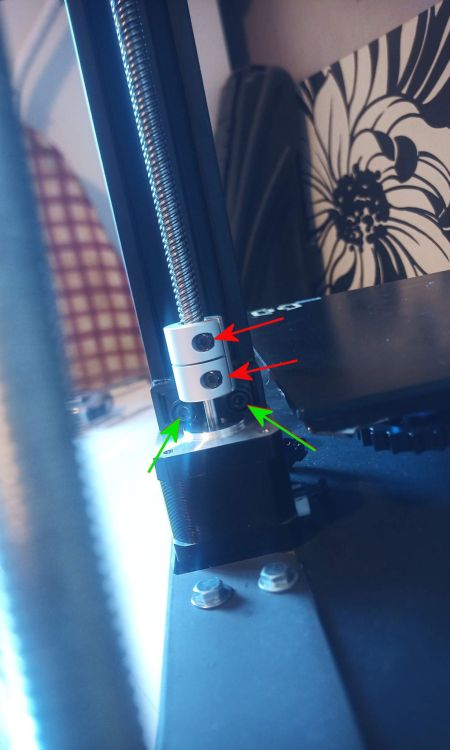
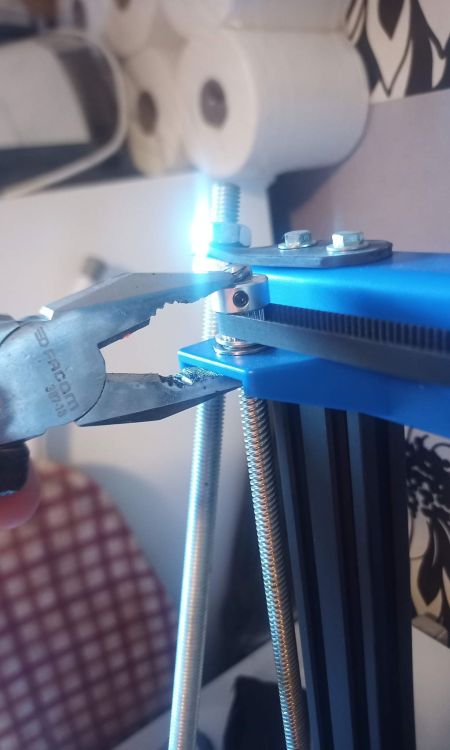
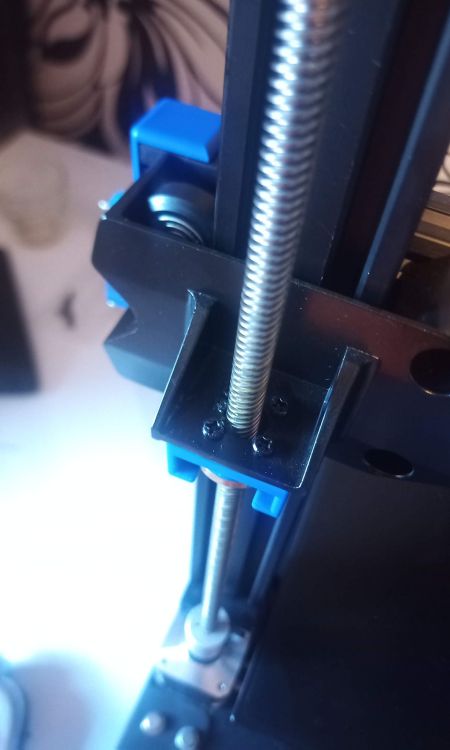
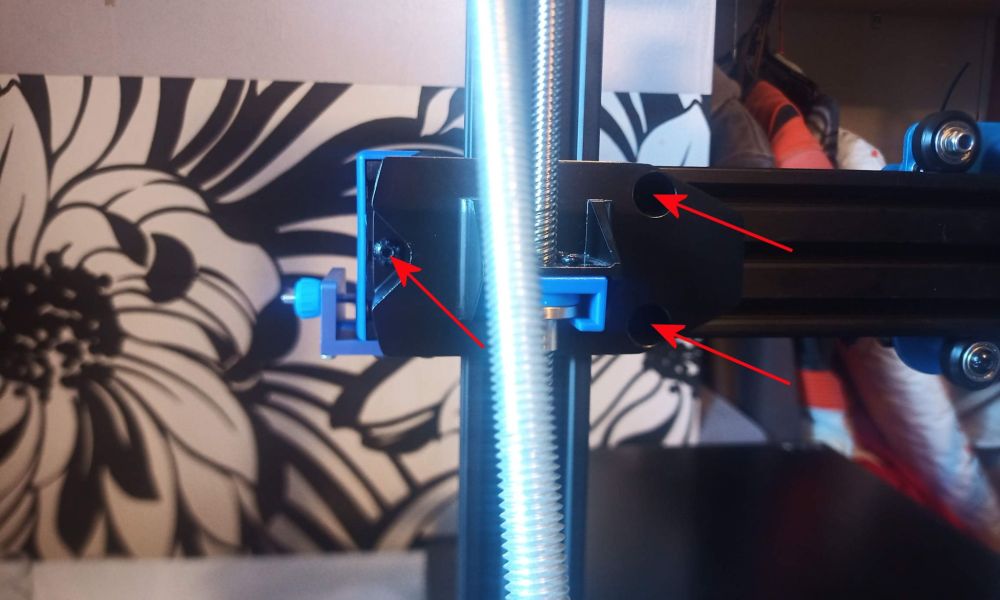
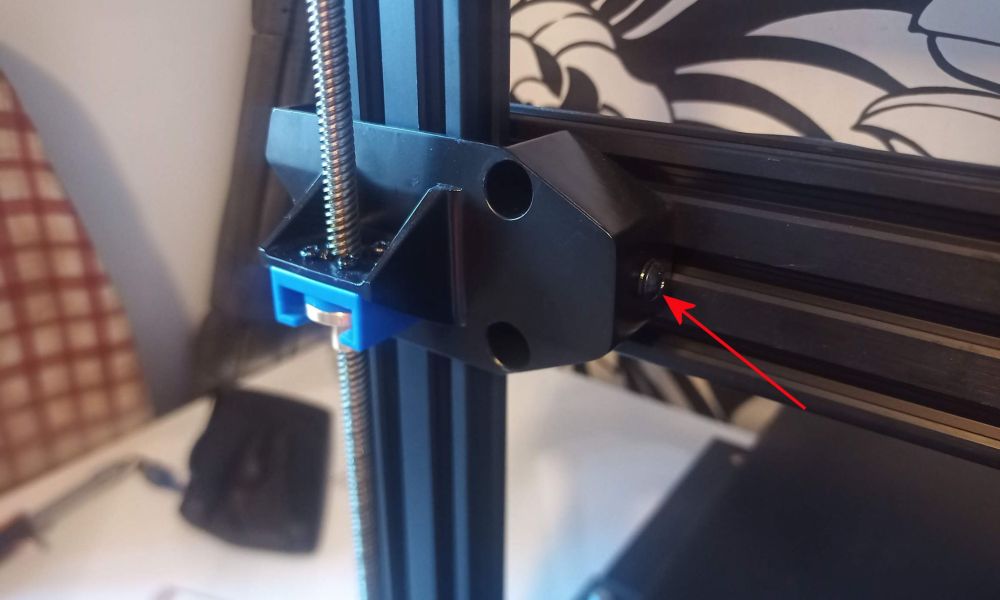
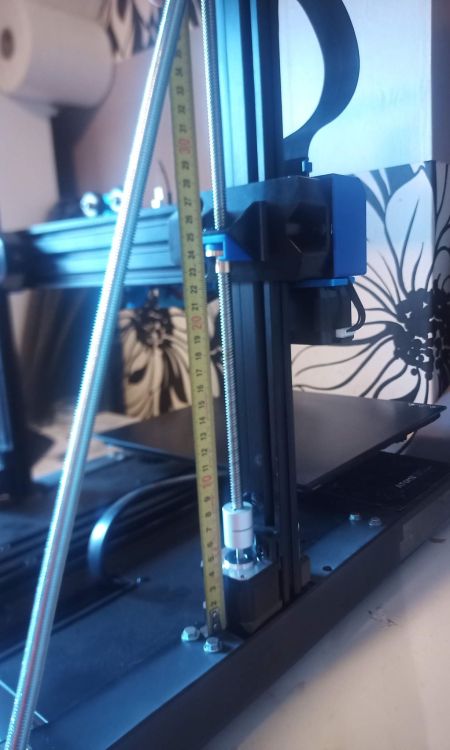
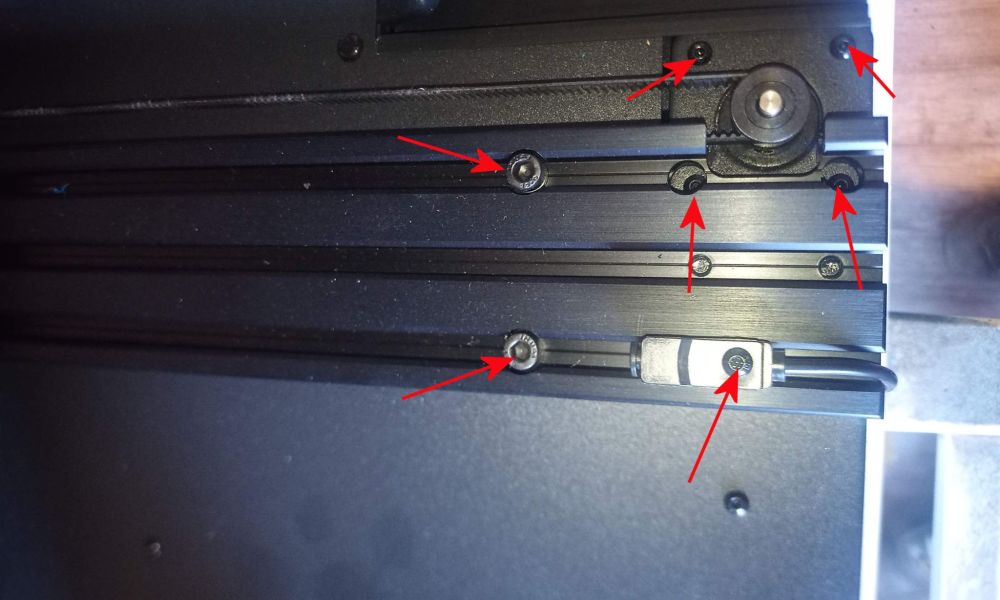
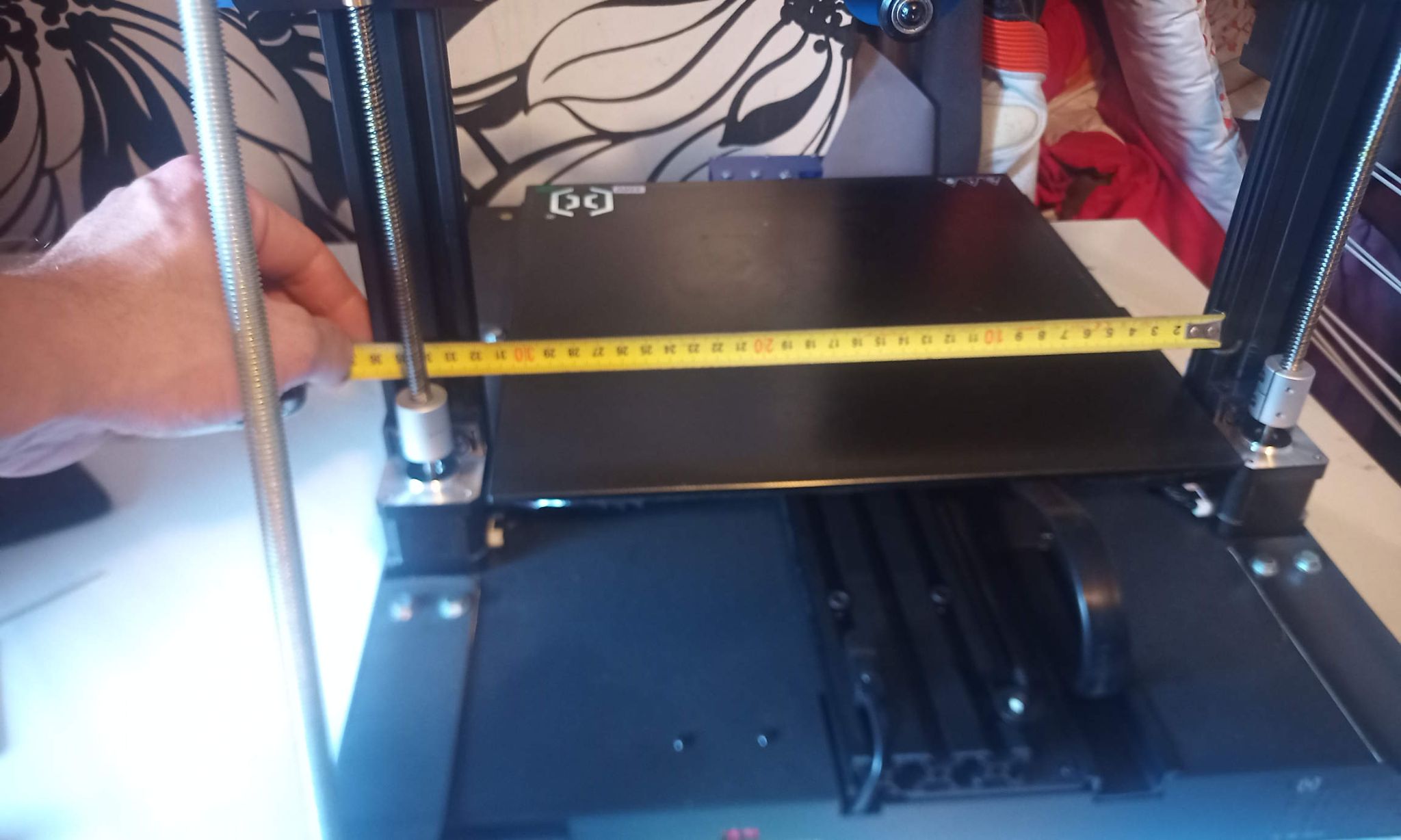
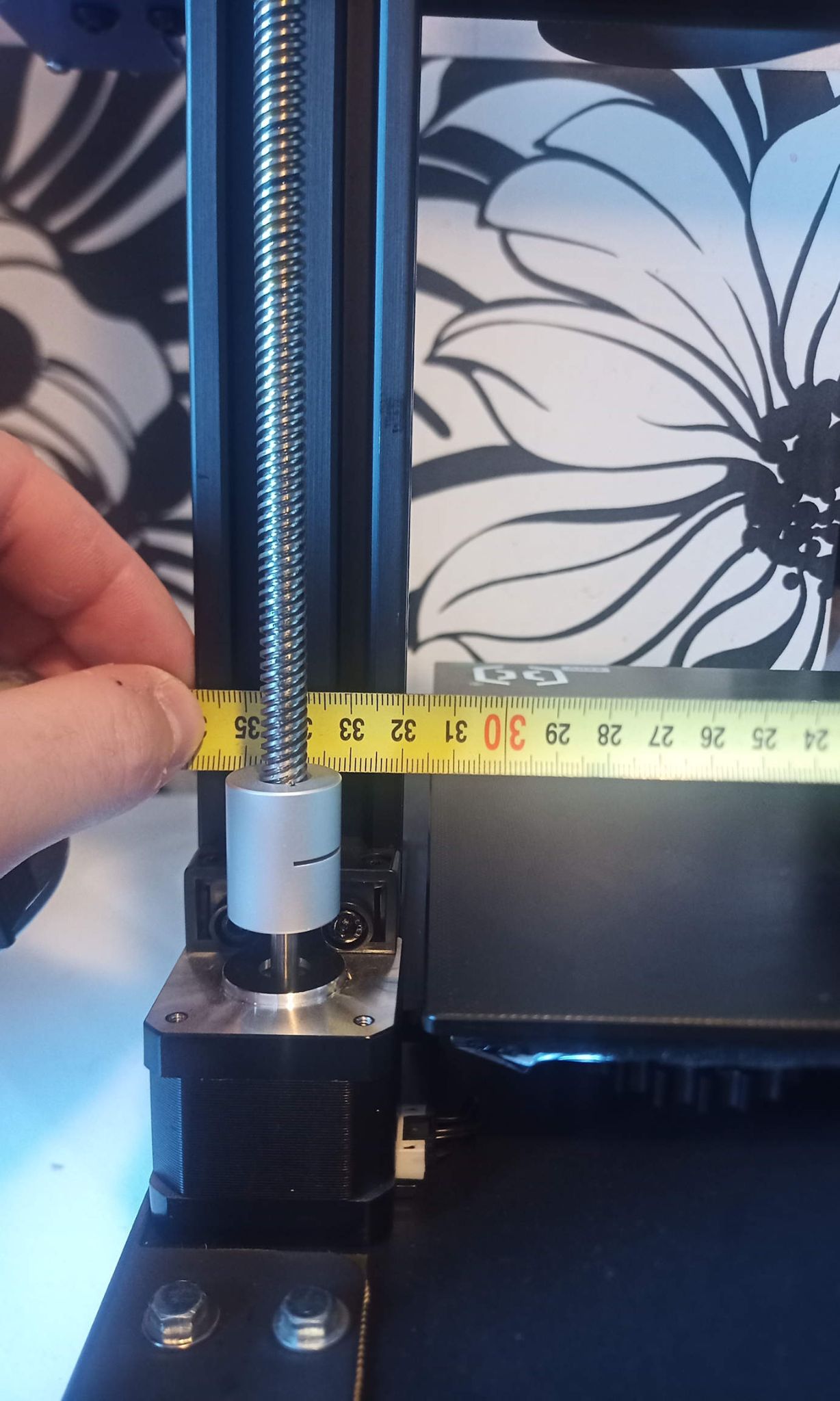
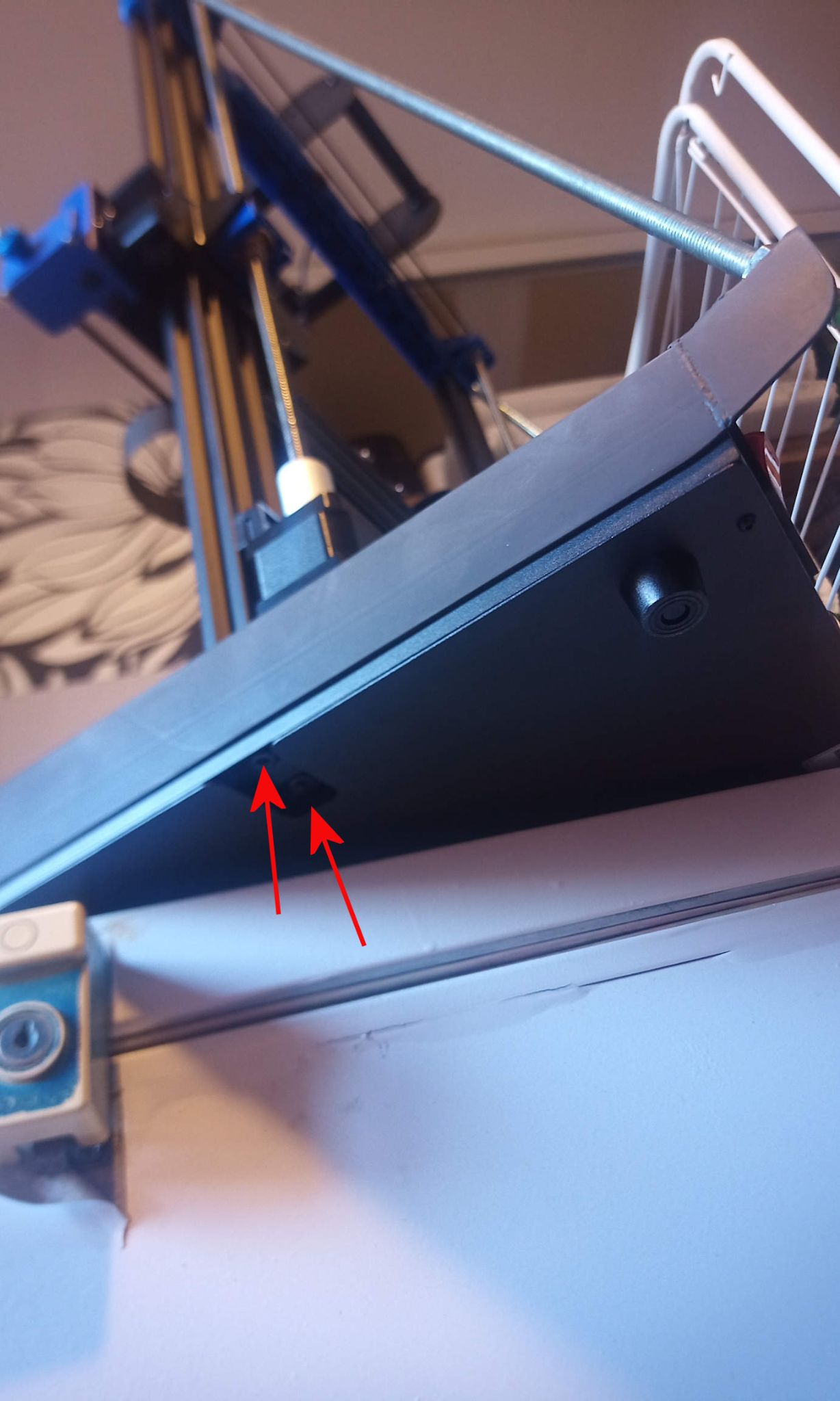
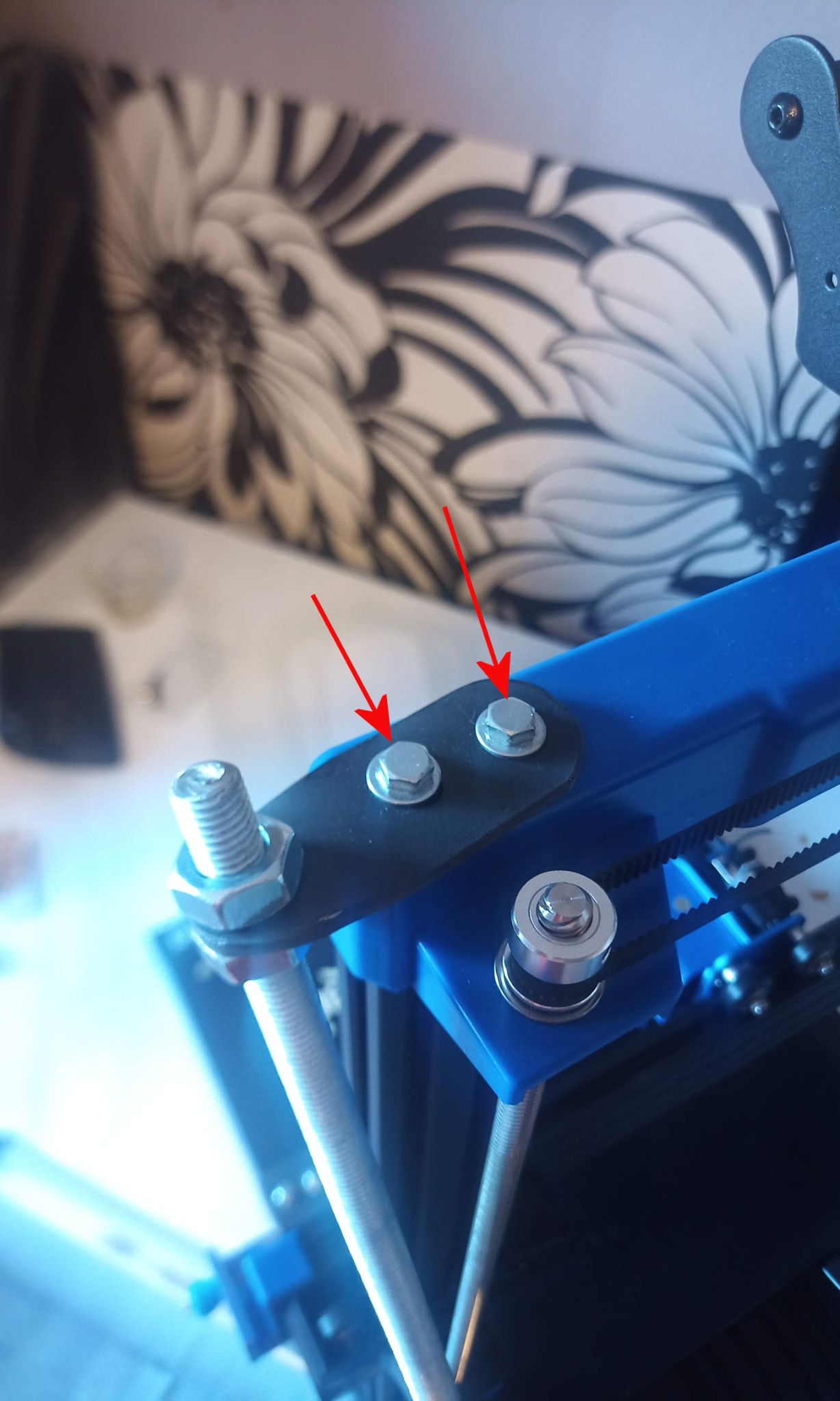
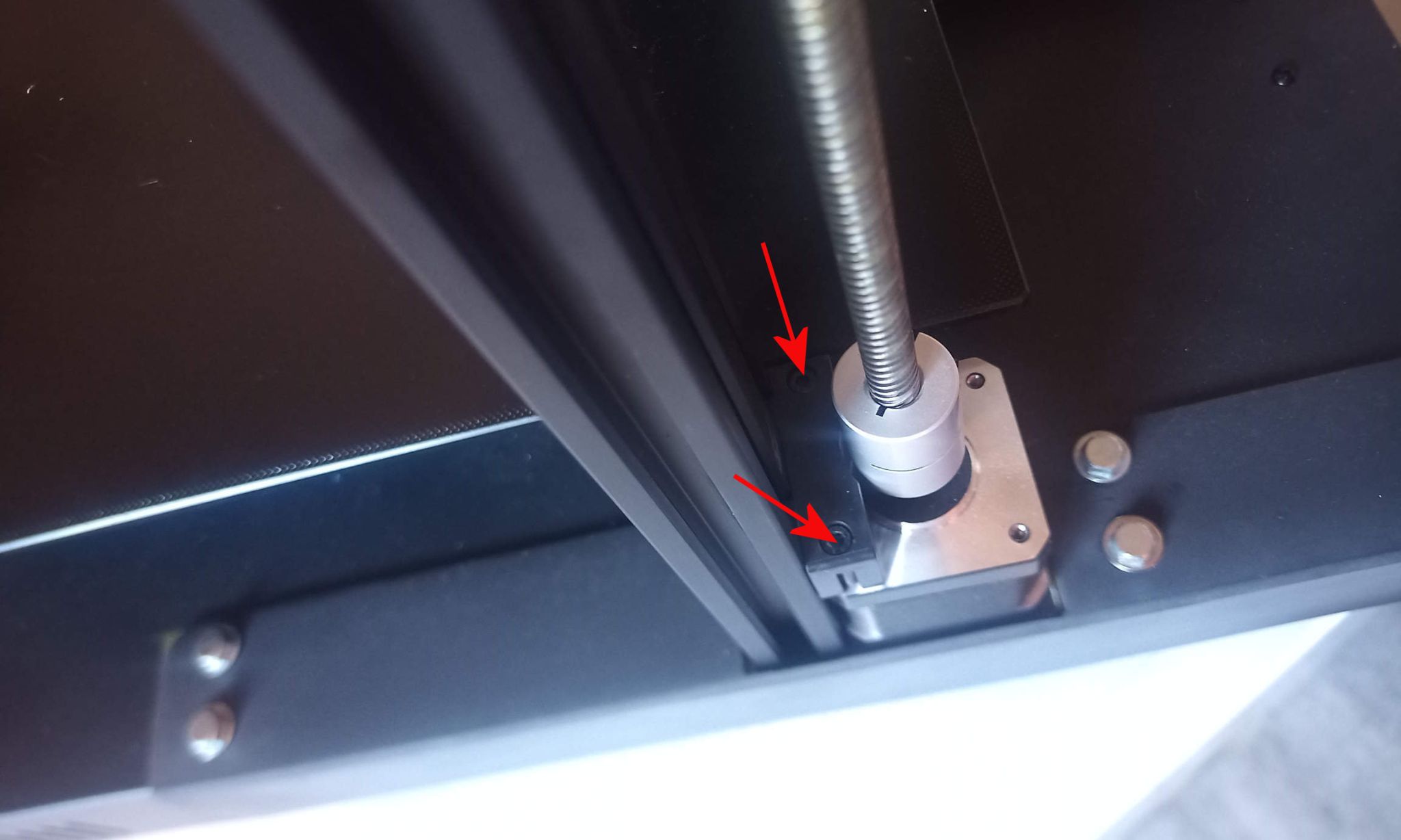
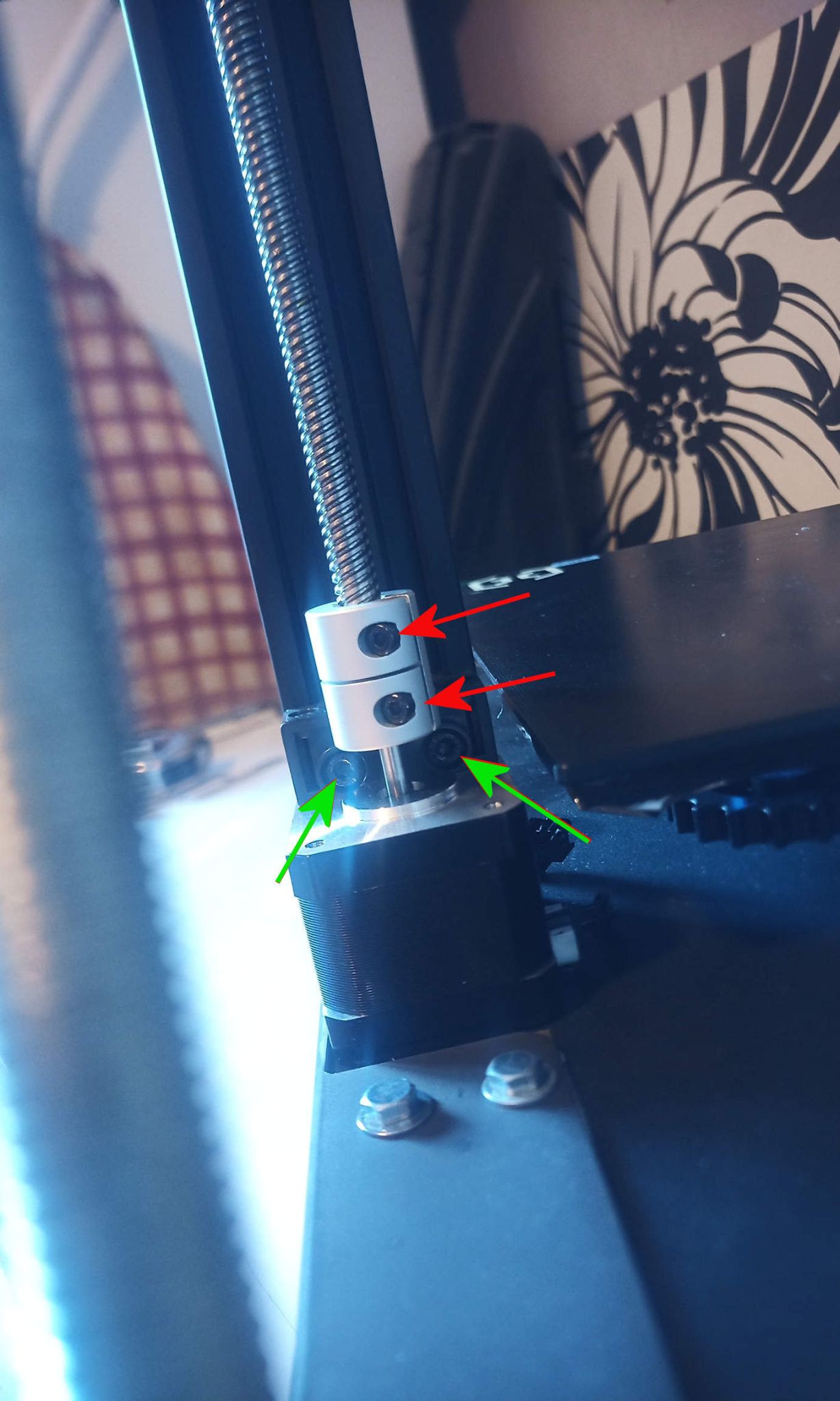
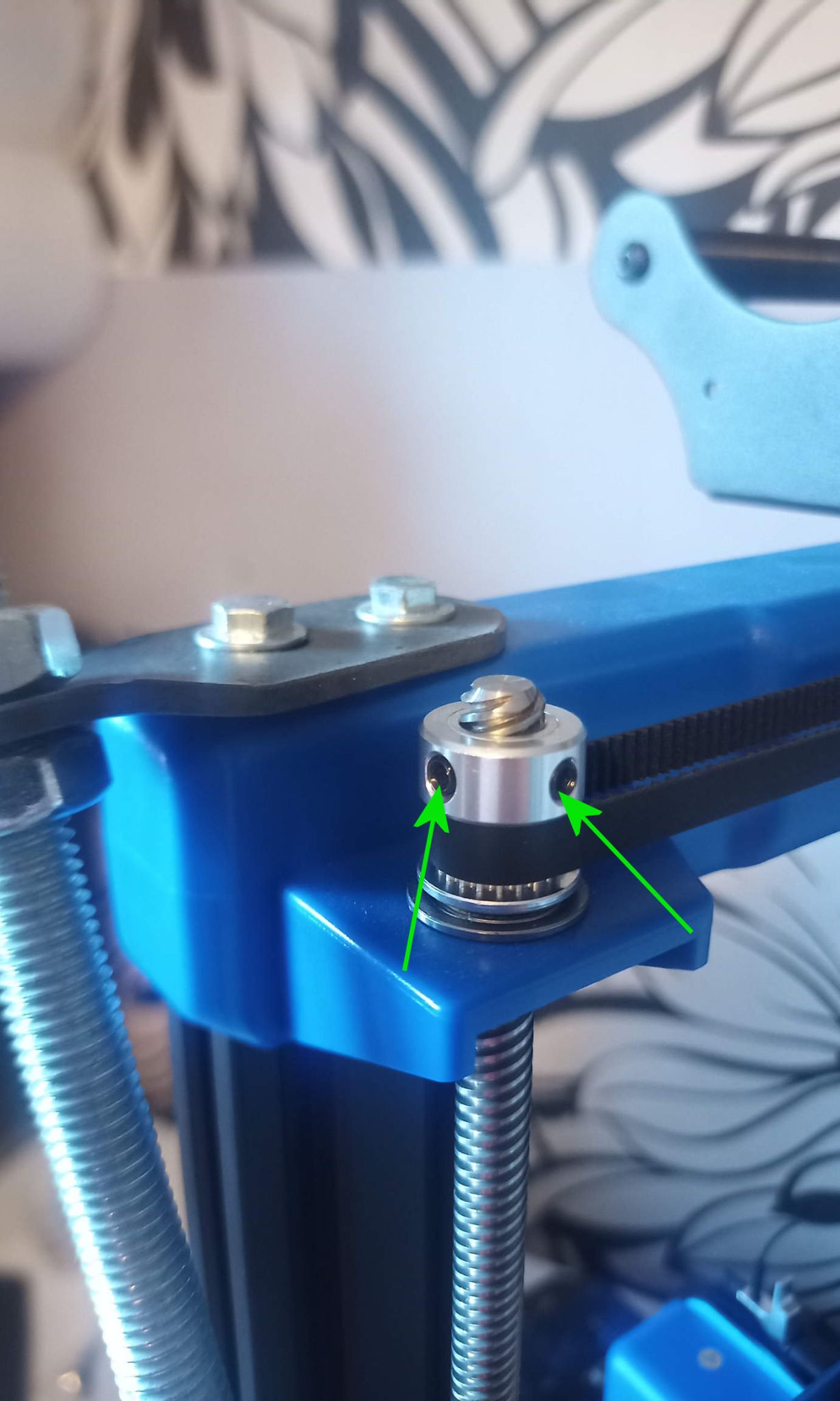
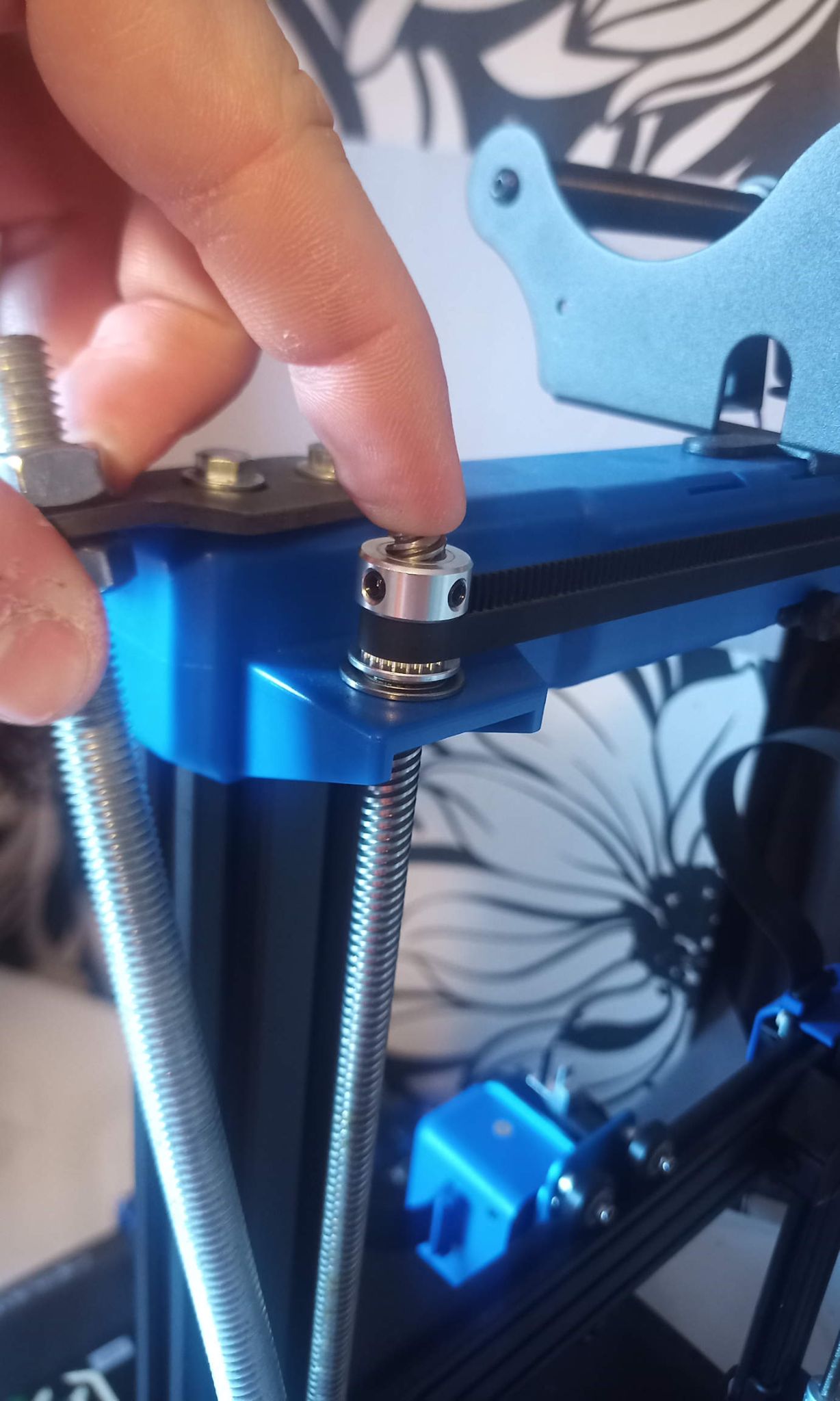
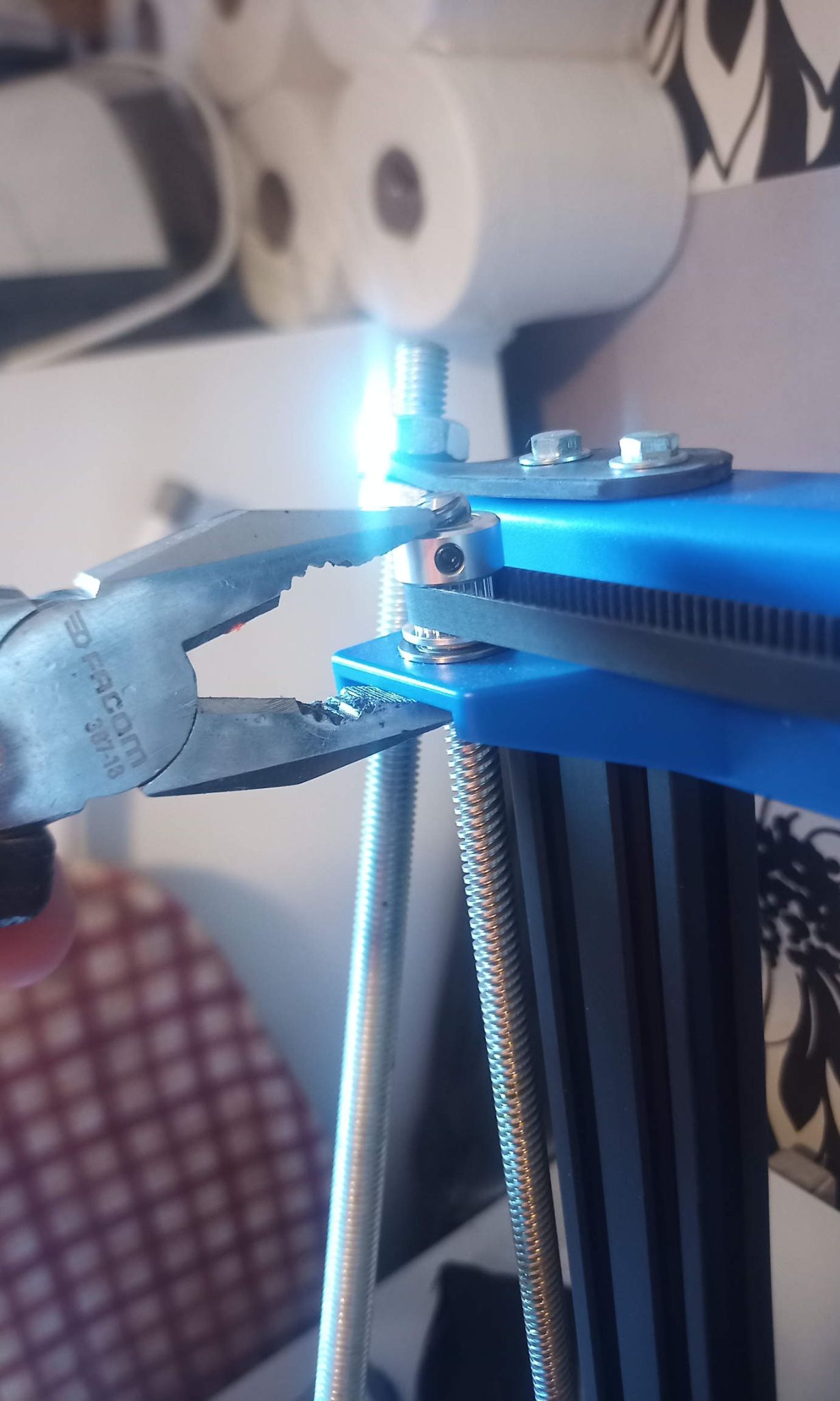
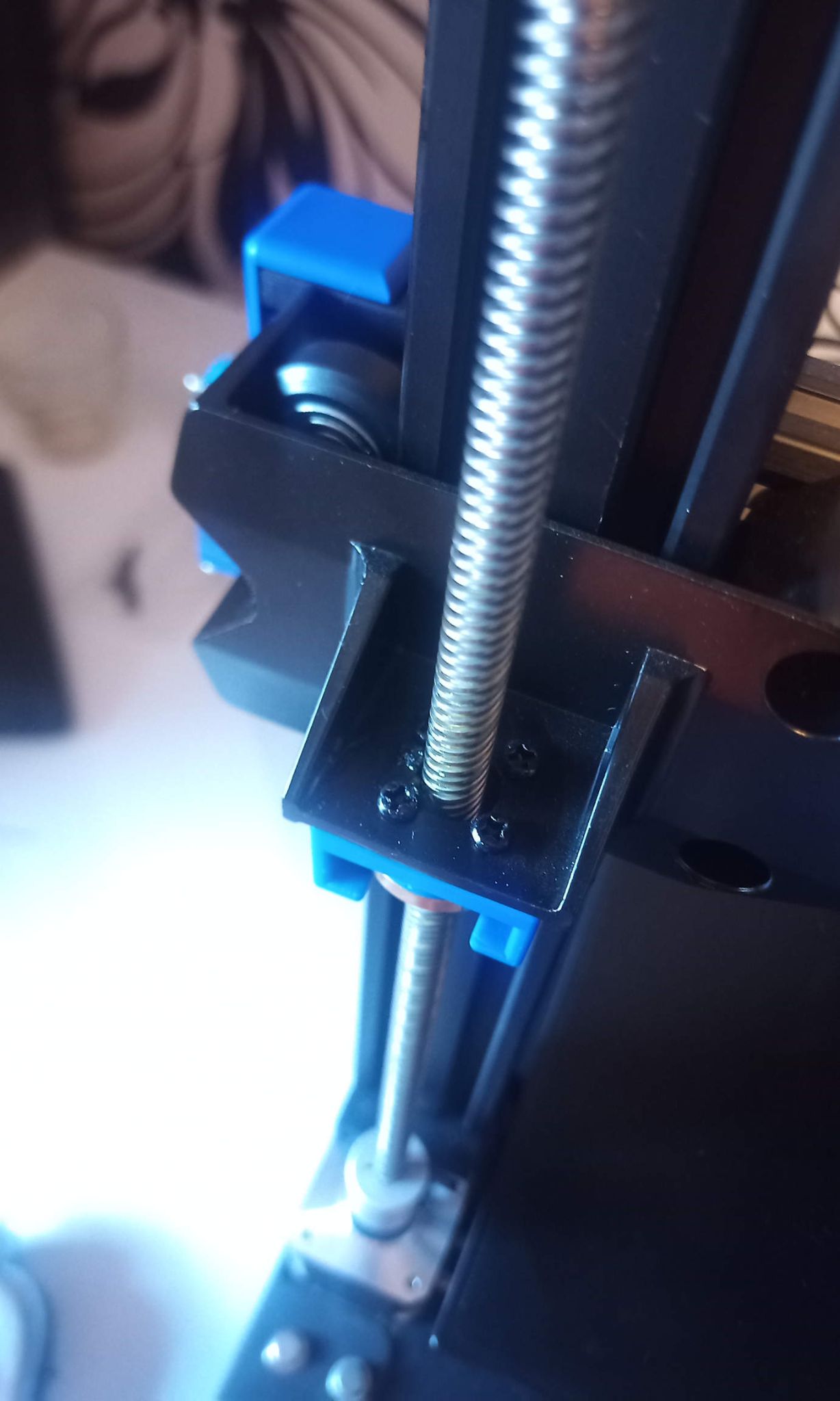
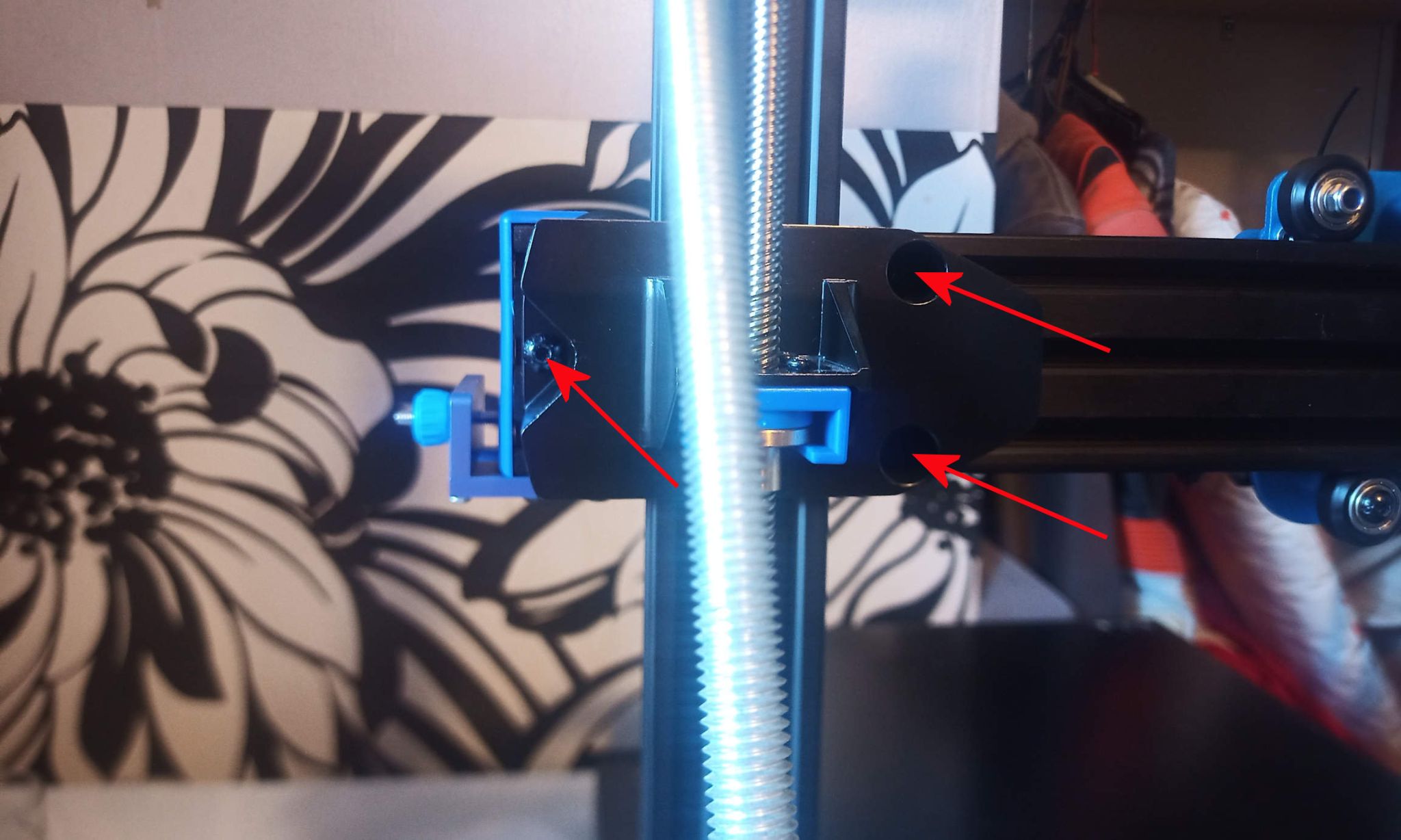
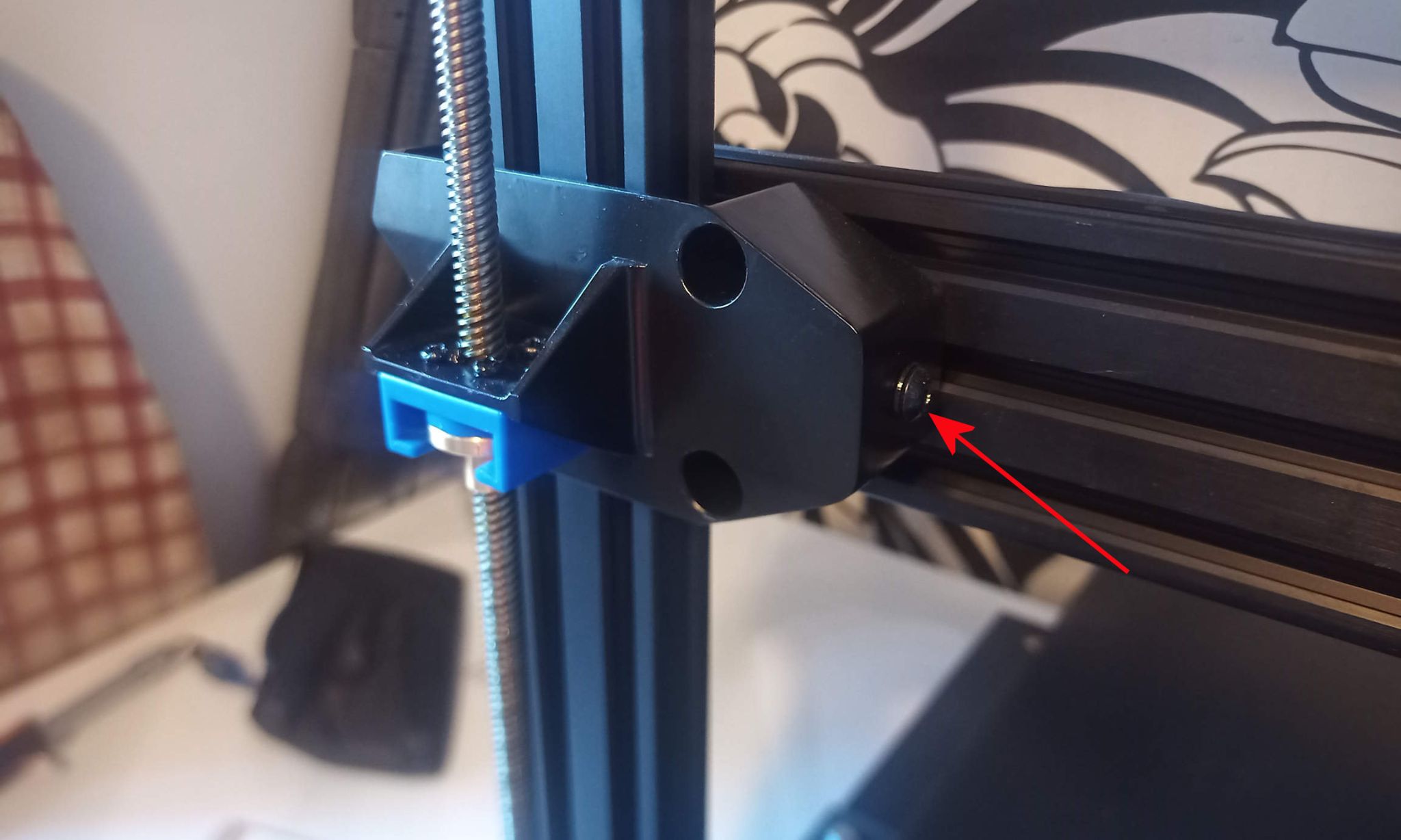
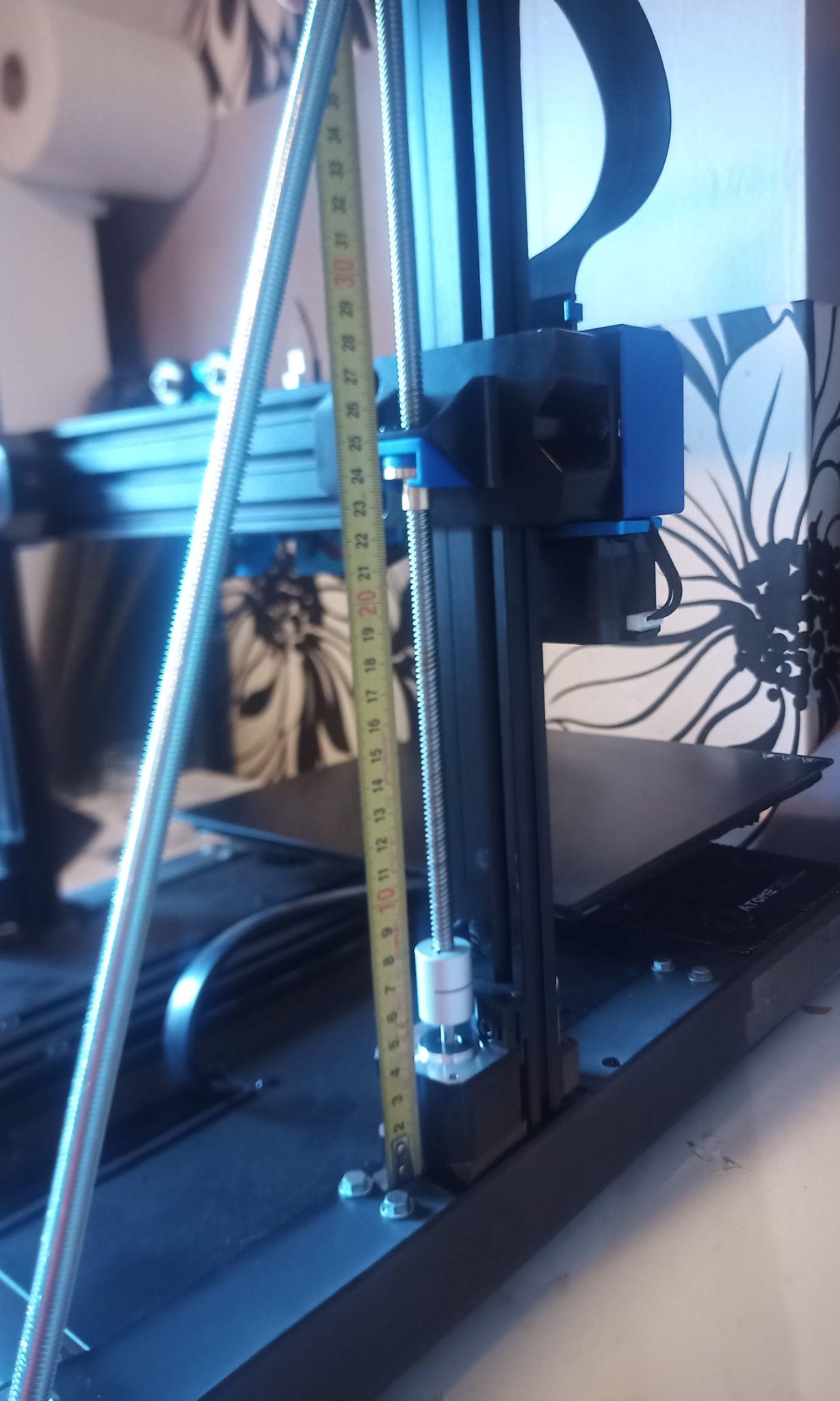
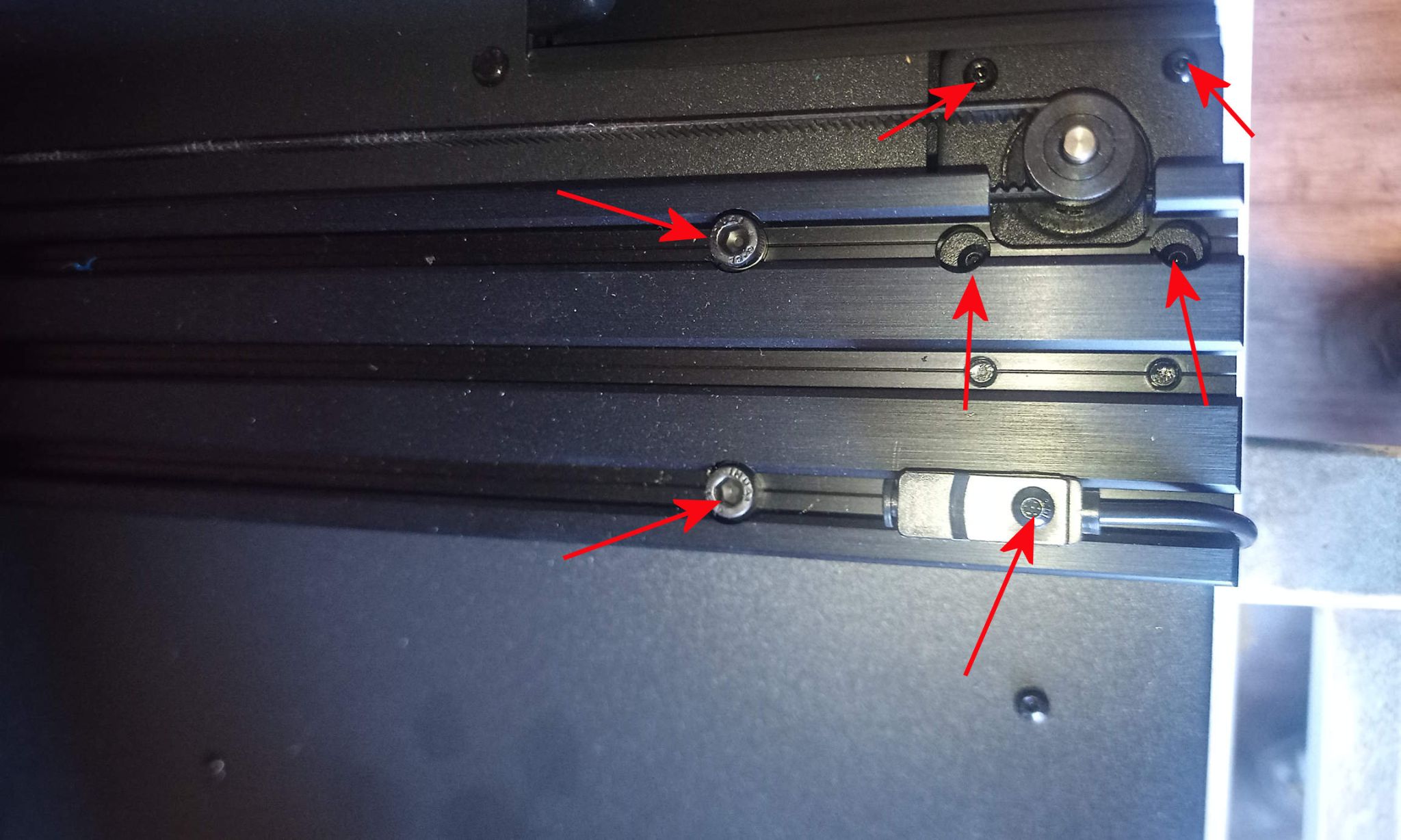
Suite à ma première révision mécanique sur ma sidewinder X2 après environ 2kg de filament imprimé, j'ai décidé de faire un tuto des réglages mécanique bien plus complet que les insuffisante instructions de artillery 3d pour la mise en route. Pour ma pars à l'achat de mon imprimante j'ai fait la simple mise en service décrite par la notice vidéo de artillery, j'avais une qualité d'impression correcte, mais visiblement les problèmes d'impression dés le début reste assez fréquent pour beaucoup. Pour ces personnes qui ont des problèmes de qualité dés le début, je vous conseille de suivre ce tuto avant de chercher plus loin. Pour ceux qui ont dés le début une qualité correcte comme moi, je vous conseille d'imprimer environ 1 ou 2kg de filament pour roder l'ensemble, puis de suivre le tuto. (J'ai commencé à avoir une qualité d'impression qui se dégrade au bout d'environ 2kg, preuve qu'il y a un certain rodage) Et évidemment je conseille ce tuto (ou a minima la prise de cotes) a ceux qui ont des problèmes d'impression qui surviennent sur une machine déjà bien rodé. Je m'excuse par avance de la qualité des photos, mon téléphone fais déjà des photos pas terrible de base mais depuis qu'il est tombé c'est pire. J'ai un renfort d'axe Z, n'y faite pas attention ça ne change rien à la procédure. C'est parti, Tout d'abord commencez par prendre la mesure entre les 2 portiques Z en bas et en haut, vous devez avoir exactement la même valeur, soyez precis. Si ce n'est pas le cas il va falloir corriger (perso j'avais 1mm d'ecart ce qui est loin d'etre negligeable, ca use rapidement les roue et la traverse de l'extrudeuse prend du jeu) : Pour corriger dévisser legerement les 4 vis sous les portique et les 4 vis dessus puis essayez d’écarter/rapprocher en haut/en bas en fonction de votre cas puis resserrer les vis et vérifier de nouveau les cotes : Une fois que vous êtes sur des cotes, resserrez fermement l'ensemble. Ensuite placer manuellement l'extrudeuse a peu prés à mi course Z et à mi course X, puis vérifiez que les vis fléché en rouge sont bien serré, et desserrez legerement les vis fléché en vert : Appuyez fermement sur la vis trapézoïdale pour faire descendre le moteur et le plaquer contre le chassis, puis tout en restant appuyé resserrez les 2 vis qui fixe le moteur contre le portique : Plaquez la poulie de synchro contre la partie bleu et resserrez ses 2 vis. (J'ai mis une pince pour illustrer mais pas besoin de forcer comme un goret): Répétez ces opérations pour le 2eme portique. Vérifiez le serrage de ces 4 petite vis sur chaque portique : Et desserrez ces 3 vis d'environ 2 tours sur chaque chariot de facon à ca que la traverse de l'extrudeur ai un jeu important: Réglez la tension des roues de guidage avec la vis prévu pour sur chaque chariot, mais ne resserrez pas les 3vis d'avant. N’hésitez pas à attraper les chariots à pleine main et à essayer de l'incliner un peu dans tout les sens pour sentir un éventuel jeu et obtenir un serrage des roues optimal, les roues doivent avoir un certain mordant sans pour autant être complètement bloquée : Maintenant redesserez legerement les petites vis d'un des pignons de synchro en haut, puis prenez la mesure entre la base de l'imprimante et un point de repère sur le chariot gauche ou droit, puis comparez cette mesure avec le chariot opposé, réglez la hauteur des chariots de façon à avoir exactement la même mesure puis resserrez les 2vis du pignon de synchro précédemment desserré, vérifiez de nouveau votre mesure de chaque coté : Resserrez maintenant les 6 vis qui relis les chariots à la traverse de l'extrudeur, commencez par un serrage tres léger des 6vis pour mettre la traverse à sa place avant de serrer définitivement : Maintenant que l'ensemble est resserré, vous avez dus remarquer lors de toute ces manip qu'il y a un jeu de haut en bas sur la traverse de l'extrudeur (jeu au niveau des pièces bleu et de l’écrou en laiton) pas de panique c'est normal, ce jeu n'est pas problématique a condition que chaque écrou laiton porte a peu prés le même poids. On va justement estimer cette différence à la main, normalement votre extrudeur est toujours au milieu de la course X, si ce n'est pas le cas replacez le. Avec un doigt ou 2 (selon votre feeling) relevez chaque chariot indépendamment pour estimer la force nécessaire pour le faire bouger dans sa zone de jeu : Normalement si vous avez tout suivi à la lettre, chaque coté devrais demander à peu prés la même force, ne vous cassez pas trop la tête non plus pour jauger, l'idée c'est surtout de ne pas avoir de grosse différence entre les 2 coté. Si c'est le cas il faut reprendre l’étape de comparaison/réglage de hauteur de chaque chariot mais au lieu de prendre la mesure avec le mètre ruban, prenez la mesure au "poids". Il est plus important que chaque portique porte la même masse plutôt qu'ils ai la même distance avec la base, car un défaut de niveau se corrigera avec le plateau alors qu'un déséquilibre de poids restera et auras tendance à faire flotter la traverse. Réglez bien évidemment les roues de guidage de l'extrudeur et du plateau. Procédure déjà décrite dans la notice vidéo artillery. Par contre ce qui n'est pas dit dans la notice, c'est que le fin de course X est un peu mal foutu, et que si vous tendez un peu trop les roues de l'extrudeur, il y a un risque que le fin de course ne capte plus rien. C'est parfois le cas même avec un serrage correct si la platine alu de l'extrudeur est legerement voilée. A surveiller donc. Profitez en pour mettre un coup de serrage sur toute les vis que vous trouverez, notamment celle-ci : Vous pouvez aussi éventuellement vérifier l’équerrage entre les portique Z et la base, il n'y a pas de réglage en tant que tel pour corriger ça, mais vous saurez au moins ce qu'il en est. Verifiez aussi la tension des courroies. Il ne vous reste plus qu'a serrer les mollettes de votre plateau au maximum pour le mettre le plus bas possible et refaire un réglage du lit dans le menu level, puis un Z=0 et auto level avec lit et buse à chaud.







 2 points
2 points -
Salut Après multiples recherches depuis 3 semaines et de l'investissement financier. J'ai enfin réussi à imprimer une pièce d'essai en PLA (Esun) sur une Elegoo Mars 3 Pro. La pièce est ultra précise. A voir quelle précision j'aurais sur une grosse pièce. J'ai lancé l'impression 3D dans une ambiance à 22°. J'ai utilisé Prusaslicer pour créer les supports et converti en ctb avec chitubox. Voici le labo que j'ai fabriqué et qui m'auras coûté 30 balles.2 points
-
Oui justement je suis une feignasse, c'est pour ça que je demande à Savate de me la monté (sans Klipper) je le ferais ça2 points
-
Et tu perdrais tout le plaisir du montage feignasse ^^ .2 points
-
Après oui si le problème est léger ok mais pour une imprimante à 1500 € je m'attends personnellement à un lit droit, si le défaut est vraiment mineur ok mais il y en a je pense que c'est vraiment trop important pour être un problème "mineur". Ce serait une imprimante dans les 200/500 € je serai beaucoup moins regardant mais là c'est 1 mois de salaire personnellement, j'espère recevoir une imprimante sans défaut comme tout le monde.2 points
-
et les tenlogs (hand, tld) qui sont plutôt de bonnes machines.2 points
-
@olika21 il n'y a pas beaucoup de choix d'imprimante idex a moins de 1000€, tu as bien la Flashforge Creator pro 2 mais ici surface 200x150x150 on les dimension voulue. Te reste des imprimantes Cartésienne Idex qui te donnerais les dimension voulue, a savoir : - Sovol SV04 - Jgmaker Artist-D - Kywoo Tycoon Idex Après en dépassent je t'aurais bien dit de regarder la nouvelle SnapMaker J1 qui semble vraiment pas mal mais les dimensions collerait pas 300x200x250.2 points
-
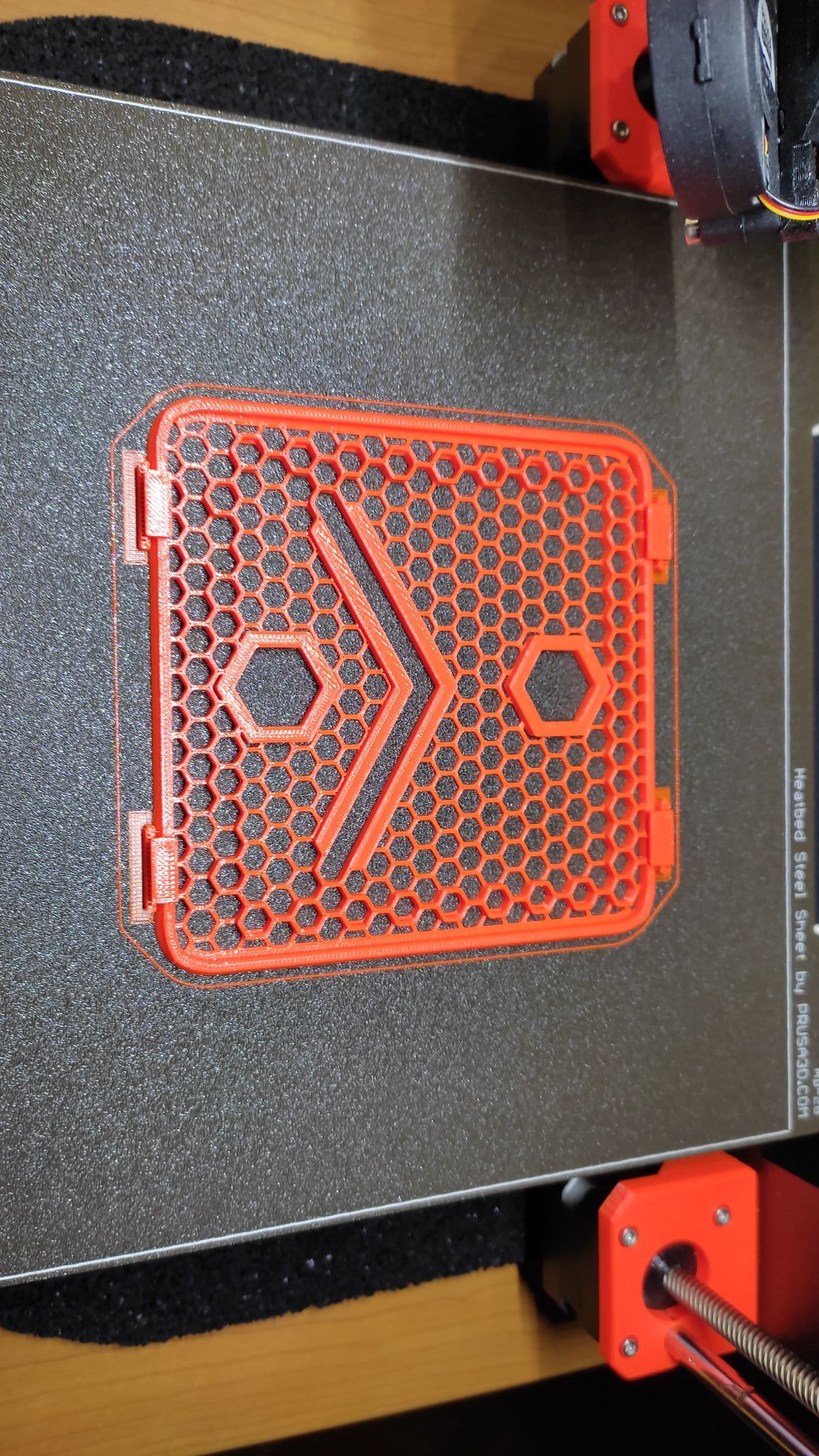
Bonjour à tous, J'ai moi aussi reçu un petit cadeau : Comme j'étais en train de faire un jeu d'échec pliable (ce n'est qu'un "prototype") j'en ai profité pour l'utiliser : Sur la dernière photo on peut voir l'effet de transparence (on voit l'aimant). Encore merci. Felkin




 2 points
2 points -
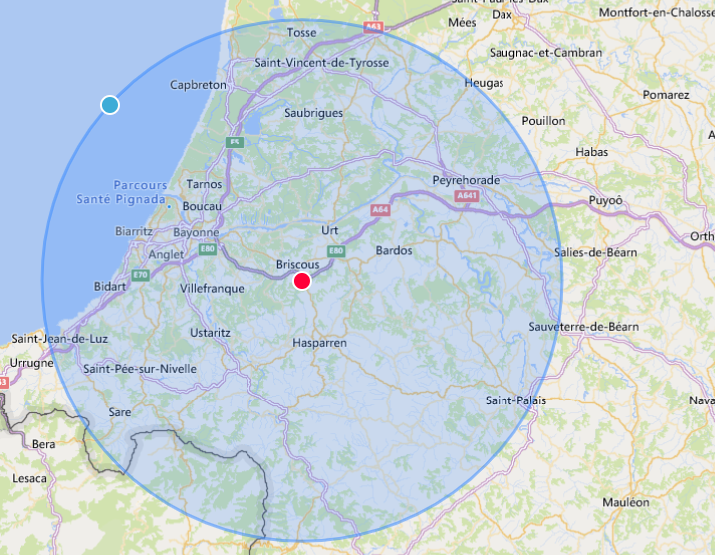
Bonjour, Je me disais qu'il serait peut etre intéressant de savoir si l'on a des voisins "maker" propriétaires d'imprimante Bambu Lab. L'idée de base est de pouvoir mutualiser une commande sur le Bambu Lab Store et de profiter des frais de port gratuit en atteignant les 45euros. Bien entendu on ne fait pas de partage d'infos confidentielles sur le topic mais juste une indication géographique et ensuite on passe en MP si on est assez proche. Qu'en pensez-vous ? Bon pour ma part comme indiqué dans mon profil je suis au Pays Basque. Si on veut aller plus loin avec www.calcmaps.com on peut faire un rayon qui met nos limites. Pour ma part si on prend une référence un peu centrale entre le 64 et 40(Landes) avec un rayon d'environ 30kms ça donne ça : !!! Vous pouvez aussi utiliser la fonction Carte des membres et FabLabs @Motard Geek a créé un groupe Bambu Lab !!!
 1 point
1 point -
Salut à tous je vend une prusa mk3s en parfait état, je precise que ce n'est pas un clone, avec facture prusa Une plaque PEI avec Date d'achat 10/03/2020 A venir chercher dans les Yvelines 500€
 1 point
1 point -
@Morganne46 au passage e lien vers ton site web pointe vers .... le forum ^^1 point
-
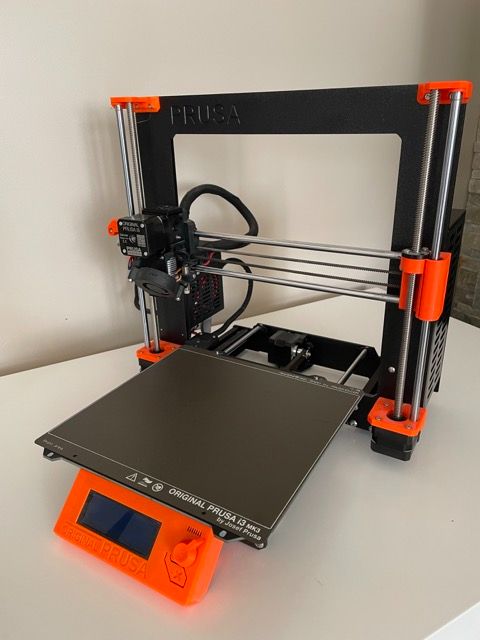
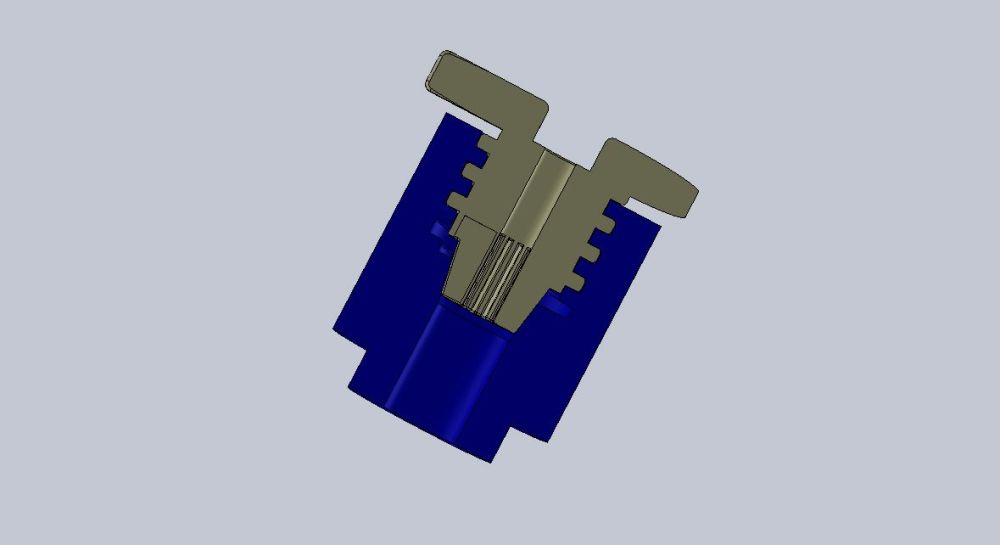
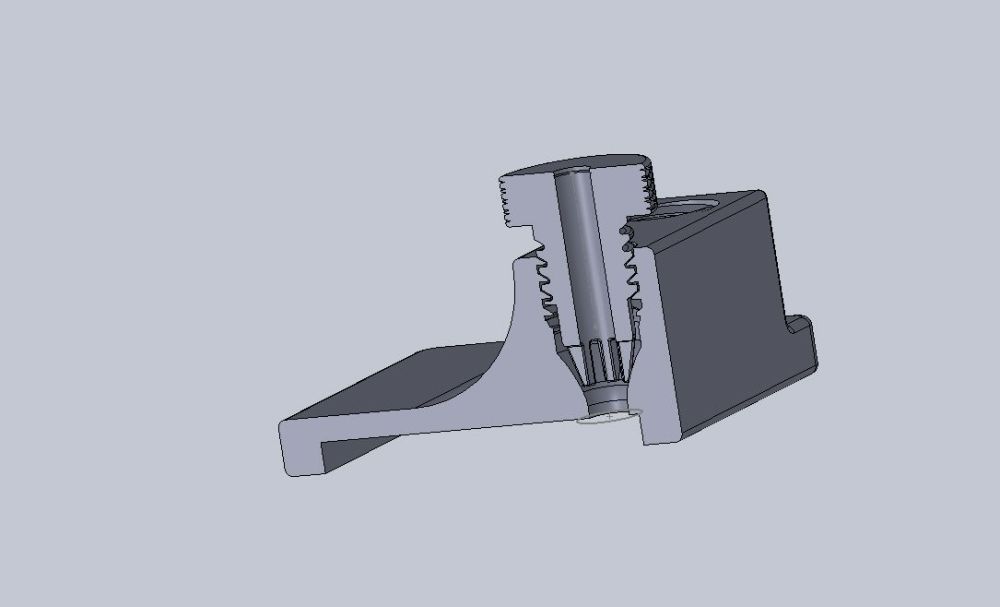
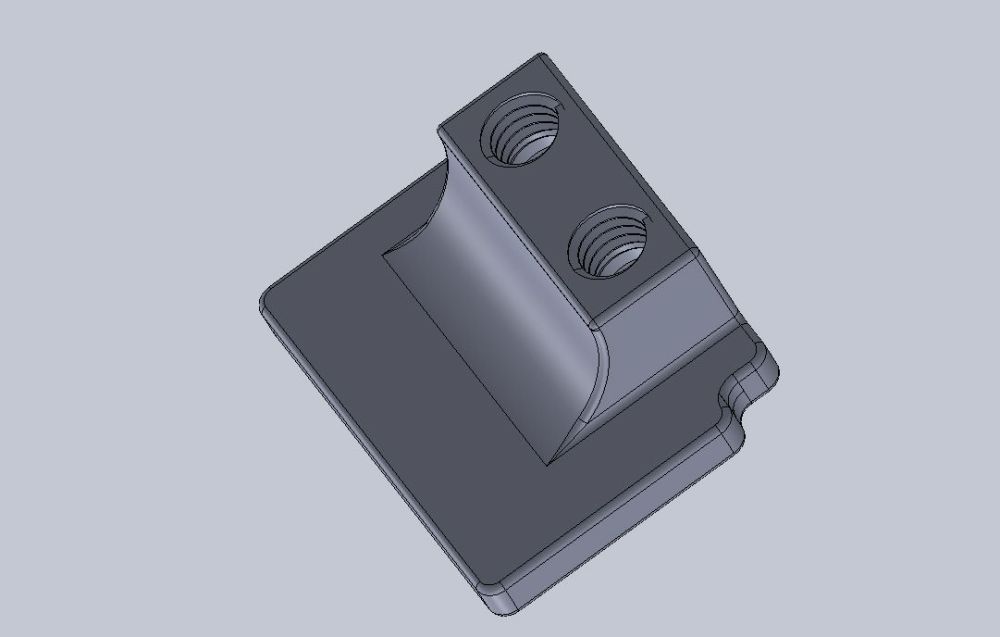
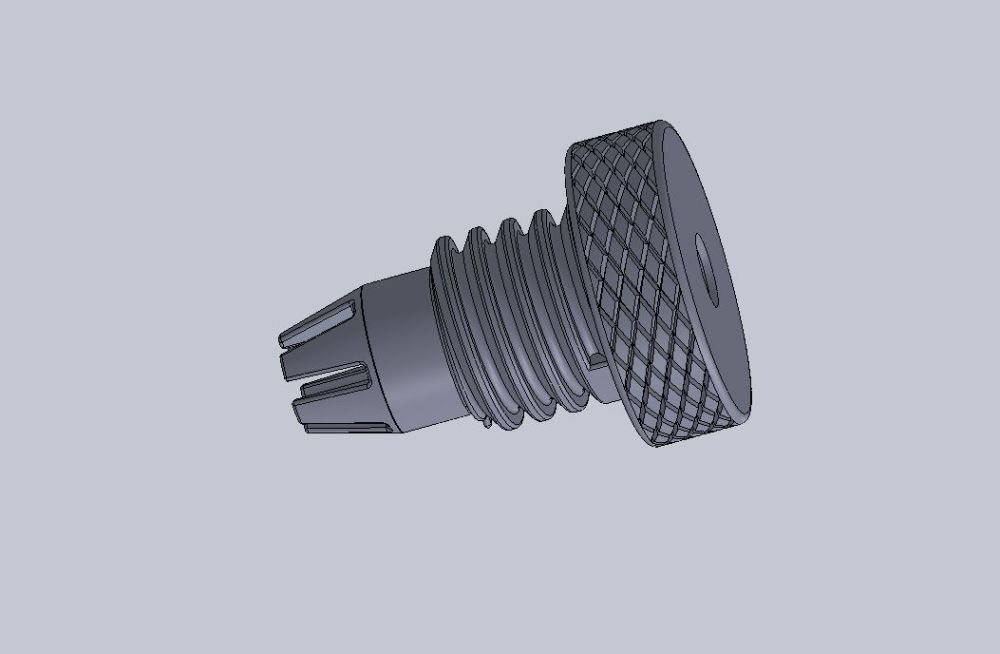
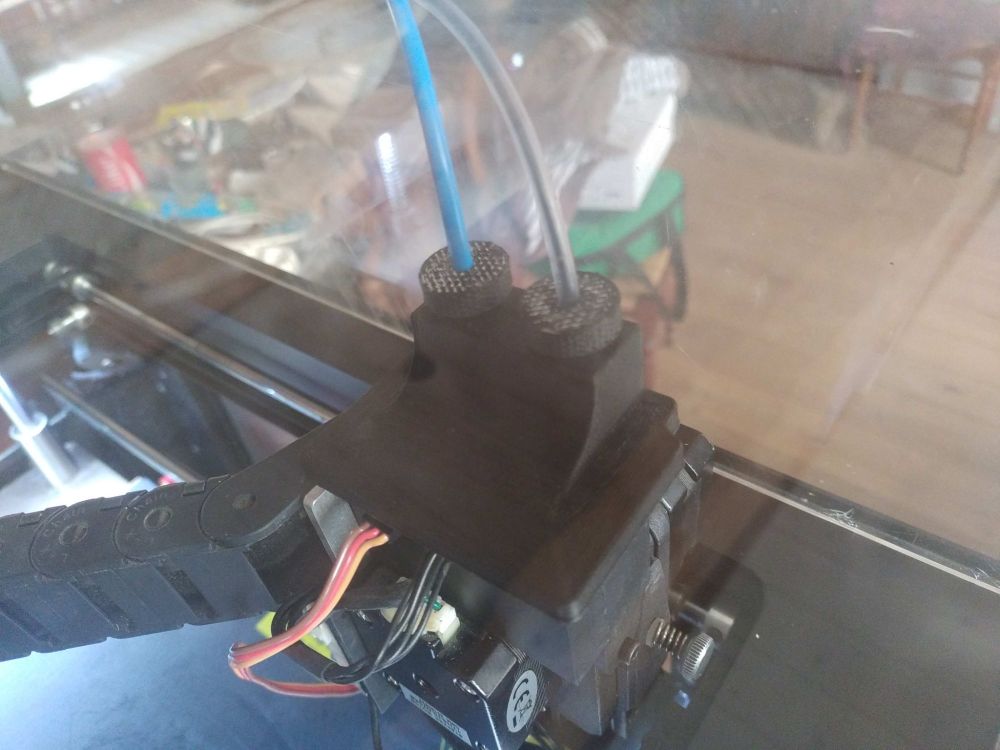
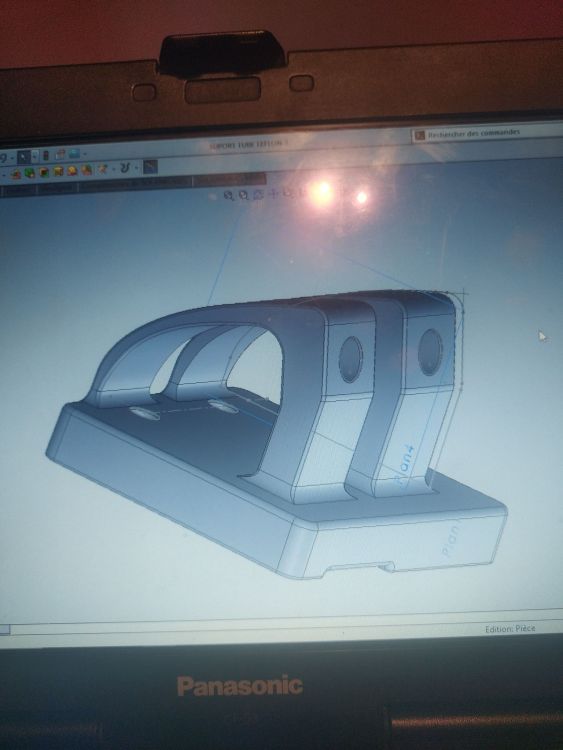
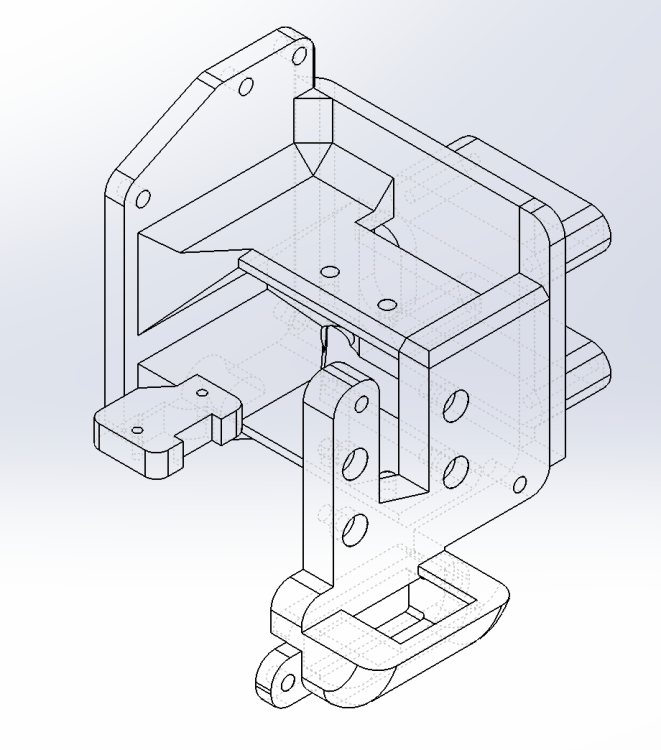
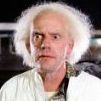
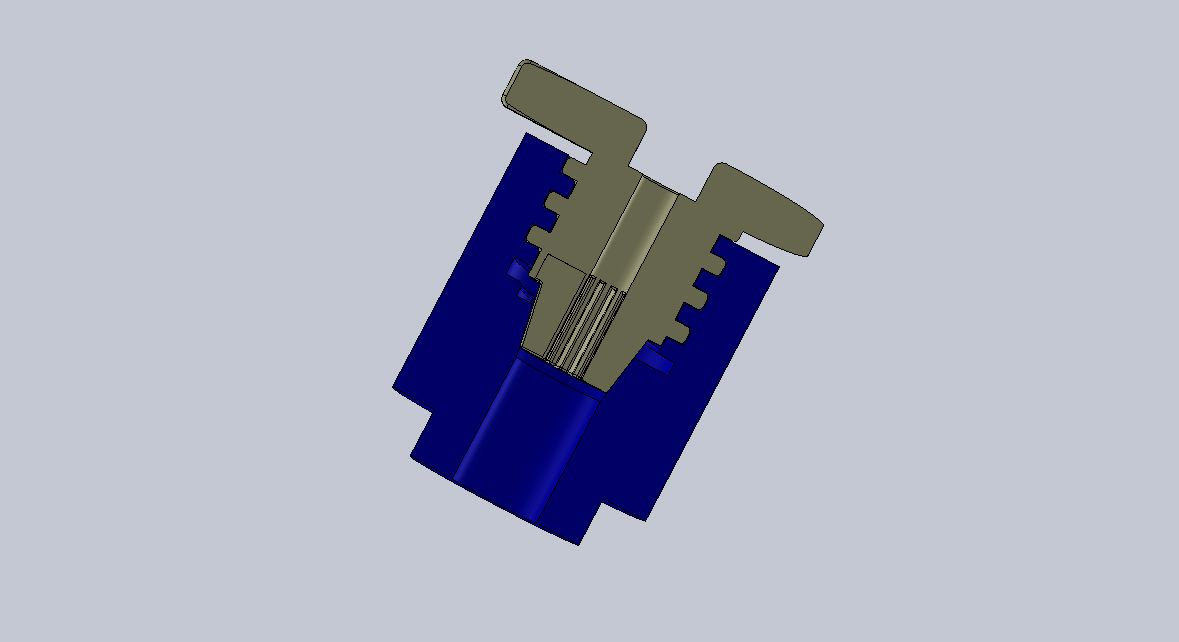
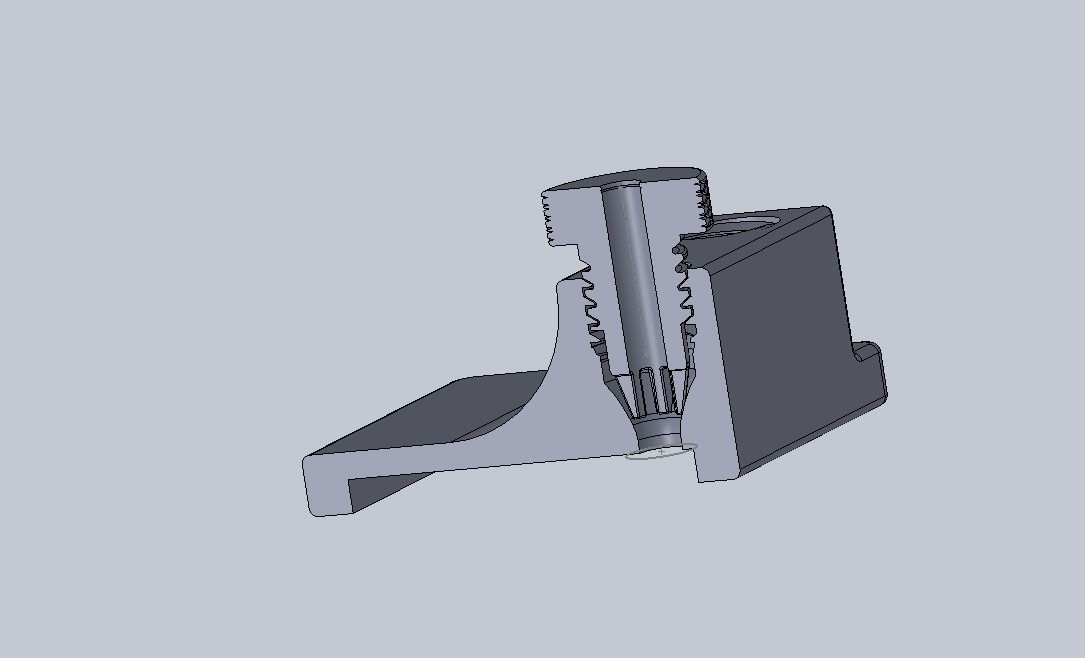
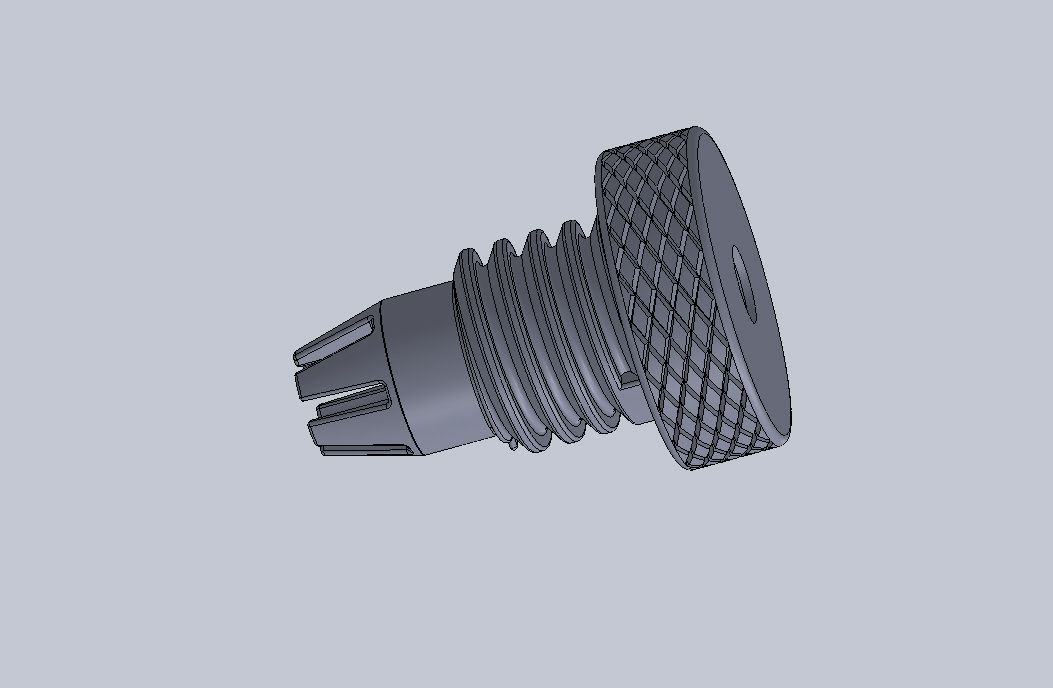
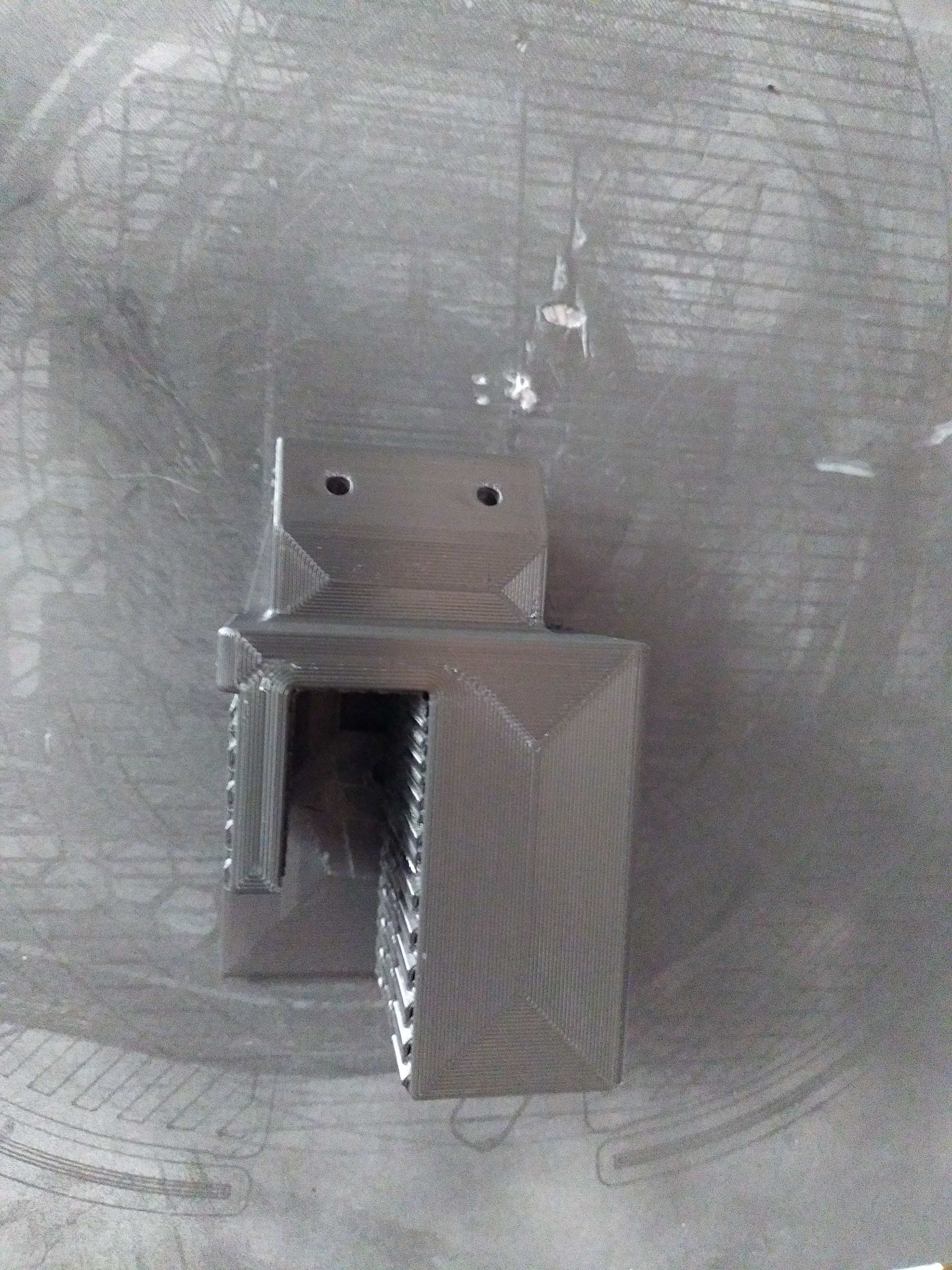
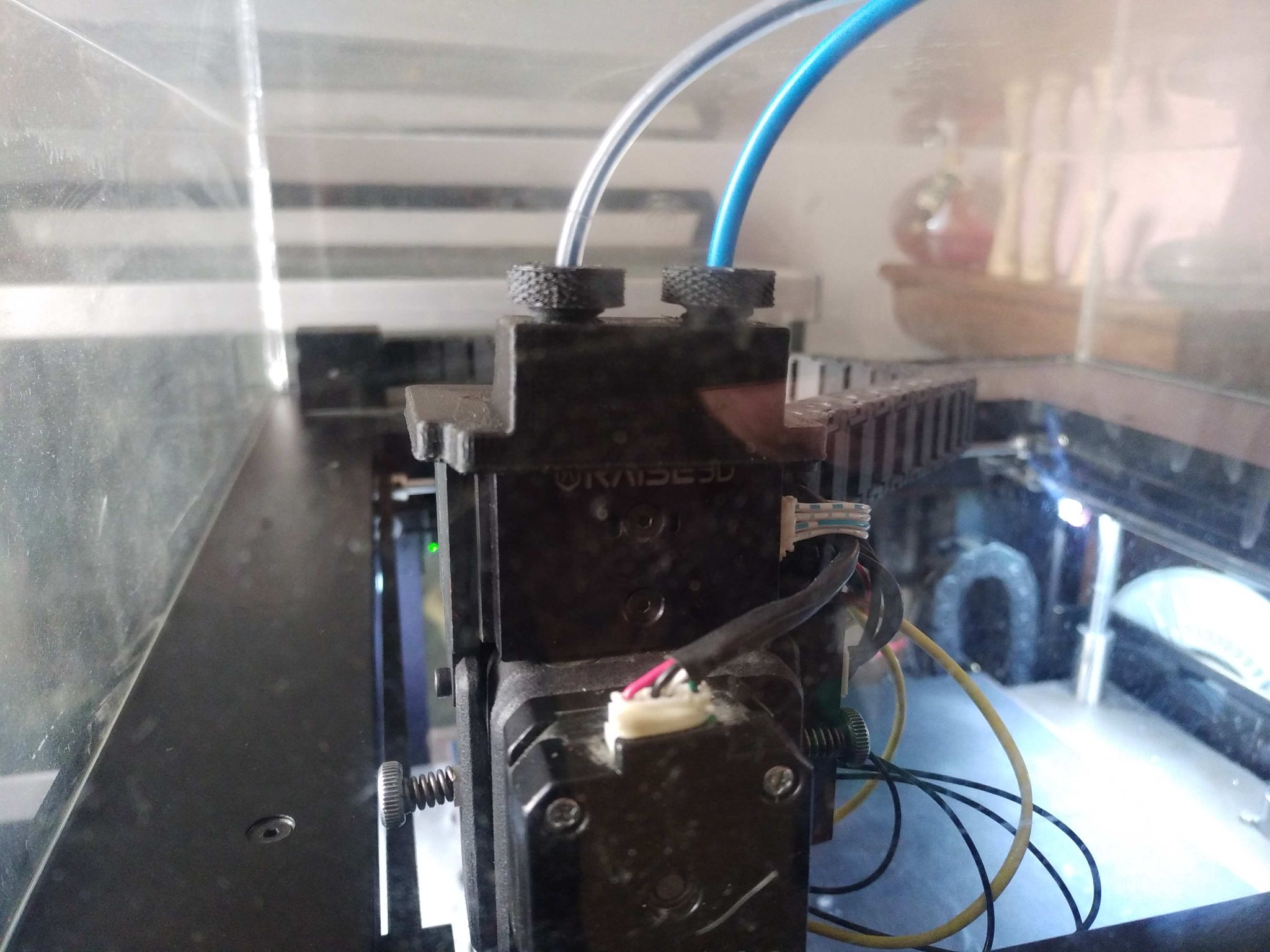
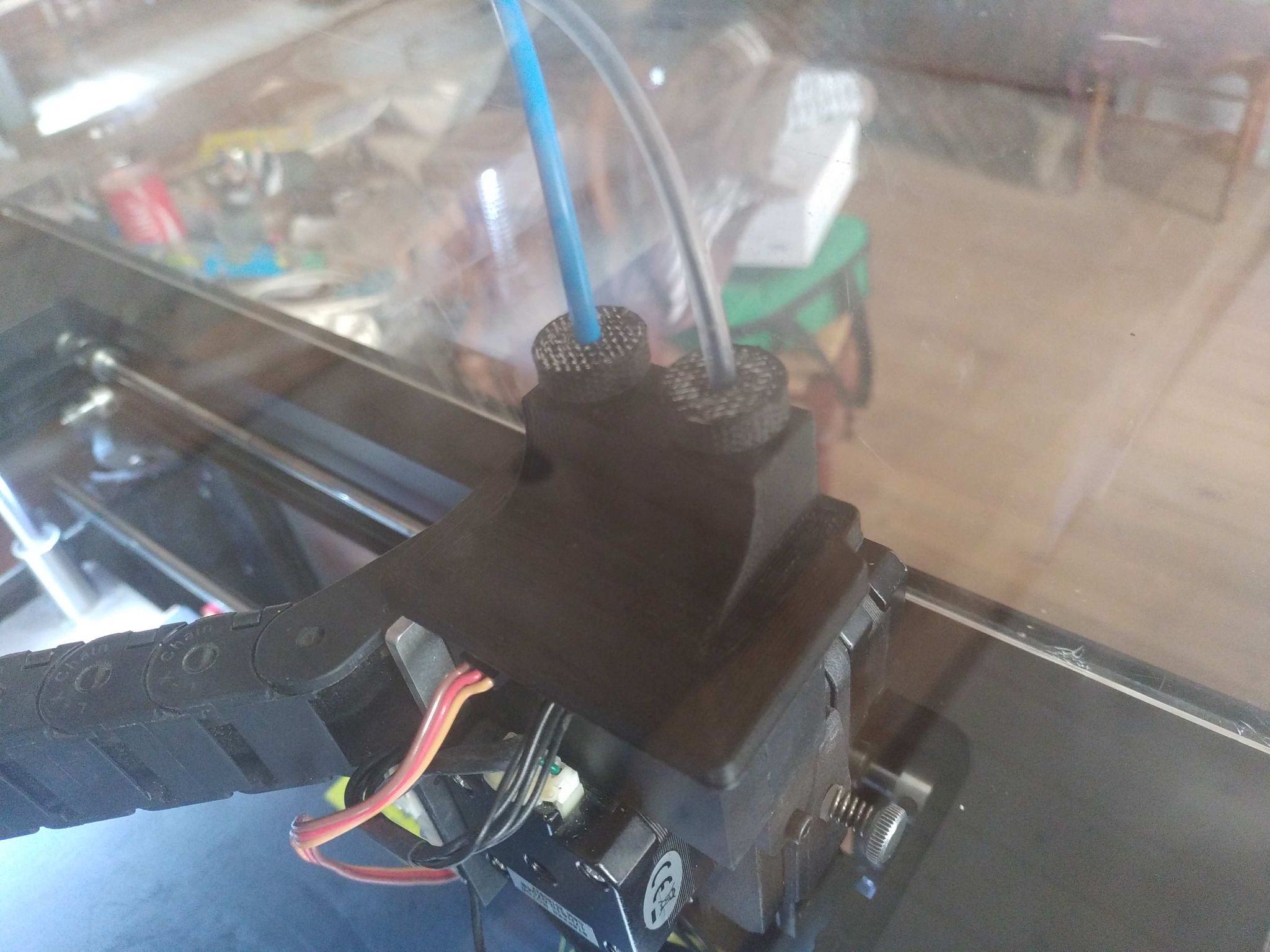
Bonjour Acquéreur récent d'une première imprimante ( RAISE PRO2) je me sui rapidement trouvé confronté a des détections de fin de filament intempestive. je me suis aperçut que la position du tube téflon influençais le phénomène. Ne trouvant pas de solution sur le net ( j'ai surement mal cherché) je me suis lancé le défit de réaliser un montage perso. Cela me permettant de tester les capacités de la bête et par la même occasion les miennes aussi? plusieurs moutures du délire pour passage direct du filament. cela ne fonctionnais pas. J'ai alors pris le décision de passé le tube a travers le montage , ne trouvant pas sur ma commune des raccord rapide traversant j'ai opté pour le tout maison simulation Vis Ecrou Nouveau support plus aéré design final il reste des défaut lié à la prise en main des contraintes d'impression je ne suis pas mécontent du résultat en ABS j'ai ainsi pu enfin tester une impression bi-composant: ABS PLA le but étant ABS TPU ( je n'ais pu faire ce test la car mes téflon n'en sont pas . Encore une commande en prévision . SVP soyez indulgent PS: j'ai au passage remplacer les HOTEND par le kit sliceeng.....




 1 point
1 point -
C'est vrai, on aime tout le monde, du moment qu'ils ont des Creality avec des problèmes (surtout les Ender). Pardon, je sors Bienvenue à toi1 point
-
Mes excuses. Pour me faire pardonner ... comme c'est si gentiment formulé (ironie ) ... j'ai fait un nouveau sujet pour ce hors sujet.1 point
-
Vous comptez me pourrir la file encore longtemps ?1 point
-
@Morganne46 t'en fais pas. Moi je n'avais rien vu. (Enfin je ne suis pas une référence pour l'orthographe/grammaire. Et je suis presque sûr que c'est surtout car ils n'assument pas de mettre du mauve dans leur signature )1 point
-
C'est sûr que l'ABS ayant fortement tendance à warper, encore plus sans caisson, encore plus si plateau pas à 100 °C ou plus, encore plus sur de grandes surfaces d'impression, et encore plus avec une première couche pas assez écrasée ^^.1 point
-
@Savate Je vois que tu possède 2 Voron 2.4, hum, si tu es disponible, je t'envoie le kit, tu me la monte complète, et, tu me la renvoie, ce sera quand même mieux je pense.1 point
-
Ca me reconforte un peu ... j'ai essayé de lire entre les lignes ....1 point
-
On est en 2023, vu la multitude d'options de plateaux existants dont certains vraiment efficaces (PEI, whambam ...) qu'est-ce que c'est que ce plateau avec du "scotch" ?1 point
-
Plutôt la bordure (brim) car la jupe (skirt) ne sert qu'à mettre en pression le filament dans la buse (une ou quelques lignes autour de la pièce imprimée). Je ne parle pas du radeau qui normalement avec nos imprimantes ne sert plus (même si j'en vois encore en utiliser). Pour le reste du problème, je n'ai pas réussi à «décoder» le message donc pas d'avis.1 point
-
C'est plus le fait que le trancheur ne connait pas les macros Klipper et ne «voyant» pas de mise en chauffe, il les ajoute de son propre chef (l'astuce de @Savateest celle recommandée pour éviter ce «soucis»). Avec Cura, c'est le même «problèmes» , mon Cura Start Gcode : Fait également attention aux «placeholders» utilisés par les trancheurs (nom des variables et manière de les encadrer), Prusaslicer / Superslicer : on utilise des [ ] quand on utilise une seule variable mais { } si avec cette variable on fait un calcul par exemple ; M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed M104 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; set hotend temp M109 S{first_layer_temperature[initial_extruder]+extruder_temperature_offset[initial_extruder]} ; wait for hotend Cura utilise des { } pour encadrer les variables (les noms sont différents de {Prusa|Super}slicer : M140 S{material_bed_temperature_layer_0} ; set bed temp M190 S{material_bed_temperature_layer_0} ; wait for bed M104 S{material_print_temperature_layer_0} ; set hotend temp M109 S{material_print_temperature_layer_0} ; wait for hotend Pour infos, mon START_PRINT (ou PRINT_START) est maintenant le suivant : Pour la chauffe des éléments (M109 M190), j'utilise également des macros car Klipper sinon attend que la température soit stabilisée (je n'aime pas attendre ) :1 point
-
Tres d'accord avec toi... Tu vas voir qu'ici, les gens sont là pour aider, pas pour dénigrer ou juger !!! Toute une différence !!!1 point
-
Bienvenue @myck78 Tu vas trouver pas mal d'infos ici !!1 point
-
Oui, ou avec par exempe pronterface depuis ton ordinateur...1 point
-
@wou C'est pas tellement la carte graphique qui vas te permettre de modélisé, mais plutôt la quantité de ram, et la vélocité de ton processeur, la carte graphique ne sert que si tu fais du rendu 3D. En regardant sur le net la configuration recommandé pour les logiciels que tu veux utilisés, tu devrait passer mais peut-être ramé un peux si ta modélisation est asser grosse. solidedge : Recommended system configuration Windows 10 Enterprise or Professional (64-bit only) version 1909 or later 32 GB RAM ou plus True Color (32-bit) or 16 million colors (24-bit) Screen Resolution: 1920 x 1080 solidwork : Processeur64 bits ; Intel ou AMD RAM 16 Go minimum PDM Contributor/Viewer ou Electrical Schematic : 8 Go minimum Options graphiquesCartes et pilotes certifiés Lecteurs Lecteurs SSD recommandés pour des performances optimales Généralement la carte intégré suffit largement pour faire ce que tu veux, pour le reste il me semble asser costaud pour faire ce que tu veux faire, peut-être un poil plus de mémoire et encore je suis pas convaincu. En tout cas aucun des logiciels, ni même Fusion360 ne demande de carte graphique dédiée pour modélisé, comme pour tes programmes.1 point
-
Quand tu imprimes une grande pièce et que tu la pose ensuite sur une surface plane est ce qu'elle bouge en appuyant dessus? Je parle de ça surtout pour des pièces technique et non de la figurine.1 point
-
bonjour je confirme que cela vient d'une sous exposition ; pour une épaisseur de couche de 0.1 tu devrait avoir une exposition plus du double ( tout dépend ensuite de l'opacité de ta résine )1 point
-
Problème réglé ! J'ai acheté une autre Clefs USB, d'une bonne marque cette fois ! et plus de trait du tout! c’était donc bien un soucis de clefs USB défectueuse ! Merci beaucoup pour ton aide PPAC1 point
-
Hello, commandé ici : https://fr.aliexpress.com/item/1005005044820209.html J'en ai commandé 2, reçu en 10 jours1 point
-
Non rien du tout de mon côté. J'imaginais que ce n'était que sur les beds sortis d'usine récemment, mais @miserovitch a reçu la sienne fin novembre, ça commence déjà à dater un peu. Ou alors comme l'avait vu @SR-G sur le forum BambuLab, peut-être que ça peut venir au fur et à mesure des impressions (et donc il y aurait deux causes qui peuvent produire les mêmes effets) ? Je vais vérifier régulièrement à partir de maintenant pour voir s'il y a une déformation dans le temps.1 point
-
Salut, Il faut relativiser quand meme, aucune imprimante n'a un bed parfaitement plan. C'est bien pour ca que le mesh bed levelling est tres populaire. Sur ma CR10S5 avec le bed a 100C j'ai une bosse de 6mm au milieu du bed (500*500)... Ce leger creux sur la X1C ne m'a pose aucun probleme jusqu'a present. A froid j'ai passe une cale de 0.5mm, a chaud (100c) 0.35mm, c'est vraiment une tres legere deformation Cdt SoM1 point
-
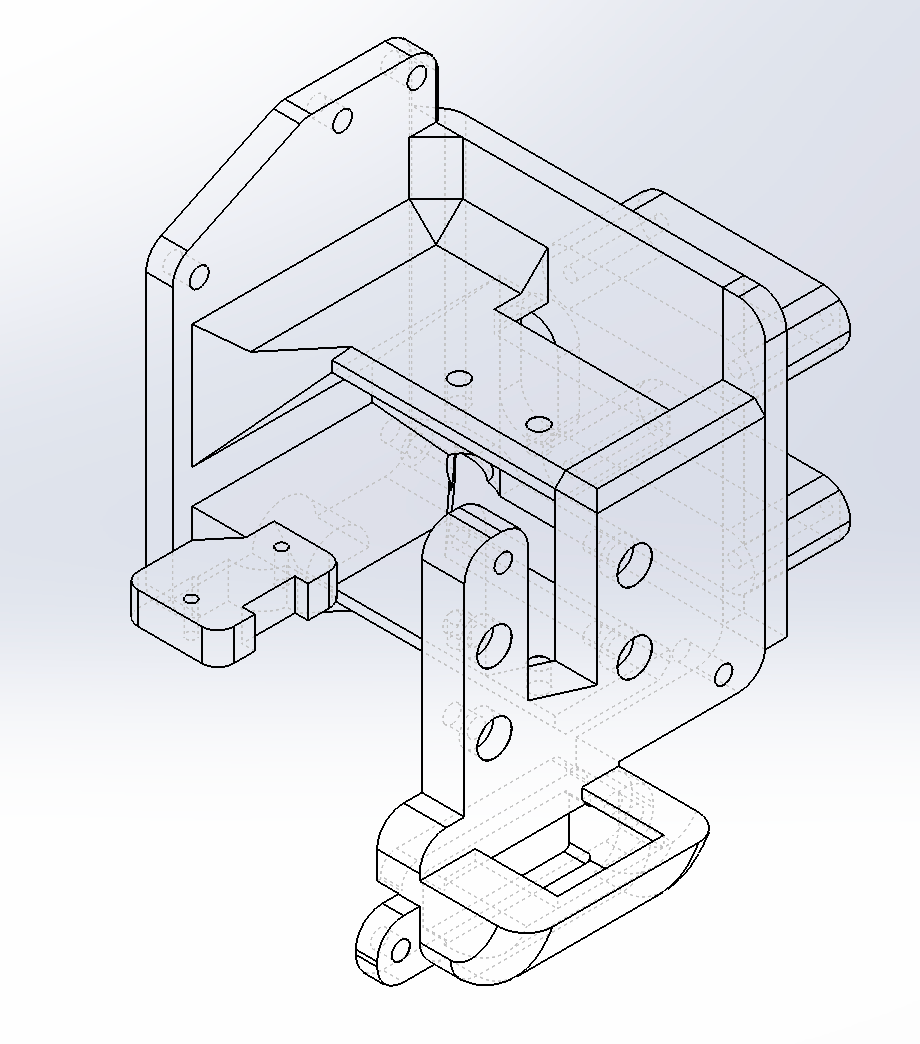
Dans la Version originale, c'était le cas, mais vu que j'ai eu des problèmes dus à la chauffe, je pensais que c'était le l'extruder qu'il gener. Mais apparemment non, c'est juste la chaleur du lit qui lui pose des problèmes. Je pense remettre cela au même endroit qu'avant après le retour. Voici une capture du modele original
 1 point
1 point -
le plus important c'est de conserver la t°. Dans la pratique j'essaie d'avoir des caissons plutôt fermés et sans aération (ou alors de type nevermore qui prend la chaleur sous le bed et la remonte dans le caisson en circuit fermé) L'abs ne supporte pas les courants d'air ou les variation brusques de t° : warping et/ou délamination ou les deux Bien entendu : heatbrak full metal obligatoire et plateau pei. T° pour de l'abs 'normal' du sovb : 245° / 105° chambre 45° au départ, 55° à la fin1 point
-
Défaut de sortie d'usine sur le microprobe je dirais probablement le soucis des pin métallique c'est que c'est solide mais si cela prendre dans un print bonjour les dégâts les pin type bltocuh sont prévu pour ce tordre et permettre parfois de limiter la casse. Par contre tu es pas mal excentre de la buse pour le microprobe tu pouvais pas le placer comme le bltouch ?1 point
-
que tu ai un G29 ou un M420 S1 cela devrait te lancer l'impression sans soucis, tu as réussi a imprimer quoi et après sur quels pièces cela n'a pas fonctionné ?1 point
-
Salut Je suis un modeleur 3D depuis 25 ans. J'ai travaillé 13 ans en tant que dessinateur industriel. Puis depuis 2010 je me suis dirigé vers l'image numérique de synthèse. Et récemment pour un objet que je veux réaliser, je me lance dans l'impression stéréolithographie. Voici mes travaux 3D https://3dminfographie.com/fr/1 point
-

From the album: Mes impressions 3D
1 point -

From the album: Mes impressions 3D
1 point -
Sympa ces nouvelles fonctionnalités de PrusaSlicer, hâte de tester .1 point
-
@T0T0_DG à tu fais les PID Tune ? Sur Marlin ça se passe dans la configuration de ton écran Sinon sur Klipper dans la console: PID_CALIBRATE HEATER=extruder TARGET=215 Pour la buse PID_CALIBRATE HEATER=heater_bed TARGET=60 Pour le Bed1 point
-
Trop tard je pense... Effet Streisand assuré1 point
-
Salut parce que c'est toujours plus sympa avec des mots merci pour le coup de main1 point
-
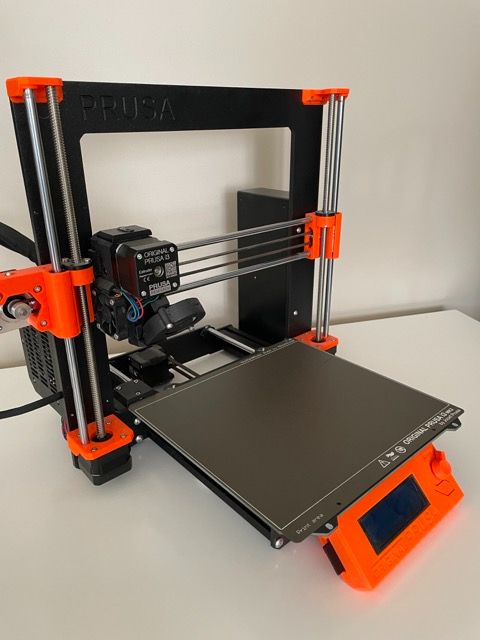
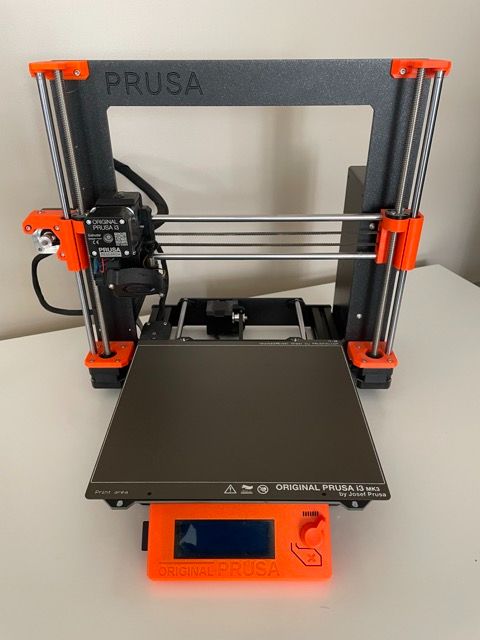
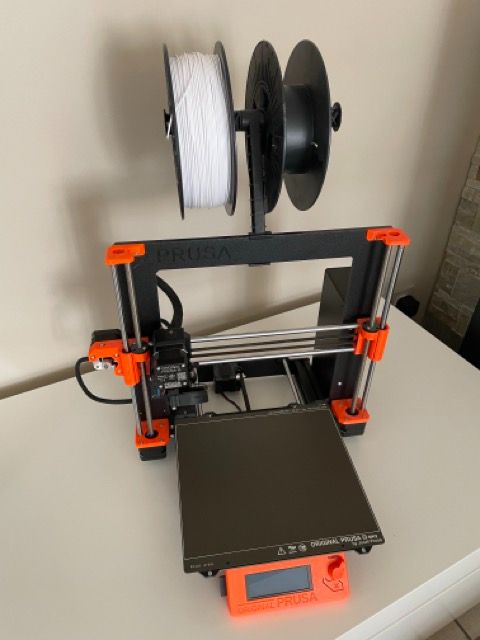
Bonsoir, Un petit retour après 60h de print avec ma Prusa, je reste émerveillé avec la facilité qu'on a d'imprimé avec cette machine, tu slice avec les réglages d'origine, tu lance et basta!. Qualité des prints nickel avec une précisions au niveau des côtes irréprochables. Le micro logiciel est tout simplement génial dans les menus, réglages, chargement et déchargement du filament, réglages des profils des plaques, tout ce fait facilement. Voici, quelques photos des prints pour le filtre Hepa de chez Alveo3D ( https://www.alveo3d.com/ ) pour mon caisson ikea les pièces noirs sont en pla Sakata 870 et les oranges en pet-g Prusament (super facile d'imprimer du pet avec cette machine). Pièces pour enclos imprimer en Pet-g noirs Prusament



 1 point
1 point -
Bien reçu aussi pour moi, je les ai directement placées sous la surveillance du maître de la maison, elles devraient être bien gardées ! Encore merci pour le concours !

 1 point
1 point -
Je tenais à vous faire part de l'arrivée d'une nouvelle "fille" dans la famille. (Oui, je n'ai que des "filles" et ?) La petite Ender 3 Max néo (gagnée au concours de noël sur le forum ici même) est bien arrivée ! Merci à l'équipe du forum encore pour l'organisation de ce concours. Montage simple (4 étapes genre visser 4 vis) Premier print lancé en 30 minutes et rien à dire sur le print. Je continue les investigations.
 1 point
1 point -
Reçu aujourd'hui, bon reste plus qu'a gagner une imprimante à mettre dedans Ou alors j'en fais une petite serre hydroponique avec un plant de cannabis......
 1 point
1 point -
Salut, Reçu ma bobine de filament CR hier, du Golden silck, cette couleur va me permettre de faire quelques clés de plus avec une bonne base donc c'est parfait. Encore une fois merci pour ce super concours.1 point
























.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)