Classement


.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

Contenu populaire
Contenu avec la plus haute réputation dans 05/06/2023 Dans tous les contenus
-
Bon bah le résultat est sans appel c'était bien les températures, j'ai testé 250°C/80°C, je suis même monté à 80mm/s et ça a adhéré nickel, merci à tous !2 points
-
Oui on en revient toujours au même : rien ne vaut des essais sur son matos en faisant varier un paramètre à la fois !2 points
-
Autant je pense que la température indiquée par la sonde dans la tête doit être proche de la température du filament fondu ; autant pour le bed, je doute bcp. La sonde mesure une température sous le bed a peu prés au milieu. Sur les bords au milieu... c'est vrai que ça craint un peu ... ce doit être différend. ( Attention ne ne doute pas de la valeur mesurée par la sonde mais la température réelle en surface du bed en tous points) Après, cela n'a pas trop d'importance en soit, mais cela explique surement les différences pour chacun ; mais cela n’empêche pas le bed de faire le job.2 points
-
and valla: https://cults3d.com/fr/modèle-3d/divers/polisseur-a-tambour2 points
-
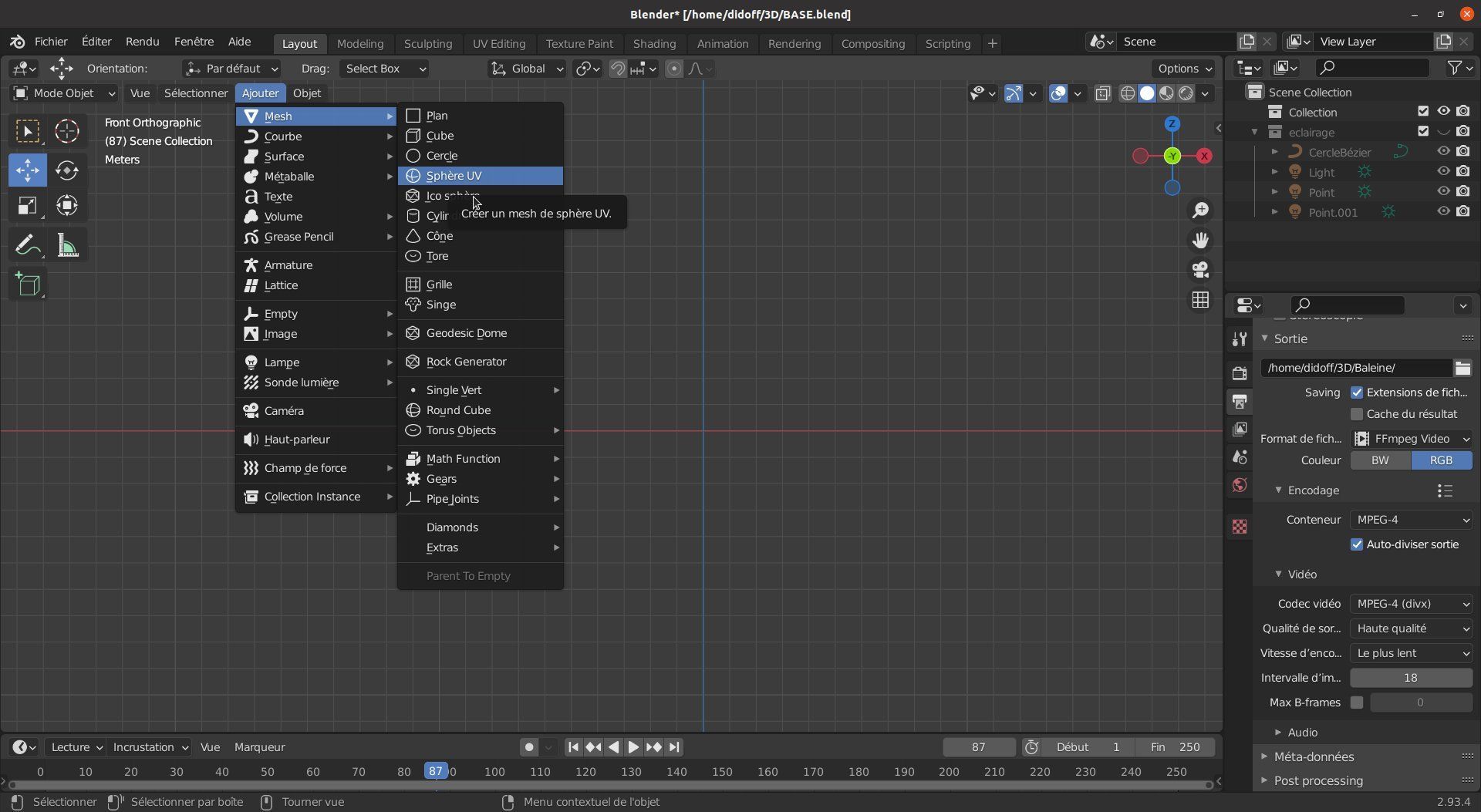
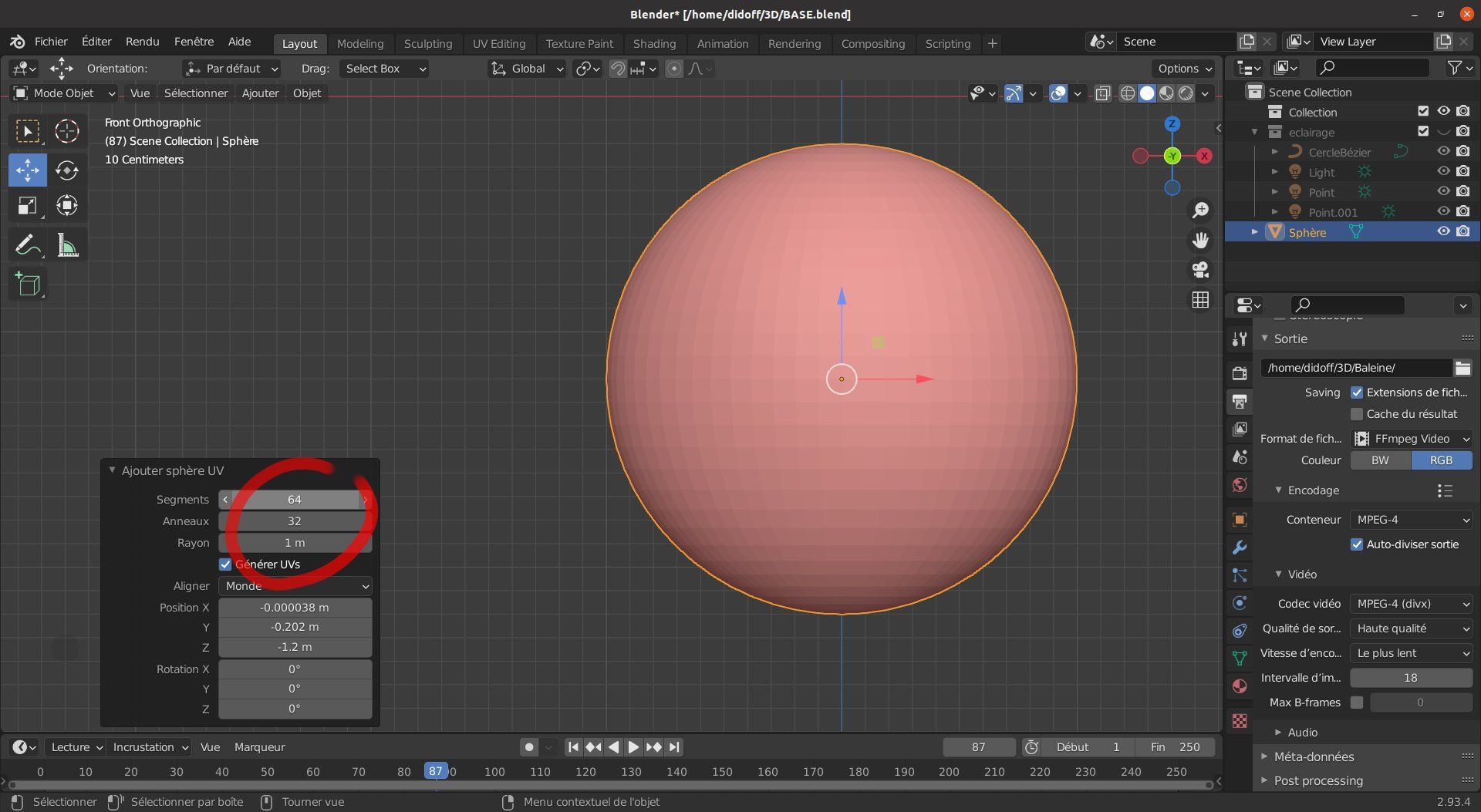
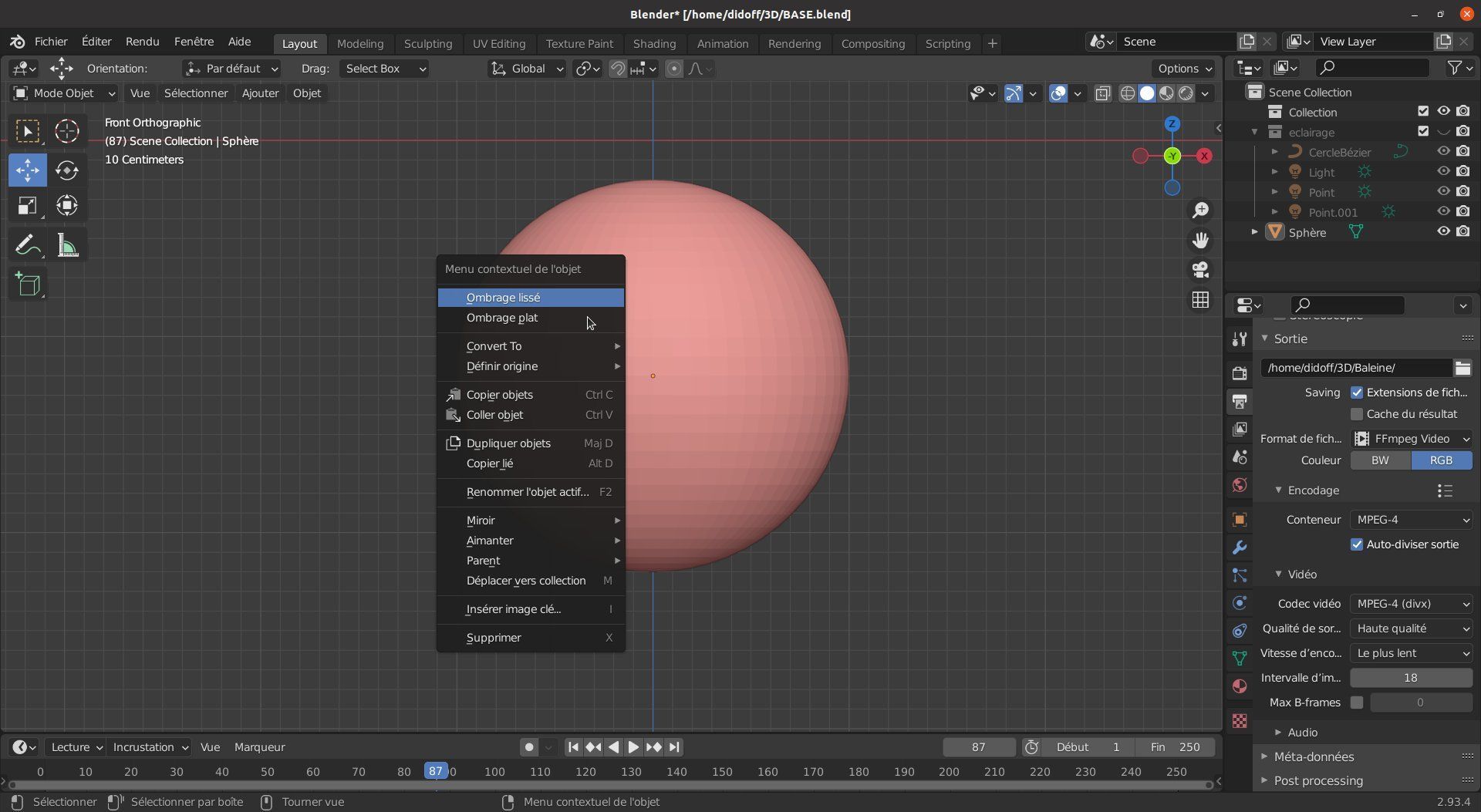
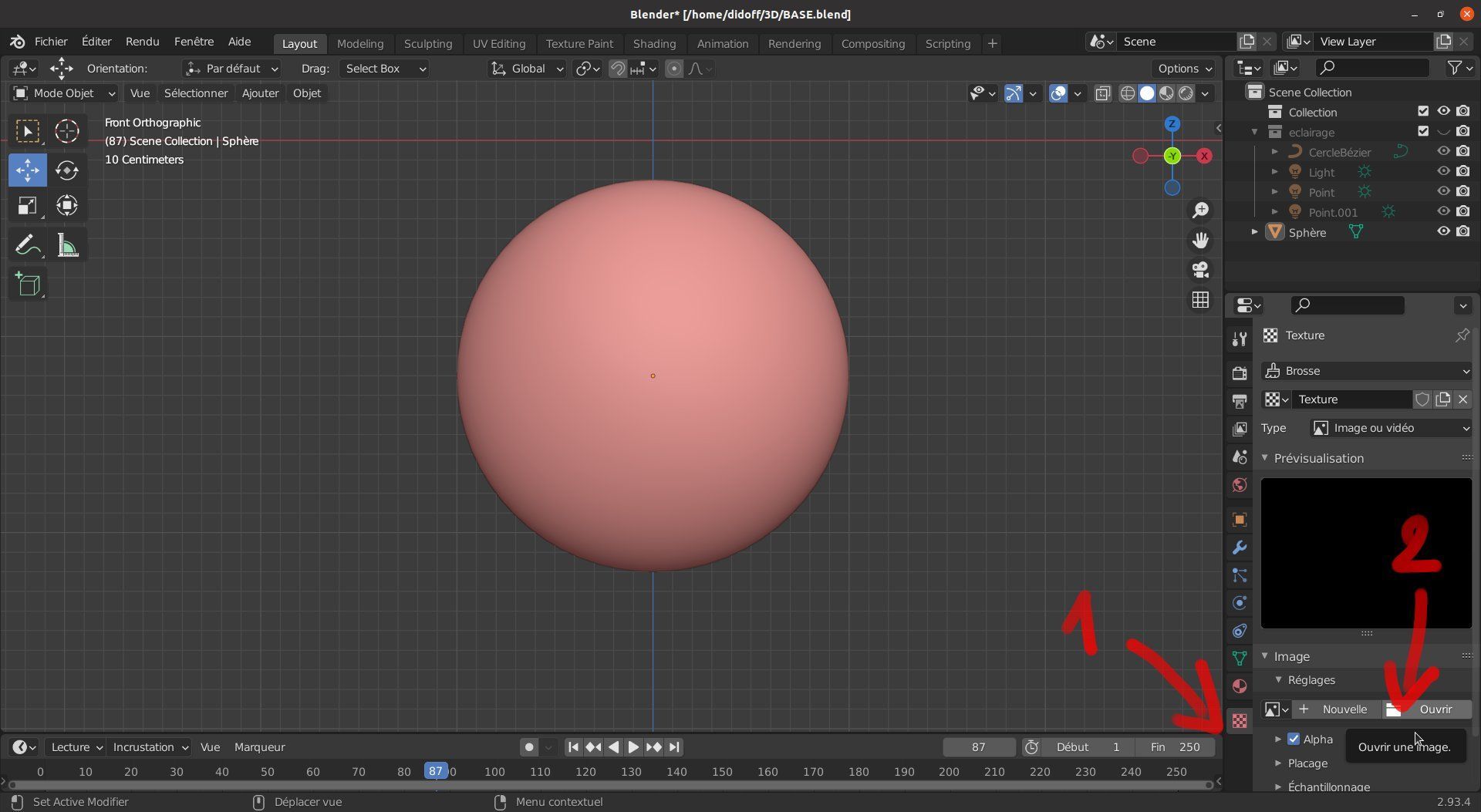
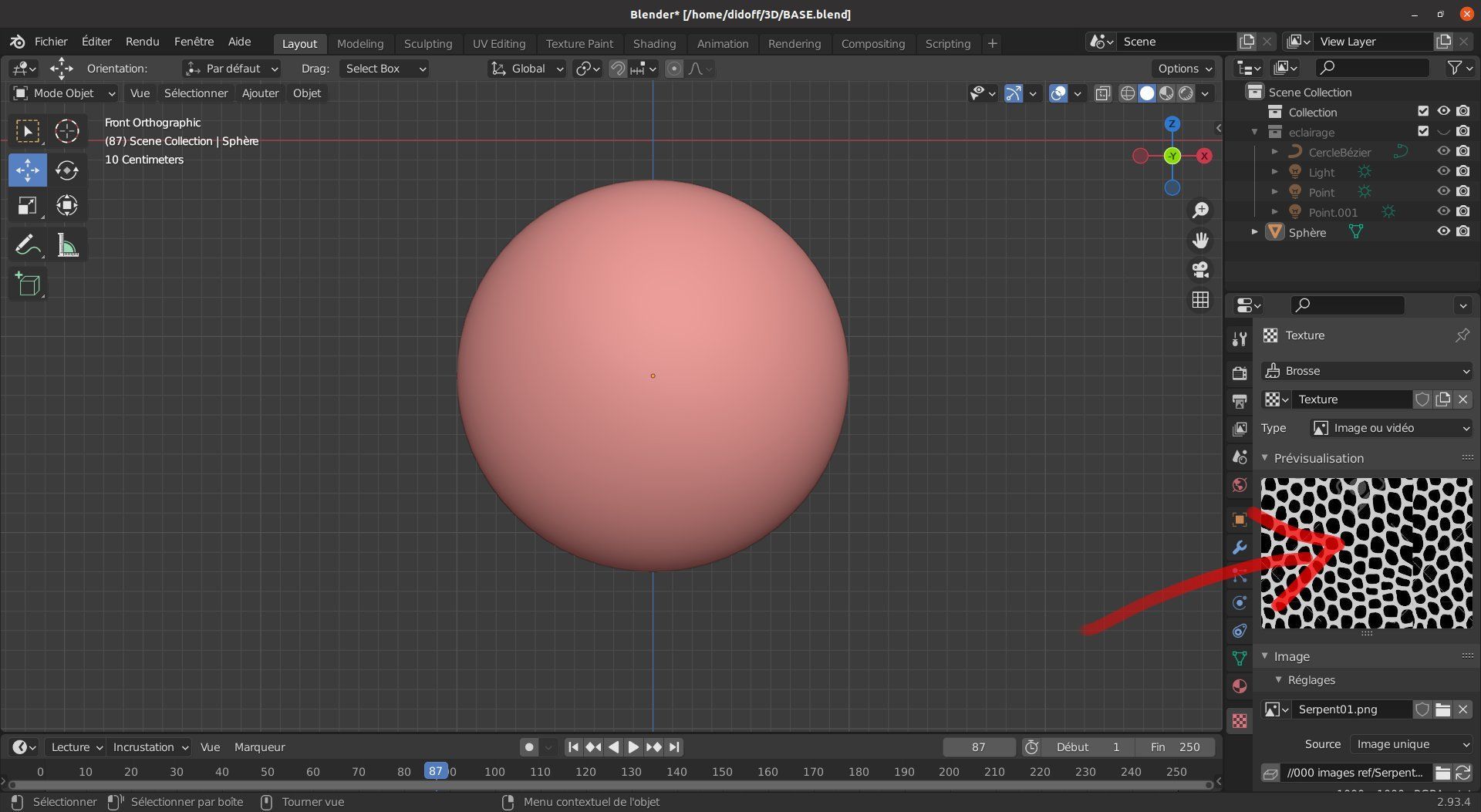
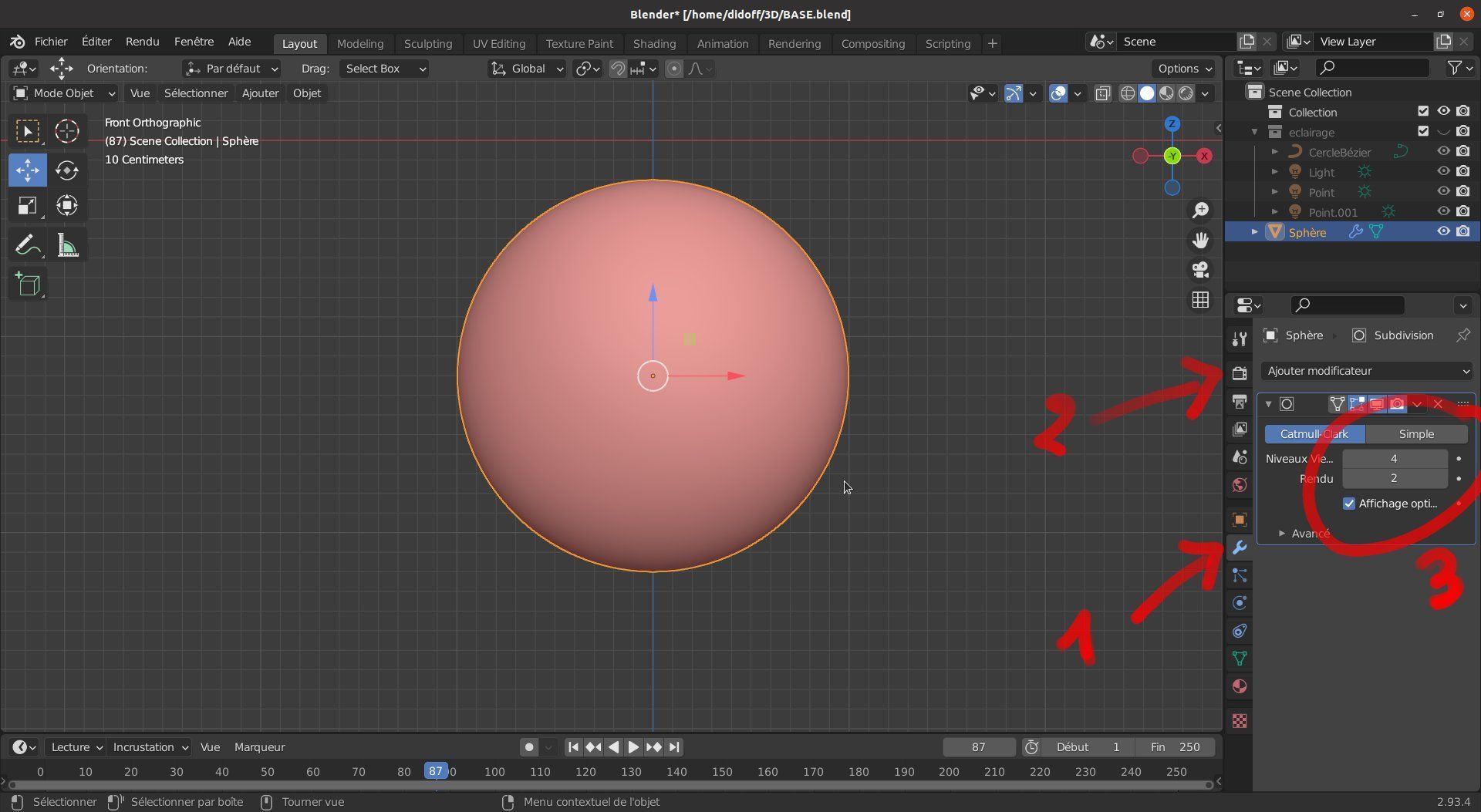
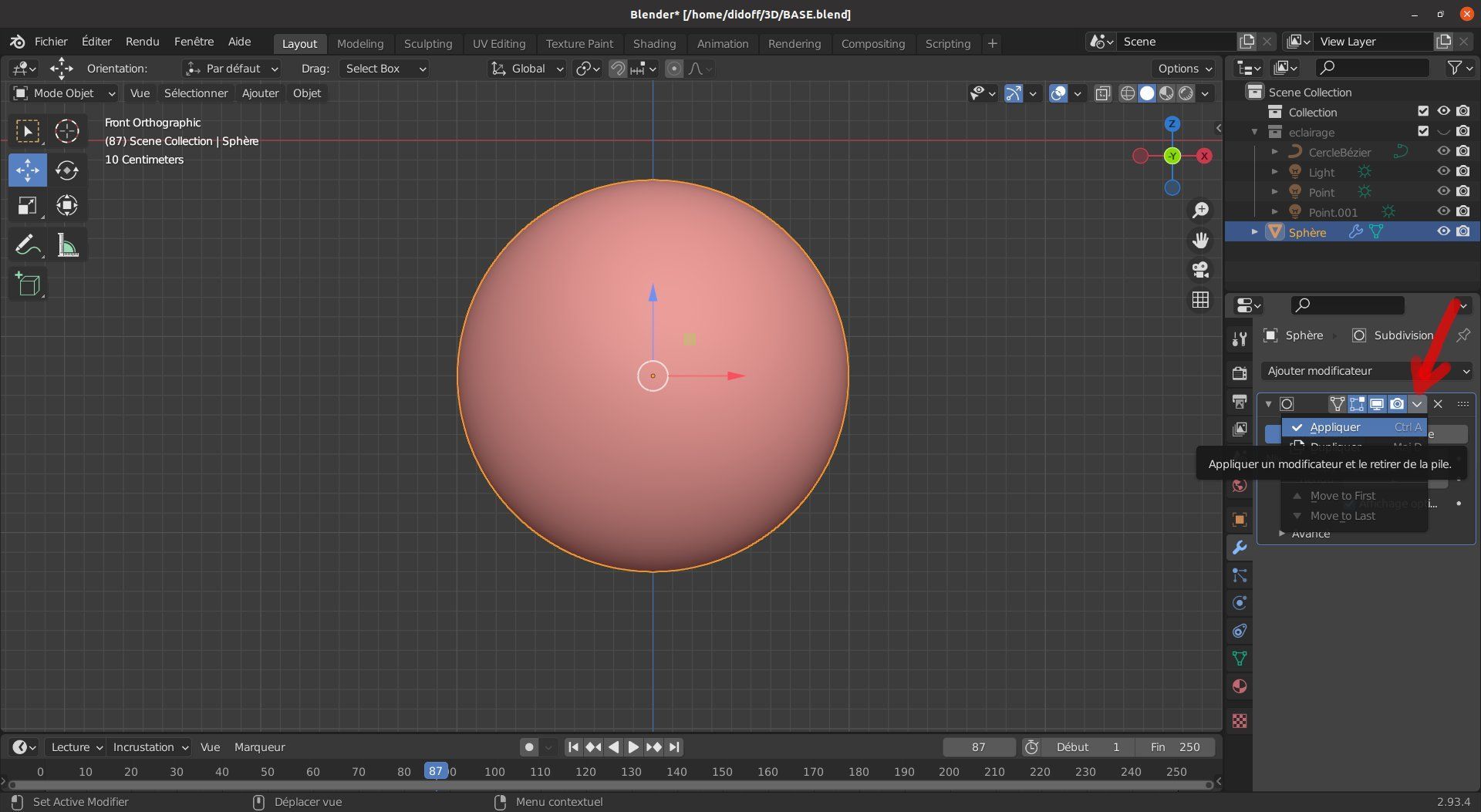
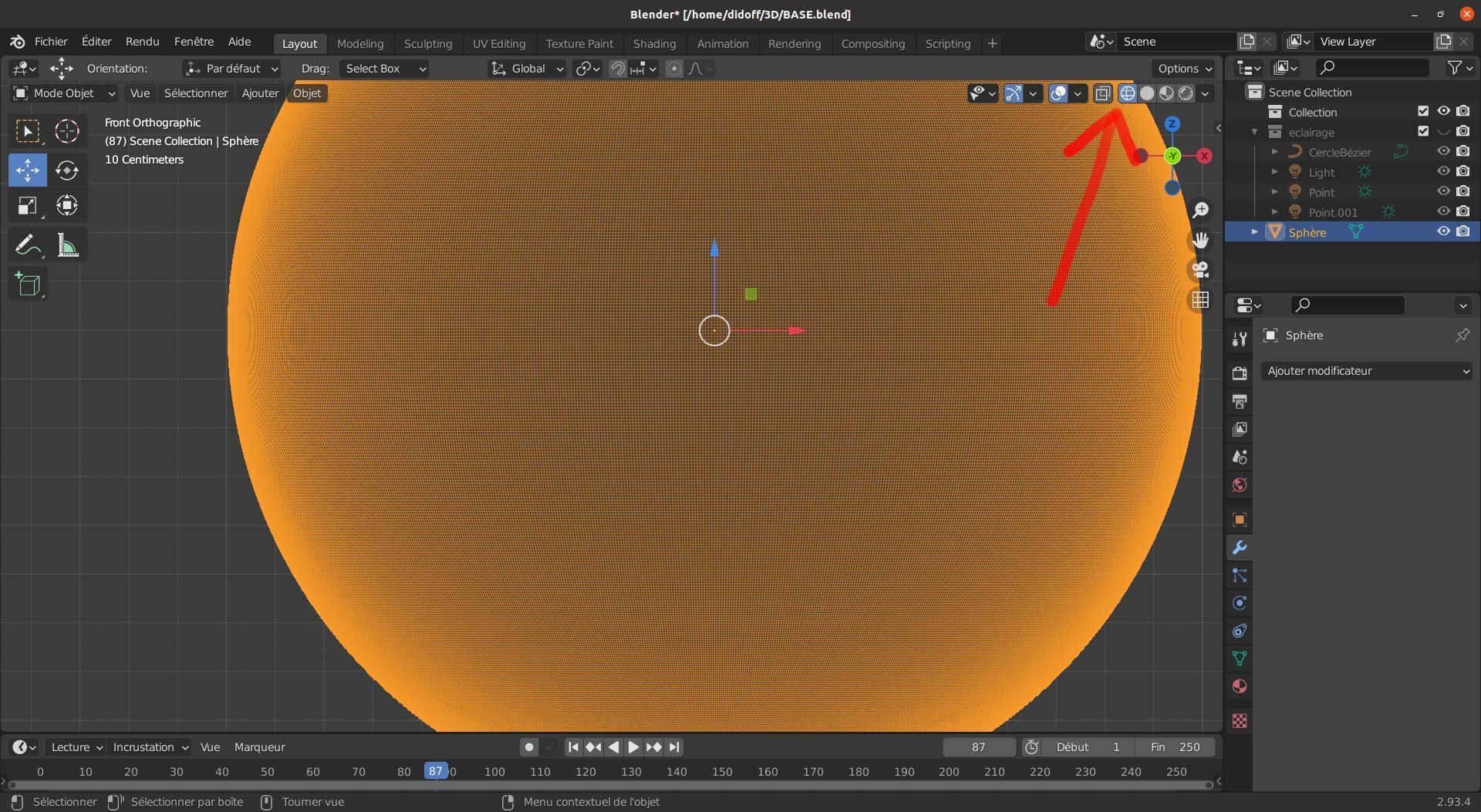
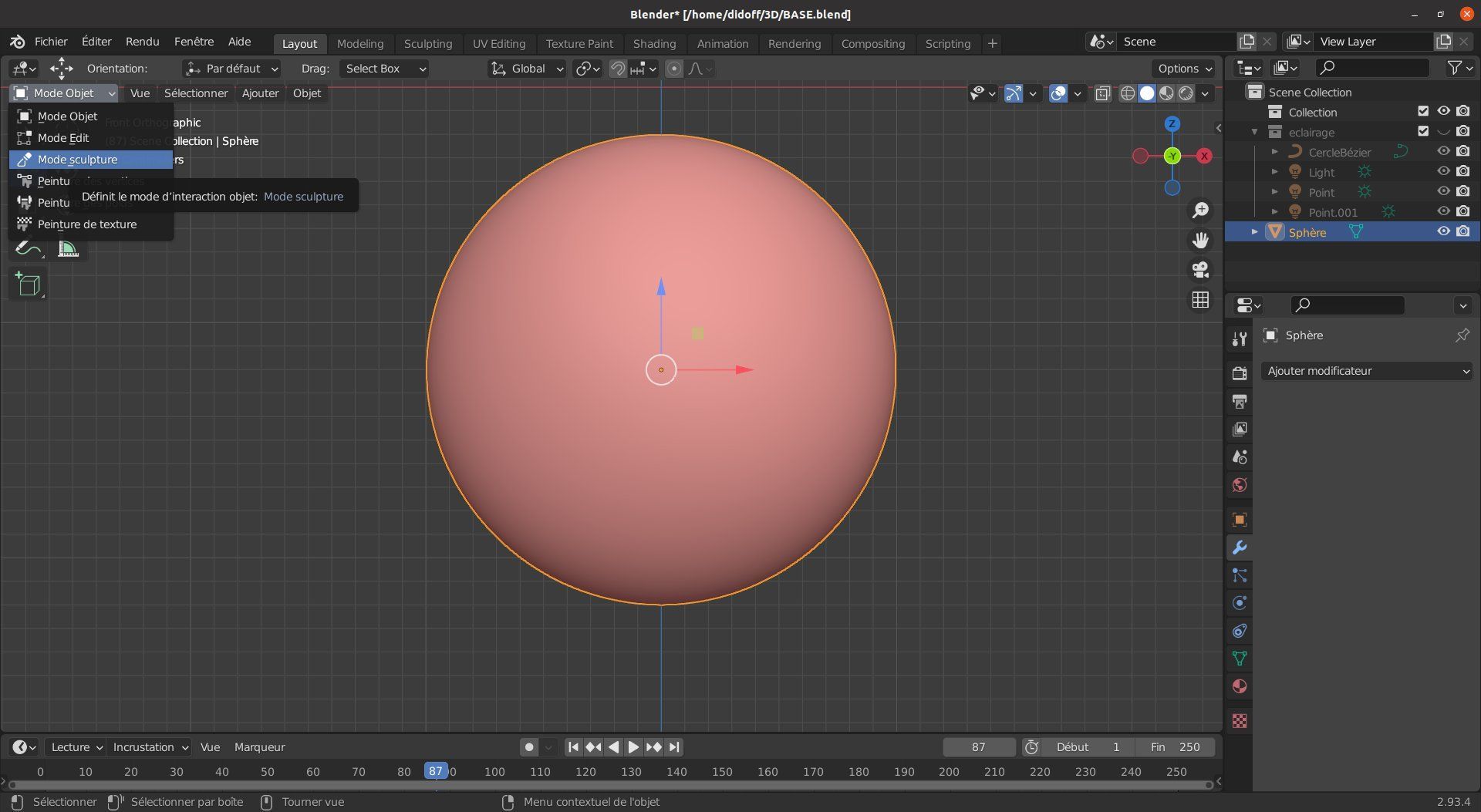
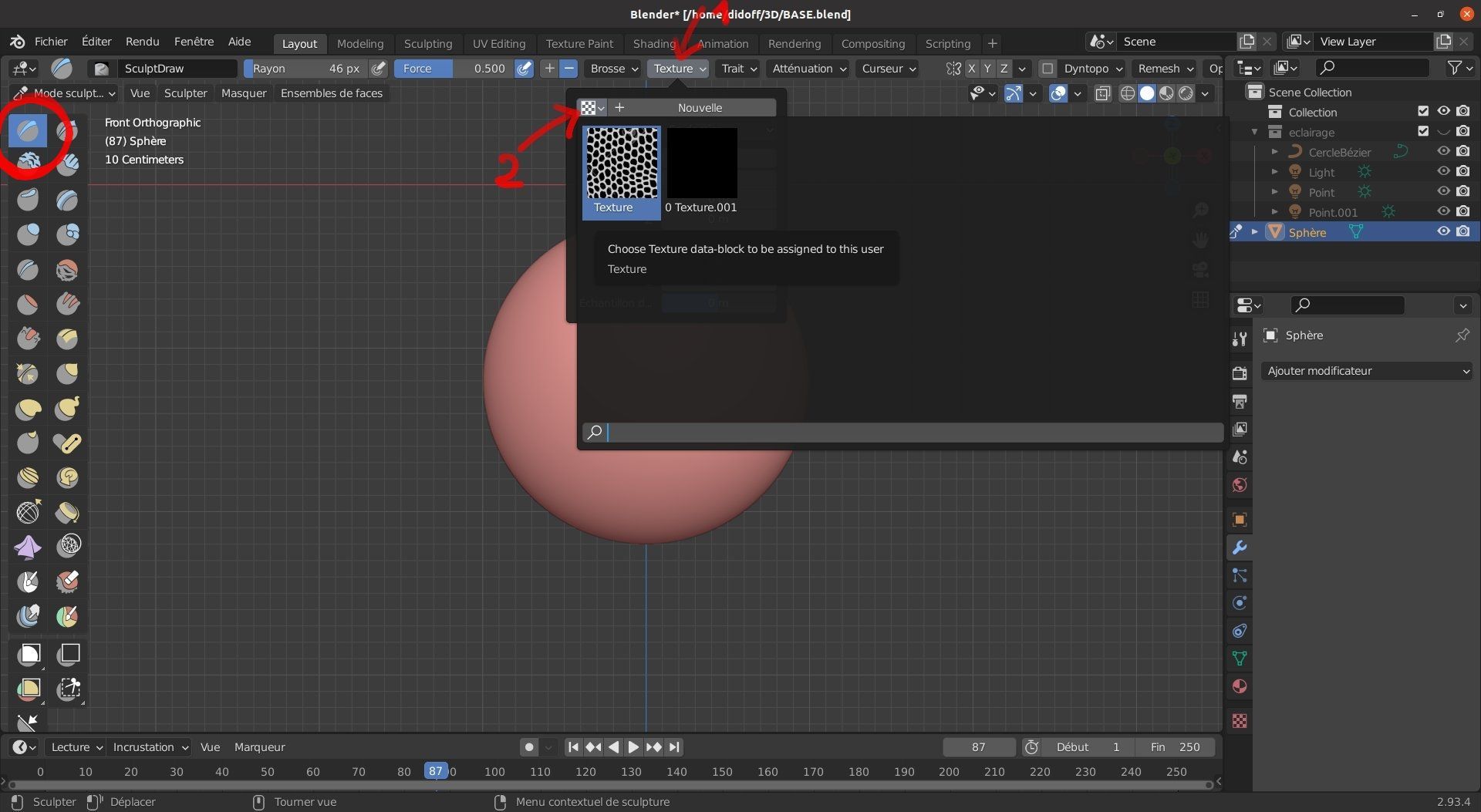
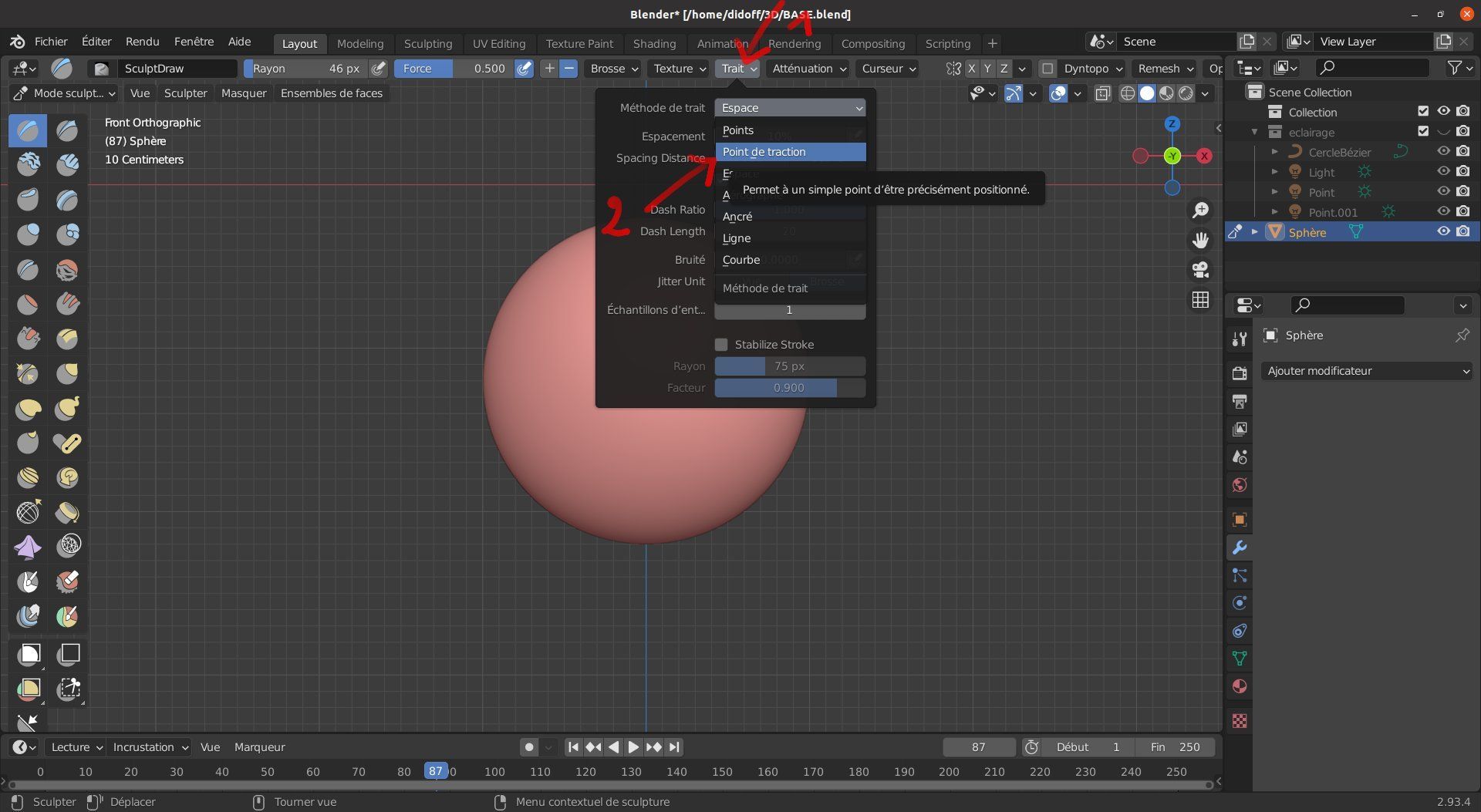
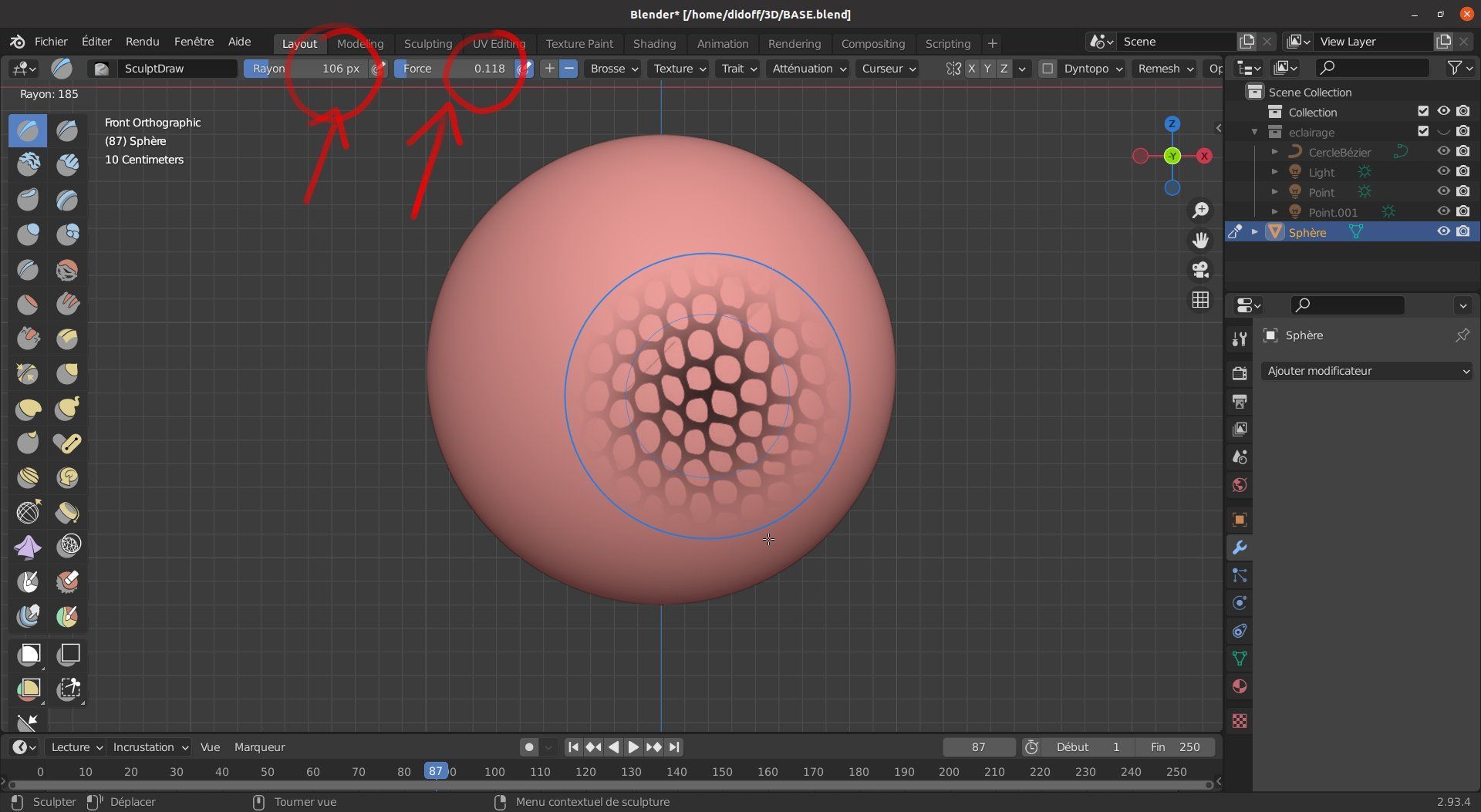
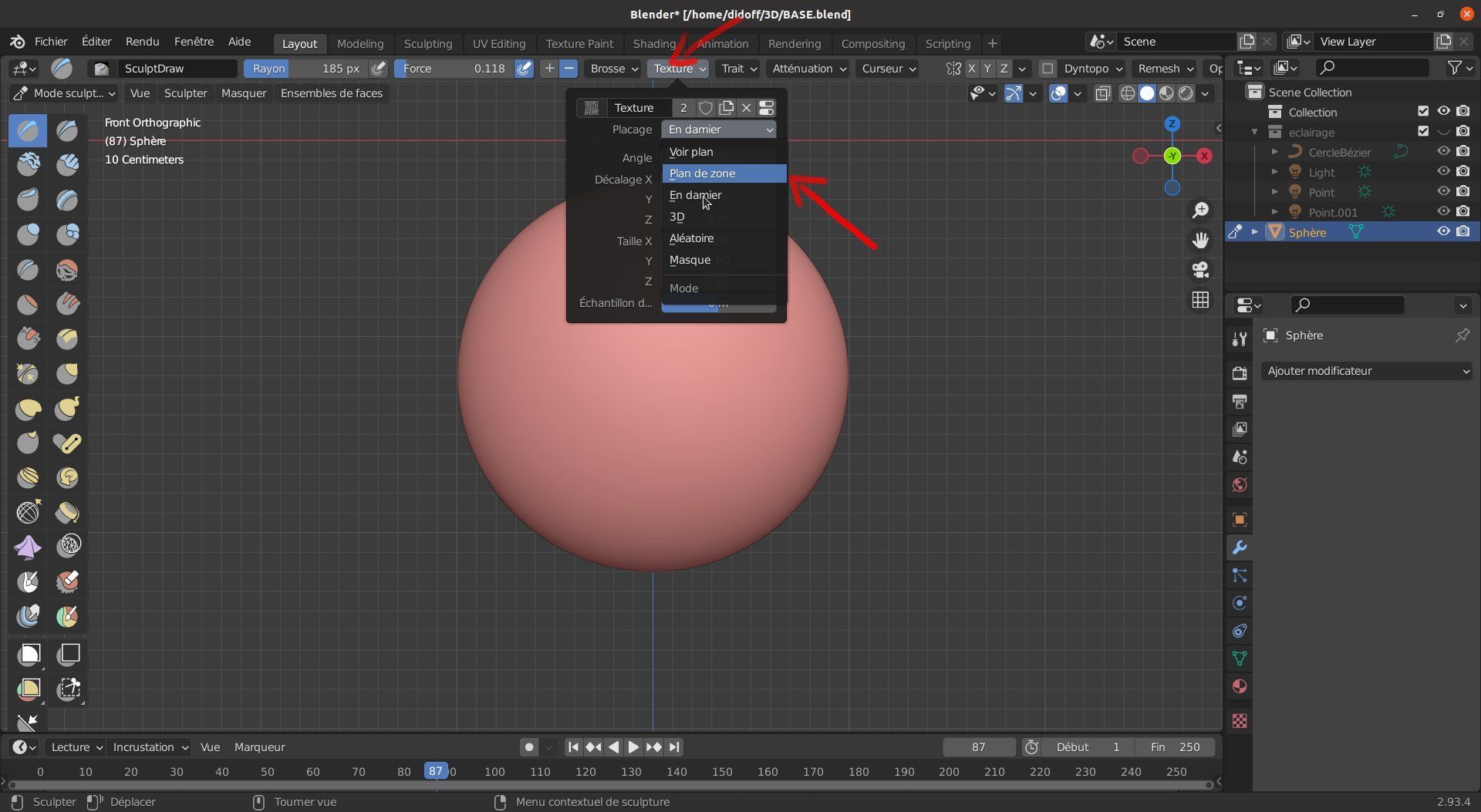
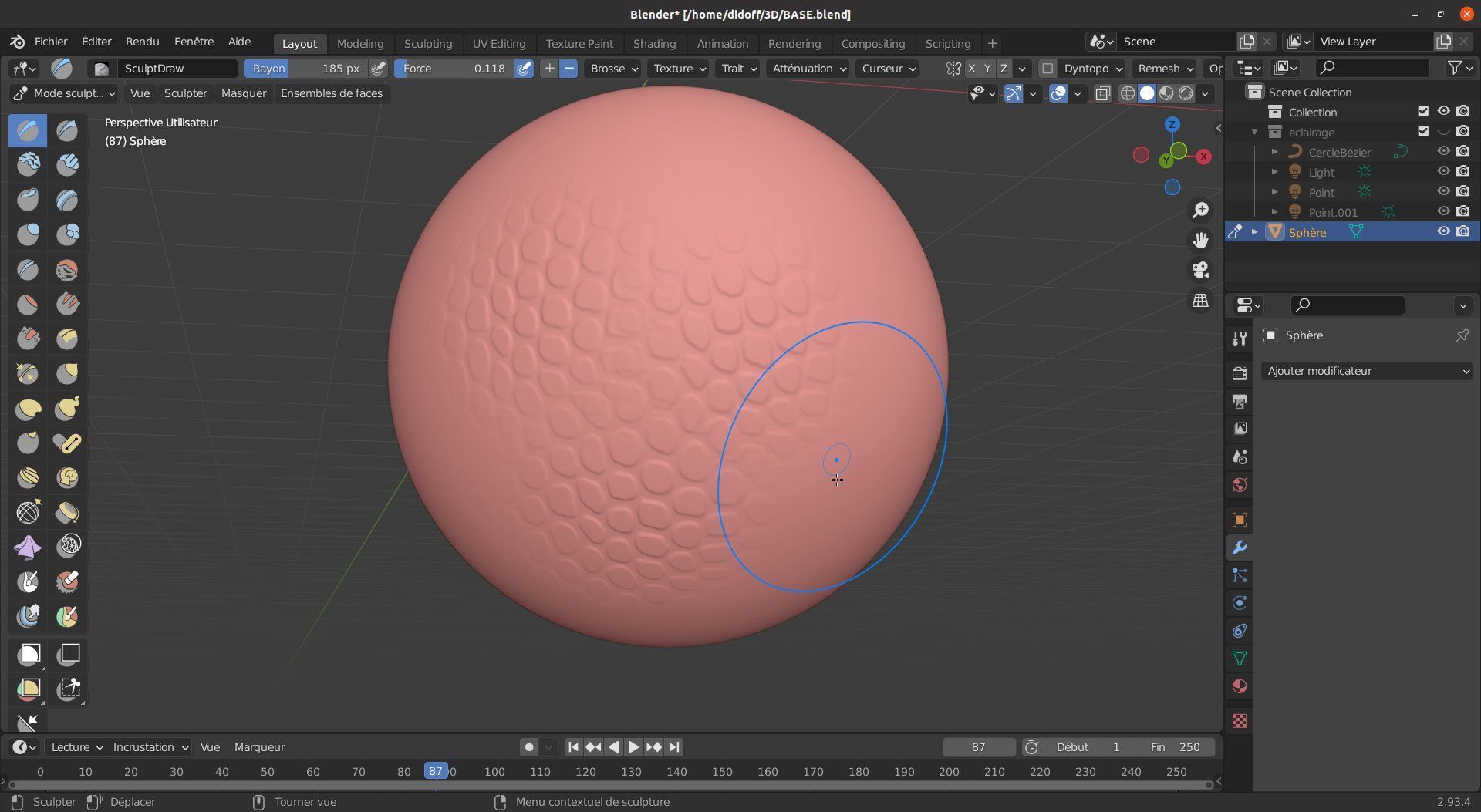
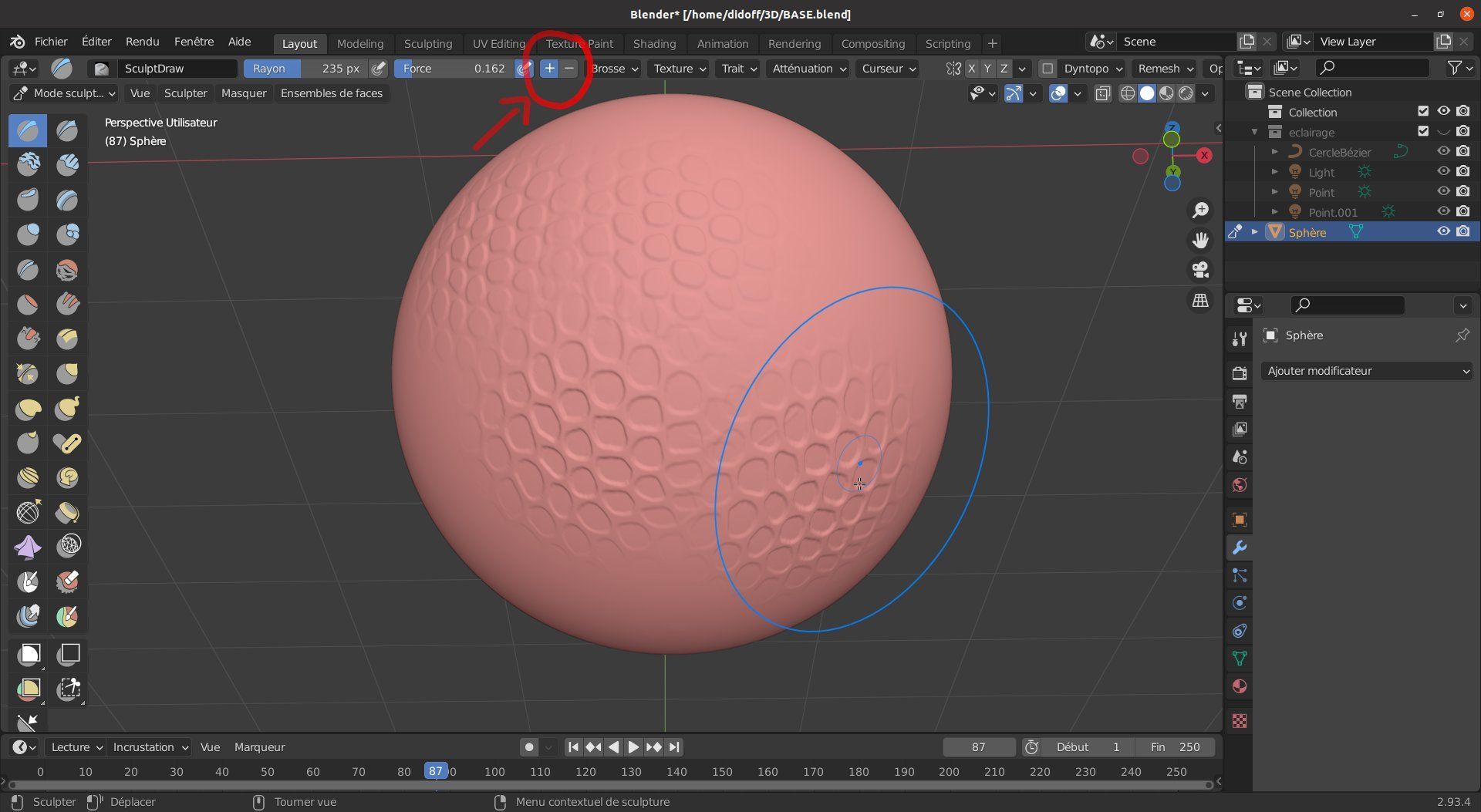
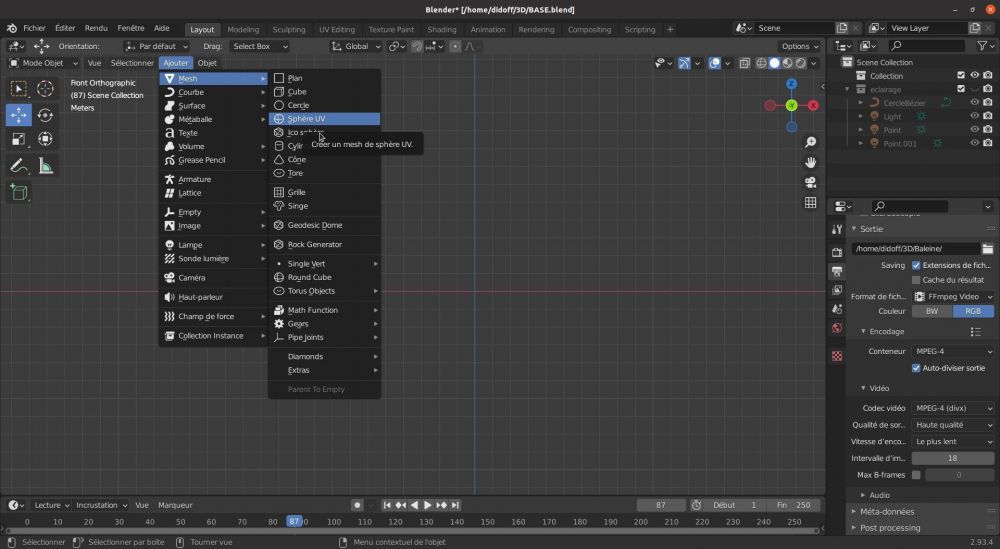
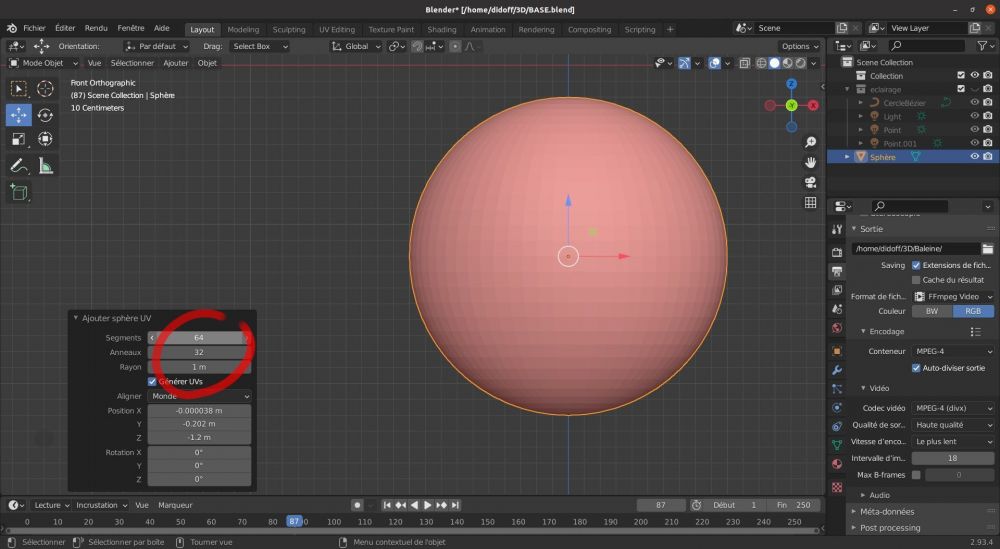
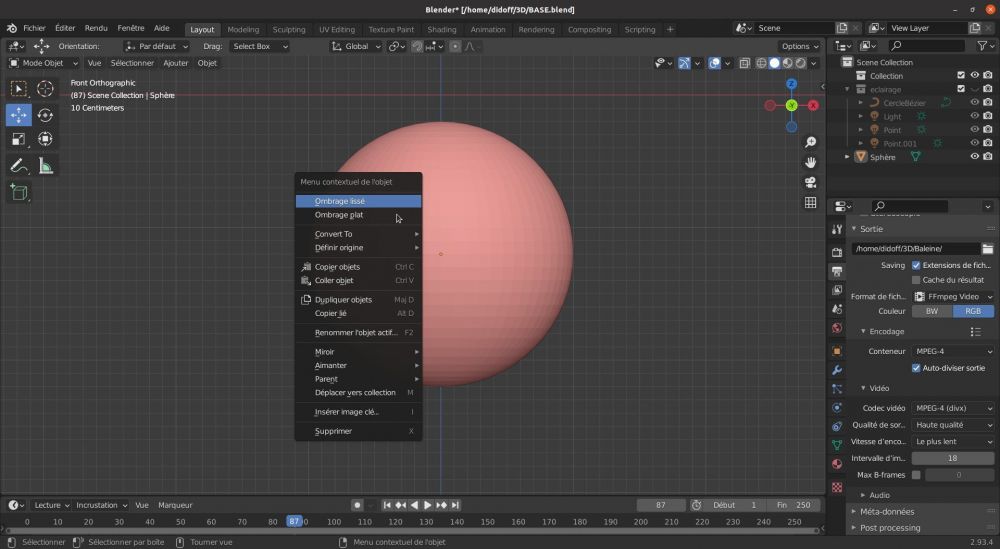
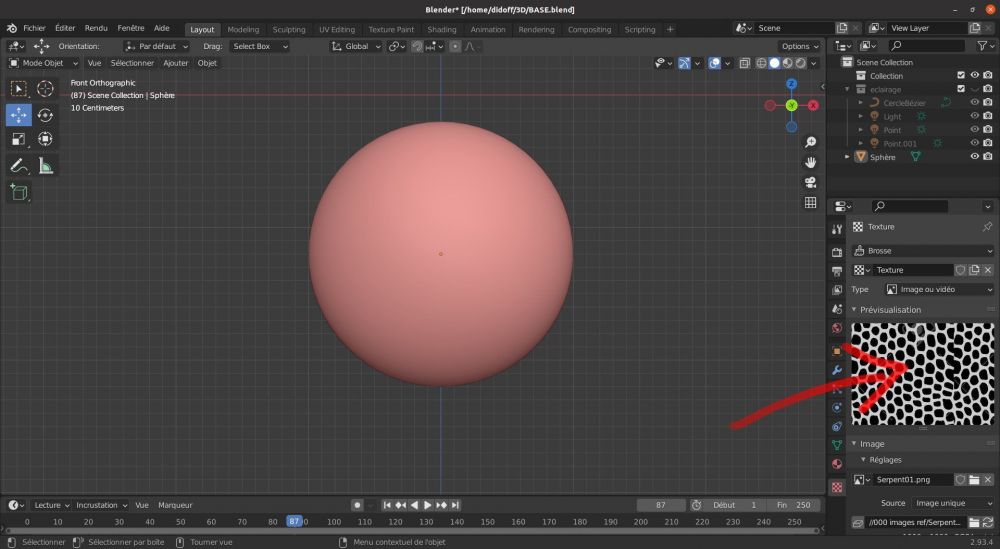
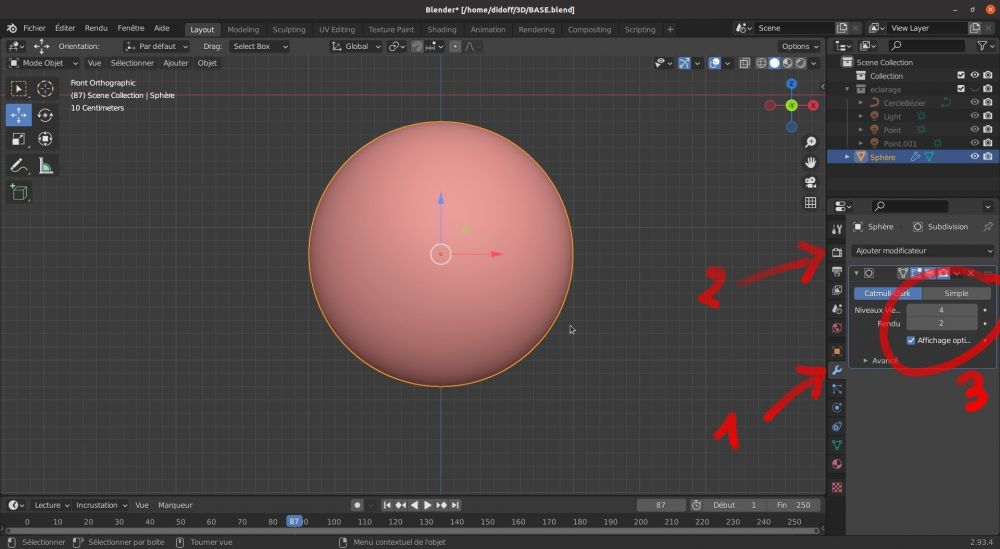
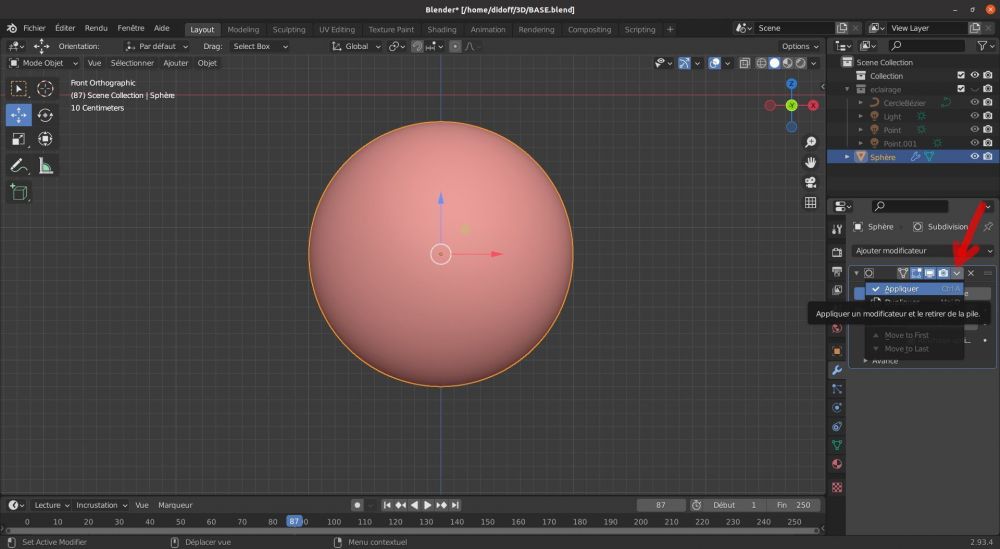
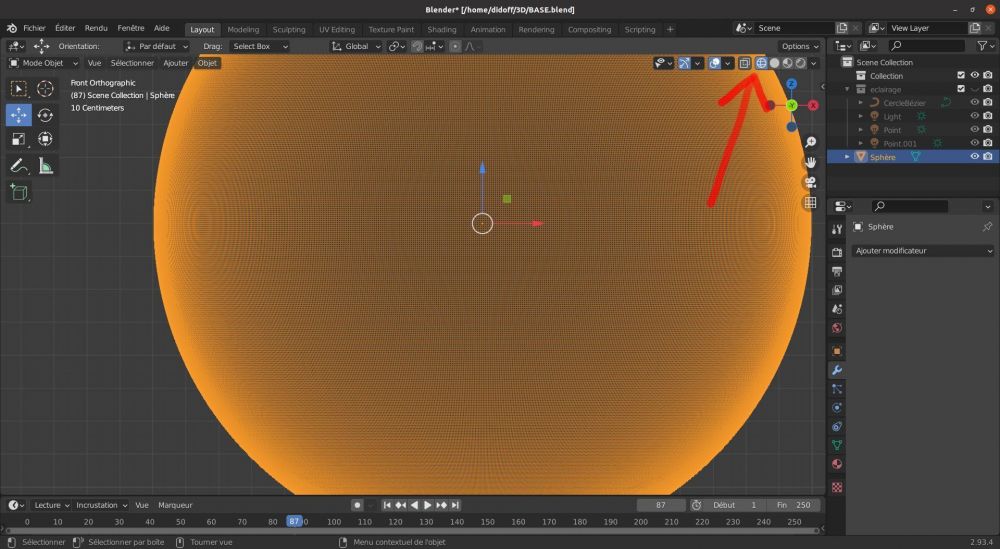
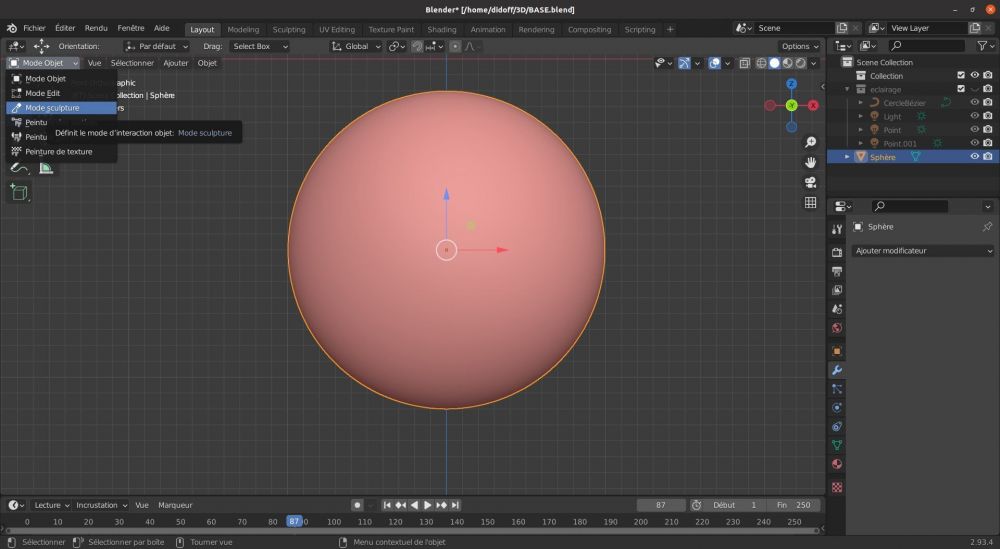
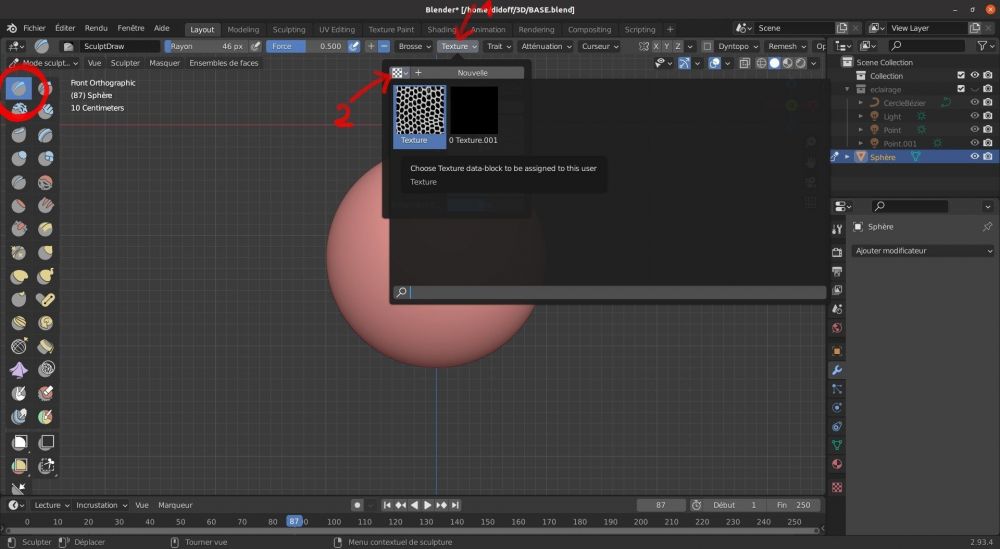
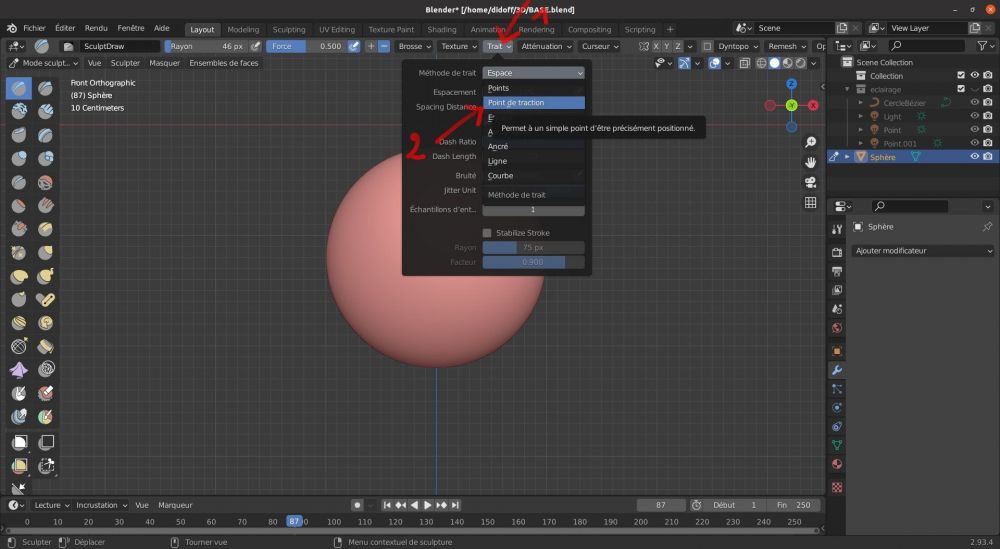
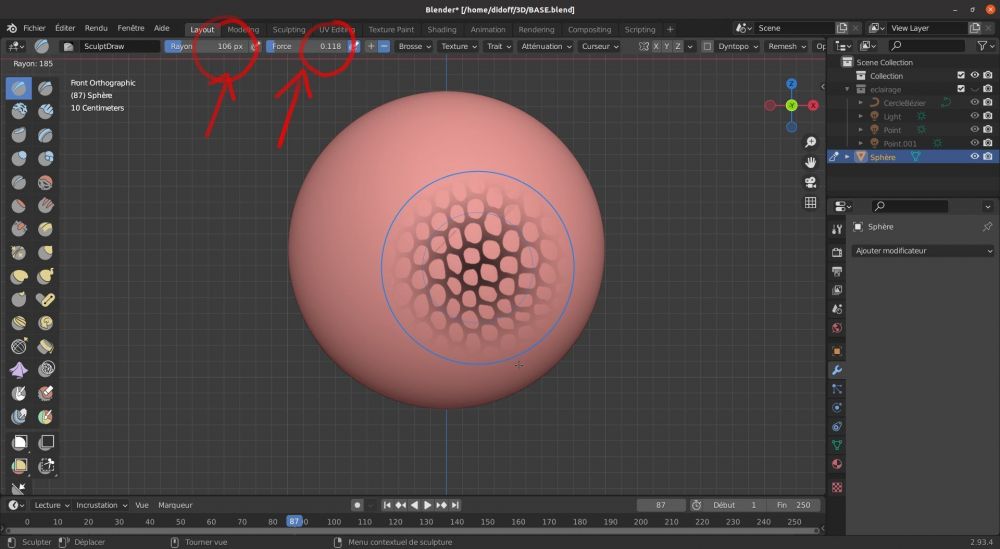
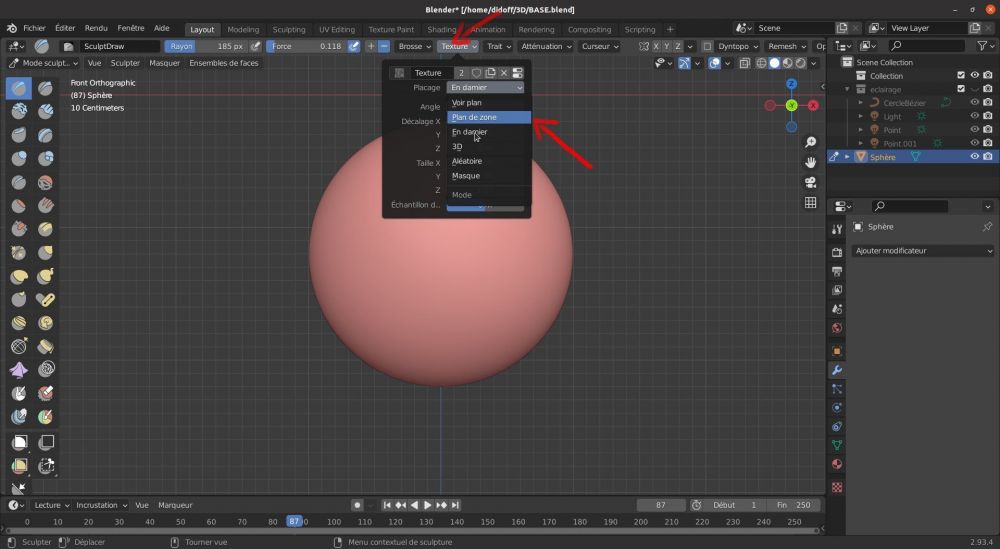
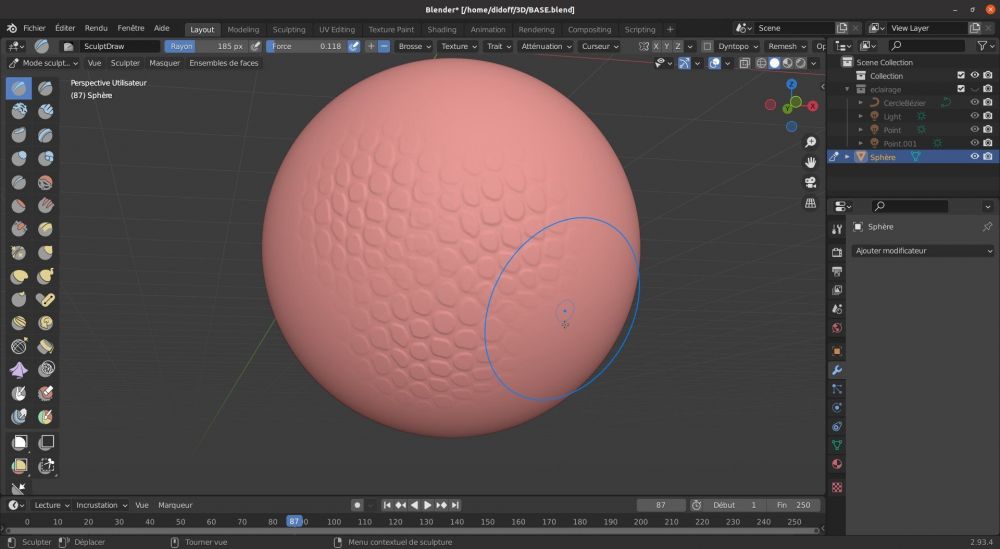
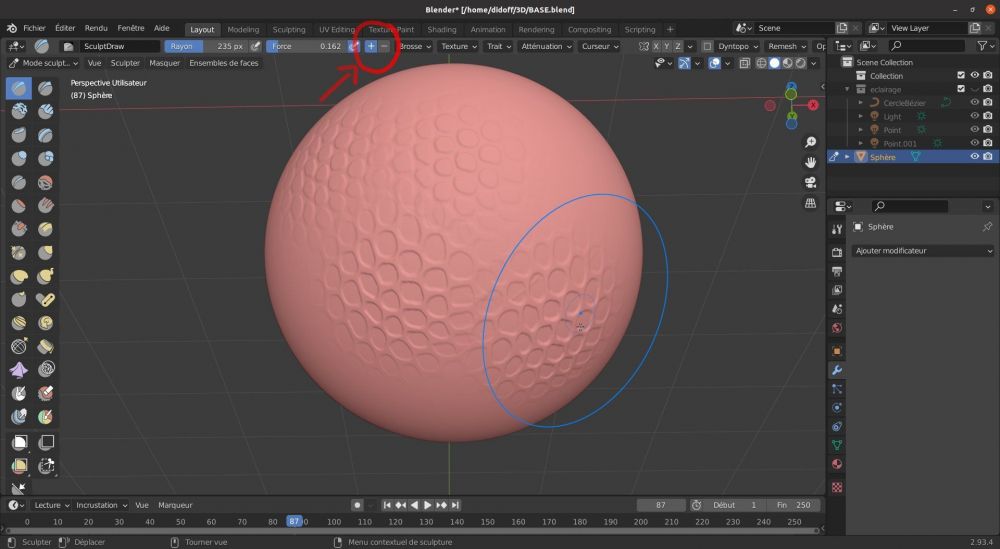
Bonjour, Je vous propose ici quelques petits tutos sur l'utilisation de Blender, principalement en mode SCULPT, mais pas que... Pour commence je vais vous montrer comment sculpter en mode texture. Tout d'abord il vous faut une image de ce type (en noir et blanc)... Après avoir ouvert Blender (ma version est en français comme vous pouvez le constater) nous allons créer une sphère UV pour la démonstration, mais cette technique s'applique bien entendu sur d'autres surfaces. On augmente le nombre de segments et anneaux... Clic droit pour passer en ombrage lissé. On clique maintenant sur texture et on ouvre le fichier ou est enregistrée l'image que je vous ai montré au début... Si tout se passe bien elle apparaît alors là On sélectionne la sphère, on clique sur la clé pour ajouter le modificateur subdivision de surface et on règle le niveau de subdivision sur 4. On applique le modificateur Si l'on passe en mode fil de fer on voit que la subdivision est importante, c'est nécessaire pour un bon rendu... On passe ensuite en mode Sculpture... On vérifie que l'on est bien sur l'outil dessin et on clique sur texture puis sur le petit damier pour sélectionner notre image... On sélectionne le placage "plan de zone" ou "voir plan"... On clique ensuite sur Trait et on sélectionne point de traction. Il faut ensuite régler la force du trait, choisissez une valeur pas trop élever pour avoir un bon rendu. Le rayon se règle à coté ou avec la touche F en déplaçant la souris pour agrandir ou diminuer, clic droit pour valider. Voilà vous pouvez maintenant dessiner de la texture en relief à partir d'une simple image. Le trait en mode "point de traction" permet de choisir ou l'on dessine en maintenant la touche gauche de la souris appuyée. Il est bien entendu possible d'inverser le trait (+/-) Voici un exemple de réalisation avec cette technique.. crakos.mp4

 1 point
1 point -
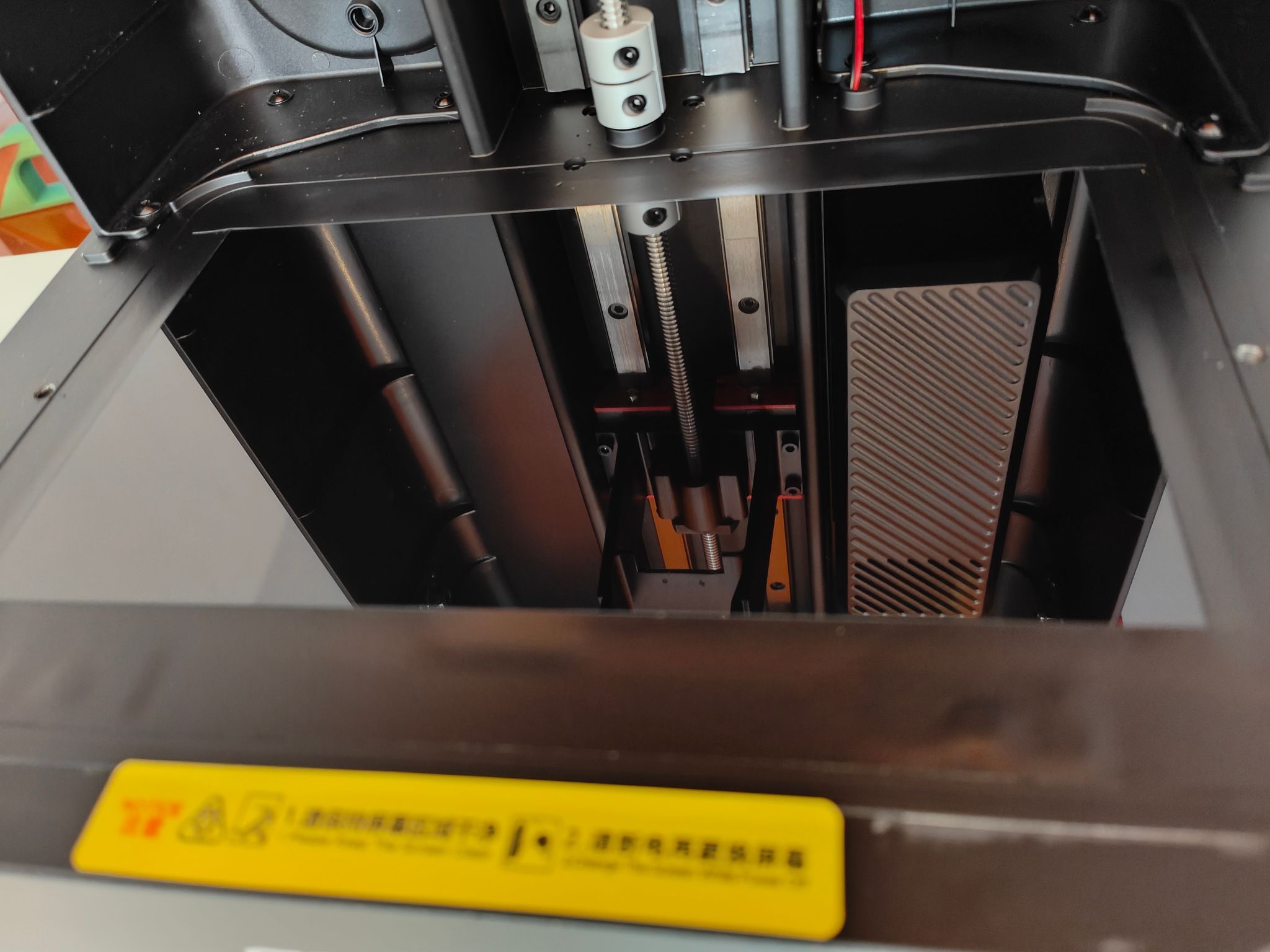
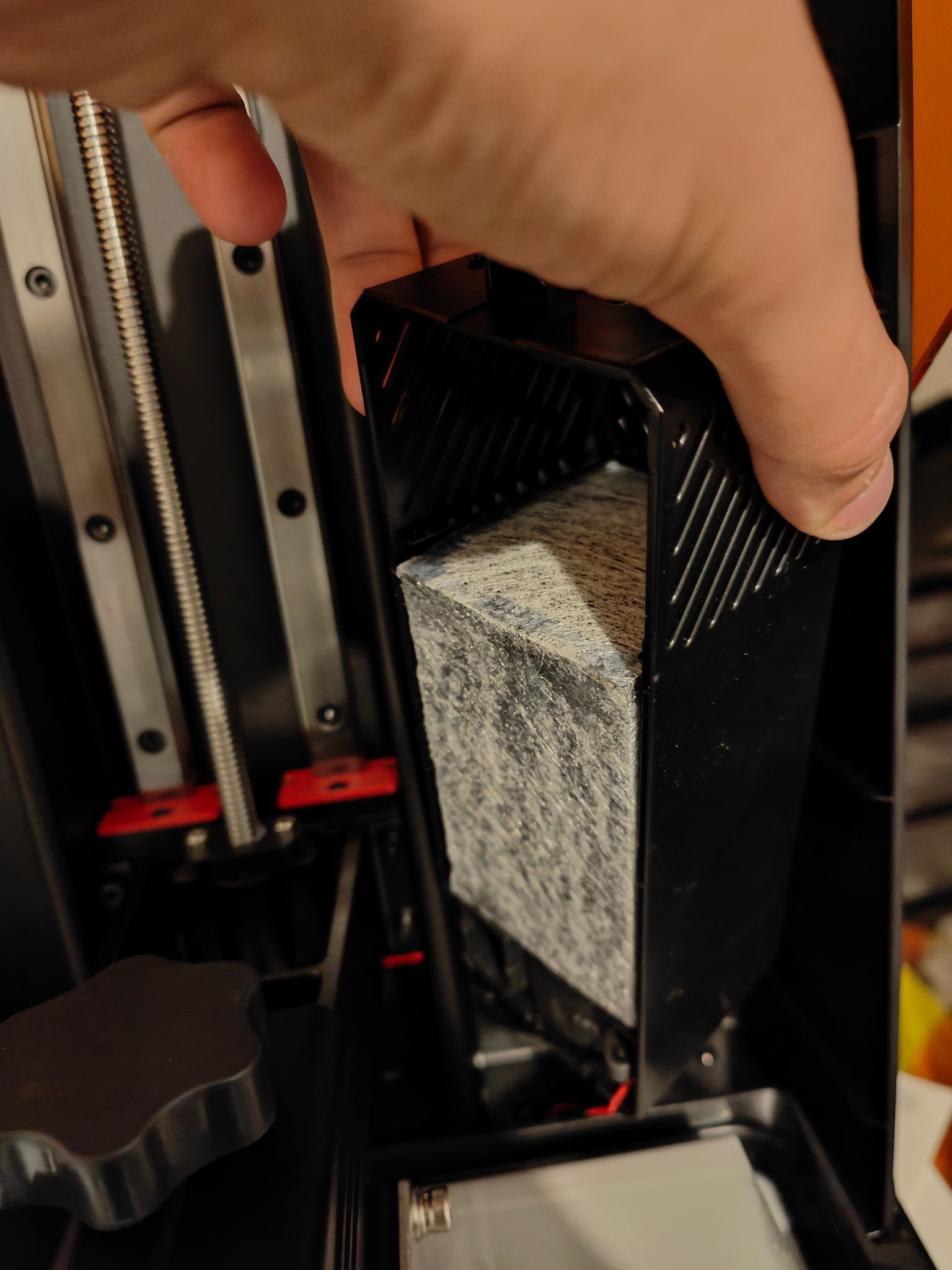
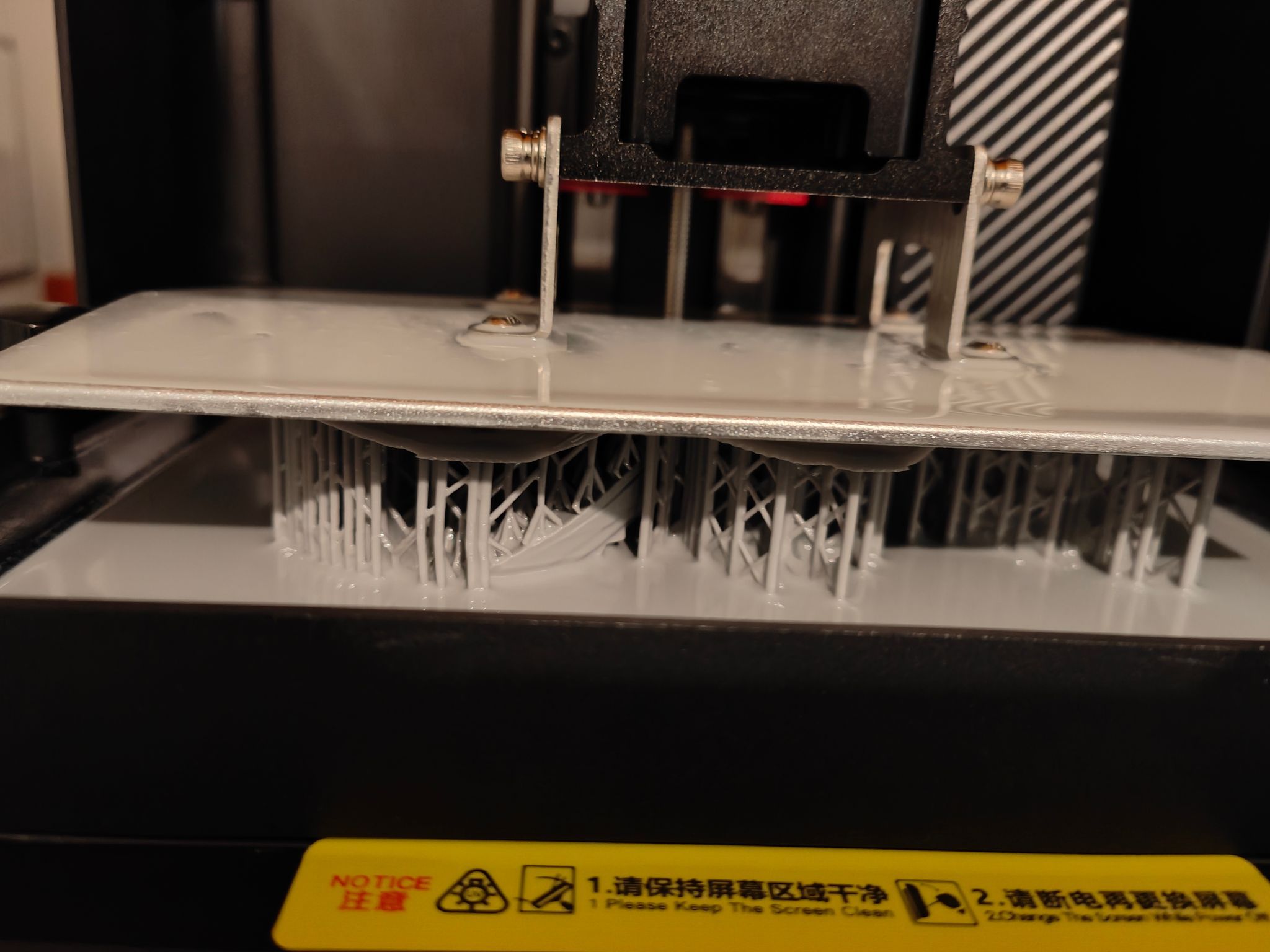
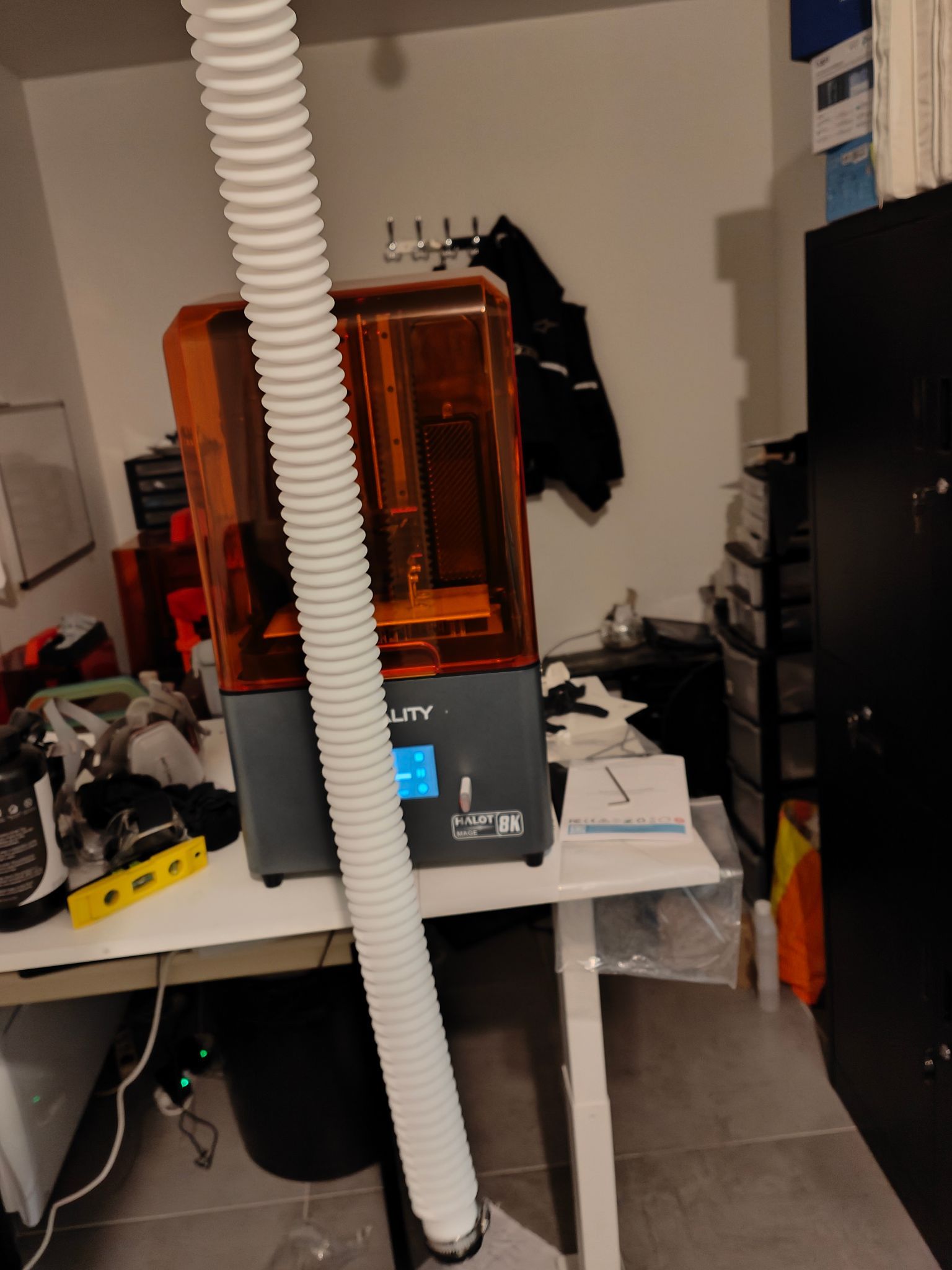
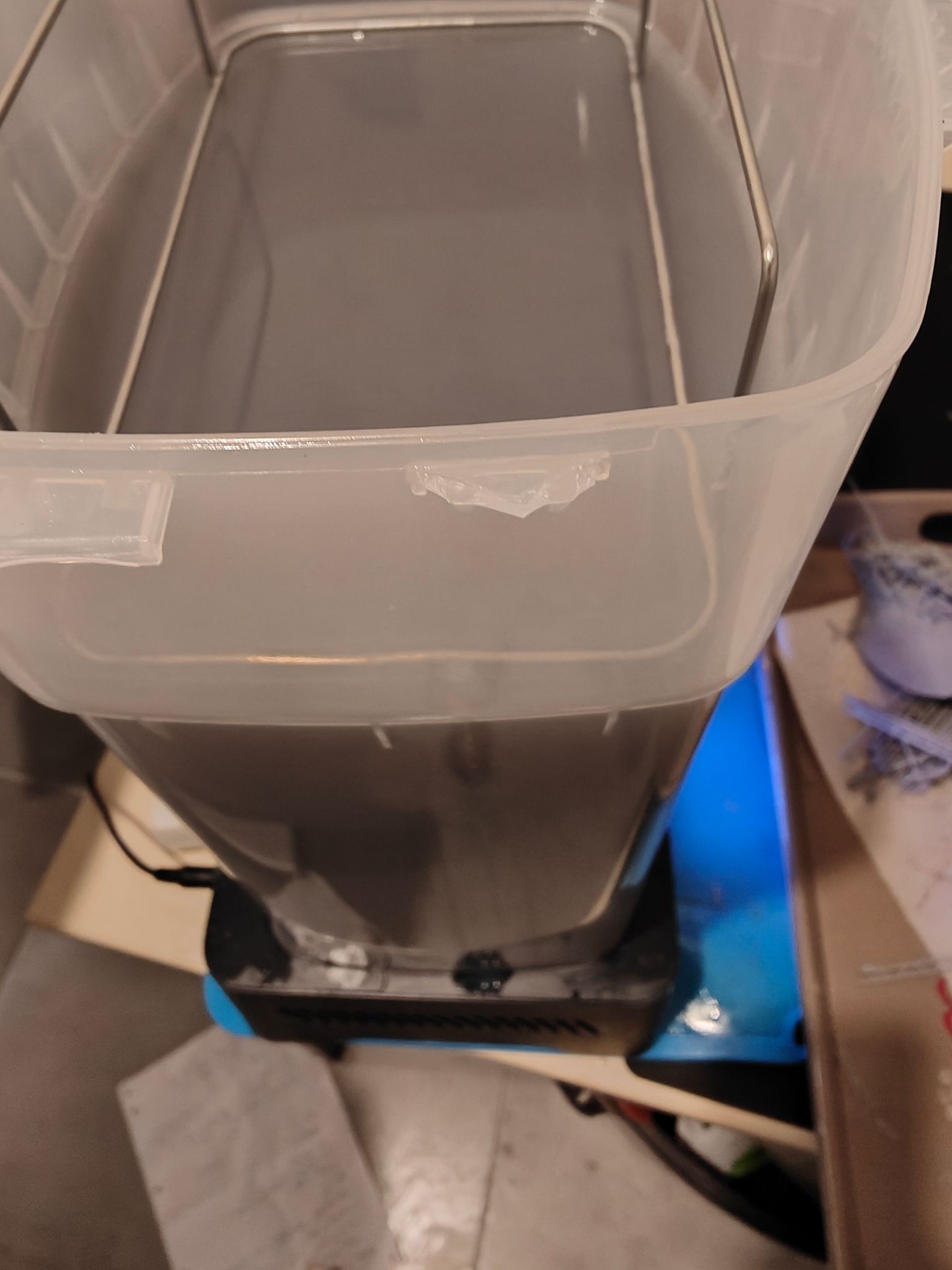
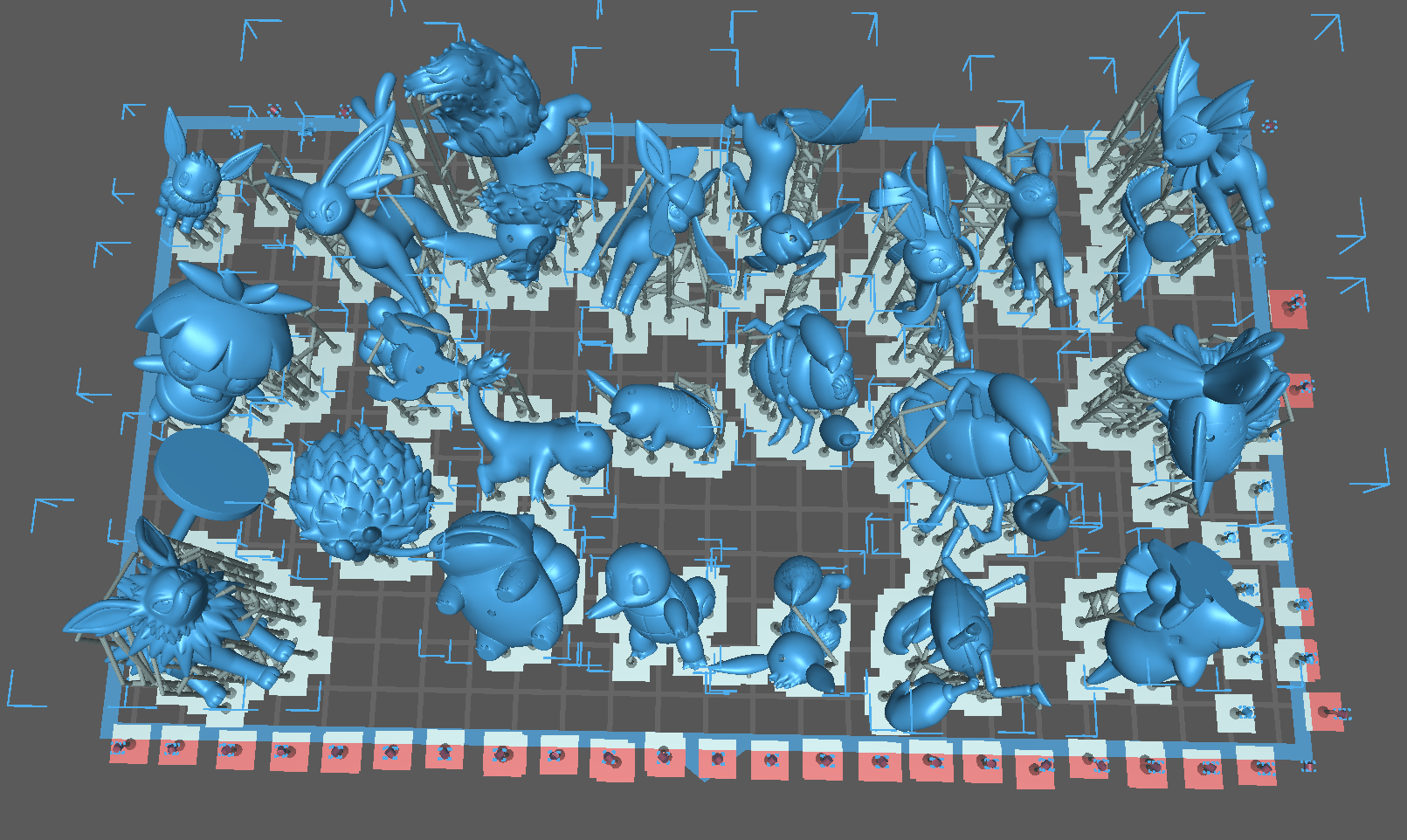
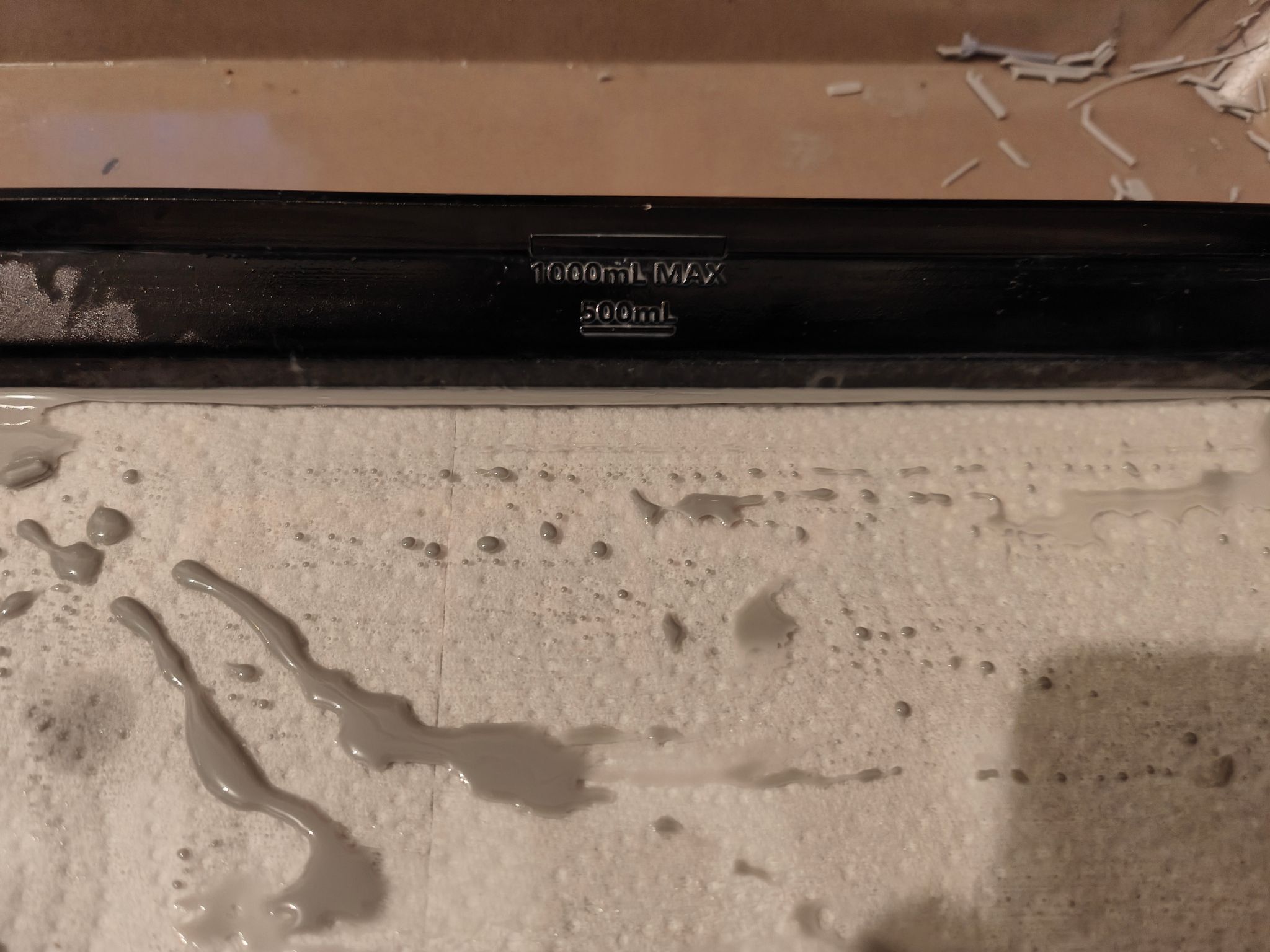
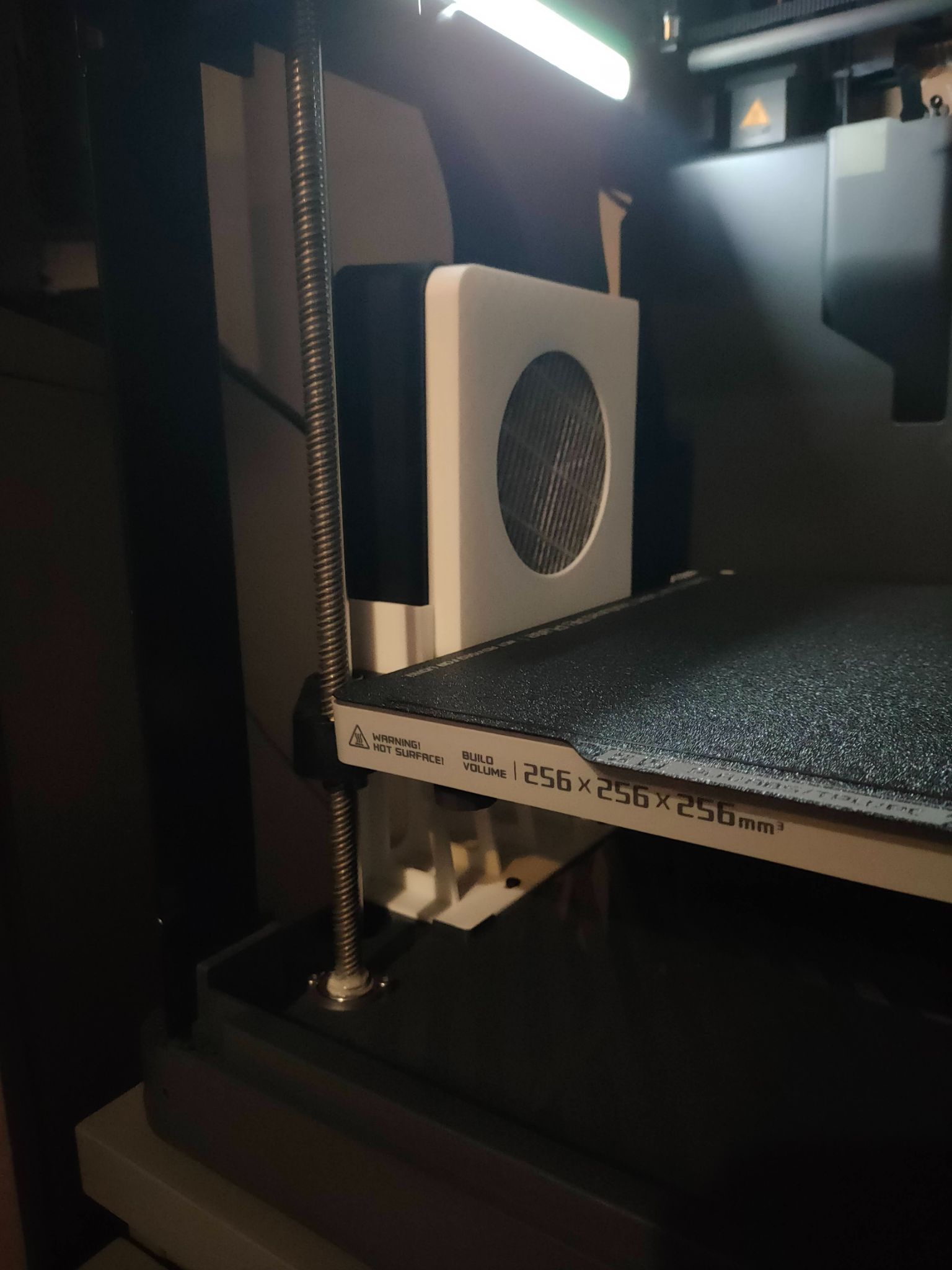
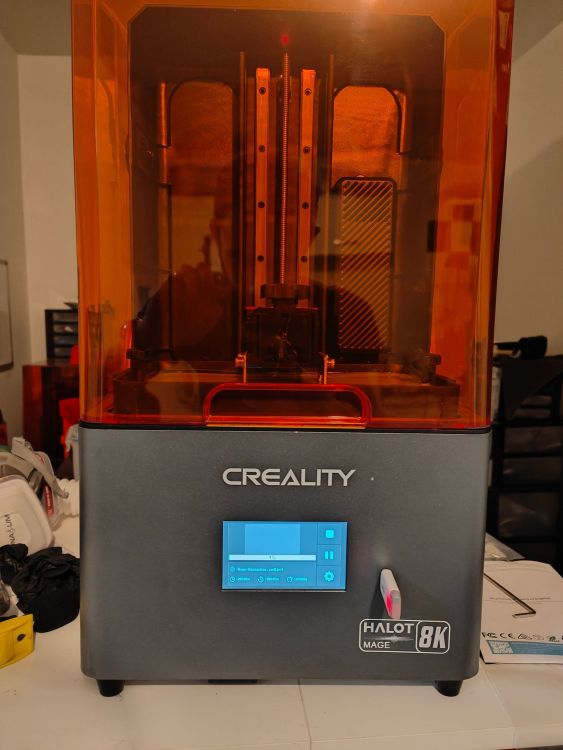
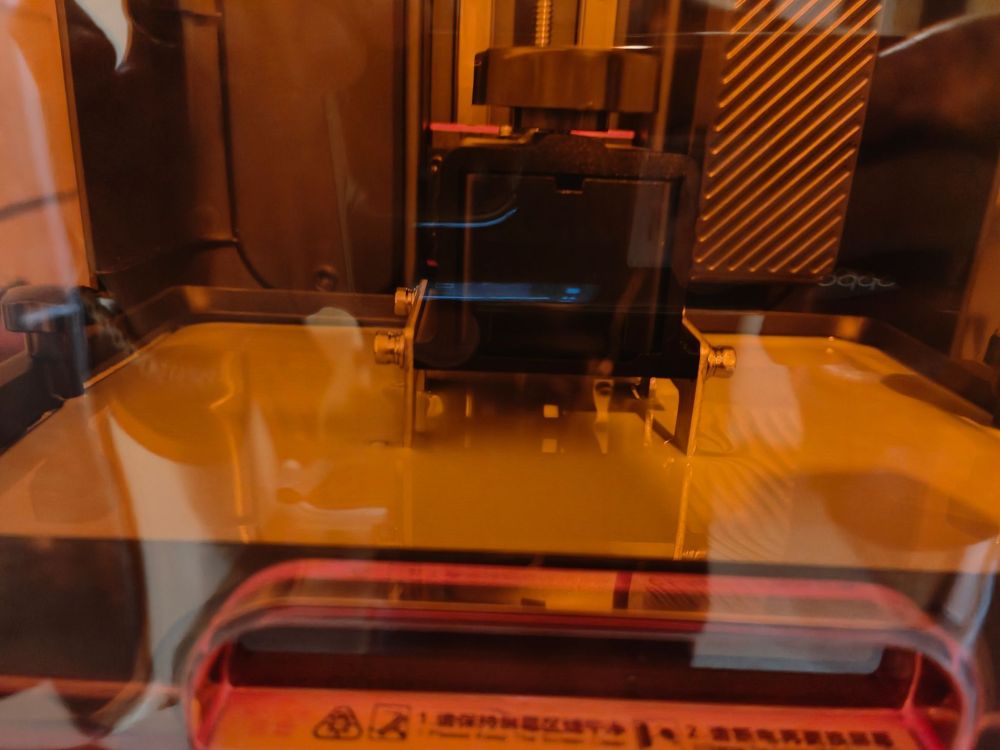
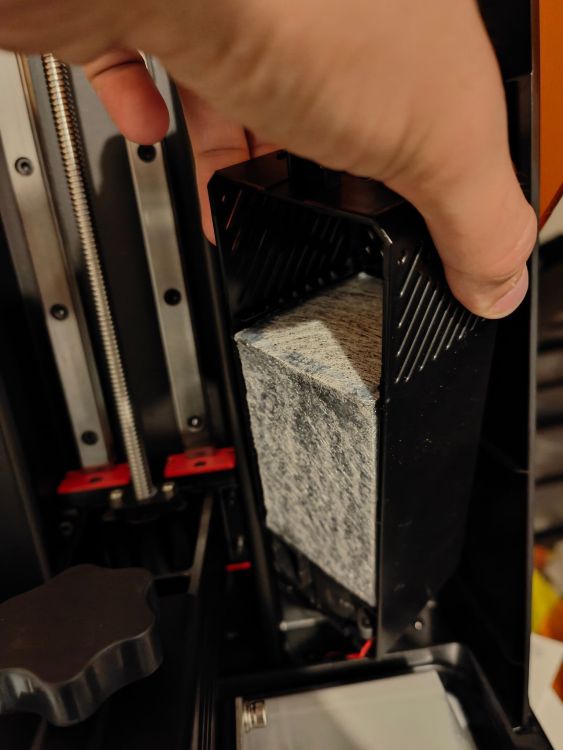
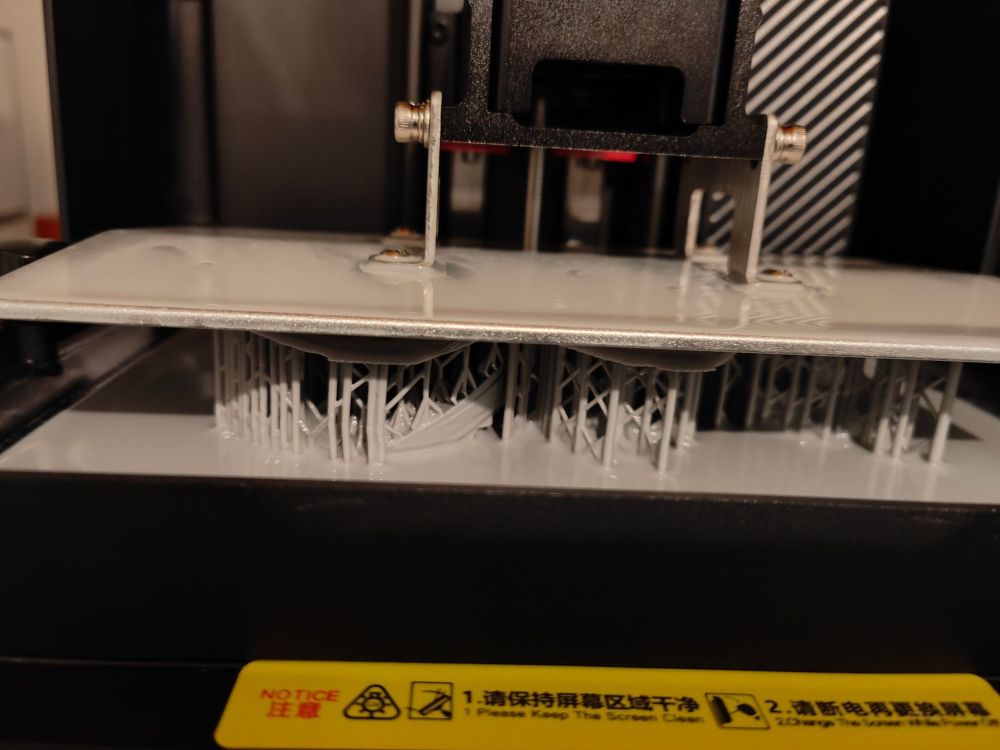
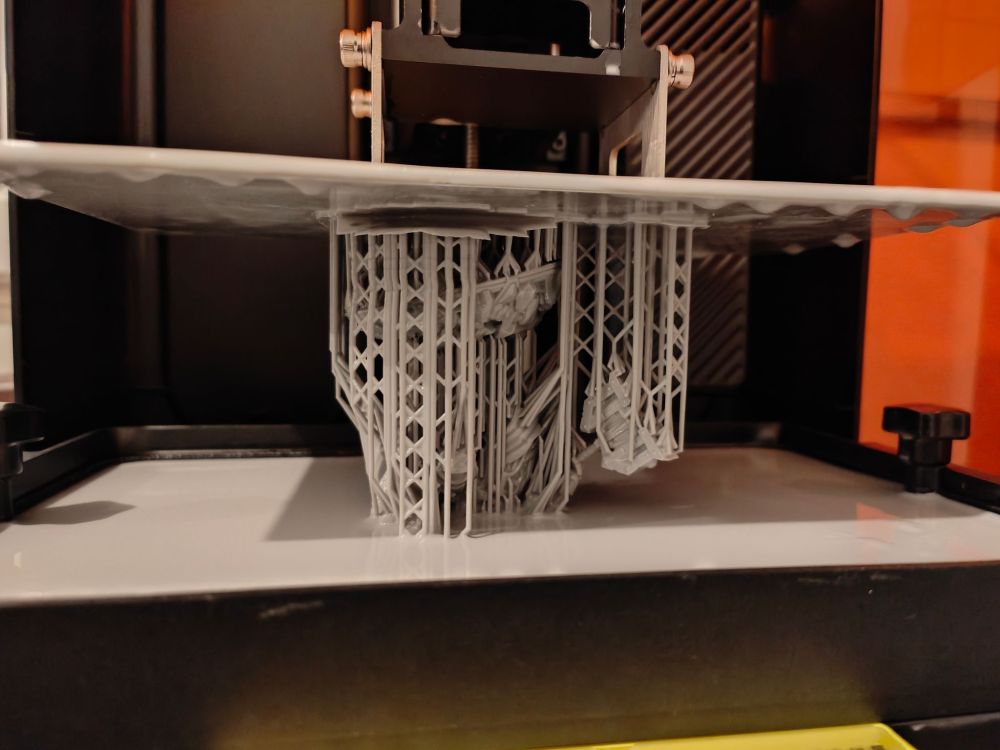
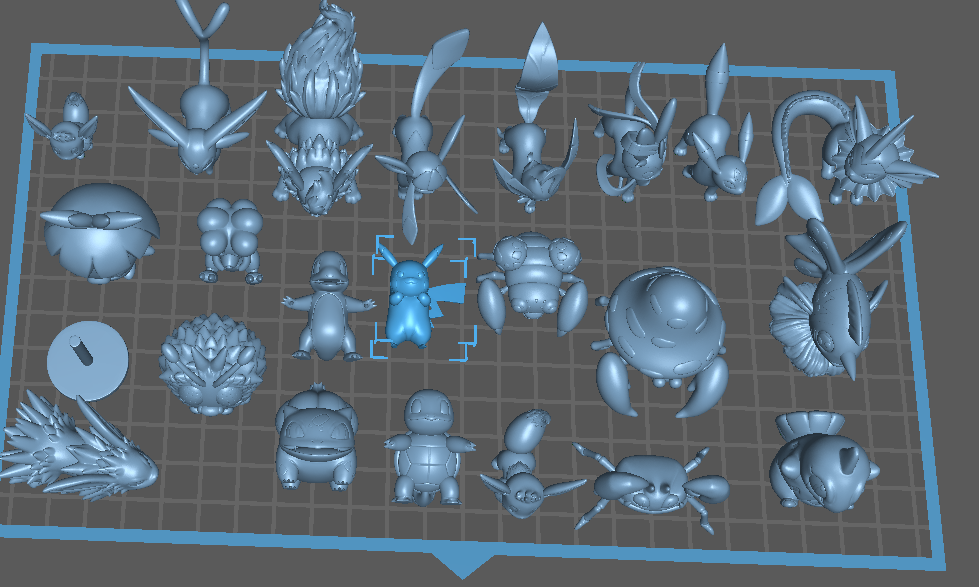
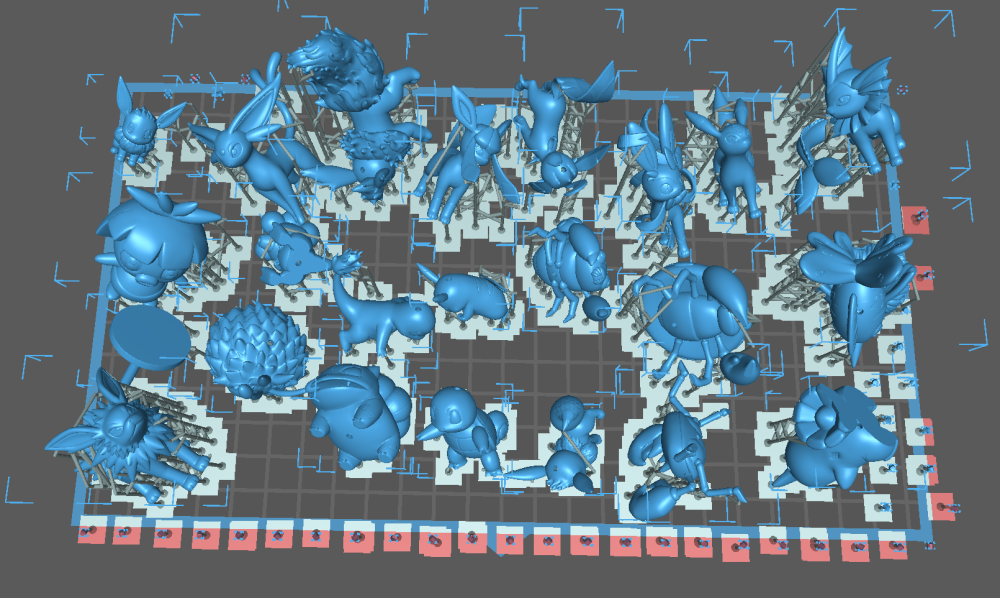
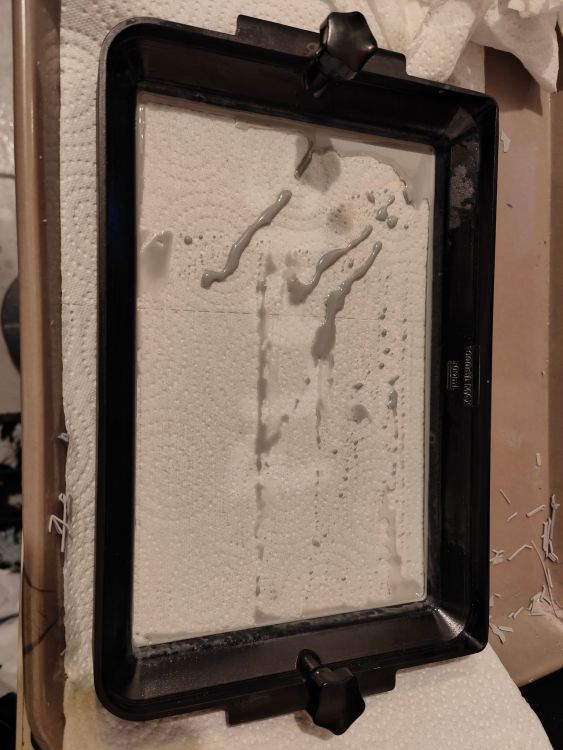
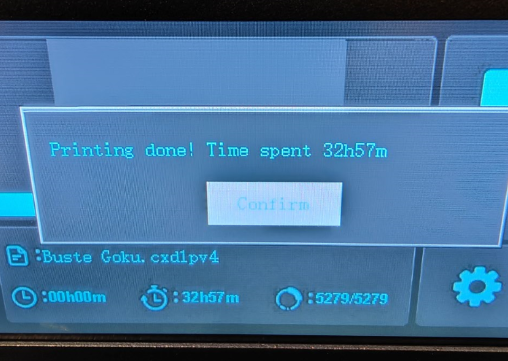
Salut à tous, je vais partager avec vous ma découverte et mes tests de la creality halot-mage (non-pro). Je rapelle que cette machine se trouve encore à 359€ sur le site de Creality. Pour le moment, ma première impression est plutot décevante, je dois creuser pour m'assurer que je n'ai pas fait une bourde, après je me dis qu'à ce prix là, c'est peut-être bien normal. L'aperçu matériel est bon, les matériaux sentent la qualité; on a le fameux capot à charnière (dont un vis de ces derniers a été retrouvé au fond du carton). Cette mage est dépouillée de ce qu'on trouve habituellement sur la game Halot, pas de mise à jour, de wifi, de connexion, de français, de webcam, de cloud... RAAAH j'suis déçu. Ces fonctions seront donc probablement réservé à la pro. Tiens, d'ailleurs je pense que le service technique a testé ma machine... Il y a des résidus de résine le long du bac (en bas à droite) On a le bouton d'alimentation derrière, avec une prise d'alimentation classique. Nous avons un énorme purificateur d'air, rien à voir avec ceux des anciennes Halot. Ce dernier est d'ailleurs assez bruyant, d'ailleurs cette machine est bruyante dans son ensemble. Les ventilateurs sont autour de 60 DB, sans y ajouter le purificateur d'air, ce dernier a une fonction automatique, et manuelle. (quelqu'un pourrait me dire le bruit d'une saturn 2 ?) Il semble qu'il y ai un ventilateur sous la machine, j'ai très envie de démonter la machine pour voir comment ça fonctionne dedans, le bruit est très surprenant, on dirait le ventilateur de ma Bambu LAB à 80% (et ceux qui l'ont peuvent se rendre compte que ça soule vite) Je vais être contraint de démonter ce purificateur d'air pour vérifier si tout va bien, l'odeur qui en sort n'est pas (bien?) purifiée, on sent clairement une odeur de résine (en mettant le nez derrière, oui JE PREND DES RISQUES LORS DE MES TESTS), à voir lors d'un print de 12h ce qui en reste dans la pièce. Avec cette machine, nous avons 4 clés allen (trois c'est déjà pas assez ...), la spatule en plastique, la spatule en bois, des filtres en résine, le cordon d'alimentation, un tube de graisse, la notice d'une page (en anglais, puis une page en chinois), la clé USB avec halot-box, 3 print de test, la carte pour chitubox PRO (normalement 3 mois) . Un fep de rechange, et une feuille de calibration. Pas de gants, pas de masques. R.A.S sur le plateau, c'est très classique, pas de gravure visuelle ou autre. Le bac est très sympa, très facile à saisir et à re-serrer avec deux becs verseurs, nous avons deux niveau, un à 500ml et un à 1000ml. Pour lancer le leveling il faut comme sur les Halot normal attendre bien 3mn que le truc monte, bip deux fois pour vous dire "C'est bon Jean-mi, j'suis en haut- puis redesende. La première fois j'me suis foiré, donc on réattend 3mn, et là c'est bon Je viens de lancer le premier print, le bruit quand ça se décolle du FEP est horrible, je me suis demandé si je n'avais pas oublié de décoller une protection (je me le demande encore), le bruit est très fort, c'est assez surprenant, n'ayant que la Mighty 8K de cette taille (et elle ne fait clairement pas ce bruit là), je me demande si la saturn ou d'autres machines ont un bruit aussi prononcé quand ça se décolle, en tout cas, les 3 petites que j'ai ne font pas ça. (Edit : Ca ne s'est jamais reproduit après) Autre point très étrange, la machine ou le bac, n'est pas de niveau... Il va falloir que je vérifie si je n'ai pas foiré un truc (genre mal positionné le bac ou quoi, c'est encore possible), mon meuble lui n'a pas de soucis là dessus. Les pieds de la machine ne sont pas réglables. (Edit : Ca semble venir du meuble, le changement d'emplacement va mieux) On va attendre les premiers prints de tests, et la vérification que je n'ai pas commis une erreur quelque part et je viendrai vous donner quelques nouvelles. [Un peu plus tard...] Pour l'instant pour ce prix, c'est une belle machine à l'oeil, bruyante, avec pas moins d'options que la saturn 2, avec un bac très sympa L'impression de test semble se passer correctement, quelques raft de support font un peu la tronche, je vais mettre ça sur cette histoire de machine de niveau, à voir quand le truc sortira définitivement. J'en ai profité pour démonter le filtre à charbon, c'est très simple il n'y a qu'un vis au dessus qu'on enlève avec la clé allen. En tout cas il y a bien un bloc dedans, maintenant son efficacité n'est clairement pas suffisante, l'odeur dans la pièce est très forte, ça sera la première fois que je vais laisser les fenêtres de l'atelier ouverte cette nuit, d'habitude la communication avec le garage suffit largement. Maintenant c'est aussi la première fois que j'utilise cette résine High Précision. A noter qu'il n'y a plus les bruits de FEP qu'il y avait au début, un décollement à neuf ? Bref, j'sais pas trop mais là R.A.S Creality a aussi fourni une gaine à brancher derrière la machine, je vais essayer de modéliser un truc à l'impression 3D pour le relier et mettre un filtre à charbon pour hotte de cuisine, on verra bien. [Un peu plus tard...] Le print de test est sorti, et Creality n'ont pas fait semblant sur le modèle, il est très stylé avec un niveau de détail plutôt correct. N'ayant pas tranché le fichier je ne peux pas encore prétendre à une super qualité mais c'est propre, plus tard je testerai ce modèle sur la Phrozen avec une autre résine que celle de Creality, le stl est sur la clé. Je n'ai pas vérifié les paramètres d'exposition dans le fichier ni même les recommandations pour la résine Creality High Précision, (je soupçonne des paramètres de premiere couche pas adaptée) j'y suis allé en mode plug-and play, je regarderai ça sur le troisième print de test. Concernant le wash & cure, le plateau de la creality est un demi-centimètres trop grand pour bien fermer le couvercle de mon wash de chez Phrozen, j'ai pété une fixation en insistant sur la fermeture. En tout cas, La Mighty 8K et la Halot-mage côte à côte, en terme de design, Creality n'a clairement pas à rougir [Un peu plus tard...] Je viens de lancer le print de test 2, le plateau est remonté vide, pourquoi ? Comment ? J'sais pas, on nettoie, on reteste (on vérifie au passage les paramètres d'exposition de la machine et de la résine, ils sont semblables au point près). Quand je me pète la gueule sur un chemin, je refais le même chemin histoire de savoir si c'est normal... Là quelque chose accroche au plateau... Pourtant je n'ai rien changé entre temps, soucis de clé USB ? Va savoir, résultat demain matin, par contre j'ai clairement les premières couches qui galèrent a adhérer au plateau... Je vais monter davantage les paramètres d'exposition des premières couches et si ça ne vient pas de ça, je poncerai le plateau [Un peu plus tard...] Ce matin, un lapin le second print de test semble se dérouler à merveille, mais comme le premier, la couche d'adhérence n'est pas rassurante, j'ai modifié mes paramètres d'exposition en cours d'impression. Pour le troisième on verra si le fait d'exposer davantage les premières couches résout le problème sinon, on va rayer le plateau [Un peu plus tard...] Les 3 prints de tests ont été effectués. J'ai augmenté l'exposition des premières couches, et le nombre de ces dernières, car j'avais quelques décollement des premières au début, ça semble aller mieux. Maintenant que les 3 prints de tests sont sortis, il est temps pour moi de tester les Slicers et ma résine habituelle [Un peu plus tard...] On commence par charger le plateau, une armée de pokemons ! On va croiser les doigts pour voir si ça sort : J'ai bien fait d'essayer, le haut du plateau n'est pas sorti. En tout cas pour le moment, j'aime beaucoup cette résine Creality sur des miniatures de ce genre [Un peu plus tard...] Le but de la manœuvre était principalement de confirmer mon leveling, en plus de passer pas mal de temps à découper chaque pokemon différent... J'vais pas faire ça tous les jours. Du coup j'ai bien optimisé mon leveling et ça y est, on y est . Je me lance dans la sortie des prints ENORMES. Actuellement il s'agit du "San Goku" de Sanix Il est en cours d'impression avec ma résine Sunlu ABS-Like grise, résine qui demande plus de temps d'exposition que la Créality High précision. Sortir le goku seul va prendre plus de 27h. Bien que massif, c'est bien plus lent que ce que ça aurait pris avec ma Phrozen... La halot-mage n'est clairement pas taillée pour la vitesse. De plus, comme toutes les machines Creality, l'exportation des fichiers avec Chitubox est extraordinairement lent, l'exportation du fichier m'a bien pris 5mn avec. Ma halot-one était également la machine qui demandait le plus de temps d'exportation avec chitubox. Le print est terminé C'est finalement près de 33h d'impression qu'il aura fallu pour ces 5279 couches. Le print apparaitra sur le test final, et sur la vidéo (Oui j'aime vous troll). Voilà la fin de mon test live. Vous pourrez retrouver prochainement mon test complet et ma vidéo complémentaire sur le blog

















 1 point
1 point -
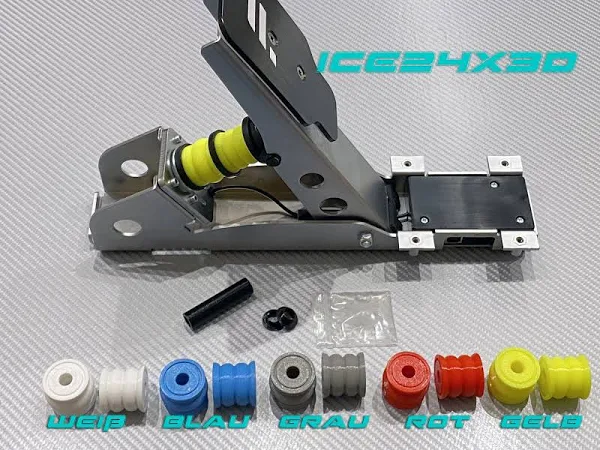
Bonjour à tous, La prochaine évolution sur mon simulateur est de revoir le système de freinage qui (avec les ressorts actuels) n'est pas assez précis et assez éloigné d'un système de freinage réel. J'envisage deux options : un système basé sur un capteur load cell de 100kg (ce que l'on voit de plus en plus en sim racing), ou un système hydraulique avec un système de freins motos qui reste abordable. Dans les deux cas, le feeling (c.a.d. la petite course que vous ressentez au début de l'appui sur la pédale avant la compression maximum) se reproduit en enchainant une série d'élastomères (ci-dessous un exemple sur une pédale type load cell). Et là c'est la jungle. L'impression TPU est exclue à cause de la durabilité nécessaire sur ce genre de pièce (il faudrait presque les changer à chaque utilisation). Souvent les constructeur mettent des élastomères soit trop durs, soit trop mous. Et les kit d'upgrade que l'on trouve dédiés au sim racing se vendent à prix d'or pour un bout de caoutchouc (et en plus il faut choisir à l'avance le niveau de dureté ce qui, sans essayer, est impossible à estimer au préalable). Certains utilisent des élastomères pour skateboard mais pareil, ça se vend quasi à l'unité et ce n'est pas donné du tout. Je suis preneur de vos conseils et sources approvisionnement si vous avez déjà travaillé avec ce type de produit. Merci ! ++ Jeff
 1 point
1 point -
@pommeverte, donc certain auront la vie sauve1 point
-
J'ai oublié de signaler que j'ai activé le babystep: en double-cliquant sur le bouton rotatif de l'écran lors de l'impression de la couche initiale, tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo pour mieux comprendre le principe) C'est ça un bun shy (pain à burger timide)? PS: c'est un benchy
 1 point
1 point -
Salut et merci! Pour ceux que ça intéresse c'est une impression en vase spirale trouvée sur thingiverse 10h si mes souvenirs sont bons...1 point
-
Une simple prise connectée peut faire l'affaire et encore mieux avec une intégration à une solution de domotique qui connait Klipper1 point
-
Wèp : Yes, faut que je mette en forme les photos dans l'article...1 point
-
@pommeverte, alors comme Louis 16 a la guillotine.1 point
-
Merci, oui effectivement je suis plutôt content mais ça n'a pas été sans peine, divers problèmes de bed, de firmware (selon moi) incomplet etc... mais une fois domptée c'est du vrai bonheur A plus!1 point
-
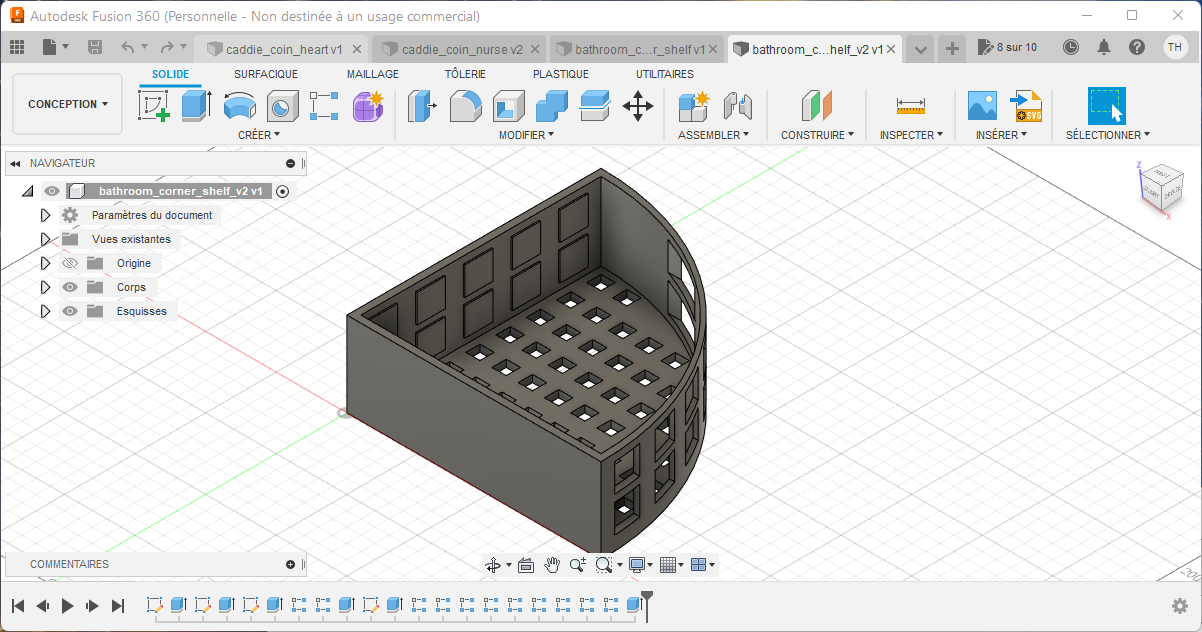
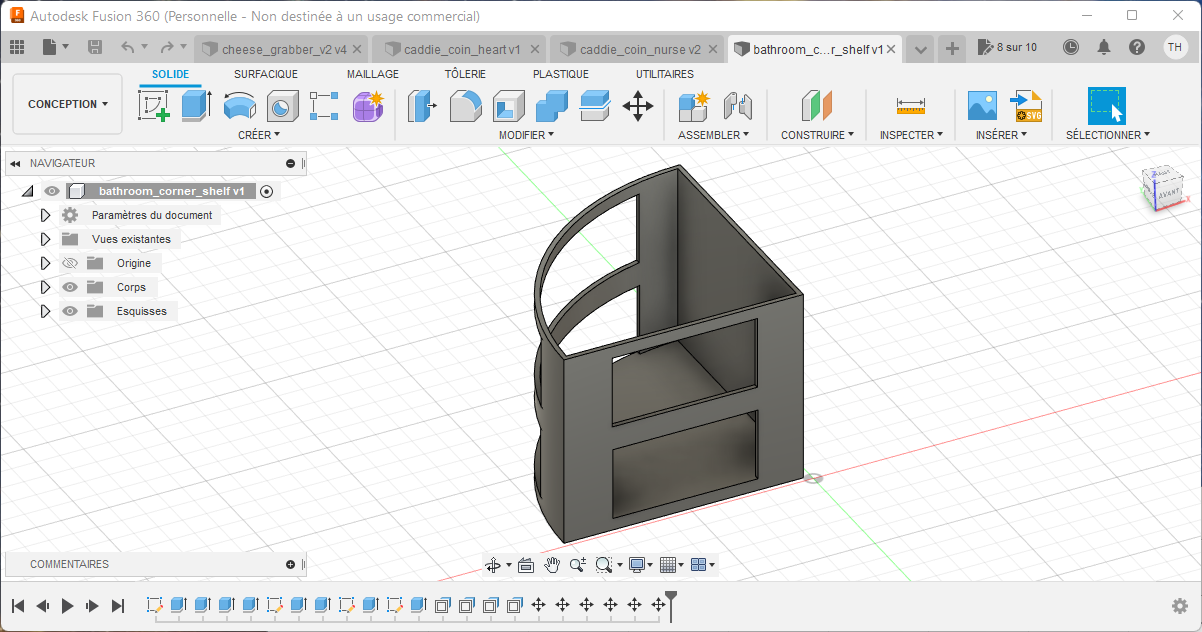
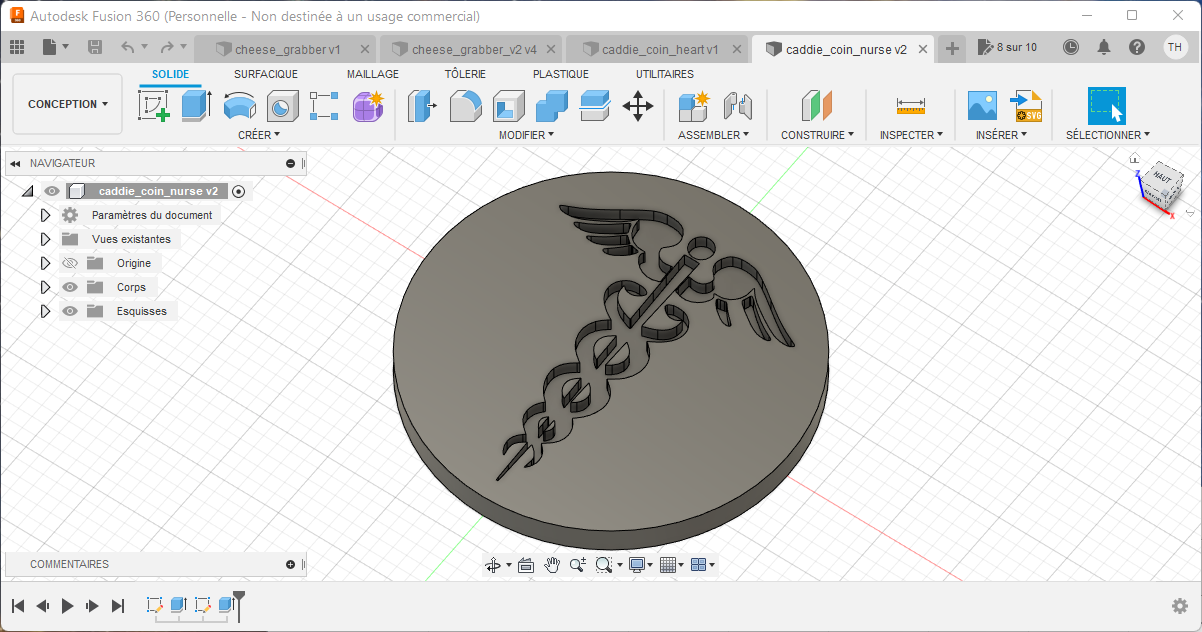
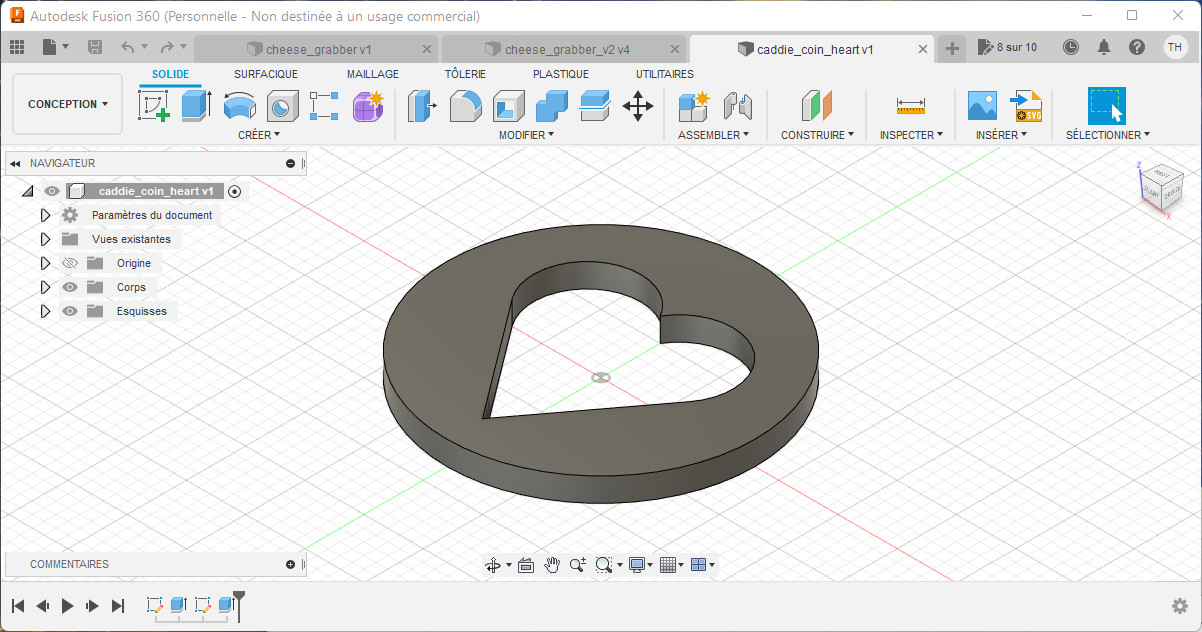
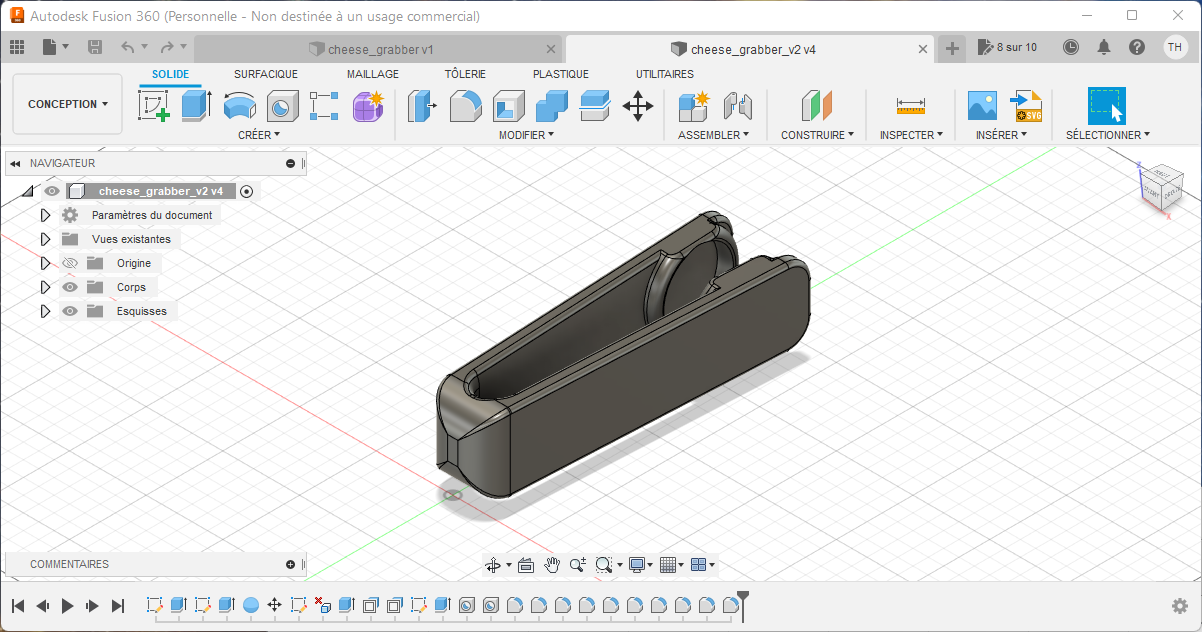
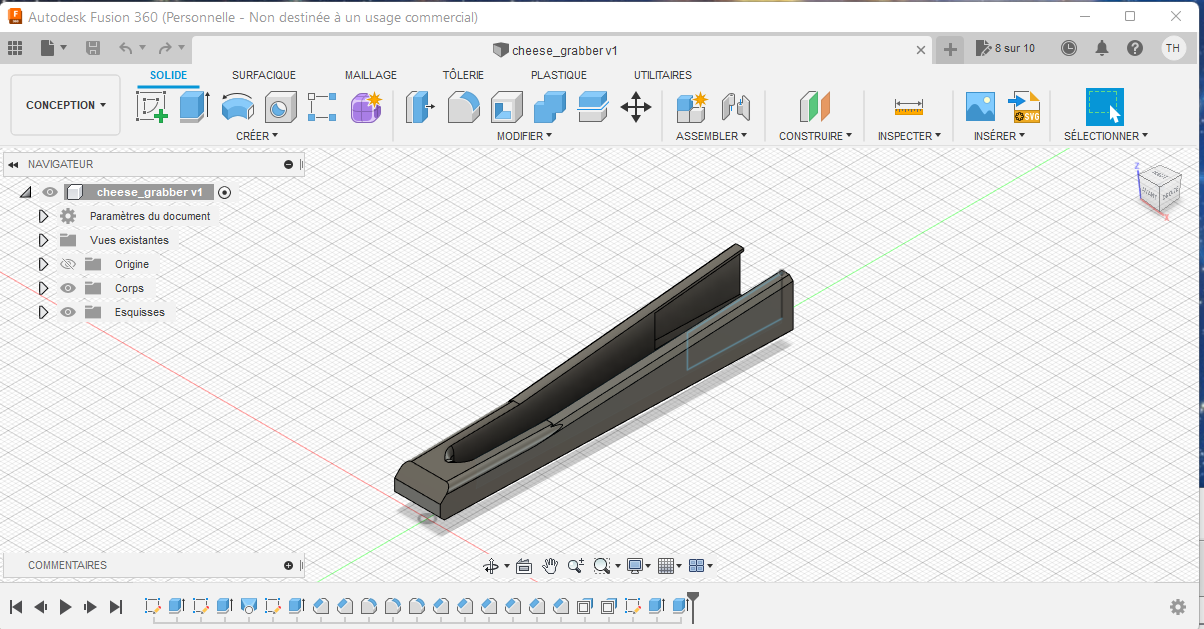
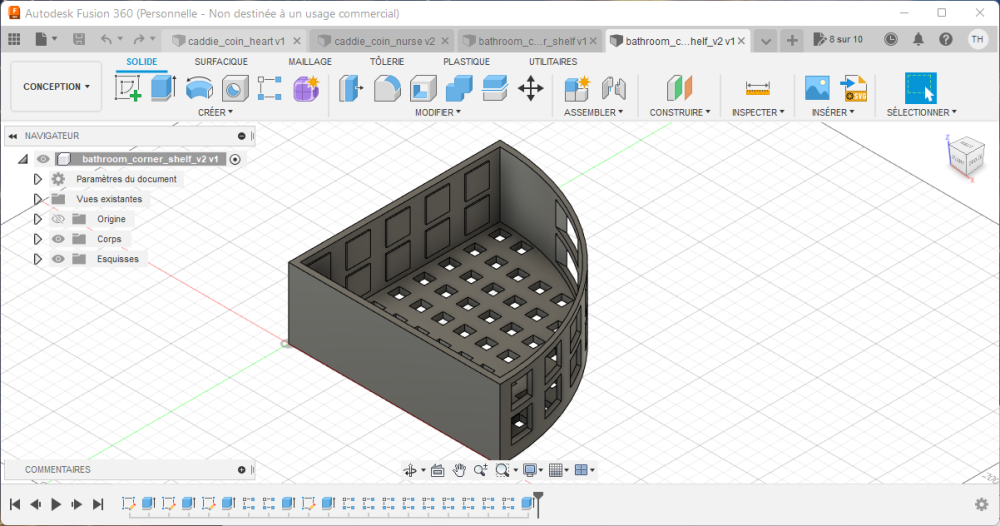
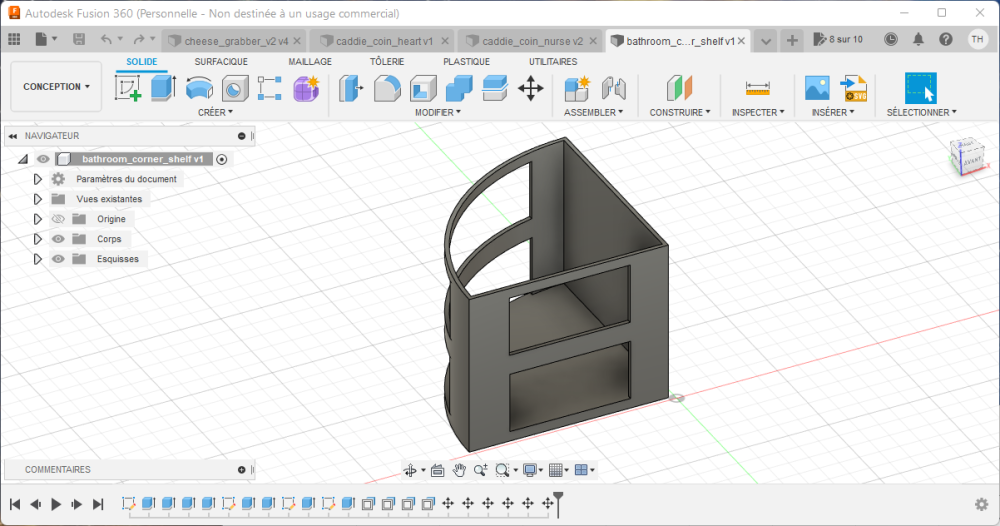
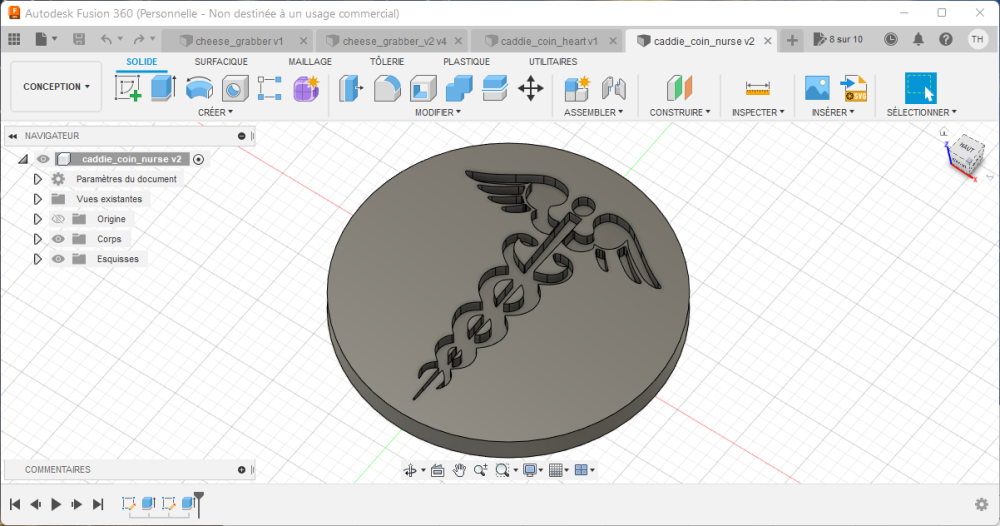
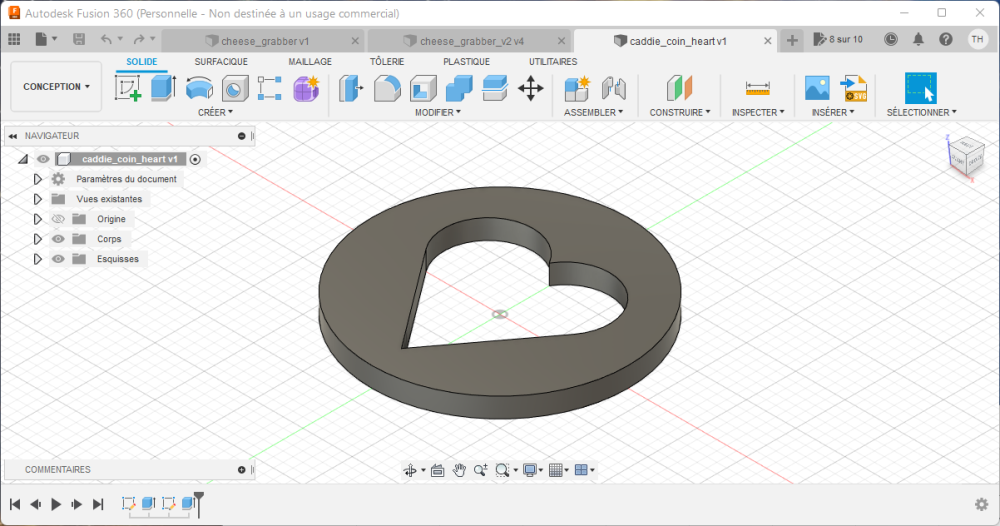
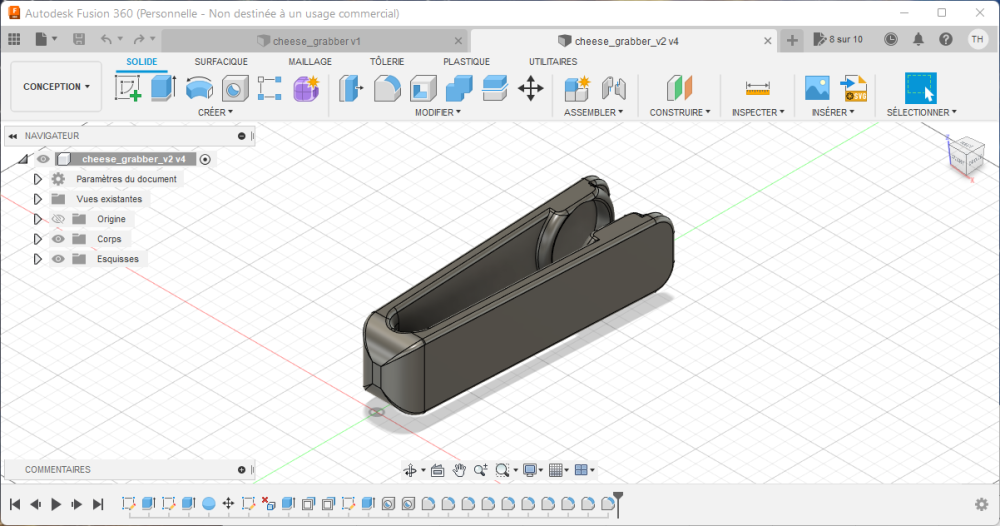
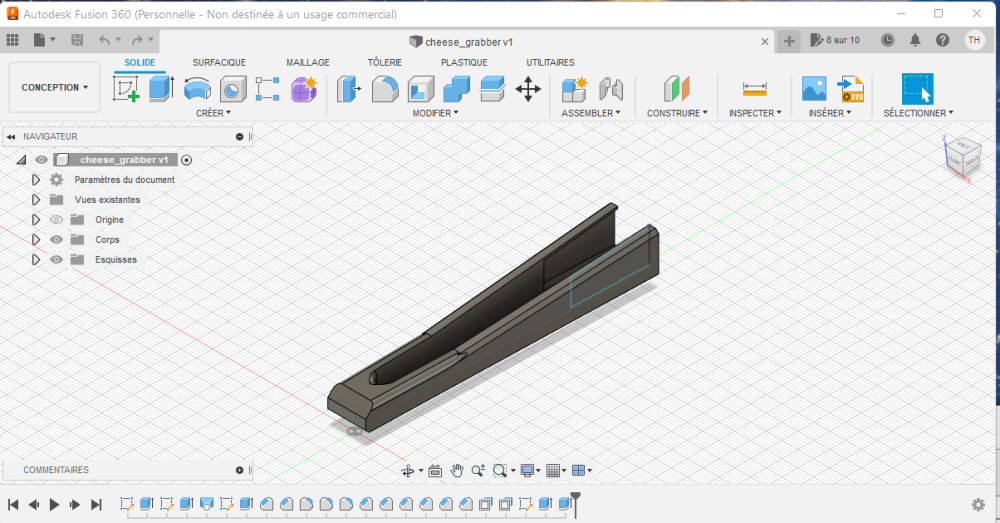
Hello Je voulais vous partager mes premiers modèles fait sur fusion. A la base je n'ai jamais fait de 3d du coup c'est très imparfait, mais je commence à comprendre le principe du logiciel. Dites moi ce que vous en pensez et si vous avez des tips notamment pour faire les chanfrein des multiple trou
 1 point
1 point -
Pour la renomée du français, c'est peut être aussi bien de le nommer dans la langue de Molière et de mettre des tags / descriptions dans les 2 langues1 point
-
merci jcjames_13009 maintenant que je sais où chercher, je vais lire le gcode encore merci de la réponse Cdtl1 point
-
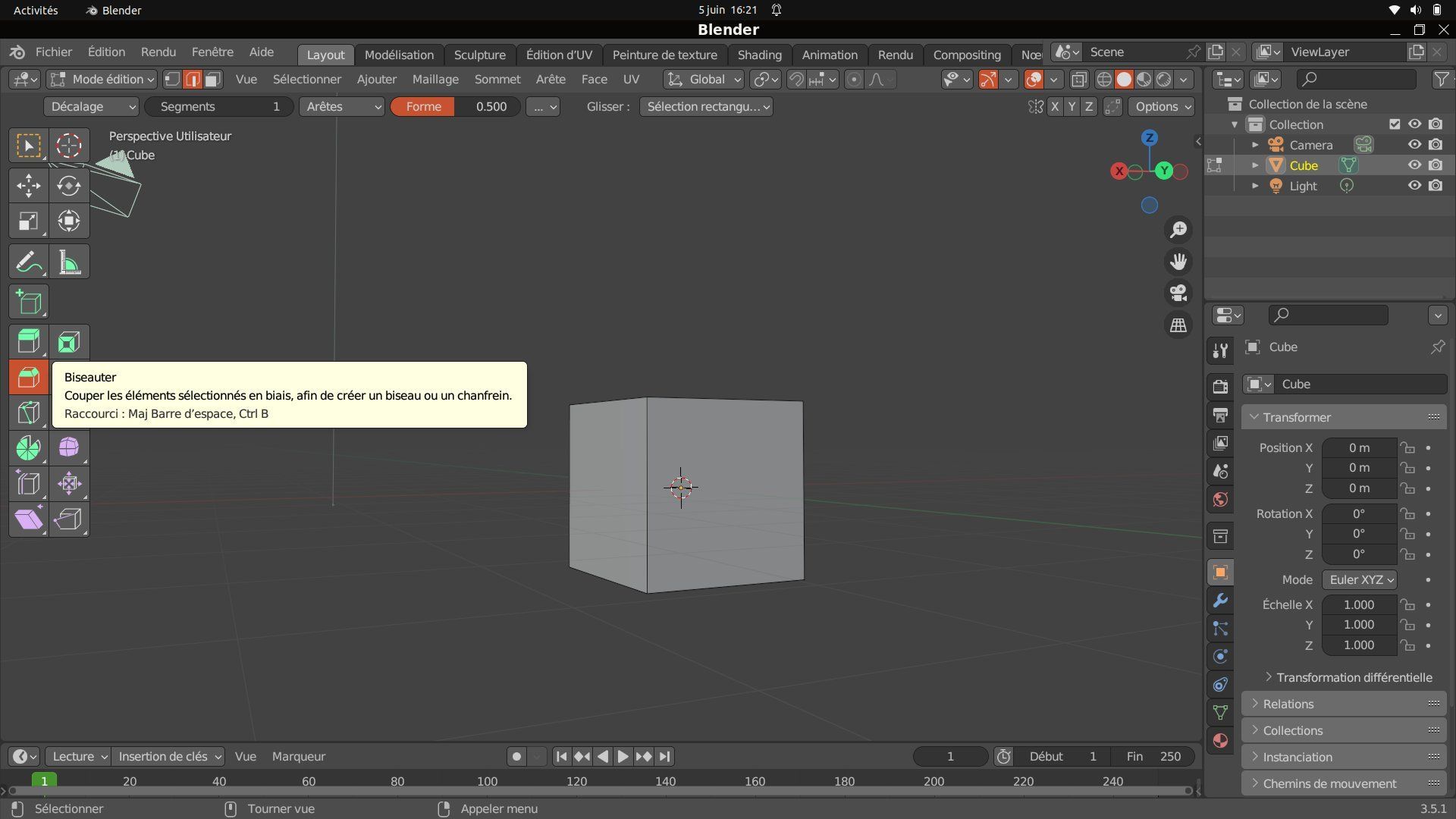
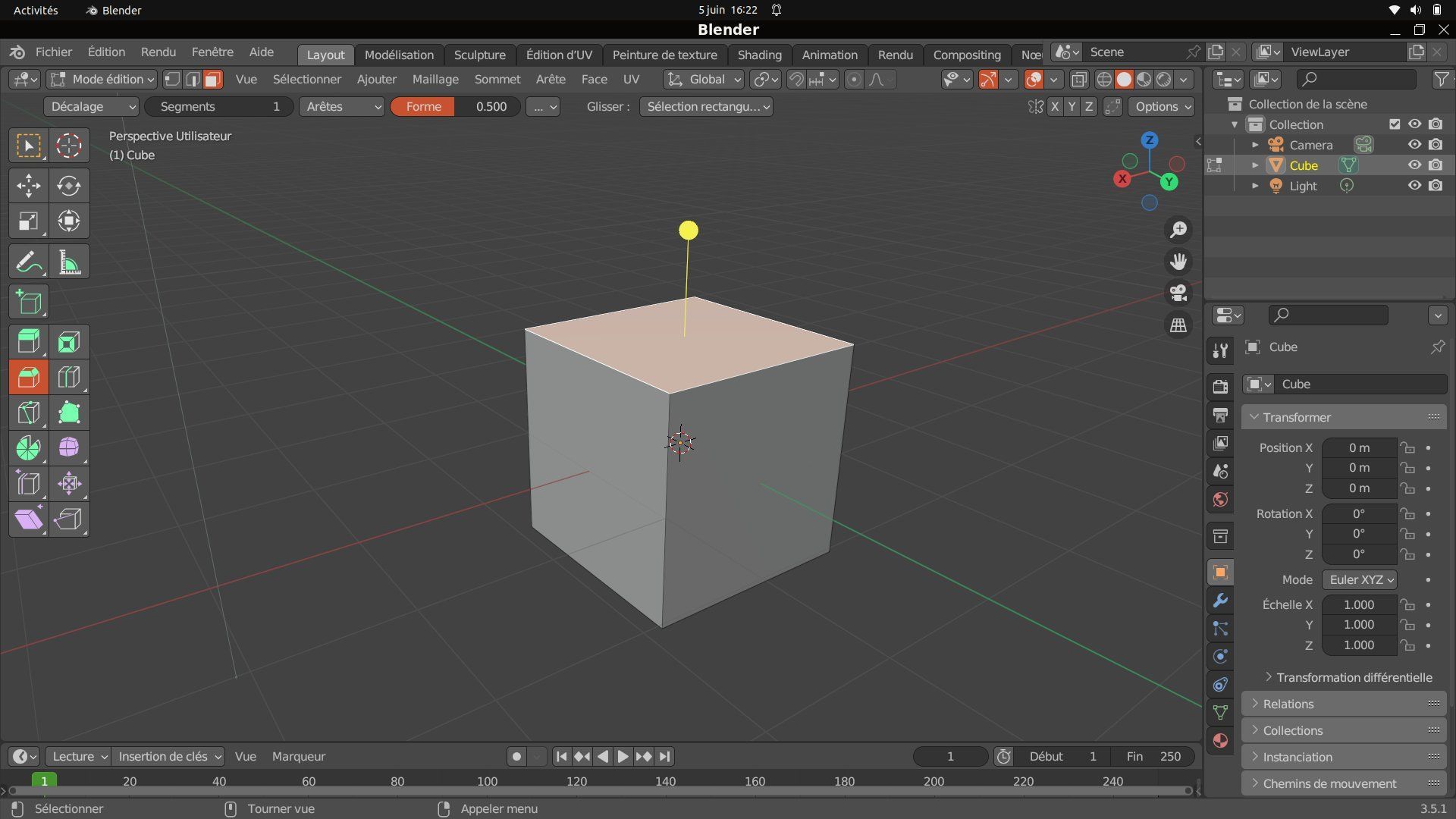
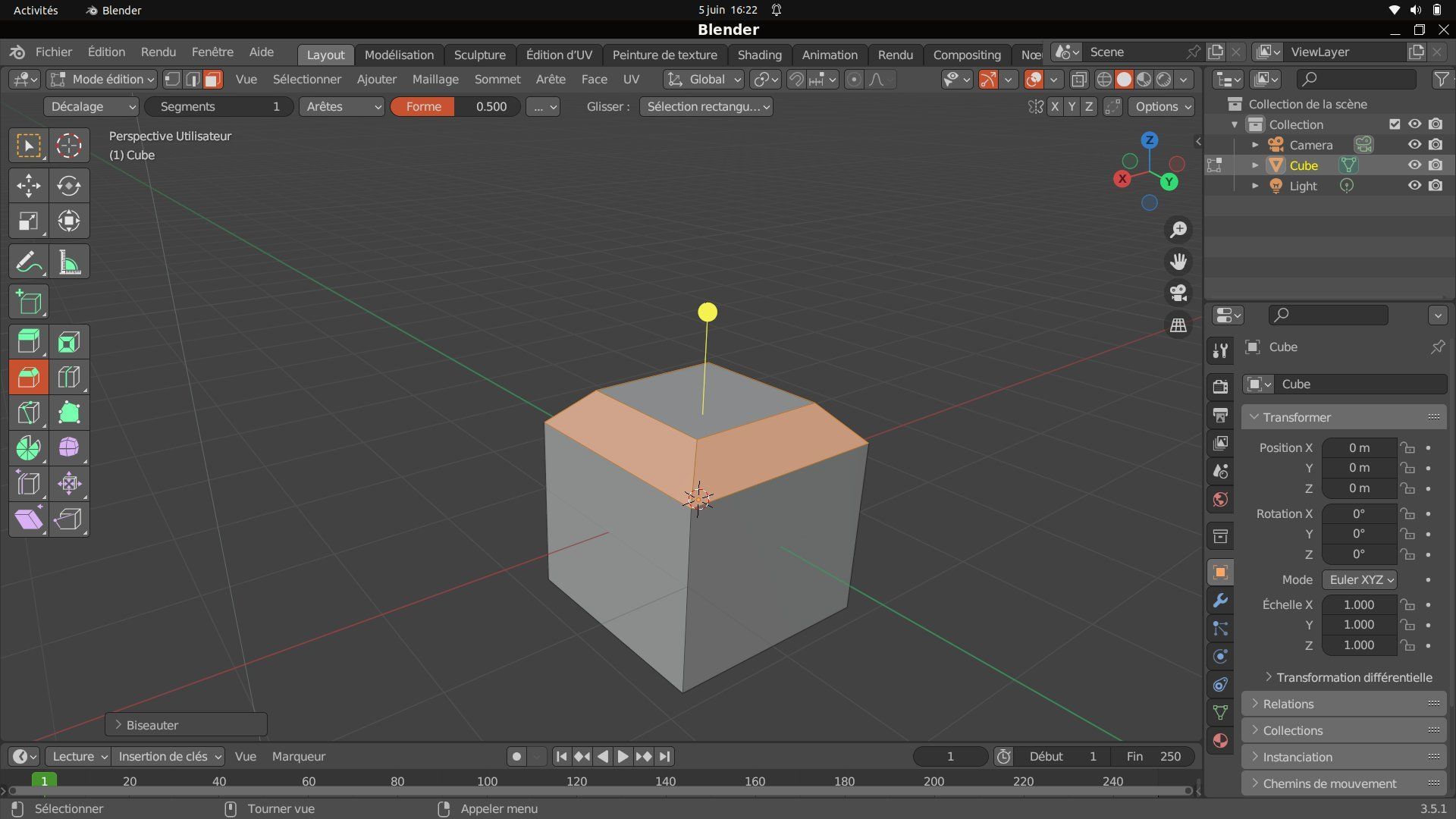
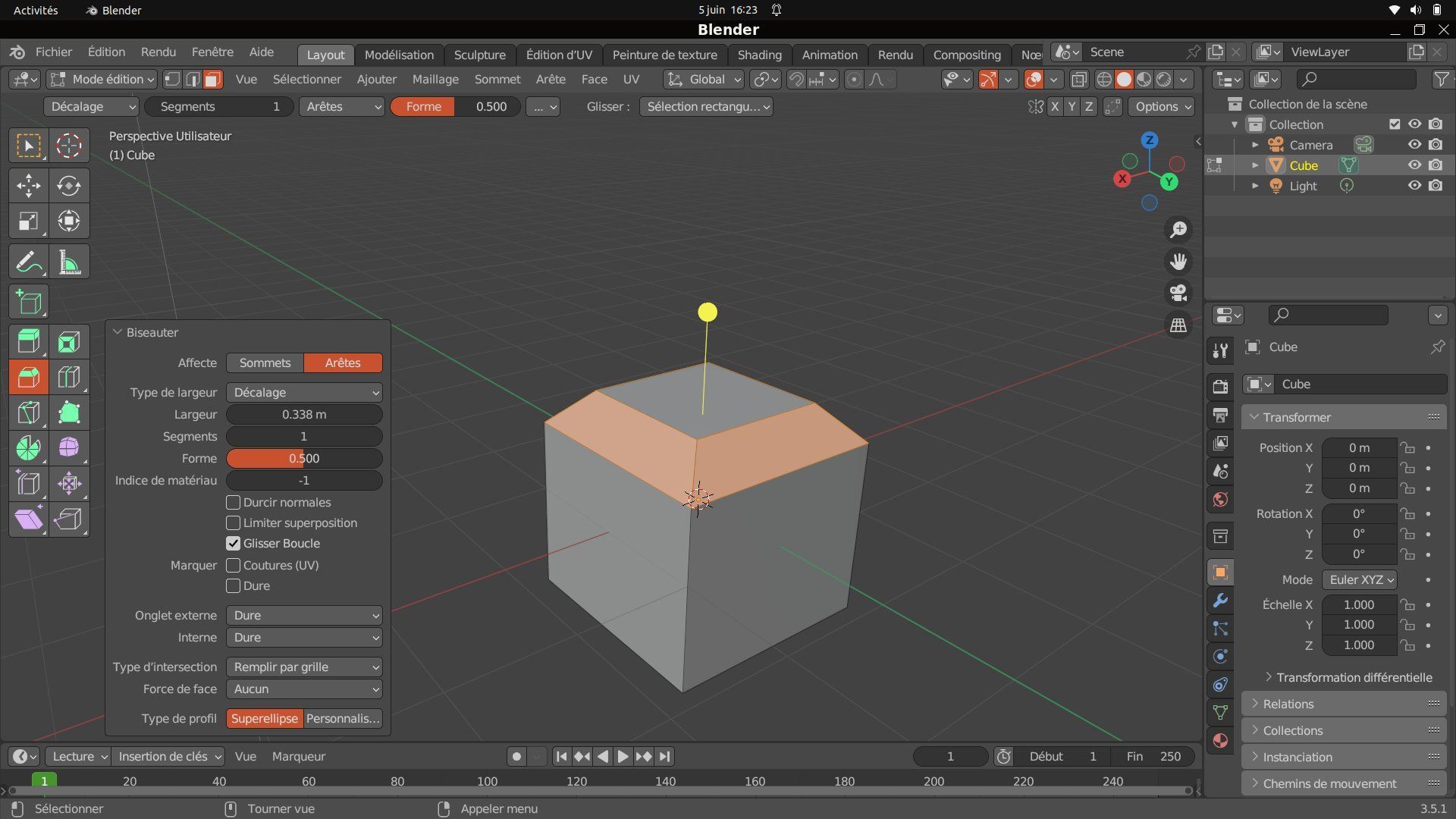
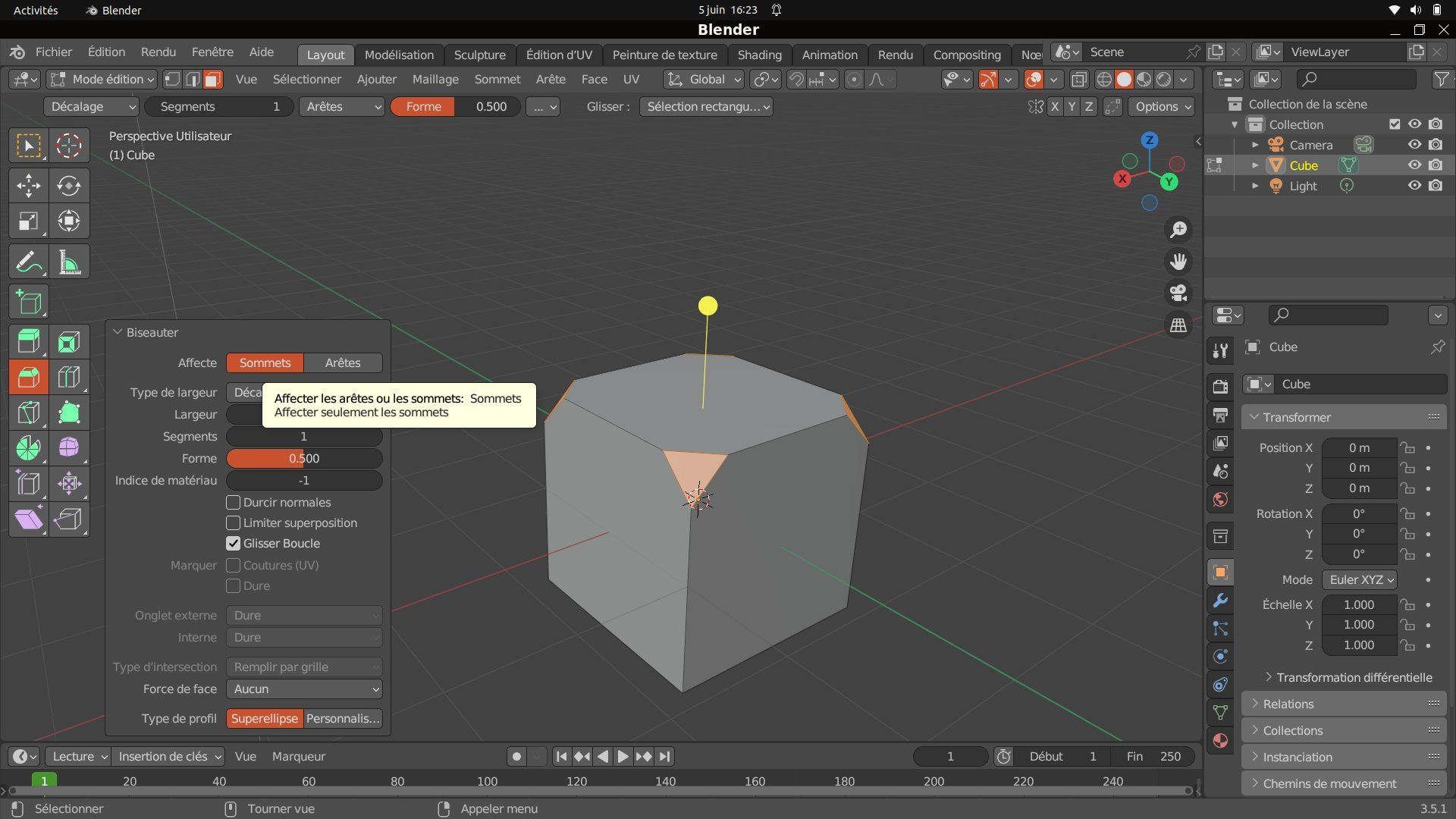
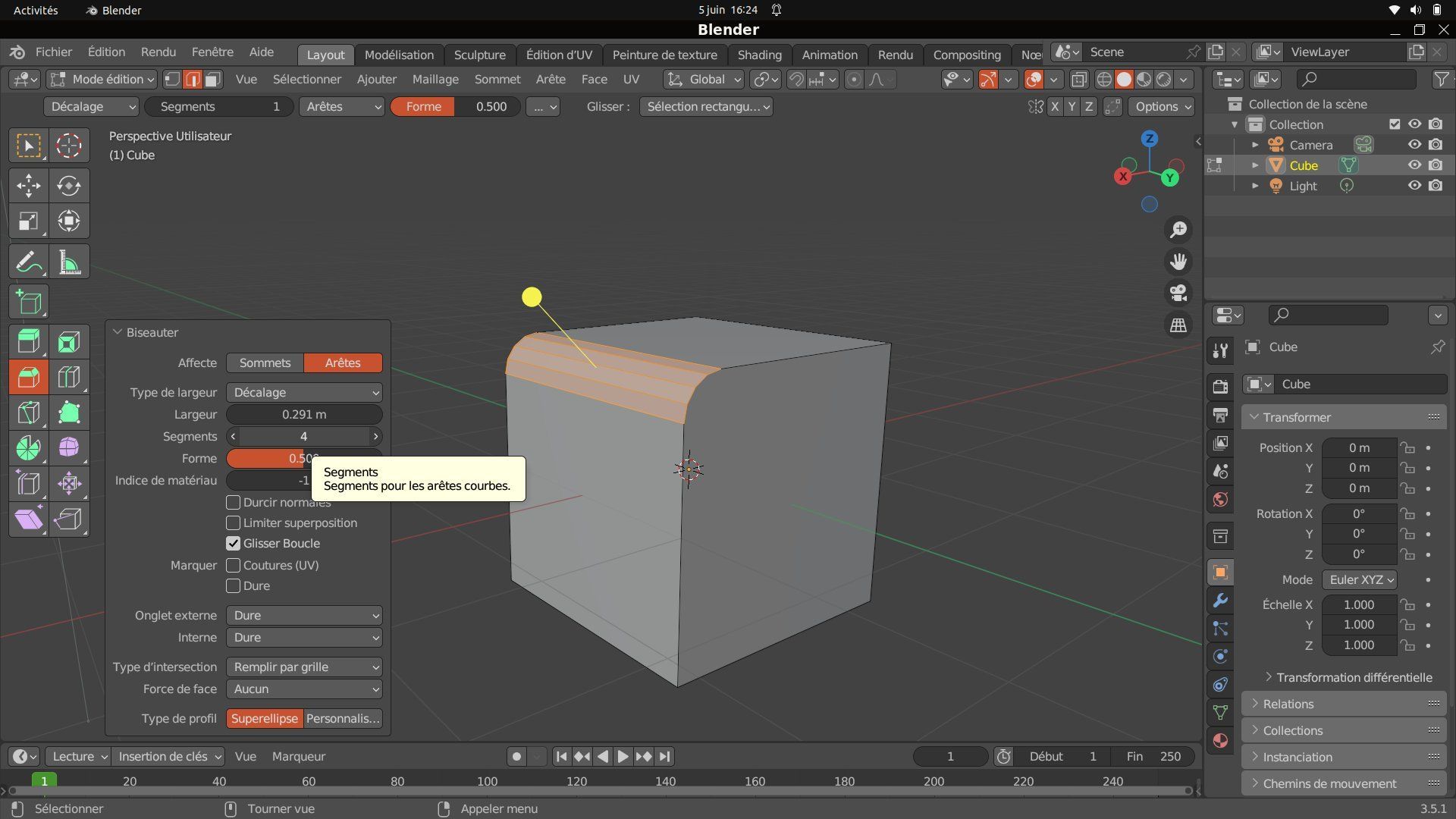
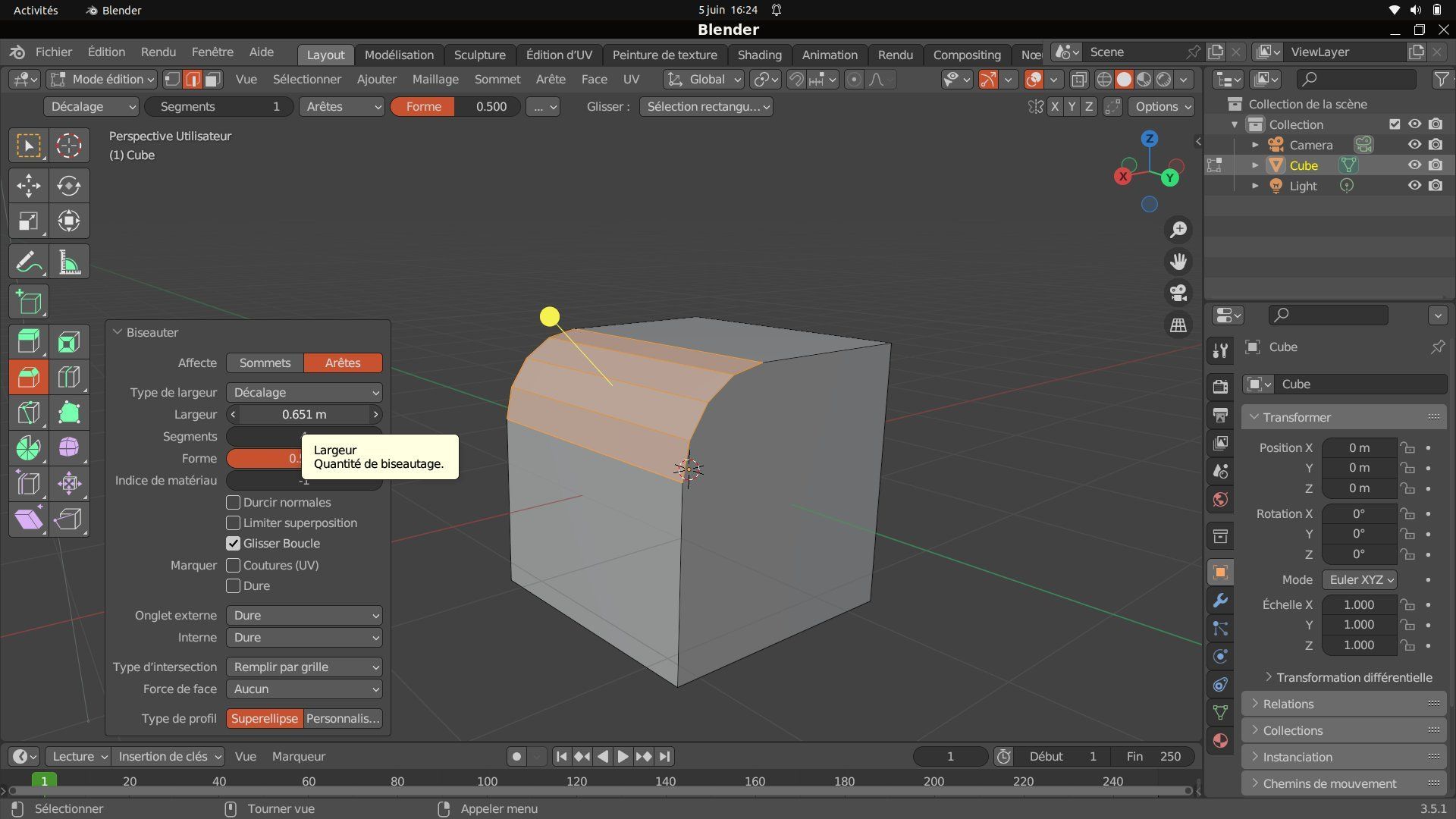
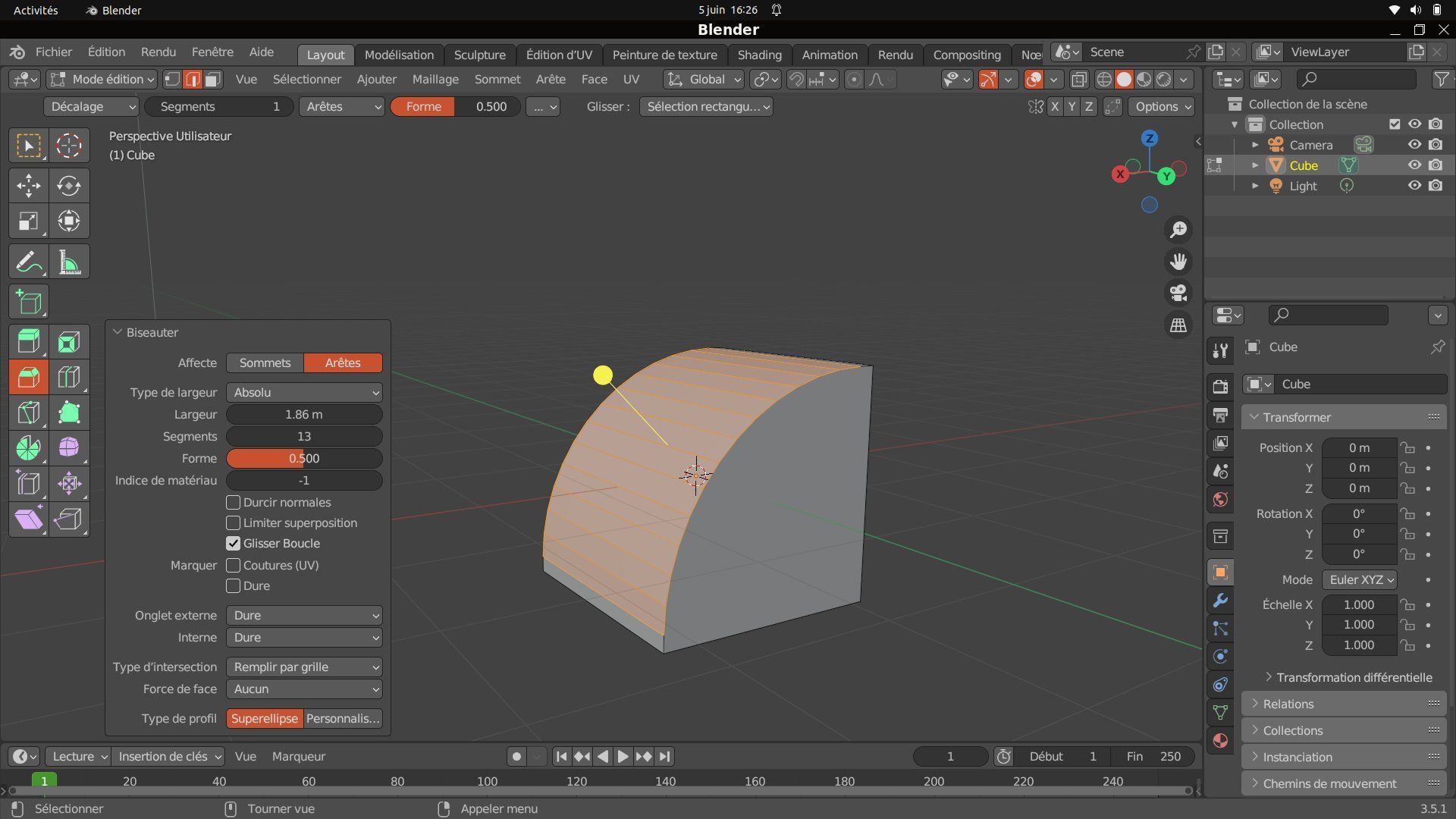
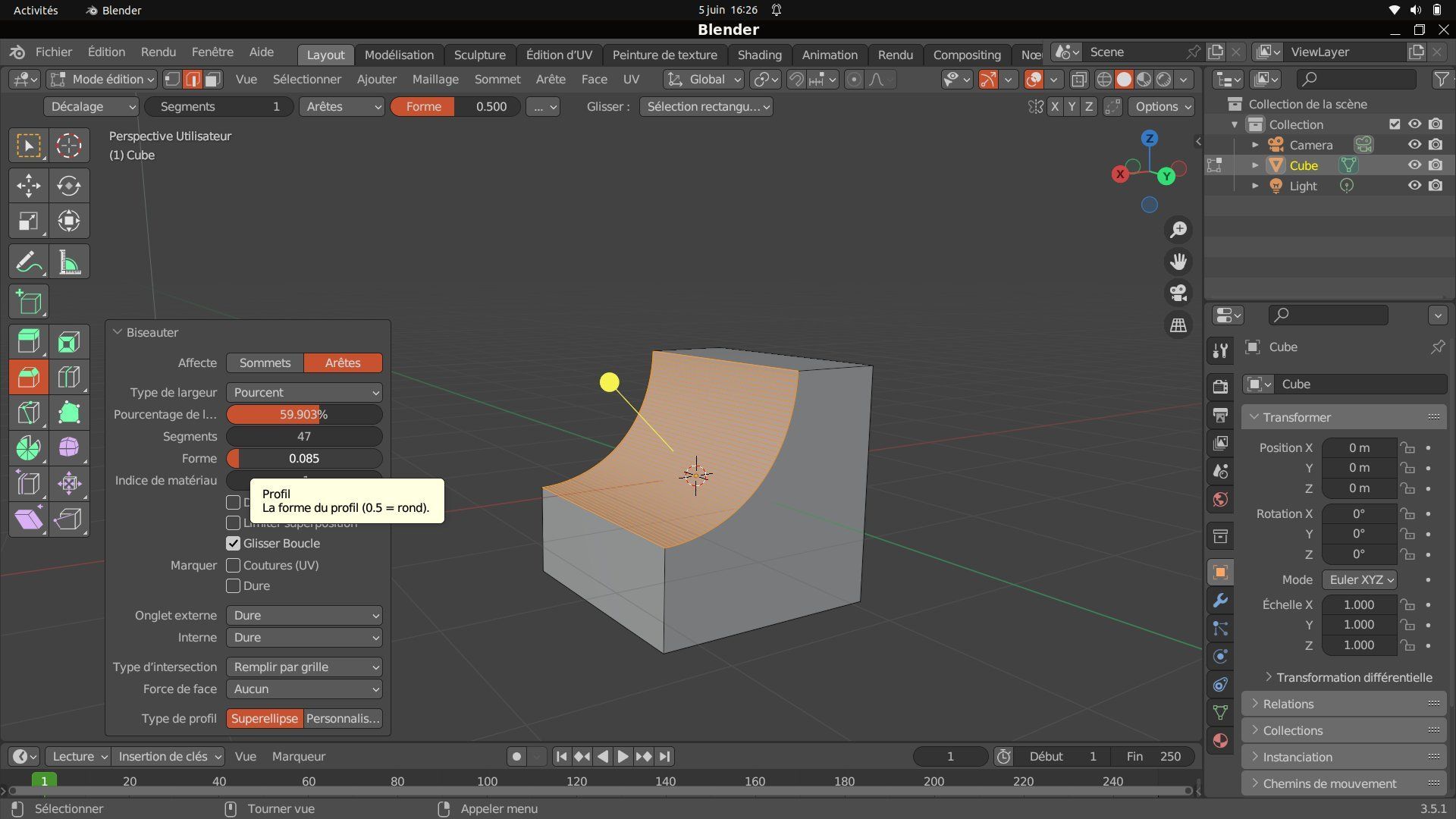
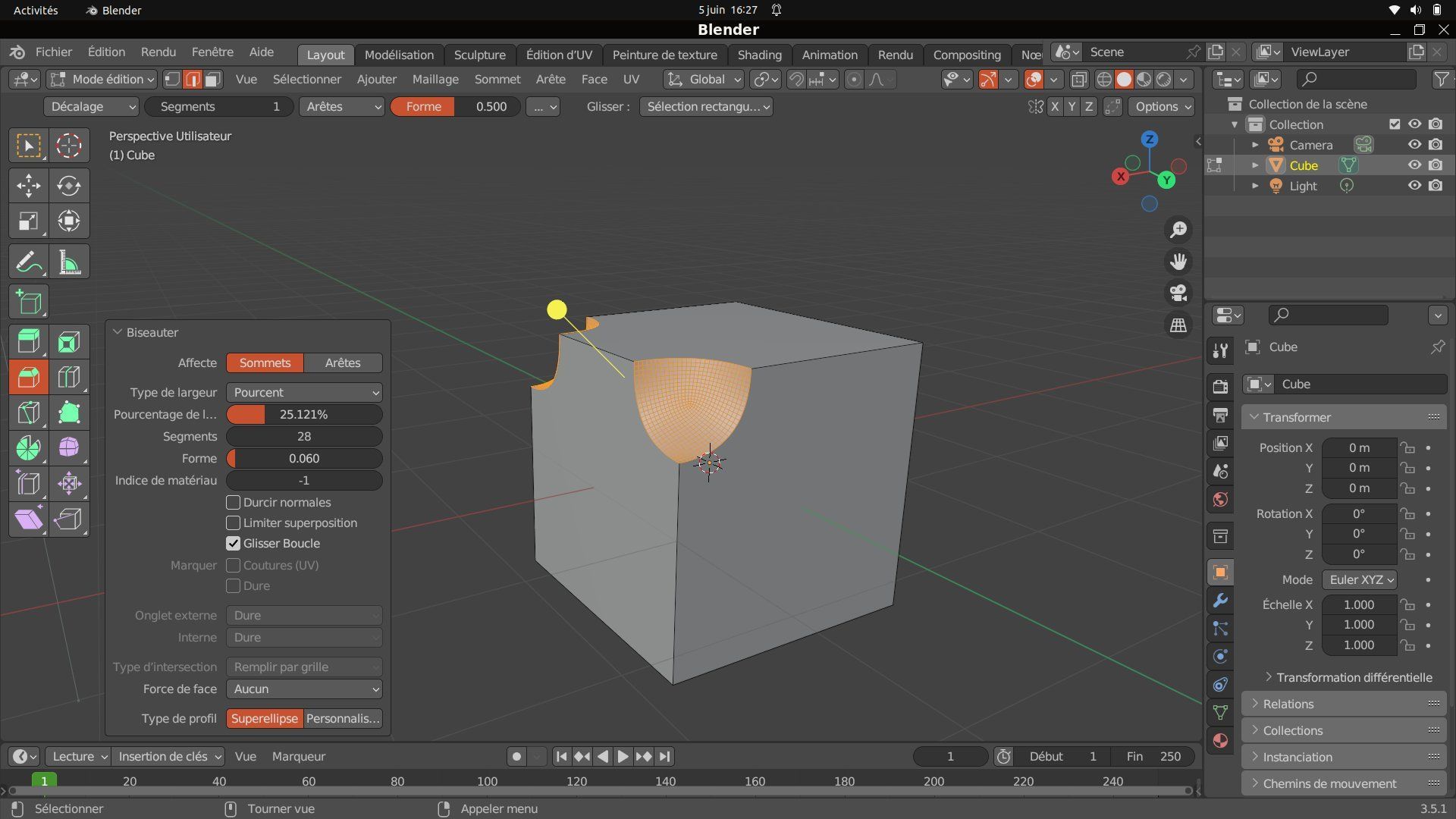
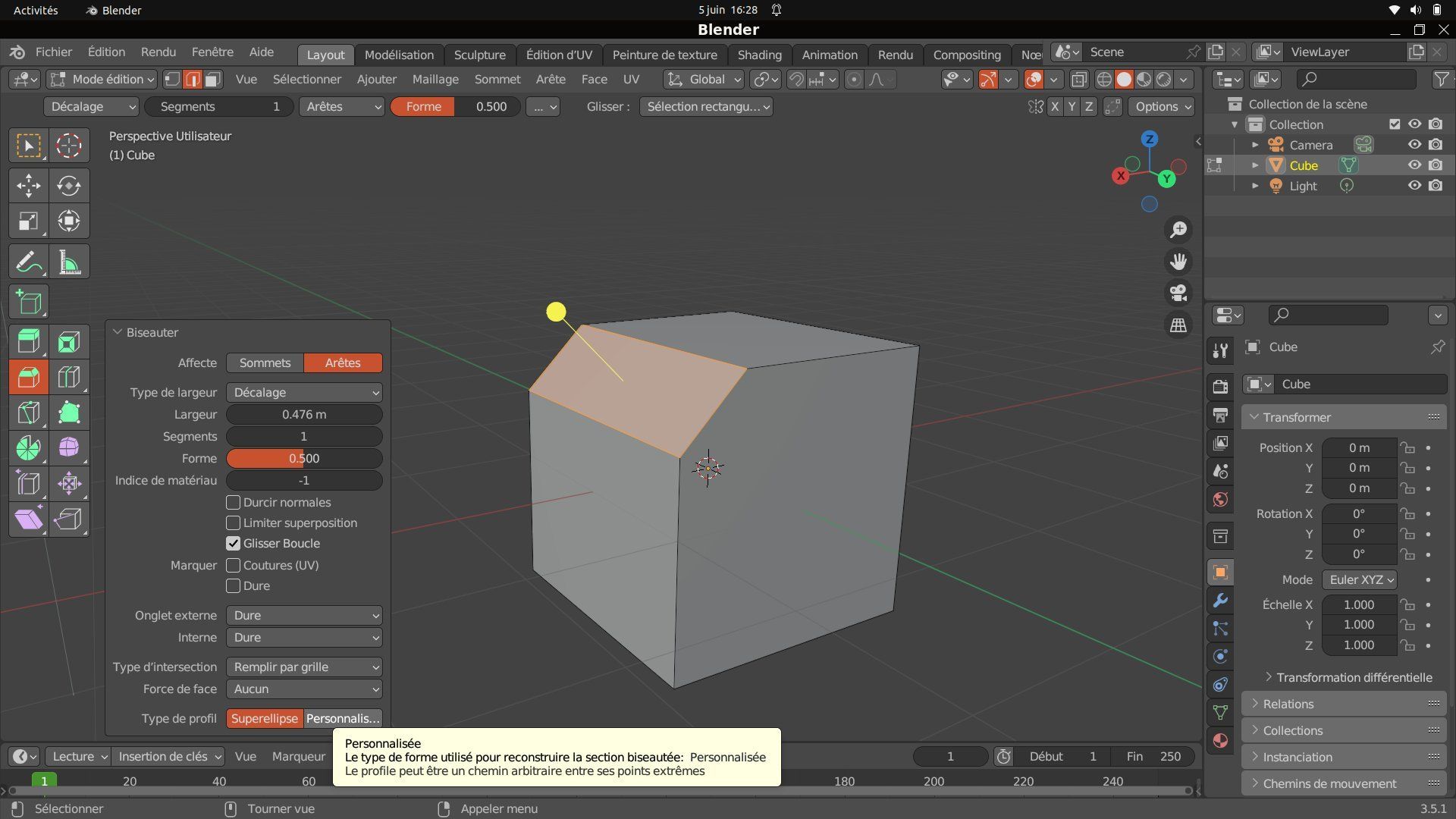
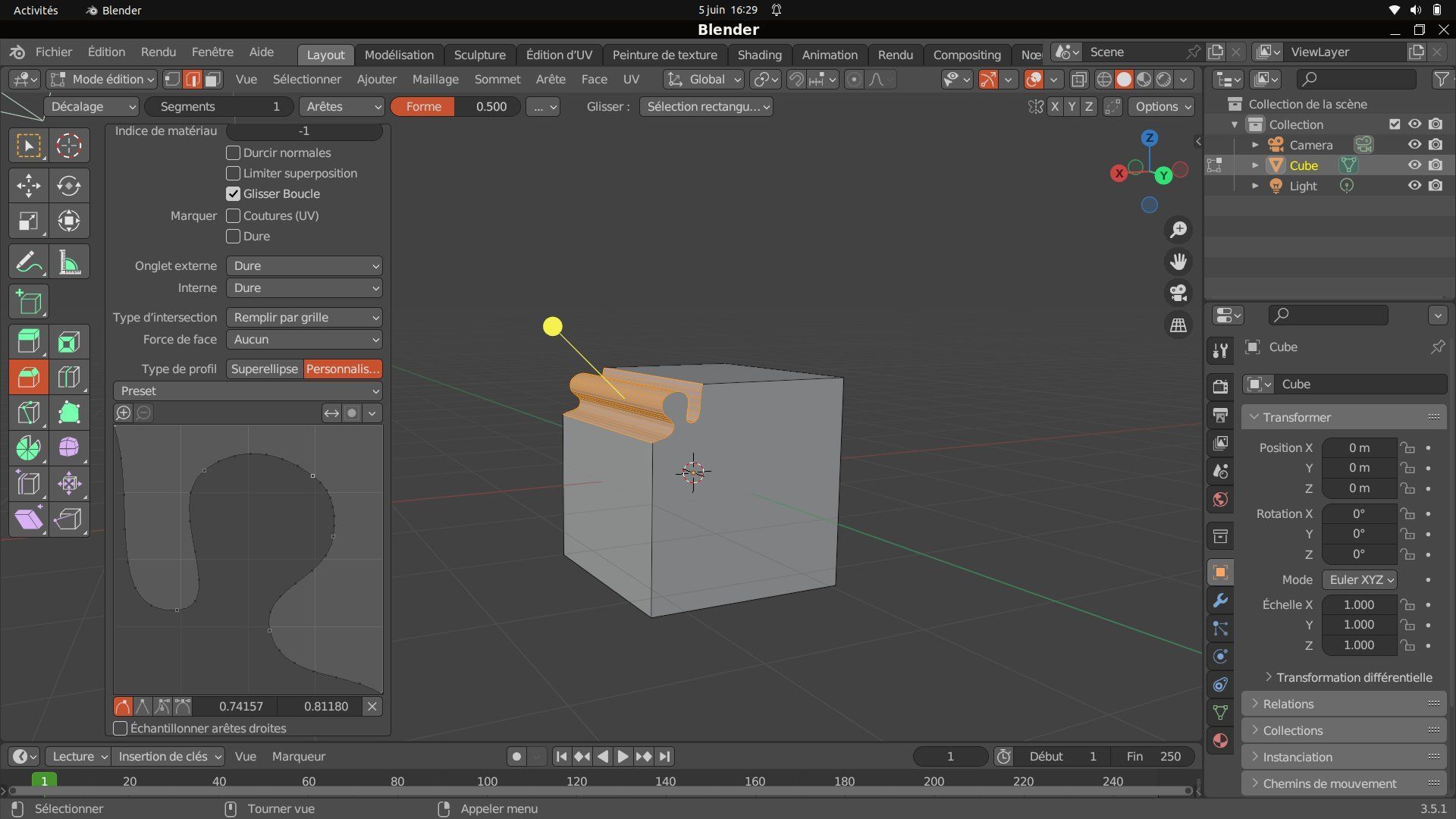
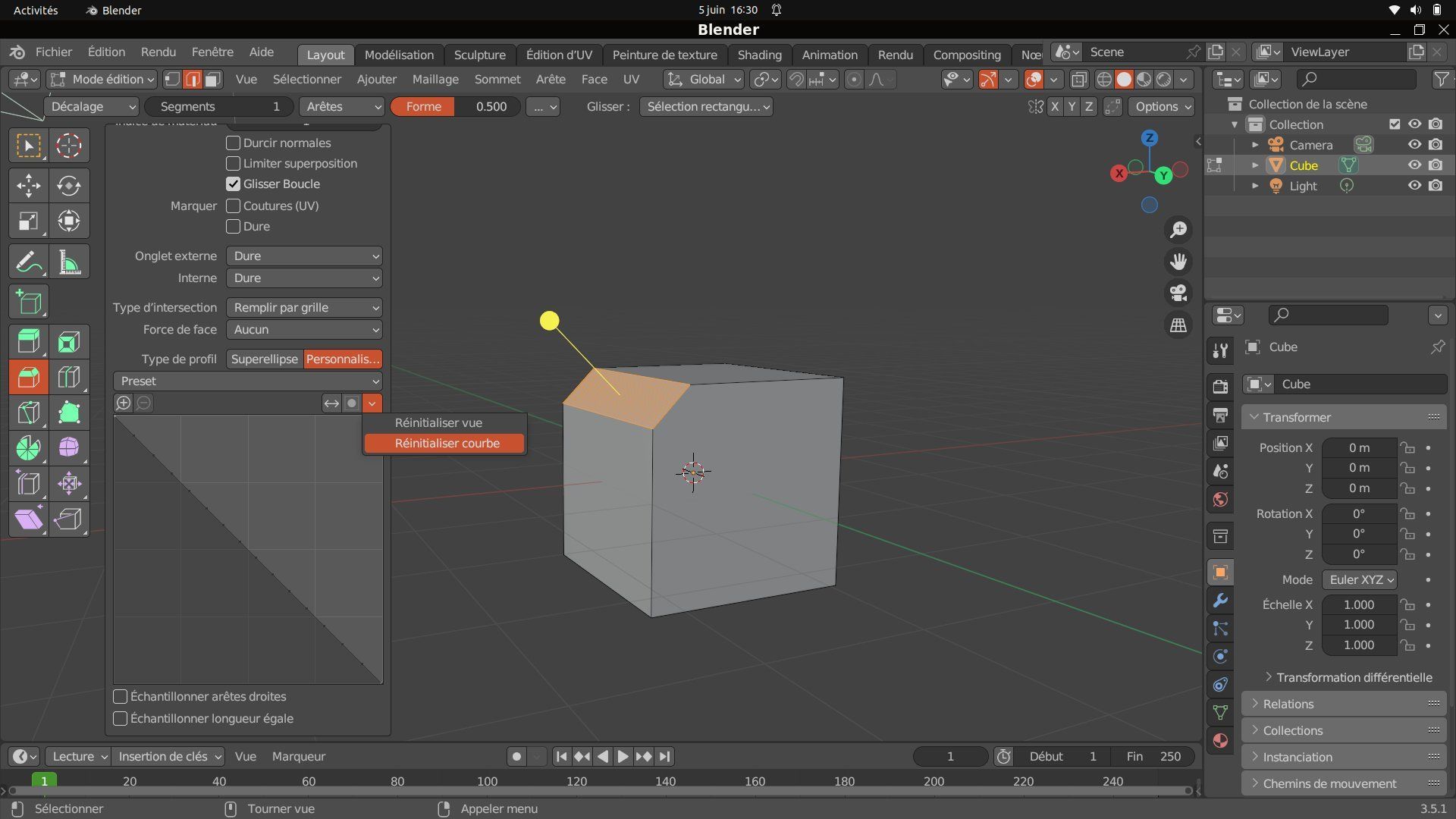
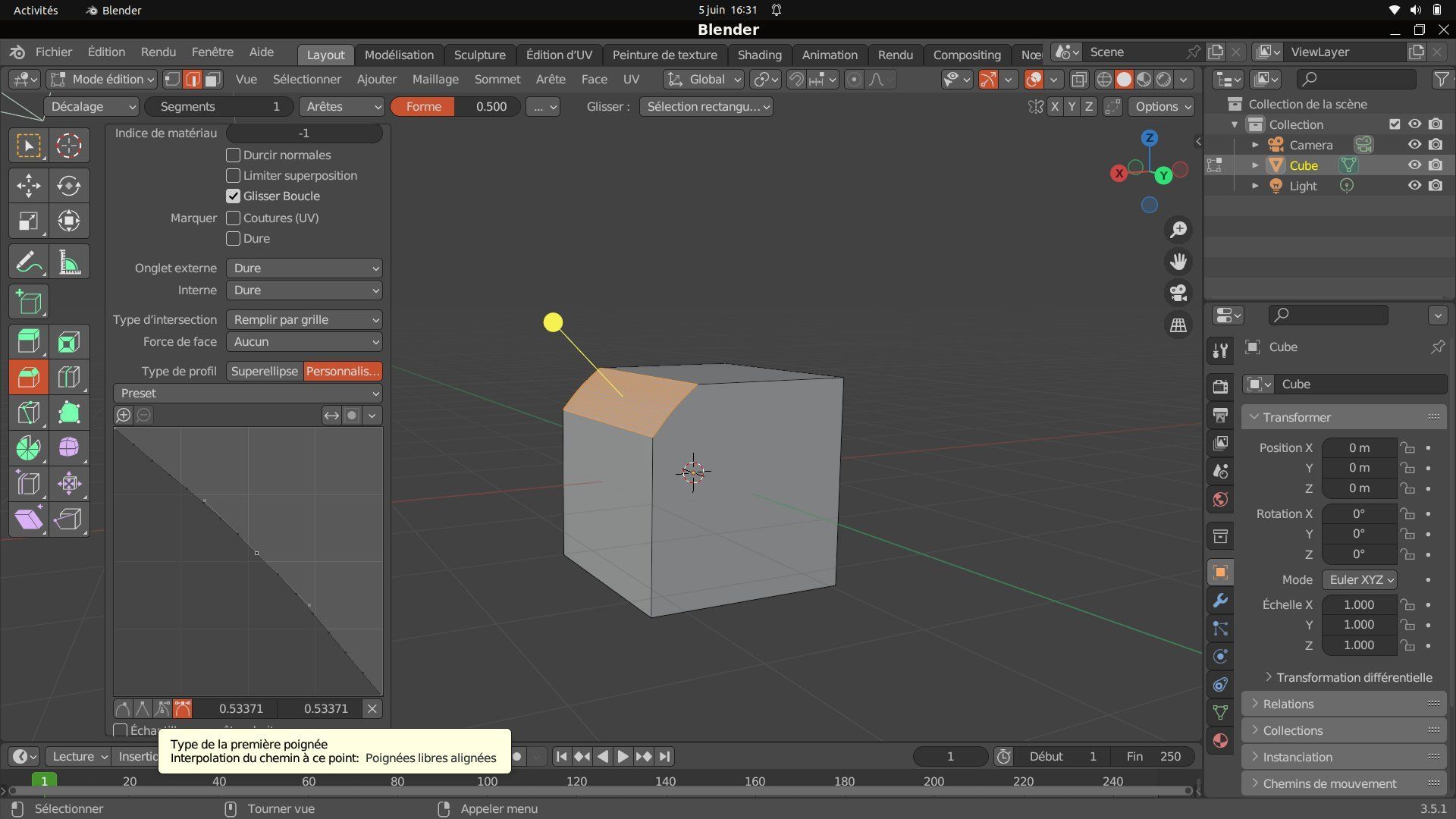
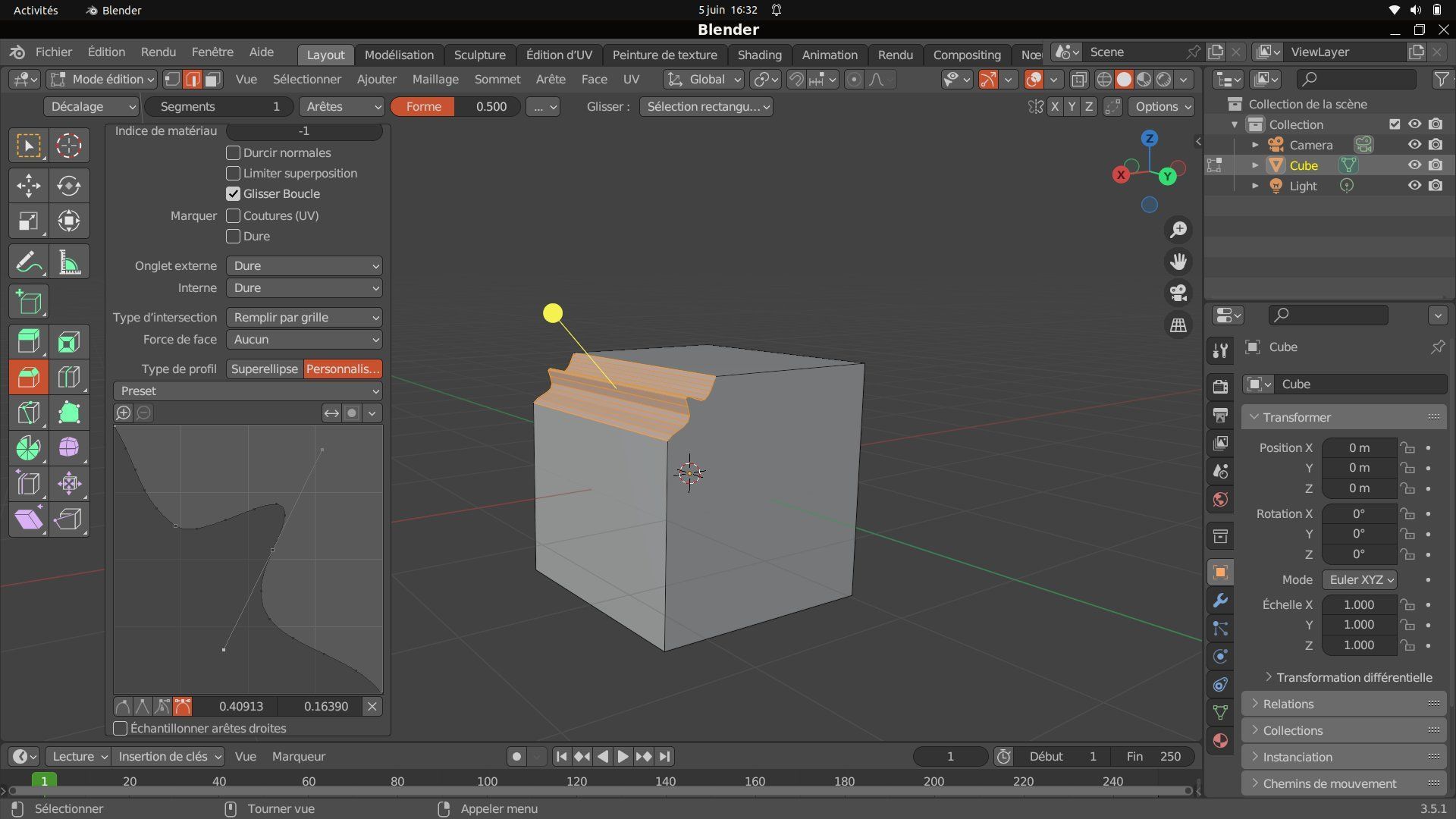
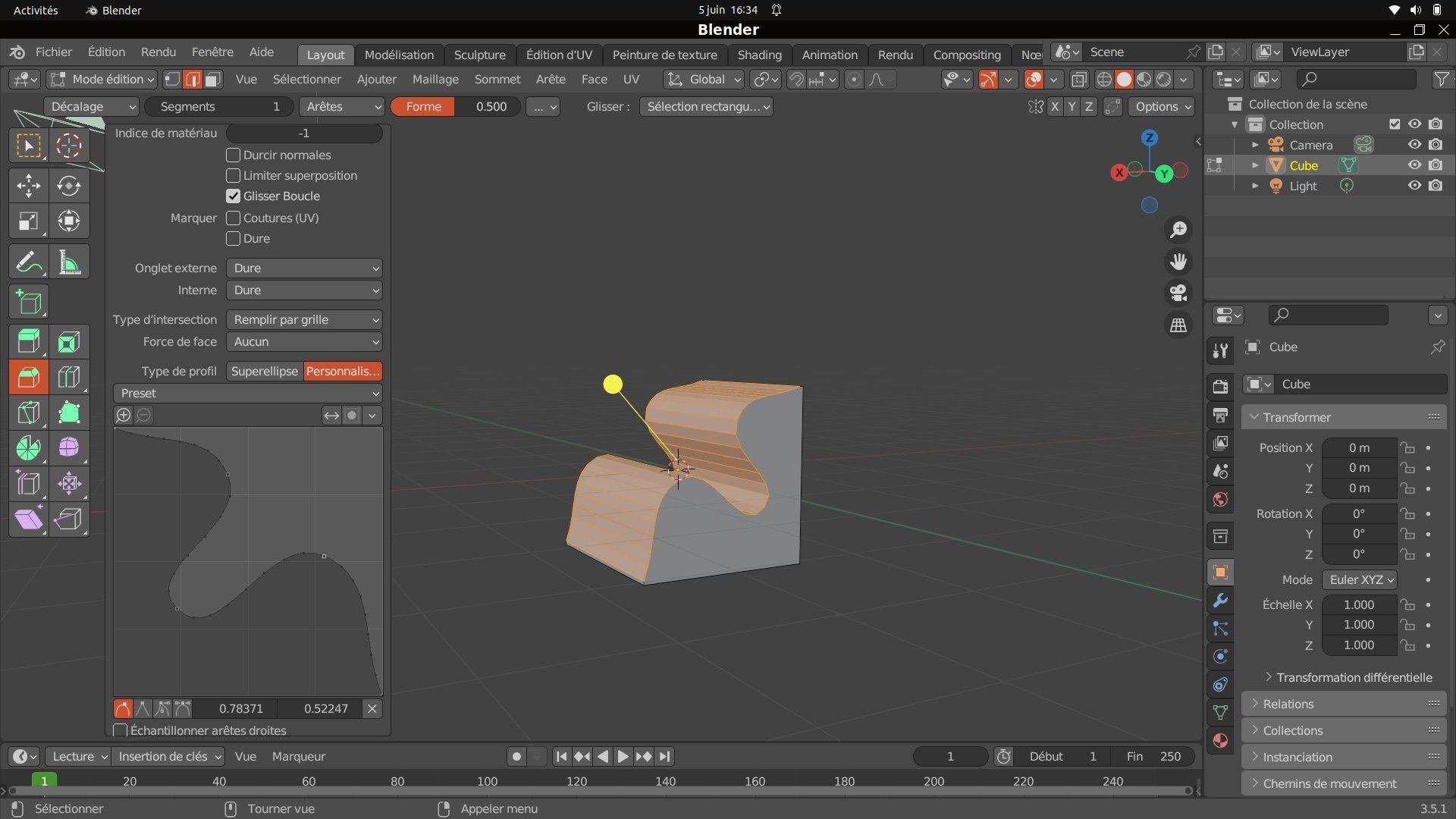
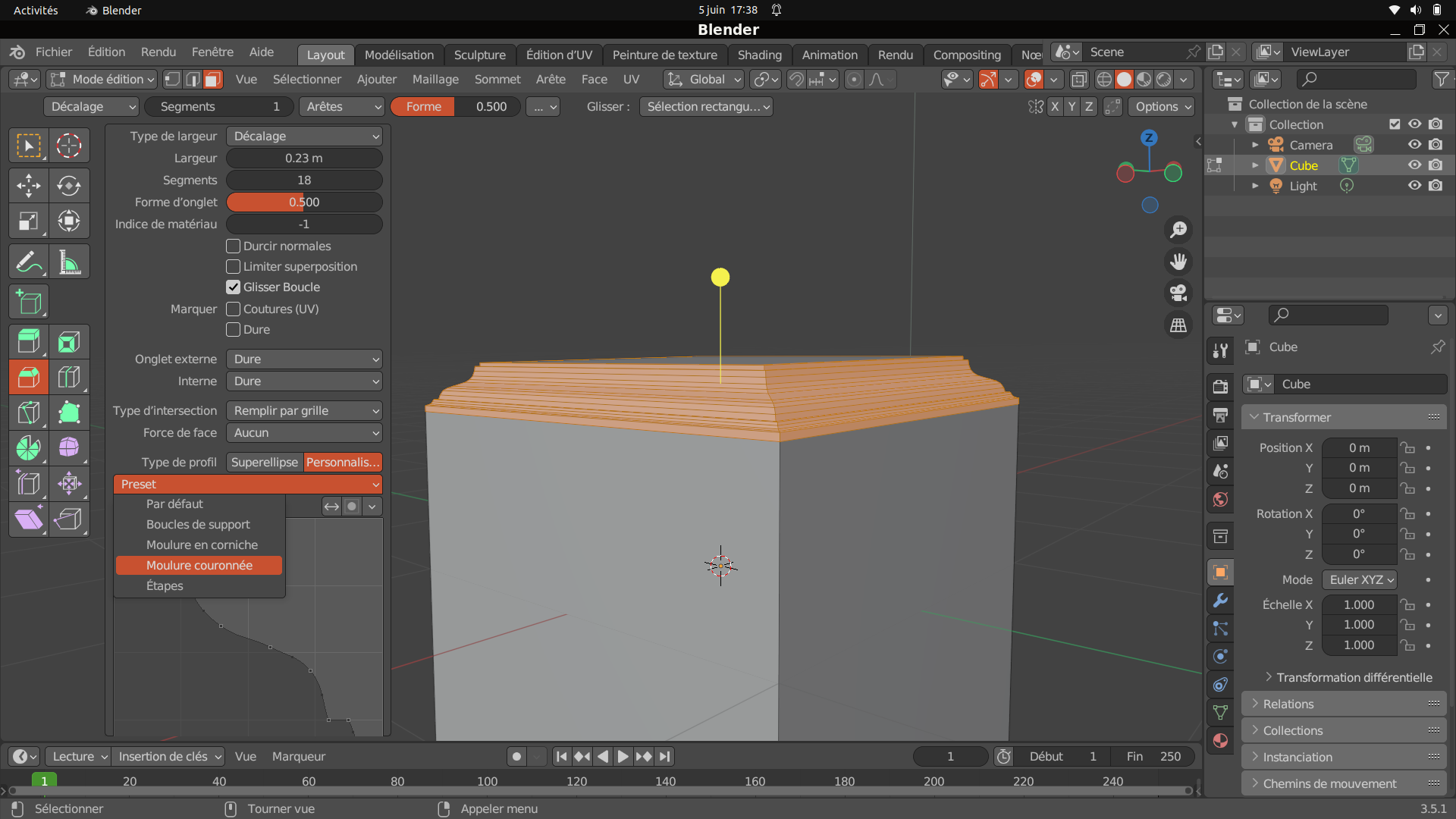
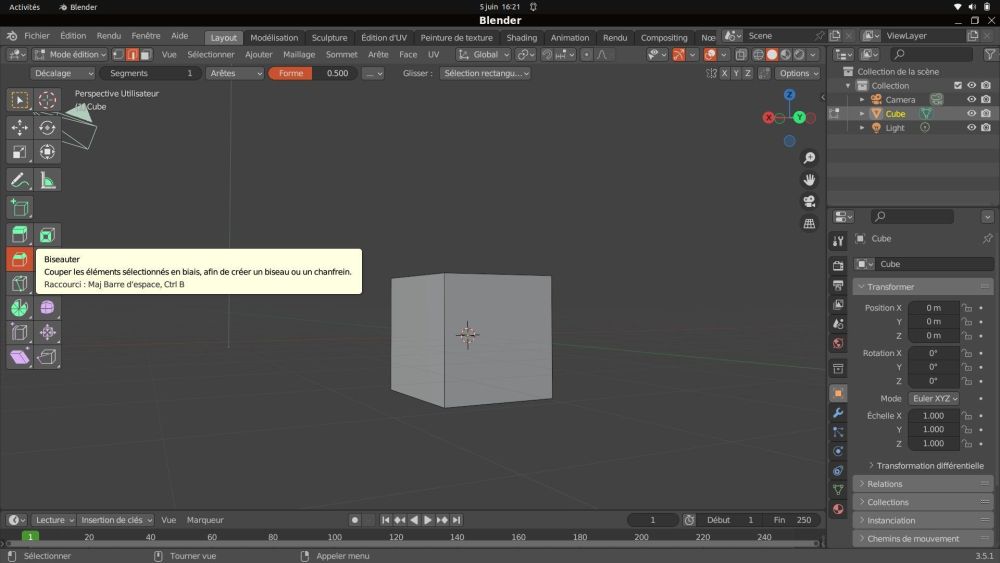
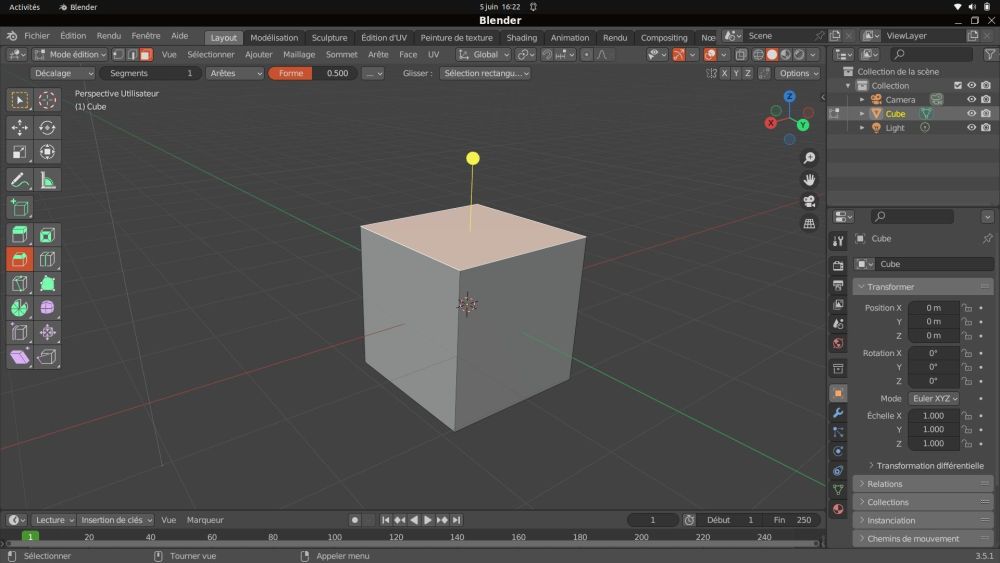
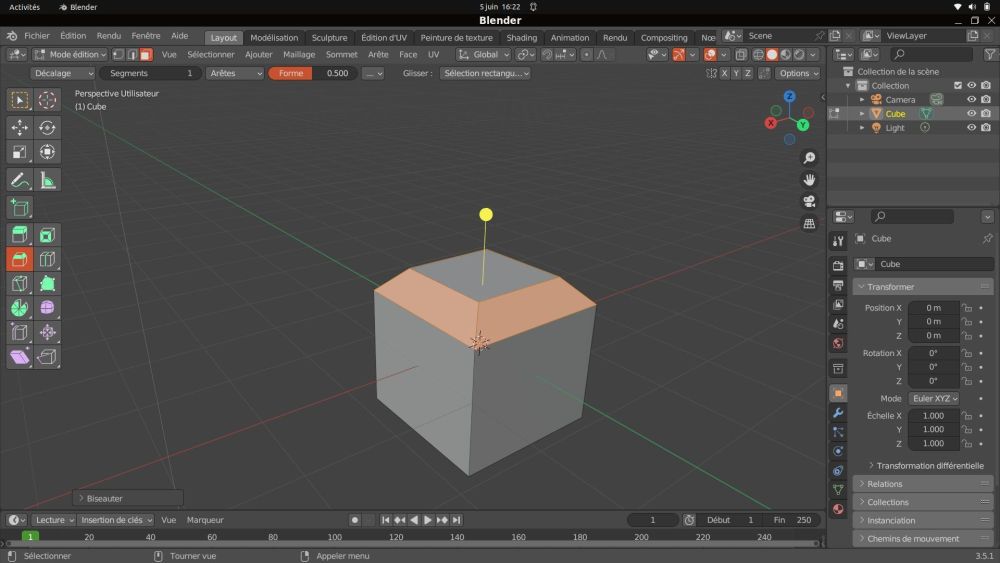
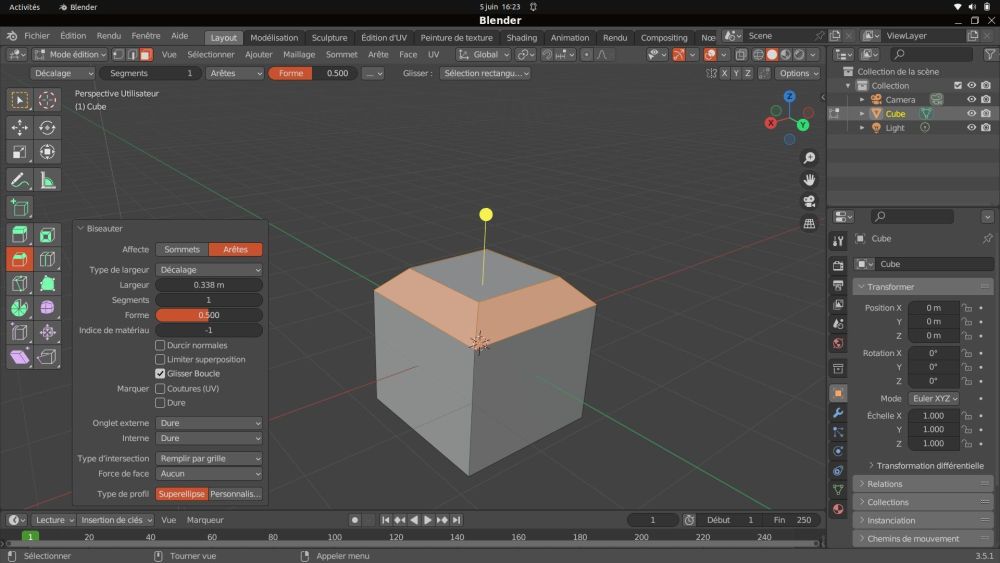
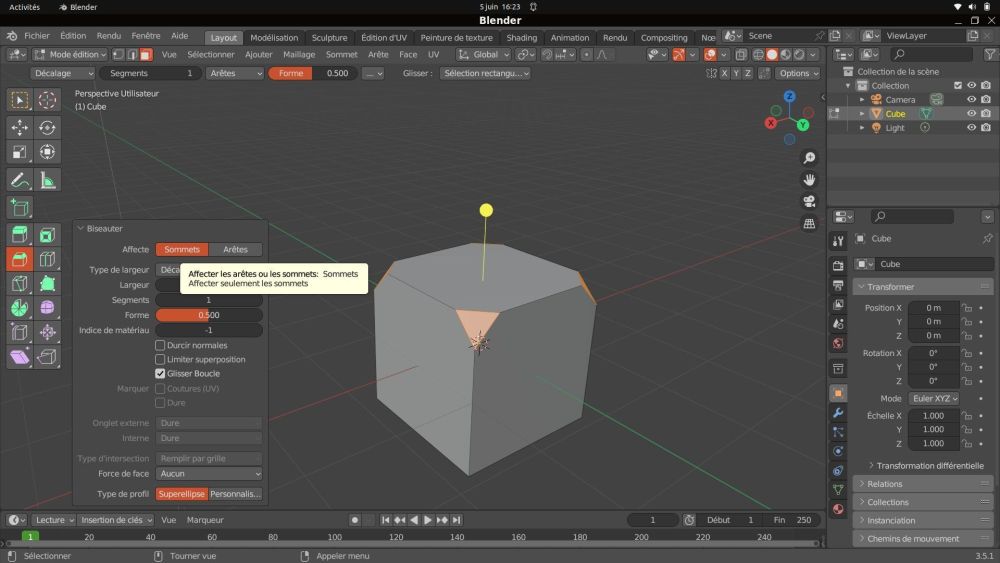
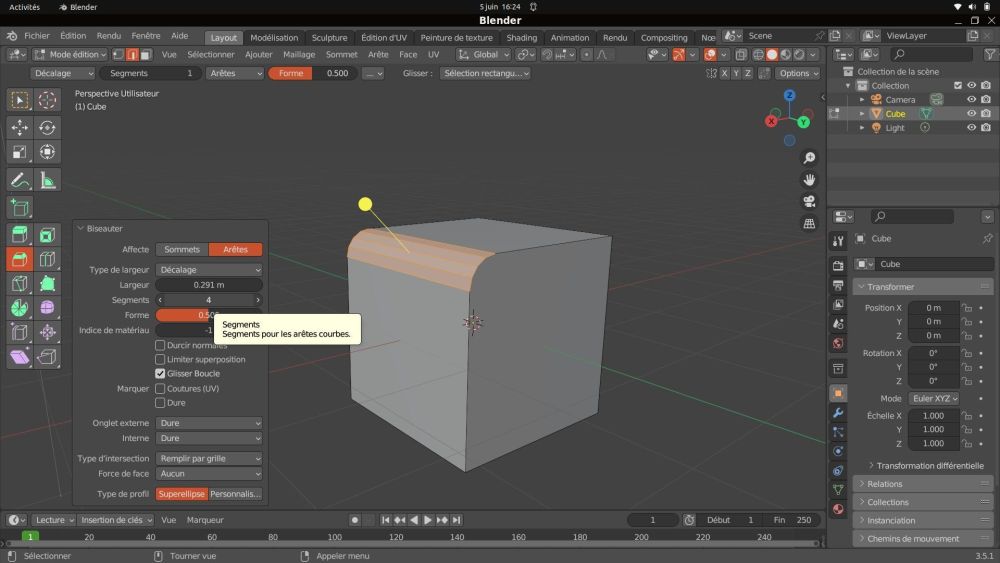
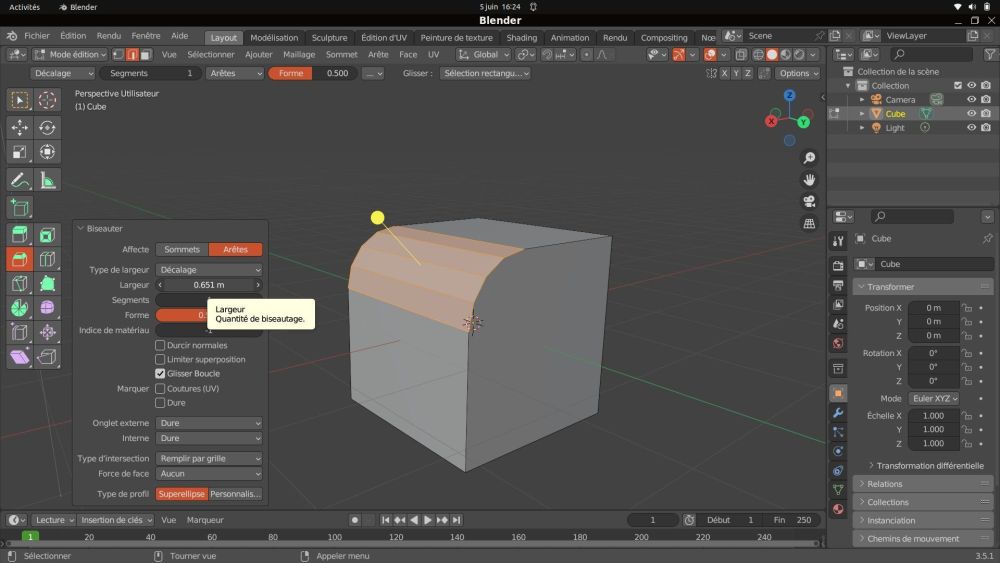
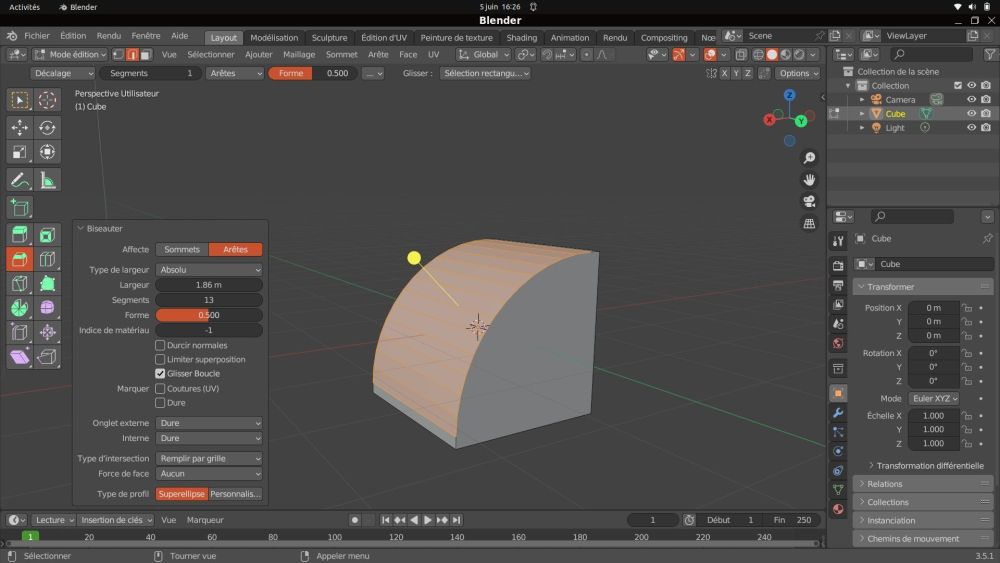
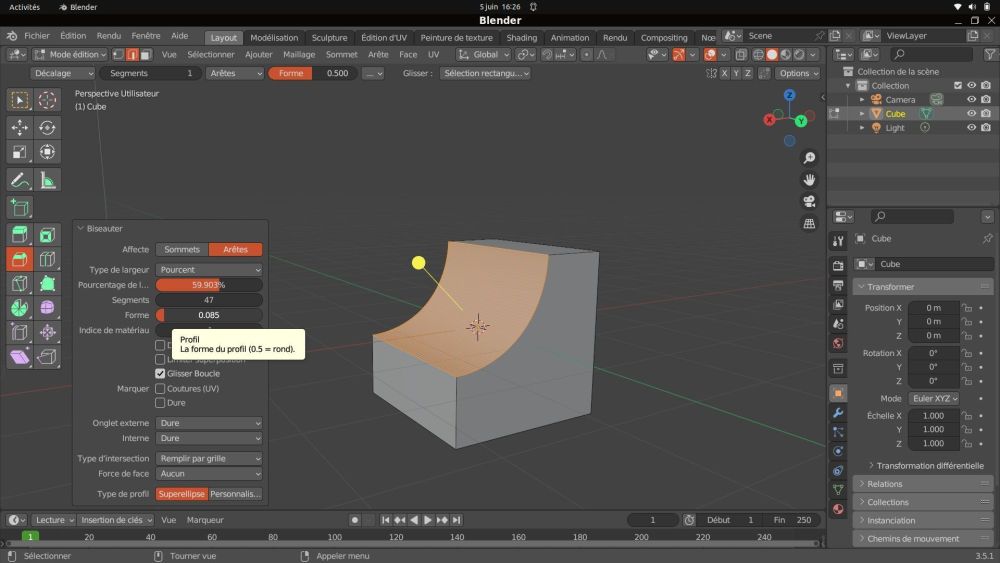
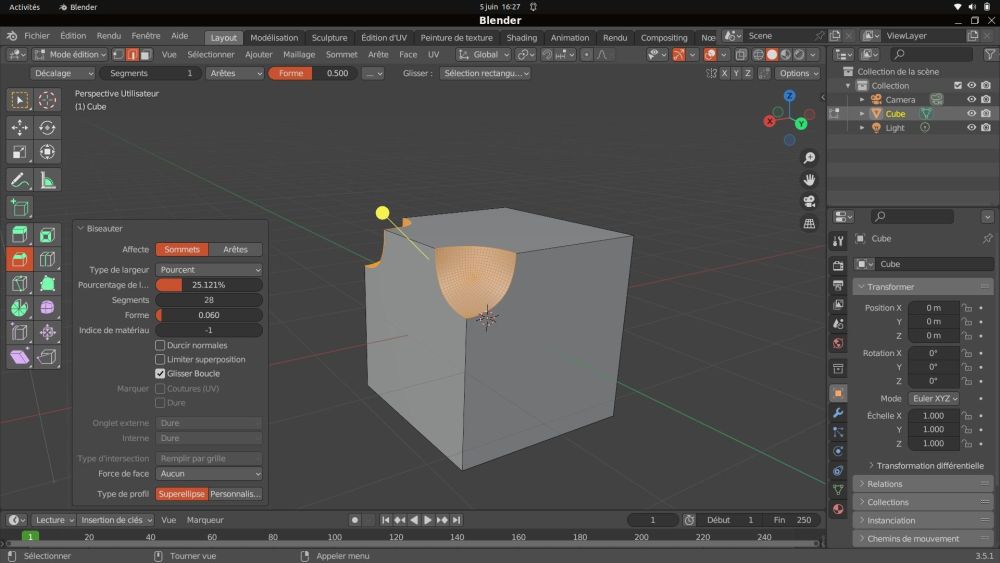
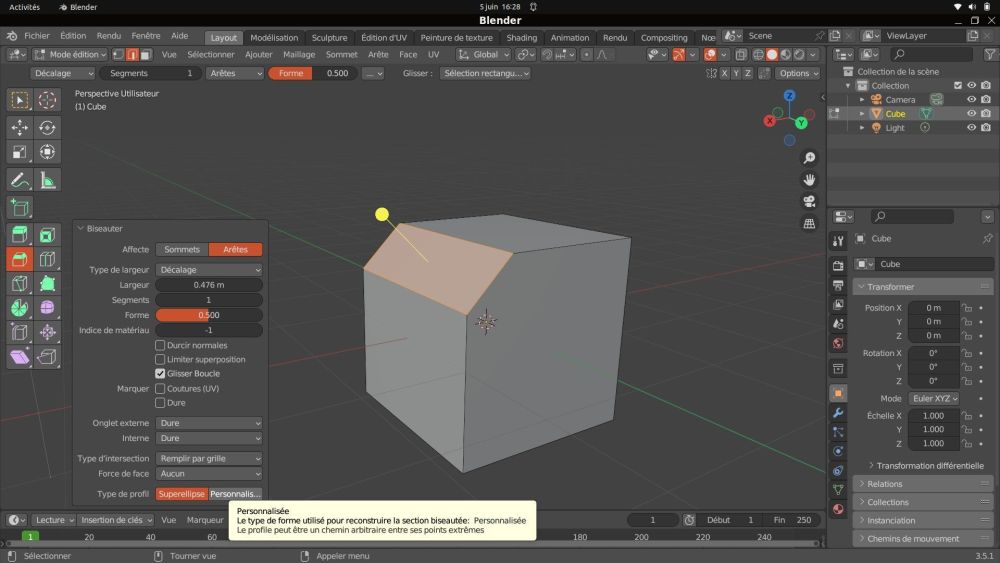
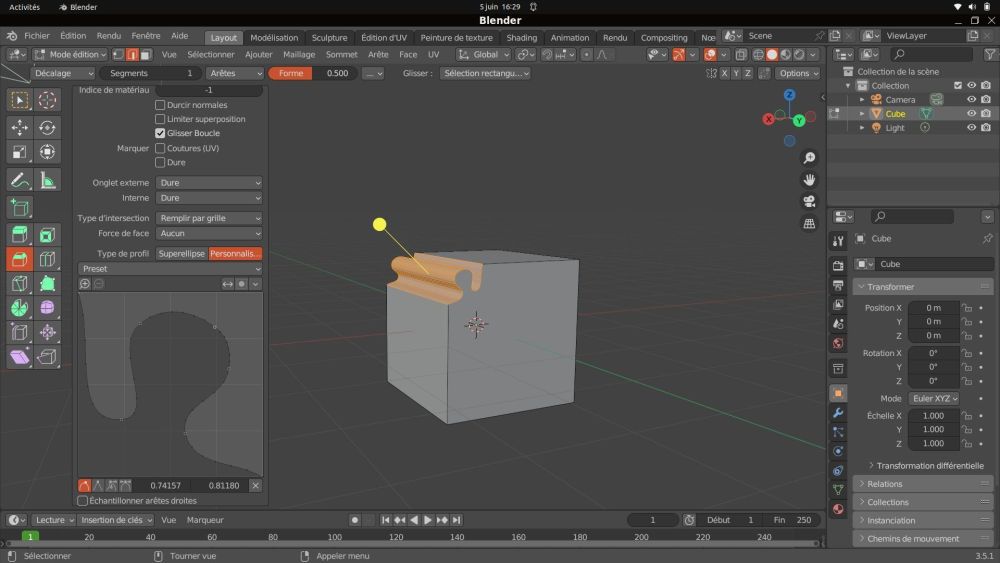
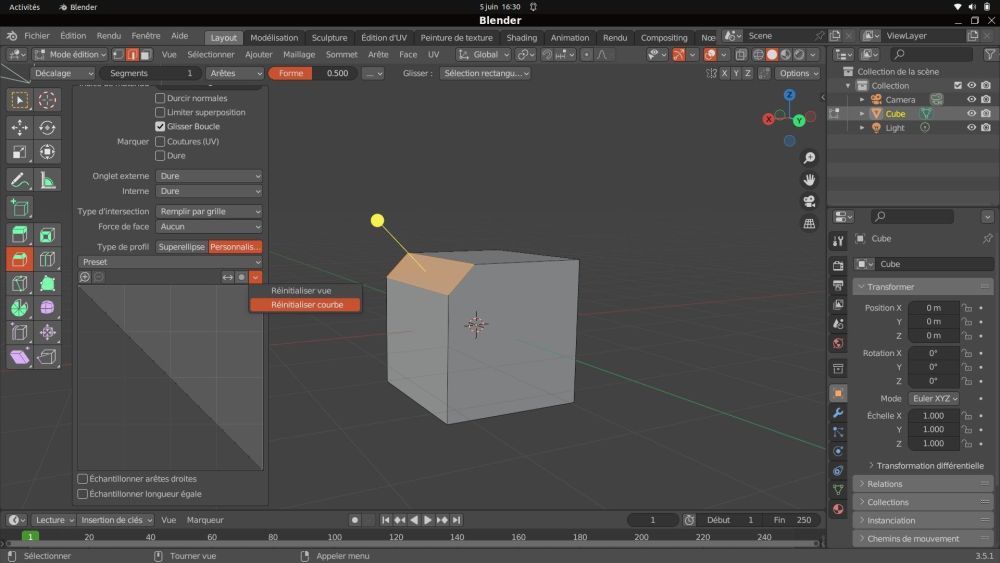
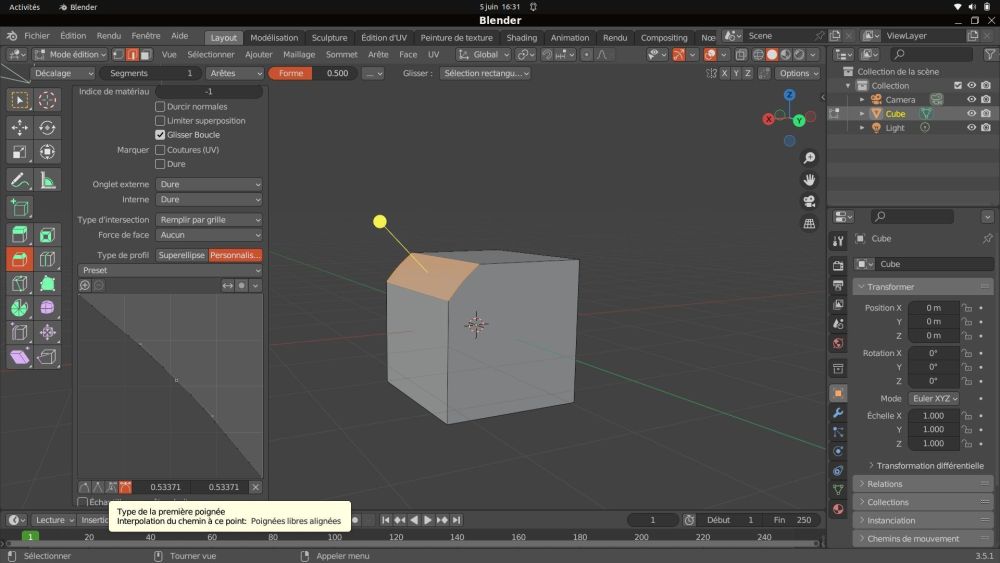
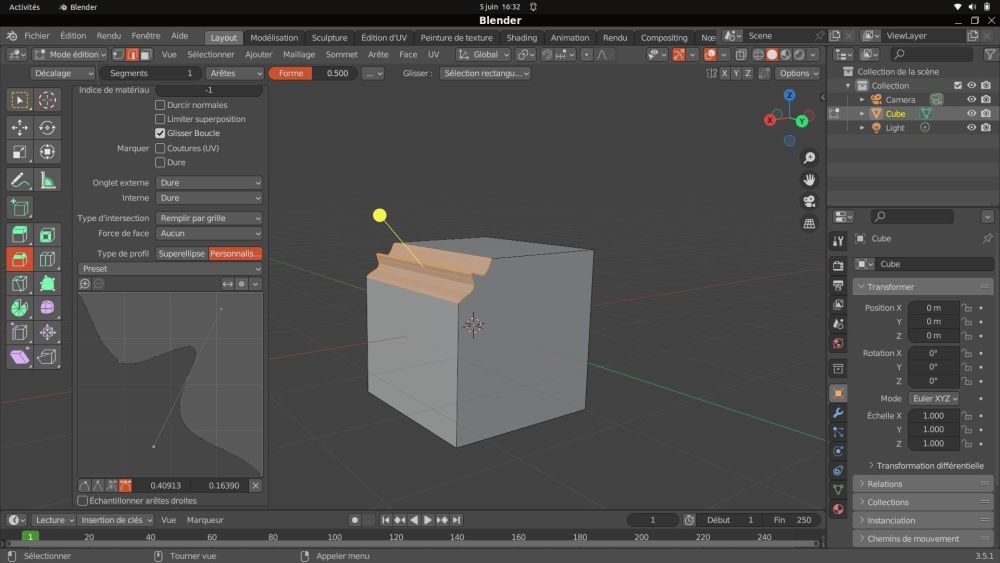
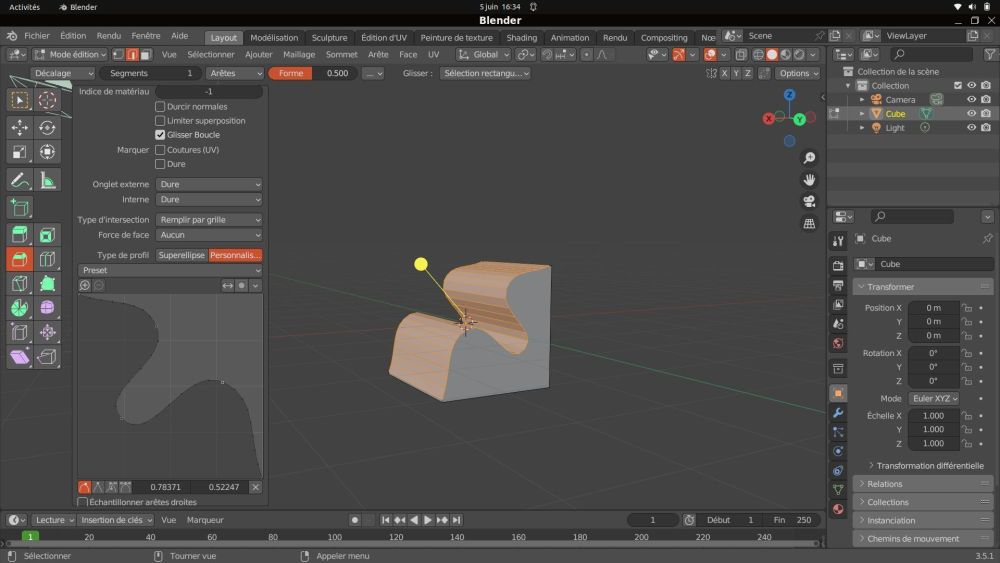
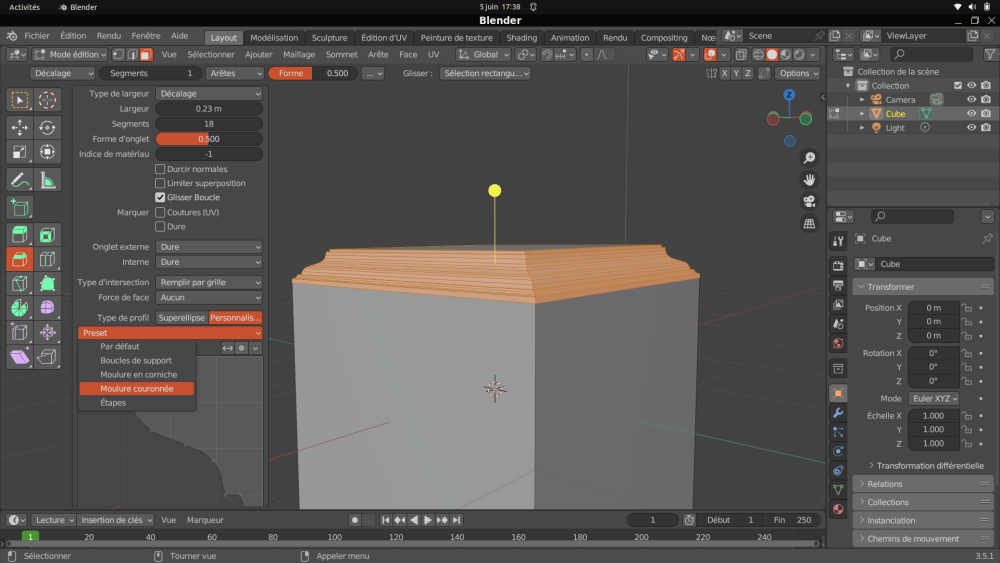
Bonjour à tous, Un tuto sur l'outil "biseauter" en mode EDIT. Vous pouvez en mode sélection faces ou arêtes. Il faut ensuite déplacer la poignée jaune. IL n,y a pas besoin d'être précis, les réglages se font à l'étape suivante... Ouvrir ensuite le menu déroulant "biseauter" en bas à gauche. De base l'outil est réglé sur arêtes, mais on peut aussi juste s'en servir pour les sommets... Là on peut régler le nombre de segments... régler la largeur du biseau... on peut aussi changer le type de largeur, au départ l'outil est réglé sur décalage, mais il y a aussi absolu, pourcentage, largeur, etc... On peut régler la forme du profil en faisant varier la valeur... 4 Ici en n'affectant que les sommets... Enfin tout en bas vous pouvez passer en profil personalisé... Il y a plusieurs types de réglages... Dans le mode par défault, vous déplacez les points pour obtenir la forme que vous souhaitez... Vous pouvez réénitialiser la courbe... Vous pouvez changer le type de poignée... Poignée auto, libre, libre alignée, vectorielle...
 1 point
1 point -
Bonjour, elle est nickel ta pièce Par contre pour ce genre de chose autant mettre du tube pvc au prix que ça coute, sauf si dimension particulière.1 point
-
Oui @Squall si un slicer propose comme halotbox ou photon workshop te convient pas tu as toujours la possibilité de regarder du cote de cheetubox ou LycheeSlicer qui ont des version gratuite qui gère presque toustes les imprimante ou des version pro avec plus d'option ou encore voxeldance tango. Oui le Marketing des entreprise chinoise est très roder mais parfois pas toujours objectif cote FDM le nombre d'imprimante qui soidisant vont a 500mm/s cela m'eclate de voir des machine cartésienne standard incapable de tenir ce genre de vitesse qui en sont soi-disant capable, pareil les super remis en générale de pre order finisse par devenir un prix de promo assez récurrent 4 mois après . Oui si la surface de plateau de la Mars 4 Ultra te convient c'est une bonne option aussi, on a pas beaucoup de retour réelle mais les mars on toujours ete de bonne machine, prend en compte une chose pour réellement avoir un benefice d'une machine avec ecran 8k ou plus te faut une résine de qualité qui coutera bien plus chers que de la résine standard a 25€/L la faudra de la Anycubic craftsman mini ou de la résine 8k pour en avoir les bénéfice. Attention aussi les nouvelle imprimante résine haute vitesse demanderons de la résine haute vitesse (fast, speed etc..) pour pouvoir imprimer a ces vitesses (la résine est plus fluide). P.S : dernier point la résolution 2k 4k 8k et plus d'une imprimante MSLA comme les machine listé n'ai pas prendre en comparaison avec une imprimante DPL par exemple la Elegoo Mars 4 DLP est plus chers que la Mars 4 Ultra elle a pas d'écran 9k elle fera par contre au moins aussi bien que cette dernière en qualité de détail d'impression, et autre avantage le système de projection DLP est prévue pour 20.000h la ou celui d'un ecran monochrome est prévue pour 2.000h, par contre le plateau est un poil plus petit.1 point
-
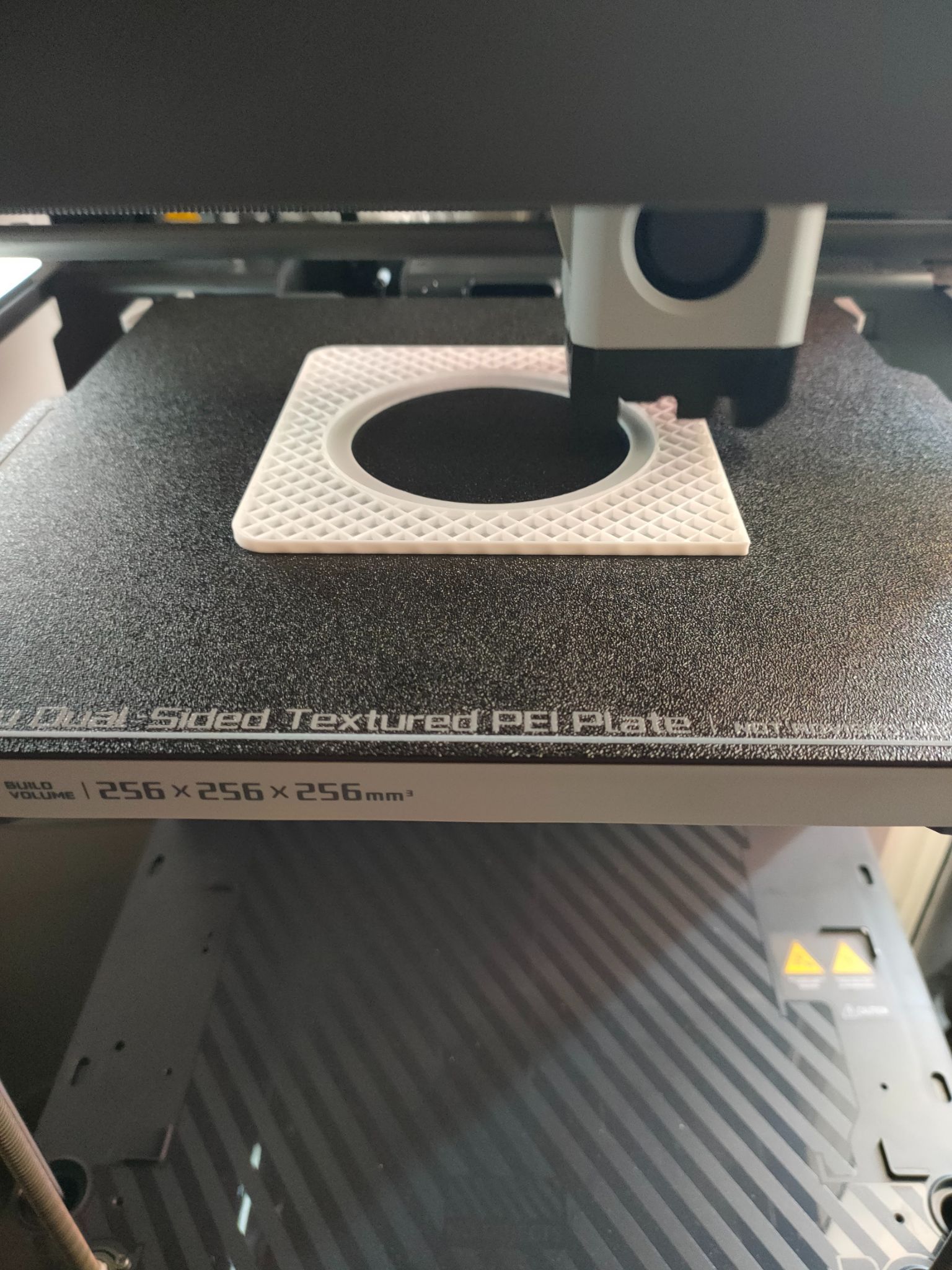
Je suis entrain de faire un crash test, une pièce qui prends beaucoup de surface (mais peu de filament heuresement) avec la buse à 225°C et le bed à 80°C, pour l'instant l'accroche à l'air nickel, on verra dans 2h.1 point
-
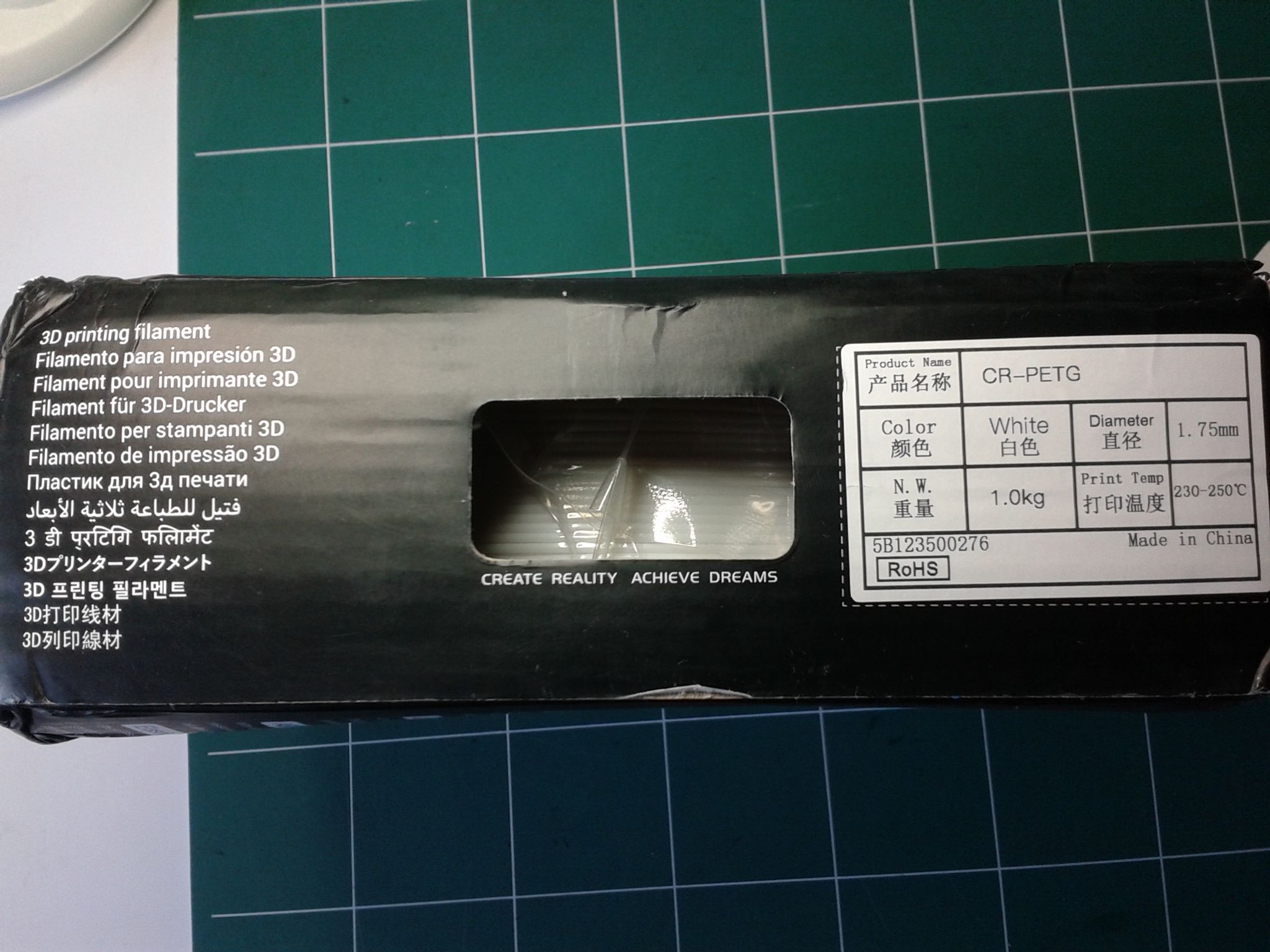
Reçu ce jour Le "CR-PETG Filament 1.0kg 1.75mm WHITE" qui donc d’après le suivi a mis 17 jours pour arriver. le "nFEP" et le "Bag Kit" ne devraient pas tarder (d’après le suivi, en transite depuis 10 jours, ils semblent leurs rester encore un centre de trie postal a passer avant d’être livré ... ) Et entre temps, car j'ai gagné des Cuvacoins par tirage au sort pour avoir partagé une photo du porte bobine commandé dans la boutique cadeau, avec "[WEEK 3] Get Lucky and Shop for Free!" ( https://www.crealitycloud.com/post-detail/64745b8d1f5ee5eee38ea0f4 ) j'ai commandé une bobine de "CR-PLA Filament 1.0kg 1.75mm (Rainbow)" (qui d’après le suivi est en transite depuis 4 jours et vient de partir d'un aéroport de Hong Kong ... )

 1 point
1 point -
Salut à tous, L'association poursuit ses actions et plusieurs collecteurs vont courir prochainement la course des Héros : un évènement ludique et sportif (pour ceux qui veulent) aux profits de milliers d'association dont la nôtre. https://www.alvarum.com/charity/2343/challenge/2293 Vous pouvez partager ce lien ou faire un don, désormais défiscalisé car nous en chemin de devenir une association d'intérêt général. Les impressions nous permettent toujours de toucher des enfants ou des adultes et sensibiliser ces derniers à la cause des enfants malades de tumeur cérébrale. Tout ceux qui nous ont aidé ici, y ont indirectement participé : je vous remercie très sincèrement du fond du coeur. Nos dons ont récemment permis à l'hôpital Necker de boucler le budget d'acquisition de matériel très innovant (seulement deux machines en France) : VISUALASE. C'est un ensemble de neurochirurgie laser, guidée par IRM et qui permet d'éradiquer une tumeur cérébrale grâce à un robot “Très Haute Précision”. THP parce que la fibre laser à 360° est épaisse de seulement 1,65mm, l’incision est donc inférieure à 4mm. C’est moins que la taille d’une aiguille de biopsie. Pour les enfants cela veut dire, un soin ambulatoire, contre 5 jours (en moyenne) et anesthésie générale dans les cas classiques et des dizaines de jours de récupération. C'est donc une avancée majeure à laquelle vous avez permis de participer par vos dons d'impressions ou de matériel comme fait par l'équipe LesImprimantes3d.fr @Motard Geek @Julien que je remercie très chaleureusement ici. Des enfants sont sauvés grâce à cela (actuellement le rythme est de 12 enfants par an avant la finalisation du test et un passage à l'échelle en 2024 après autorisation de l'agence du médicament ) et c'est la première fois que l'on peut écrire cela. Il faut garder à l'esprit qu'il faudrait 20 à 40 fois plus d'interventions pour traiter tous les enfants possibles. Nous restons donc très mobilisés. Je vous remercie de votre temps et de vos partages1 point
-
Entre la S1 et la S1, ce qui change c'est les dimensions. Par contre entre une Ender 3 et une Ender 3 S1, on passe en direct drive : attention à la rétractation.1 point
-
La S1 plus est dérivée de la S1, elle même dérivée de la Ender3. Tu prends l'Ender 3 et tu renseignes les cotes de ton plateau. Je t'envoi un MP avec une copie d'écran des paramètres de ma S1 sous Cura.1 point
-
je n'imprime quasiment que du PETG. sur une plaque PEI (avec un carré isolant en dessous du bed) température filament autour de 220 pour celui que j'ai temperature Bed, 70°c leveling avec BLTouch actif je n'ai AUCUN pb de décollage, même sur des impressions de plus de 10h. En revanche, je surveille de très près le risque de courant d'air (yc celui induit par les ventilateurs de l'alim et du boitier de carte-mere.) et j'ai dévié tous ces courants d'airs vers des zones qui ne touchent pas le bed.1 point
-
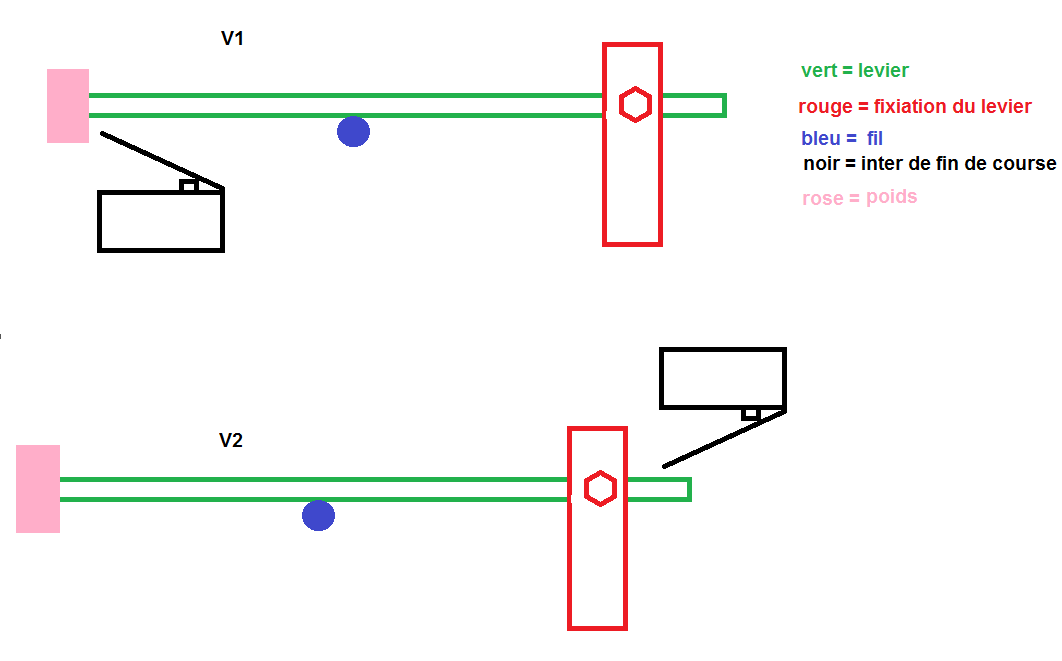
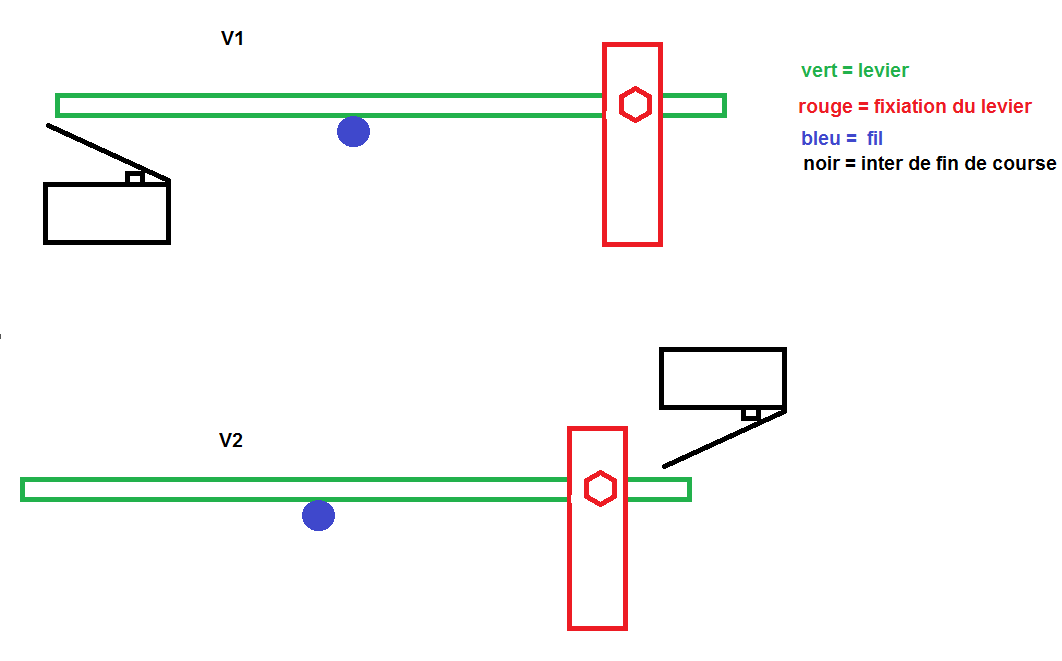
Tu réfléchi trop , on s'en fou de la liberté du fil, le principal est que la tige descende pour faire le contact. la tige vient entre la buse et la roue principale, vu que le fil est tendu la tige ne peut pas descendre, quand y a plus de fil elle tombe, si j'ai 5 min je te ferias une vidéo ce soir ou demain.
 1 point
1 point -
DSL j'ai pas dessiné le poids , un simple écrou suffit enfin à définir selon la force à appliquer sur l'inter.
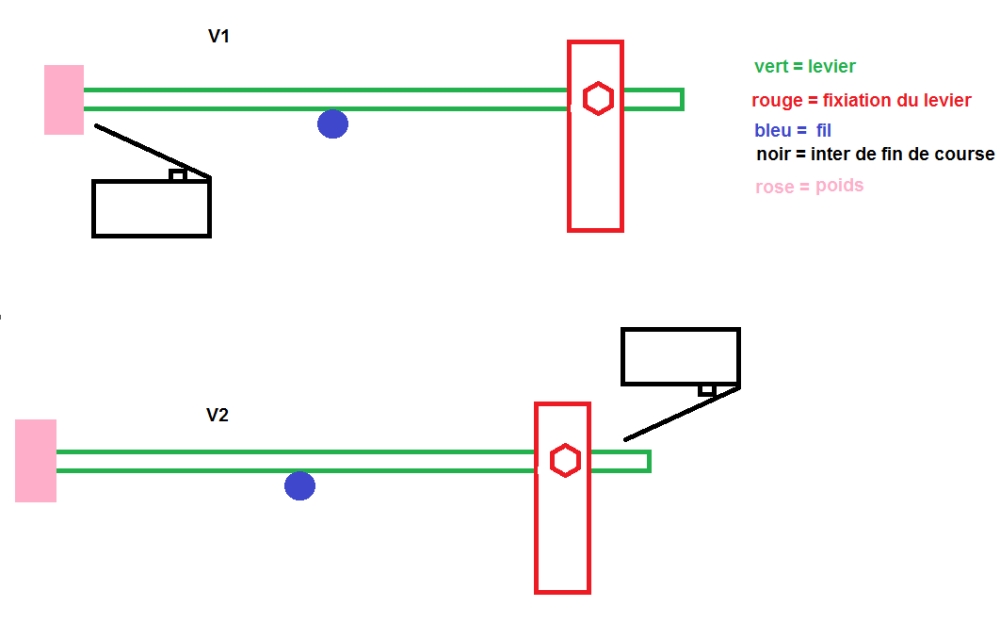 1 point
1 point -
Bonjour et merci, J'avais pensé aux mêmes choses que toi mais cela n'avait rien donné. Finalement, pour ceux que cela pourrait intéresser et qui seraient confrontés au même problème, j'ai eu la réponse sur un autre forum. Je vous la retranscris en l'état. Le chemin du fichier de périphérique qui permet l’accès à ta carte SD est : /dev/mmcblk0 mmcblk <=> multi media card block device Deux partitions ont été reconnues par le système sur cette carte SD elles sont accessibles par les chemins suivants : /dev/mmcblk0p1 et /dev/mmcblk0p2 Bonne journée à tous et merci encore de m'avoir aidé. Complément qui vient de m'être communiqué :1 point
-
Oui les imprimante 12k on est pixel rectangulaire et non carré en effet dans le cas de la Saturn 3 par exemple l'on aura des pixel de 19µm par 24µm, difficile de dire si pour le cout c'est moins bon que du 8k en pixel carré mais je ne suis pas sur que l'on soit capable de voir une différence de précision sauf a regarder avec un gros loupe au dessus de 8k. A mon sens et ce n'est que qu'un avis personnel la, je privilégierais pour ma prochaine imprimante Résine rapide et ergonomique avec des fonction qui me faciliteront la vie a l'usage, a ce jour la Creality Halot Mage Pro est la machine qui y répondrais le mieux car le capot sur charnière est appréciable, le système de filtration hepa intégré est un bon plus (j'ai cette filtration sur la Halot one plus et c'est top, la saturne aussi a un système équivalent), la pompe a résine réversible est l'atout le plus interessant pour moi en 2023, et cette imprimante est très rapide aussi. Les modèles Saturne 3, Photon M5 et Halot Mage (version de base), sont pas de mauvaise machine pour un premier achat mais si on a deja une machine datant de 2022/2023 cela apport pas grand chose de plus, au contraire des modèles avancé1 point
-
un petit schéma pour comprendre, on ne se moque pas c'est fait vite fait sur Paint , il y a 2 façons de faire pour un résultat identique. Avec ça quand le fil arrive à la fin le levier bascule et enclenche l'inter.
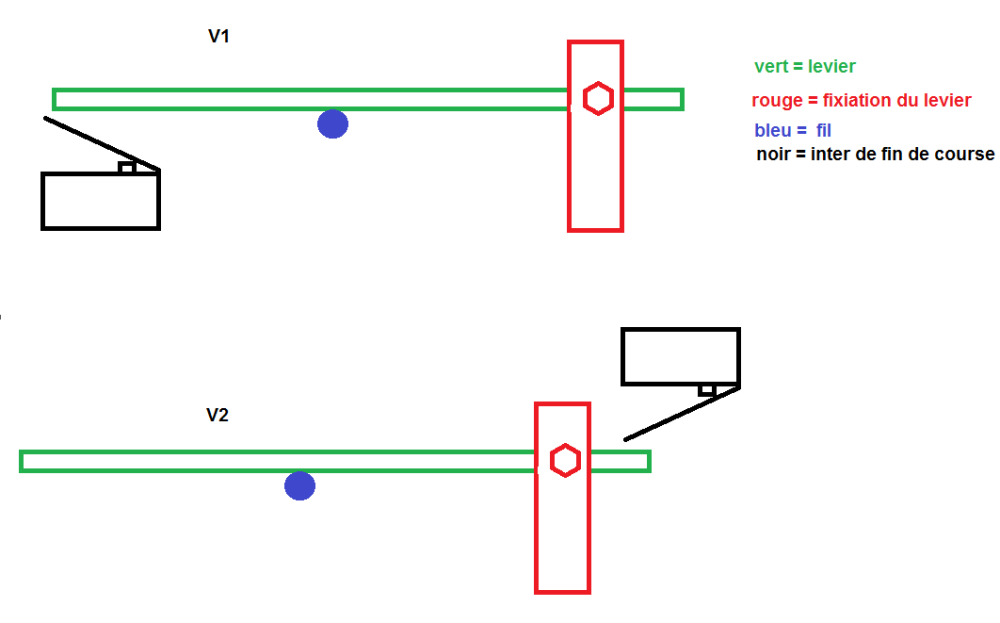 1 point
1 point -
Ce que je dis, c'est de remonter Z (pour enlever les pattes d'éléphant) ET de monter la température plateau pour éviter le décollement...1 point
-
Premier vrai print sur la Ender 4s1 Plus après montage. J'ai juste fait un cube pas parfait puis je me suis lancé avec du multicolore Sunlu. Plus de 13h d'impression à 200°/60°, et slicé dans Cura. Fini vers 4h ce matin, aisément décollé à 7h. Le dessus n'est pas merveilleux et les couture pas vraiment jolies mais bien placées. sinon la qualité est bonne pour moi.



 1 point
1 point -
En lisant les anciens sujets mis en lien je me rend compte que deja a l'epoque ca m'interessait et j'avais pose des questions. Donc ca fait 3 ans que c'est dans la liste des projets "moyen terme"...1 point
-
Bonjour a tous, Suite a vos conseille boitier reçu est monter ( plutôt installé lol ) Super content ! aucun réglage ( quelque réglage que je découvre sur bambu studio ) je dirais même que je sent que je métrise pas et ca fonctionne lol 5 impression super propre et rapide ( c'est ma premier donc je ne peut comparé ) La question du bruit : moi perso je trouve ca supportable ! ( je pense que ca dépend des personnes ) j'ai malheureusement un petit appart donc elle est dans le salon... pas le choix je suis en train d imprimé les mur ARC latéraux et monté le ventilateur AUX. question : sur la cloison de droite en haut je pense le meilleur endroit (car le fan aux souffleras dessus ) je voudrais mettre un filtre du genre alveo 3d mais es ce que ca fonctionne vraiment sur une imprimante qui n'ai pas complètement fermé ? j'imprime pour l'instant du pla silk ..... et compte imprimé du petg (buse 0.6 en cour de livraison ) et en parlant de filament , je ne c'est quoi prendre en marque pour imprimé qui accepte de grand vitesse surtout pout le petg. PS:je mettrais des photo d'ici peut si tu a des question Nobody n'hésite pas , si je peut je répondrais mais comme je l'ai indiqué je n'ai aucune connaissance a part mais 300 h min de lecture de forum depuis 2 mois lol




 1 point
1 point -
Alors une grande partie a été évoqué dans cette optique. Mais pour faire un résumé. J’avais comme contraint de devoir faire tourner la machine H 24 avec une fiabilité et une qualité d’impression importante. L’extracteur d’origine de l’imprimante n’étant pas très fiable au final surtout sur des impressions H 24 en permanence, je m’étais orienter vers le nouvel extruder de chez Biqu REVO. A, ce premier point a permis de résoudre les problèmes de bouchage extrusion, deux pièces qu’il pouvait casser sur le scooter et et sans perdre la capacité à extrudé à grande vitesse. je lis en aluminium, les renforts de l’axe z et les moteurs 09°, ont permis une amélioration de la planéité et des couches. Toujours bien superposer et précis. Le palpeur Biqu et très rapide très précis, plus précis que les bl touch Avec un encombrement plus faible. Enfin, le changement de la carte mère et du que je commençais à avoir des petits soucis sur mes stepper, et que j’ai eu un petit souci aussi sur une des cartes mère usure prématurée du au fait que j’imprime énormément. Je devais donc changer une carte mère et des stepper et là je suis parti sur ce qui me paraissait le plus efficace pour moi et j’avoue même si des stepper 51 60 sont chers, rien à voir avec le reste. Hyper silencieux hyper précis fonctionne parfaitement avec klipper. Et quant au Pade, c’est simplement parce que j’ai besoin d’un pad pour aller avec klipper. Et le dernier de chez Biqu comprends tout déjà tout prêt. Donc c’était pour principalement une plus grande fiabilité, une plus grande robustesse et moins de galère sur l’extruder A j'ai oublié que j'imprime a une moyenne de 100mm/s1 point
-
étant un enfant naturel de Musk, je ne peux pas répondre au gars qui n'arrive pas à trouver une solution simple sans vouloir faire de l'impression 3D métal dont il ne connait visiblement pas le cout, qui est très nettement supérieur à une dizaine de clés à 6€.1 point
-
Tout est fait avec openscad1 point
-
Salut, Il suffit de lire le message d'erreur: Marlin\src\module\temperature.cpp:330:38: error: static assertion failed: PREHEAT_2_TEMP_HOTEND (250) must be less than HEATER_0_MAXTEMP (250) - 15. En modifiant la ligne suivante du fichier configuration.h, les sources compilent: #define PREHEAT_2_TEMP_HOTEND 2301 point
-
oui c'est plus classe, comme tous fichiers word, excel, bambu-studio, etc.1 point
-
C'est bien tout le problème avec ces robots conversationnels. Ils donnent des informations qui semblent plausibles, la plupart du temps correctement rédigées dans la langue cible mais le contenu, surtout s'il est technique demande à être vérifié. Comme la majorité des utilisateurs quand ils utilisent un moteur de recherche généralement s'arrête à la première réponse, c'est la même chose avec ces LLM (Large Language Models), l'utilisateur a eu une réponse et ça lui suffit. Bref, plus les gens vont utiliser ces «outils» moins ils vont faire appel à leur propre intelligence ou au moins au bon sens. En gros l'IA (Intelligence Artificielle) va l'emporter sur la CN (Connerie Naturelle) Texte écrit sans aucun recours à ChatGPT ou consorts (le seul qui m'amuse est ChatCGT lui au moins me donne des réponses satisfaisantes et vérifiables quand il n'est pas en grève (c'est de l'humour, je précise pour ceux qui en manqueraient)).1 point
-
UNIQUEMENT POUR LES PLUS ANCIENS : Il y a une solution simple pour ce problème de transit, les dragées FUCA (7 € en Promotion).
 1 point
1 point -
question c est obligatoire de nommer en anglais ?0 points