Classement


Contenu populaire
Contenu avec la plus haute réputation dans 24/07/2023 Dans tous les contenus
-
Bonsoir à tous, Me voilà, débutant 100% en impression 3D. La liste du setup ne sera pas longue, une SATURN II et un bundle MERCURY X. Voila de nombreuse année que je rêvais de m'y mettre, je me lance ! Non pas sans quelques déboire évidement, mais après quelques ajustement et beaucoup de documentation le résultat m'est plus que satisfaisant. Je vous laisse une photo de mon installation et du résultat de l'impression test

 2 points
2 points -
Bon et bien finalement il suffisait de faire "sudo apt remove brltty".2 points
-
Bonjour @Julien Pour ma part, je ne l'ai pas beaucoup utilisé. Manque de temps et de motivation. Je suis davantage focalisé sur l'impression. Je m'y mettrais sûrement à l'automne, je ne pense pas avant. Quoiqu'il en soit mes peu d'essais ne se sont pas montrés convaincants. Je ne dois pas avoir compris les subtilités du scan. C'est comme l'impression, ça ne se maîtrise pas du jour au lendemain. Je ne manquerais pas de te tenir au courant. Bonne journée2 points
-
Bonjour, en navigant sur le forum je découvre vos posts...et jme marre ! Moi je raisonne en Wonder Maman (qui découvre la 3D) et je vois le coté pratique : Combien faut il de bouteilles pour faire 1kg de filament? Combien de temps le garage restera un chantier? Combien de plaques de lissage seront piquées à MMe sous le pretexte de la "science"? Sachant que beaucoup de magasins (super U)recyclent les bouteilles plastiques et vous donnent 0.01 cts . Avantages: tu désencombres le garage des bouteilles vides, tu Fais les courses, tu te crées une cagnotte, tu rachètes un lisseur à MMe en passant rayon beauty et au bout de 2400 litrons rapportés tu as 1kg de PLA . Y a pas le coté fun et géotrouvetou mais j avais prévenu , les "Daronnes" ca raisonnent pas pareil... Continuez vos experiences trop amusantes et délirantes (j adore!), moi je retourne à mon repassage ... PS: pour le lisseur prendre un GHD, c est la X1 Carbon des cheveux!2 points
-
C'est cela image de Zuff sur cults 3d là où tu as pris les STL. Dans le manuel d'instruction, Zuff donne 3mm pour le bas du fanduct v4 et 2 mm pour celui avec un seul canal. Le verre d'eau ou un petit plat te donne l'endroit où le(s) flux d'air arrive(nt).2 points
-
( Pour la blague ) J'ai hâte de voir la suite de ce projet d'imprimante 3D grand format. Mais une hauteur d'impression de max 63 cm, cela me semble faible face à la surface du plateau de 180 x 80 cm. Edit > éventuellement, en superposer plusieurs pour avoir plus d'amplitude ?2 points
-
Le niveau à bulle fournit l'information de la position du plan dans l'espace, hors ce dont il est nécessaire c'est le plateau par rapport au plan que définit le déplacement de la buse en XY. (le niveau a bulle prend en compte le plan du meuble sur laquelle est posée l'imprimante). Là, en lisant tes valeurs, il y 10mm d'écart dans la diagonale ! Ça doit se voir avec un réglet ! Machine éteinte, déplace la tête à la main et mesure la hauteur entre la buse et le plateau aux 4 coins et au centre. Corrige en tournant les roues sous le plateau. Tu devrais pouvoir réduire ces valeurs. Ou alors tes ressorts et/ou vis sont HS. https://www.lesimprimantes3d.fr/forum/topic/12419-tutodeb-le-r%C3%A9glage-du-plateau/2 points
-
Hello ! Je me doutais de la réponse concernant le partage du fichier, d'où ma prudence Je vais regarder plus attentivement avec les mots clés fournis pour mes recherches et tenter de demander à l'auteur.. Merci à toi en tout cas.1 point
-
Joli setup gamer également1 point
-
Bonsoir @Sulfur, Content que le "problème" soit résolu. J'étais perplexe sur cette double exposition. Concernant des conseils, je ne peux que vous diriger vers : Il y a une mine d'or de conseils avec l'aide de certains @PPAC @Curlybis et d'autres encore sur ce site1 point
-
Bonsoir KpDp_3D, voilà j'ai enfin eu le temps de faire le réglage que tu m'avez conseillé et j'ai enfin des valeurs proche de 0. je pense qu'il falloir que je fasse le réglage à chaud (80° et 220°) car même si les 3 premières couches sont super, la 4ème devient catastrophique. la buse semble trop basse ce qui emporte le filament à peine posé. pourquoi cela ne le fait-il pas sur les 3 premières? lorsque je fais un remplissage à 20%, le problème est encore plus important. en tout ca merci pour ce tuyau qui n'apparait dans aucun des tutos que j'ai pu visionner. la suite de cette aventure bientôt Encore un grand merci1 point
-
Hey bonjour à tous. Merci beaucoup pour votre réactivité et vos conseils . Mon problème est résolu ! Malgré moi et mon impatience ; en effet j'ai réaliser un test d'exposition avec le bac plein juste avant de lancer l'impression (@PPAC ) Quel idiot je fais !!. L'impression test est en cours (89%), et je vois un résultat déjà bien satisfaisant. Alors encore Merci pour toutes vos informations, je ne manquerai pas de faire appel à vous si j'ai un doute sur quoi que ce soit. @souriceaux pour répondre à ta question la SATURN2 est neuve, et je me suis donné le luxe de prendre le bundle MERCURY X en même temps :). Si cela vous évoque des conseil à l'instant "T" je suis preneur, je suis novice en impression 3D, alors tous conseil est bon à prendre.. Merci encore A+1 point
-
.JPG.85a827b04a45358c3448f4fbdca6dc52.JPG)
From the album: Alain D.
1 point -
.JPG.ad87b3a2804c0ef5954850913b4fa6a1.JPG)
From the album: Alain D.
1 point -
.JPG.16ed008425430a8da8da186b6467bf15.JPG)
From the album: Alain D.
1 point -
.JPG.4029ae519e261f86c504d8d74e80d721.JPG)
From the album: Alain D.
1 point -
Qui veut jouer au prince charmant ? Quoi que aujourd'hui, embrasser qui que ce soit sans son consentement peut mener à l'ire de quelques bienpensants1 point
-
oui tester la de base prend tes marque et après si besoin fait quelques amélioration cote trancheur, ajuster de valeur dans le marlin et matériel si besoin, mais une règle d'or ne fait qu'une modification a la fois et teste la bien avant d'aller plus loin sinon tu ne sera ps capable de savoir ce que tu as fait qui a causer un soucis1 point
-

From the album: pascal91
1 point -
Salut @elispit J'aime bien ce raisonnement de "Daronne" Pour le garage/atelier j'ai un fer à repasser de récup et j'ai investi dans un décapeur thermique. Interdiction de toucher à la centrale vapeur et au sèche cheveux de ma daronne et de mes 2 filles même pour la "science". Et je ne parle même pas du lisseur il est sous alarme @+ JC1 point
-
Bonjour à tous, Ma gestion de troupeau de robots tondeuses me laissant un peu de temps je viens d'accueillir une Creality Ender 5-S1 et un CR Scan Ferret 3D. Je suis tombé par hasard sur ce forum et espère bien y trouver une communauté aussi agréable, efficace et indulgente que celle que constitue le forum Automower. Par avance vous aurez pitié d'un "vieux" qui se croit avoir encore 20 ans... et posera des questions parfois évidentes pour tous!1 point
-
@vap38 A mon avis, mais je me trompe peut-être, si l'on imprime à grande vitesse, vu le faible poids de ce genre de table, il risque d'y avoir trop de vibrations sauf à la fixer au mur. Dans ce cas, l'intérêt des roulettes devient moins évident.1 point
-

From the album: Articulated
Imprimante 3D I3RS32 MakerFr - Filament 3DFIL PLA Blanc Imprimante 3D Voron V01 - Filament 3DFIL PLA Bleu - Filament 3DFIL PLA rouge - Filament ArianePlast PETG noir - OctoOrb1 point -
Salutation ! Donc tu parle du sujet suivant ( où tu a donc si j'ai compris flashé le firmware de l'écran et de la carte mère. ) Je parle sans vraiment savoir car je n'ai pas cette machine. Habituellement retrouver une fichier "EEPROM" sur la carte SD veux dire que le firmware est configuré pour lire et sauver ses paramètres sur la carte SD ( car firmware prévue pour une carte mère qui ne possède pas de puce EEPROM ( https://fr.wikipedia.org/wiki/Electrically-erasable_programmable_read-only_memory ) ou firmware forcé pour ne pas utiliser la puce EEPROM ) mais de nos jour, rare sont les carte mère sans puce EEPROM. Normalement un firmware marlin n'affiche que les fichiers d'impressions d'extension ".gcode" ou ".g" ( il faut éviter les nom de fichiers avec des caractères spéciaux ou trop long ). Donc éventuellement renommer un fichier d'impression en "test.gcode" pour vérifier que c'est pas un problème de nom de fichier. Si malgré cela la machine n'affiche pas le fichier a imprimer cela laisse penser que le firmware n'est pas adapté pour ta machine. Peux tu nous donner des détailles sur les firmware carte mère et écran que tu a flashé ? ( liens de téléchargement ? capture d’écran de la page de téléchargement de celui-ci )1 point
-
Si le FEP a un accroc, tu as raison de le changer. Car quand une impression a une surface plate un peu étendue, tu peux avoir un effet de succion assez fort, et si le FEP est fragilisé par un accroc il pourrait se déchirer. Dans ce cas la résine coulerait sur l'écran et sur l'imprimante ... pas top !1 point
-
My Firmware Marlin have only one initial message in French, all the Marlin are configure for easy use for all, for the TFT firmware issue form BTT work it's available in French or English. After a Marlin flash firmware it's always better ton reset Eeprom by M503 gcode, but after after a Marlin Flash firmware you must set and configure Z=0 et E steps/mm newly yes. For the Z=0 you have a menu for this in your TFT interface, for E steps/mm you can configurer it using a computer with pronterface or repetier host and set instruction. The process for E steps/mm i can send you all instruction when i go at home.1 point
-
J'ai posé quelques questions au service commercial de Smartmaker, ils m'ont répondu rapidement : Thanks for reaching out to Snapmaker. - is it possible to print with différents nozzle size on the two hotends (for eg. one with 0.6mm the other with 0.2mm) so that I can have both little détails when needed and fast printing ? Yes,it can. - is the printer compatible with other slicers (like Prusa Slicer) ? Yes,it can. - is the printer compatible with string steel PEI plate ? are they available ? No,Just PEI glass built plate available - will the temperature inside the enclosure can reach 60°C ? In a few cases this can be achieved because the machine does not have additional chamber heating and can only rely on heating by means of a heat bed in a limited closed chamber. - If no, can I put heating resistors and external regulation so that the temperature can reach 60°C without damaging the printer ? I can also cool the electronics on the button with a fan. Recommended chamber temperature does not exceed 70 ℃, so through the DIY way with a certain degree of feasibility Have a nice day. Best Regards Robincong Donc bonne nouvelle l'imprimante peut tenir les fameux 60°C Un peu dommage en revanche la non prise en charge de plaque d'acier à ressort (à moins que ce soit dispo ailleurs) A voir également si la température maxi du bed à 100°C n'est pas handicapante pour certains filaments A bientôt1 point
-
Salut, des photos du problèmes pls?1 point
-
@MrMagounet yes it works when i put off bridge. OMG thank you. last 2 questions: 1. Because before upgrade 1 time firmware i dont wrote parameters of origin z-0 and extrude ... then i made M502 and M500 Do you have some tutorials how to properly set them now ? 2. Do you have your software for sidewinder in English ?1 point
-
C'est corrigé, c'est juste un oubli.1 point
-
@Titouvol @Jeff78s Si ça peut vous intéresser, j'ai pris cette enceinte qui est beaucoup moins chère que la Creality tout en étant d'excellente facture. Je n'ai pas payé la marque. https://www.amazon.fr/dp/B08594HX86?ref=ppx_pop_mob_ap_share Dans un premier temps j'avais pris la taille M qui, effectivement, est un peu (pas de beaucoup) étroite en X. Elle a en plus la face avant transparente ce qui est pratique pour voir l'avancée de l'impression sans ouvrir l'enceinte. Tout comme pour l'ABS, je confirme que l'impression en enceinte est impérative pour l'ASA. Ces filaments sont très sensibles au courant d'air et au refroidissement d'une façon générale. Autrement, gros risque de délaminage. Mais alors, quelle différence de solidité avec le PLA !!! Pour une facilité d'impression équivalente. Pas forcément par rapport au PETG, mais l'ASA est réputé pour son excellente tenue en extérieur et sa résistance aux UV. Pour les couleurs, je n'ai pris pour le moment que du noir et du blanc parce que ça correspond à mon besoin pour des pièces techniques. Sinon, j'en ai vu en gris, bleu, rouge et jaune. Je n'ai pas cherché plus que ça. Je n'achète qu'en fonction de mes besoins. Amusez-vous bien.1 point
-
En plus l'un des rares arguments 'le manque de couleurs', ne me concerne pas plus que ça, j'imprime essentiellement du blanc, du noir et ... oh, quelle originalité ... du gris (silver). Par contre le peu d'ABS que j'avais imprimé c'était sans caisson (pièces plates) donc je vais être bon pour regarder comment fermer la SV06 Plus. Les infos trouvées disaient (si je me souviens bien), que malheureusement il fallait la plus grande "tente" (Creality ?) que la taille en dessous ne passait pas en largeur mais de pas grand chose (mais assez pour ne pas tenter le coup) ... d'où un truc franchement encombrant. Donc soit trouver une autre tente avec des dimensions plus adaptées, soit prévoir de la fermer par mes propres moyens ... J'aime pas mal cette dernière solution, car comme toute l'électronique est dans des boitiers attachés à la structure, je me dis qu'il y a peut être moyens de les laisser dehors ... ce qui serait quand même mieux que de les mettre au chaud ! Reste la longueur des nappes ... je ne sais pas si ce sera possible. Faut que j'étudie l'affaire.1 point
-
Ok. Everything is Clear. Thank you very much. Do you have an PayPal or something where i give you an tip for a beer :)?1 point
-
Bonjour Mon impression s'est bien déroulée ! Juste une remarque concernant le firmware, surtout pour le cas où d'autres viendraient à le télécharger. Par défaut le réglage du moteur de l'extrudeur est sur 800, ce qui fait qu'il chauffe énormément. Je l'ai repassé à 650 comme les autres, plus de souci.1 point
-
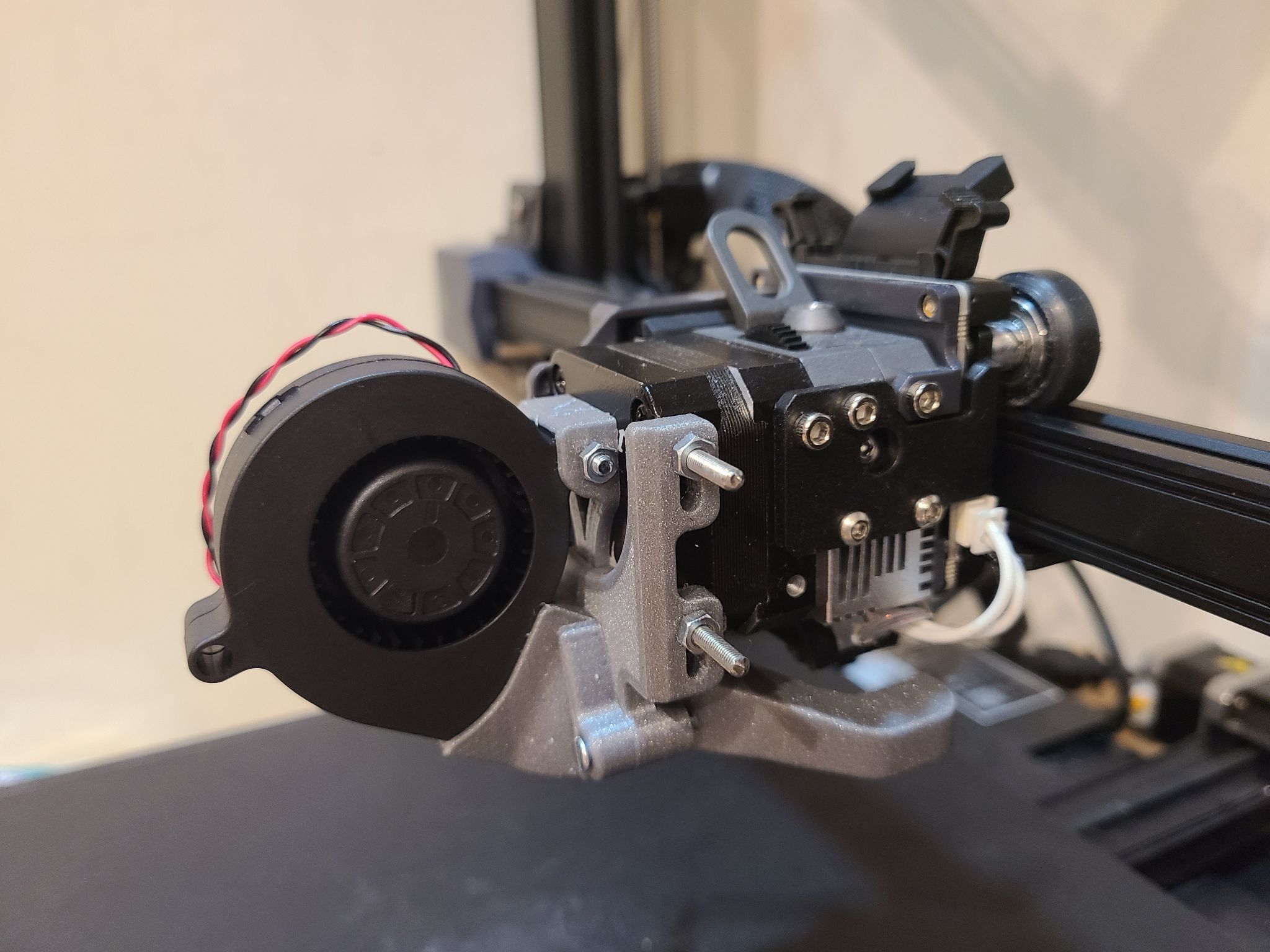
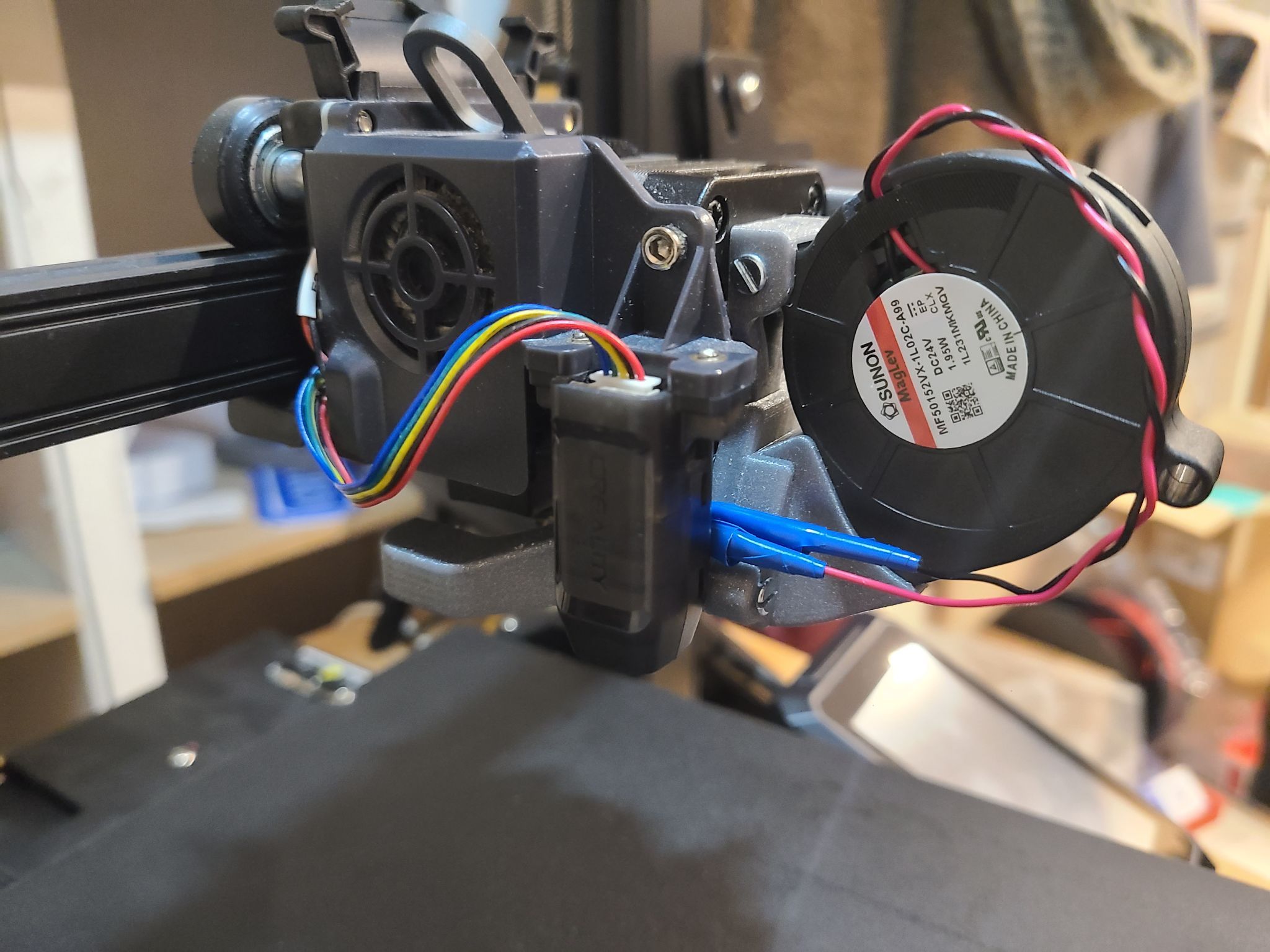
Oui je comprends, effectivement, j'ai repris celle existante et j'ai juste coupé et soudé avec la nouvelle. Bon ça fait un peu bricolage et il va falloir que je revoie un peu les finitions, mais je voulais déjà voir ce que ça donne. Et c'est plutôt pas mal ! j'ai fait un test sur un benchy en 45 minutes (cura m'avait estimé 36 minutes) Je vais corriger les paramètres klipper comme indiqué et voir si ça améliore. Après il faudra aussi que je vois comment je règle le niveau pour que l'arrivée d'air soit parfaitement positionnée, ni trop haute ni trop basse, pour le moment je l'ai mis à peu près 1mm au dessus de la buse.
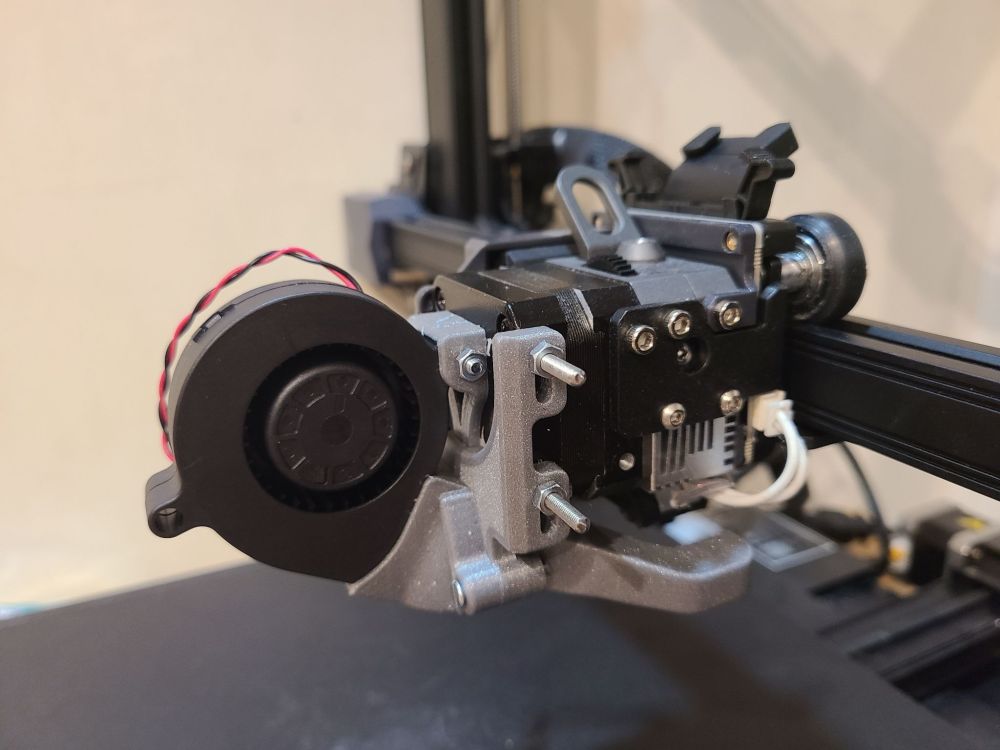
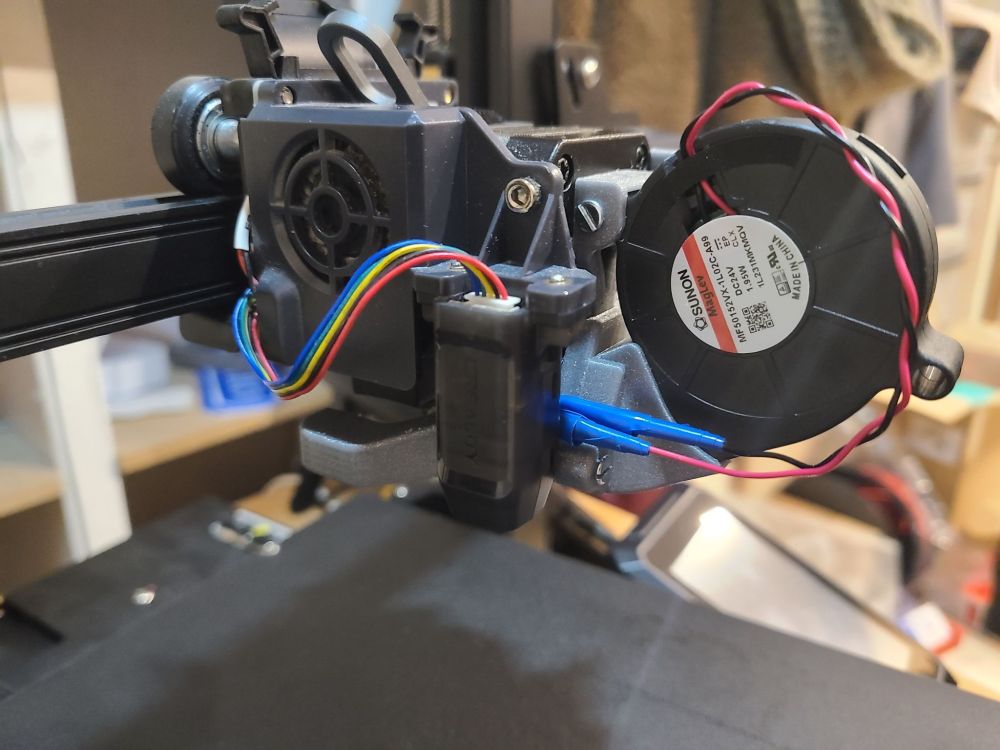 1 point
1 point -
Salutation ! Comme tu semble l'avoir déjà pensé, pour moi la 1er piste serait que, lors du décrochage des tours tu as malencontreusement forcé sur le manche du plateau ( car souvent elles sont très difficiles à décoller ses tours) et il te faut refaire l'ajustement du plateau. Personnellement, je fais l'ajustement du plateau délicatement dans le VAT sans la feuille fournie. Si tu ne l'as pas déjà lu, regarde le guide de J3DTech https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit Alors là c'est un comportement que je n'ai pas encore rencontré ... je suis perplexe... ( sauf si tu a oublié d'ajouter des supports d'impression et que tu a finalement lancé l’impression d'un objet non attaché au plateau ) il arrive, si l'on enchaîne les impressions sans éteindre certaine machine que le firmware bug. Donc préférer lancer une impression sur une machine fraîchement allumé. Éventuellement la clé USB fourni qui est de mauvaise qualité et le fichier d'impression y serait corrompu (donc sauver le contenus de la clé, la formater voir la changer par un clé de qualité, et retrancher un nouveau fichier d'impression Aussi, il faut préférer sauver sur le disque dur et copier le fichier sur la clé plutôt que de sauver directement sur la clé depuis le trancheur ) Éventuellement regarder couche par couche le fichier d'impression avec UVTools. Ou faire une impression a vide ( sans réservoir de résine ni plateau. Mais avec une feuille de papier sur l'ecran lcd de masquage pour bien voir sans te prendre plein d'UV dans les yeux) pour vérifier que les déplacements Z, le déclenchement du capteur optique de fin de course lors du Home ( il bip ou a une led témoin selon les machines quand il est déclenché) , sont cohérents ... Tiens nous au jus et bons essais.1 point
-
Impression 3D sur Mars, low tech, selle de vélo, nouveau scanner, test sur le site et imprimante 3D chocolat au menu de la semaine ! https://www.lesimprimantes3d.fr/semaine-impression-3d-276-20230723/1 point
-
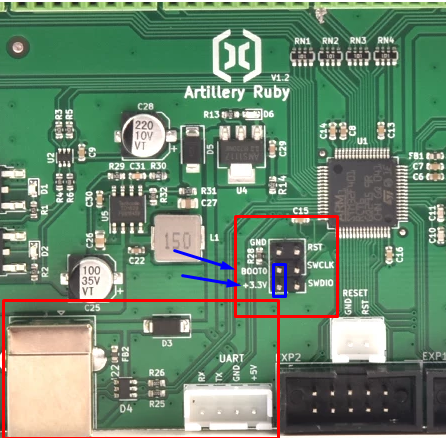
looks this pictures i have put in blue the 2 pins need to maade the bridge pins mark 3.3v & boot0
 1 point
1 point -
J'en ai imprimé avec des trous verticaux, et cela s'est imprimé parfaitement sans problème... La géométrie ne rend pas les choses facile : le moindre défaut se paye cash dans ce type de prints...1 point
-
les 2 sont des imprimantes avec des surface comparable et caractéristique comparable, pour la Sovol SV07 qui est sous klipper les 200mm/s sont atteignable mais quid de l'accélération ? j'ai pas de recul pour te dire si la SV07 est réellement plus perf que la S1 pro, la vitesse ne veux rien dire en soit sans les capacité d'acceleration, de debit et de refroidissement, cela devient juste un chiffre marketing si il est seule. La force de la Creality la communauté, elle peux facilement passer sous klipper via un sonic pad et l'extrudeur fonctionne bien, pour autant la SV07 est pas forcement mauvais sur papier même si la SV06 me plaisait plus niveau conception avec tige lisse.1 point
-
hi @djscholas if your computer can't see you printer for made a new firmware flash you must put your motherboard in DFU mode Manually. For put you motherboard in DFU manually you must open your printer case and install a bridge on 2 pins 3v & boot see the pictures below for location of pins After that you can plug your computer on the printer and logically see the usb device of your printer on your computer for flash the firmware by STM32 software.
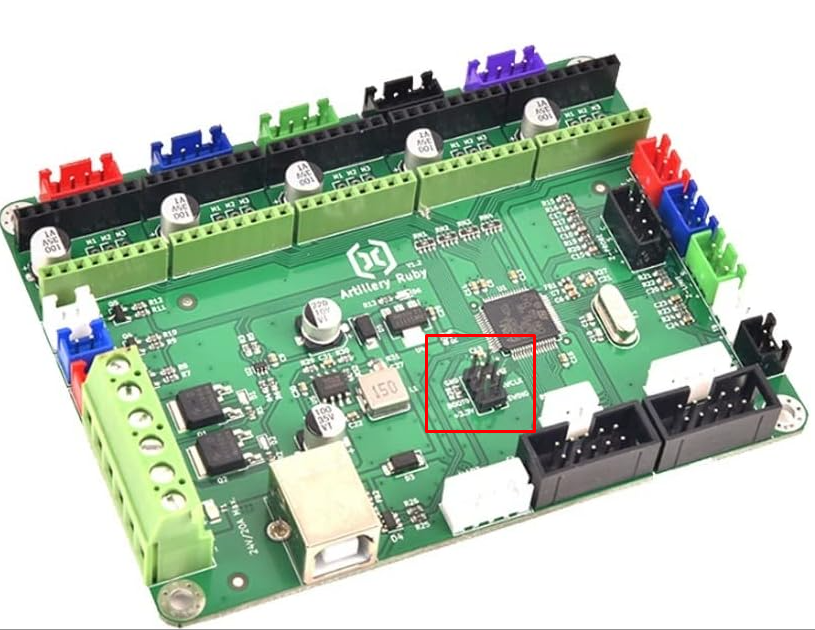 1 point
1 point -

From the album: Déco divers
1 point -
Re, Ma question était très orientée , et c'est la réponse que j'attendais...et utile pour ceux qui lisent. Ceci pour avoir utilisé , et traité , les données de scanner 3D professionnel "Creaform" et "Faro" en milieu industriel. Mais que ce soit un scanner à 300€ ou 100000€ la phase de post traitement est un très gros "morceau" , avec des logiciels qui peuvent valoir plus cher que le scanner lui même. les acquéreurs de scanner négligent (sous estiment) trop souvent cette étape...il est bien de le rappeler. A+1 point
-
Fusion 360 pour plusieurs raisons, il est gratuit pour un usage perso, simple d'utilisation tout en restant très puissant (modélisation paramétrique), tu trouveras de nombreux tutos sur le net et sur FB voir le groupe éponyme de John Frogg. Il a de nombreuses autres solutions suivant les affinités de chacun comme Blender (gratuit également), Zbrush (payant mais une version gratuite pour s'initier existait fût un temps), Maya, 3D studio, Cinema 4D... bref j'en oubli évidement. Mais puisqu'il faut commencer, Fusion me semble une bonne entrée en matière ;-)1 point
-
Voici une remarque sur le post traitement de la résine. Si je plonge une pièce dans de l'IPA neuf pendant une minute en l'agitant; la surface reste un peu collante au touché après le traitement UV pendant 2 minutes. Ce défaut n'est pas constaté avec une résine classique ! Je suppose que la résine à du mal à se stabiliser en surface; peut être que c'est une question de séchage. la pièce à gauche cassée est restée plus de 5 minutes dans l'IPA nous constatons un léger voile laiteux. La tour complète est correct mais la surface est un peu collante au toucher. Le lion lui n'est pas passé dans un bain IPA la surface est très légèrement collante car je l'ai directement insolé aux UV. le MOAI soufflage à l'air chaud pour éliminer les gouttes de résine, ensuite traitement UV. la pièce après deux jours semble sèche au toucher. Dis-moi quel est sont tes remarques sur tes propres tests ? ce qui m'inquiète c'est que la pièces reste un peu collante. a+ Ma conclusion la résine reste bien transparente avec un bain dans l'IPA pendant un court instant; la pièce ne jaunie pas c'est déjà çà. le soucis c'est le post traitement quand nous lisons leur conseil il faut passer un coup de résine au pinceau (bizarre cette option!!!) après un traitement aux UV...
 1 point
1 point -
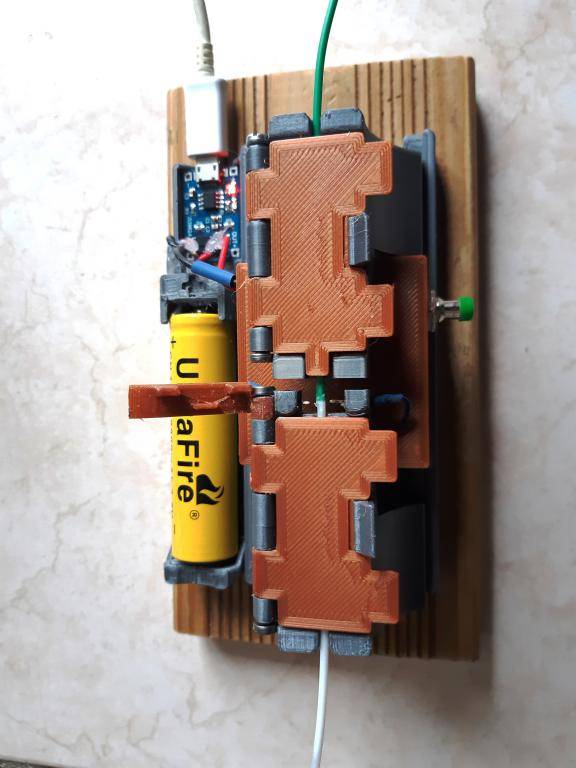
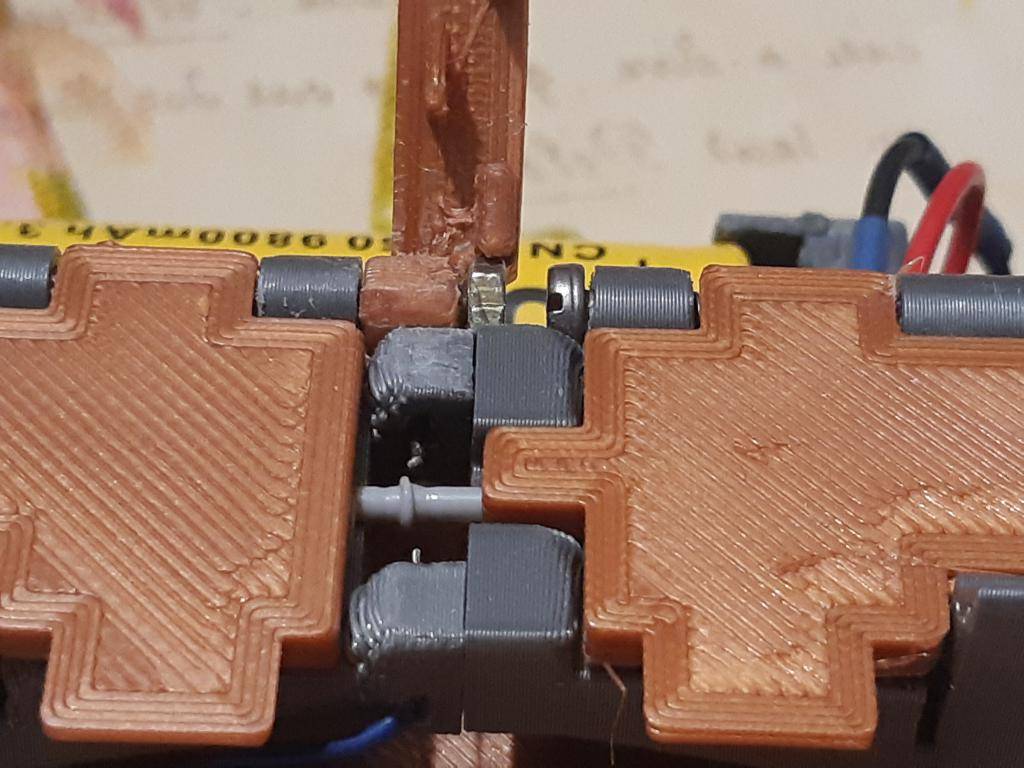
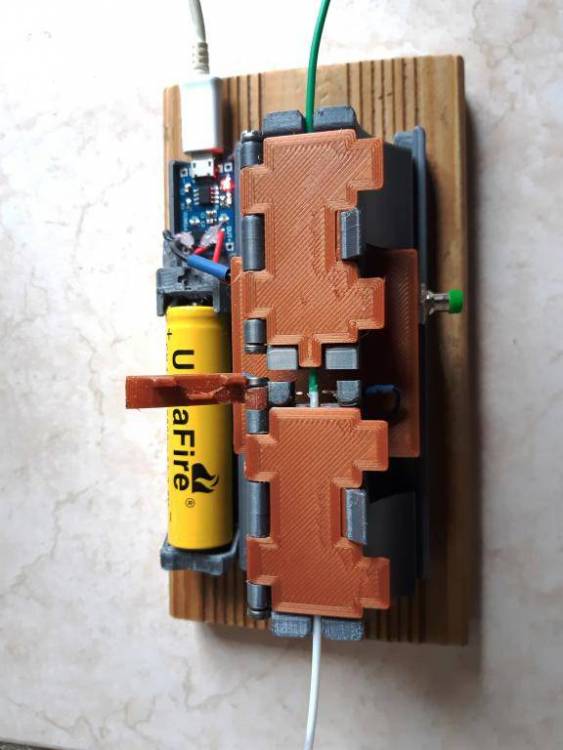
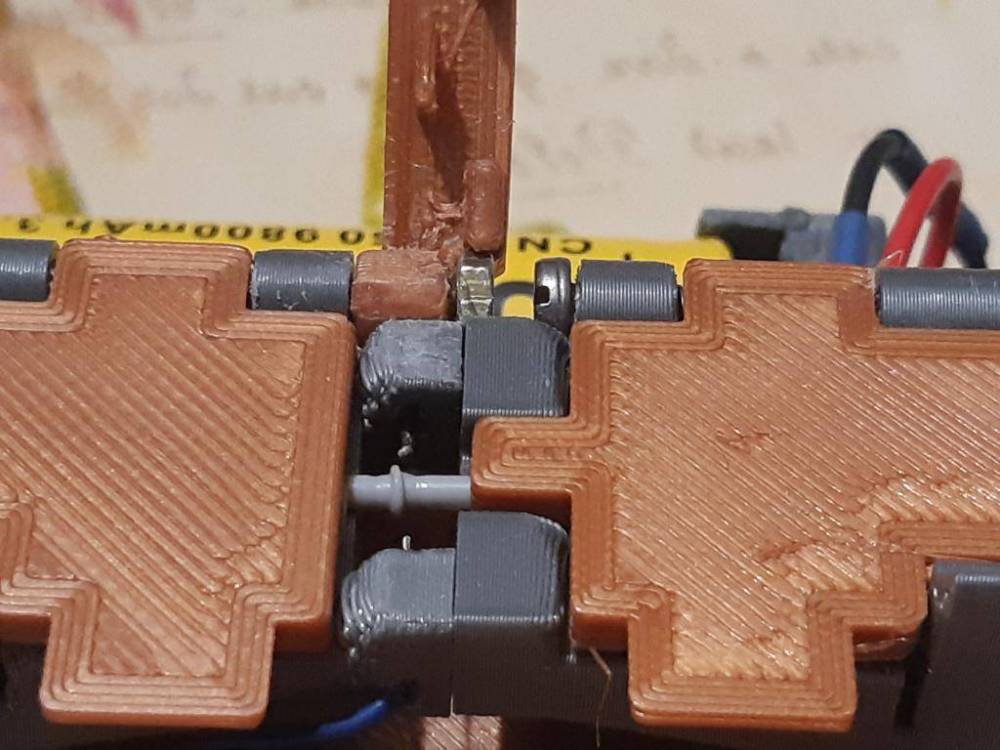
Bonjour, J'ai réalisé une soudeuse électronique pour filament PLA 1.75mm le principe de fonctionnement est celui utilisé pour souder les fibres optiques par un courant à haute tension 15Kvolts. L'ensemble comporte deux potences mobiles montées en glissières en queues d'aronde pour faciliter la mobilité latérale. La haute tension est produite par un module électronique élévateur de tension (une THT à 15000 volts) Deux électrodes générent l'arc électrique pour faire fondre le filament. ensuite le réglage du montage des filaments est assuré par deux clips et un gabarit de positionnement. Le fonctionnement est simple il suffit d'appuyer deux secondes sur un bouton, l'arc est généré pour faire fondre les filaments; ensuite il suffit de rapprocher les deux bouts et la soudure est effective. Il faut attendre 30 à 40 secondes pour que la soudure se fige pour atteindre la solidité initiale du filament. Nota j'ai essayé de souder l'ABS çà fonctionne mais il faut être prudent car il est assez combustible (prudence il s'enflamme vite !) Conclusion je suis satisfait du fonctionnement la source d'énergie est un accu de 3.7 volts avec un module complémentaire pour le charger. Sur la deuxiéme photo j'ai trop repoussé les filaments c'est pour cela que je vais réaliser un éraseur mécanique de filament. Je vais réaliser un calibreur éraseur de filament pour couper les petits reliefs qui peuvent de former si les deux filaments sont trop rapprochés. l'essai mécanique à la traction du filament est conforme. Pour ceux qui le souhaitent je peux adjoindre la liste de composants et des fichiers STL. je composerai un dossier complet à la demande ! L'impression des pièces est réalisée en PLA tout simplement!
 1 point
1 point