Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/09/2023 Dans tous les contenus
-
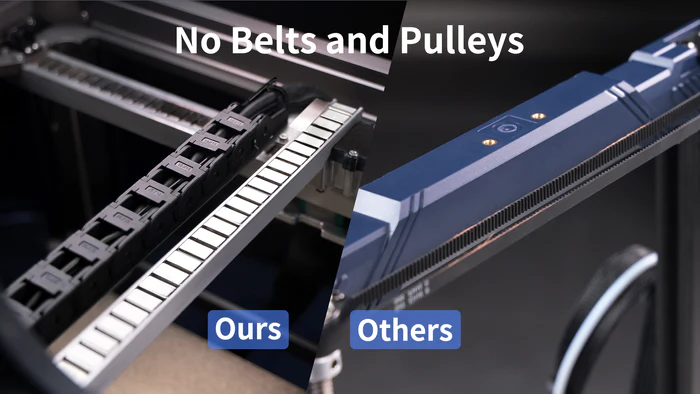
Connaissez vous Peopoly ? Si oui, vous devez connaître ce fabricant pour ses imprimantes résines Phenom assez couteuses, les seules qu'il produisait à ce jour. Ils viennent aujourd'hui d'annoncer et de lancer les précommandes pour une imprimante 3D FDM à un prix alléchant pour des performances alléchantes. Celle-ci se nomme la Magneto X MagLev, nom pas terrible il faut bien l'avouer. Déjà première chose, oubliez les 500 mm/s de votre Bambu Lab ou les 600 mm/s de votre Creality K1. Ici, on passe à 800 mm/s en impression et 1500 mm/s en déplacement, avec des accélérations à 22 000 mm/s². Comment font-ils ? Grâce à leur système non pas CoreXY mais MagXY. Ici, pas de courroie ou de poulie, mais des aimants et des moteurs linéaires à lévitation magnétique (c'est Google traduction qui traduit ce système, mais ça semble correspondre). Sur les axes sont disposés des aimants et le moteur va se déplacer au-dessus de ces aimants avec très peu de frottements, tout en limitant le nombre de pièces mécaniques (pas de tension de courroie à faire, moins d'usure, etc.). Sinon qu'avons-nous d'autre ? Surface d'impression de 400 * 300 * 300 mm Précision de 3 µm, notamment grâce à leur système de moteur à lévitation magnétique Un débit maximal de 60 mm^3/s Compatibilité avec les buses type E3D V6 volcano Autoleveling en 48 points 4 moteurs indépendants pour l'axe Z Température max de la hotend de 300°C et de 130°C pour le plateau Caméra 1080p 30 fps Fonctionne sous Klipper et avec Orca Slicer, car Peopoly est sponsor du projet Orca Slicer Écran tactile couleur de 7 pouces Enfin, derniers détails (prix, options, etc.) : Le prix sera de 1999$, mais il est actuellement à 1399$ pour les précommandes La machine est vendue de base non fermée, il faut acheter dans la boutique la fermeture sur les côtés (69.99$) et dessus (139.99$) Le ventilateur auxiliaire est également en option à 49.99$, son design est différent des autres (une sorte de turbine horizontale) Aucune idée de la qualité finale de la machine, l'avantage c'est qu'il ne s'agit pas d'un constructeur sorti de nulle part. Dans tous les cas j'adore l'idée, merci pour les innovations comme ça pour des machines avec un prix "accessible".
 3 points
3 points -
Le faux sang ne tenait pas donc je suis passée à la peinture maintenant ça va rester , la bombe était vide dommage... Une petite vidéo



 3 points
3 points -
J'ai déballé la A1 hier et fait la mise en route ce midi, une bonne petite machine encore Par contre je suis étonné, le "barillet" 4 tubes au dessus de la tête ne s'enlève pas et quand on veut utiliser la bobine externe faut donc passer par ce dernier sauf que les pneufits sont super galère à débloquer. Y'a un paragraphe à ce sujet dans les FAQ mais y'a pas encore le STL pour imprimer l'outil
 3 points
3 points -
Salut, Arrrrgh, c'est de ta faute @Andre Casagrandi si on a perdu . Si tu ne passais pas ton temps à aider les autres, on l'aurait coiffé au poteau! Bon, apparemment, @Savate, tu sens le gaz. J'en connais un qui va être bien accueilli si il part en vacances en Corse. PS: on est quand même content pour toi , @Vicaeman #fairplay3 points
-
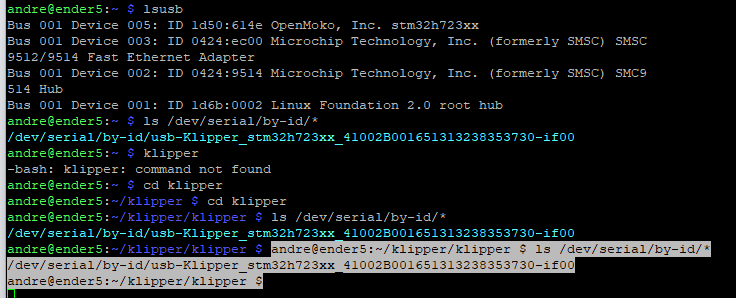
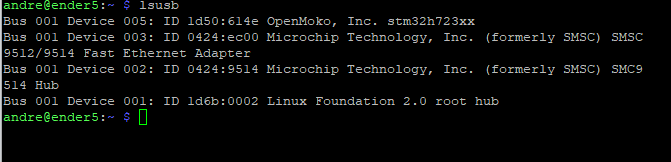
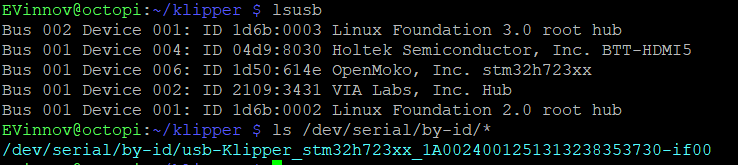
C'est bon problème résolu !! Après vérification de la référence du processeur sur la skr 3 ez il s'agit du STM32H723 et non pas le STM32H743. J'ai donc modifié les paramètres dans "make menuconfig" et refait un fichier klipper.bin que j'ai flashé. En entrant ensuite dans PuTTY "lsusb" la commande fonctionne et j'ai bien la carte qui apparaît sous "OpenMoko, Inc. stm32h723xx": Je peux donc faire un "ls /dev/serial/by-id/*" et récupérer l'adresse mcu de la carte. Problème résolu : il fallait bien sélectionner le bon processeur dans make menuconfig entre "STM32H743 et STMH723". Je vous remercie @pommeverte @Savate @PPAC pour votre aide précieuse . il semblerait que les grands esprit se sont rencontrés .

 3 points
3 points -
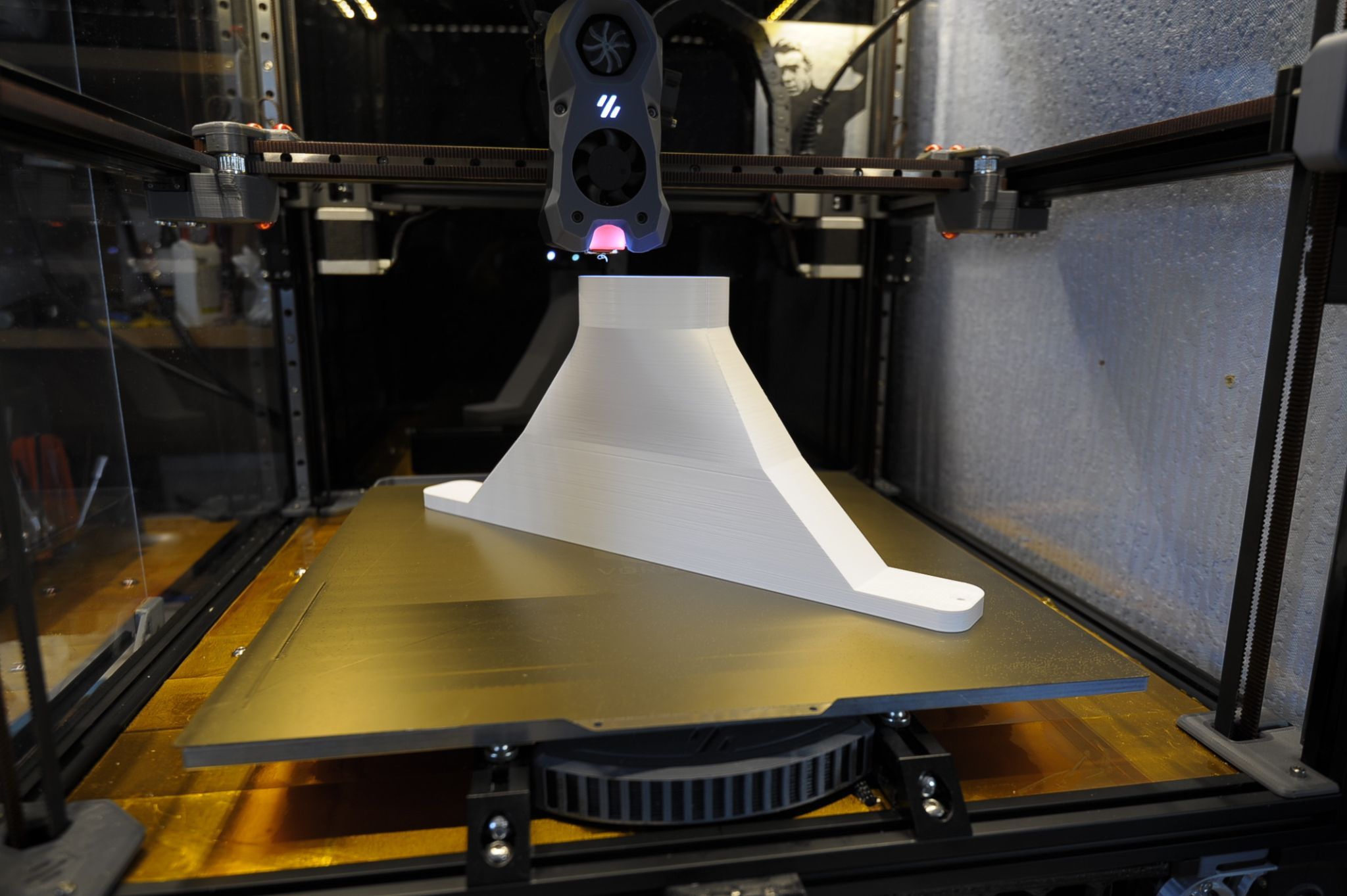
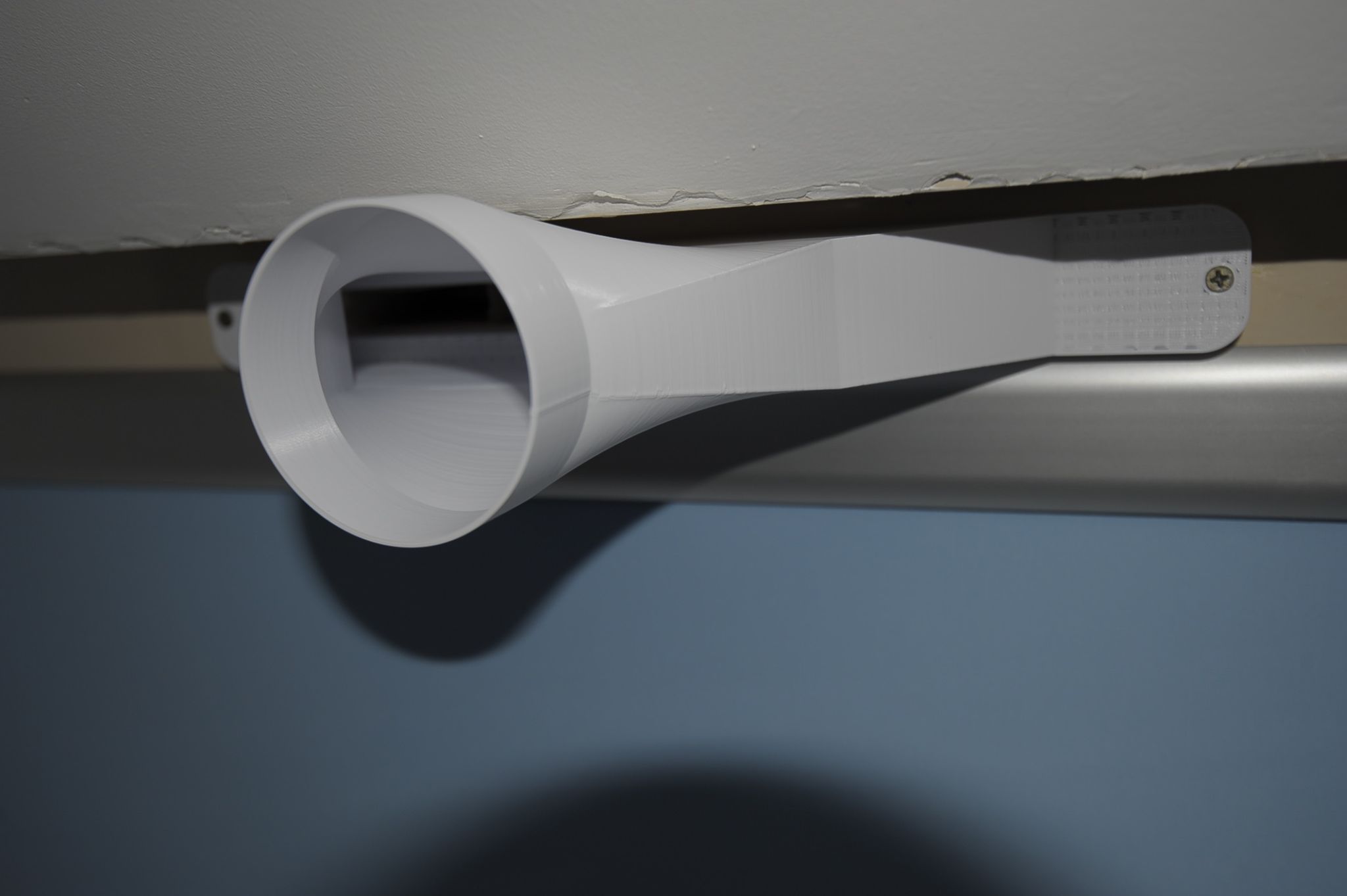
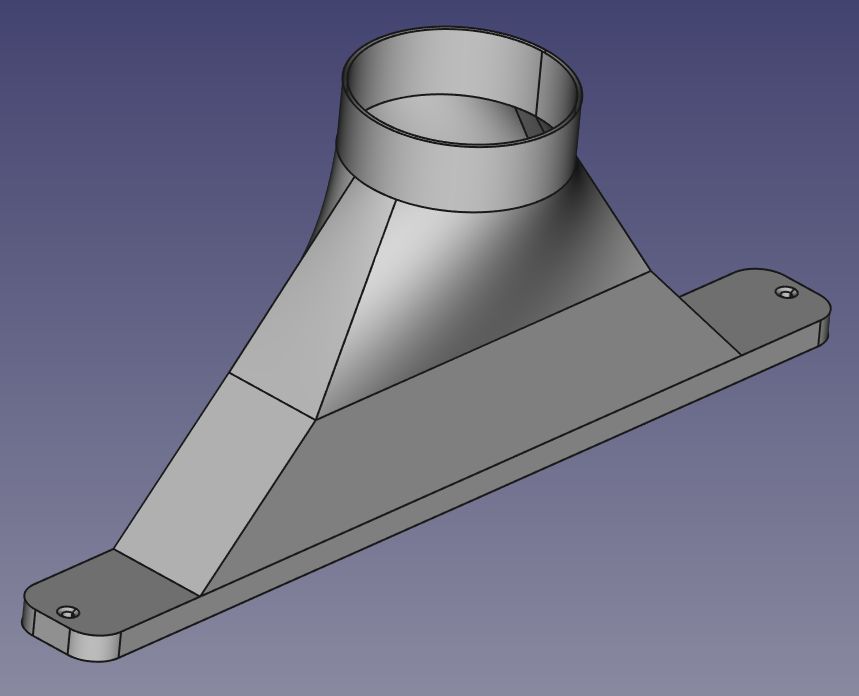
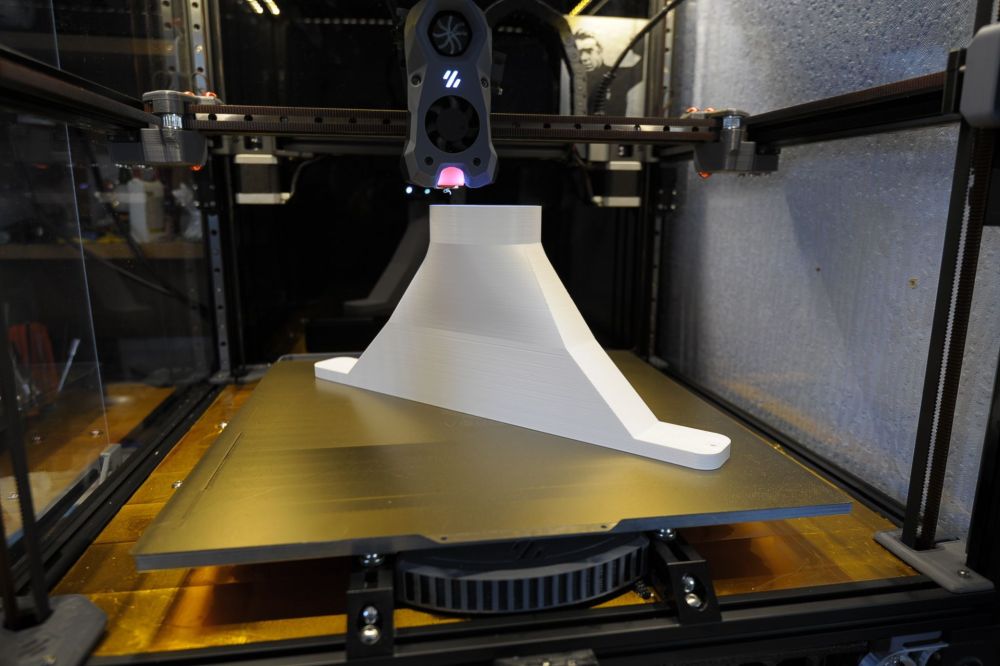
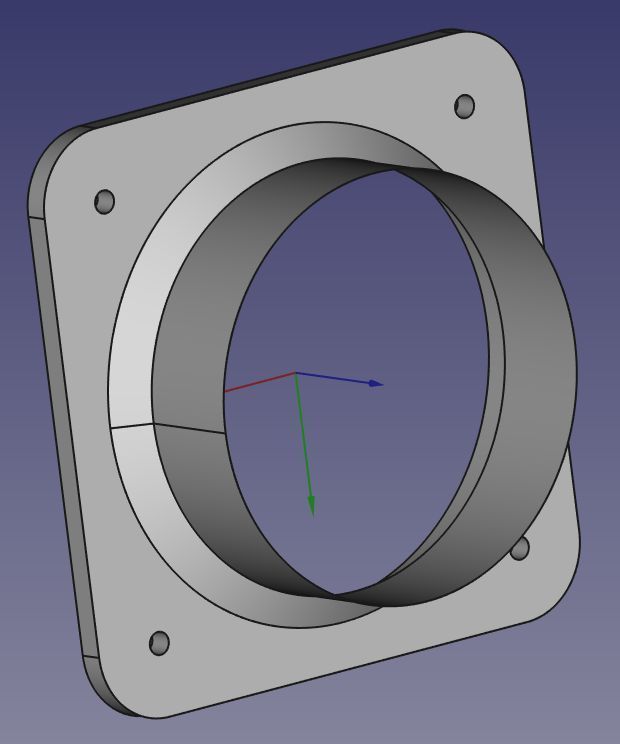
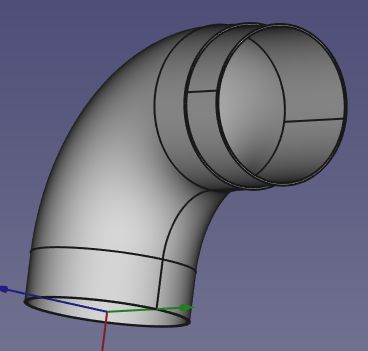
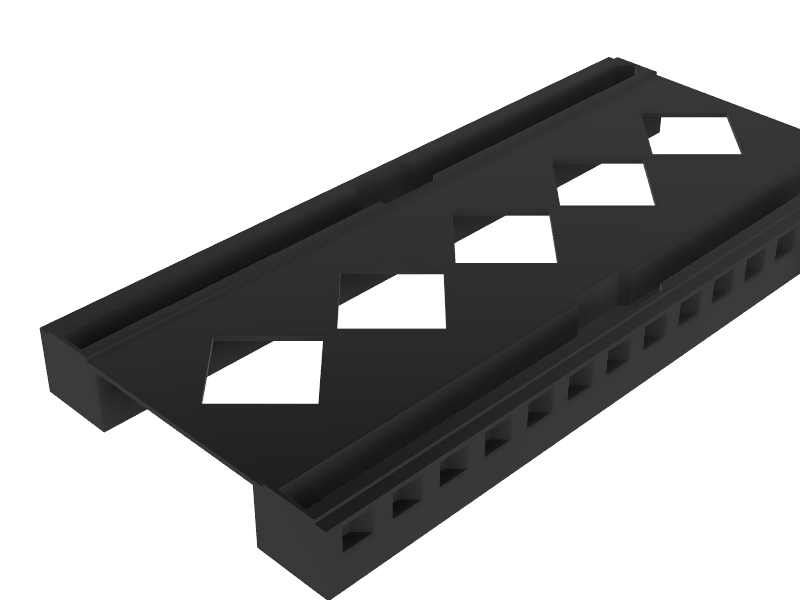
Bonjour, J'ai fait l'acquisition d'un graveur laser et pas question d'enfumer ma pièce de vie. Pour l'hiver il faut une petite installation. J'ai installé le graveur à proximité d'une des deux fenêtres de toit (ce ne sont pas des Velux). J'ai démonté la prise d'air pour la remplacer par une pièce d'adaptation prévue pour une gaine PVC souple de Ø 80mm. La pièce est conçue en 4 modules, à la fois pour coller aux contraintes de ma fenêtre et faciliter les modifications. La semelle vissée, le trapèze droit, le passage du rond au rectangle, le cylindre support de gaine. On peut supprimer la partie trapézoïdale et adapter la partie vissée pour aller sur une fenêtre ou une porte standard. Ma version est assez grande, 365mm de long, 40mm de largeur pour la semelle. Ca nécessite une imprimante 350x350, sur mes CR10S pro de 300x300 c'est un peu juste. Une fois en place ça passe pile poil. J'ai dessiné une pièce pour l'enceinte avec un ventilateur de 90mm, j'ai un vieux Zalman sur roulement qui souffle bien. De la même manière on peut sans difficulté l'adapter à d'autres ventilateurs mais le 90mm est parfait à cet emplacement. Il ne faudra pas oublier de faire des entrées d'air dans l'enceinte cumulant une surface un peu supérieure à la gaine (50cm²). En ce qui me concerne la sortie d'air de la fenêtre est un peu inférieure. Il y a donc une petite pression dans la gaine mais rien de méchant. Je joint les STL, je délivre gracieusement les fichiers FreeCad (v0.2) d'origine sur simple demande. Je voulais les mettre en ligne ici mais le forum ne prend pas les .FCStd. Il y a peut-être une bonne raison. Evacuation Air Diam 80.stl Pour Cura 5.4 et Prusaslicer voici les réglages optimum, S3D ne nécessite pas de réglages par zone, ceux de la base suffisent. De Z=0 à 10mm: Parois :3 Dessous : 2 Dessus : 3 Remplissage : 20 à 30% Pas d'aide à l'adhérence. --------------------------------- De Z=10mm à la fin Parois : 3 Le reste à zéro. J'ai utilisé du PLA+. Si votre installation est exposée en plein soleil l'été il faudra passer à l'ASA ou l'ABS. Fixation 90-80 mm.stl Même réglages que plus haut mais de Z=0 à Z=5mm et Z=5mm à la fin. J'ai conçu également une sortie M/F à 90° mais ce n'est pas indispensable. En plus il y a plus de support à imprimer que de pièce ! Coude 90 degrés M-F 80mm.stl Je pourrais expliquer ici comment effectuer les modifications, FreeCAd est un peu chatouilleux, comme tous les softs de CAO d'ailleurs. Pas sûr que ça intéresse grand monde mais sait-on jamais ?

 2 points
2 points -
ha ok donc j'ai vérifié avec le mauvais profile merci. 1h32 contre 1h59 ce qui est plus conforme. cela reste correct sur Cura , merci. la 2 impressions , la 1er brute, en 0.1 avec support tree la 2eme, pokemon après un ponçage et apprêt mais il était deja super top pour moi. avec la vitesse de créality Print


 2 points
2 points -
sur ton driver tu n un petit potentiomètre qui permet d'ajuster le Vref du driver par rapport a ton moteur, le vref permet d'ajuster l'apport en courant de ton moteur. Si trop faible ton moteur peu sauter des pas car il aura pas assez de couple, et trop élevé ton moteur et ton driver vont surchauffe a l'usage et tu as un risque de rendre HS l'un ou l'autre vois les 2. Sur les Axes X et Y Artillery les règles a 0.96v pour le vref2 points
-
Pour les amateurs de Klipper Octoprint; Le Raspberry Pi 5 est en précommande, au prix du Pi4 à sa sortie, mais il n'existe qu'à partir de 4Go. https://www.raspberrypi.com/products/raspberry-pi-5/#specification
 2 points
2 points -
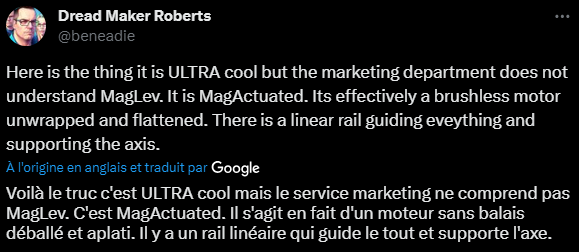
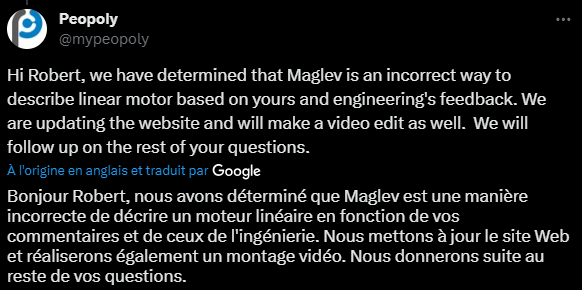
Ils ont un stand à l'East Coast RepRap Festival ce week-end où la machine sera présentée, donc on devrait avoir des vidéos que ce soit d'eux ou de personnes qui passent les voir. Tout compris avec tous les accessoires on est à 2259$ en prix normal hors précommande. Je suis curieux de voir le bruit qu'elle peut faire avec ces moteurs. D'ailleurs ils ont changé le nom de la machine après que quelqu'un leur ait fait remarquer qu'il ne s'agit pas d'un système MagLev. Donc maintenant son nom est simplement Magneto X (vous pouvez changer le titre d'ailleurs).
 2 points
2 points -
Bonjour à tous, je suis nouveau sur le forum et novice en matière de 3D...... Dernièrement y a 2 jours j'ai acquis une Ender 3D et je rencontre quelques problèmes bien évidement !!! voir mon post Comptant sur votre expérience ,je crie A L'AIDE !!! Je vous remercie par avance.1 point
-
Après un topic ultra détaillé, voici le test et la note finale de @PPAC au sujet de l'imprimante 3D Creality Ender-3 V3 SE ! https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-se-20230929/1 point
-
C'est prévu pour plus tard, j'ai déjà un compte avec une ou deux bricoles. Je voulais poster ça ici avant. Fichiers FCStd.zip1 point
-
Oui là, je commence a sécher moi aussi, tu as bien raison de tenter l'invocation de @MrMagounet. Les pistes sont pour moi Zones de point dur sur l'axe Y ( si par exemple il y a un problème de parallélisme des tiges lisse de guidage ou des profilés extrudés où elles sont incrustées, ou un problème des roulements a billes des roues ) Glissement des poulies sur l'arbre/l'axe moteur Usure des dents des courroies Moteur H.S. Défauts dans le câble ou les connecteurs entre la carte mère et le moteur Y. VRef a ajuster pour le contrôleur de moteur pas à pas du moteur Y sur la carte mère. ( Mais aucune idée de la VRef car pas les spéc pour le moteur Y ou le contrôleur de moteur pas à pas) Défaut du contrôleur de moteur pas à pas Y ou de refroidissement de celui-ci ( comme il est probablement soudé en surface sur la carte-mère, pas simple a changer sans changer la carte-mère) ... ou encore, le chat qui vient (en mode ninja) mettre le bordel quand tu as le dos tourné. Mais comme je t'ai déjà donnée une fausse piste, je ne vais riens proposer pour l'instant comme truc a tester. (sinon juste pour te taquiner gentiment, première impression d'un fichier de test, sur la "Kobra 2 Pro" terminée, bon résultat d'impression. )
 1 point
1 point -
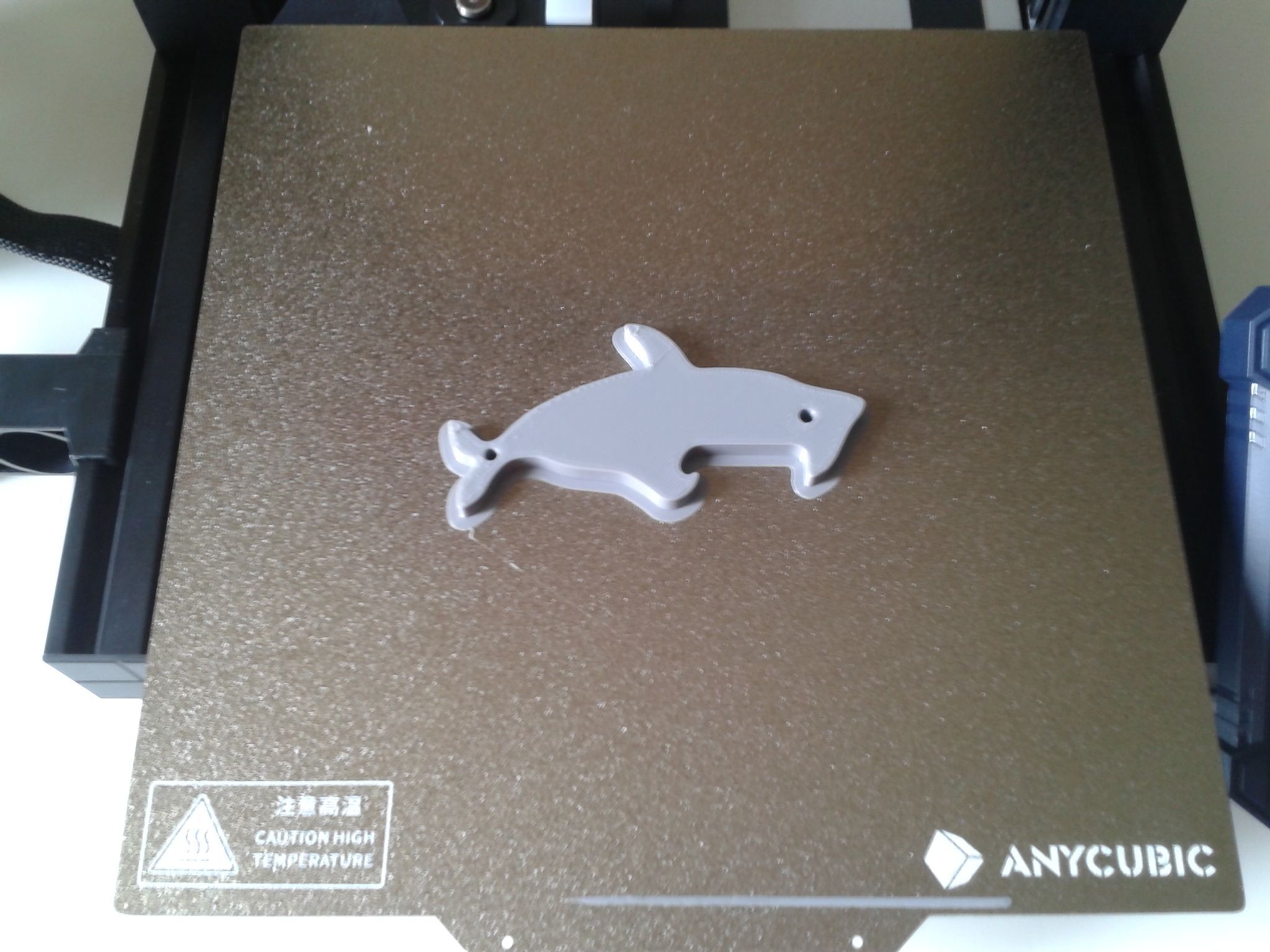
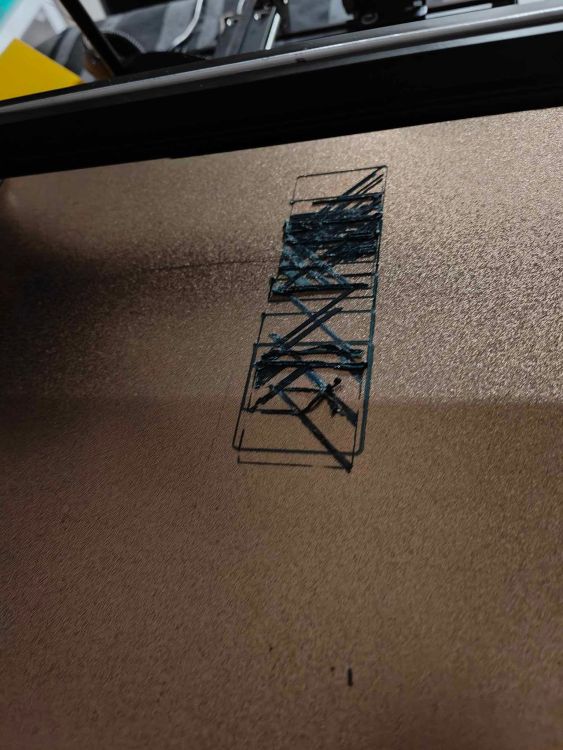
Bon alors après avoir revérifié moteur à l'envers, les courroies recontroler les excentriques, changer avec une autre clé, reslicer un fichier différent, rien à faire quelque chose m'échappe Voilà un cube slicé récemment : Le plateau déraille, il va clairement plus loin que ce qu'il devrait (et bien entendu c'est le cas avec tous les prints). Les courroies me semblent normalement bien mises, ou je passe à coté de quelque chose (en plus lors du montage les courroies sont déjà installées). Baisser la vitesse, tendre beaucoup plus, ou détendre beaucoup plus n'influence absolument pas le résultat. Je n'arrive vraiment pas à définir ce qui peut produire ça. J'ai besoin d'invoquer ma carte maitresse : @MrMagounet Aurais-tu un avis sur la question ?
 1 point
1 point -
ok merci et effectivement j'ai cherché et trouvé ce post: https://docarti.fr/reglage-des-vref-des-drivers/1 point
-
Hate de voir une video de test complet motard geek. Malgré deux x1 c dans mon atelier, je vais précommander une a1 direct, tellement bambulab ma fait redecouvrir l’impression 3D malgré une petite déception sur le fait que l’ams ne sois pas fermé…1 point
-
1 point
-
Il suffit de mettre les fichiers dans une archive puis de joindre celle-ci (.zip) ou encore de changer l'extension en ajoutant .txt à la fin (bidule.fcstd.txt) Le forum, effectivement, n'accepte pas tous les fichiers en pièces jointes. Quand on veut en joindre un non reconnu, la liste de ceux permis est normalement affichée.1 point
-
Salut,tu as cliqué sur lr RESET (la petite maison près du cube de séléction de l'angle de vu)1 point
-
Salutation Sous Ultimaker Cura, regarde dans le profil / les paramètres de l'imprimante et y décocher le "origine au centre du plateau".1 point
-
Merci pour la manip... Comme ceci, donc..
 1 point
1 point -
https://www.printables.com/fr/model/591778-bambu-lab-original-filament-swatches (désolé j'ai pas de lien MakerWorld ). Faudra peut-être rallonger les tubes Non du tout, c'est le cas actuellement, j'ai un print blanc en cours sur la bobine 1 qui est presque vide et j'ai préparé une seconde bobine sur le slot 2 (trop maniaque pour passer sur le 3 avec un 2 vide ) et ça tient très bien1 point
-
Salutation ! Ha oui là je sais pas vraiment trouver ce genre de chose ... ( Aucune idée des sites de références pour cela ) Surtout que c'est probablement risquer de briquer la carte si l'on prend n'import quoi ... Donc, sans aucune certitudes et a tes risques et périls : https://www.google.com/search?q=CV9203H-A42+dump -> https://www.flashdumpfiles.com/tag/cv9203h-a42/ -> https://www.up-4ever.net/x694ise2g13m ?1 point
-
Une rondelle n’etais pas suffisante avec 3 rondelles le probleme est resolu l’auto home ne burine pas le tapis . merci pour votre aide!1 point
-
Bon... on arrête de délirer sur ces moteurs Ce ne sont que des moteurs linéaires, l'intérêt c'est qu'on n'a plus de liaison intérmédiaire (vis sans fin ou courroie) et donc un gain de précision Dans l'insdustrie l'intérêt de ces moteurs c'est aussi la possibilité d'appliquer des accélérations très importantes à ce qu'on veut déplacer, mais pour une impression 3D, ça n'a pas grand intérêt Pas de conséquence sur les pacemakers1 point
-
ce n'est pas "=" mais ":" qu'il faut mettre: (ligne 6539) serial: /dev/serial/by-path/platform-5310400.usb-usb-0:1:1.0-port01 point
-
Comme la K1 Max ^^1 point
-
et met plutôt le log comme un fichier joint, là il ne correspond à rien (ou il n'est pas complet)1 point
-
Est-ce que tu peux refaire une copie d'écran de la réponse à ls -l /dev/serial/by-path/ comme tu l'as fait ici ?1 point
-
Cela devrait dépendre du champ des aimants, je ne sais pas où est le seuil. une partie du champ devrait être pulsé. alimentation 1 kWatt quand même !1 point
-
Merci, c'est bon les photos sont dispos, ça fait un bon moment que j'avais pas posté1 point
-
Est-ce que ce sera la première imprimante qui aura une étiquette (écrit en tout petit donc il faut se rapprocher pour la lire) qui explique que si l'on a un pacemaker il faut rester a une bonne distance de sécurité de la machine ? C'est fait. Merci.1 point
-
/dev/serial/by-path/platform-5101400.usb-usb-0:1:1.0-port0 ce n'est pas ce qui est marqué dans ton log1 point
-
Cela fait une accélération max autour de 2.2 g, il faudra de bonnes soudures pour les connections !! Le tout est que la tête ne finisse pas comme cela : https://www.areion24.news/2019/02/19/le-canon-electromagnetique-va-t-il-changer-lartillerie-navale / Le principe est intéressant et voir comment est maîtrisé la précision du positionnement.
 1 point
1 point -
J'ai edité normalement c'est mieux Pas de problème pour la remarque1 point
-
Effectivement sur le papier c'est assez incroyable, pour ce qu'ils produisent en résine je n'ai jamais été surpris, soit c'est pas incroyable, soit c'est un concept chelou (La peopoly phenom forge est la seule imprimante résine à ma connaissance à assembler soit même), soit ça coute BEAUCOUP TROP CHER Pour en revenir à cette machine, un volume d'impression ouf, et une vitesse max de ouf, mais les vitesses maxs on commence à être habitué à des promesses un peu exagérée. J'aurai bien aimé dans leur teaser un petit temps pour un benchy histoire de voir Après une grosse machine avec Klipper en précommande à 1500 balles HT (1399$ + 160$ HT) (sans les vitres) avec caméra intégré et l'écran tactile de la V400, faut voir TTC on est très proche des 2000€ pour une livraison en france (et on y sera après la préco). En tout cas, en ce moment dans l'impression 3D, quand un challenger tape, il tape fort1 point
-
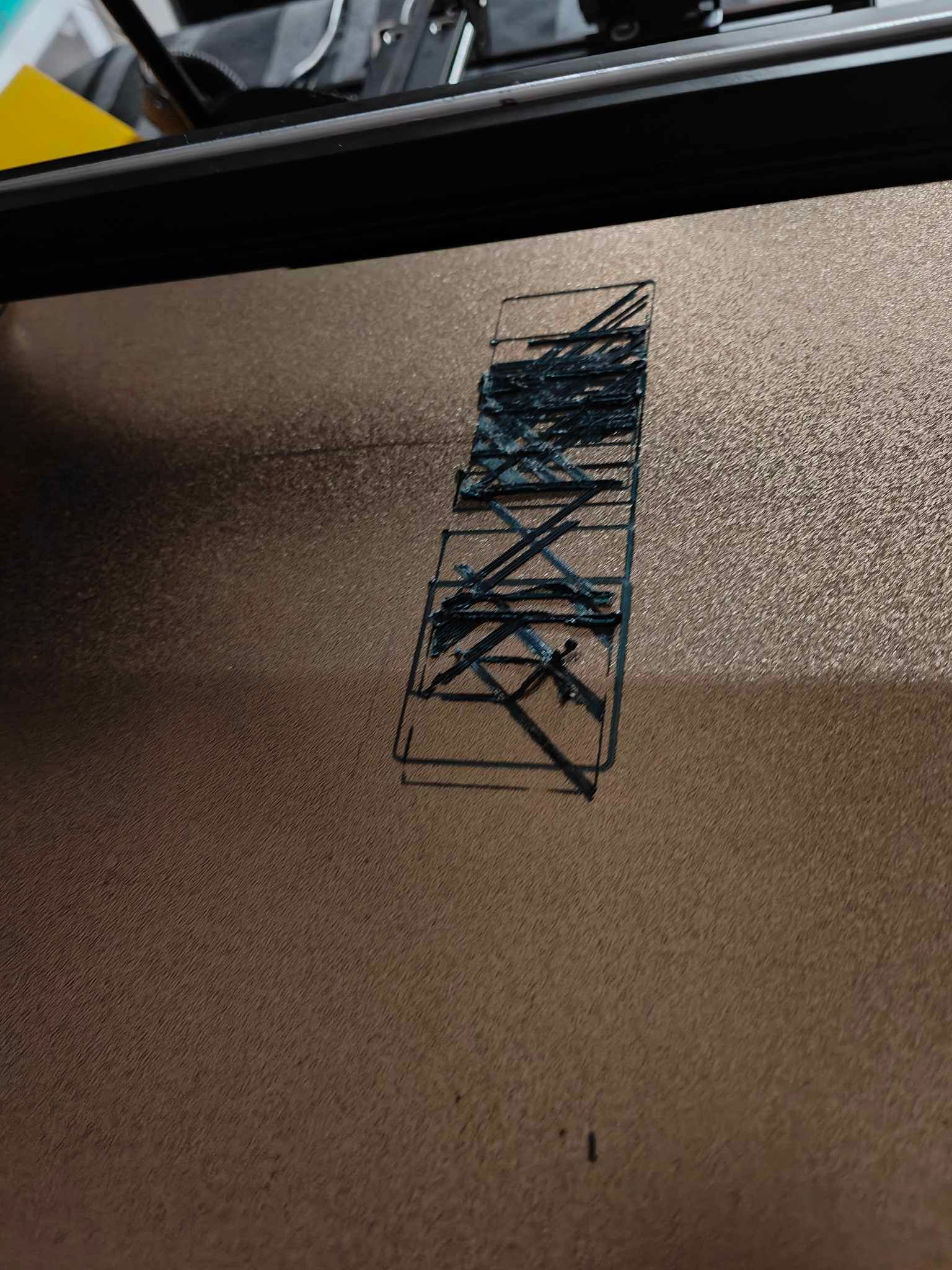
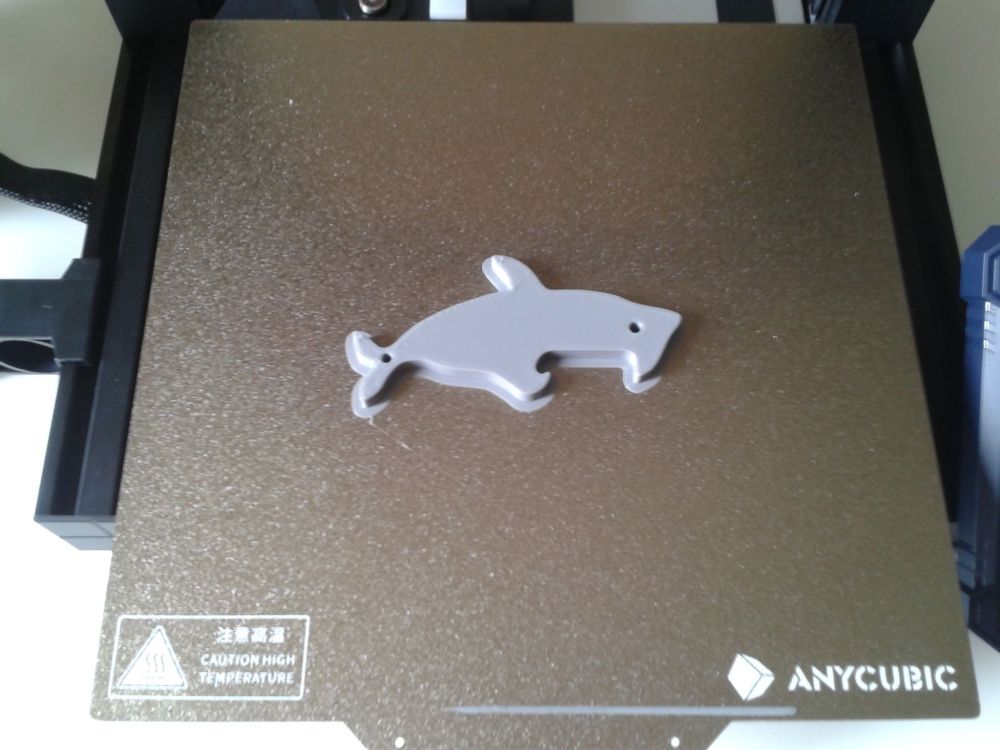
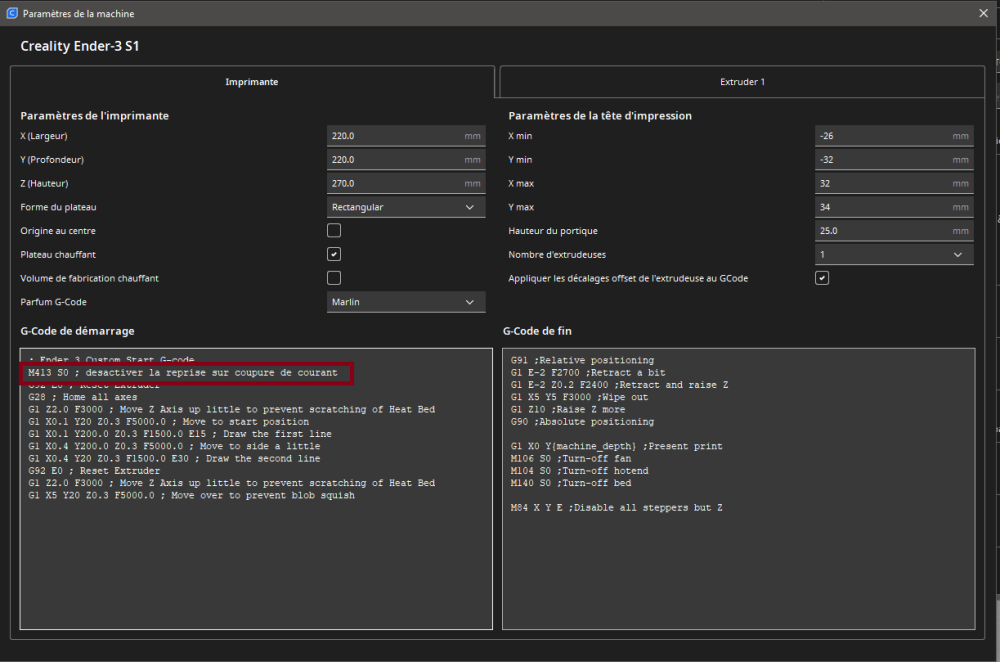
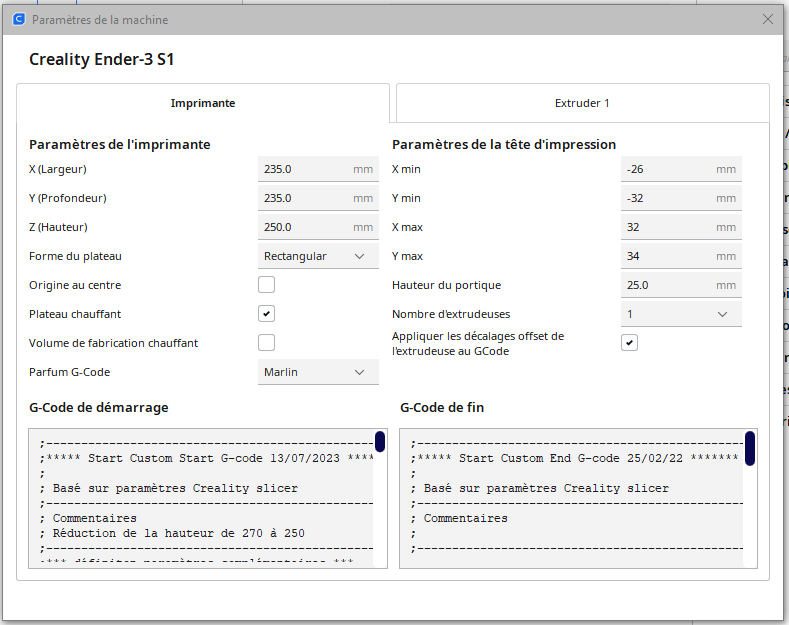
Bonjour, J'ai trouvé que la version de Cura 5.4 comporte des soucis, je ne me les explique pas, mais force est de constater qu'à chaque fois la même pièce imprimée sous Cura 5.2.1 était l'attendu, alors qu'avec la version 5.4.. pas forcément. Bref je ne peux que te recommander d'utiliser ton ancienne version, voir même la 5.2.1 qui est vraiment aboutie, plus que la 5.2.2. (Ensuite , si tu souhaites imprimer des objets avec des structures de supports arborescentes, je te recommande de télécharger et d'installer la version 5.3.0. X-Mas, soit disant que le travail de l'auteur à été repris dans la version 5.4, pour moi c'est faux, au "sliçage" d'une même pièce je n'obtiens pas les même supports.. étrange non..) BOn ces propos n'engage que moi bien sûr Concernant le profil de ta S1, voici le mien. Tu déclare une nouvelle imprimante sur la base de la Ender 3, tu vérifies dans la fenêtre ci dessous que tout est OK. Ensuite tu remplace toutes les données à gauche dans G-Code démarrage par celles du fichier joint et en fait de même pour le G;Code de fin. Nota : Ma hauteur max est fixée à 250 mm au lieu des 270 possible, à cause d'un accessoire monté pour guider le câble plat. Concernant la rétraction sur une Ender 3S1, de base c'est quasi toujours du 0.8 mm à 40 mm/sec pour du PLA, à peu près 1mm à 45mm/sec pour du petg et 2mm à 40 mm/sec pour du TPU 95A. Bien évidemment cela doit être vérifié pour tes fils par des essais bien sûr. Le "stringing" peut être dû à une température de fusion trop élevée du fil utilisé. Le petg, matériau pleureur par excellence ne me presque pas de fils sur ma S1. Et pour finir ta pièce avec le stringing est genre "spaghettifiée" ou quelques fils de-ci de-là ? Etonnant ça. Des ch'tites images seraient les bienvenues aussi... Le dire c'est bien, le voir c'est mieux Je pense qu'il serait bon, de d'étalonner ton plateau à nouveau, de régler ton "z-offset", puis de faire un maillage du plateau (à 60°C bien entendu), peut que les données de maillage ont été polluées, je ne sais pas. Les mystères de l'informatique étant puissants et très vicieux aussi GCode_deFin.txt GCode_demarrage.txt
 1 point
1 point -
Ils ont inventé le moteur brushless à plat Plus sérieusement sur la papier et dans la vidéo promo ça a l'air beau Et au moins ce n'est pas une copie de Bambu1 point
-
Bienvenue, Mais sans vouloir te vexer, si tu pouvais faire un effort dans l'écriture, ce serait très apprécié : j'ai dû relire plusieurs fois ton message pour le comprendre.1 point
-
Effectivement le tableau existe, mais il ne parle que de la plaque en verre supérieur ... Je pense que l'ouverture ou non de la porte joue un rôle sur la température du plateau. La retrait de la plaque en verre aide a évacuer l'air chaud et l'ouverture de la porte créé une sorte de courant d'air qui amène de l'air froid.1 point
-
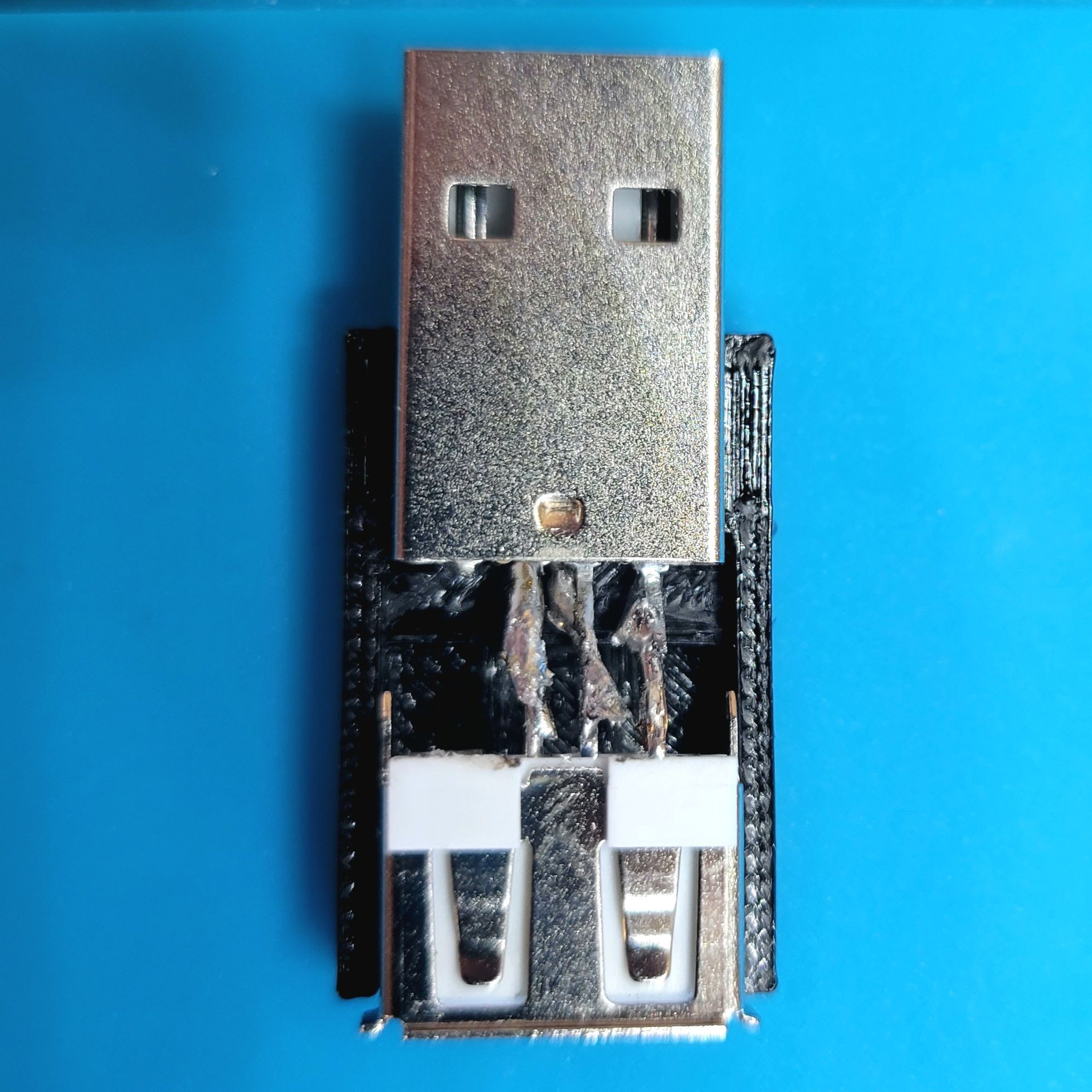
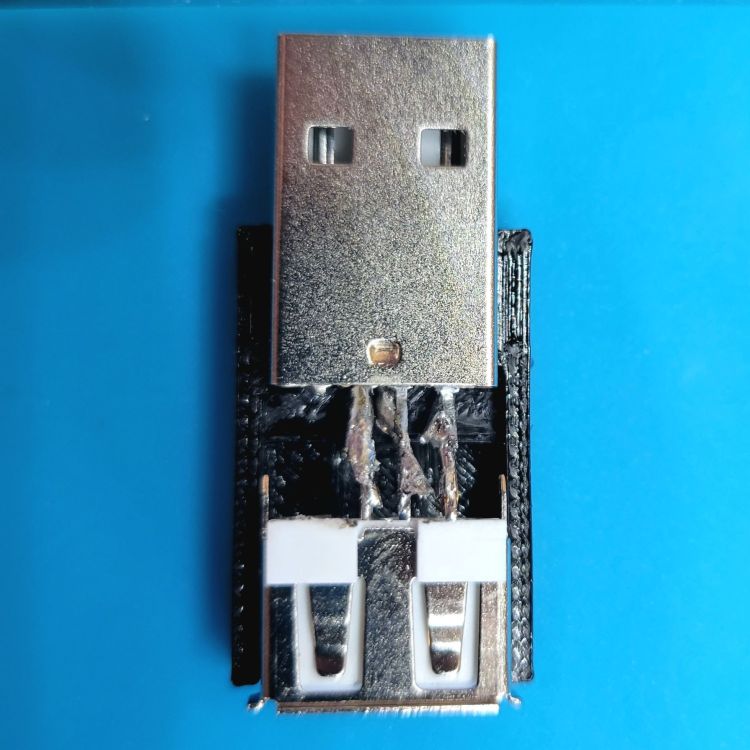
Aucune pitié. Pourtant, sans mes lunettes, je les voyais nets. Alors la suite des aventures des soudures de Michel. Comme décidément le connecteur femelle ne rentrait pas dans le boîtier, je me suis résigné à modifier le boîtier. Augmentation de l'épaisseur des 2 boîtiers de 1mm (donc 2 en tout) et approfondissement des 2 cavités réceptacles de 1mm chacune. Ensuite début de la soudure. Comme tu le disais, c'est très chaud. Beaucoup de patience et de minutie. Finalement, je l'ai fait et j'étais content du résultat plutôt propre. Test. Et là bien sûr, ça ne marche. Je contrôle les soudures, je les déplace, les resserre, les contrôle à nouveau, toujours pas de data. Les soudures commencent à être beaucoup moins jolies. Et puis l'illumination. Je teste le câble lui-même. C'est un câble de charge. Aaargh !!!! Donc, ressoudure. Là les soudures sont franchement moches. Je teste, ÇA MARCHE. Comment perdre son temps à faire et défaire pour rien. Voilà le résultat. Ouf, c'est bon. Et pour ceux que ça intéresse, voici les boîtiers modifiés : Boitier USB1.stl Boitier USB2.stl
 1 point
1 point -
Yes, le carton est étonnement petit et léger, je n'ai plus l'habitude en tout cas !
 1 point
1 point -
Pour moi le PLA est plus cassant que le PETG. Et le TPU ne semble pas avoir d'avantage ( ni d’inconvénient ) ici sauf plus coûteux et a imprimer plus lentement. Il faudrait tester a l'usage avec cette pièce spécifique imprimé dans chaque matériaux pour vraiment savoir.1 point
-
Une idée con, pourquoi pas en TPU, j'ai pas vu le fichier mais s'il est suffisamment épais ça doit pourvoir être assez rigide pour la fixation tout en absorbant les chocs.1 point
-
Pour présenté un petit projet fait vite fait pour le fun, je me suis mit au Wing Foil cette été, j'ai donc trouvé un Foil sur le bon coin. mais je n'avais pas de planche. j'ai donc ressortie mon très vieux surf de mon adolescence, j'ai donc modélisé et imprimé un boitier US box pour y fixé mon foil de 80cm de haut j'ai renforcé la planche qui était bien fatiguée avec deux bout de contreplaqué, le tout juste collé avec de la colle polyester, je n'ai pas utilisé de fibre de verre (travail vite fait mal fait quoi, mais on était presser de tester le foil ) il n'y a pas de vent en ce moment, donc on a fait une sorti en wake avec, tiré par un zodiac. ca marche du feu de dieu!!!! 75kg, en porte a faux sur l'avant du surf (ma position sur le surf place mon poids environ 50cm devant la fixation du mat) même au pumping, ca n'a pas bougé on a quand même prit 20 nœuds en pointe, fini par un gros splach quand je refait une sortie je met une vidéo pour montré le truc, pour ce rendre compte des effort qu'il y a sur cette piece pour info la pièce sort de ma x1, il a été imprimé avec le PETG basic bambu, avec 6 parois pour la solidité


 1 point
1 point -
Salut, Pourtant je pense que mon topic était assez clair, détaillé et qu'il ne manque pas d'informations ^^ Merci pour ton aide en tout cas, mais j'ai trouvé ma réponse ailleurs, j'ai d'ailleurs obtenu la réponse sans ajouter d'informations complémentaires, il s'agissait du débit. J'ai donc investi dans un pied à coulisse avec une précision de 0.01mm, fait quelques tests de débit et j'ai réglé mon problème1 point
-
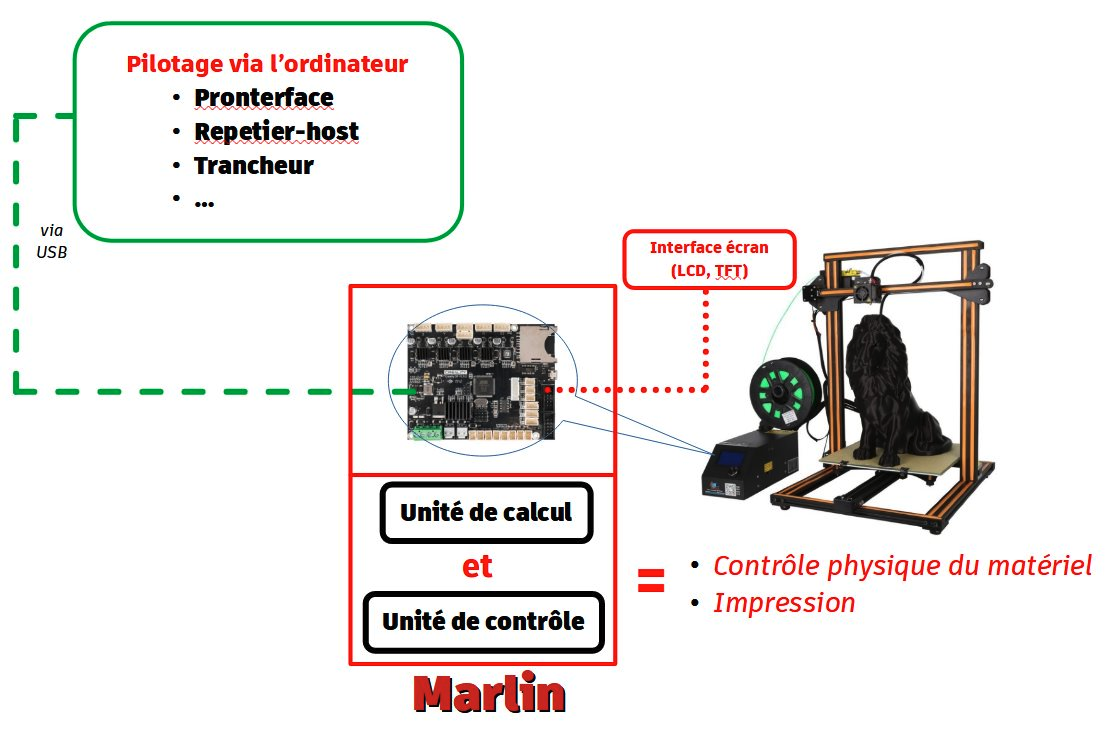
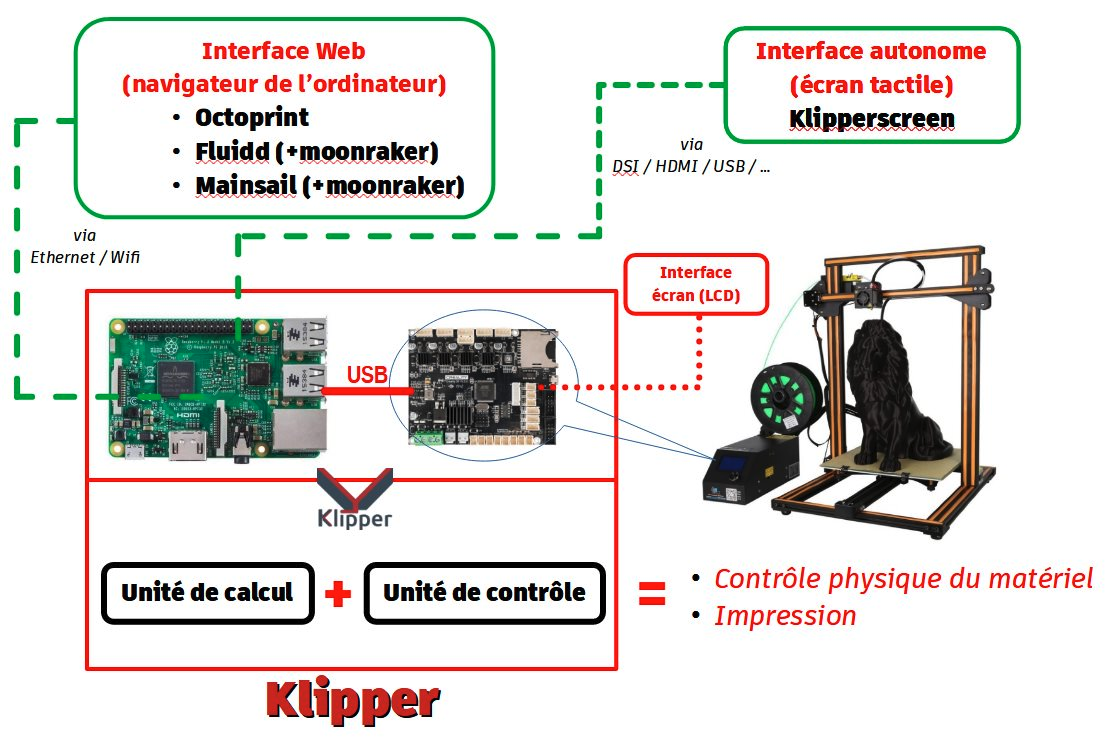
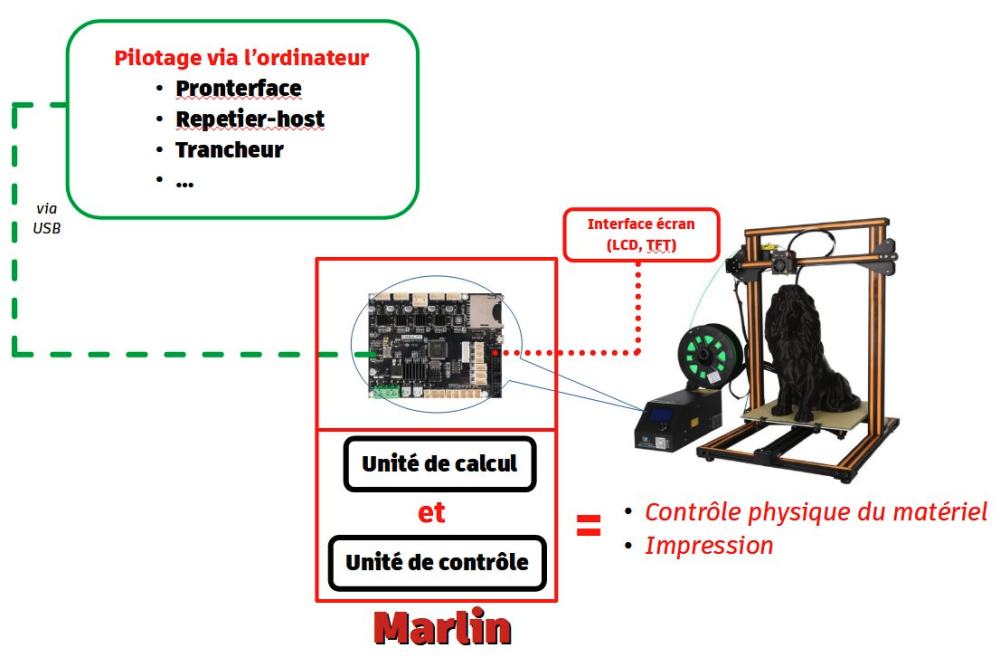
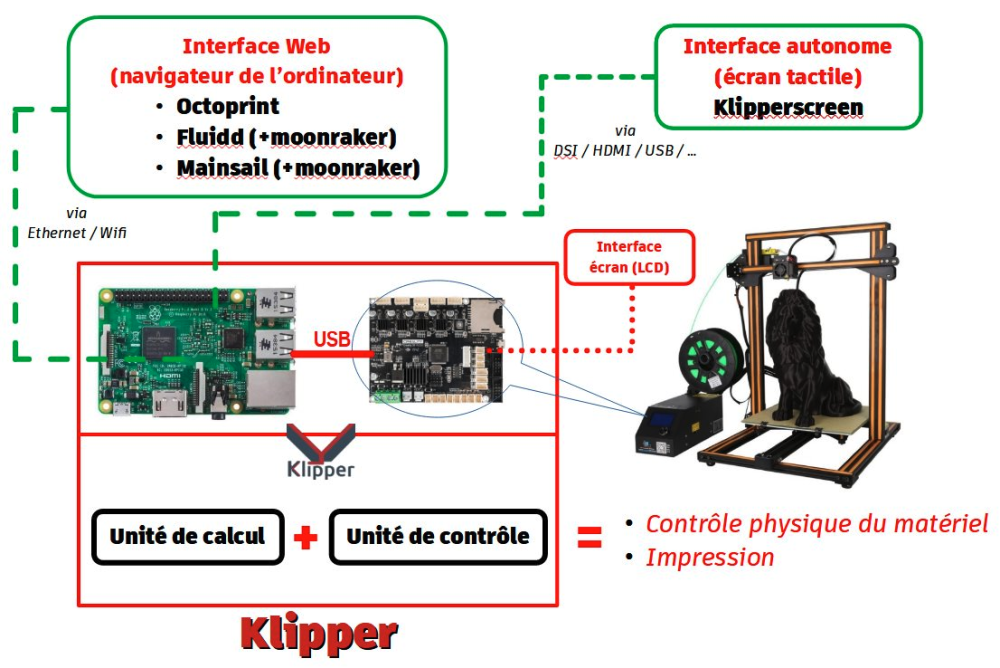
Dans le monde de l’impression 3D, le microgiciel (firmware) Klipper devient de plus en plus populaire. Peu d’imprimantes en sont équipées d’origine, l’exception étant les machines Voron ou Ratrig (RatOS) qui ne sont pas vendues telles quelles : il faut d’abord sourcer toutes les pièces nécessaires, attendre la livraison d’icelles et finalement procéder à leur assemblage / montage / calibrage. Heureusement, quelques fabricants d'imprimantes 3D commencent à produire et vendre des imprimantes fonctionnant avec ce microgiciel Klipper au lieu de l’habituel Marlin : Flsun avec sa V400 , Biqu / Bigtreetech avec sa Hurakan et d'autres à venir. Avant de céder à cette « mode », un petit rappel me semble nécessaire afin d’éviter toute déconvenue et/ou désillusion. Qu'est-ce que Klipper ? Klipper est le logiciel pilotant l’imprimante 3D à l’instar de Marlin. Le microgiciel (firmware) Marlin actuellement équipe la majorité des imprimantes 3D amateurs. L’imprimante pour peu qu’elle soit équipée d’un écran de contrôle est entièrement autonome. Un matériel informatique peut toutefois être relié à l’imprimante via un câble USB pour permettre de la contrôler plus agréablement. Klipper, contrairement à Marlin, ne s'exécute pas uniquement sur la carte de l'imprimante, mais répartit le travail entre un matériel informatique et la carte mère de l'imprimante. Sans ce matériel informatique supplémentaire une imprimante «klipperisée» ne peut fonctionner seule. Dans les dessins ci-dessus, tout ce qui est encadré en vert correspond à des compléments facultatifs, les éléments indispensables et suffisants sont eux encadrés en rouge. Dans la suite de ce document, j’utilise l’acronyme RPi en lieu et place de RaspberryPi pour indiquer simplement le matériel informatique accueillant le système d’exploitation Linux (unité de calcul ci-dessus). Ce matériel informatique peut être une Raspberry Pi (actuellement difficilement trouvable à cause de la pénurie de composants électroniques actuelle) ou n’importe quel autre matériel informatique « récent » : autres SBC (Small Board Computer), AndroidTV, PC (terme générique pour Personal Computer indépendamment du système d'exploitation), un smartphone Android, des tablettes « tout-en-un » genre Flsun SpeederPad ou Creality SonicPad, … Un RPi possède plus de mémoire et plus de puissance de calcul qu’une simple carte d'imprimante 3D munie de son microcontrôleur. Le système d’exploitation sous-jacent est une distribution Linux. Ce qui offre plus de possibilités que ce qu’offre le système de gestion des cartes à microcontrôleur de nos imprimantes 3D. Linux offre : un accès au système de fichiers, l’utilisation de langages de programmation (python, …), une connexion réseau (Ethernet et/ou Wifi), la gestion du multitâche, … NOTE IMPORTANTE Pour tout système Linux, au moins un utilisateur possédant des droits élevés est nécessaire à l’accomplissement de certaines tâches sur le matériel (mises à jour du système, installation de logiciels, …), nommé «root» (un peu l’équivalent de l’administrateur système de Microsoft Windows). Cet utilisateur « privilégié » est tout-puissant à l’intérieur du système, il peut donc faire tout ce qu’il souhaite y compris des dégâts ; raison pour laquelle quand des tâches potentiellement « dangereuses » doivent être réalisées, il faut les faire en toute connaissance de causes en précédant ces commandes du terme «sudo» ( ex : « sudo rm -rf / » (commande à ne pas tenter évidemment)). Le mot de passe sera alors demandé avant d’exécuter la commande. Ces capacités avancées d’un RPi sont utilisées par Klipper (langage Python) pour effectuer une analyse GCODE plus approfondie ainsi qu’une planification plus précise des mouvements basée sur des modèles cinématiques. Aucune carte 32 bits de nos imprimantes même équipée de plus de mémoire et de puissance CPU ne peut rivaliser. La partie microprogramme de Klipper (microgiciel) de la carte de l'imprimante contient un très petit noyau de traitement. Microgiciel qu'il faudra flasher (installer) sur la carte de l'imprimante. Celui-ci est chargé de gérer les périphériques (moteurs pas à pas, chauffage, écran LCD, ventilateur, capteurs de température, etc.). Cela correspond à l’unité de contrôle (dessins ci-dessus). Avantages de Klipper Les mouvements de l'imprimante semblent plus fluides et plus rapides. Même avec de simples pilotes Allegro A4988, le bruit du moteur est réduit, cependant pas autant qu'avec des pilotes TMC (2208, 2209, … par exemple). La configuration de l’imprimante est facilement modifiable (via un fichier « texte » : printer.cfg) sans devoir installer un nouveau firmware (compiler, flasher). D'autres avantages méritent d'être mentionnés, par exemple : la «Pressure Advance». À l’identique du «Linear Advance» de Marlin, il s’agit d'un modèle physique de commande du moteur de l'extrudeuse. En gros, cette modélisation tient compte du fait que l'extrusion réelle suit les mouvements du moteur en tenant compte de l’accumulation et de la diminution de la pression dans le filament liquide/rigide. Il est même possible de compenser, atténuer, voire supprimer, la résonance afin de réduire le "ringing", «ghosting» (≃ phénomène d’écho) via l’«Input Shapping». Ce paramètre peut être calculé manuellement ou bien automatisé via l’adjonction d’un composant électronique comportant des accéléromètres (ADXL345). Possibilité de gérer plusieurs matériels / cartes en même temps (mcu). La carte initiale n’a plus assez de sorties pour l’ajout de nouveaux moteurs, il suffit d’ajouter une deuxième carte et de paramétrer / compléter le fichier printer.cfg pour en tenir compte. Large compatibilité avec le GCODE des trancheurs courants (Cura, Superslicer, Prusaslicer, …). Ainsi le flux de travail habituel peut être maintenu. Utilisation de macros GCODE, que l’on peut assembler pour traiter des séquences de commandes à la manière d’un "script". Par exemple, réduire au minimum le GCode de démarrage ou d'arrêt (START_PRINT, END_PRINT), émuler des GCodes inexistants. Possibilité d’utiliser les paramètres transmis par le trancheur (par exemple, les valeurs de température dans le code de départ). Grâce aux Gcode étendus, Klipper permet de gérer facilement de nombreuses étapes d'étalonnage / calibrage : aide au nivellement du plateau, recherche des bons paramètres de pression-avance, … Dans de nombreux cas, c’est plus confortable que ce à quoi Marlin nous a habitué. Inconvénients de Klipper L'imprimante ne peut être utilisée qu'en conjonction avec un RPi. Ce qui signifie que l'imprimante perd son indépendance. Il reste possible de remplacer la carte contrôleur par une autre, incorporant les deux unités (calcul / contrôle, voir plus haut) comme : la Bigtreetech (BTT) Manta, la Mellow FLY-Gemini, la Mellow FLY-Puppet, la MKS SKIPR, la PandaPi, … Le port série (port USB) de la carte imprimante n'est plus disponible pour l'envoi de GCODE, ce port est nécessaire à la communication entre le RPi et la carte imprimante. Les écrans TFT, tactiles ou non, de plus en plus courants sur de nombreuses imprimantes 3D ne sont pas pris en charge. Si votre imprimante en est équipé, vous ne pourrez plus l’utiliser. Klipper ne gère que les écrans LCD simples avec encodeur à bouton (contrôleur graphique RepRap 2004 ou 12864 et ses variantes). Klipper n'est pas aussi répandu (actuellement) que Marlin. Le risque existe d'obtenir moins d'aide en cas de problème qu'avec la norme de facto Marlin. Klipper fournit une abondante documentation assez technique (en très grande partie en anglais, des traducteurs sont les bienvenus pour d'autres langues ) qui peut (pourrait) rebuter un novice. Passer de Marlin à Klipper nécessite un réel effort d’apprentissage, cependant de nombreux canaux permettent d’obtenir de l’aide (Github, Documentation, Discord, Discourse (forum), Reddit,…) Klipper fonctionne sur des systèmes équipés de Linux comme OS. Une connaissance et maîtrise minimale de Linux (ligne de commandes) est évidemment utile. La copie / recopie d’exemples proposés sur divers sites peut évidemment fonctionner, tant que l’on ne rencontre pas de problème. Je ne suis aucunement un expert, mais un simple amateur avec quelques connaissances / compétences dans plusieurs domaines (Linux, Klipper, Marlin, …), connaissances acquises par la pratique que je souhaite simplement partager. « Seul on va plus vite, ensemble on va plus loin. » Proverbe africain En écrivant ces lignes, j’espère simplement accroître la popularité de Klipper auprès de la communauté de l'impression 3D et faire en sorte que le passage de Marlin à Klipper relève d’un « educated guess » (expression anglo-saxonne signifiant peu ou prou « en toute connaissance de causes ») plutôt que la poursuite d’une mode au risque de déceptions. Ce fil se poursuivra avec le test de plusieurs matériels « tout-en-un ».
 1 point
1 point