Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/10/2023 Dans tous les contenus
-
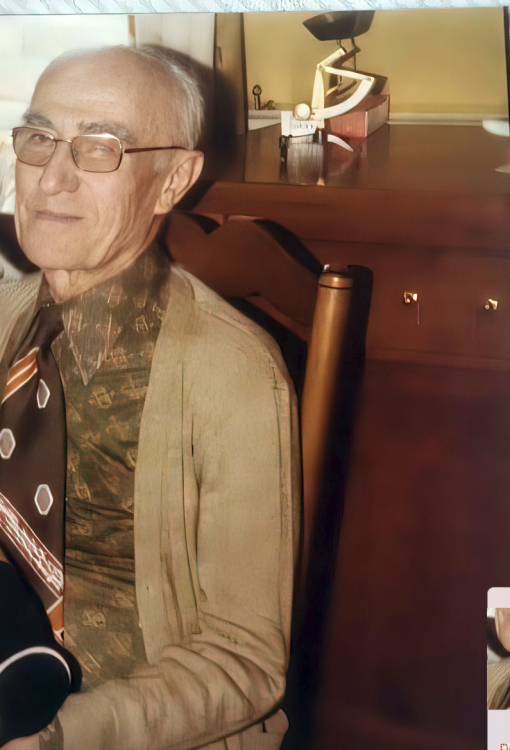
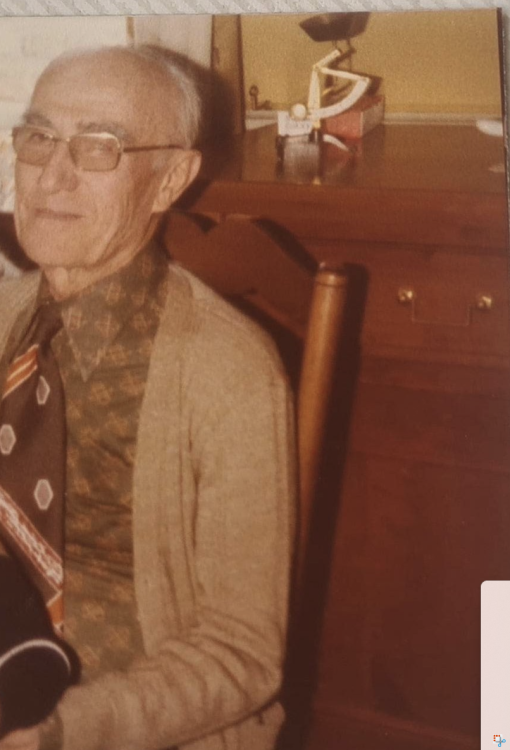
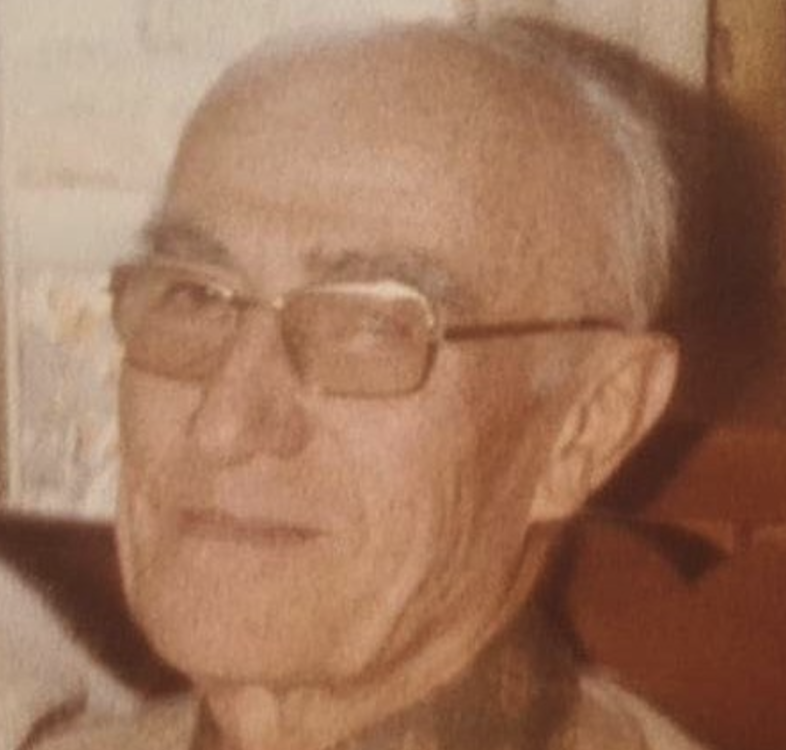
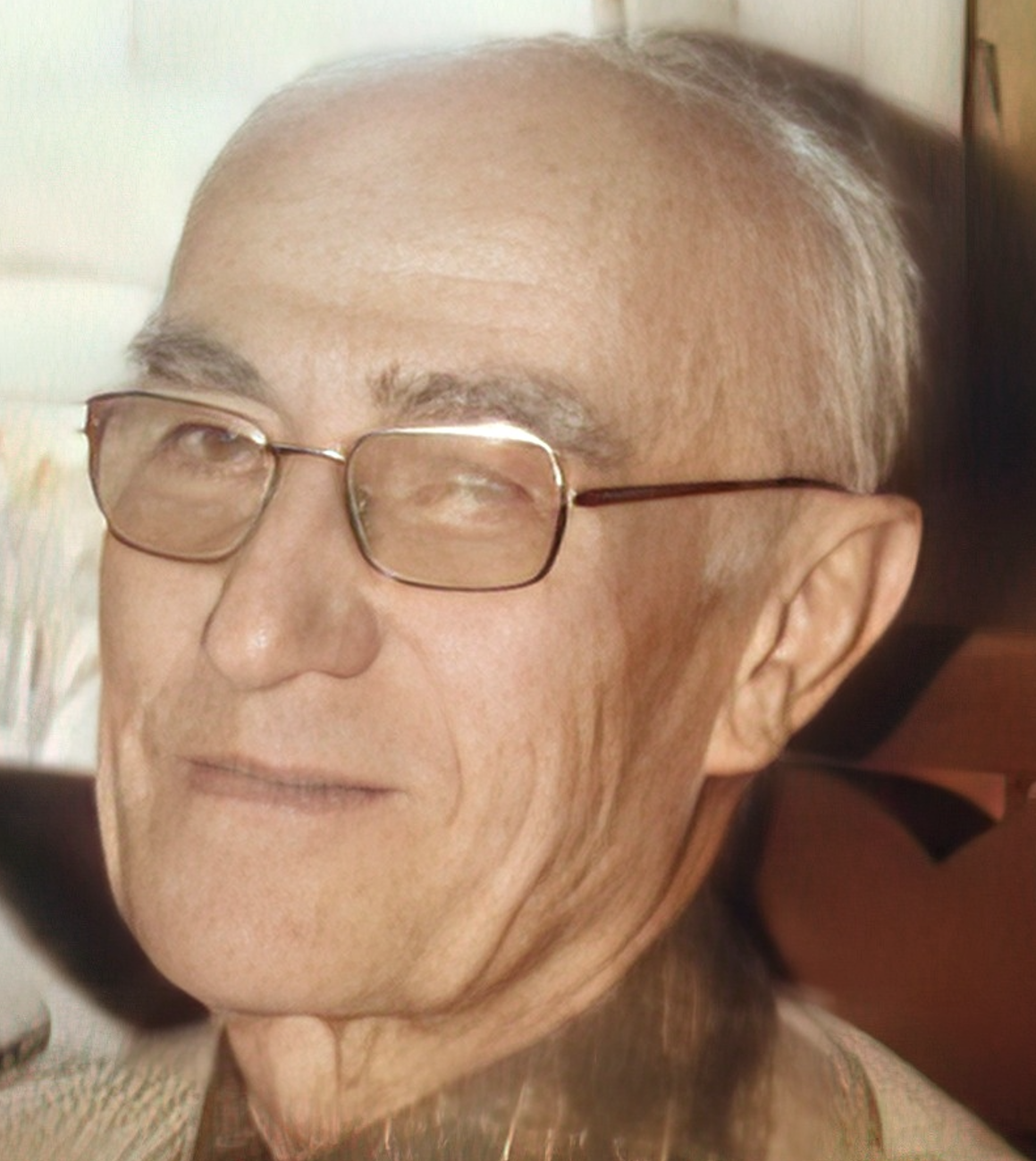
Ouip apparemment dsl, faut que je sorte du mode pitbull Haha non du tout, enfin je crois pas mais c'est un sinistre souvent responsable de perte de donnée (entre autre), et comme y'a eu une petite série noir dans les datacenters y'a quelques années, maintenant logiquement si on souscrit une option backup, ils ne sont pas censé la faire sur le même lieu géographique, mais bon c'est comme les normes, c'est pas censé faire ci ou ça et ça le fait quand même. Bon bhe vu qu'on est sur blabla j'en profite, il existe un logiciel impressionnant pour restaurer de vielles photos via un traitement par AI (https://www.topazlabs.com/gigapixel-ai), je l'utilise pour restaurer des photos, j'en ai fait une de 1979, scannée en 2000 je pense, scotché, c'est pas parfait mais au final sur certain aspect c'est mieux que l'original (notamment niveau résolution et certains détails réinventés par l'AI), sur d'autres comme la couleur c'est pas encore ça (jeune je faisais ça à la mano de temps en temps, ça me prenait des heures et c'était très loin d'être aussi bien). Un extrait de la dite photo de 1979 pour exemple : Originale : Après restauration (Gigapixel + quelques retouches sur Photopea (https://www.photopea.com/) : Au delà du fait que c'est bien plus net, il est en plus possible de zoomer (le logiciel augmente aussi la résolution), par exemple en haut à doite :

 3 points
3 points -
@PPAC Dans tes ancêtres, n'y aurait-il pas des autochtones de l'île de beauté ?3 points
-
Voici de quoi définitivement clore le débat sur les dangers (enfin, les risques plutôt) de l'impression 3D.2 points
-
XTOLL F1 reçu ce matin et déjà en service (une semaine de délai, livraison depuis l'Allemagne), comme avec Bambu (rien de comparable avec Prusa et les années d'attente). Le laser et le logiciel sont très faciles à utiliser (prise en main 15 minutes) malgré une notice certes jolie, mais minimaliste. Beaucoup d'éléments en Alu usinés et anodisés et des guidages de précision sur les accessoires (rotation et banc mobile). Détail amusant: Avec les matériaux de test et ceux que j'ai acheté, il y a dans chaque sachet une notice pour les réglages, mais le F1 et le P2 n'y figurent pas (trop récents). Heureusement, on les trouve sur le site de Xtool. Pour cette première journée, c'est 100% de satisfaction.
 2 points
2 points -
Résultat des courses Avec les paramètres standards du 1er essai mais après séchage de la bobine pendant plus de 24h dans le séchoir et impression avec la bobine dans le séchoir (comme je le fais avec le TPU) -> Résultat moins bon. entre le 1er et le 2ème essai Nouvel essai cette fois avec : Séchage de la bobine pendant plus de 24h dans le séchoir et impression avec la bobine dans le séchoir (comme je le fais avec le TPU) Baisse de la température de la buse de 10°C (240°C vs 250°C) Ventilation à 15% au lieu de 0% Le résultat est top. Similaire avec ce que j'avais en PLA. La pièce reste brillante mais pas trop (La photo est trompeuse) et les dimensions sont conformes Rappel : la pièce fait 17mm de diam sur 13mm de haut. Je vais lancer ma mini série et envoyer les engrenages à mes amis en UK Encore merci à @cmatec et @fran6p pour leurs conseils avisés @+ JC
 2 points
2 points -
Salutation ! Les pistes pour moi sont défaut du CR Touch ou de fixation du CR Touch ou de jeu de la tête d'impression (vérifier si quand tu titille la tête et/ou le CRTouch (sans toucher la pointe pour ne pas risquer de la plier), il y a ou non un jeu. Et si quand tu fait de nouveau un leveling les mesures sont non constante avec celle de la photo que tu nous a partagé.) défaut de géométrie de la machine ( Vérifier que la barre de support de l'axe X est bien parallèle a la base ( avec par exemple deux objets ayant la même hauteur, après avoir baissé l'axe Z, que tu a bien la même distance proche du profilé extrudé gauche et droite du portique, entre la base et la barre qui porte l'axe X, que le plateau est parallèle a la base, que le plateau et bien plan/plat ( avec un réglet, vérifier qu'il n'est pas incurvé ou vrillé) ) défaut de déplacement Z ( si la tige fileté de droite n'est pas bien synchronisé avec celle de gauche (tension de la courroie de synchronisation, serrage des vis des roues dentées/pignon), la barre de met de bais et cela bloque/gène les déplacement Z) Edit > en gros comme a dit RFN_31 qui m'a pris de vitesse A regarder et surtout je me dis celle qui suit2 points
-
Les jantes sont imprimées... Comme d'habitude, j'ai opté pour des jantes bicolores, et les pneus seront certainement remplacés par des pneus imprimés à un certain point...2 points
-
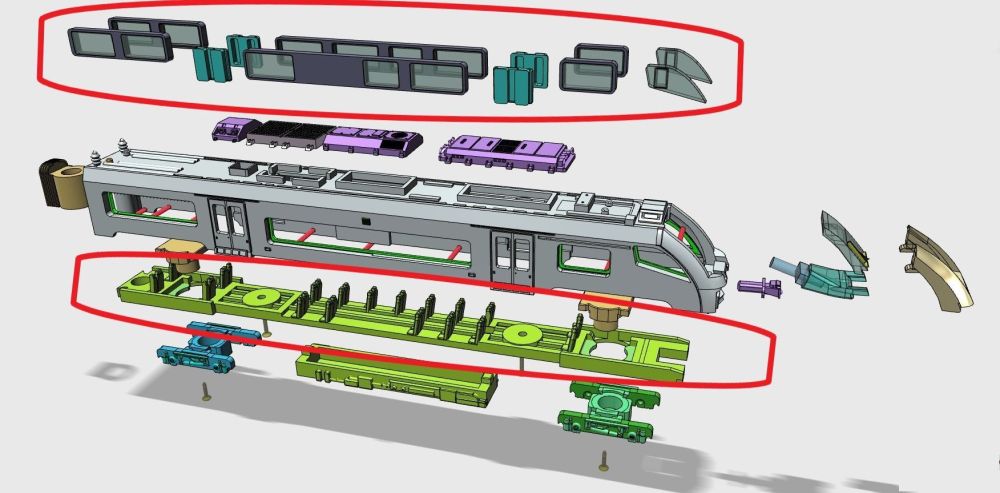
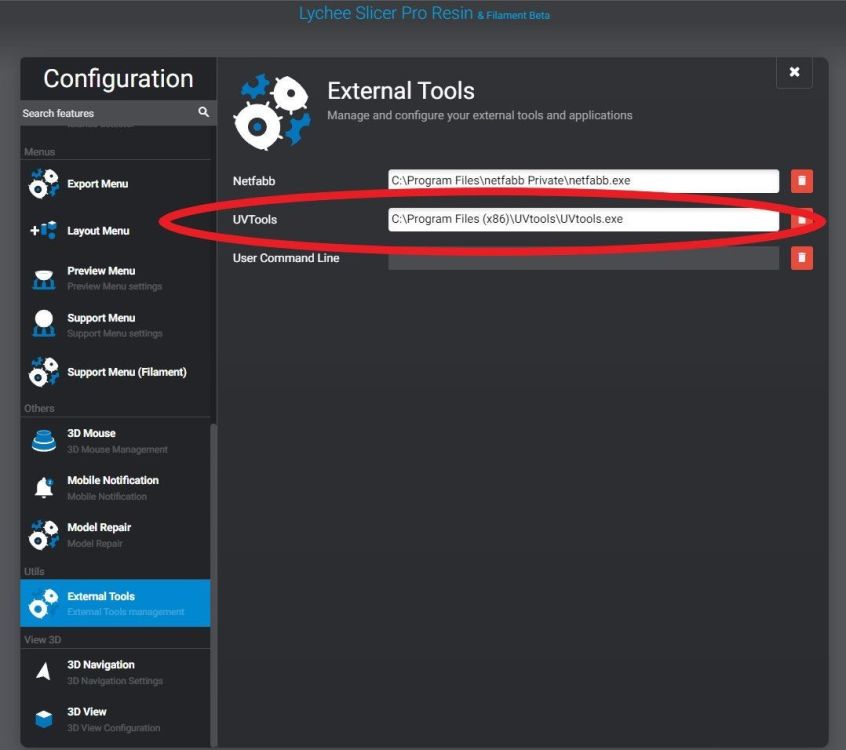
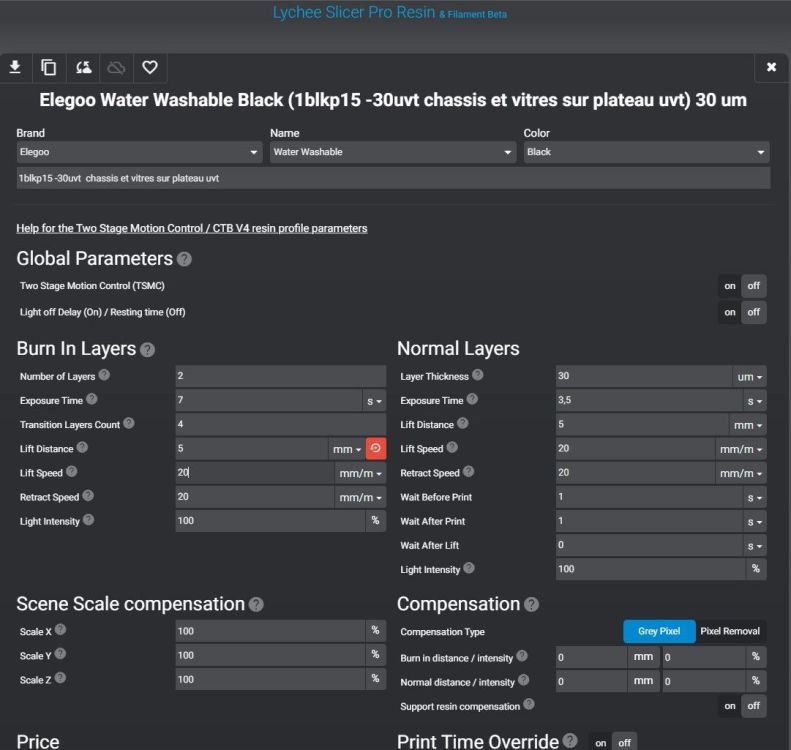
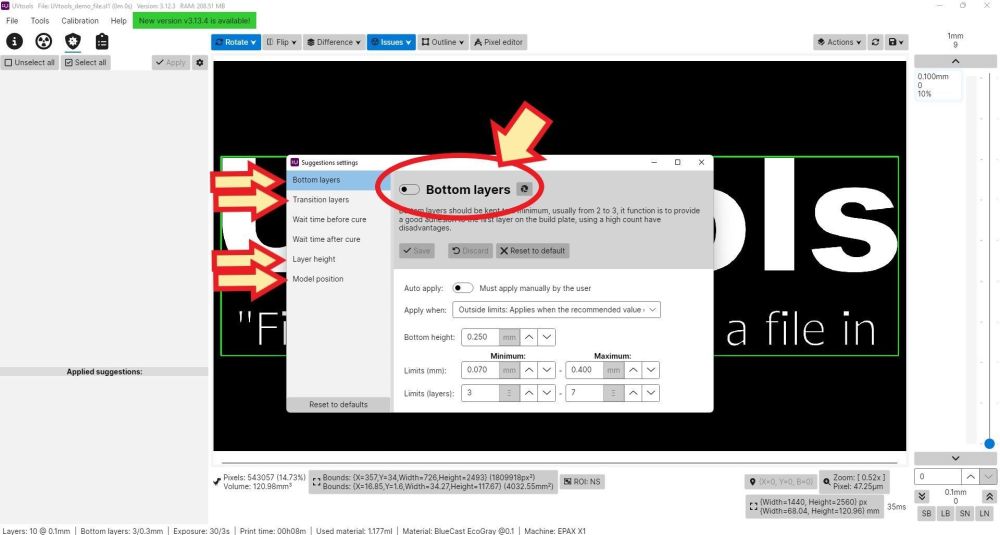
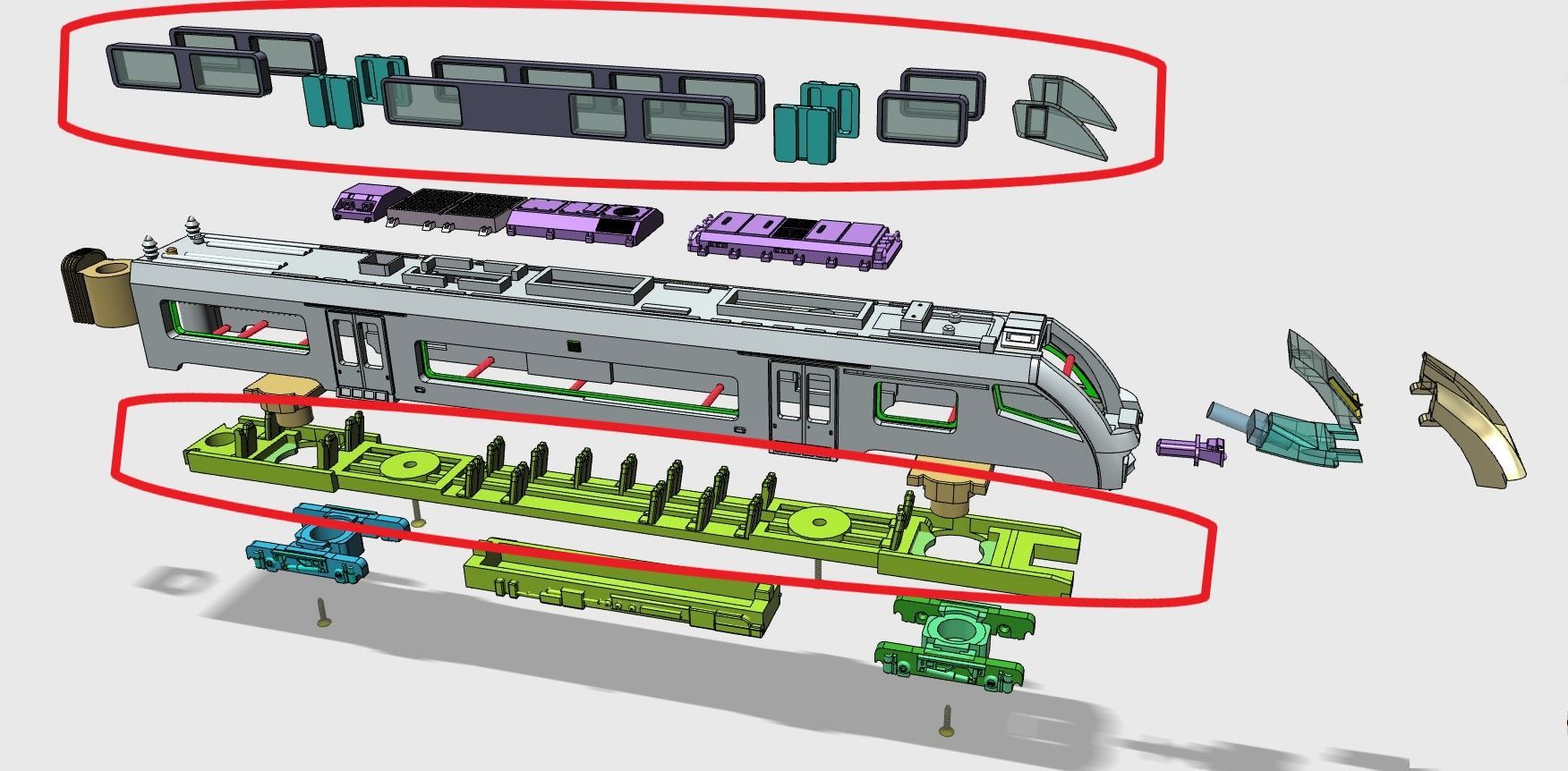
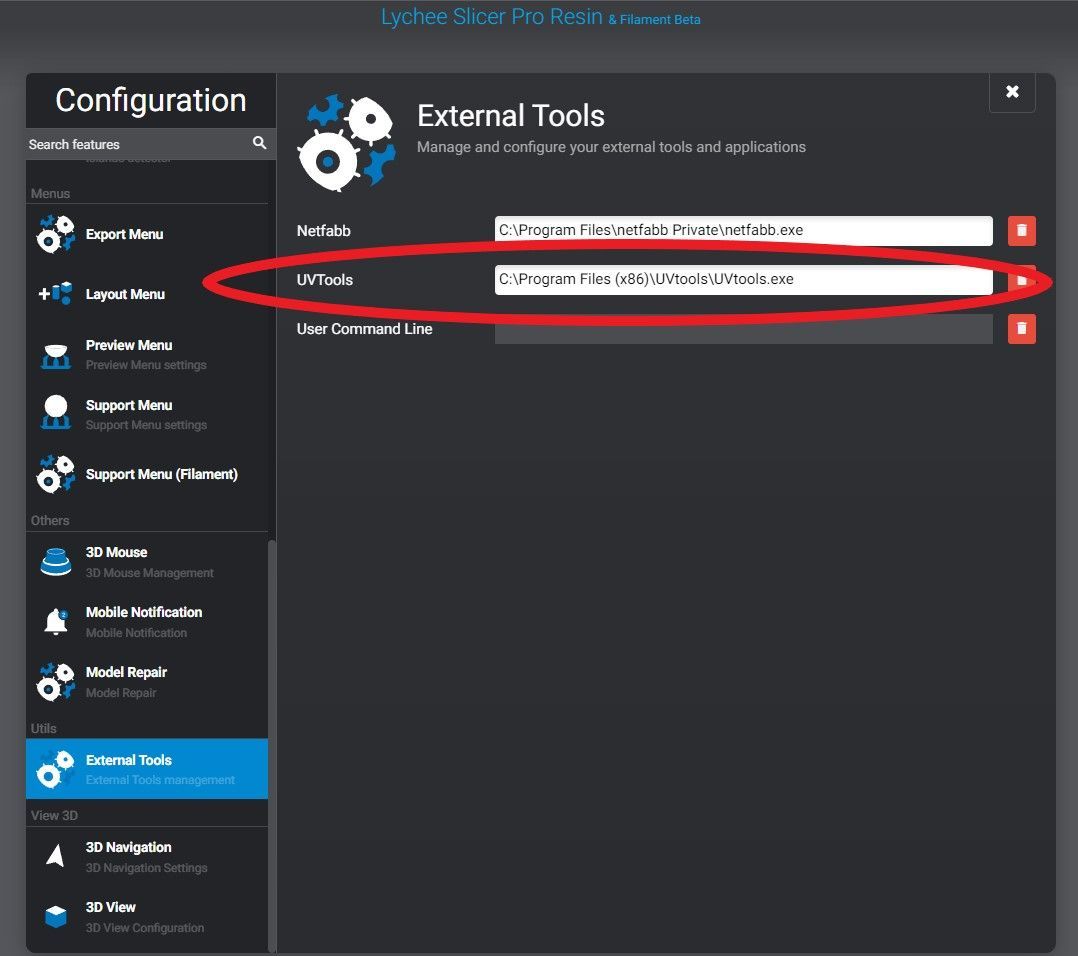
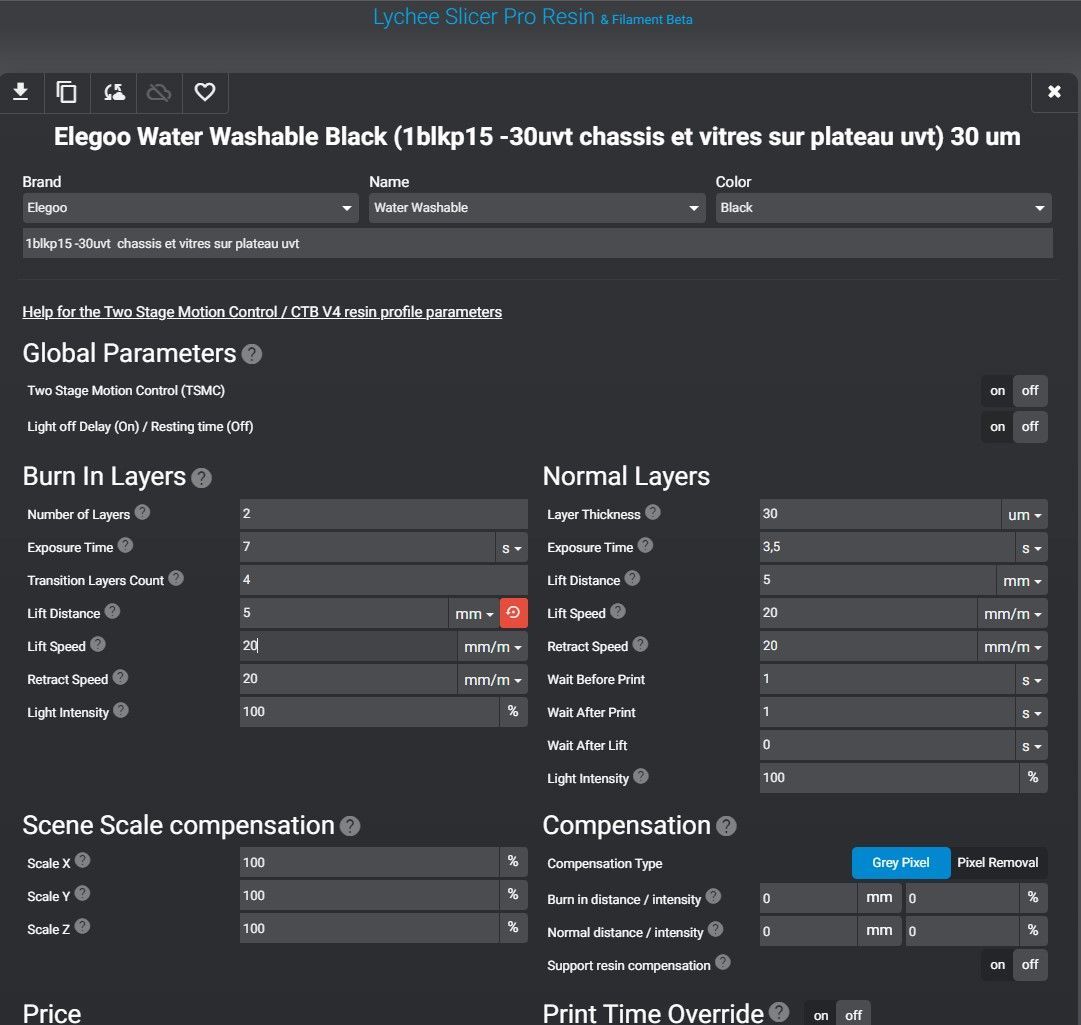
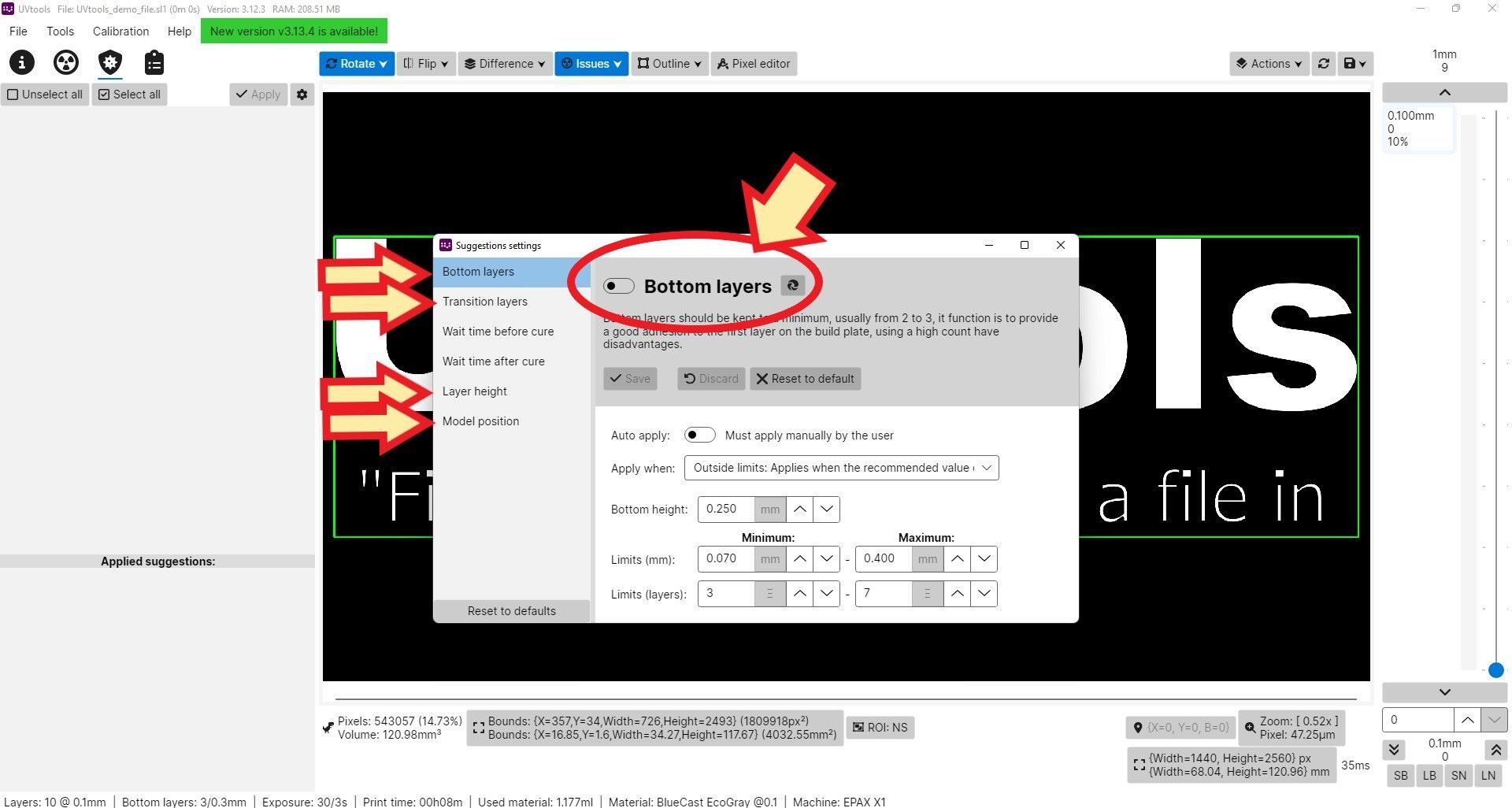
Pied d’éléphant et adhérence sur le plateau Limite des impressions concernées par mes essais : l’épaisseur des pièces ( fenêtres-3mm-, parebrise-9mm-, châssis-15mm-, …) est faible. Par contre, la précision dimensionnelle est un élément important car ces pièces se logent dans d’autres pièces avec une tolérance de 0,25mm. Transparentes, translucides ou de faibles épaisseurs, des supports d’impression sont non envisageables. Elles doivent être imprimées directement sur le plateau Or l’impression sur plateau demande de résoudre la quadrature du cercle : une insolation suffisante pour éviter le décrochage du plateau ET une insolation faible pour éviter le pied d’éléphant en permettant aussi un décrochage du plateau sans casse après impression. Jan Mrázek a étudié l’impact du refoulement de la résine excédentaire hors du faible espace entre le FEP et le plateau lorsque celui-ci se rapproche du FEP. Il a mesuré que la pression nécessaire à cette évacuation est importante et provoque un léger retard du plateau par rapport à la position prévue par le moteur. Le plateau continue à descendre un peu – moteur arrêté - alors que l’insolation a déjà débuté. Et c’est là le stuut. Cette pression sur le plateau est la plus importante pour la première couche car la surface de compression est celle de l’entièreté du plateau . Plus celui-ci est grand, plus le problème augmente. Pour cette première couche, il propose d’introduire un délai d'extinction spécifique afin que le plateau ait le temps de refouler complètement la résine excédentaire et de se mettre correctement en place. Ni lychee, ni Chitubox ne le permettent. Son étude complète (click droit pour traduction en français pour ceux qui utilisent Chrome) est à lire : https://blog.honzamrazek.cz/2022/01/prints-not-sticking-to-the-build-plate-layer-separation-rough-surface-on-a-resin-printer-resin-viscosity-the-common-denominator/ En liaison avec le concepteur de UVTOOLS, il a conçu une manière simple d’appliquer sa solution. Cerise sur le gâteau, UVtools est accessible dans LYCHEE slicer via les préférences du trancheur. Téléchargez le https://github.com/sn4k3/UVtools/releases et installez le dans le répertoire (à créer) c : / Program Files (x86) / UVTools Comment faire en pratique ? Prérequis : utiliser UVTOOLS minimum en V3 et un micrologiciel d’imprimante CTB en V4 ( cnf params de l’imprimante). 1/ Dans les paramètres résine de lychee : On coupe la compensation en mettant tout à zéro. On ajuste les paramètres des couches Burn In : régler l’insolation selon la plage suggérée de 1 à 3 fois la durée normale. J’utilise 2 fois la durée normale. J’ai fixé le lift à 5mm. J’ai aussi diminué fortement les vitesses in/out. Bref, j’ai misé sur un maximum de paramètres permettant de laisser le temps au plateau de se placer correctement. N’oublions pas que ces paramètres ne jouent que sur un nombre très réduit de couches que j’ai réduites à 2 / 4 en burn-in. L’impact temps est dès lors négligeable. Voici mes paramètres pour ma Saturn mise en CTB v4 2/ On tranche normalement. 3/ On traite le fichier .CTB dans UVtools en suivant la procédure bien expliquée dans le tuto en image https://blog.honzamrazek.cz/2022/07/step-by-step-guide-on-perfect-bed-adhesion-and-elephant-foot-removal-in-uvtools-3/ Deux précisions sur ce tuto : a/ j’ai désactivé le traitement de 4 des 6 proposés par UVTools pour ne conserver que les deux concernés par ce problème. b/ enregistrer (bouton save) les modifs des paramètres encodés selon tuto pour ne plus avoir à les réencoder par la suite. 4/ C’est ce fichier .CTB ainsi traité que vous enregistrez et imprimerez. Le résultat est impressionnant : plus de décollement du plateau et plus de pied d’éléphant. Ex : résine water washable Elegoo noire De plus, la faible durée d’impression en burn-in permet d’obtenir des impressions sur plateau vraiment transparente. Ex : avec la résine water washable Anycubic clear et les mêmes paramètres que ci-dessus : Voili, voilou, j’espère avoir pu aider .Et surtout, grand merci à Jan Mrázek


 1 point
1 point -
La table de découpe est terminée (et même l'atelier de couture complet). Le laser XTOOL P2 est parti d'Allemagne, donc il devrait arriver en milieu de la semaine prochaine. Je vais commencer le meuble ce matin.1 point
-
tant que l'on met pas un bon coup de @Savate dans le bidon d'IPA à côté des feux d'artifice, cela ne risque rien.1 point
-
Sauf à être Raiponce !!! pour avoir deux cordes à son arc.!!1 point
-
Comme cela est écrit dans de très nombreux messages, La seule façon de nettoyer efficacement le plateau c'est dans l'évier avec de l'eau chaude et du liquide vaisselle et rien d'autre. Tes problèmes disparaitront comme par magie.1 point
-
A base de pommesvertes ... ça donne quoi ? Du cidre ? Une compote ? Une tarte ? Bon sinon, merci beaucoup pour toutes ces réponses ... désolé pour le délais, j'ai été un peu pris ces derniers jours. Je pense que mon problème vient de mon approche : j'ai commencé par faire les connecteurs d'entrée et de sortie avant de penser au coude. Et j'ai bêtement été jusqu'à faire les volumes, donc dès que je clique sur quelque chose, il ne me sélectionne plus juste un périmètre mais un volume entier, et je ne maitrise pas assez pour contourner ou résoudre les contraintes. Je vais tenter le coup des 3 esquisses, il me plait bien, même si il implique de recommencer (mais ça ne me dérange pas plus que ça, étant en phase d'apprentissage, je considère que c'est un exercice donc utile).1 point
-
Merci à toi @Lorenzo78, j'avais vu, ce sont pour des 40 mm hors je cherche pour du 30 mm. du coup je suis entrain de me faire une plaque intermédiaire pour y mettre et là j'ai trouvé des diffuseurs

 1 point
1 point -
Maintenant que ça imprime, faire une bonne partie des tests de Ellis >>> là <<< pour affiner les réglages mais c'est déjà pas mal.1 point
-
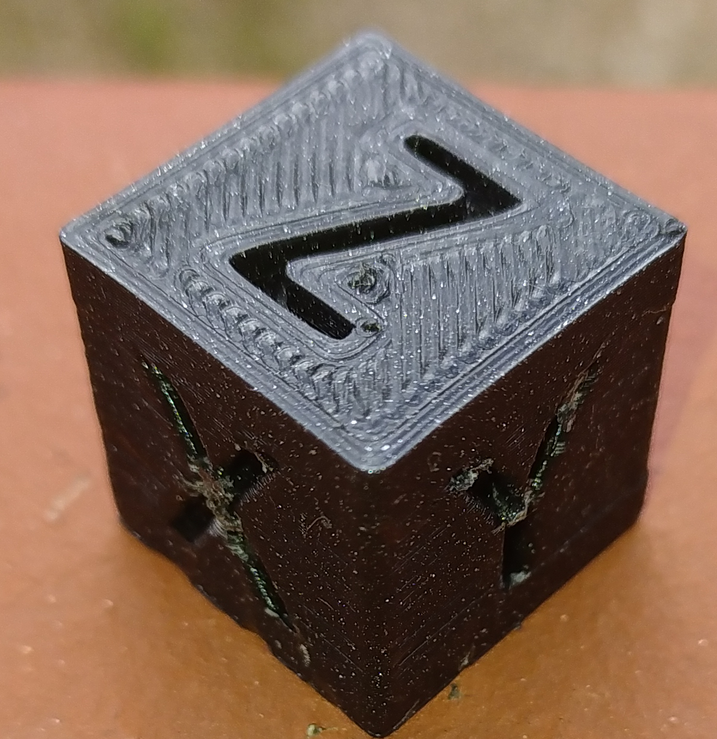
J'ai envoyé le M82 puis la macro SAUVEGARDE. J'ai relancé l'impression et le cube s'imprime !!! Impression correcte ainsi que dimensions. Cura m'a mis des supports coté des lettres X et Y que j'ai enlevés à l'arrache. Je vais marquer une pause avant de reprendre les impressions !! @fran6p et @pommeverte Merci beaucoup! grâce à vous je ne me suis pas ennuyé ! et le principal vous m'avez permis d'aller jusqu'au bout de l'installation ! A bientôt!
 1 point
1 point -
Tout les fabriquants de résines flex précisent de rester au bord du plateau. Plus la pièce est au centre du plateau, plus le décollement est difficile parce que le FEP se soulève plus au centre que sur les bords, à plus forte raison sur un grand plateau... (J'avais écarté les plateaux plus grand que la M3 dès le départ dans mon choix pour cette raison, je prendrais plus tard une autre imprimante résine pour d'autres usages nécessitant un plateau plus grand, mais sur laquelle le flex sera exclu). Après, les fails en matière de résine flex, sur d'autres résines, j'en ai eu un paquet, parfois partiel et inexplicables... La température ambiante semble aussi avoir un impact non négligeable sur la facilité ou non de décollement... Le seul fail que j'ai eu avec la Résione en dehors de bac pas assez rempli, c'est quand j'ai oublié de mettre le chauffage en route... NB: avec la Resione F80, sur la M3, ça passe à peu près partout sur le plateau... avec d'autres résines, ça tend à ne passer qu'en bord de plateau, et jusqu'à une certaine hauteur (ça va plus haut sur les coté du plateau que sur le centre, et une augmentation de la levée n'y change pas grand chose)... En espérant que cela puisse t'aider un peu...1 point
-
@MrMagounet bonjour, Désolé pour la réponse tardive.... très pris par le travail... donc du coup j'ai mis un dongle TP-link basique en 150mbps et r.a.s ça fonctionne impec. Le dongle chinois ---> poubelle.1 point
-
Bonjour, Tu as visiblement un problème : lorsque les écarts sont trop importants, le nivellement échoue. Dans ce cas il faut généralement niveler à la main pour réduire ces écarts. Par exemple sur ton écran, quand je lis que le coin avant gauche est à 2.74 et que le coin arrière gauche est à -8.45, cela fait un écart de plus de 11mm, ce qui est énorme et doit même être visible à l’œil nu : relever l'arrière gauche par les molettes me semblerait indispensable... Toutefois, la valeur de gauche juste avant le coin arrière gauche est à 8.58, soit une écart de 8.45 + 8.58 = 17.03 mm !!! Donc soit tu as un plateau en tôle ondulée, soit ta mécanique est pleine de jeu, soit le capteur déconne.1 point
-
@cmatec Non Il doit rester un léger espace. Tout simplement parce que le premier vissage se fait à froid puis est complété par un dernier resserrage à chaud. Si la collerette, à froid, est déjà en contact avec le corps de chauffe, on ne peut plus resserrer à chaud et dans ce cas, il y aura probablement, à terme, un colmatage qui se produira.1 point
-
Si celles-ci existent encore1 point
-
Bonjour, youpi, formatage et roule ma spool. Merci à vous.1 point
-
Merci cela donnes des pistes. Je mets quelques liens Particule ultrafine (PUF) https://fr.wikipedia.org/wiki/Particule_ultrafine Composé organique volatil (COV) https://fr.wikipedia.org/wiki/Composé_organique_volatil Risque = Danger x Exposition http://www.forumphyto.fr/2015/09/07/clairement-distinguer-danger-et-risque-risque-danger-x-exposition/ Filtre HEPA https://fr.wikipedia.org/wiki/Filtre_HEPA Filtre a charbon actif https://fr.wikipedia.org/wiki/Charbon_actif (il me reste a utiliser le bon sens, pour savoir si je mets ou non, mes 30 litres d'alcool IPA à 99.9% (hautement inflammable) a côté de mon stock de feux d'artifice, lui-même a côté de mes bouteilles de gaz et bidons d'essence ... )1 point
-
Bonjour, Tu as 100 dans le multiplicateur d'extrusion. Ce n'est pas un pourcentage, tu devrais avoir 1, un peu plus un peu moins.1 point
-
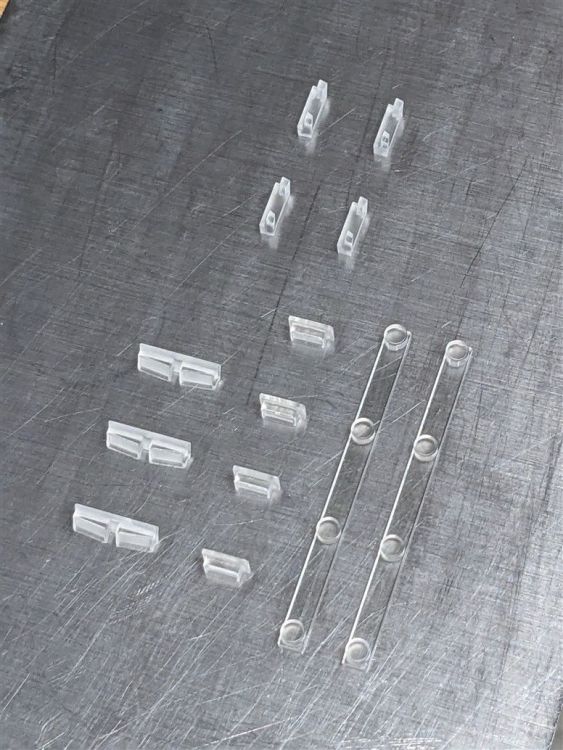
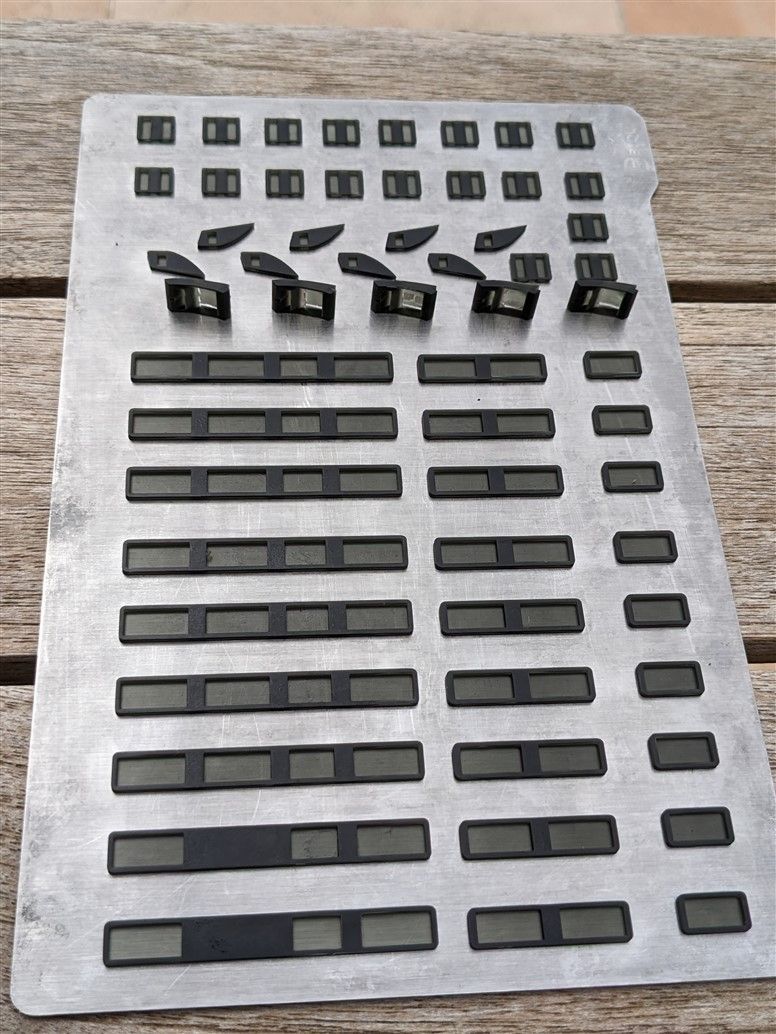
Sur le plateau une partie ne colle pas... sinon je suis bon pour les réglages. PS : ce n'est pas pour l'échelle 1/10 puisque c'est pour mes créations de véhicule Playmobil pickup 406, jeep willys, hot rod.

 1 point
1 point -
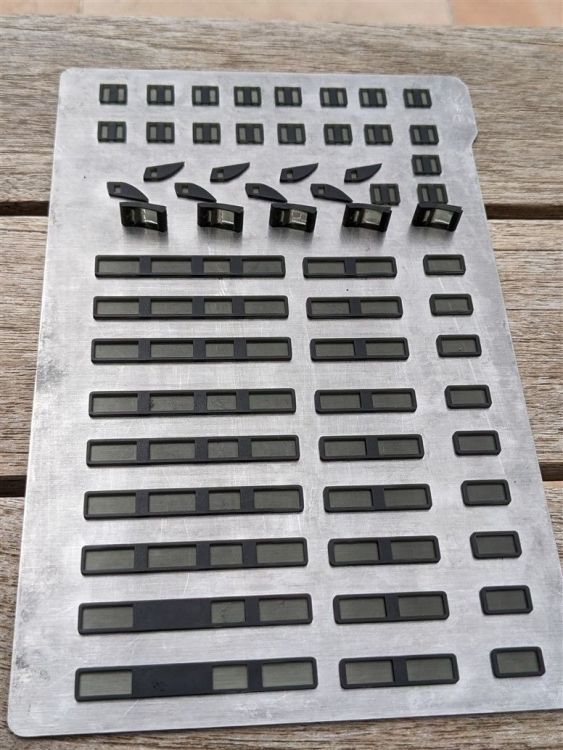
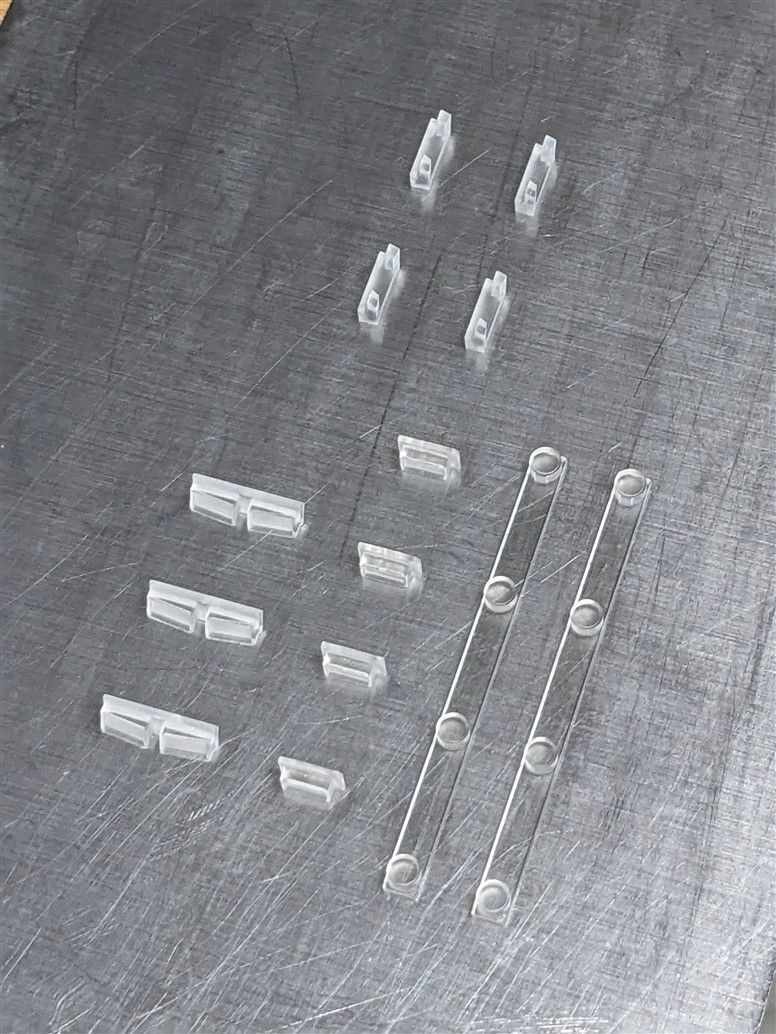
Bonjour je me permet de répondre. En fait cette résine est super mais les réglages sont très compliqués. même ceux fournis par la marque n'ont pas marché pour moi j'ai du faire de nombreux essais. Et malgré cela je ne sais pas pourquoi elle s'imprime que sur une partie du plateau ( imprimante neuve ). Ce que je te conseil c'est de bien chauffer la résine avant l'emploie, elle sent vraiment très fort et est très irritante, donc bien ventiler la pièce où ce trouve l'imprimante. J'ai mes réglages mais c'est pour photon m5s donc pas sûr que cela puisse être bon pour toi. Ceci dit j'ai tellement galéré. Donc je partage mes réglages ( attention cela ne veut pas dire que pour d'autres modèles d'imprimantes ce soit bon ). PS : pour les support j'ai trouvé ça :
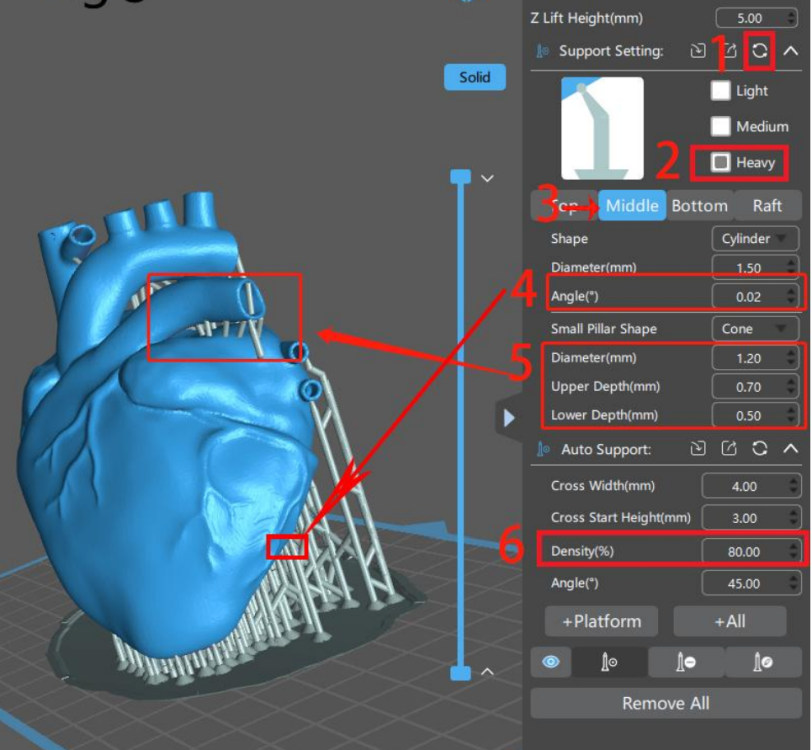 1 point
1 point -
Bonjour, Selon leurs caractéristiques, les cartes SD écrivent plus ou moins vite les données. L'option de reprise après coupure de courant permet d'écrire sur la carte SD (ou µSD) les instructions gcode au fur et à mesure qu'elles sont exécutées. C'est ainsi que que la machine sait où reprendre l'impression après coupure de courant. Toutefois, si la carte est trop lente, le système sature... ce qui pourrait expliquer tes symptômes.1 point
-
@gri3d Après le reformatage, tu peux aussi essayer de désactiver l'option "reprise après coupure de courant". Si tu as cette option, elle doit être dans le menu control. Utile en cas de carte SD un peu lente.1 point
-
Merci pour ton avis, pour ce qui est des projets il y a uniquement la guitare et la ligne de recyclage de filament qui sont encore en cours, pour mes autres projets j'ai posté un retour et des vidéos sur le forum, mais c'est sûr que les sujets n'ont pas fait autant de bruit que les autres, et qu'ils n'ont pas traîné autant de temps. Honnêtement je cherche juste à m'occuper l'esprit dans une période compliquée, concevoir une Delta me semble complexe avec tous les calculs et la géométrie que ça inclue, si la conception est plutôt bonne et même si le projet n'est pas mené à terme, je serai déjà satisfait.1 point
-
Suite de cette saga Nouvel essai avec Séchage de la bobine pendant plus de 24h dans le séchoir. Bon ça je m'en doutais un peu depuis le début Baisse de la température de la buse de 5°C (245°C vs 250°C) comme préconiser par @cmatec Ventilation à 15% au lieu de 0% comme préconiser par @fran6p et plus facile à modifier pour moi que la vitesse d'impression Le résultat est nettement mieux. Il n'y a pas photo. Si quand même faut bien illustrer tout ça L'aspect reste brillant même après refroidissement. Ce qui n'était pas le cas lors du 1er essai. La pièce est devenue un peu matte à température ambiante. Les dimensions sont parfaites Ca reste perfectible et je vais encore peaufiner les réglages et surtout identifier celui qui a le plus d'effet. Oui je sais j'ai changé 3 paramètres en même temps... J'aurais ensuite une petite série de 5 engrenages à imprimer Maintenant je ne sais pas dire quelle réponse choisir comme solution entre celle de @cmatec et celle de @fran6p . Merci à vous deux @+ JC
 1 point
1 point -
Je pense que tu as mal interprété mes propos, je disais justement que tu peux mettre autant de sécurité que tu veux, si tu ne les contrôles pas, elles ne servent à rien. Pas besoin de brûler ni de se faire cambrioler, une erreur humaine suffit, ou un crash système et hop. Le RAID c'est dépassé, et ça n'a jamais été une sécurité, encore moins une sauvegarde. C'est juste un confort pour ne pas avoir à restaurer un backup ou reconfigurer un serveur from scratch, ce que tu es censé pouvoir faire à tout moment et donc tu t'es entrainé à le faire. Tu ne m'apprendra pas à faire des sauvegardes, je me suis couvert depuis le jour où mes "sauvegardes" de l'époque copiaient consciencieusement des données corrompues au niveau applicatif, indétectable par le système de backup. Aujourd'hui je stresse si j'ai moins de trois copies d'une donnée dont au moins une offsite, mais encore plus si je n'ai pas au moins un mois d'histroique de cette donnée. Je ne renterai pas dans le détail car on s'est éloigné du débat (heureusement qu'on est dans blabla). Après pour le cloud et autres hébergeurs qui brûlent (t'as un penchant pour la pyromanie ?), bah comme la règle des 3-2-1 le stipule, ne pas mettre toutes ses données dans le même datacenter. Je parle bien au niveau du client, c'est à lui de s'assurer que ses données ont un niveau de redondance suffisant pour son besoin. La confiance n'exclut pas le contrôle. Je le répète, une sécurité / protection, ça se vérifie périodiquement. Backups, disjoncteurs, détecteurs de fumée, freins, alarmes, EPI etc... Les procédures de sécurité également !1 point
-
Je déplace dans la bonne section1 point
-
Bonjour, @Bryan_Fury75 J'ai compris le problème déjà il est intéressant de vérifier que les driver TMC2208 sont bien appliqués dans leur supports ! bien évidemment il faut ouvrir le carter de la TLD3. il est important de faire un check mécanique de l'extrudeur déjà la connectique le câble SVGA et (la connectique du moteur Nema). Il faut vérifier si le levier de pression de l'extrudeur n'est pas fissuré. (voir également si le roulement remplie bien sont office) Je peux plus rentrer plus dans le diagnostic mais il me faut une photo ou vidéo générale de l'extrudeur sur le plan du câble SVGA. Déjà le plus important c'est de switcher l'extrudeur E1 par l'extrudeur E2 afin de déterminer si c'est une panne mécanique ou électrique. J'ai une assez bonne expérience des pannes et je reste à votre disposition. La qualité du filament doit être sans reproche avec un taux d'humidité trop élevé il engendre des artéfacts sur la qualité d'impression. la question la plus importante le tube PTFE doit être changé afin de partir sur de bonnes bases sur le guidage du filament. Il faut vérifier les pas de l'extrudeur qui doit être à 92.6 pour un extrudeur d'origine. a+ Francis1 point
-
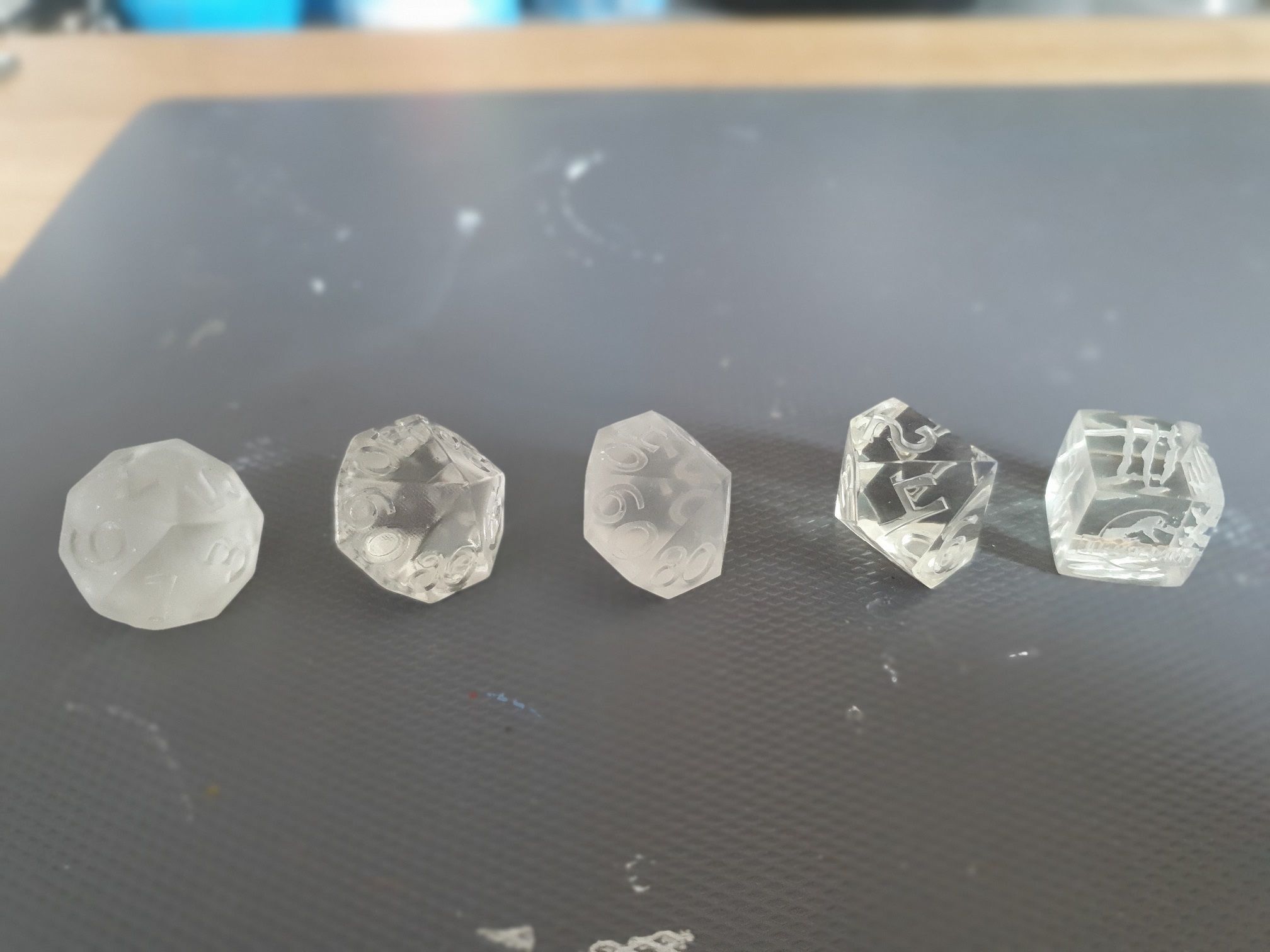
Bonjour, Perso j'utilise de la résine transparente de chez anycubic. il est compliqué d'obtenir un rendu cristal directement en sortie d'impression. le meilleur rendu que j'ai pu avoir est soit avec du vernis (en spray pour les pièces complexe) soit en polissage.) de gauche à droite : 1) brute d'impression, 2) Brute impression + vernis ,3) ponçage (jusqu’à 10000),4) ponçage + vernis,5) ponçage + polissage Au final l'essaye 4 et 5 sont très similaire. (la différence est que l'essaye 5 n'utilise pas de vernis)
 1 point
1 point
















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)