Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/10/2023 Dans tous les contenus
-
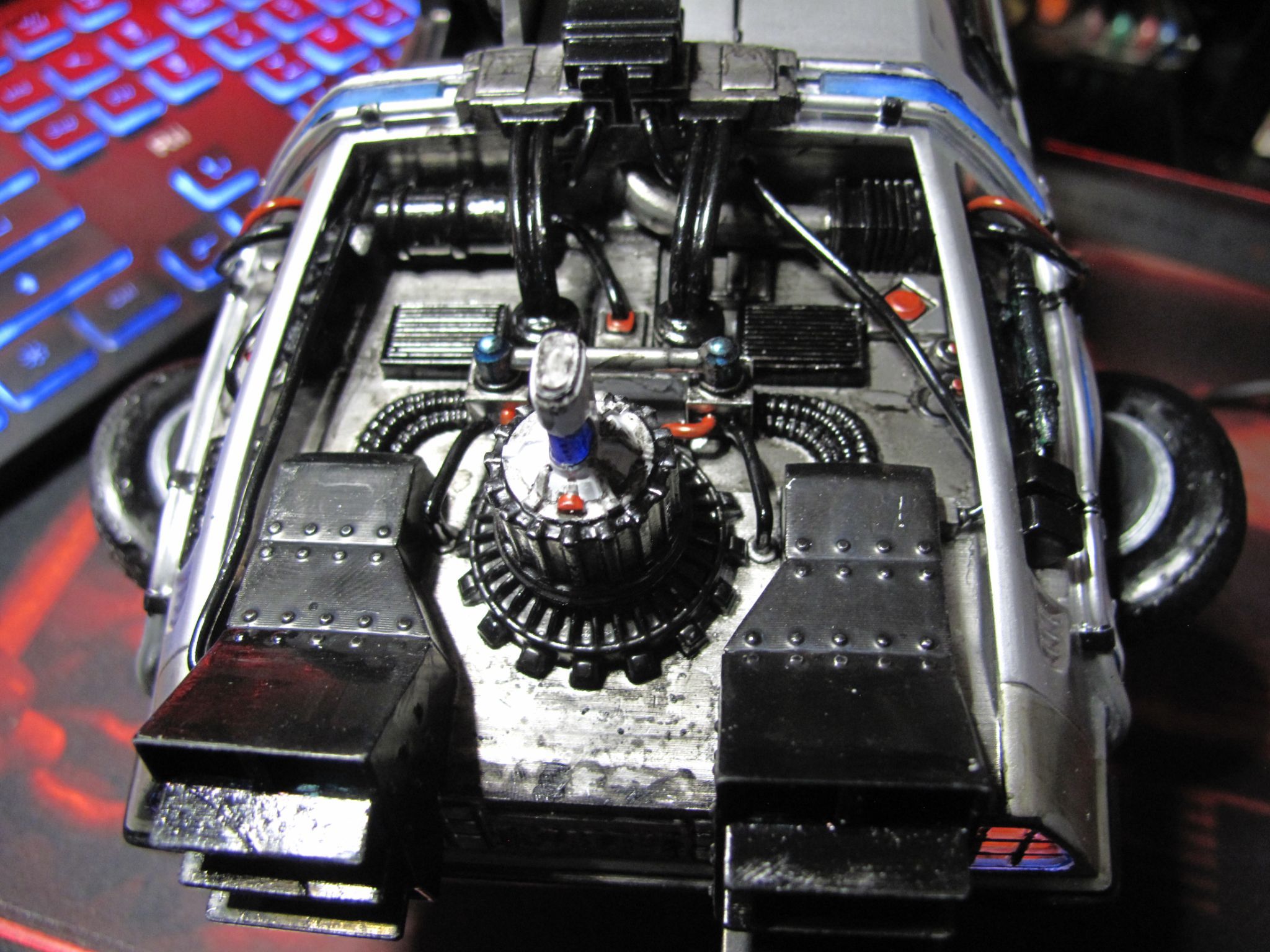
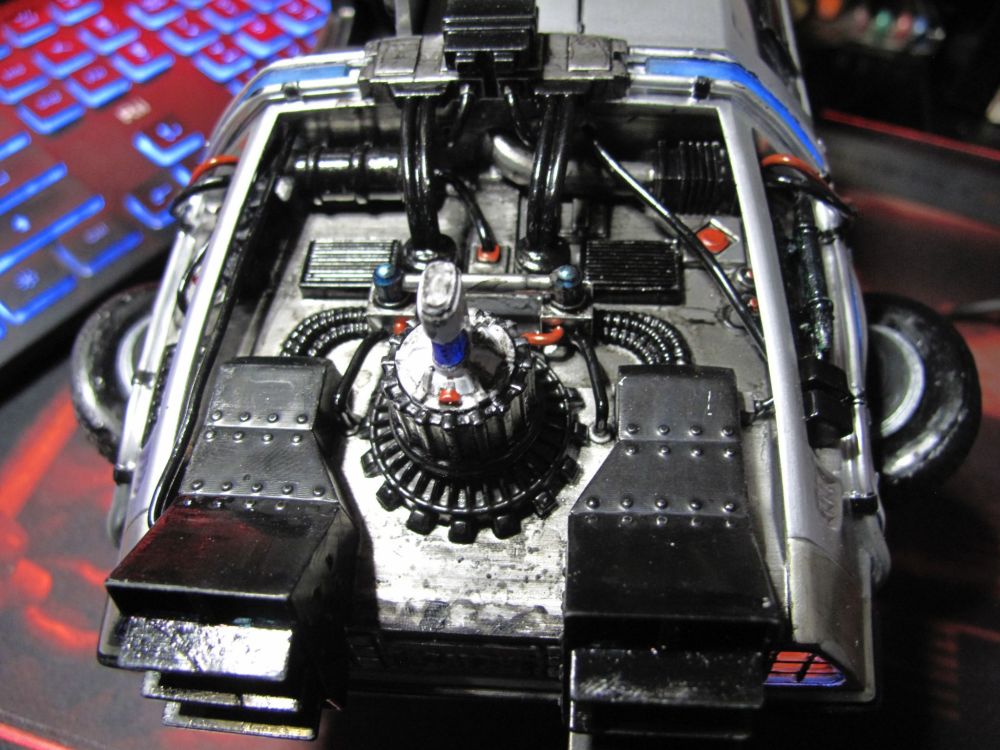
J'avais imprimée il y a pas mal de temps une Delorean, je l'ai enfin finie. Quelques petites galères d'ajustement, fabrication des vitres et du pare brise, compteur qui s'éclaire et très chiant à peintre pour que sa ressemble à un compteur... C'est pas parfait mais je suis quant même contente du résultat.







 7 points
7 points -
Pour ceux qui veulent voir à quoi ressemble la mise en route avec calibration et premier print : Vais pas me plaindre, pour une fois qu'on est privilégiés4 points
-
Sur ton imprimante peut être que rien ne tient sans les ressorts mais à la base, les deltas utilisées très souvent des chapes à boules de modélisme et pour compenser le jeu pris avec l'usure on a mis des ressorts, d'ailleurs sur ta FLSun SR, le principe reste le même, tu serre les chapes contre les boules avec les ressorts, comme ça pas de jeu, mais de là faire que ça ne tient qu'avec les ressorts je dirais qu'ils ont fait un sacré pari, mais si ça fonctionne... Pour les articulations il n'y a pas de recette miracle, chaque système à des avantages et inconvénients et tous les systèmes s'usent donc maintenance, même les aimants.2 points
-
j'adore voir mes voitures RC dans les publications du blog... Après, il me semble avoir mis la barre haut sur le Super Wheelie, il va être difficile de faire mieux... Mais je vais y réflechir2 points
-
Justement, après déballage & test, je trouve pas du tout. Le Elegoo mars mate ne prend pas l'air de la pièce ou de l'environnement, il est condamné à l'utilisation de sa "pièce aspirateur" et aspire ainsi l'air sous cloche des machines compatible. J'ai deux xiaomi purificateur d'air "ambiant/domestique" qui m'ont couté probablement le même prix mais ne disposent que de filtre HEPA, le mars mate dispose d'un bloc de charbon COLOSSAL afin de limiter l'émanation de HCHO Mes tests démontrent une réelle efficacité de particules cancérigènes, et pas à la moindre odeur dans la pièce, outre une petite odeur genre "chauffage" lié soit à l'odeur "charbon" soit juste parce que al saturn 3 chauffe toute la pièce Après je te rejoins sur le rapport qualité/prix, 160€ sur 3djake, c'est pas incroyable pour un purificateur d'air, pour un petit outil de confort, néanmoins, je ne regrette pas mon achat, il valorise grandement la Saturn 3 Ultra, et c'est aujourd'hui la seule vraie solution anti odeur/particules qui fonctionne pour une imprimante résine, quel dommage que la saturn 3 Ultra n'ait pas un capot à charnière2 points
-
Il y a aussi le système avec des ressorts comme sur ma FLSun SR: Je le trouve meilleur que les rotules aimantées parce qu'il y a moins de risque de décrochage. Les pièces doivent être ajustées le mieux possible. Dans le firmware, il y a une fonction Calibration permet d'ajuster de légères différences. Oui
 2 points
2 points -
C'est un budget qui peut entrer en résonance et se multiplier ?2 points
-
bonjour, je possède cette imprimante depuis plus d'un mois et je voulais vous donner mes premières impressions sur cette imprimante. je ne suis pas un spécialiste des essais, il y aura surement des manques. pour l'impression résine je n'ai que des créality plus petites, j'ai donc sauté le pas et acheté cette halot mage. certaines critiques sont par rapport autres autres halot que je possède. je n'ai pas essayé d'autres marques. pour commencer elle est lourde et la fabrication est sérieuse. le couvercle est super ( même avis qu'Isidon) pour le reste de la présentation voir le test d'isidon. elle est reconnue avec chitubox normal, vous avez 3 mois gratis avec chitubox pro. Il y a des choses qui m'embête sur cette machine - il n'y a pas de mémoire, la clé usb est toujours branchée, j'ai toujours peur de l'arrachée - la ventilation fait du bruit et elle ne s'arrête jamais. - le menu est minimaliste, il y a l'affichage de l'impression qui prends du temps et qui ne sert pas à grand chose ( pour moi ) - elle n'est pas rapide dans son fonctionnement. - le plus gros défaut vient de l'impressions. il y a des parties en plus à l'impression (voir les phots) certaine sont carrément liées et ne s'enlève pas facilement et d'autres sont dans le bac. je ne sais pas d'où ça vient, de la machine ou du slicer mystère mais il faudrait que le problème soit résolu ça ne fait pas une machine qui a été testé avant la mise sur le marché. elle à quand même des qualités. - l'impression est de très bonne qualité ( c'est le principale ) - la fabrication est sérieuse - le capot pour terminer se petit compte rendu. - Doit t on acheter cette imprimante? j'hésite à dire oui, j'ai l'impression que cette imprimante n'ai pas finie, qu'elle a été mise sur le marché trop rapidement pas assez de tests. ventilation que l'on ne peut pas arrêter, l'affichage de l'impression que l'on devrait pourvoir supprimer. elle est en retard par rapport à la concurrence , c'est une 8k les autres sont en 12k avec leur nouvelle machines. le problème des impressions avec des parties en plus comme je l'ai dis je ne suis pas un pro des essais mais j'espére que cet essai vous aura in formé sur cette machine a+ Alain




 1 point
1 point -
Nouveautés chez Bambu Lab, Dagoma et xTool, plusieurs projets DIY et nos tests de la semaine en impression 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-406-20231015/1 point
-
La Bambu Lab X1E a fait moins de buzz que la A1 mais elle m'intéresse beaucoup plus : - enceinte chauffée jusque 60°C - kill switch sur le wifi et le LAN - usage possible uniquement en local sans passer par le cloud. L'AMS permet du multi couleur (certes avec pas mal de déchets), mais aussi pouvoir faire des pièces monochrome en changeant de bobine facilement C'est la première imprimante que je pourrais utiliser clef en main sans devoir la bricoler. C'est presque comme si Bambu Lab avait lu dans mes pensées pour faire l'imprimante de mes rêves Le tarif reste raisonnable par rapport aux fonctions et à la qualité. La bonne nouvelle c'est que cette imprimante va peut être devenir une référence et le marché devrait suivre. Les PME, artisans, ateliers de maintenance ou de prototypage devraient adopter cette imprimante : - pas chère (comparée à des machines outils classiques) - clef en main - capable de faire des pièces avec des filaments techniques Que va faire Prusa maintenant ?1 point
-
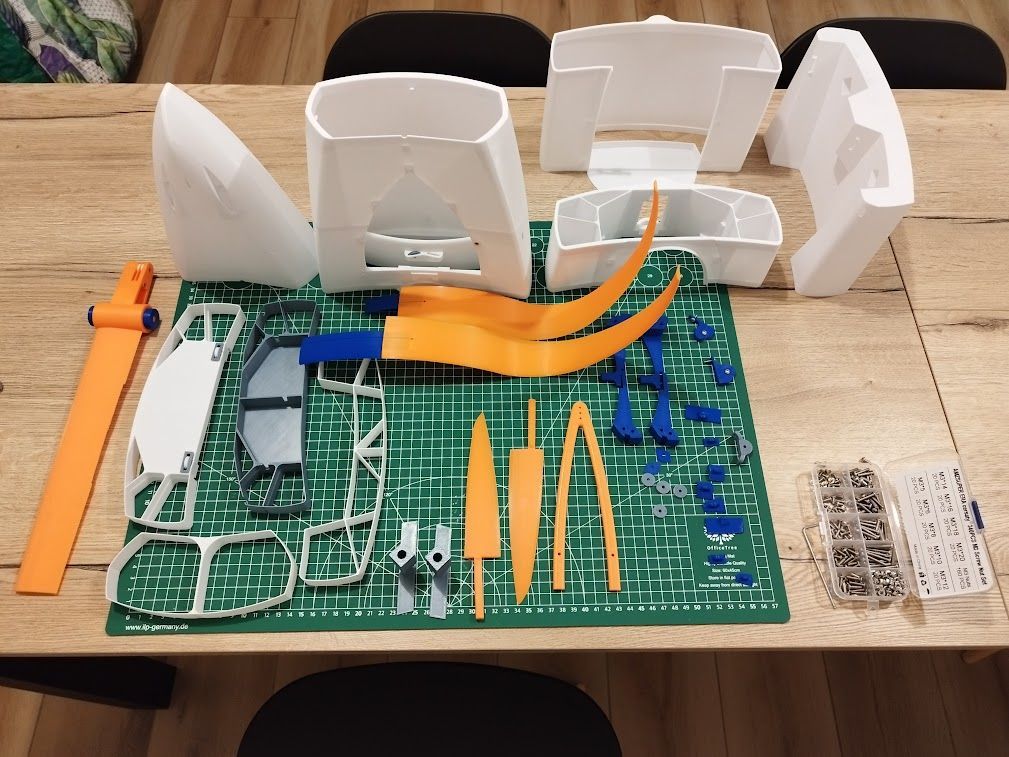
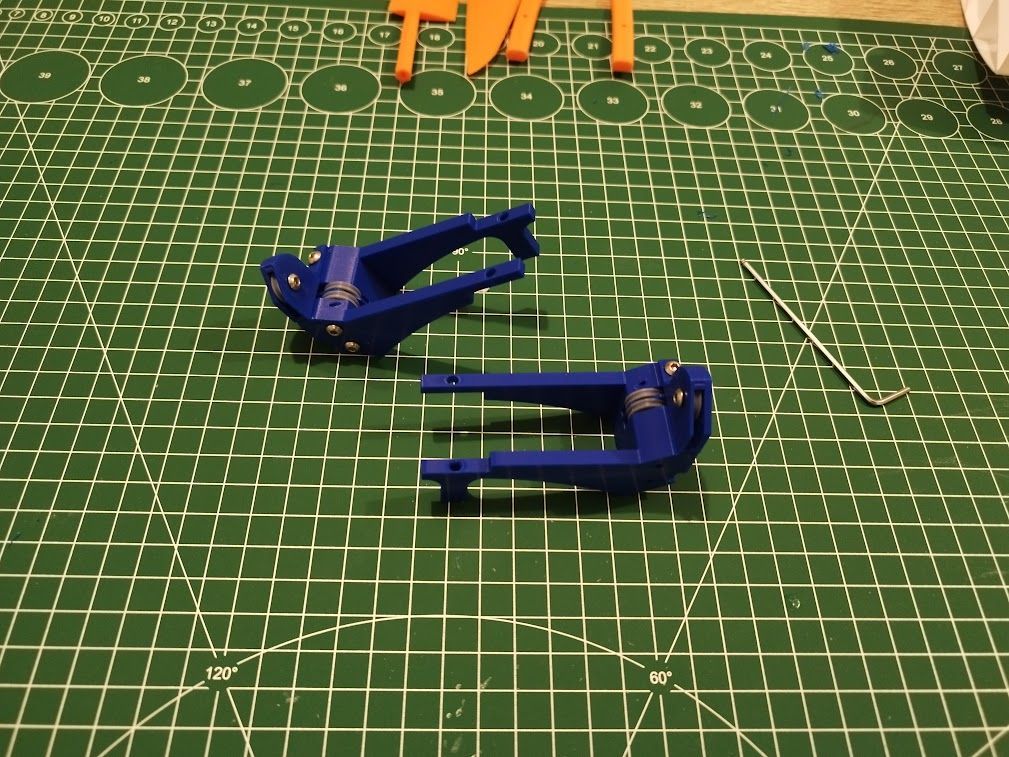
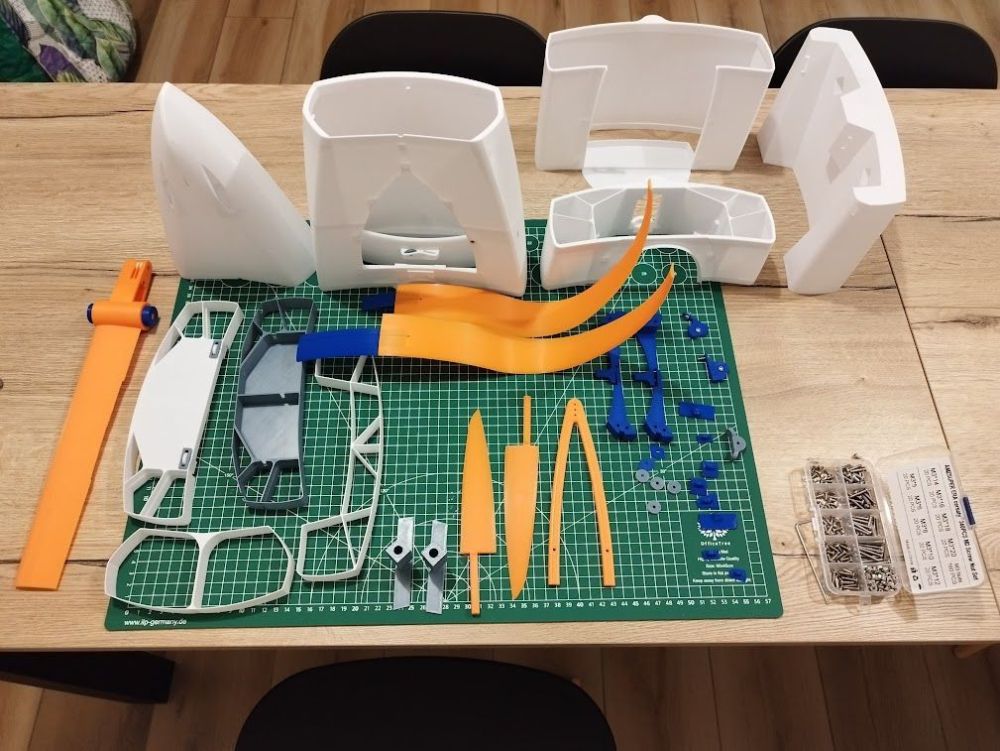
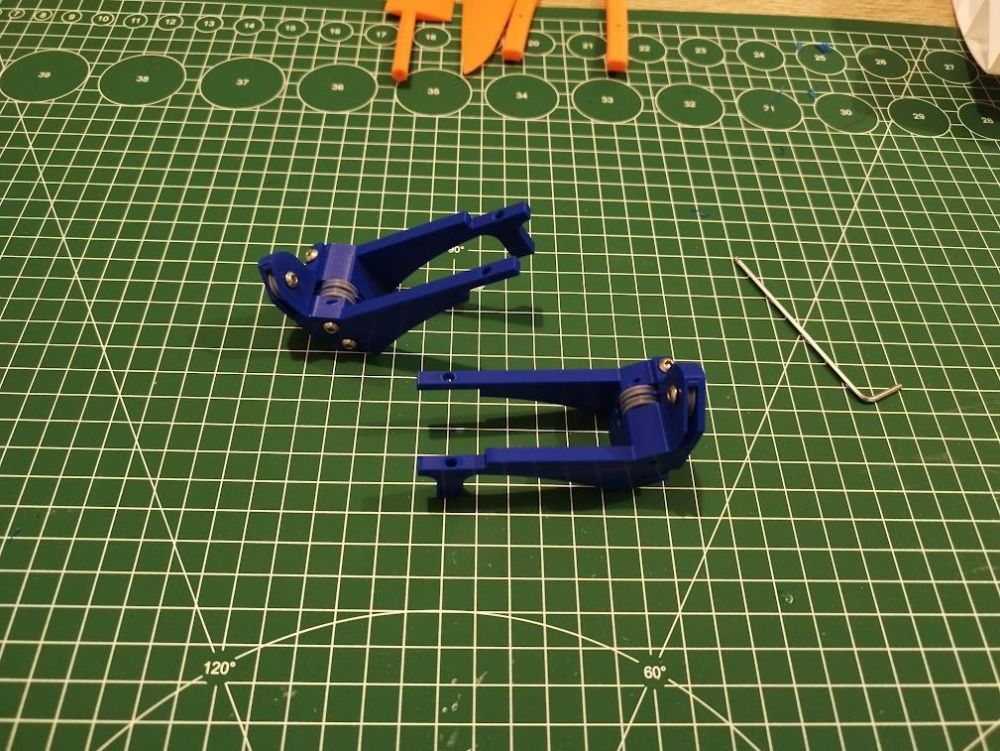
petit up du sujet, j'ai fait une petite pause sur l'imoca quelques semaine, le temps de faire des pièces pour les drones d'un collègue! j'ai relativement peu avancé sur la modélisation, j'ai surtout imprimé un prototype, qui pourrai être le N°0, avec un peu de bricolage il serai possible de l’équipé de l’électronique et de le faire navigué, mais il ma surtout servie a valider les jeux d'assemblage, testé la colle PVC piscine sur le PETG et dans pas longtemps de testé la flottabilité et donc d'adapté le poids du bulbe et la position de la batterie et des servo pour équilibré la coque A et j'ai modélisé et imprimé le Ber de calage qui lui sera le définitif ! en pièce détachées! le système de quille assemblé une fois assemblé! comme prévu la coque sort a 711g, il faudra ajouté a ça, l’électro, le gréement, la quille, les foils et les safrans. pour les safrans et les foils, le poids n'est pas très important vu qu'ils flottent, il ne seront donc pas gênant pour la ligne de flottaison. le système de quille est facile a assembler et a monter, il tien parfaitement dans son logement! de face on vois que l'on a un bateau relativement fin finalement, normal sur les IMOCA a foils qui sont moins large que la jauge étant donné que les foils leur permet de gardé un couple de redressement très élevé malgré en largeur moindre pour le moment la construction du proto ma amené que peu de soucis, j'ai quand même du refaire le système de quille (la partie bleu) car certain jeu d'assemblage n'allaient pas, idem pour le bout dehors sur le modèle final je vais aussi changer deux trois truc, je vais surement intégré certaines cadènes a la coque, le fait de les imprimé a part les rend plus solide mais aussi assez chiante a installé, en plus de risqué de causé des soucis d'étanchéité, certaine n'en on pas besoin. j'ai aussi testé la colle PVC piscine, j'avais ca sous la main et je voulais voir si ca marchait (la cyano je suis sur que ca marche et le but d'un proto c'est de tester!!) pour le moment c'est correcte, facile a utilisé pour l'assemblage et étanche, mais je n'ai pas encore fait de teste de résistance donc je ne peux pas encore validé. prochaine étape, les support pour les servo treuil de la quille et du système d’écoute, pour les installé et testé les système. pour le système d’écoute, je ferai un poste quand il sera fini de modélisé, la solution a été difficile a trouvé mais devrais être fiable et assez simple a assemblé!! pour le système de barre je n'ai pas encore trouvé de solution qui me plaise a 100%



 1 point
1 point -
Si tu gardes ta résine sous cloche dans la machine quelques jours, aucun soucis. Par précaution, il faudra la remuer avec la spatule en plastique avant de relancer un print après. En cas de doute, on remet dans la bouteille en s'aidant d'un entonnoir et d'un filtre à résine1 point
-
La saturn 3 "simple" dispose des mêmes options que la halot-mage "simple", c'et à dire walou. Quasiment toutes les imprimantes 3D disponibles pour le particulier sont des chinoiseries, des trucs peu fiable qui demanderont un jour ou l'autre de mettre les mains dans le cambouis. J'estime qu'Elegoo reste le plus simple et accessible des marques populaires, c'est également celle où j'ai les meilleurs retours de SAV. Il suffit de se balader sur Amazon pour voir que beaucoup de personnes ont fait des erreurs (que eux estiment peut-être de la faute fabricant, mais c'est la leur, fep percé, résine sur l'écran etc.), le fabricant envoie généralement la pièce de rechange sans discuter, ce qui n'est pas le cas d'anycubic qui va tout faire pour demander une participation de 50% sur la pièce (en fonction des cas, ça reste à voir)1 point
-
Les ressorts sont juste là pour limiter le jeu des rotules, en serrant les bras l'un vers l'autre tu mets une contrainte sur les rotules donc supprime le petit jeu, attention car si le ressort serre trop, tu va user les rotules rapidement. Si c'est pour imprimer à 60mm/s pas la peine de faire une delta, ça va dépendre de la force des aimants mais surtout de ton effecteur, s'il est léger peu de risque de décrochage sous 400mm/sec, s'il est trop lourd ça sera plus bas, de mémoire, le mien décrochait entre 550 et 600mm/s. exactement, si tu utilise des chapes, tu prend une planche ou tu fais 2 trous pour passer la vis de fixation des chapes de chaque cotés de la tige, tu colle et tu emboite dans le trou, une fois sec tu passe à la suivante. Si c'est des aimants, ben pareil mais au lieu de faire des trous tu fixe deux écrous dans lesquel tu posera ta bille, je devrais pouvoir te trouver une photo pour te montrer. Pas d'impression, de la tiges Carbone ou Alu, avec pour moi une préférence pour la seconde.1 point
-
Ce sont des rotules, mais pas aimantées. Le ressort serre les extrémités des bras sur les boules qui sont fixées sur l'effecteur. Je ne sais pas si ça se trouve dans le commerce ou si c'est une fabrication FLSun. Il faut construire un gabarit Ça n'a pas d'intérêt. Tu peux utiliser n'importe quel tige en matériau léger(accessoire pour cerf-volant ou flèche de tir à l'arc, par exemple) https://www.decathlon.fr/p/tube-carbone-6mm-x-170-cm/_/R-p-161071?mc=83640461 point
-
Pour compléter. Sur la SonicPad, il n'y aura pas de fichier printer.cfg prévu pour ton E3 v1 modifiée (carte contrôleur différente de celle d'origine) => il faudra en faire un (en modifier un pour l'adapter à ta configuration: carte v4.2.7, Bltouch, …) mais rien d'insurmontable. Pour flasher le firmware Klipper sur ta carte, tu passeras par la méthode de recopie du fichier machin-truc.bin sur une carte SD. En choisissant à l'installation le modèle d'une Ender 3 Pro + CRtouch-v4.2.7, il ne devrait y avoir que peu de modifications à apporter au printer.cfg.1 point
-
Oui : c'est possible1 point
-
Pas mieux que @jmarie3D. Les aimants ont l'avantage de n'avoir aucun jeu, mais si tu va trop vite ils peuvent décrocher, ça m'est arrivé plusieurs fois, je n'étais jamais loin de la machine pendant les impressions pour pas prendre de riques. Si je devais refaire une delta ça serait des chape à boules. Pour les bras, c'est très facile de les faire exactement à la même longueur donc pas besoin qu'ils soient réglable, sinon des réglages sur le firmware oui y en a, mais soigne la construction au maximum ça t'évitera de passer un temps fou à la régler.1 point
-
Bien c'est simple a l'époque ou j'ai réaliser cette figurine, j'achetais mes bobines 18€/kg environs alors que la résine 30€/L, au final cela ma simplement permit de réduire les cout de fabrication de la figurine tout en ayant un resultat satisfaisant c'est l'unique raison de mon choix. Ce qu'il faut prendre en compte de la qualité d'impression FDM VS résolution d'impression Résine, un imprimante 4K+ comme la Photon M3 ou Photon M2 on une résolution de 4K qui par rapport a la taille d'écran apporte une taille de pixel de 40µm-45µm les dimension en X et Y de ton pixel, en FDM si tu prend une imprimante supportant une buse de 0.2mm (les plus petite dispo) un trait imprimer sur ton plateau aura en moyenne une epaisseur de 0.22mm soit 220µm (5 fois supérieurs) de plus il faut un minium de matière extruder pour permettre l'accroche ce qui fait de ce sera compliqué d'avoir de petite figurine au rendu correcte. Alors y a pas de 16K de mémoire a ce jour mais des 12k, le soucis avec les Imprimante 12k c'est que les pixel ont pas une forme Carré mais rectangulaire, avec par exemple plus de finesse en X que du 8K mais en Y une taille identique, de 2 comme pour une TV avoir un écran 12k pourquoi pas mais si tu as pas de contenue adapté cela apportera rien, exemple si tu achète un modèle gamebody de super belle facture qui a été modélisé pour de l'impression 8K, avoir même un écran 16K n'apportera rien de plus car le modèle est fait pour des details en 8K, après honnêtement pour voir une différence sur un modèle au dessus de 8k faut y aller al a loupe de plus voir au microscope, alors voila pourquoi on explique que le 12K en soit apporte rien de plus pour le moment en tout cas. Après oui si tu doit acheter une machine aujourd'hui et que le modèle tu as le choix d'une saturn 3 ou une 2 au même prix alors en effet autant prendre la Saturn 3, maintenant regarde bien ton besoin exacte il est pas forcement utile de mettre super chers pour avoir un résultat adapté mais il est important de voir des element qui pour toi sont important sans compté que comme dit avant je te recommande de bien prendre en compte qu'il est plus qu'utile de Prendre un Wash & Cure en plus. Tu as des modèles intéressant dans toutes les marques par exemple : - Chez Creality tu as la Halot Mage qui est une 8K avec capot sur charnière de format 10", la Mage Pro qui intègre une pompe a résine (j'avoue que moi si je dois changer d'imprimante résine une machine avec capot charnière est un plus pour moi ) - Chez Anycubic tu a les M5S qui sont en 12k format 10", mais si tu n'as pas besoin de plateau de grande taille que tu es plus dans de la petite figurine alors tu as aussi les Photon M2 en 4K avec surface de 6,4" (de mémoire), après tu as la Photon Mono X 6K qui ce trouve entre les 2 monde - Chez Elegoo tu a cité la Saturn 3, mais si une taille plus raisonnable est adapter a ton usage la Mars 4 pro avec sont écran 9k et surface de 7" pour être le meilleur compromis, après tu as la Mars 4 Max en 6K et 9.1" ce sont d'excellente machine après le seule reproche que je leur fait a ces Elegoo c'est le système de maintient du plateau sur boule a 2 point de serrage qui fait que cela demande de refaire régulièrement le Z=0 alors sur sur les anycubic et creality jamais. Pour la W&C prendre un modèle de taille adapter a la taille du plateau de l'imprimante choisi.1 point
-
Les 4K, 8K et 16K correspondent à la résolution des écrans des imprimantes résines. Il sert de masque en laissant passer la lumière uniquement à l'endroit où la résine doit être solidifiée. Ainsi en théorie, plus la résolution est grande et plus les détails sont fins (même s'il n'y a pas que ça qui influe sur la qualité). Sur une imprimante filament, pas d'écran donc pas de résolution.1 point
-
Pas à proprement parler une perle, mais je la trouve intéressante. Je ne sais pas ce que mange notre ami, mais ça n'a pas l'air facile à mâcher.1 point
-
J'avais d'abord imprimé ce modèle ... sur le papier il était sympa mais a l'usage il a plein de zones de fragilités et des tolérances trop lâches par endroits. trop serrées à d'autres ... j'ai du imprimer plusieurs remix pour qu'il fonctionne à peu prés correctement, mais au bout de la 5ème bobine, j'ai laissé tomber, j'avais déjà du coller les roulements à la cyano pour qu'ils tiennent au moins le temps d'un rebobinage complet, ré-imprimer le support principal en PETG avec plus de périmètres, les pinions en ASA, et la manivelle avait déclarée forfait depuis longtemps. En plus, il prends une place monstre et nécessite un support pour fixer les 2 moitiés, sinon ça part dans tous les sens (j'avais recyclé 2 profilés 2020 pour ça). J'ai transféré 2 bobines cet aprem' avec le nouveau, il aurait juste besoin d'un autre clip de maintien d'axe pour quand les bobines sont quasi vide, mais c'est peut être parce que je ne rebobine pas à la perceuse ... sinon c'est du beurre, il est naturellement stable (pas besoin de fixer les 2 supports sur quelque chose) et facilement démontable pour être rangé dans un tiroir. Et pas le moindre signe de faiblesse ou d'amorce de craquelures ni de fonte de dentition pour l'instant, même en ayant tout imprimé en PLA ... même la manivelle est toujours opérationnelle. J'ai utilisé uniquement ces sources : Le pastamatic lui-même : https://www.printables.com/model/466883-pastamatic-filament-spool-winder-for-bambu-lab-x1c La manivelle (je préfère à la perceuse, c'est plus soft, ça détends) : https://www.printables.com/model/593493-rotary-handle-for-pastamatic-filament-winder Le clip pour le coté avec engrenage : https://www.printables.com/model/503775-retention-clip-for-pastamatic-spool-winder-driven- et les clips que je suis en train d'imprimer pour maintenir les axes (3 ouvrants, la version fermée est trop libre à mon goût) : https://www.printables.com/model/499110-pastamatic-retrofit-for-better-target-spindle-rete Il faudrait éventuellement voir à imprimer ces supports de "balais" à la place de ceux d'origine ... j'ai un peu galéré à installer les miens : https://www.printables.com/model/532736-pastamatic-extra-clearance-wiper-mounts1 point
-
Les vieilles CR10 avec leur Marlin d'origine ne possèdent pas le M500 (le controleur ATMega 1284p possède peu de mémoire (128 Ko)) => inclure les valeurs modifiées au début du Gcode de démarrage dans le trancheur pour qu'elles soint prises en compte.1 point
-
Bienvenue1 point
-
Bonjour, Tu as visiblement un problème : lorsque les écarts sont trop importants, le nivellement échoue. Dans ce cas il faut généralement niveler à la main pour réduire ces écarts. Par exemple sur ton écran, quand je lis que le coin avant gauche est à 2.74 et que le coin arrière gauche est à -8.45, cela fait un écart de plus de 11mm, ce qui est énorme et doit même être visible à l’œil nu : relever l'arrière gauche par les molettes me semblerait indispensable... Toutefois, la valeur de gauche juste avant le coin arrière gauche est à 8.58, soit une écart de 8.45 + 8.58 = 17.03 mm !!! Donc soit tu as un plateau en tôle ondulée, soit ta mécanique est pleine de jeu, soit le capteur déconne.1 point
-
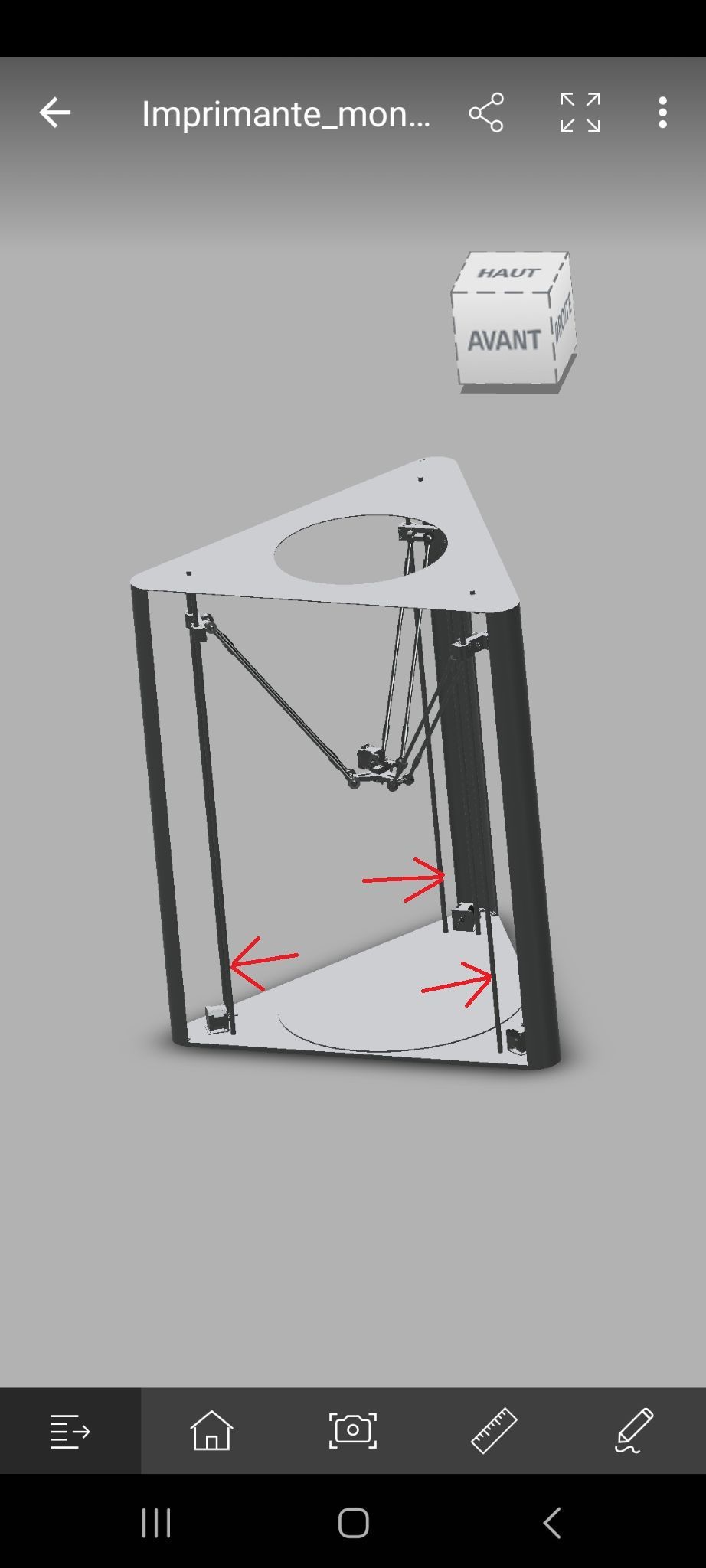
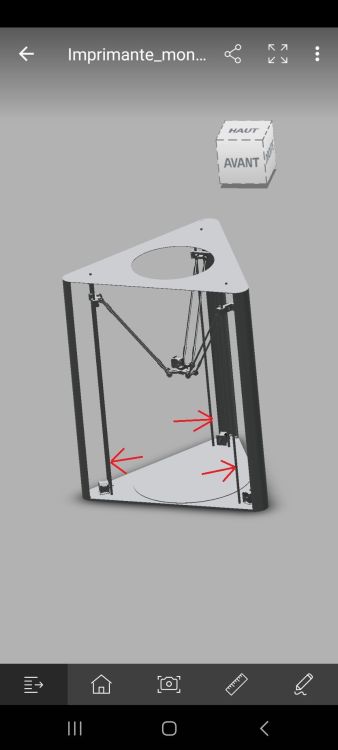
moi pas comprendre... avec 1 m de hauteur tu veux imprimer 500mm en diamètre? c'est quoi ces 720mm? au bout de mes flèches rouge, c'est pas des tiges de guidage?
 1 point
1 point -
"cela fait plusieurs fois que j’essaie d'imprimer une pièce en résine flex, sans sucé," Voila du bon sens, il est préférable de ne pas sucer de la résine, même lorsque l'on imprime sans succès.1 point
-
Merci pour cette analyse sur la Halot Mage. j’ai rencontré quelques problèmes avec cette machine. J’ai eu toutes les peines du monde avec l’axe Z. Ma machine est arrivée avec une vise du coupleur de l’arbre fileté cassée. Je pense que celle-ci avait été beaucoup trop serrée en usine. J’ai remplacé la visse et j’ai procédé au serrage avec précaution pour éviter de la casser à nouveau. Sauf que, dès que la surface de résine polymérisée entre le plateau et le FEP dépassait 20% de la surface, le coupleur « patinait » au point de devoir arrêter la machine en urgence. Il a fallu que j’use d’une force de serrage colossal et de frein filet entre l’arbre Z et le coupleur pour ne plus subir ce problème. Et puis, survinrent les « impressions de pièces fantômes » comme vous avez pu en témoigner @inferno et @isidon . J’utilise Chitubox beta. Ce n’est donc pas uniquement avec la version Pro. Du coup j’ai essayé Lychee. C’est la deuxième impression et tout est parfait. Autre particularité avec Lychee, la beaucoup plus faible force employée par la machine pour détacher la résine du FEP. En comparaison, pendant certains tests avec Chitubox, j’ai vu toute la partie Z de la machine (axe fileté, guide, habillage du fond…) ce cintrer une fraction de seconde sous la forte adhérence, avant de se secouer assez violemment au décollage. C’était vraiment brutal. Test réalisé avec les mêmes paramètres, la même résine et la même pièce à imprimer. Lychee me fait également gagner du temps d’impression (entre 25% et 30%). Pour la simple raison que ce slicer me permet de lever le plateau moitié moins haut entre chaque couche(4mm contre le minimum de 8mm imposé sur Chitubox). Tous les autres paramètres sont les mêmes. Le résultat d’impression est absolument parfait (même sans anti-aliasing). Voila pour mon petit caillou à l’édifice1 point
-
Merci pour ton retour très instructif D'après les derniers retours, les soucis d'impression que j'ai eu sur la halot mage pro avec Chitubox pro mais que je n'ai pas eu sur chitubox version bêta avec la halot mage semblent indiquer que les soucis sont liés au slicer. Il faudrait que je retourne sur Lychee pour vérifier tout ça, mais il y a fort a parier que ça sera corrigé bientôt. Je te rejoins sur la ventilation, pour une trentaine d'euros ils auraient pu enlever ça, si ils ne l'ont pas fait, je soupçonne que c'est réellement pour envoyer la clientèle "exigeante" vers la halot mage pro1 point
-
VOILA UNE DEMANDE QUI M'INTERESSE ! Désolé, il fait chaud... Alors, j'ai une tendance à l'exigence quand je teste une machine résine, et c'est vrai qu'aujourd'hui, malgré une Mighty 8K, une Halot-mage Pro, et une M5S, je serais incapable de savoir laquelle garder. Le test de la halot-mage pro sera normalement bientôt publié, j'aime beaucoup cette machine, maintenant j'ai eu des soucis incroyables et jamais vu dans la sortie des prints avec, la faute à un soucis logiciel, ou une compatibilité de slicer non aboutie, pour l'instant j'en sais rien, mais bon. Tous mes prints de test sur la Halot-mage pro ont été fait avec le profil DYNAX+ de Creality (promettant une vitesse jusqu'à 170 mm/h), mais avec une couche de 0,050 microns, un print de 20cm prend presque 5h quand même, mais là je n'ai pas distingué de soucis de qualité (par contre la résine fast fournie ne donnait pas de bons détails, mais j'ai le même résultat à la vitesse lente) Pour la M5S, si tu réduis cette vitesse à un rythme standard, et avec une bonne résine, la qualité sera correcte. Toutefois certains retours de testeurs anglais semblent aller dans le sens ou Anycubic a augmenté le facteur d'anti aliasing interne de la M5S pour palier à leur auto leveling, leur vitesse, et le 12K ptet un peu trop précis (la marque semble leur avoir confirmé ce fait), chose qui n'est pas prévue dans la M5 par exemple. Concernant la Phrozen mighty 8K... Trop cher pour ce que c'est... Il faut vraiment avoir envie d'acheter une Porsche avec le même moteur que la Clio... (histoire de comprendre un poil ce que je dis). J'ai également la Phrozen Mini 8KS... l'écran est extrêmement petit, et très rectangle, par contre c'est la machine LCD la plus silencieuse et la moins énergivore que je n'ai jamais eu. Toutefois, la Mini 8KS a un nouveau format de fichier, le .prz, (ce qui n'est pas le cas de la mini 8K simple... chère aussi) qui semble avoir un traitement avec chitubox extremement lent, j'ai perdu patience devant le pc pour que le fichier se tranche et s'enregistre... Mais mon test de cette machine ne fait que commencer. La mage (simple, pas la pro) est la plus lente de tous tes choix, contrairement à ce que pense @Titouvol la vitesse d'une machine, varie de l'une à l'autre, principalement lié à la vitesse moteur de monter le plateau à chaque couche, et ça peut sacrément se sentir, mon print le plus long à été de 33h sur la mage, sur la Phrozen, exactement la même figurine et la même résine a pris 28h (j'imprime avec des couches de 0,030 microns au lieu de 0,050 ce qui explique le temps d'impression plus lent). Je vais te propose quelque chose de très étrange... Pourquoi par la Elegoo Mars 4 Max ? Ou la Anycubic Mono X6K, une résolution XY de 35 microns (contre 30 pour la mage ou 28,5 pour la saturn2). Un écran assez large, une hauteur très correcte pour la Anycubic. Après je n'ai pas testé la saturn2 et la m5, je n'ai pas pu comparer la vitesse d'impression. Bref, très difficile de te dire quoi choisir, à part de te donner un ressenti sur les machines que j'ai eu entre les mains. Aujourd'hui si je devais à chaque fois en choisir qu'une, je voudrais une que je n'ai pas essayé... puis une fois essayé c'est la douche froide, rien qui en démarque une réellement j'ai l'impression. J'ai ptet une préférée mais pour le moment, je ne peux pas la recommander et mon critère est très personnel. Peut-être la M5 ? Ou la Saturn 3... Désolé, je sais que finalement je ne peux pas trop t'aider ^^'1 point
-
 Question en passant : et vous le recollez avec quoi ? (pour que ce soit bien régulier et résistant à la chaleur)1 point
Question en passant : et vous le recollez avec quoi ? (pour que ce soit bien régulier et résistant à la chaleur)1 point -
Le leveling est relatiment simple à faire. Tu commences par enlever le bac de résine. Ensuite tu desserres les 2 vis au-dessus du plateau sans oublier de tenir le plateau sur sa base pour éviter qu'il ne tombe. Puis tu mets la feuille de leveling sur l'écran. Tu fais descendre le plateau jusqu'à ce qu'il touche la feuille de leveling et la bloque. Tu règles la levée du plateau sur le minimum (0,1mm) et tu remontes le plateau clic par clic jusqu'à libérer a minima la feuille. Une fois cette position trouvée, tu maintiens fermement avec ta main le plateau pour ne pas qu'il bouge et tu resseres les 2 vis. Voili, voilou.1 point
-
Et ben non, ça recommence, j'ai imprimé quelques pièces sans problèmes mais ça recommence, après un certain temps d'impression, ça ne va plus, ça crachote des petites crottes de plastiques, et ça claque à tout va, même directement après le placement d'un nouvel extrudeur... J'en peux plus, j'ai tout remplacé... Mais alors quoi ??? Les bobines vont finir en brocante et l'imprimante comme perchoir pour les oiseaux, je le sens....0 points
-
Salut ! Je ne sais pas si c'est le bon endroit sur le forum pour ce topic d'initiation/retour à l'impression 3D résine, si je me suis trompé, j'invite un modo à déplacer mon sujet. Pour résumer je voulais partager avec vous mon initiation à l'impression 3D résine ! Après avoir digéré pas mal de vidéos et de topics je me suis motivé à me lancer dans cette aventure ! Je suis novice et je compte bien arriver à imprimer mes propres modèles 3D à l'avenir ! Voici les étapes que je compte décrire ici en photos/vidéos et sans doute en texte aussi, car je compte me servir de ce topic comme support Etape 1 : Je vais vous partager mes achats, car je trouve que cela pourrait servir aux autres. N'ayant pas encore testé quoique ce soit, je ne recommande rien pour le moment. Je partage juste mes choix. PS : Je suis du genre à économiser sur mes dépenses, j'achète au moins cher dès que je le peux. Cela implique parfois de prendre plus de quantité et aussi d'être patient pour les achats en Chine avec livraison plus longue ! Etape 2 : Je partagerais mon installation qui est prévue dans mon garage, j'en profiterais pour calibrer l'imprimante. Etape 3 : Il faudra bien tester le matériel ! Je commencerais donc par des impressions test. J'approfondirais le sujet en temps et en heure, car il y pas mal de fichiers test différents. Avant d'aller plus loin je voudrais que mes tests soit validés. Premier test au passage de la wash & cure UW-02. Etape 4 : Impression d'un fichier déjà prêt, de préférence déjà évidé et avec supports. Puis passage dans la wash & cure UW-02. Etape 5 : Modélisation d'une première figurine simple. Test des slicers et mise en place d'un flux de travail pour la préparation du fichier 3D voué à être imprimé. Et bien sur impression du fichier modélisé ! Puis passage dans la wash & cure UW-02. Je suis de nature très patient, il ne faut pas vous attendre à un développement rapide de ce topic, je ferais cela à mon rythme en fonction de mon emploi du temps. Si c'est possible, j'aimerais avoir les droits de modifications sur le premier message de ce topic, cela me permettras de mettre à jour les étapes à l'avenir pour une meilleure lecture du sujet. A bientôt pour l'étape 1 !0 points