Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/11/2023 Dans tous les contenus
-
Toujours pas, la marque avait été affichée sur le blog autour de la période d'halloween, j'en dis pas plus Ah bah bingo Je connaissais même pas la boutique Avec le dryer et trois bobines de noir en cadeau
 5 points
5 points -
4 points
-
La vache Tu vas imprimer quoi avec toutes ces bobines ?! Des Vegeta et Buzz ?3 points
-
pourquoi on peut faire de crêpes avec autre chose que de la farine de ? parce qu'il faut mettre du brucciu Mais l'étape ultime c'est d'imprimer les crêpes avant de les graver !3 points
-
Effectivement, j'savais même pas qu'on pouvait identifier le code barre (le petit carré blanc dessous c'était la référence de la machine), le second carton, bah du coup c'est ce qui va avec xD C'est une scie sauteuse encore pire, mais c'est surtout que j'suis en plein réaménagement de l'atelier histoire d'occuper tout l'espace des murs avec des étagères de partout et plein de bricoles en filament pour le rangement, au point que je dois encore changer l'extrudeur de la X1C pour la troisième fois >_<, j'devrai avoir fini tout ça en 2056 *_*
 3 points
3 points -
Il faut savoir que certains sujets/messages n'apparaissent pas alors que l'on suit certaines rubriques (je sais de quoi je parle, j'ai été administrateurs de forum), c'est les aléas de l'informatique, etc... Ne vous en prenez pas à ceux qui n'ont pas répondu, content que la solution ai été trouvé ailleurs, c'est le principal. Maintenant, il ne faut pas hésiter à relancer s'il n'y a pas de réponses en 4 ou 5 jours, il peut y avoir de multiples raisons... Et puis, personne n'est à la disposition de personne, chacun à d'autres occupations et centres d'intérêts, non ?2 points
-
après il n'y a que 35kg Ton postier doit bien faire la gueule quand il te livre2 points
-
Faut dire que mine de rien avec moi ça part assez vite (avec deux bambu qui tournent quasi 24h/24 ) Entre les cadeaux de noel qui je pense vont être surtout ça, des lampes en lithophanie pour les vieux, des dragons pour les jeunes (le dernier anniversaire ou j'ai filé un dragon made in filament, y'a eu de véritables émeutes avec des pat patrouille à cent boules jetées par caprice dans la piscine), plus du filament noir et du blanc qui partent à vitesse grand V pour équiper les tableaux skadis que j'ai mis DE PARTOUT, des barrières en filament bois pour mes étagères (qui sont des lames de terasses recyclés, mais pour exposer des bouteilles d'alcool vide parce que j'aime l'alcool autant que l'impression 3D( ... Euh j'dois le dire ça ?), et des projets de vitrail en lithophanie avec du PLA luminescent, plus quelques bricoles inutile de temps en temps, (dans ce genre là) j'me fais confiance, dans 3 mois j'ai tout bouffé
 2 points
2 points -
Salutation Sans plus de détail Si tu a un firmware marlin version >= v2.2.0 Sinon avec l'usage de M140: Set Bed Temperature ou M190: Wait for Bed Temperature et G4: Dwell Pour faire une suite de "M109 ..." et de pause "G4 S..." du genre de M140 S60 ; Set bed target temperature to 60°C, no waiting G4 S120 ; attendre 120 secondes M140 S50 ; Set bed target temperature to 50°C, no waiting G4 S120 ; attendre 120 secondes ;... M140 S30 ; Set bed target temperature to 30°C, no waiting G4 S120 ; attendre 120 secondes ;... ;... ;... M140 S0 ; Set bed target temperature to 0°C, no waiting Bons essais.2 points
-
Salutation ! Des pistes dans2 points
-
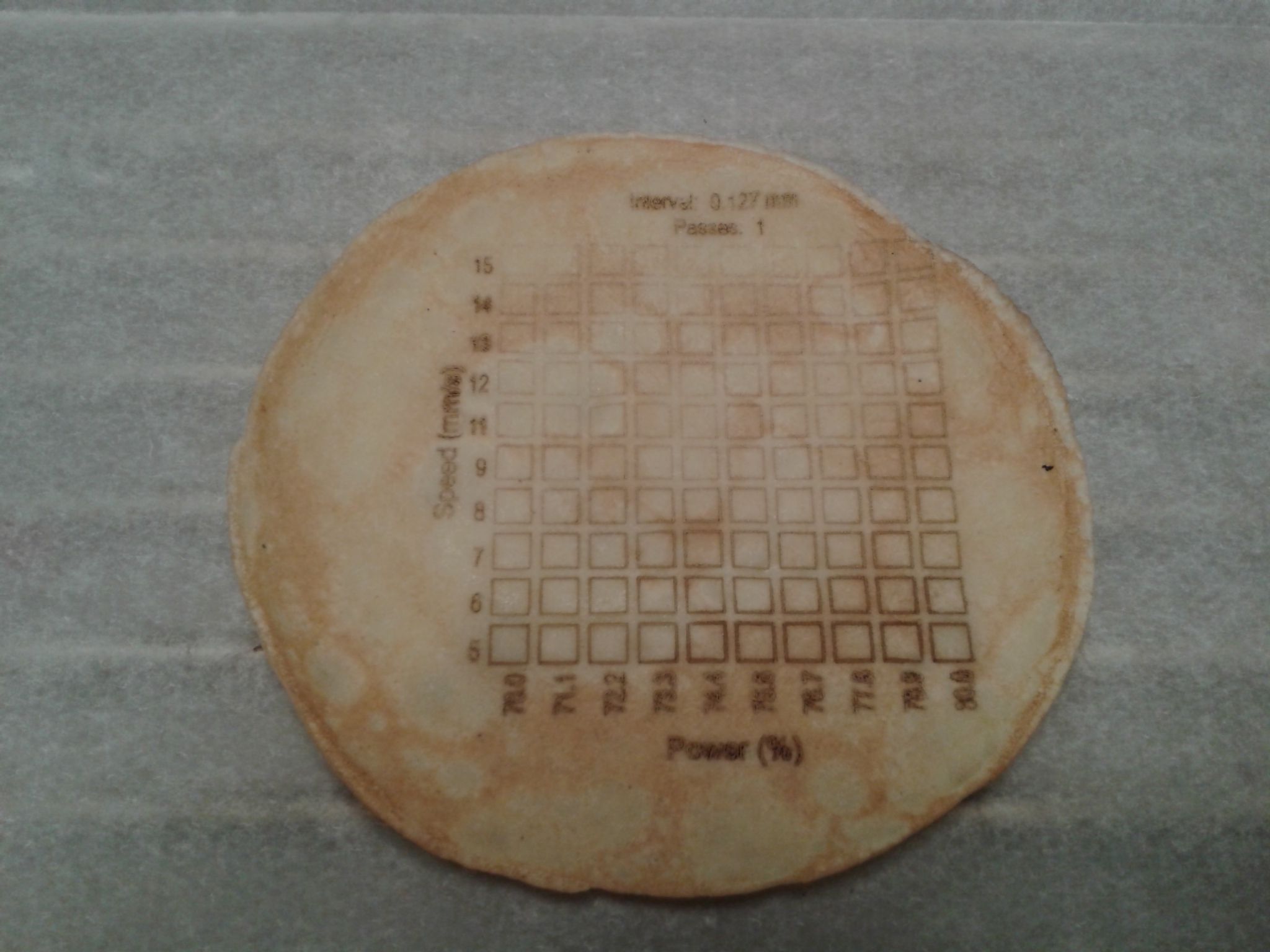
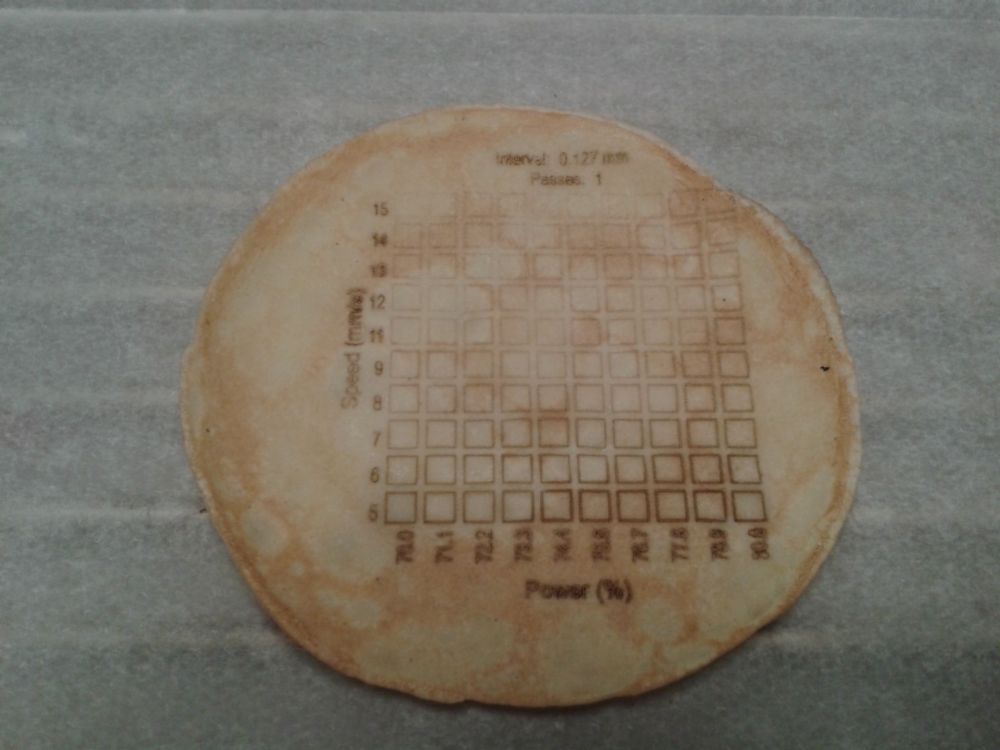
J'ai encore fait quelques essais. Mais toujours pas trouvé les bons compromis pour ne pas obtenir de crêpes ayant un gout de carbonisé (surtout la version avec le logo que j'ai recraché car goût vraiment trop fort) Les crêpes faite avec la pâte a base de farine de châtaignes, plus sombre, donne une gravure bien plus visible. ( même fichier de gravure déjà utilisé sur une crêpe farine de blé Avec une touche de sirop d'érable, c'est éventuellement mangeable. Mais c'est pas génial non plus. J'ai donc testé une gravure d'image ( LightBurn, niveau de gris, Power min 50%, Power max 80%, vitesse 10 mm/s ) que j'ai très rapidement mis via l'écran en 10% de puissance de laser et 200% en vitesse, car forte odeur de carbonisé dés le début de gravure Mais là la crêpe été immangeable. (goût de cramé vraiment trop fort en bouche, j'ai recraché)




 2 points
2 points -
Si vous contactez le support (SAV), faites nous un retour sur leur réactivité, SVP. Il y a sur le forum plusieurs propriétaites de Feider, cela les interessera.1 point
-
@jasmine bonjour Vous devez savoir qu'ici tous les intervenants sont bénévoles et qu'ils interviennent sur leur temps libre Je vous rappelle que vous avez posté un autre sujet et vous avez sur celui-ci reçu des réponses et de l'aide Le principal c'est que vous avez trouvé la solution à votre problème, par contre si ce forum ne vous convient pas rien ne vous oblige à y rester Il y a aussi une autre solution, le SAV de votre imprimante car elle est neuve et sous garantie et vous verrez si vous obtiendrez une réponse1 point
-
bonsoir alain oui je comprend , j'ai chercher sur d'autre forum est on ce dit forum c'est beaucoup de personne fan de l'imprimante 3 D donc on ce dit il aura une reponse mais rien pas grave j'ai trouver la solution en chercher sur d'autre endroit personne n'est à la disposition de personne oui tout a fait c'est pour ca que j'attend pas que on me répond centres d'intérêts oui imprimante 3D des creation avec des palettes , scrapbooking , peinture ,cricut , etc donc oui jasmine1 point
-
Je n'ai pas la même imprimante, donc je ne peux pas donner de conseils ! En ce qui me concerne : feuille de post-it sur 5 points minimum et molettes aux 4 coins, le tout 2 ou 3 fois.1 point
-
oui c'est la masse mobile qui compte après il y a le cout, surdimensionner coute cher1 point
-
Pourquoi essayer de modéliser quelque chose alors que sans doute un autre a déjà fait quelque chose de similaire. Utilise un moteur de recherche pour trouver l'objet de tes rêves, exemple : https://www.yeggi.com/ En entrant Thermomix tu auras une multitude de résultats en tout genre pour celui-ci Exemple de démouleur de pâte (plus pratique que la version à acheter) : https://www.printables.com/en/model/269315-thermomix-screwhandle/files il y en a d'autres. Attention il y a aussi des liens vers des modèle payants, mais tu devrais trouver gratuitement tout ce que tu veux dans tous les domaines.1 point
-
Salut Jasmine Oui, il faut prendre un logiciel de dessin 3D (FreeCad, Fusion360, autre ....), bouffer des tuto, passer du temps sur l'ordi pour faire et refaire. Tous sont capable de sauver le dessin au format stl, puis direction un slicer (CURA par exemple) pour faire un GCode, puis l'imprimante .... à condition de trouver un filament "alimentaire" .... Y'a du boulot, mais ce n'est pas du temps perdu. Bon courage1 point
-
finalement j'ai retrouvé la languette elle était tombé par terre je l'Est replacé et maintenant ça marche1 point
-
Oui mais il commence à être habitué, après j'lui achète cher ses calendriers C'est moi qui les ai sorti du camion ce matin, ma pauvre factrice doit reconnaitre à la tronche des cartons que c'est pour moi généralement Cela va sans dire effectivement1 point
-
De l'alcool IPA pour tes prints, cela va sans dire !1 point
-
Pour faire tourner votre imprimante 3D SLA ou DLP, vous avez besoin de résine liquide. Ca tombe bien, @isidon a fait un essai comparatif de la résine Sunlu Standard Plus ! https://www.lesimprimantes3d.fr/test-resine-sunlu-standard-plus-20231128/1 point
-
je te rassures, je n'ai jamais imprimé ni figurines, ni pot de fleur mais tu peux imprimer des pièces mécaniques ou pas de toute sorte * des boitiers divers et variés * des imprimantes * des support de tél * réparer tes appareils (électro ménager ou autre), * des courroies pour magneto phone ou scope (en tpu) * des silentbloc (tpu) * des plateaux tournants * des supports de prises fibre 'mosaic' * des poignées de serre joint * des maquettes pour architectes * des supports de lunettes pour présentoir * ... la liste est infinie1 point
-
Ho oui une bonne idée d'extension du "Quoi qu'est-ce ?" ! Le "Quoi qu'on imprime avec ça ?" (titre a éventuellement revoir ) Je dirais qu'il y aura probablement des clips pour maintenir le filament sur les bobines (mais cela devrait utiliser justes quelques dizaines de grammes de filament)1 point
-
Je vais aussi passer la mienne en 24V dans pas trop longtemps, j'ai enfin fini de la passer en rail linéaire (après 2 ans....) , maintenant je prépare le passage sur klipper. Donc passage en 24V car je vais mettre un hermit crab version can qui ne prends que le 24V, par contre pour la config ce ne sera pas la Skipr (que je réserve pour l'artist-d) mais octopus V1.1+BTT pi v1.2. Je fais un boitier pour tout caser (alim + cartes + écran + ctrl/sécurité bed 220V) et je me lance.1 point
-
Les claquement à la fin, c'est 'normal', la déformation doit avoir lieu bien avant la fin de l'impression. Les paramètres 'courants' pour l'abs : * t° de lit 100°-110° * t° de buse 245°-260° * ventilation pièce : 20% à 40% max * surface recommandée pour le plateau : pei1 point
-
il ya des buses de 0.2. Je n'en ai jamais utilisé. Cependant, en utiliser, même si c'est possible, ca nécessite de connaitre sa machine, et donc d'avoir, auparavant, poncé un peu la machine et ses réglages. Je peux comprendre qu'un prestataire ne donne pas ses conseils comme ça. Oui, la pièce est certainement fragile. Soit ils peuvent te proposer une réponse adapté, soit ils ne peuvent pas. A toi de voir ce que tu leur a demandé, et si c'est compatible avec une activité d'imprimeur 3D pro. Ca commence à me hérisser de lire ce genre de commentaires à toutes tes interventions. C'est désagréable, et faux. Si tu n'es pas convaincu par le principe de l'impression 3D, ce n'est pas la peine de la réduire à ça a tout bout de champ! Juste oublie l'idée.1 point
-
oui c'est fin ... et imprimé dans ce sens ce n'est pas gagné Une imprimante résine serait plus adaptée pour ce genre de petites pièces (j'imagine qu'il faut qu'elle soit bien lisse aussi ?) Je précise : je n'y connais rien en flûte, (même si je suis un as du pipeau ) mais est-ce que tu ne peux pas épaissir la partie haute de ta pièce (vers l'extérieur) Je rajouterai que le pla n'est pas un grand fan de l'humidité, donc petg ou abs seraient - peut être - plus adaptés.1 point
-
Il y a aussi un autre aspect. A cause du poids, il y a un compromis entre la rigidité et l'accélaration. J'ai une fraiseuse CNC portique datant de 2010, elle est très lourde (200 Kg) Conséquence : les accélérations sont limitées à cause de la masse en mouvement. C'est parfois problématique lors de l'usinage car dans une trajectoire avec un angle prononcé la machine doit ralentir pour ensuite accélérer, et du coup au début et à la fin de la trajectoire les vitesses de coupe et d'avance ne sont plus respectées... Pour du bois cela peut conduire à des brûlures, pour le métal à un mauvais état de surface ou une usure prématurée de l'outil. Il faudrait un meilleur post processeur pour adapter la roation de la vitesse de broche aux accélarations, mais ça ne résoudrait pas tous les problèmes. Une imprimante 3D avec des masses en mouvement trop importantes serait handicapée de la même façon. Une imprimante 3D a un avantage par rapport à une fraiseuse : très peu d'effort est requis pour la dépose du filament (ça ne "force" pas beaucoup sur la pièce) ; aussi, des systèmes de calibration du plateau et de compensation dynamique des vibrations peuvent compenser un manque de rigidité ce qui permet d'avoir à la fois une machine précise et très nerveuse car légère. Sur une fraiseuse c'est plus difficile, notamment car la fraiseuse doit pouvoir encaisser des efforts importants si elle est prévue pour usiner des matériaux durs avec des outils de gros diamètre. Si ma fraiseuse peut usiner de l'acier avec des fraises de diamètre 12 voire plus, en contre partie elle est trop lourde pour être assez nerveuse pour usiner du bois avec des petites fraises sans brûler. Les fraiseuses pour la gravure du bois ou des matériaux tendres (plastiques, aluminium, laiton) sont comme les imprimantes 3D, de construction légères pour être rapides et nerveuses. Mais elles sont incapables d'usiner de l'acier dur par manque de rigidité, même en faisant des petites passes (on bouffe les outils et le résultat n'est pas bon). Bref on ne peut pas tout avoir !1 point
-
La plupart de ces filaments chargés sont abrasifs, avec une buse laiton on peut commencer en 0,4 et au fur et à mesure on obtiendra une 0,6 puis 0,8 etc (surtout si c'est une charge en carbone). Donc, utiliser une buse acier de 0,5 / 0,6 car certaines particules peuvent parfois être un peu grosses. Avec une buse acier il faudra évidemment augmenter la température de 15/20°C (l'acier étant moins bon conducteur que le cuivre / laiton). Pour le diamètre de la buse, ça dépend beaucoup du pourcentage de particules incorporées dans le filament. J'ai un filament chargé en bois qui s'imprime sans soucis avec des buses de 0,4 mm en laiton (le bois étant le moins abrasif des filaments chargés).1 point
-
De rien. C'est le principe du forum : aider si / quand on le peut1 point
-
Hello, Alors je ne vais que sortir des hypothèses car seuls les constructeurs de lumières pourraient donner une réponse sure (et encore...) Je ne pense pas, pour la même raison que diminuer l'intensité "programmée" d'une ampoule ne "semble" pas prolonger sa durée de vie, les LED dimmables ne sont pas données pour une durée de vie variable Je pense que la durée de vie reste liée à la durée plutot qu'à la puissance constructeur prévue, toutefois, ce qui est certain, c'est qu'exposer 20% va réduire la durée de vie de ton écran de cette même valeur, de plus en terme de capacité, j'utilise différentes machines ayant une puissance variante entre 2,5 mW/cm² jusqu'à 14mW/cm², la variation va d'exposition va simple au double, les durées de vie ne sont pas données pour être plus courte (après on peut encore en avoir la surprise) mais ça a un réel impact sur le temps d'exposition pour avoir une pièce correcte. Bref, en gros je dirai bof, exposer plus longtemps mais moins fort, je ne pense pas que ça prolonge la vie des leds, je pense que soit c'est pire, soit c'est pareil (une ampoule led à puisance réduite aurait une durée de vie plus longue ? Je n'ai jamais rien lu de tel, mais je peux me tromper), soit la durée de vie va simplement s'user plus vite, et celle de ton écran également (pour l'écran c'est certain par contre)1 point
-
@MrMagounet Comme d'hab, tes réponses sont toujours super exaustives, je te remercie beaucoup !! Donc pour résumer et vérifier que j'ai tout bien compris : - Le FW de base d'artillery pas ouf, vaut mieux passer sur le tient, - Une fois ton FW flashé, si je comprend bien, quand je lancerai un print depuis Octoprint, ton FW va faire en sorte que lorsque l'imprimante rencontre un M600, l'écran de la X2 ET dans message dans Octoprint vont afficher un message pour me dire de changer de filament ? L'écran intégré ET Octoprint me permettrons de continuer le print ? - Ton FW permet de faire en sorte que l'écran, carte mère et Octo communiquent entre eux ? - Concernant le soucis de M600 sur l'écran, je vais tester ça ce soir, mais tu as mis le doigt sur le soucis je pense, car j'utilise effectivement PrusaSlicer ... J'ai une dernière question pour la route: - J'ai vu qu'il y avait pas mal de gens qui avait des écran customs, de la marque BTT, est ce que ça vaut le coup d'upgrade, et si oui, que ça cela pourrais apporter de plus ? Bon faudra que ce week-end je prenne mon courage a deux mains et que je lise toutes la doc que tu as écrite concernant le flash de l'imprimante avec ton FW, j'espère ne rien casser ! En tous cas merci encore pour ta réponse, qui as éclaircie pas mal de chose pour moi !1 point
-
Alors pour répondre a ces questions : - beaucoup de personne ont préféré utiliser mon firmware Marlin et TFT pour la gestion du M600 car dans mon cas j'ai intégré cela dans la gestion Marlin ce qui est bien plus fiable. - alors c'est simple Artillery a fait une bidouille ici elle n'a pas créer un firmware permettant le support natif dans marlin de la fonction M600, mais juste créer une émulation sur le firmware TFT pour ré écrire les instruction M600 en Gcode de pause puis retraction de filament, extrusion de filament sur demande et reprise de filament. Comme le firmware TFT est lié uniquement a l'écran et n'est pas gérer par la carte mère Octoprint ne communique jamais avec et pour octoprint uniquement les fonction intégré a MArlin sont disponible. Donc si tu veux gérer nativement le M600 dans Octoprint et Marlin il te faut un firmware Marlin 2.1.2 (ou plus ancienne) configurer comme je l'ai fait. - le soucis que tu rencontre via la gestion M600 de l'écran, peut être lié a une petite chose, n'utiliserai tu pas Prusa ou super slicer ? et aurais tu pas l'extrusion relative d'activé ? si c'est le cas cela pose soucis sur les X1 et X2 qui ont besoin de travaill en extrusion absolue . - Mon firmware intègre le M600 dans Marlin, par defaut j'ai donc sur le firmware TFT BTT desactivé l'emulation M600 (qui est aussi configurable sur ce dernier, et qui ne fonctionne qu'avec l'écran), pour laisser Marlin gérer nativement le M600. Il y a probablement 2 3 ajustement sur Octoprint a voir pour la reprise d'impression. JE dois avoir répondu a tes questions et tu devrais mieux comprendre ce qu'il ce passe sur ton utilisation a présent.1 point
-
Tiens, c'est pas bête ça Et bah non Et bah non Et bah oui Et bah non Et bah oui, mais en cadeau (ou en oublie dans le carton xD) c'était pas prévu lors de la commande Et bah non Et bah non1 point
-
Deux cartons remplis d'extrudeur de X1C pour pouvoir tenir jusqu'en 2056 ?1 point
-
Ca a quand même un rapport avec le site1 point
-
Ha c'est déjà plus cohérent pour ouvrir un carton A tu déjà ajouté 80% au temps estimé ? ( cf la "Loi ou principe de Pareto" qui en gros dit qu'a un moment il y a besoins de 80% d'effort pour faire les 20% restant (souvent les finitions) Source image https://blog.proactioninternational.com/fr/loi-pareto-prise-de-decisions )
 1 point
1 point -
Donc pas d'imprimantes, mais uniquement du Wash &/or Cure ? Pour le constructeur Anycubic ? Creality ? Elegoo ? Phrozen ? (Probablement pas car il y a déjà une vidéo "PHROZEN WASH & CURE ! LA MEILLEURE WASH & CURE ?" ) ChituSystem ? Autre constructeur ? Chute ! Surtout, ne pas dire, qu'il y a de visible un code bar qui donne une réponse et une piste pour le second carton (Je n'aurais surement jamais trouvé sans ... ) Edit > Avec, ce qu'il y a de visible sur la photo a coté des cartons, J'en arrive a imaginer que tu ouvre tes cartons avec une perceuse ! ?
 1 point
1 point -
Bonjour, J'ai démonter entièrement mon câble et je n'ai pas observé d'usure ou du pliure suspecte nul part. J'ai pu lancé de nombreuses impression sans que le problème réapparaisse. J'en conclue donc qu'il y a un faux contact quelque part. Mais tant que le problème ne revient pas... Bref, j'ai bidouillé les fils et ça a réglé le problème. Frustrant !1 point
-
On parle de quoi comme pièces ? Quelles dimensions ? Quelles matières ? Quelles contraintes ? Mécaniques, thermiques, ... Imprimante fdm ou résine ? La précision est en faveur de la résine.1 point
-
J'ai failli encore oublier de poster : J'ai fait une ptite acquisition pour le Black Friday (deux techniquement)
 1 point
1 point -
J'ai laisser tomber, les résultats n'étaient pas très explicite. Du coup je suis revenu au cônes de calibration qui marche bien et simplement. En cherchant un peu, je suis tomber sur un tableur excel Elegoo qui donne pas mal d'info sur les temps d'exposition des résines. Par contre, les temps annoncer sur ce tableau sont très loin des temps annoncé sur la bouteille (Les temps sont donner pour une plage de température entre 25° et 30°, donc a adapter) bouteille=8s / tableau 2,5s Les résultats avec les cônes on tendance a se rapprocher des valeur du tableau. Jai lancer une impression avec les résultats des cônes, 5s, on verra...1 point
-
Oui si le rhum est directement absorbé par celui qui gère le laser...1 point
-
Et ça a une influence sur la qualité de la gravure laser ? @PPAC devrait peut être essayer @+ JC1 point
-
Dans le réglage du firmware TFT il y a d'appliqué une de Shim dans le fichier de config.ini, cette valeur remonte le Z de 0.2mm lors du Z-offset avant de flasher le firmware vous pouvez passer cette valeur a 0.1 voir a 0. c'est a la base fait pour permet de pré régler le Z-offset avec un sécurité de 0.2 et éviter tous frottement de buse suite a une erreur et a ajuster lors du premier print plus finement votre Z-offset. (lors du Z-offset vous voyez cette valeur apparaitre en petit sur la partir haute de l'interface ) j'ai déjà expliqué cela a de nombreuse reprise mais je comprend que beaucoup passe a côté1 point
-
Je m'amuse avec la thermoformeuse à faire des moules, reste plus qu'a faire des essais avec du chocolat.

 1 point
1 point -
Bonsoir, Dans le genre de trucs simple de forme, mais qui prend du temps, j'ai modélisé ça dans Fusion puis imprimé. Je m'en suis ensuite servi comme décor en toy photography (puisque c'était le but de la chose). J'ai tout mis dans une petite vidéo que voici :1 point
-
Comme ça ils vont arrêter de me les briser toutes les 5 mn pour boire au robinet (qu'ils ne ferme pas d'ailleurs quand ils ont terminé)...1 point
-
Bonjour, Je viens d'avoir la réponse, les paniers de lave-vaisselles sont en PP 20% charge minérale (talc) Le PP est inerte aux agents chimiques enfin à une grosse partie des produits agressifs les 20% de charge sont la pour rigidifier la pièce car dans ce domaine le PP n'est pas un champion. Dans ton cas le PETG devrait être une bonne solution (et tu en as certainement en stock), si ta pièce n'est pas trop grande, la souplesse du PETG ne doit pas te poser de soucis. Chez nous, nous utilisons beaucoup le PP 20%talc (10 tonnes par mois) pour donner une impression de solidité aux pièces et les empêcher de vibrer, exemple: les garde-boues arrières de moto qui supportent les plaques d'immatriculation, les clignotants et le feux rouge.1 point