Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2024 Dans tous les contenus
-
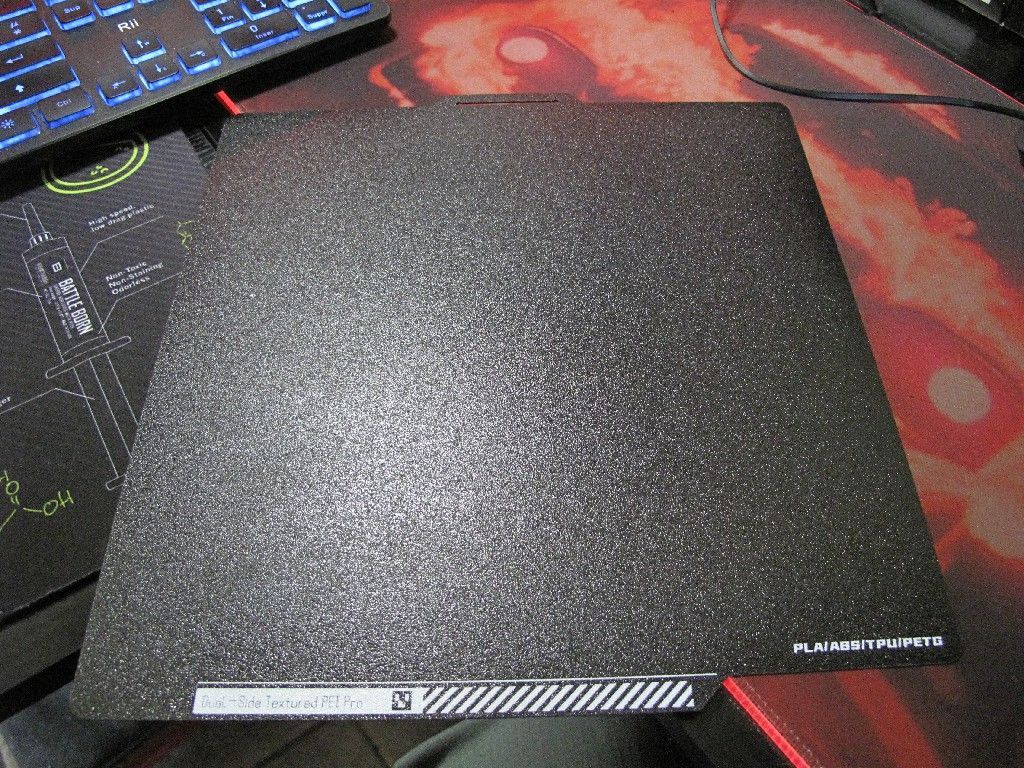
Essais avec la plaque PEI texturé et l'autre côté lisse, j'ai pas eu de message d'erreur même du côté ou il n'y a pas de QR code donc est ce qu'il y a un lecteur de QRcode sur la P1S ? à mon avis non puisque je n'ai pas eu de message sur la plaque sans... Que ce soit le côté texturé ou lisse ça accroche bien (essais avec du pla) et l'effet miroir est bien la.

 2 points
2 points -
Pour commencer dans ce domaine et en restant libre, une très bonne petite imprimante facile à maitriser https://eu.qidi3d.com/collections/weekly-deals/products/qidi-x-plus-32 points
-
Oups oui, j'ai peut-être pas choisi la formulation la plus adaptées. Mes excuses. "Tiens-nous informés." semble plus appropriée.2 points
-
Dans mon cas, j'ai pris la décision de ne plus faire de maj sur la P1P au cas où xD2 points
-
Ha ces addictions2 points
-
Bonjour à tous, @MrMagounet, Effectivement j'avais fait quelques déplacements depuis l'écran de contrôle, histoire de découvrir cette fonction, du coup faut peut être faire un Z=0 derrière. @Jean78, je viens d'imprimer une de mes pièces à laquel j'ai ajouté "la jupe" pour avoir le temps de retoucher Z-Offset, ça sauvegarde la valeur après avoir fini l'impression Bonne journée à vous tous. (pluie sur Toulouse) @+ Jean2 points
-
Des hauteurs de couches de 0.1 sont plus difficiles à mon avis à imprimer que des couches de 0.3mm. Pour le warping, nettoyage, et assure toi qu'il n'y aie pas de courant d'air dans la pièce ou tu imprimes.2 points
-
Merci beaucoup, je pensais en faire un plus développé au début, mais j'ai eu beaucoup d'imprévus alors je me suis dépeché de terminer avant la fin des vacances... Et oui, entre mes 14 ans et mes 20 ans, il y a eu un petit bout de chemin Et j'ai toujours autant de plaisir à venir sur le forum ! Chaque remarque est bonne à écouter et à prendre en compte, merci pour ta remarque (mais cette photo n'est pas de moi, je l'ai déniché sur google haha) Et merci à vous tous de m'avoir suivi dans mes aventures jusqu'à présent Merci beaucoup ! La communauté Open Source est géniale et j'espère qu'elle ne va pas disparaître dans quelques années, elle m'a accompagné dans énormément de domaines différents jusqu'à aujourd'hui, et sans elle ma machine n'aurait pas vu le jour puisqu'elle tourne sous Marlin comme bon nombre d'imprimantes 3D ! D'ailleurs pour rester dans le thème, depuis 2/3 jours je suis entrain de remettre en marche mon Plotter et après un bon nombre de logiciels testés, le seul qui ne plantait pas et qui je trouve est complet, est Open Source (en plus de ne peser que 10mo et non 500mo comme la demi-douzaine que j'ai essayé...) (j'envisage aussi un mini-guide pour cette machine - qui date un peu - , car la faire fonctionner est assez complexe et nécessite beaucoup de paramètres)2 points
-
Quand elle a frappé, le carton était déjà devant la porte, alors je l'ai rentré tout seul comme un grand. Xtool a ajouté une pièce qui se fixe à l'intérieur du laser S1 permettant de positionner parfaite les cadres de sérigraphie et une autre pièce pour le D1. C'est très utile dans le cas ou on veut faire plusieurs couleurs sur un maillot ou autre support. Franchement tout les éléments me semble bien pensés et solides (profils alu anodisés) Seul défaut (comme sur les autres produits de Xtool) les notices fournies sont minimalistes. Il faut aller sur leur site pour trouver de la doc en anglais.2 points
-
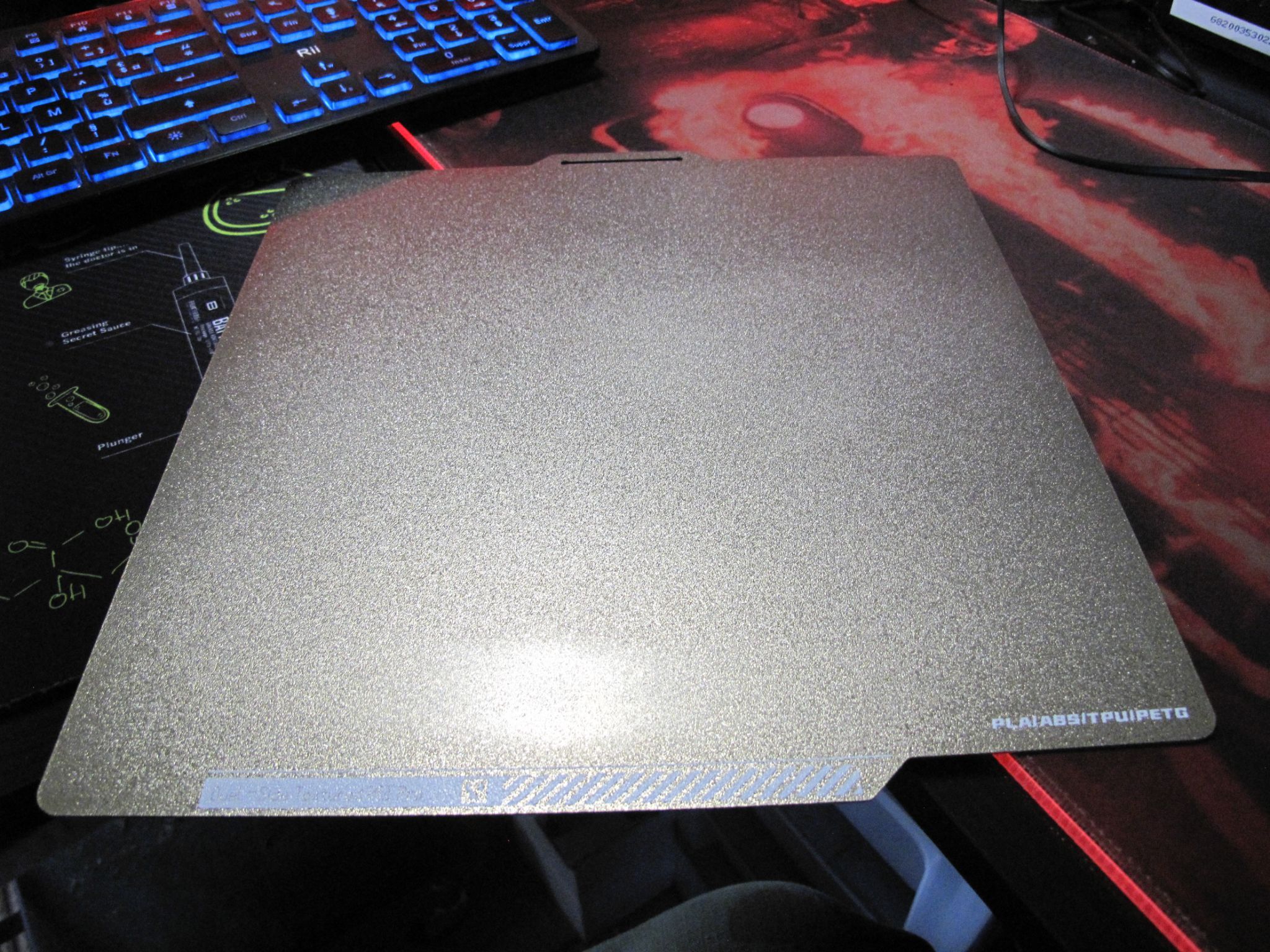
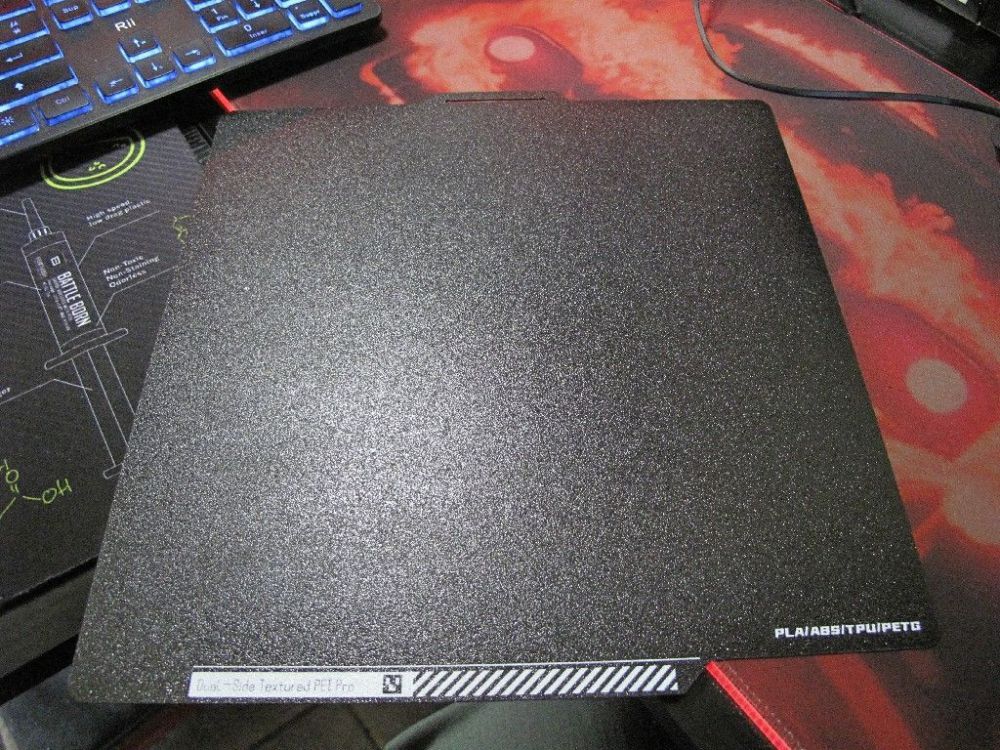
Je viens de recevoir des plaques EnerGETIC pour la Bambu, j'ai pas voulu prendre une autre marque car celle la allais très bien sur ma 4 max donc je ne devrais pas être déçu. J'ai prit une plaque double d'un côté lisse PEA et l'autre PEI texturée (j'aurai préférée deux côté lisse mais il n'y avait pas) et une plaque double texturée PEI Pro (meilleure adhérence que la PEI normal....on verra bien, je la garde pour l'ABS) J'en attends une autre double d'un côté PEO (effet, je ne sais pas quoi avec des triangle)et de l'autre PET (effet carbone) et oui j'ai succombée à l'effet fashion des plaques avec effets.... Dés que j'aurais fait des essais je reviendrais sur le sujet pour vous donner mon avis. PEA lisse effet miroir PEI texturé comme l'origine (peut être avec une texture un peu plus fine) Et le PEI pro
 1 point
1 point -
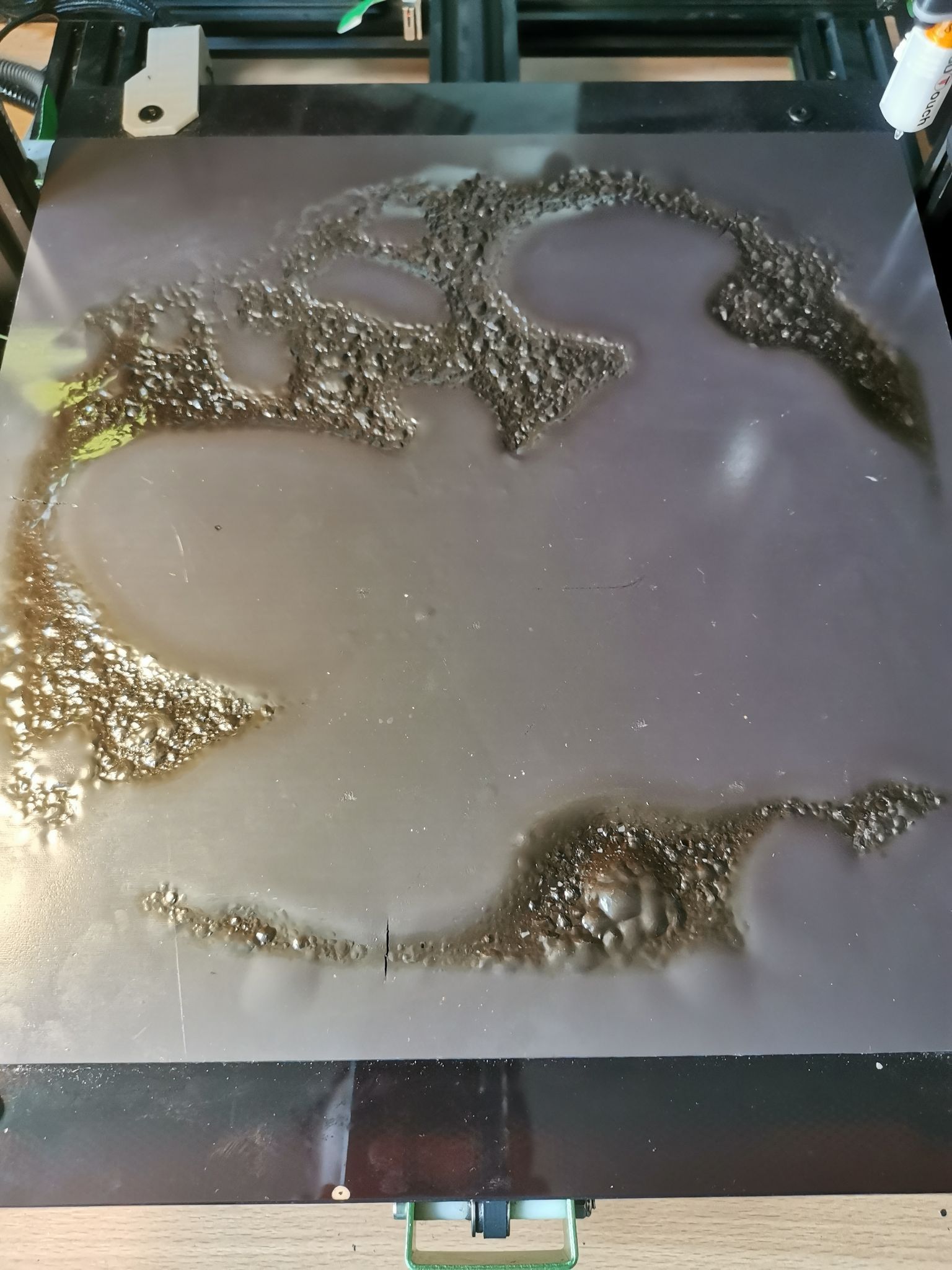
Bonjour à tous Hier je lance une impression, je quitte la pièce et reviens 10min plus tard et là fumée + odeur de cramé : le support d'adhésion aimanté était en train de bruler J'imprimais du PLA avec la température du bed réglée à 65°, dans la précipitation j'ai coupé l'imprimante sans avoir regardé l'écran mais on était sur une phase de preheat l'impression n'a jamais démarrée. Je suppose que le preheat s'est lancé mais ne s'est pas arrêté à 65° et à continuer à chauffer jusqu'à faire cramer le plateau d'adhésion. Je vais commencer par décoller (galère au passage, l'alcool n'aide pas je vais tester avec un solvant type acétone voir si ca ramollit la colle) le support, puis lancer un preheat du bed voir si ca s'arrête ou pas. Je ne vois rien d'anormal qui aurait pu causer ça (j'ai support de câble à l'arrière du bed + ajout de masse sur le plateau et sur le châssis, ), donc peut être le thermostat du bed ou bien un soucis au niveau de l'électronique ? Le thermostat du bed est sous l'isolant je vais voir si je peux y accéder, si je peux changer juste le thermostat et éviter de changer le bloc de chauffe ca m'arrangerait... En tout cas ca m'a un peu refroidi, je pensais que dans ces cas de figure on aurait une coupure genre "thermal runaway" ou autre dispositif de sécurité. Si je n'avais pas été là ca aurait pu être plus grave. Donc si quelqu'un à des pistes/conseil pour identifier l'origine du problème je suis preneur ! Merci d'avance
 1 point
1 point -
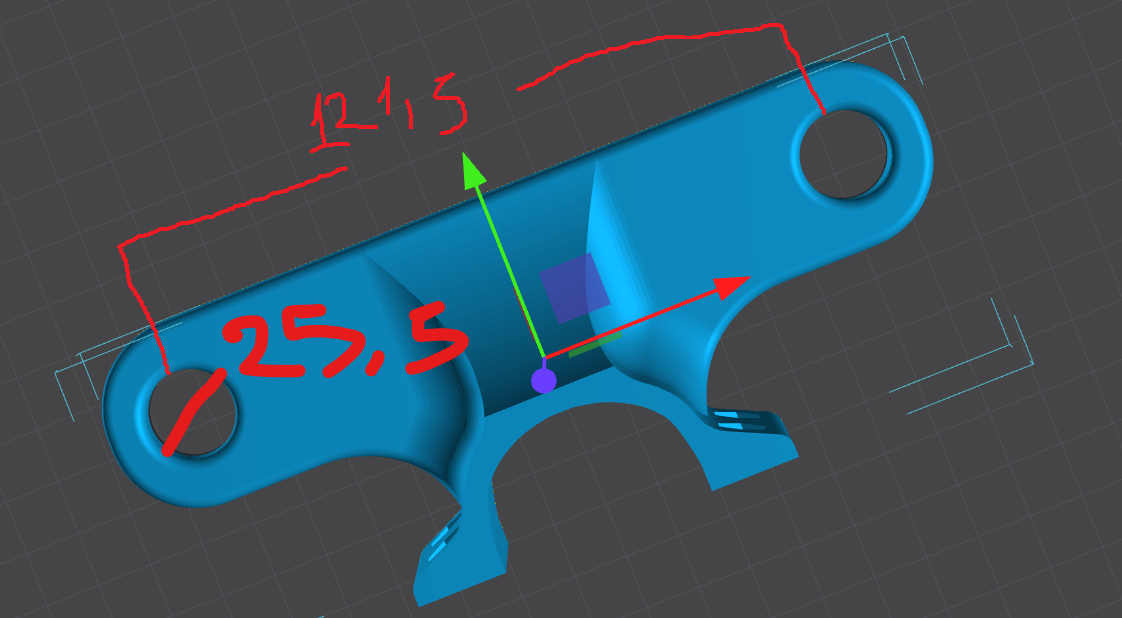
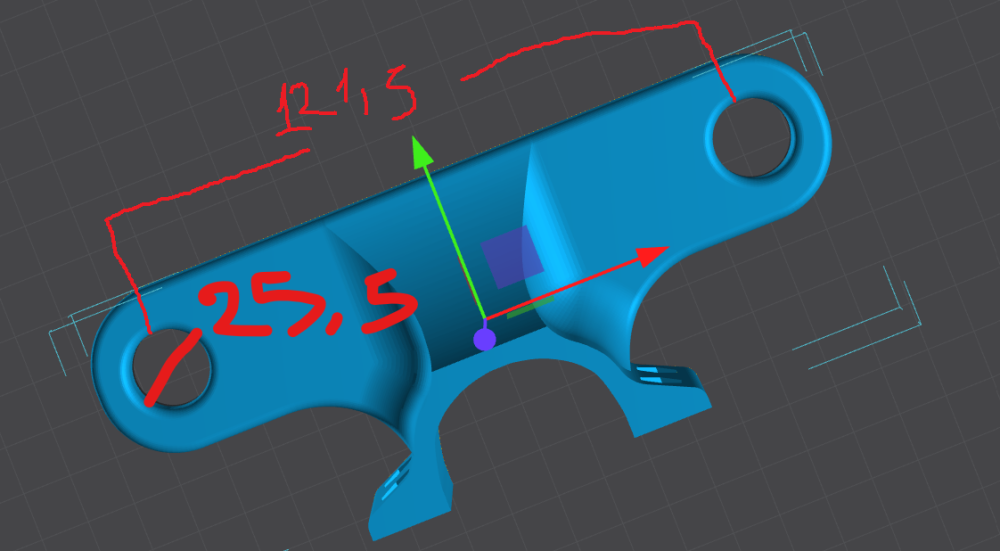
salut à tous, une âme charitable pourrait elle me modifier ce fichier stl avec les cotes que j'ai mise. c'est pour que mon gamin puisse mettre son U sur sa trottinette. c'est totalement hors de mes compétences entraxe de 121.5 et 25.5 de diametre pour les trous. en espérant trouver quelqu'un U_Lock_support_ninebot_max_bracket.stl
 1 point
1 point -
OK compris, merci pour ses précisions, comme quoi la cohabitation n'est pas toujours des plus simples @+ Jean1 point
-
Bonjour, Il ne s'agit pas d'un projet mais d'une réalisation : un scanner de diapositives et de films en bandes. Comme j'avais des milliers de diapositives à numériser et que je n'avais rien trouvé de satisfaisant j'ai réalisé un un scanner de diapositives avec un smartphone SAMSUNG GALAXY S8+. La cadence de numérisation est 20 diapos par minute. La résolution est de 12 Mpixels. Le prix sans le smartphone est d'environ 10 €. Comme le scanner est modulable on peut facilement l'adapter à un autre smartphone. Le dossier de fabrication est disponible pour tous ceux qui en feront la demande. Pour télécharger la vidéo il faut cliquer sur le lien ci-dessous. http://gofile.me/6RzHJ/sGZ8OE59P1 point
-
Je n’ai jamais trouvé la cause de ce problème qui n’est pas réapparu sur cette bécane.1 point
-
J'ai modifié quelques éléments des pièces du moule : moins de matériel à imprimer en ôtant de la partie inutile, tout en m'assurant que les pièces pouvaient être imprimée en reposant sur leur face plate à l'arrière, tout en conservant des possibilité de fini optimale sure les zones en contact avec la feuille qui sera thermoformée... Certains supports seront requis, mais cela sera très limité au final... Maintenant, je dois vraiment focaliser sur la définition des grappes...1 point
-
Je voulais le prendre aussi vu l'écran d'origine de la P1P mais après utilisation, je passe par le wifi la plupart du temps et pour lancer des impressions sans connexion, c'est pas si chiant que ça donc je vais laisser tomber l'écran panda touch pour l'instant au vue des dernières infos.1 point
-
J'ai une impression en cours, je ne peux pas essayer tout de suite1 point
-
Toutes les infos devraient être dans le fichier klipper.log1 point
-
Hello @MathJea Je t'explique cela avec mes mots, c'est issue de mon expérience avec Linux. L'imprimante est sous un Linux ARMBian, et donc quand tu met la clef USB dedans; le linux fait dessus des choses que Microsoft ne comprend pas/ne sait pas lire/n'a pas les droits ; et donc il râle, c'est normal Il en déduit qu'il y aurait un problème Comme souvent avec Microsoft: il te sort un message qui ne s'applique pas exactement a la situation, mais toi tu sait que la clef viens d'un système Linux, tu voit tes données, et donc: tout vas bien tu peut ignorer. Bon WE1 point
-
avoir foutu ? okays, j'ai foutu le camp d'ici...1 point
-
Salutation ! C'est la première fois que je vois cela. Oui en principe un firmware devrait déclencher une erreur "thermal runaway" ou d'anomalie, lors d'une mise en chauffe d'un élément, si la température mesuré par la thermistance ( et non thermostat ) ne fluctue pas comme attendue. ( obligation légale pour l'importation). Mais si tu as mis un firmware non officiel, malheureusement certain firmware pour économiser de l'espace mémoire car fonctionnant sur des microcontrôleur avec une mémoire limitée peuvent ne pas avoir cette protection d'activé. Ou encore dans le cas que décrit pascal_lb si un MOSFET ne fait plus sont rôle de régulation alors le firmware n'étant pas en phase de chauffe de cette élément, ne contrôle pas la température et ne détecte pas le problème. Pour décoller la base magnétique cramé, je n'ai pas vraiment d'idées. Mais pour moi aussi utiliser de l’acétone semble une bonne piste. Pour vérifier la source du problème, regarder si quand tu allume la machine cela se met a chauffer physiquement tout seul ( alors que la température cible est a 0°C là c'est probablement un MOSFET H.S.) et si la température affiché semble cohérente (si la température affiché n'est pas cohérente alors il y a un court-circuit (si température au plafond) ou un faux contacte (si température proche de 0°C ou négative) dans les fils / connecteurs de la thermistance ou un problème de thermistance). Bon décollage et dépannage. Tiens nous au jus.1 point
-
Je ne connais pas cette machine mais c'est sans doute le MOSFET de la carte mère ou un MOSFET externe à la carte mère qui est grillé/bloqué Cad que dés la mise en route de la machine le courant est envoyé au lit (ou à la tête d'impression) et ce n'est pas possible de l'arrêter hormis de couper l'alimentation C'est une hypothèse.. Ce problème arrive souvent sur la tête d'impression et plus rarement sur le lit C'est pour ça que je n'imprime jamais sans être dans l'appartement Édit : dans le cas de cette panne, marlin ou Klipper peut détecter le problème mais ne peut pas le solutionner, à moins d'avoir un système de relais qui coupe l'alimentation de la machine1 point
-
Le PAHT-CF de BambuLab devrait répondre à ton besoin pour un cout raisonnable 54,44 € la bobine de 500 gr ci-dessous un extrait des caractéristiques:
 1 point
1 point -
Cela dépend de la pression atmosphérique. En fonction de l'altitude, c'est beaucoup moins A ma connaissance (limitée), non, aucun PLA ni PET Le seul que je connaisse mais encore jamais utilisé serait le HeatSup de Optimus ( @filament-abs.fr )1 point
-
Hi @MathJea tu met ce fichier a la racine de la clef USB bien formatée (FAT32), typiquement celle donnée avec la SW 4X Pro et tu la branche dans le port USB, ensuite tu suit les directives de cette vidéo: c'est du Chinois sans parole Tu y était presque il fallait cliquer sur le choix 3 Ref1
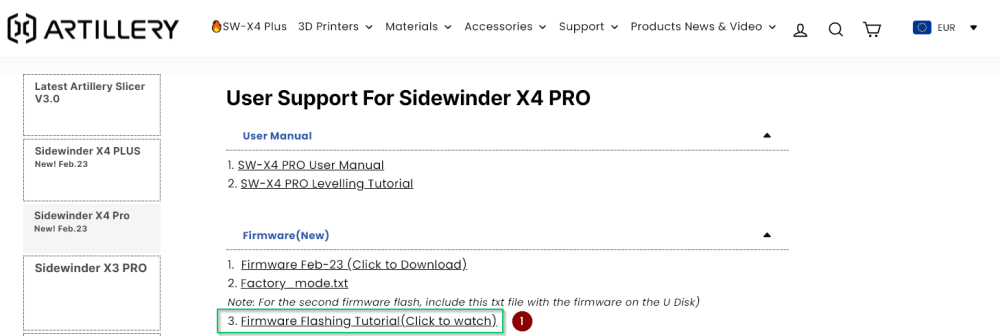 1 point
1 point -
@Fx_oO7 oui l'impression est très correct au vue de la taille de la figurine, en effet pour obtenir des détails plus précis la meilleur solution est de partir sur de la buse de 0.2 ou 0.25mm (suivant la imprimante parfois on a pas de 0.2 mais du 0.25 c'est le cas sur ma FF 5M Pro dont les buse ce change en 10s). Prend juste en compte que en passer en buse de 0.2mm et hauteur de couches de 0.06mm par exemple tu auras plus de détails mais tu aura un temps d'impression mini doublé voir plus. Après c'est toujours un choix et un équilibre entre temps d'impression et qualité d'impression. Les test continue de mon côté pour la SW X4 Plus certaine impression en buse de 0.4mm on été réalisé en hauteur de couche de 0.08mm et le résultat est top aussi beau que sur la A1 avec buse de 0.4mm, après la A1 a des avantage que l'on retrouve pas ici l'auto régulation du débit (en cas de filament de qualité dimensionnelle moyen cela est pas mal), le système de buse a changement rapide incluant le heatbreak et dissipateur évite les risque de mauvais montage de buse, etc.. mais la X4 Plus est une bonne machine qui ma fait revendre ma FLsun SR au final Après en terme de qualité entre la X4 Plus et la Neptune 4 plus, les 2 sont très proches, l'électronique et la partie Linux/Klipper très proche aussi, seule la tête d'impression et le type de guidage linéaire sont assez différent entre les 2 machines. Je ferais une review et une vidéo plus comparative entre la X4 Pro et X4 Plus pour mettre en évidence les avantages et defaut (oui y en a aussi, côté plateau j'ai démonter et retirer les entretoises au centre pour evité que cela bombe le plateau en sont centre, j'ai plus plateau bien plus plat a présent)1 point
-
J'ai téléchargé le firmware Artillery avec le lien que Jean78 nous a mis à disposition ici "update_29ef393.mksp", me faut voir comment l'on fait pour faire la mise à jour d'une Artillery, peut être comme pour Marlin, fichier sur une clé USB, mettre la clé sur la machine et la démarrer, où pas!!!!.... Comme se n'est pas urgent, je vais temporiser. @+ Jean1 point
-
@MathJea c'est possible mais logiquement on devrait pas avoir ce soucis c'est un bug, espérons que Artillery apportera une correction rapide a cela mais cela reste un bug mineur peu gênant. Beau Ciel bleu sur la région Parisienne1 point
-
Ces jeunes qui n'ont pas fait le service militaire ne peuvent pas savoir: "chercher à comprendre c'est commencer à désobéir"1 point
-
Bonjour, Désolé d'avoir repris un ancien topic, je voulais éviter les réponses de type "la réponse est déjà sur un autre topic" (que je n'ai pas trouvé mais celui ci s'en approche le plus). Je suis passé par plusieurs slicer. J'ai utilisé chirubox, litchi (entre autre) et ai eu, après tranchage, plusieurs formats de fichiers dont des .stl, des .obj (entre autre) et aucun n'apparaît a l'écran de ma mars 3. Je vais faire le point exact des fichiers reçus par ce biais et poster un nouveau message sur un nouveau topic. Merci pour cette réponse rapide. Cordialement1 point
-
Salutation En plus de bien dégraisser le plateau (IPA a 99.9%, ou vinaigre blanc, ou PAIC ultra + eau tiède et éponge neuve, ... ) Tenter de refaire un auto-leveling et de réajuster la valeur du Z offset/compensation Z, pour obtenir le meilleur compromis pour obtenir une bonne couche initiale bien écrasé sur le plateau ( les boudins extrudé devrait être bien jointif entre eux pour la couche initiale ) Il est normalement possible ( si sous Ultimaker Cura, visibilité des paramètre sur "All" ou "Expert" ) de spécifier une "hauteur de couche initiale" a disons 0.2 mm, et de laisser la "hauteur de couche" pour le reste a 0.1 mm. L'idée c'est ainsi d'avoir une couche initiale plus solide (on peut aussi augmenter le "débit de la couche initiale"), pour qu'elle adhère mieux au plateau. Aussi regarder pour l'ajout d'une bordure/brim en type d’adhérence plateau.1 point
-
Bonsoir @mich0111 Nous allons vérifier si le capteur magnétique est HS positionner l'extrudeur en le relevant le Z d'environ 20 mm en mise sous tension. Voici le test à réaliser, avec un objet métallique tu vas le placer juste en dessous du capteur si c'est bon la LED doit s'éteindre. Si tu enlève la pièce métallique la Led doit s'allumer. Si la détection est nulle il faut vérifier la connectique. En principe la positon du capteur qui doit être d'environ 2mm au dessus du niveau de la buse. (vérifie si le support est correct) Si tout est correct mécaniquement et la connectique alors la sonde est HS il faut la changer ; c'est elle qui détecte la présence métallique du BED. Bon courage ! Part Voltage Type Measuring Distance LJ12A3-4-Z-AX 5V NPN (normally closed) ~4mm
 1 point
1 point -
Test de la caméra connectée WiFi Mintion Beagle V2, la nouvelle génération pour imprimer à distance et créer des vidéos timelapse ! https://www.lesimprimantes3d.fr/test-mintion-beagle-v2-camera-wifi-20240307/1 point
-
@Next Os & @Jean78 alors oui et non, je m'explique certain filament chargé peux passe en buse de 0.4mm le soucis c'est qu'avec beaucoup de filament chargé des particules mal calibrer sont parfois présente ce qui peut conduire a des bouchages de buse en série, donc donc même si certain filament charge passe sur du 0.4mm je conseil en effet de passer en buse de 0.6mm pour ne pas avoir de soucis. Sur le site de Artillery ils ne vendent que des buses officiel en 0.4mm, mais le revendeur Artillery de Thaïlande l'autre fois m'a expliqué que lui avait mis des buses volcano classique et que cela passe sans soucis, j'ai pas essayé actuellement j'ai vérifier les buses d'origines on 0.4mm de longueur de filet de vissage en plus que les Volcano standard, mais en effet cela ne veux pas dire que la volcano classique ne soit pas compatible. Faudrait que je test mais en ce moment j'ai pas trop le temps des que je suis chez moi elle tourne la X4 Plus, faudrait que je test sur la X4 Pro si j'ai le temps ce week end. @MathJea le message out off range je l'ai eu une fois (pas en print) et tu la si tu fais un déplacement depuis l'interface de l'ecran sans avoir fait un home des axes avant, car comme il ne connais pas son origine il est perdu. Il y a quelques leger bug parfois sur le firmware Artillery en ai conscient et travail au fur et a mesure pour les corriger de ce que j'ai lu hier.1 point
-
Ha encore un coup de la fièvre acheteuse1 point
-
Bonjour, Dans ta demande, tu indiques que tu souhaites pouvoir changer facilement les buses. Aie en tête que sur la Neptune 3+, c'est très long, difficile et fastidieux !!! Il faut démonter toute la tête, puis atteindre difficilement le hotend (bonne chance) On est à l'opposé des. BBL et des Flashforge 5M/5M pro Je crois que la tête d'extrusion et le hotend sont totalement identiques sur la série Neptune 4. A méditer ! La série Neptune, il ne m'en faut plus, malgré la plus belle précision obtenue que sur la Ender 3 S1 que j'ai aussi, et malgré une certaine fiabilité sur de longues impressions (> 50h avec du petg). Elle a aussi pour elle une très belle surface d'impression et fonctionne très bien avec un PEI Energetic (par contre, très mauvaise adhérence avec le PEI d'origine) Sans oublier la calibration du plateau qui est à refaire (très) régulièrement.1 point
-
Je n'aime pas me moquer, mais ici c'est particulier, je ne comprend presque pas l'intervention : L'exécuteur qui fait clac clac ça me fait sacrément penser à un bourreau avec sa hache. Mais alors une entreprise spécialisée dans la maintenance des Ender 3 Pro je n'ai jamais vu, pour moi ce sont les membres du forum qui font ça (vécu), donc oui c'est assez bizarre.1 point




.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)