Classement


Contenu populaire
Contenu avec la plus haute réputation dans 09/09/2020 Dans tous les contenus
-
Cela dépendra de la qualité et de la marque de la résine acheté. Mais dans 80% des résines... oui... elles sont toxiques... et plus précisément les émanations de la résine. Les émanations se produisent lors de la Polymérisation de la résine, lors de l'impression, au séchage... et tant que le flacon est ouvert. Enfin bref... du moment qu'elle est liquide oui, elle est toxique. Rappel : On manipule avec des gants et on porte un masque à proximité de l'imprimante, si celle-ci imprime... et on met un masque pendant le nettoyage. PS : Si tu constate des douleurs au rein, et/ou changement de couleur de tes urines... n'attend pas pour consulter un médecin. Si tu fini dans un service d'un hôpital, et que les médecins te font subir une dialyse... je t'inviterais dans mon club privé et très select ! Promis ! Rappel : on inhale d'abords les émanations, qui pénètre nos poumons, les fines particules et produits chimique sous forme gazeuse pénètre alors notre sang... puis touche les organes, comme le foie et les reins. Et pour les plus imprudents : Vous finissez dans une caisse en sapin avant l'heure prévu.2 points
-
tu t'es renseigner un peu avant? oui la résine est toxique, oui il faut porter des gants/masque/lunette! @Bosco2509 pourra t'en faire un pavé sur ça! tu nettoies avec de l'eau tiède et du savon pour le bac, l'ipa blanchit le fep. et on filtre le restant de résine du bac avant de remettre dans le flacon!2 points
-
Comme en vrais, mais... en petit CNC + Créality + Collage + Peinture + .... 90% Artisanal :Batiments/Terrain/Arbres/Mobilier + 10% Industrie :Gazon/Voitures/Personnages1 point
-
-
Elle est là, elle arrive, la nouvelle MK3 MAKER ! Il y a bientôt un an démarrait le projet MK3, avec pour objectif vous proposer la SmartCub3D ultime. Si elle a des airs de famille avec la MK2 MAKER, ne vous y fier pas, l’intégralité des pièces a été revue. Avec plus de quatre ans de recul, des centaines de retours d’information des utilisateurs, nous avons pour cette nouvelle version établit un nouveau cahier des charges avec pour objectif : Sécurité, Facilité et Fiabilité. Sécurité, avec notamment l’intégration d’un module de contrôle de l’alimentation, qui permet à l’imprimante de s’éteindre automatiquement en cas de problème, mais aussi en fin d’impression avec un délai pour permettre à la hot-end de se refroidir. Un fusible supplémentaire intègre le module, ainsi qu’un convertisseur 5V pour alimenter des accessoires. L’allumage et l’extinction de la machine se font désormais par un simple bouton poussoir sur la façade du LCD Facilité, un nouveau firmware et un affichage LCD graphique avec grande facilité de lecture. Ce firmware intègre de nombreuses fonctions exclusives. L’écran est équipé d’un bouton de contrôle avec un éclairage LED interactif, facilitant la prise en main. Encore plus simple, la MK3 MAKER est équipé de notre nouvelle version du plateau Lokbuild magnétique flexible, avec une languette pour une manipulation plus aisée. Fiabilité, Les pièces plastiques les plus sensible sont désormais en PETG, notamment celle qui sont proches des sources de chaleur (moteurs, plateau chauffant). Toutes les pièces plastiques ont été redessinées, allégé ou renforcée. Notre extrudeur a été entièrement revu : Insert en téflon interne pour un parfait guidage du filament, nouvelle écopes de ventilation plus performante et design optimisée. Le faisceau électrique sort désormais sur le dessus de l’extrudeur, dans une gaine semi-rigide, plus fiable et permettant l’accroche facile d’une bobine de chaque côté. Silencieuse, la MK3 MAKER est équipé de drivers moteurs type TMC , permettant des impressions en silence et une grande qualité d’impression. L’électronique est enfermée dans un boitier équipé d’un ventilateur ultra-silencieux, pas de fils volants, tout est à sa place bien rangé pour le confort et la sécurité. La MK3 MAKER intègre bien entendu un lecteur de cartes SD dans le boitier LCD, mais en choisissant la version PRO, vous aurez en plus la possibilité de la connecter sur votre réseau local en WIFI. Economique, grâce à nos choix techniques, la MK3 MAKER est probablement la machine avec plateau chauffant la moins énergivore du marché. Un gros plus, pour ceux qui enchaîne les impressions ! La MK3 MAKER est désormais livrée monté « Plug’n’Play » pour une prise en main immédiate. Seule la MK2 LITE (version allégée de la MK2 actuelle) sera désormais disponible uniquement en kit à monter.1 point
-
je vous remet une mise a jour du pdf de câblage de hypercube mettez ca au chaud si un jour vous vous lancer ds l aventure organigramme duet 1.04 (kim).pdf1 point
-
Pourtant malgré la conception mauvaise, j'obtiens des impressions de très bonne qualité. Remplacer les têtes avec celles contenant les Titans serait surement un plus, mais je t'assure les prints sont plus que corrects pour peu que l'on maitrise bien le slicer.1 point
-
sur la photo la pièce à droite me fait penser à ce poste, regarde le avant de tout trifouiller sur ta machine.1 point
-
Salut à tous, Merci pour l'info @KSEF81, je précise au passage que la gestion des 0.6/0.8mm est prise en charge dans la dernière version de FlashPrint ! Perso, j'ai enfin reçu ma Creator 3 ce matin !.. Je mets en test dès demain.. @++1 point
-
pas de soucis mon analyse était bonne hélas !!!!1 point
-
Tes pièces imprimées en rouge sont excellentes ! Apparemment tu as compris comment utiliser ton trancheur. Par contre tes parois ne sont pas bien collées. Comme sur la pièce de réglage que je t'ai donnée. Vitesse trop grande ou (et) flux trop faible.1 point
-
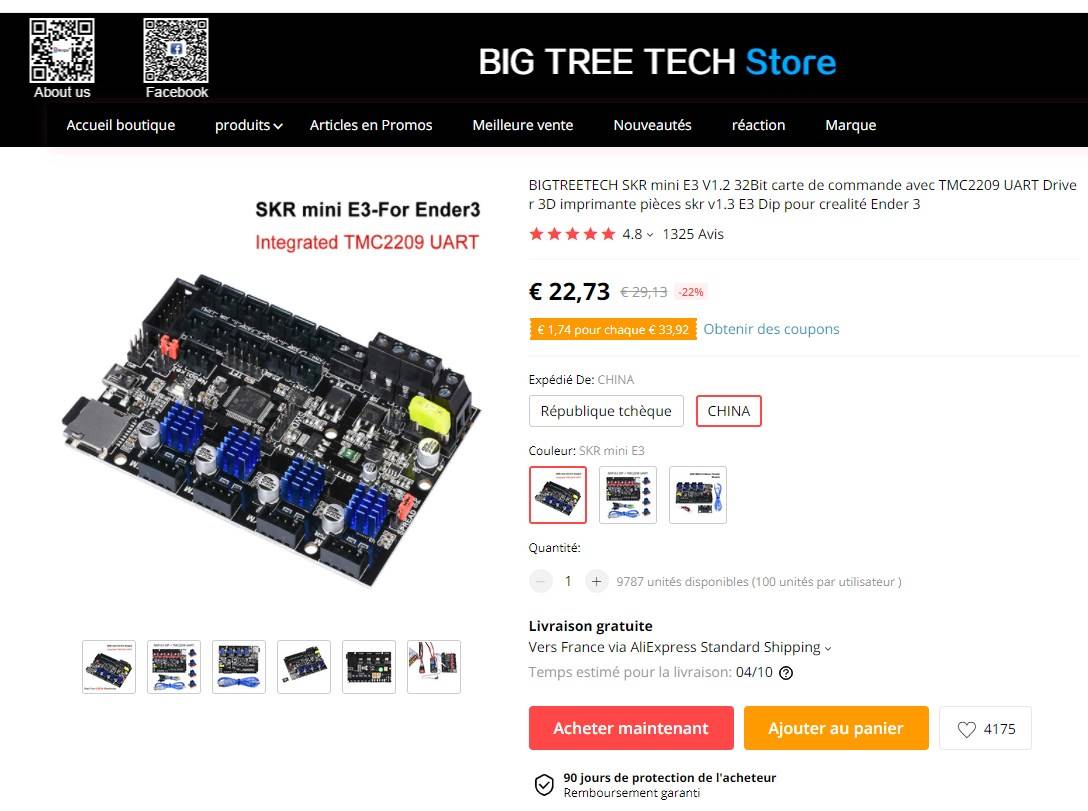
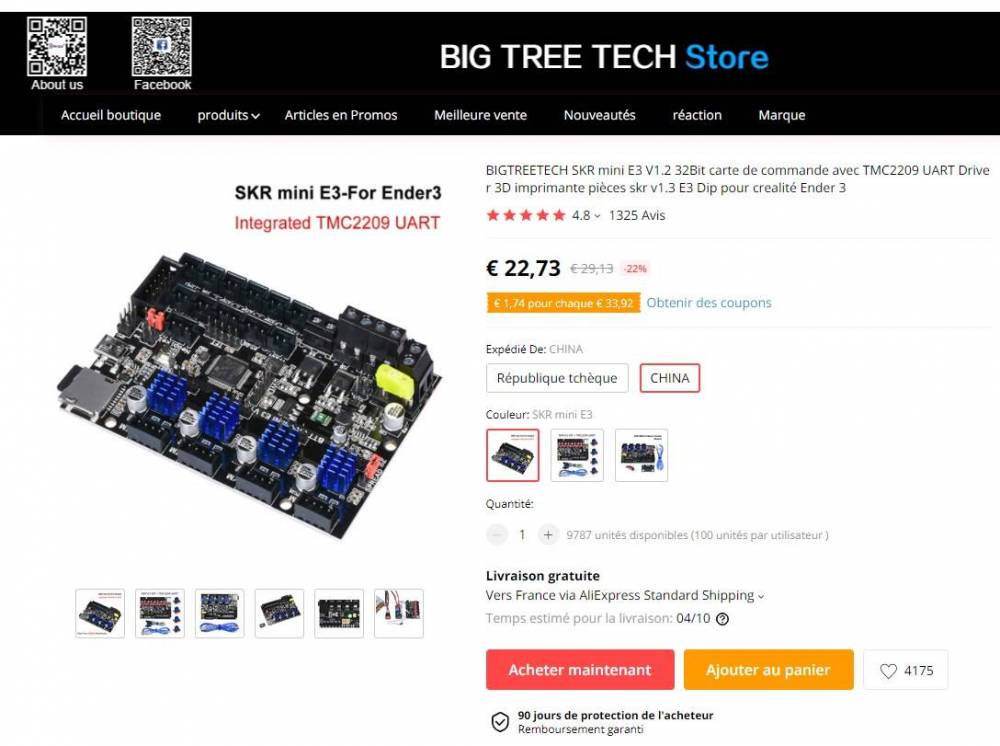
Dommage, j'ai pas eu la notification... Bref, je recommande plutôt la V1.2, la V2.0 n'apporte au final que le double Z (qui ne sert pas à grand chose sur une Ender3...) Elle est donc aussi en 32bits avec TMC2209 en Uart (avec possibilité de retirer les EndStop aussi) Fonctionne très bien avec l'écran d'origine. Elle est extrêmement efficace !!! absolument rien a voir avec les cartes de Créality et au moins, on passe ne Marlin 2.x Et depuis, j'imprime a des vitesses comprises entre 80 et 100 mm/s avec une qualité impressionnante !!! Et pour la modique somme de 23€, il ne faut pas se priver https://fr.aliexpress.com/item/33042554065.html?spm=a2g0s.9042311.0.0.27426c37YxKbjg
 1 point
1 point -
clairement le prix varie en fonction des éléments acheté , moi ici avec habillage fait sur mesure , arbre et roulement mitsumi et le reste duet ,piezo , hotend,alim mean weel,pad kenovoo et extrudeur,visserie,cable, chassis ect. , je suis pas loin des 1900 j ai visé haut et je l ai fait sur un peu plus de 1 an , histoire de faire passer la pilule financière . la machine fonctionne bien c etait le but . je vise une deuxième machine avec des rails cette fois ci et un volume impression de 400*400*500 faudra du temps pour acheter ensemble .1 point
-
Une belle réalisation ! Sur ma cr10s cela m'évite d'avoir à régler le plateau à chaque print1 point
-
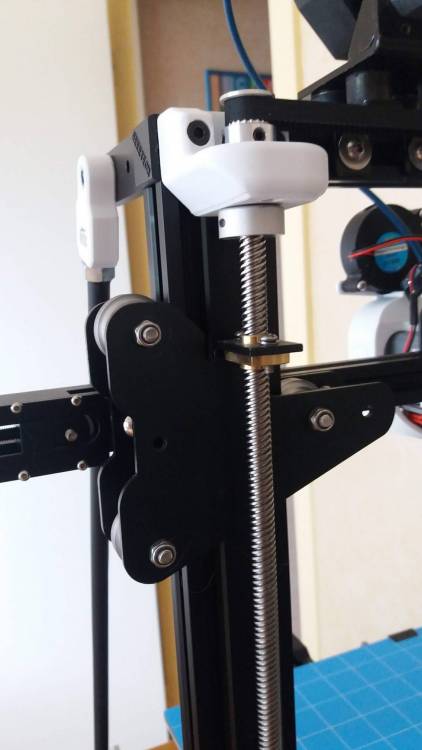
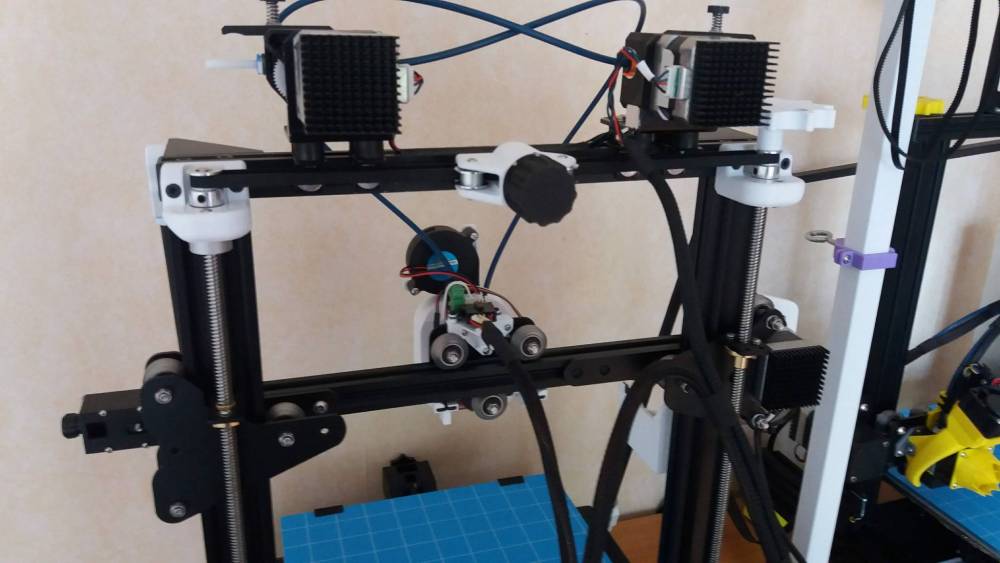
Dernière modification, pose d'un double axe Z synchronisé de @Titi78 et de 2 extrudeurs BMG de trianglelab.


 1 point
1 point -
Salut, Je me permets de répondre, Razor ou d'autres qui ont aussi réalisé la machine pourront préciser de leur expérience, mais fonction des composants disons que le budget typique est entre 800 et 1200 euros, mais peut aller bien plus haut si tout est acheté en Europe et avec que des composants "originaux" ... A+1 point
-
Voir la Titi's procédure dans la section créality. Il y'a également un post de Fran6p qui donne des conseils lors de problèmes d'extrusions Tu n'as pas du faire un bon nettoyage et remontage de buse.1 point
-
![IMG_20200903_192426[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.855103788_IMG_20200903_1924261.jpg.2a24eb35ee4513ae10b17af8022b46f6.jpg)
From the album: Maket
1 point -
![IMG_20200827_182621[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.1388249871_IMG_20200827_1826211.jpg.92c22368ce0199dd49d8e68f22982d50.jpg)
From the album: Maket
1 point -
Ça marche @NOX, merci du conseil. Je vais éviter d'aller vers des choses trop exotiques pour le moment et me concentrer sur du basique.1 point
-
Pour démarrer @Nukopops va vers des PLA de grossiste3D clairement c'est ceinture bretelle avec ces PLA. j'ai fait l'erreur de mal m'orienter et de ne pas écouter les personne avec de la bouteille ici et j'ai perdu du temps et des euros. bonne recherche1 point
-
Manque de rigidité? C'est à Dire ? Coque: 2 épaisseurs (0,8mm en tout) suffisent sauf si tu ne mets aucun remplissage ??? Remplissage: entre 30% et 80% suivant la rigidité que tu recherche.. carrément 100% si tu veux pouvoir taper dessus :D Type de Remplissage: Grille ou triangle sont les plus costaud je pense. Hésite pas à mettre une photo de ta pièce qui manque de rigidité (une photo où voit sa faiblesse)1 point
-
Si c'est venu d'un coup alors c'est certainement un problème de bouchon. Est ce que tu as essayé la méthode suivante : tu fais chauffer la buse à 190/200 degrés puis tu l'arrête. Quand elle est à 90 degrés, tu déverrouille l'extrudeur (une manette à tirer souvent) puis tu tires franchement le filament directement à la main. a 90 degrés le filament redurcit mais pas complétement, ce qui fait qu'il se déforme encore pour sortir mais est trop dur pour s'étirer et se casser, donc peux arriver à tirer aussi les cochonneries bloquées dans la tête. Si c'est trop bouché, tu peux avoir à le faire plusieurs fois. ca peut valoir le coup d'essayer1 point
-
salut, aussi détaillé que le dernier y aura du taff.. tu peux jeter un oeil à ce topic pour te donner une idée du rendu après post-traitement et une machine bien régler je vais pas te guider pour le filament, j'ai pas tester assez de marque. je tourne avec du 3donline/grossite3d/arianeplast. sinon direction la sla avec la résine. et pour le pla, rien de mieux qu'un peu de lecture: https://www.sculpteo.com/fr/glossaire/pla-definition-fr/1 point
-
Effectivement, il n'y a quasi rien à faire sur l'imprimante. Une fois le plateau nivelé, tu as juste à lancer l'impression, toutes les instructions sont dans le fichier généré par le slicer (gcode). Donc, soit dans CrealitySlicer soit dans Cura, tu mets tes parametres souhaités, tu tranches et c'est tout. Ensuite soit tu es connecté en USB et tu peux lancer directement l'impression, soit tu passes par la carte SD. Attention : évites de modifier 50 choses à la fois, sinon quand ca sera mieux tu ne pourras jamais définir quels parametres améliorent l'impression et vice versa : quand ce sera pire, impossible de savoir quels parametres détériorent les choses. (voir ils vont se parasiter les uns les autres et tu n'arriveras jamais à rien).1 point
-
@Nukopops salut, tu te mets une pression le mode d'emploi de creality? je sais pas ce que c'est leur mode d'emploi, à part lire leur montage ça s'arrête là. va faire un tour sur la chaine Le GüeroLoco sur youtube. ça sera déjà plus fiable et il explique bien. après tu peux commencer à imprimer de toi même, les fichiers test sont juste là pour avoir une garantie que la machine fonctionne directement et éliminer tout problème venant d'elle. je connais pas leur slicer, mais passe sur Cura tu auras plus d'aide ici sur ce logiciel.1 point
-
Salut, Est-ce que tu as fait tous les réglages avant de lancer la première impression: réglage des step/mm pour tous les axes (y compris l'extrudeur), réglage du flux de filament, vérification mécanique,... réglage du niveau du plateau DANS les CONDITIONS d'IMPRESSION, c'est à dire, buse et plateau chaud! Si ce n'est pas fait, tu peux suivre ce tuto de @fran6p C'est la première fois que j'entends parlé de ça. Lorsque tu lances une impression, la machine fait automatiquement sa prise d'origine X, Y et Z (tel que définit au début du fichier Gcodes) puis elle part faire l'impression. Il n'y a pas à faire "auto home" en manuel! Elle se débrouille toute seule comme une grande... Théoriquement tes étapes 2,3 et 4 sont gérées dans le fichier d'impression. Personnellement, je préfère faire chauffer le plateau en manuel et laisser quelques minutes pour que la température soit uniforme. Pour le maintien en température du plateau, celui-ci a suffisamment d'inertie thermique pour ne pas être perturbé par un léger courant d'air. Si le plateau n'atteint pas la température escomptée, c'est parce que la température programmée est erronée. As-tu imprimé un fichier exemple fourni par le constructeur?1 point
-
Ah ca y est, on a le choix d'utiliser une interface touch un peu plus "graphique" .... TFT_COLOR_UI (dispo sur ma branche dev-colorui) Mais perso, je prefere la classique
 1 point
1 point -
Pour les cheveux d'ange, il faut travailler la rétraction, et je suis persuadé que la température de 230° est beaucoup trop forte, de fait, le filament coule. Mon PLA, je le fait à 205° pour la première couche, puis à 200° Va voir là https://www.simplify3d.com/support/print-quality-troubleshooting/stringing-or-oozing/1 point
-
il faut changer de filament tout simplement l'imprimante n'est pas en cause !!!! Il faut faire un choix de filament selon le sujet à imprimer nota il y a toujours une dispersion de qualité dans les filaments et selon la couleur la viscosité n'est pas la même1 point
-
non avec les paramètres que je t'ai donnée j'ai aucune traces
 1 point
1 point -
Up, aucune connexion depuis la mise en vente, ces gens s'en foute du forum, ils veulent vendre leur surplus, et si ça se vend ailleurs, ils n'ont même pas le respect de venir dire que c'est vendu...1 point
-
Salut à tous, j'ai enfin fait une vidéo expliquant la technique de l'impression couleur avec un seul extrudeur. J'espère que les choses sembleront plus simples à l'aide de cette vidéo. N'hésitez pas à laisser des commentaires ou poser des questions:1 point















![IMG_20200909_001536[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.717491472_IMG_20200909_0015361.jpg.9e6c547e8839887188da8e42b3807285.jpg)
![IMG_20200909_001441[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.2026296580_IMG_20200909_0014411.jpg.d025ef96b0d2643ddefdb8264e44a785.jpg)
![IMG_20200821_180310[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.577012518_IMG_20200821_1803101.jpg.fe0ad148aad0eadaae5b2c7e53f1ebcf.jpg)
![IMG_20200810_142227[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2020_09/small.720600598_IMG_20200810_1422271.jpg.efe48c7bece4eb9116ada5552ac9fb78.jpg)