Classement



Contenu populaire
Contenu avec la plus haute réputation dans 01/03/2021 Dans tous les contenus
-
Je vient de valider le M600 et recompiler Marlin et ca fonctionne bien le changement de filament sous Cura, c'est hyper simple comme ca. Par contre, je précise pour ceux qui ont la D12 comme moi, que j'ai du renoncé à mon affichage type graphique pour passer sur un affichage plus classique type LCD pour pouvoir valider les différentes étapes du changement de filament, mais aucun regret Avant cela , j'ai toujours galéré au changement de filament, maintenant c'est un jeu d'enfant2 points
-
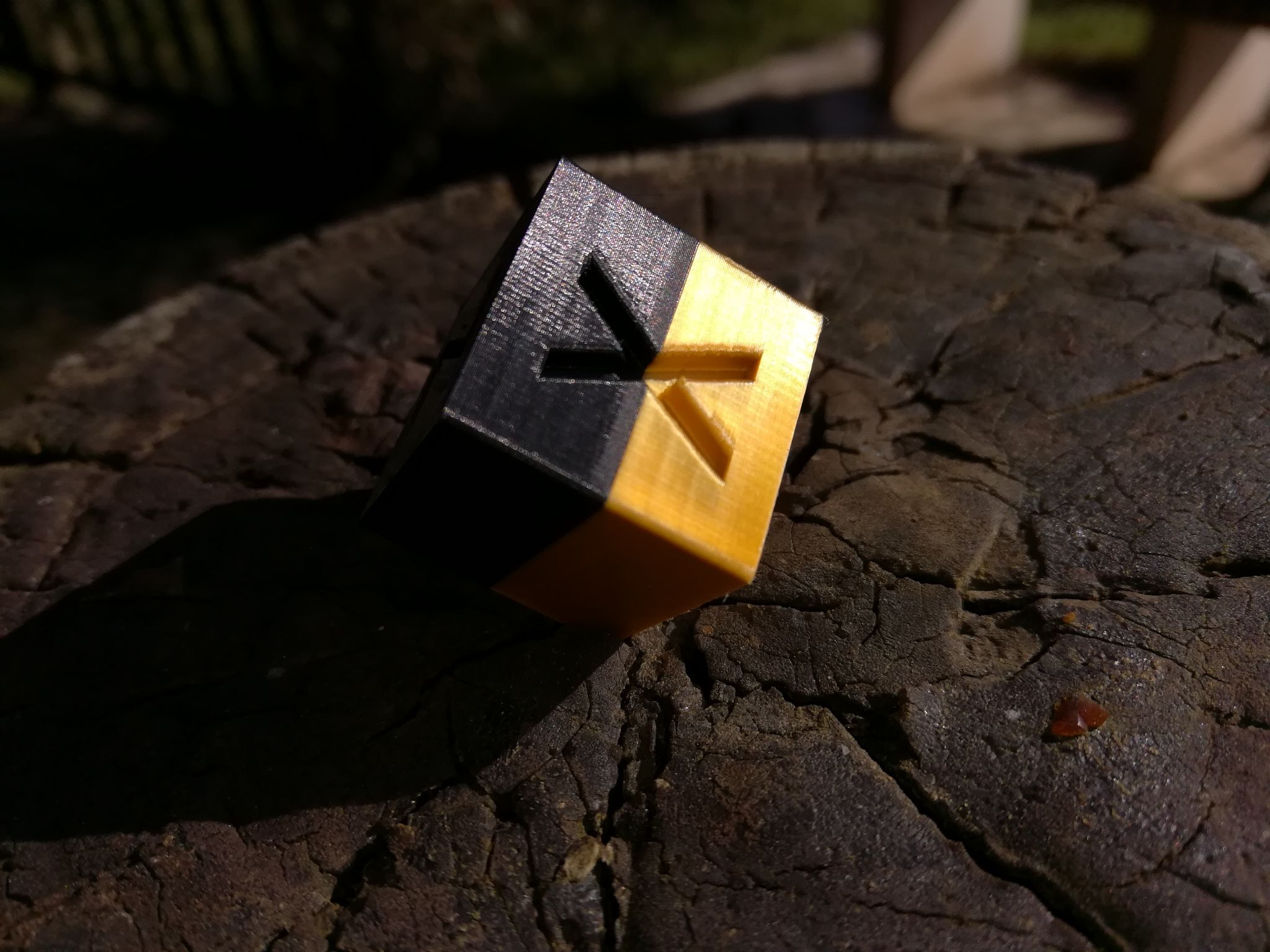
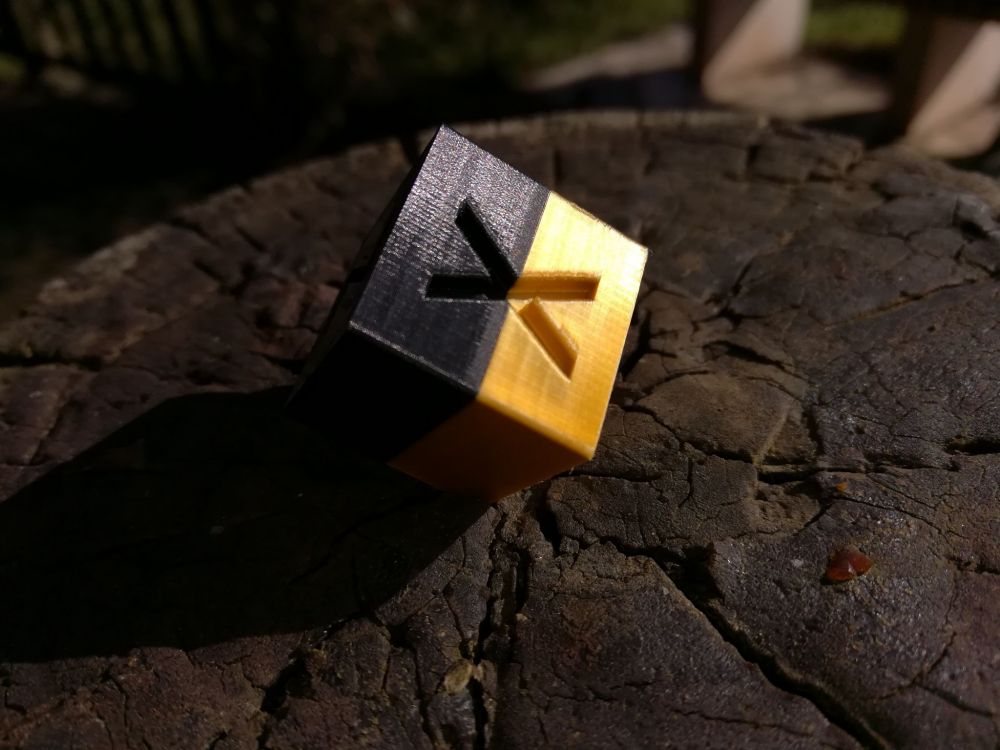
Super résultat ! Merci ! Je suis jaloux ma K8400 rend pas aussi bien les cubes ... mais j'arrive a faire qq truc sympa quand elle veux bien :
 2 points
2 points -
yep ca fonctionne très bien même!! quelque petit défaut surtout sur le filament gold mais qui était déjà présent!! je peut fournir mon firmware en .bin si ca peut être utile a quelqu'un!!

 2 points
2 points -
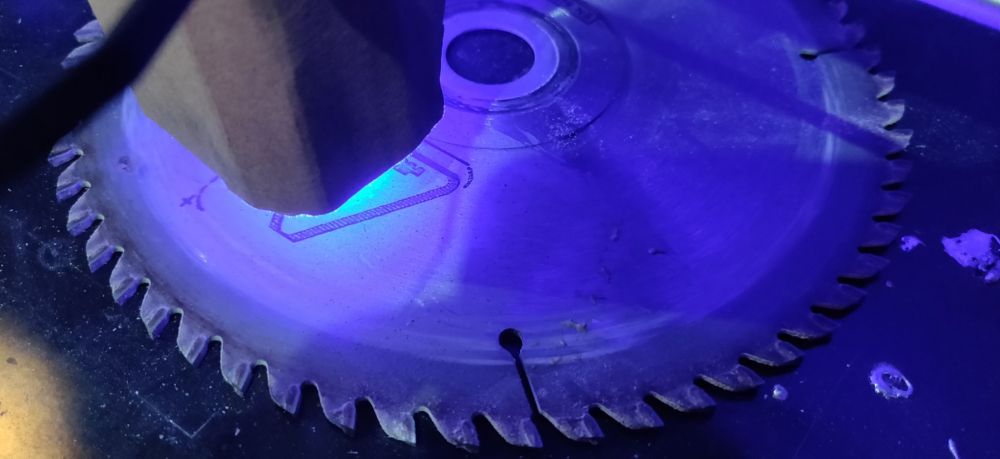
Bonjour, En me baladant sur le net, je tombe sur ça https://trshow.info/watch/nTB1Ov3_JOA/laser-engraving-etching-stainless-steel-with-budget-15w-laser-engraver-ortur-laser-master.html Le mec avec un 15W grave de l'inox. J'en vois qui sourit déjà, encore un fake, et tout le toutime. Bref. Mais comme j'ai horreur de ça, je me suis dit ça coute rien, un peu de moutarde et puis quoi au pire ça marche pas. Alors je prend une lame de scie circulaire qui trainait (j'ai beaucoup de chose qui traine un vrai bordel). Direction le frigo, un peu de moutarde dans une écuelle. Retour dans mon bureau, j'étale un peu de moutarde sur une zone, j'utilise une carte en plastique pour avoir quelque chose d'uniforme. Je vais chercher mon petit logo "Triumph", oui encore. Et je lance le gravage. puissance maxi, laser "20W", vitesse 50mm/min. Bon la moutarde qui chauffe ça sent pas la rose, mais ça pu moins que de découper du PVC (oui et moins dangereux). Et voilà, les résultats pendant, à la fin avec la moutarde sèche, et ensuite la moutarde retirée. Alors, on est d'accord, c'est pas gravé à proprement parlé, mais le marquage est là. Et pour ceux qui ont l’œil, le seul endroit ou il n'y avait pas assez de moutarde, ben pas de marquage. Il doit y avoir une raison, je ne la connais pas, mais dans mon cas ça a fonctionné. Est ce que quelqu'un d'autre à essayer, sur quoi et comment?

 1 point
1 point -
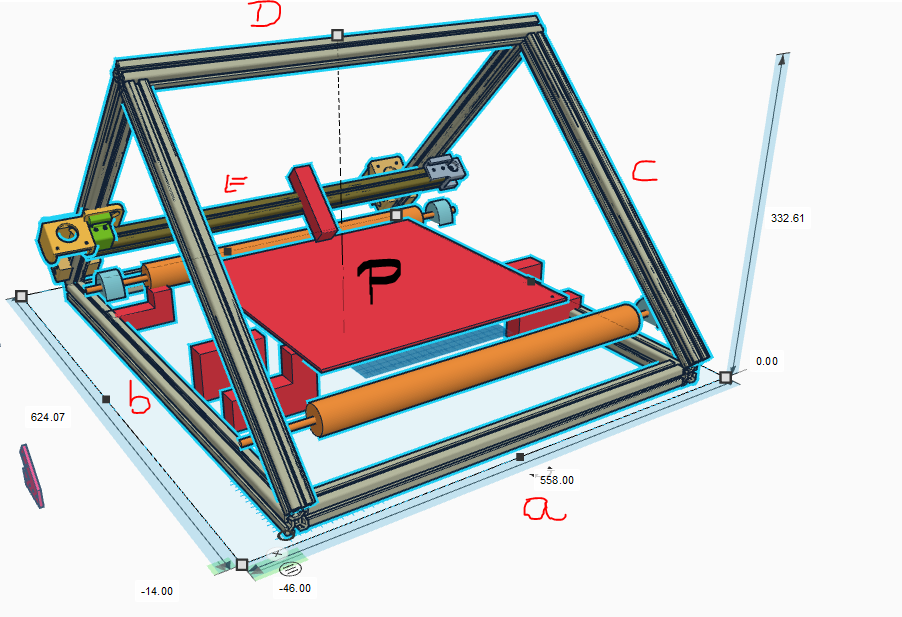
Bonsoir à tous, Puisque c'est la mode du moment, je vais transformer la scalarS en infiniteZ en essayant de garder le maximum de composants d'origine. Taille de 558x620x332 ( mesure batarde je sais) pour une surface de 300 x 300 x infinie. Première esquisse pour avoir une idée du rendu (surtout pour le cadre) Quelques tests avec l'électronique pour être sûr que c'est faisable. Premier soucis rencontré: L'axe Z doit être le bed et donc Y l'axe de montée de X. Puisque la scalar a une carte ramps 1.4 avec 2 connections pour Z et une seule pour Y je me suis dit que j'allais modifier le fichier pins_ramps.h du marlin 1.1.9 en intervertissant Y et Z. Et ça fonctionne. Enfin presque. - Y monte mais ne veux pas descendre. - Z avance trop vite et trop loin (malgré le changement du DEFAULT_AXIS_STEPS_PER_UNIT). Mais je me heurte surtout à un mystère: // // Servos // #ifdef IS_RAMPS_13 #define SERVO0_PIN 7 // RAMPS_13 // Will conflict with BTN_EN2 on LCD_I2C_VIKI #else #define SERVO0_PIN 11 #endif #define SERVO1_PIN 6 #define SERVO2_PIN 5 #ifndef SERVO3_PIN #define SERVO3_PIN 4 #endif Impossible de trouver un schéma m'expliquant ce que sont ces pins et quel axe est associé à tel servo. On continue les recherches. PS: Je sais qu'il y a le marlin 2.X mais pour le moment je me base sur la conf de la scalar. On va pas se rajouter des difficultées
 1 point
1 point -
Moi se qui m'interloque le plus c'est que le mec ai eu l'idée de mettre de la moutarde... et pourquoi de la moutarde et pas du ketchup ou de la mayonnaise.... Faudrait essayer du nutella ca doit sentir meilleur la noisette cramée que la moutarde. Va falloir faire les placards de la cuisine pour faire pleins d'essais.1 point
-
bon je confirme bien qu'a chaque lancement d'un print le plateau est remis a niveau à l'aide des deux capteurs Z1 point
-
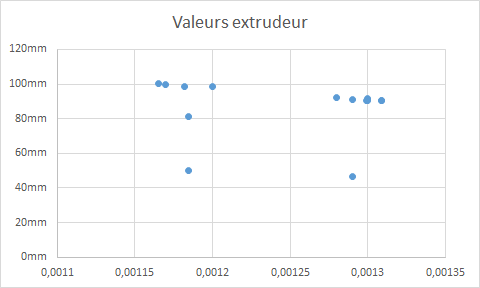
Suite du calibrage de mon extrudeur. J'ai enfin réussi aujourd'hui à tout faire, mais j'ai eu du mal. J'ai changé mon Bowden par un autre de Ø plus petit. Celui livré avec la machine faisait au moins 2mm intérieur, le nouveau est pilepoil celui du fil, ça coulisse bien. Il faut au préalable comprendre comment la machine fonctionne et valide les modifications du firmware. Pour sortir les 100mm de l'extrudeur, je suis passé au début par la machine elle-même en faisant 10x10mm mais ce n'était pas top, ensuite par le logiciel PRONTERFACE mais les valeurs n'étaient pas top non plus et enfin par REPETIER qui m'a fait le boulot. J'ai d'abord réglé le PID de la machine qui a fait le plus grand bien à la constance de la T°C, ça se voit énormément sur la courbe, plus de déviation! Ensuite, j'ai essayé de comprendre comment fonctionnait les valeurs de Tronxy... rien de logique! Un super site permettant de comprendre le TITAN : https://wiki.e3d-online.com/Titan_Assembly Les valeurs de Titan et leur formule confirme le fameux 418.5 et nous donne le Ø du pignon (hobb diameter) qui fait 7.3mm Steps per Unit (Extruder) = Motor Steps * Micro-stepping * Gear Ratio / (Hobb Diameter * Pi) 200 * 16 * 3 / (7.3 * 3.142) = 418.5 -> en fait si on prend la vrai valeur de PI non arrondie on a 418.60 Les 3200 de Tronxy dans leur "firmware gcode" sont surement un raccourci de la formule de chez TITAN à savoir 200 x 16 Et quand on divise leur valeur de gcode S0,0013085 par 3200 on obtient 4.1872 ce qui ce rapproche des 418.6 mais en cm, allez savoir pourquoi.... A par cette corrélation, je n'ai rien trouvé d'autre. En tout cas, il a fallut que je fasse 14 tests (voir plus avant) pour y arriver : Noté Trouvé Soit @ 215°C Valeur 0,0013085 120mm 29,5mm 90,5mm pour 100mm 0,0011842 0,0011842 120mm 70,2mm 49,8mm pour 100mm 0,0005897 0,0013085 120mm 29,5mm 90,5mm pour 100mm 0,0011842 0,0011842 120mm 38,5mm 81,5mm pour 100mm 0,0009651 0,00129 120mm 73,5mm 46,5mm pour 100mm 0,0005999 0,0013 120mm 28,5mm 91,5mm pour 100mm 0,0011895 0,0012995 120mm 29,5mm 90,5mm pour 100mm 0,001176 0,001299 120mm 29,5mm 90,5mm pour 100mm 0,0011756 0,00129 120mm 29mm 91mm pour 100mm 0,0011739 0,00128 120mm 28mm 92mm pour 100mm 0,0011776 0,0012 120mm 21,5mm 98,5mm pour 100mm 0,001182 0,001182 120mm 21,5mm 98,5mm pour 100mm 0,0011643 0,001165 120mm 19,5mm 100,5mm pour 100mm 0,0011708 0,00117 120mm 20mm 100mm pour 100mm 0,00117 Les valeurs en rouge sont certainement dû à PRONTERFACE au début ainsi qu'à une mauvaise prise en charge de la modification du gcode. A savoir que j'ai essayé de passer en direct par les 2 logiciels en tapant la commande M8011 S0.00xxxxxx qui a été prise en charge sans bug mais que la validation à foutue la merde... Donc, modification du gcode via notepad++ et transfert via "Print" dans la machine en faisant TRES TRES attention aux bips de validation. En tout cas, maintenant c'est bon. Les tests sont bons mais au top niveau qualité, je regarde et j'apprends.... Merci encore Yellow T-pot pour son aide
 1 point
1 point -
heuuuuu non merci1 point
-
Bonjour, en augmentant le Timeout (en haut à droite) bCNC affiche plus de détails, mais c'est plus long.1 point
-
Si si, chaque jour un peu plusse. (j'aime bien quand tu me piques mes conneries, ça me flatte l'encolure et me donne presque l'impression d'être intelligent)1 point
-
Perso, j'attends encore trois ou quatre ans pour répondre, il faut rester dans le bon timing, c'est important de ne pas se précipiter.1 point
-
A 70 degrés le PLA à tendance à pas mal se déformer (sans parler de contraintes). Si tu veux vraiment monter à 70 voire un peu au dessus, dans ce cas il faut viser l'ABS ou l'ASA. Mais pour ces deux là, comme déjà dit : il faut impérativement fermer l'imprimante dans un caisson, sinon ce sera la cata ! Par contre commence par apprivoiser la machine avec le PLA, c'est le plus cool à imprimer généralement, et en plus cela te laissera le temps de lui faire un caisson.1 point
-
Du grand Yopla ! Comment as-tu géré la question du backlash ? J'ai arrêté avec bCNC alors que j'avais décidé de ne pas mourir idiot Pour moi y'a trop de trucs qui servent à rien et qui foutent le bronx alors chuis revenu à mon premier choix CNCjs forever !1 point
-
Tout ce que je sais, c'est qu'il ne vient plus sur ce forum depuis longtemps.1 point
-
Salut, D’après la chaine ModBot sur Youtube, on serait sur des TMC 2225 en X Y, sur une carte 32 bit. Avec un prix dans les 160 dollars ! La question selon moi est de savoir si elle vaut le coup face à une ender 3 V2 (le but d'elegoo sur cette machine?), surtout si les 160 dollars annoncés sont respectés !1 point
-
Pour la CNC, j'ai ouvert un file dédié... Ce sera plus propre. La JGMaker Artist-d Pro n'est toujours pas arrivée ! Beaucoup de commentaires négatifs de la part des backers de kickstarter qui s'impatientent pour ceux n'ayant encore rien reçu, et de certains ayant reçu les premières imprimantes avec quelques défauts ou réglages à peaufiner ! Pour ma part, je patiente.... mais la transformation de ma CR10 en IDEX me démange de plus en plus ! D'autant que ma Ender 5 semble bien fiabilisée et me sort des pièces parfaites esthétiquement et dimensionnellement ! L'ABS TitanX de Formfutura ou M-ABS de NEOFIL3D s'impriment sans problème et sans autre caisson que la "Creality imprimante 3D Housse de protection anti-poussière à température constante pour Ender 3 Ender 3 pro" Mes profils ideaMaker sont presque complets et fiables. Je n'ai pas eu trop le temps de tester la compatibilité des supports avec les différents filaments. Jusqu'à présent, j'utilisais le Support Smartfil de Smart Materials, qui est un HPIS, et qui supporte très bien le ASA ApolloX. J'ai du Helios Support de Formfutura (PVA haute température) qui devrait supporter le TitanX et le M-ABS, et il me reste une vieille bobine de PVA ICE pratiquement pas utilisée, séchée plusieurs jours (!!), à tester....
 1 point
1 point -
j'ai imprimer en 0.12 le cube avec une buse 0.4 je print pratiquement que comme ca je suis assez pointu sur la qualité j'aime pas trop les trucs mal fait ahah et t'inquiète pas pour ton print il est pas mal j'ai vu des truc bien pire!! ahah1 point
-
haaa.... tu parles du protocle RTFMN?! Je le connais bien de mon cote egalement1 point
-
Bonjour et bienvenue, je dirais pas passe temps moi, je dirai bouffe temps1 point
-
Vu les caddis à l'époque, je pense qu'il y en a qui ont encore du stock du premier confinement !1 point
-
bonjour, Je t'envoi vers cet excellent tuto de fran6p qui installe klipper sur sa cr10 v2 qui est la meme machine mais sans le direct drive. Tu trouveras dans ce post mes differentes questions ainsi que mes fichiers que je partage pour ma cr10 v3. voici le lien direct de mon post : bonne journée1 point
-
Toutes mes excuses, J'ai unstallé un BLtouch 3.1 avec le firmware DW6.2 de Tiny Machines, dans ce cas, il faut bien mettre le jumper. Pour les autres FW, je ne sais pas.1 point
-
Je me cite moi-même : Sujet ici :1 point
-
Si tout ça continue, je vais faire un stock de PQ pour pour 2022.1 point
-
Ou pas de coupleur du tout avec des moteurs qui incorporent la tige filetée mais c'est plus cher et il faut espérer que la dite tige est vraiment droite1 point
-
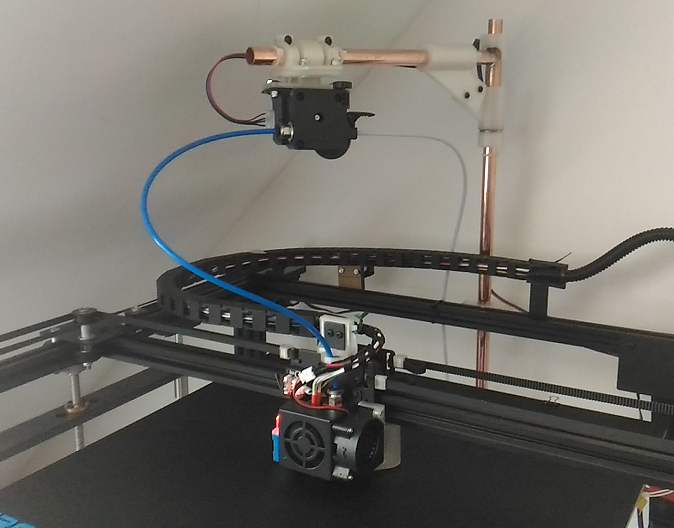
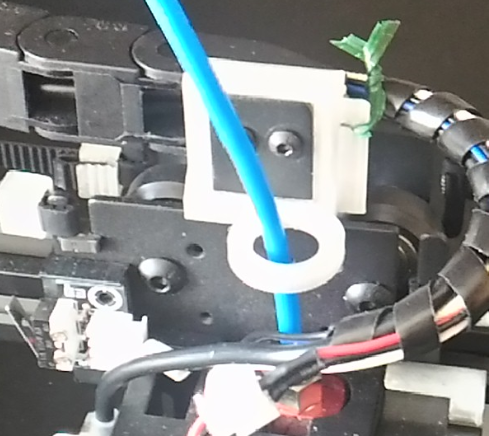
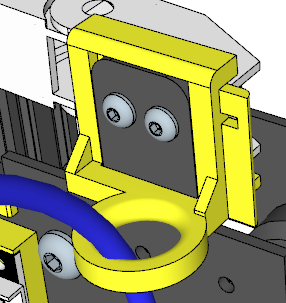
Hello la compagnie Voila, montage terminé, impression d'un petit benchy en cours. Tube coupé pour le moment à 450 mm mais c'est large. Rétraction réduite à 6 ald de 8 avant. Le bras peut tourner de ±20° et l'extrudeur de ±30° Pour l'occas, j'ai retravaillé le support chaine en ajoutant un anneau limite débattement pour réduire les efforts sur le pneufit. J'ai aussi inversé le sens des vis avec ajout d'une plaquette de l'autre coté pour noyer les écrous et éviter les agressions du câblage et du tube.
 1 point
1 point -
Hello, Essaye de te connecter à ton compte avec Simplify. Même en mettant un mauvais pseudo mot de passe ça devrait rétablir la situation.1 point