Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/04/2021 Dans tous les contenus
-
Pourquoi vouloir tout ramener à ce truc infâme qu'est Facebook ? (pour rester poli) Il me semble que ce que tu décris existe plus ou moins déjà, et de manière nettement plus ouverte ... As tu regardé du côté de CULTS3D et THINGIVERSE (pour ne citer que les plus connus) ?3 points
-
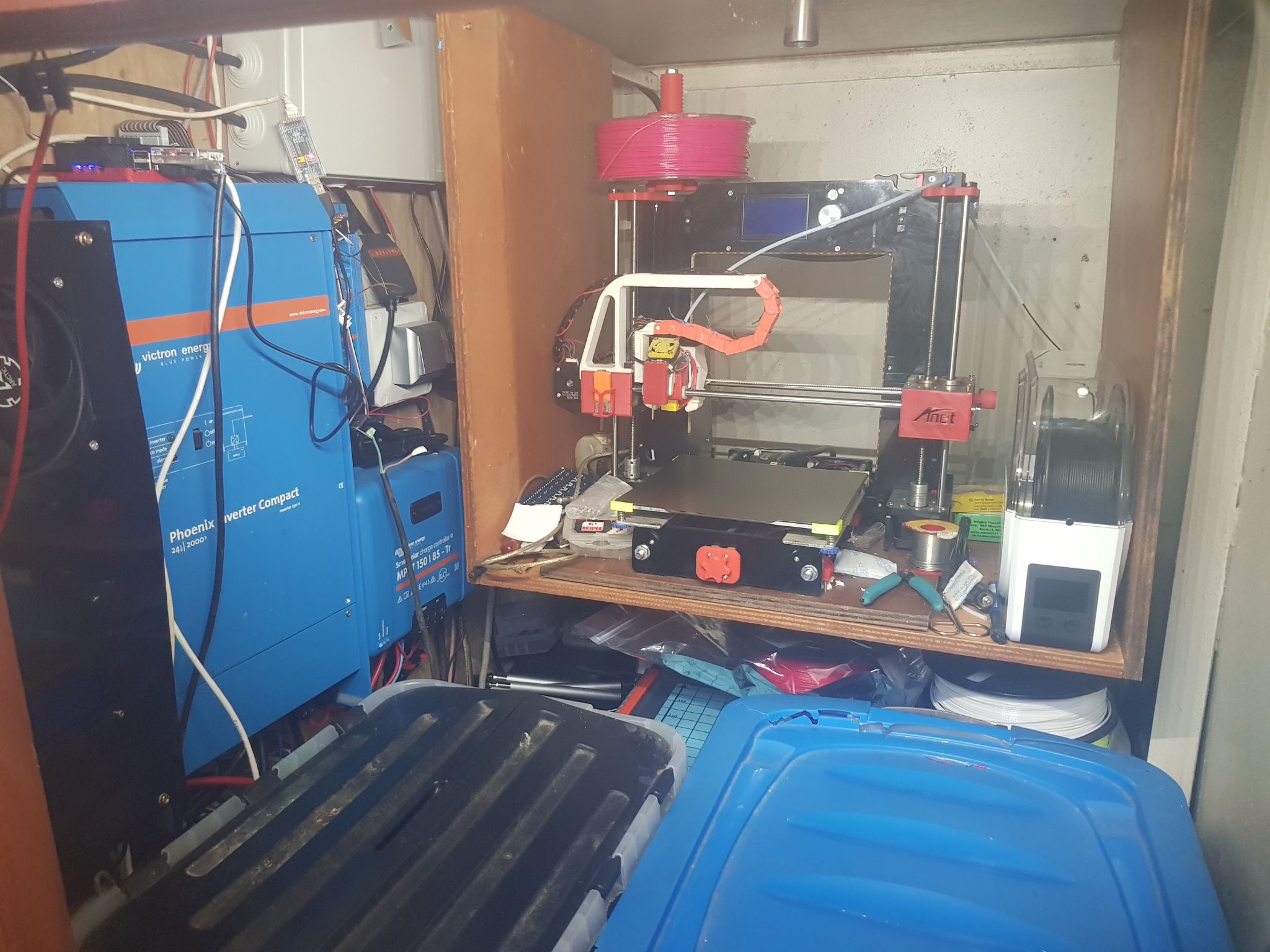
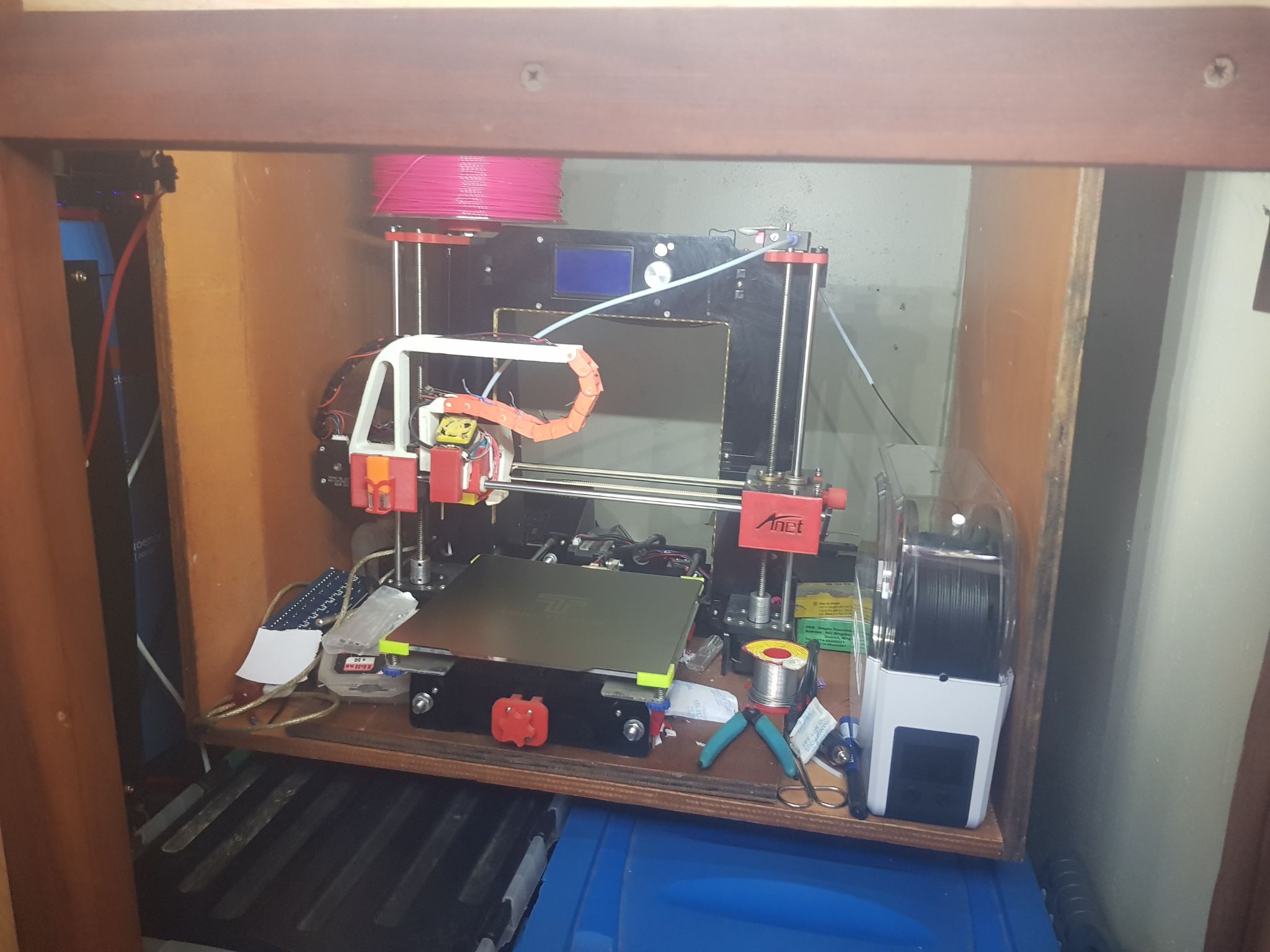
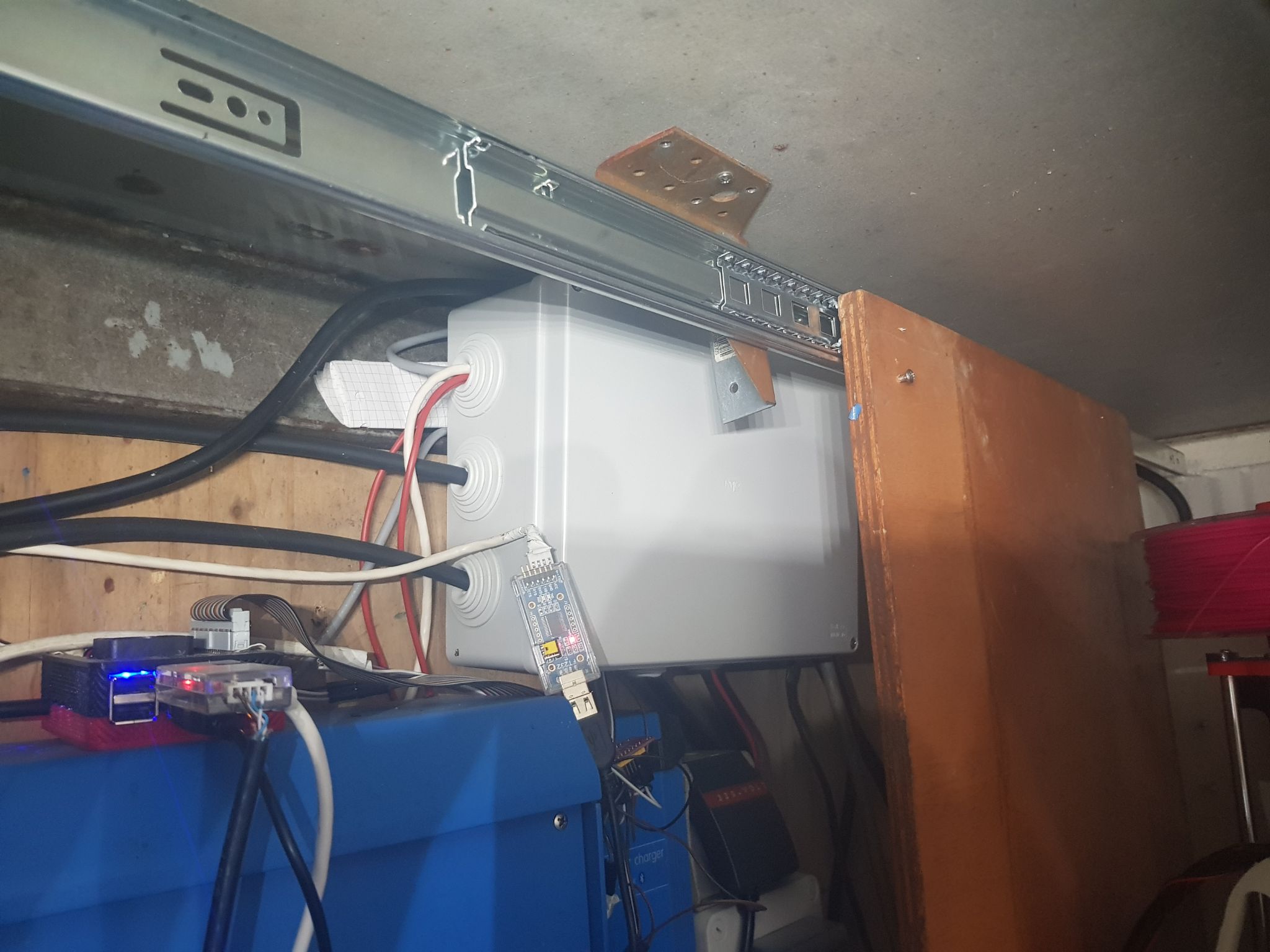
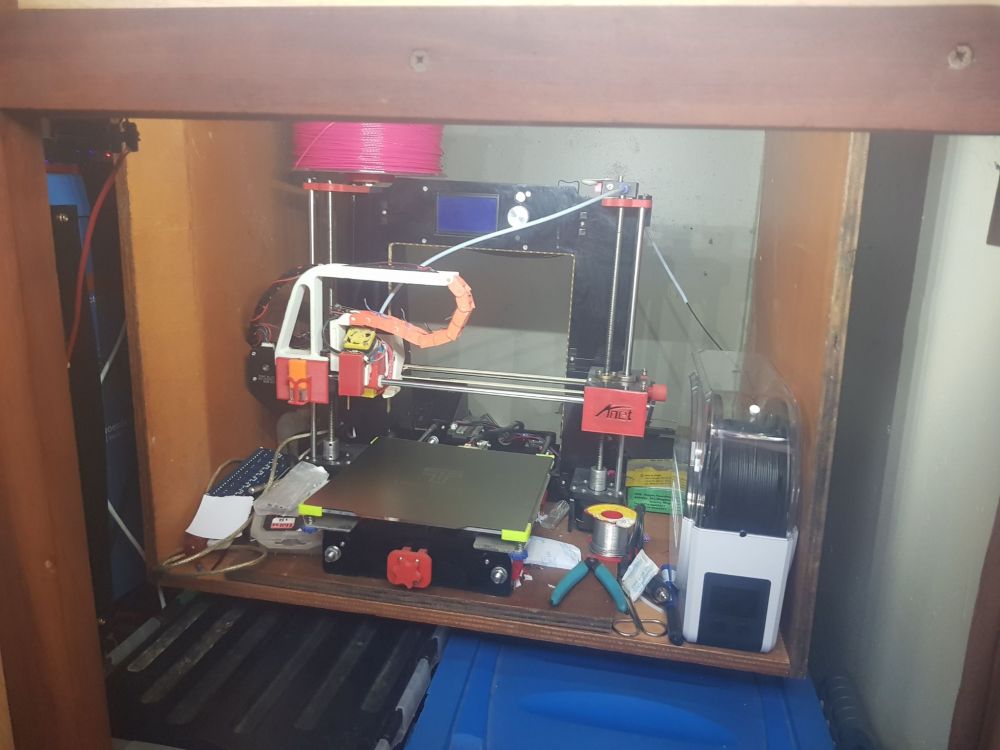
Vus qu a bord on as pas beaucoup de place... Mon Anet A6 a sa place dans le placard technique abritant l installation solaire L etagere est montée sur de grandes glissière de tiroir... histoire de ne pas trop galèrer pour aller au fond ..

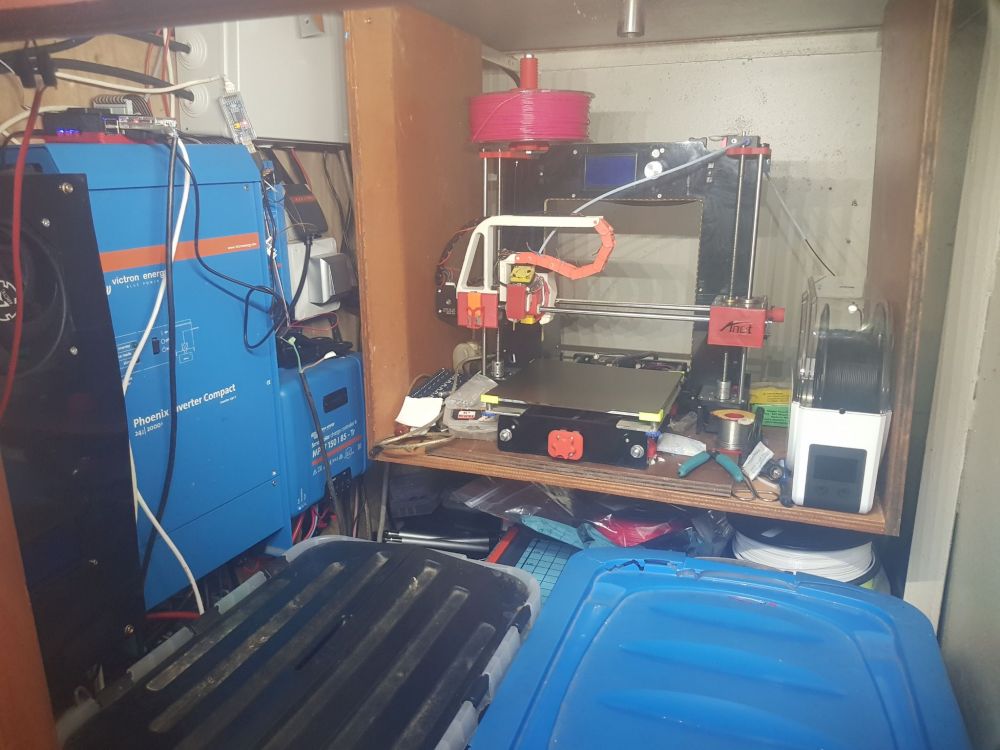
 2 points
2 points -
Il y a même des prix régulièrement décernés: les Darwin awards Le top 10 de 2020 : https://thedarwinawardspodcast.com/top-10-darwin-awards-of-2020/ @Inter-Raptorquel intérêt de s'inscrire ici pour demander d'aller voir ailleurs lors de ton premier message. Si vraiment tu cherche à progresser et obtenir de l'aide sur ce forum convivial, tu es au bon endroit mais sans doute pas en continuant dans cette voie.2 points
-
Moi je dirais qu'il faut ajuster le Z-offset. En gros ta tête est trop loin de ton bed. Je ne connais pas spécialement ton imprimante, mais normalement tu dois rentré qlq part le decalage en X en Y et en Z de ton palpeur par rapport a la buse. Dans ton cas je dirais que ton Z n'est pas bon. Soit tu as un menu pour régler le Z-offset, soit tu as un menu babystep, que tu peut ajuster dès le début de l'impression.2 points
-
Test d’assemblage de la tête d'impression, les pièces plastique sont imprimés en Nylon SLS chez Shapeways. Pour rappel, les deux modèles composant la tête d'impression sont visible en 3D ici : Support tête d'impression Bloc de refroidissement L'extrudeuse OMG v2 et son Nema17 sont visible sur le dessus, l'élément chaud NF-Crazy est juste en dessous caché derrière le ventilateur axial 4010 et son cache protecteur. Les deux 5015 radiaux pour le refroidissement de l'objet imprimé sont sur les côtés. Côté droit, on voit l'emplacement pour l'aimant du capteur de fin de course à effet hall de l'axe X, vide pour le moment. Coté gauche, un chemin de câble permet de les maintenir tous en place, et débouche sur le maillon final de la chaîne porte-câbles de l'axe X. Les deux conduites de refroidissement finissent bien aligné avec le bout de la buse d'impression. L'emplacement pour l'endoscope est aligné avec la buse, et à la distance conseillée dans la notice. Je n'ai par contre pas pensé à faire de photo avec l'endoscope en place, ça sera pour une prochaine fois... On voit bien les crêtes permettant de maintenir les courroies en place avec la pression sur le bloc du rail linéaire, le dessin est parfait pour les LL-2GT de 6mm. L'ouverture au centre permet de maintenir les courroies en place lors de l'installation, elles seront ensuite coupés à raz. Mise en situation. Finalisation du montage de la structure pour la prochaine fois.2 points
-
En même temps soyons honnêtes ... ce ne sera pas une grande perte ... C'est comme les décès accidentels suite aux selfis ... Juste de la sélection naturelle !2 points
-
Le jour (et j'en rêve) ou fesse de bouc sera HS pour un long moment, ça fera plus de mort que le covid, le nombre de suicide va exploser car certains (trop) ne peuvent plus vivre sans....2 points
-
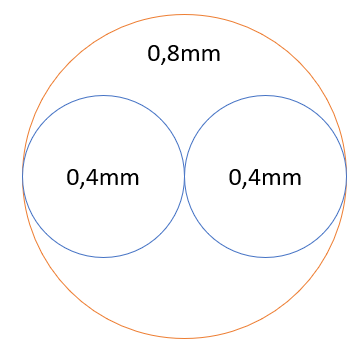
Ah, 0.8mm / 0.4mm = 2 logique, mais... Bah non ! C'est un calcul de surface, => S=π.r² donc ici le débit de matière est multiplié par 4 ! Problème, ta hotend d'origine est bien loin de pouvoir encaisser un tel débit, il faut donc ralentir les vitesses pour éviter la sous-extrusion pour cause d'extrudeur qui patine. Certains slicers le font eux-mêmes, en bridant le MVS (Max Volumetric Speed). Au final, en 0.4 on imprime fin mais vite, en 0.8mm on imprime gros mais lentement, et on ne gagne pas ou peu de temps. Avec un bon extrudeur, on touche assez bien les limites d'une hotend type e3d v6 avec une buse de 0.4mm en poussant les vitesses. Une buse de 0.6mm est un bon compromis, pas mal de débit sans pousser les vitesses, et pas trop trop de problème avec le stringing, les bridges et les supports. La buse de 0.8mm est déjà bien trop grosse pour des pièces de dimensions raisonnables, du style de la pièce que tu montres. Il faut déjà commencer par changer de hotend pour avoir plus de capacité de chauffe et/ou de transmission de calories (Volcano par exemple). Une buse avec une bonne conductivité thermique aide pas mal, style copper plated. Alors vous me direz, quel intérêt des grosses buses ? Il y en a un, les vases avec grosses parois. Et oui, sur une de mes machines j'ai déjà testé le 0.8mm, je suis redescendu à 0.6mm copper plated, compromis excellent. Je ne fais pas assez de grosses pièces pour justifier le passage en volcano et les déboires qui vont avec, je suis du genre paresseux sur le post-traitement.
 2 points
2 points -
Bon choix la Mini et bien vu pour les options, comme l'a dit @divers, le plateau texturé pour le PETG est vraiment conseillé en plus l'aspect que ça laisse sur la pièce est sympa. On peut en plus enregistrer des profils de plateaux et passer facilement de l'un à l'autre sans reregler le z-offset. J'ai également le capteur de fin de filament, et ça permet en effet de terminer les bobines et éventuellement si on a mal estimé la longueur restante de sauver une impression. Par contre, je me suis trouvé avec deux cas de figures. Une fois la fin en bord de pièce et ça a créé, au niveau de la reprise, une délamination locale (sur 1cm) avec la couche suivante, un peu dommage pour l'esthétique. L'autre fois en plein dans le remplissage et c'était du coup bien moins gênant. Concernant la longueur restante de filament, si tu as pris des bobines chez Prusa, n'hésite pas à scanner le QRcode dessus, c'est assez intéressant .1 point
-
@RT36, d'accord avec toi sur la perfo de Klipper qui reste impressionnante. Mais, ça reste une imprimante de loisir, je ne suis pas convaincu que les composants mécaniques soient dimensionnés pour tenir un tel traitement sur le moyen terme. Dans le cas de Leo, augmenter le débit matière plus que la vitesse de déplacement me semble un meilleur choix.1 point
-
en fait, si, on peut aller plus vite, avec klipper1 point
-
Voila c'est fait, j'ai coupé du tube, démonté et nettoyé l'extrudeur. Maintenant ça m'a l'air ok. Merci pour l'aide etru2_ApIzdSJU.mp41 point
-
Malheureusement la sélection naturelle ne suffit pas toujours... Il y qu a regarder les marseillais à la tv1 point
-
Tout à fait, et j'en suis un grand amateur ! Tant d'inventivité et d'originalité ...1 point
-
Une petite question : entre ta Ender 3 comme elle est et la même avec tes modifs ... tu espères gagner combien de temps ? A mon avis, pas grand chose ... donc est ce vraiment intéressant ? J'en doute. Le Direct Drive te sera utile surtout si tu veux passer au TPU, donc un bowden ira très bien si tu restes sur du PLA. Le BLTouch ne te fera pas gagner de temps (sur une impression de 19h, le temps de régler ton plateau est négligeable, et perso je n'ai pas besoin de le régler à chaque impression). Donc tu veux vraiment gagner du temps ? Une seconde imprimante ! Si tu imprimes régulièrement des pièces en double, comme elles sont de petite taille, il y aurait bien eu la solution d'une IDEX, mais c'est hors budget. Une Voron ? pourquoi pas, mais d'après ton expérience, ta Ender ne va pas mal par rapport à tes besoins. Donc une Ender 3 v2 pourrait la compléter efficacement et à un tarif raisonnable. Sinon pour gagner du temps tu peux aussi jouer sur la taille de la buse : plus large et autorisant des hauteurs de couche plus importantes, le gain peu être substantiel ... et à pas cher ! EDIT : ahhhh,le temps d'écrire je me suis fait grillé par @Idealnight1 point
-
Pour imprimer du PETG, as-tu commandé la feuille PEI texturé ? C'est indispensable pour le PETG car sur la feuille PEI lisse le PETG va trop coller et en voulant retirer ta pièce tu risques d'abimer le revêtement. Je peux en causer j'en ai flingué une à cause de cela sur ma première MK3S.
 1 point
1 point -
Si le volume de l'ender 3 te suffit tu peux très bien en prendre une autre ainsi tu pourras imprimer 2 pièces en même temps avec 2 imprimantes Même en faisant évoluer la Ender 3 tu ne pourras pas forcément aller beaucoup plus vite (hors buse 0.6, hauteur plus importante afin d'accélérer le print) Il y'a quelques mois je m'étais penché pour améliorer le slicer afin de réduire la durée avec un effet plutôt notable tu pourrais aussi voir de ce côté là.1 point
-
Salut , je ne connais pas tes connaissances en elec , mais pour commencer il faudrait contrôler la tension a la sortie du mosfet du bed , et contrôler le résistance du bed . le firmware contrôle la courbe de température, si la consigne n'est pas atteinte dans un temps donné , ou si la température dérive par rapport a la consigne la machine se met en sécurité.D’où ton message d'erreur.1 point
-
Salut! Ouais elle est trop belle en noire. Puis son "petit" format me plaît beaucoup, en plus 18cm3 c'est bien suffisant pour 90% de mon besoin! Tu la regretteras pas! Sinon le PETG s'imprime aussi facilement que le PLA! Et il est quasi aussi "solide" que l'ABS. Par contre faut pas acheter du 1er prix sur amazone. Je te conseille forcément le Prusament mais aussi l'Arianeplast qui est de qualité similaire et en plus made in france.1 point
-
Pour répondre j'imprime sans problème du TPU et du PLA FLEX sans problème j'utilise une vitre de 4mm avec du 3Dlac et çà colle très bien. Pour les paramètres réduire la vitesse et pas de rétraction ou très peu et çà fonctionne très bien ! la température à 210° le BED à 55°. ventilation réduite à 50% voilà si çà peut aider mais pas de soucis pour moi ! j'imprime des mini tapis de voitures RC 1/8 et des bavettes pour la projection des roues çà imprime impeccable. a+1 point
-
bonjour, Pour le tpu, j'imprime sur du pei à 65° pour le plateau et 220 première couche puis 215° en vitesse je suis à 30mm/s en retract je suis à 3.5mm pour 35mm/s le flow de la 1ere couche est à 200% (de base sur prusa slicer) buse 0.4 et hauteur 0.2 sauf pour la première qui est toujours à 0.35 J'ai imprimé plusieurs pièces sans problème, le réglage de la rétractation est à revoir car j'ai encore trop de stringing à mon gout. Si ça peut aider...1 point
-
Bonjour, Alors, juste fais le1 point
-
Salut, Tu dois être en coordonnées absolues et au delà de 100mm, du coup, il recule pour atteindre la position 100mm. Si tu restes en absolu (G90), il suffit de remettre les compteurs à 0 (G92 E0). Sinon tu passes en mode relatif (G91)1 point
-
ça prend feu facilement une péniche ou tu as des systèmes de pompage et pulvérisation automatique pour tout arroser. Franchement avec un tel bor... je serais inquiet.1 point
-
L'outil et l'utilisateur de l'outil sont deux choses bien différentes. Tu ne condamnes pas l'imprimerie parce que certains furieux ont écrit des livres engendrant le chaos (ex: un petit allemand il y a presque un siècle)1 point
-
Bon, je vois que vous êtes assez remonté contre FB. C'est un merveilleux moyen de communication malheureusement utilisé par trop de débiles, d'arnaqueurs, de névrosés, d'enragés, de politicards et j'en passe des biens plus cons.1 point
-
Excellente remarque, j'essayerai de m'en rappeler en plus des vases. Deux remarques ici : 1/ S'il y a un problème de délamination, c'est qu'il y a un souci ailleurs, notamment en ventilation et / ou température. Des grosses couches posent plus de problèmes de température (il faut chauffer plus pour atteindre le cœur du filament, plus on imprime gros, plus le gradient de température est élevé), et de ventilation, grosses couches = plus long à refroidir mais du coup ça colle mieux en surface. 2/ Jusqu'à présent je n'ai jamais remarqué de différence de solidité sur les impressions avec une grosse buse, à épaisseur de paroi égale. Je pense que c'est une légende urbaine. Si on compte en périmètres, alors il est naturel qu'une impression avec 2 périmètres de 0.8mm sera plus solide qu'une impression avec 2 périmètres de 0.4mm, mais sera-t-elle plus solide qu'une impression avec 4 périmètres de 0.4mm ? Cela ne changera rien, si tu reste avec la même hotend. Le facteur limitant est bien souvent la hotend, que ça soit sa puissance de chauffe, la pression de son extrudeur, ou simplement sa capacité d'échange de calories (pour schématiser, la longueur de la buse dans le corps de chauffe). Tu me traites de triple buse là non ?!!?1 point
-
Salut @NicN04rd commence par diminuer la vitesse de ton ventilateur de refroidissement voir le mettre a zéro pour faire un test1 point
-
Quoi comme imprimante, quoi comme matière, quels paramètres ? la tu à du warping qui déforme ta pièce mais sans plus d'info de ta part on va pas pouvoir d'aider sans boule de cristal (la mienne est cassée...)....1 point
-
sage décision et donc... continue de fouiller sur le forum qui est une mine d'or sur le sujet ... et ...sache que l'on reste a ta disposition pour t'aider malgré tout ... juste par curiosité ... tu est bellier ou taureau ?1 point
-
non on appel ca un blaireau ... Oups... dans mon élan ... ( mais non pas l'animal ) j'ai oublier que mon commentaire peut etre insultant pour le blaireau ... ( l'animal ce coup ci ) toute mes excuse a l'animal ...1 point
-
FUCK FACEBOOK ! i've got real friends !!! .... c'est l'un de mes t-shirt préféré !!! je plussoie donc 1000000 fois !!! FACE DE BOUC est l'un des pires fléau de notre triste monde !!! Le monde se porterait tellement mieux sans cette infâme aberration née de la stupidité humaine !!! Bref pas besoin de face de bouc... il y a dejas tout ce dont nous avons besoin sur ce forum ... qui est de très loin nettement plus "étique" moralement parlant !!! je me suis retenu ce matin en lisant le post ... mais comme je constate que je ne suis pas la seule personne de bon sens a ce sujet ici ... je me lâche !!! Edit: .... et la je doit dire que je suis rester soft ... même extrêmement soft !!!! car j'ai beaucoups de raisons détester face de bouc !!! ... et une en particulier... .... le suicide d'une amie de lycée ! que serais toujours en vie aujourd’hui si cette saloperie n'avais jamais existé !!! paix a son âme !1 point
-
@jybi89 Pour tout ce qui est retraction en gcode voir avec: G10 G11 M207 M208 M209 + d'infos ici: https://marlinfw.org/docs/gcode/G010.html ( ps: necessite d'avoir activé FWRETRACT dans le configuration_adv.h)1 point
-
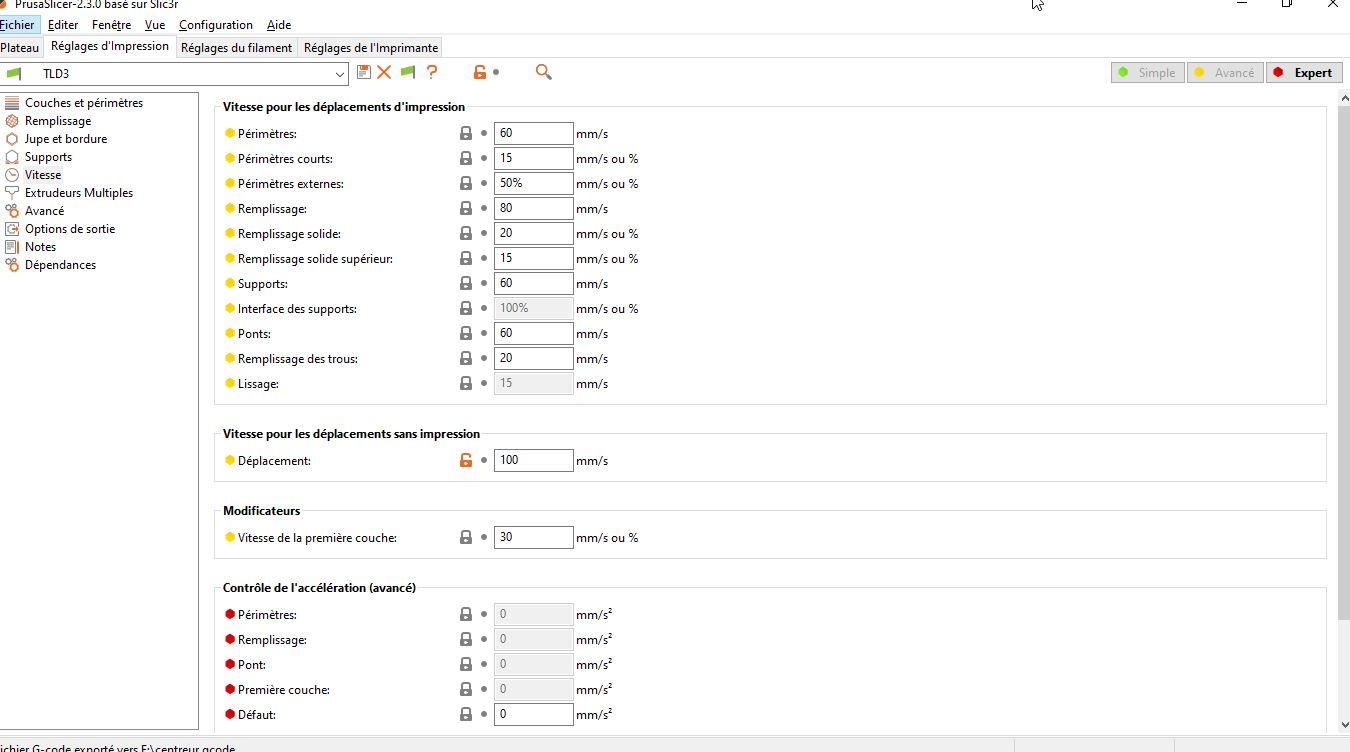
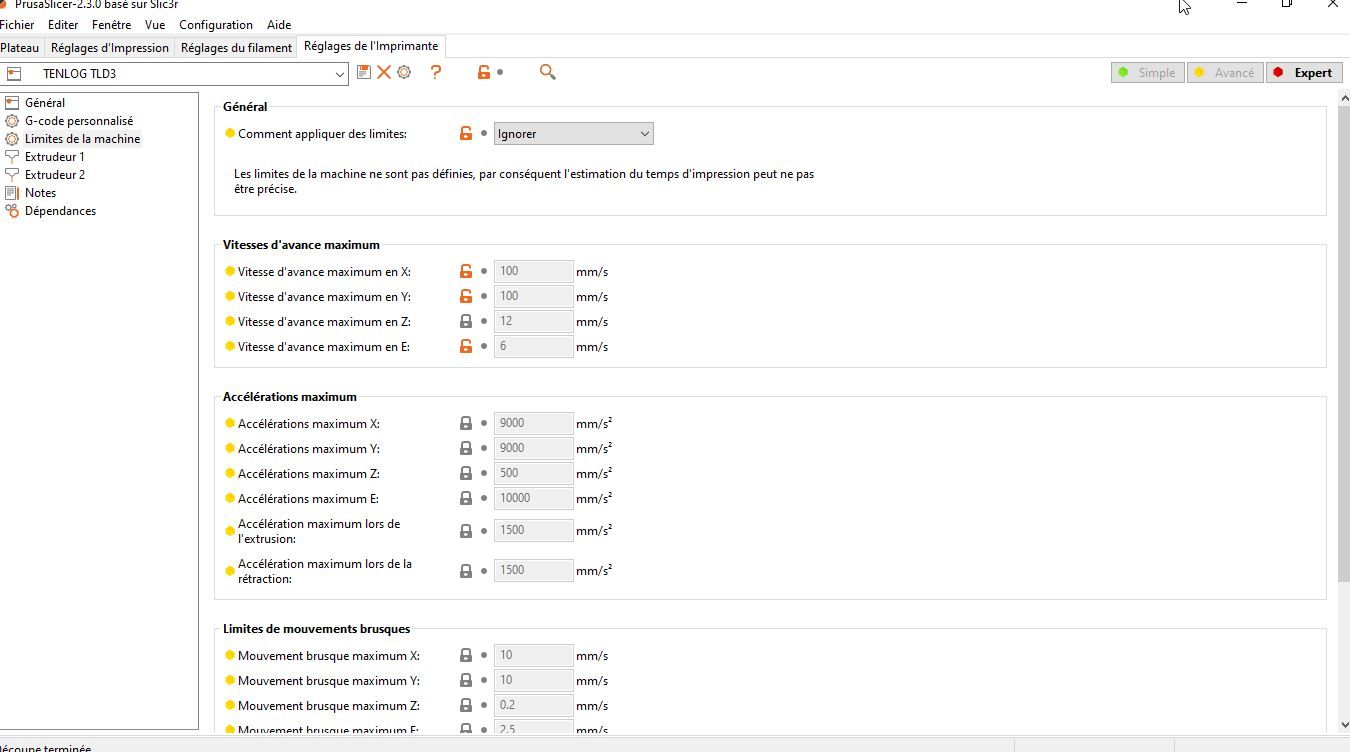
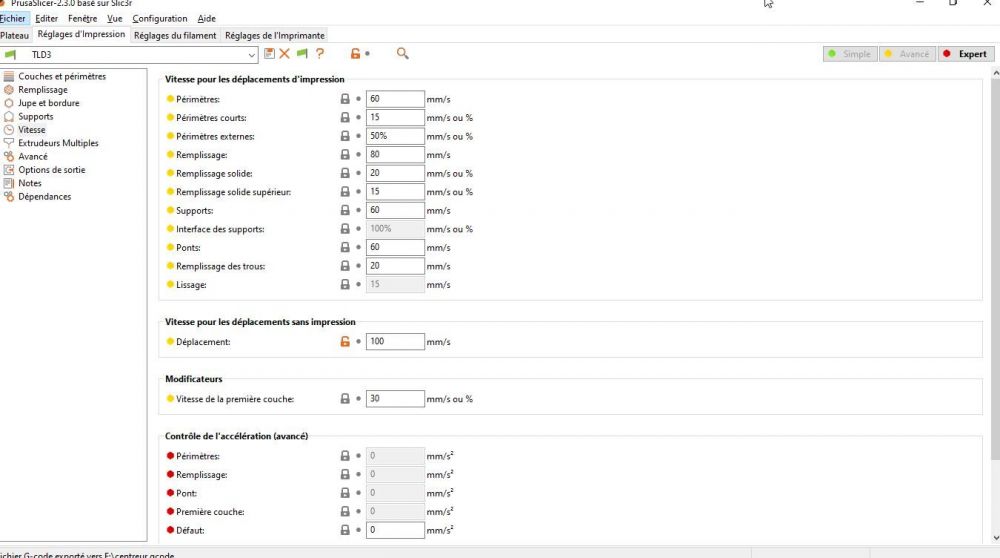
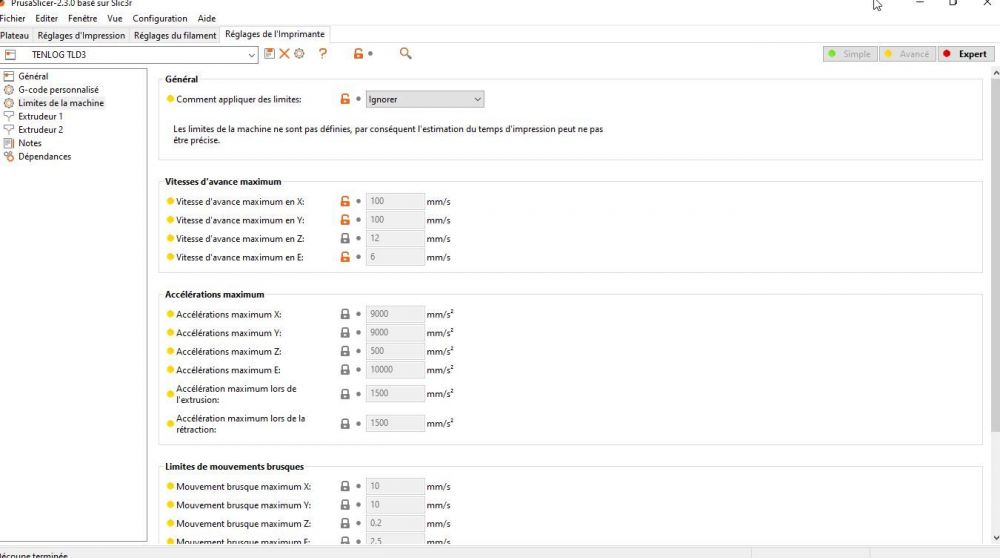
Bonjour, Voici quelques réglages pour modifier les paramètres de l'imprimante TLD3. pour le Slicer PRUSA V2.3. dans l'onglet imprimante modifier les vitesses de déplacement maxi ci-joint les paramétrages. Nota : j'attire votre attention ces réglages sont importants sous peines d'engendrer des décalages pour les axes X et Y, dans le cas de gros fichiers durant plus de 4H. J'avais des légers décalages X et Y depuis mes réglages sont bon plus de décalages perceptibles c'est parfait. je reconnais que l'interface n'est pas conviviale pour IDEAMEAKER mais ce Slicer est puissant et plus stable que certains Slicer ! Quand ont connait les possibilités de IDEAMAKER il reste le plus puissant des Slicer avec une qualité d'impressions à toute épreuve avec la possibilité de gommer certains défauts engendrés par du Gcode. Conclusion je comprends pourquoi il est imposé une formation pour ce Slicer dans le cas d'une vente d'une imprimante RAISE. Beaucoup de fonctions ne sont pas accessibles ou compréhensibles au niveau d'un usage débutant! Pour moi je l'utilise à 200% il suffit de regarder mes objets imprimés avec le slicer IDEAMAKERr. A+
 1 point
1 point -
C'est écrit dessus : Je suppose que c'est un support pour commandes d'autoradio au volant ?
 1 point
1 point -
Merci J'en parle (sans en parler), Kiri-Moto le gère également : Cela fait appel au gcode M808 qui est activé dans le Marlin des CR30/3DPrintMill (c'est ce que j'utilise pour faire un test de niveau de la bande) : Ça me rappelle le «bon temps» du BASIC (ZX81, ZX Spectrum, …)1 point
-
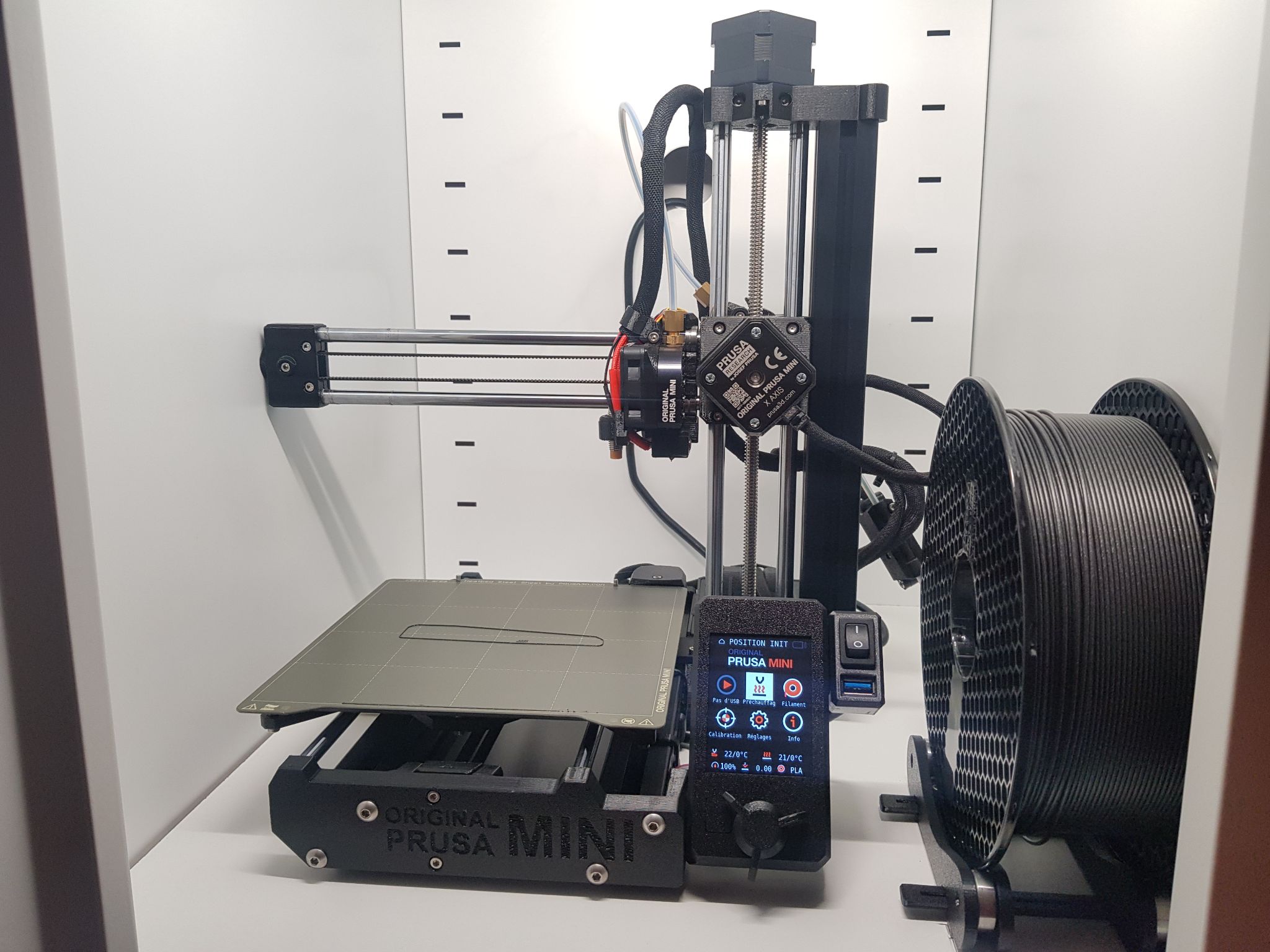
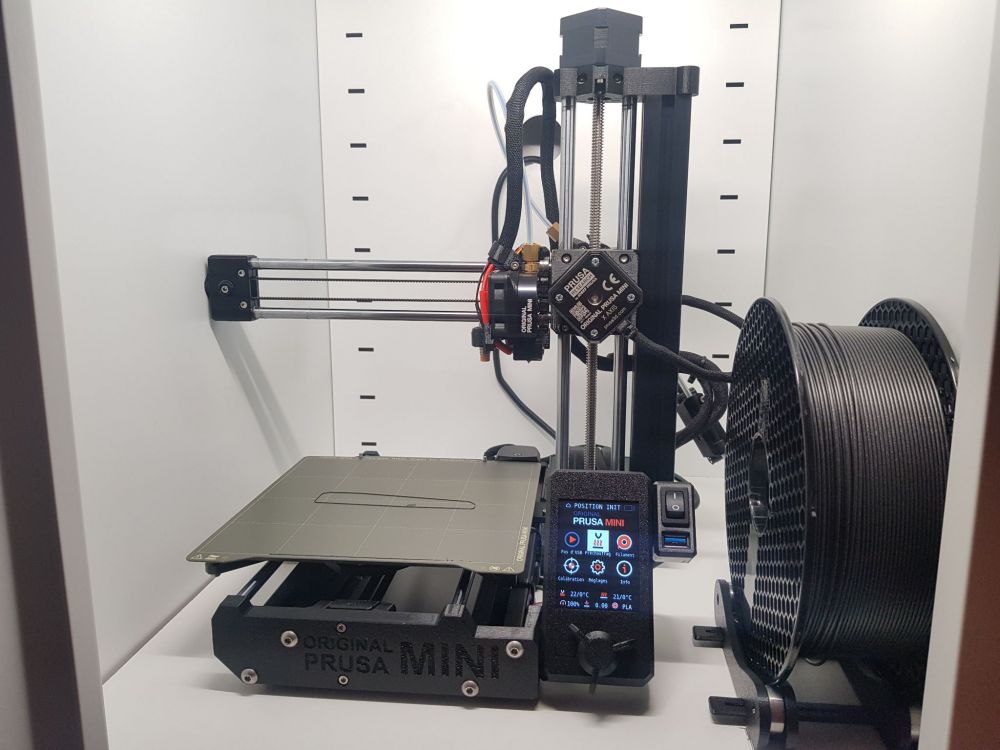
Bonjour, Voici environ 1 mois que je possède une Prusa Mini +, il s'agit de ma première imprimante 3D, et bien j'en suis très content. Notamment pour la facilité d'installation et d'utilisation (tout est pratique : la navigation sur l'interface, la mémorisation des offsets par plateaux,...), ainsi que pour la qualité d'impression. Pour l'instant j'ai juste imprimé du PLA et du PETG. Le seul soucis rencontré est entièrement de ma faute, j'avais un peu négligé le nettoyage de la buse...du coup quelques défauts sur mon avant dernière pièce, tout est rentré dans l'ordre pour la suivante une fois la brosse en laiton passée. J'envisage un peu plus tard de tester un peu de TPU même si je sais qu'avec un extrudeur Bowden, c'est pas forcément le mieux (enfin, tout dépendra de la dureté du TPU choisi), je zieuterai les conseils sur le forum avant de me lancer .1 point
-
Je trouve le kit très complet (surtout pour les processeurs de MK3) et il est plus complet que ce qui est indiqué sur le site. Il se compose de: 2 hotend PTFE à 0,73€ (une seule indiquée) 1 IR filament sensor 15,29€ 1 cable pour l'IR sensor 3,79€ 1 kit bearing clips 4,99€ 1 Fan shroud en ASA 3,79€ 1 bobine de PETG de 300g ~ 10€ 1 super Pinda 25,99€ On arrive à 65€ en plus, il y a aussi (non indiqué): 1 gaine textile allant de l'extrudeur a la carte mère 1 flexible pour rigidifier les câbles dans la gaine 1 poignées de visserie inox Les aimants - la bille - le ressort pour le volet et pour finir les traditionnels colliers rilsan noirs. Cela c'est le coté matériel vendu à 50€, mais il y a surtout l’accès gratuit à toutes les pièces qui ont été améliorées qui au final permettent aux propriétaires d'imprimantes qui ont entre trois et quatre ans d'avoir des machines dernière génération. Je ne pense pas qu'il y ait une seule autre marque qui permette de faire des mises à jour de leur matériel pour 50€ (et même pour plus chère)1 point
-
Tu vas bien t'amuser crois moi. Je viens de commander du Prusament de nouveau y a quelques minutes tellement je m'éclate avec cette machine parfaite pour mon profil (débutant total et pas forcément bidouilleur). Ça tourne impec.1 point
-
Suite à vos avis et à cette vidéo (), j'ai décidé de franchir malgré le prix de cette MINI+ (et je sais qu'il est très bon niveau rapport qualité/prix. C'est juste que c'est un coût non négligeable. Et 15€ de frais de port en plus...). Il me reste 13 semaines à attendre à priori, je vais prendre mon mal en patience. J'ai déjà commencé à "jouer" avec PrusaSlicer, très simple à prendre en main, mais avec énormément de paramètres! Content d'avoir rejoint votre communauté et hâte de m'amuser avec ma nouvelle Mini.1 point
-
Ouais ça m'a changé la vie^^ : https://www.prusaprinters.org/prints/46862-prusa-mini-lcd-back-cover-extension-usbswitch1 point
-
Sympa la modification du bouton on/off et du port USB. Comment as-tu fait ?1 point
-
Aucun regret pour moi non plus! Elle est vraiment parfaite!
 1 point
1 point -
J’ai fait cette vidéo pour ceux qui se posent ce genre de questions et le lien (affilié) vers le site officiel: https://shop.prusa3d.com/fr/imprimantes/994-original-prusa-mini.html#&a_aid=LECIALUX&a_cid=111111111 point
-
Un détail utile: Après les premières heures de fonctionnement de la nouvelle machine, je resserre toutes les vis qui sont en prise directe avec le PETG de la machine. Il ne faut à exagérer le serrage, mais vous constaterez que vous pourrez faire un quart de tour facilement. C'est tout à fait normal.1 point
-
J'ai reçu ma MINI il y a tout juste 2 semaines. C'est ma première imprimante donc je ne peux pas vraiment la comparer avec une autre, mais j'ai longtemps hésité comme toi avant de la choisir. Pour le moment je ne regrette en rien mon choix! Elle vraiment top! J'adore son format et son design. Elle est très silencieuse. La qualité des quelques pièces que j'ai faites est vraiment très propre. En plus il y a une grosse communauté autour de Prusa pour y trouver toute l'aide et les astuces qu'on cherche1 point
-
Merci pour vos réponses. Finalement je viens de la commander, livraison 8 semaines, j'ai demandé par chat à un conseiller prusa et il m'a dit que ces problèmes avaient été résolus, on verra bien, je l'espère. Je vous tiendrais au courant.1 point
-
Je ne vais pas sur d'autres forum pour l'impression 3D, peux-tu m'indiquer sur quel forum tu lis ces critiques. Concernant les pannes en dehors de la garantie, c'est vrai pour tout (tondeuse à gazon utilisée une fois par semaine et seulement la moitié de l'année) Concernant le bruit des ventilos, il y en aura toujours mais je le trouve très raisonnable. Il peut varié en fonction de la pièce imprimée, lorsque tu souffles dans un corps creux c'est plus bruyant que sur l'extérieur d'une peau. Le slicer a trois niveaux d'utilisation allant de débutant à expert et il se met à jour régulièrement et surtout il te permet de mettre à jour ton imprimante très facilement sans taper une seule ligne de code. Cerise sur le gâteau il est gratuit ce qui est loin d'être le cas de Simplify. Maintenant te dire que tu n'auras pas une seule panne c'est impossible. Si tout était fiable, il y aurait pas de mécanos chez Mercedes.1 point
-
Je ne peux pas faire de comparatif car je n’ai que des Prusa. après plusieurs milliers d’heures d’impression avec des Prusa MK3s sans problème, j’ai acheté quatre Prusa Mini. je les fais tourner depuis cet été et je n’ai aucun problème que ce soit avec du PLA ou du PETG. J’ai lu qu’au début il y avait un problème de longueur de PTFE qui a été corrigé. Concernant le plateau avec PEI structuré, il est indispensable pour le PETG sinon tu risques d’endommager le plateau lisse car le PETG accroche de trop. Je ne peux rien te dire de plus.1 point
-
au final, tentative de mise a jour du firmware, echec, plantage de l'imprimante, essai avec 2nde carte sd, pas mieux achat d'une carte sd toute neuve, mise à jour ok, impression nickel ! c'était bien le problème, merci1 point