Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/09/2021 Dans tous les contenus
-
Ou les deux la passer en Idex avec un coreXYUV3 points
-
Quoi ! plus rien ... a améliorer ... Un caisson pour de l'ABS : check Directe drive pour du Flex : check BLTouch : check Bon plateau : check Edit : Capteur de fin de filament : check (d'origine) ... je vais te trouver des trucs ... allez chez @Azzedesign pour l'aider ? Impression de pâte chocolat et/ou argile et/ou sauce tomate pour pizza ou toping pour déco gâteau ? Montage d'un porte stylos/crayon pour dessiner ex pour une delta https://whadda.com/vertex-penholder/ ? Système pour utiliser des feutres/marqueur pour colorier les couches d'une impression ? (là pas forcement possible sur une D12 ... c'est mieux si la tête se déplace vraiment en X, Y et Z pour changer de feutre ...) Montage d'un laser et ou d'une foreuse ? Fait le café ? Pliage du ligne ? ... MMU ? Multi Matériel Unit ? (comme le MMU2s https://www.prusa3d.fr/original-prusa-i3-multi-material-2-0/ de chez Prusa ) Edit : Buzzer pour M300 et gcode musical Edit : Capteur de fin de filament et de blocage du filament avec un encodeur rotatif ( https://www.youtube.com/watch?v=v2mQ4X1J3cs&vl=fr ) Impression SLA ?3 points
-
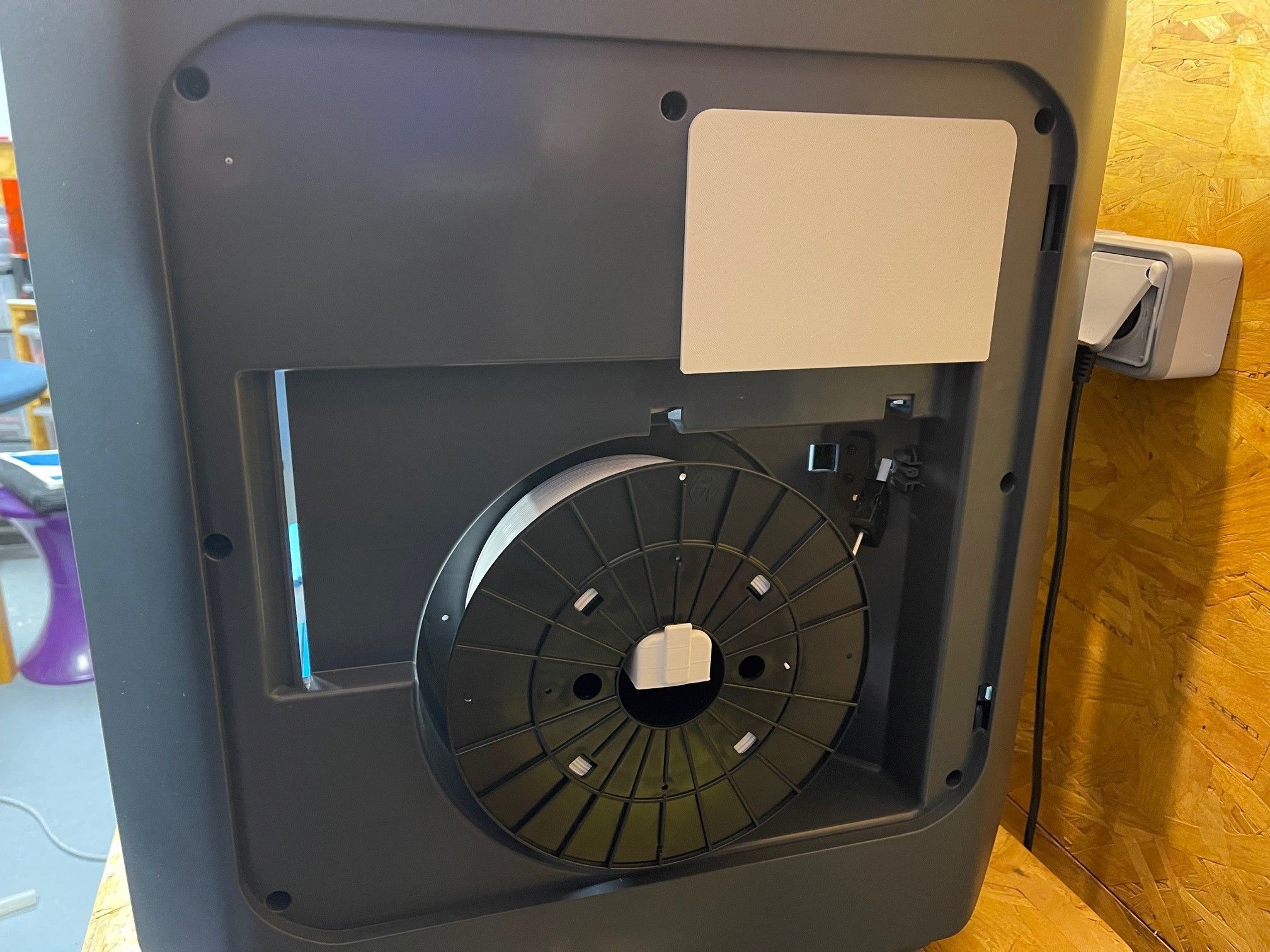
Sur la Creator 3 il y a de chaque coté vers le haut une ouverture qui permets d'augmenter la température des logement de bobines (et d'intervenir sur le chariot). Malheureusement lorsque les bobines sont trop imposantes, il n'est plus possible de refermer les grands carénages latéraux et de ce fait la température interne de la machine peut varier. Donc je vous propose de fermer ces ouvertures par une petite trappe imprimée, elle très bien grâce aux petites nervures latérales. Ci joint les fichiers STL et STEP Cache haut.STEP Cache haut.STL


 2 points
2 points -
@methylene67 le SOFT_PWM_SCALE, mais attention, c'est pas valable systématiquement, et il faut faire des essais. Et il faut aussi décommenté le FAN_SOFT_PWM pour qu'il soit pris en compte. Je viens de retrouver la discussion ou j'avais vu le problème mentionné.2 points
-
Pour avoir galéré pas mal de temps avec la mienne au niveau warping et donc qui finissait souvent sur un décollement, je peux te confirmer qu'il faut un réglage mécanique au poil en plus d'un bon Z Offset. J'ai refait un bon nombre de fois mes réglages pour que sa tienne Avant pour réussir à imprimer j'utilisais même de la laque ... sur de l'ultrabase J'ai commandé avant-hier un plateau en PEI que j'attend avec impatiente pour améliorer mon adhésion. Mais en réalité je pense que mes réglages n'étaient pas au top^^2 points
-
Salut a toi si tu as d'indiquer -14°c en température de buse au démarrage de l'imprimante c'est que soit ta sonde de température est HS ou câble sectionné, soit elle est pas connecter sur la carte mère, soit la carte mère a un soucis (mais pas de panique c'est quasiment jamais sa le soucis). Tu peux tester la sonde en générale sur ces imprimante tu as une Sonde de 100k ohm a 20-25°c de température ambiante, donc avec un multimètre tu peux vérifier si tu as une valeur entre 85k ohm et 110k ohm pas de soucis elle est fonctionnel mais si tu as une résistance infinie c'est qu'elle est coupé (hs quoi).2 points
-
Hello tout le monde, et désolé pour cette réponse tardive. J'ai du modifié le paramètre SOFT_PWM pour mes Sunon 5015 blower. Le problème étant qu'ils ne se déclenchaient qu'a environ 90% du seuil de la plage de réglage. En mettant simplement SOFT_PWM à 1 j'ai retrouvé une plage de réglage complète.2 points
-
La passer en Idex, comme a fait je ne sais plus qui sur sa CR10 ? La transformer en Core XY ?2 points
-
Dans tous les cas, quel que soit le logiciel, la condition de départ ne sera pas respectée (genre un logiciel de modélisation innée). Tous ces logiciels ont en communs une base similaire de modélisation, extrusion, poche, congés ... (même si après ils diffèrent sur la façon de gérer le processus de modélisation et l’arborescence des tâches) qu'il faudra s'approprier (soit la CAO en général), apprendre à optimiser et modéliser sa pièce, tout en rajoutant à ce point là la prise en compte du sens d'impression (afin d'éviter au maximum les supports), et dans quels sens seront les contraintes (par rapport au sens des couches), mais là on rentre un peu dans de la RDM. Mais selon moi cela reste essentiel, il n'y a donc pas de solution miracle. La question initiale serait donc plus quel est le logiciel le plus facile à prendre en main (et la, il est inéluctable de dire que ce sera un vaste débat d'affinité et de personne, comme le choix d'un Slicer), avec l'interface la plus "pédagogique", et ensuite la gratuité et l'évolutivité ou non du logiciel. Conclusion, seul l’initiateur de ce sujet pourra tester et regarder plusieurs logiciels via des tutos sur internet pour se faire une idée. Et dans tous les cas cela nécessitera d'y passer du temps et de se creuser plus qu'un peu ses méninges. Bref, comme pour tout dans la vie, Rome ne s'est pas fait en un jour. Quand à Sketchup, c'est a complètement oublié comme dit précédemment par mes collègues (je l'utilise cependant pour mes projets de menuiserie, mais pour 'impression 3D j'utilise un autre logiciel). Tu as donc la liste de la plupart des logiciels qui t'ont été cités, restent donc à faire tes choix et commencer ton apprentissage "jeune padawan"2 points
-
C'est activé ainsi, on pourra ajuster au besoin2 points
-
Que du bien Au moins 24 heures serait «tip top»
 2 points
2 points -
Salut @TonyNarko67, alors déjà comme la dit @Savate attention ici on est en directe drive la rétraction ne doit jamais au grand jamais dépasser 3mm de distance et sur notre clone Titan 40mm/s de vitesse de rétraction. Au dessus de 2.5-3mm de distance tu risque juste d'endommager le PTFE interne et boucher complètement la tête, si tu as a plus de 40mm/s a al longue tu abimera vite ce clone Titan surtout sur de longue impression. Sinon tu as pas de chance tu juste pris le filament qui génère le plus de stringing que je connaisse, ce filament est une vraie plait pour la gestion du stringing et tous ceux qui en acheté finissent par le découvrir. Ce que tu peux essayé de faire pour améliorer cela sera comme la dit @Savate une fois de plus (il est trop fort notre savate ) c'est de baisser la Température ici tu peux tenté de descendre a a 195°c (plus tu imprime chaud plus il sera fluide et risque de stringing présent), après tu peux aussi essayé d'augmenter la vitesse d'impression passe a 80mm/s de vitesse de print.2 points
-
Effectivement il faut pas mal de temps pour maîtriser Rhino , fusion ou tout autre logiciels de mod 3D...il serait peut-être intéressant de partager quelques tutos vidéo sur la manière de modélisé sur un pièce donnée...personnellement j’ai essayé Fusion,très bon logiciel mais je travaille avec Rhino depuis trop longtemps et ne suis pas très à l’aise avec F360..2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
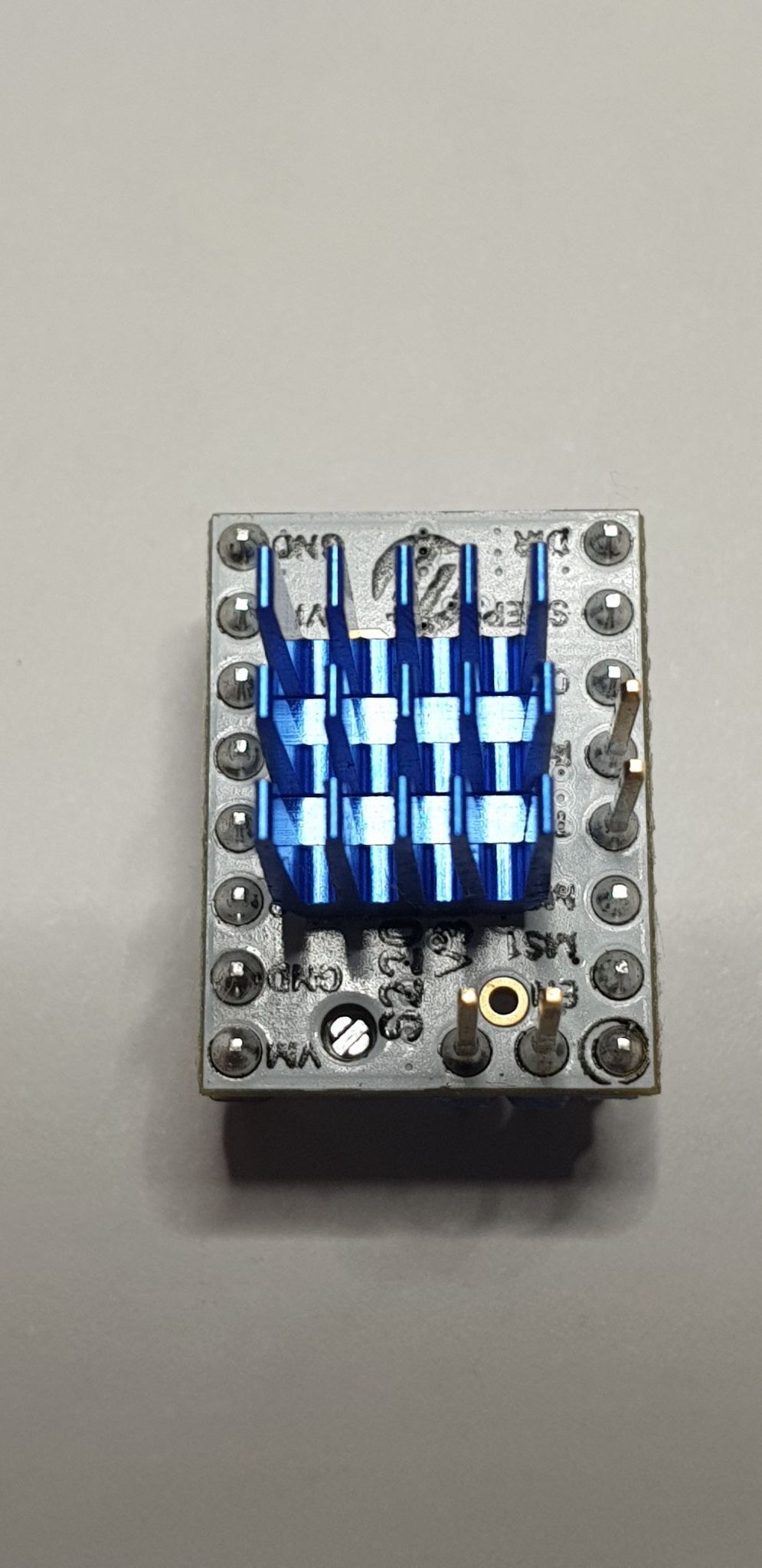
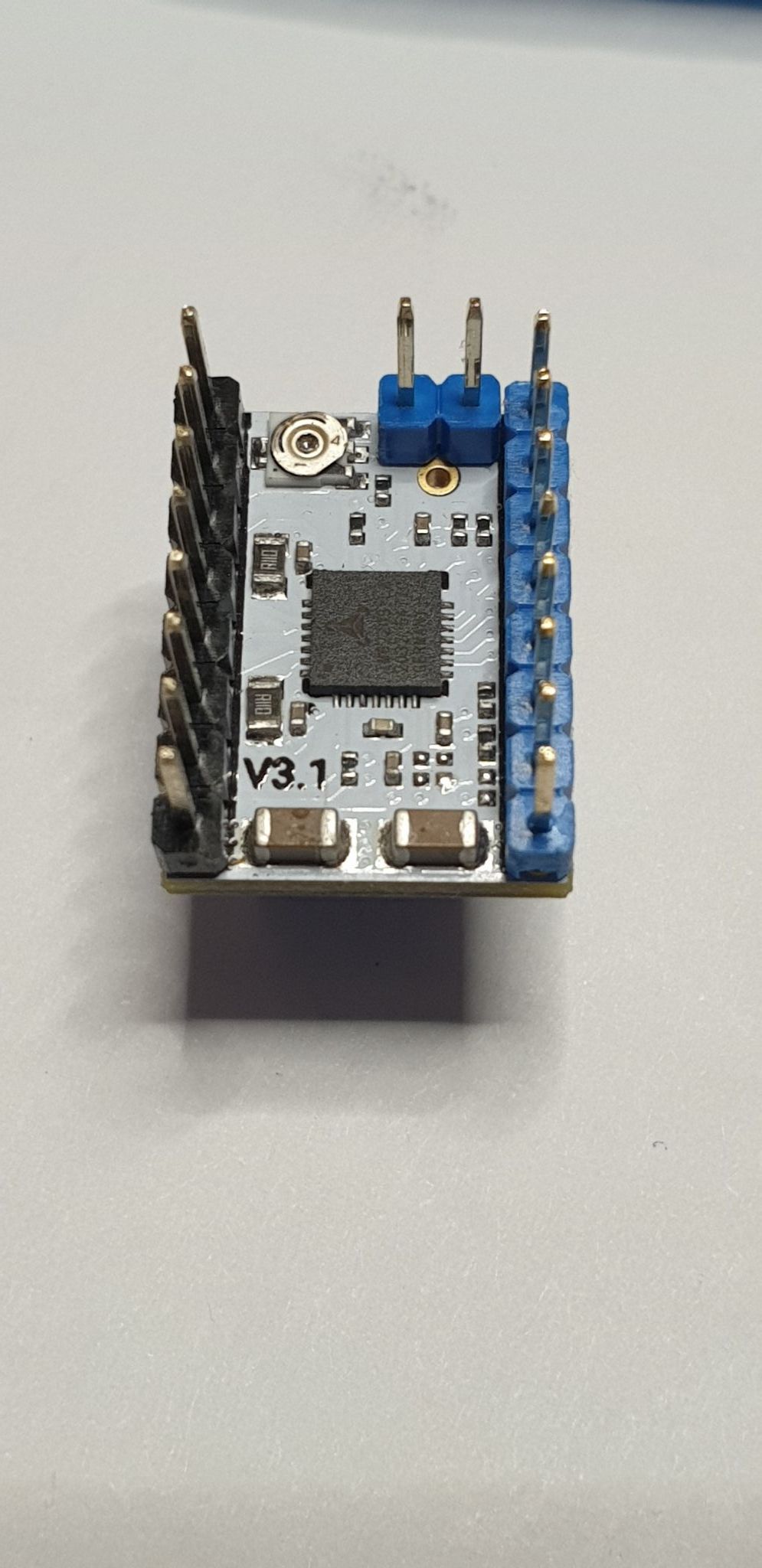
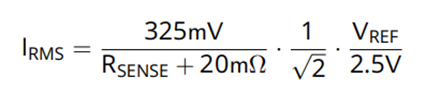
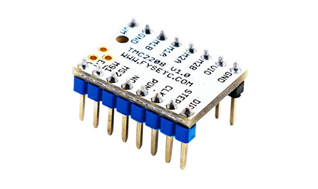
Bonjour à toutes et tous, Puisque ces questions reviennent régulièrement, je vais essayer d’expliquer comment utiliser les modules équipé de puce Trinamic de type TMC2xxx et comment les régler en fonction du courant consommé par le moteur. Petit historique : Faire tourner un moteur pas à pas n’est pas bien compliqué, quelques transistors et quelques lignes de code suffisent, par contre c’est du pur binaire avec pleins d’inconvénients, des accélérations brutale, vibrations et bruits d’ondes carrées caractéristiques. Dans les années 2000 Texas Instruments étudie un système de chip tout en un, qui regroupe, les générateurs de rampe PWM pour permette des micros pas, les étages de puissances, la régulation de courant, mais surtout une gestion logique interfaçable sur tous types de microcontrôleurs. Sorti en 2010 le DRV8825 comprends donc une intégration poussée tout en un et les bases du pilotage moderne avec 3 signaux logiques DIR, STEP et ENABLE. En 2012 Allegro sort sa propre version qui fonctionne sur des bases équivalentes, l’A4988. Depuis les années 90, Trinamic s’intéresse au contrôle du mouvement piloté et conçoivent une technologie de contrôle matériel et non plus logiciel, ce qui est essentiel pour avoir un fonctionnent des moteurs de manière efficace, fiable, fluide et silencieux. Peu à peu l’industrie plébiscite la précision de fonctionnement de leurs produits. Alors que l’explosion de l’impression 3D personnel est déjà bien débutée, Trinamic annonce mi 2015 son dernier circuit intégré de commande et de pilote de moteur pas à pas à un axe. Le TMC2100. Rapidement apparait sur le marché grand public un module équipé avec le TMC2100. D’une conception différente de ce qui existe alors, il apporte un pilotage bien plus optimisé et surtout silencieux, et sera suivi rapidement par des améliorations avec les TMC2208, TMC2209… etc. La forme actuelle des modules enfichable de 2 x 8 boches est certainement dû à la société Pololu qui à développer depuis les années 2000 pléthores de modules spécialisés robotique, faciles à changer en cas d’upgrade ou de destructions. Compatibilités et particularités des modèles Trinamic : Quand on regarde un module, la première chose qui saute aux yeux est l’absence de composant sur sa face supérieure, il n’est peuplé qu’au recto ! Pourquoi ? Parce que celui qui a dessiné le PCB a lu les notes technique du fabriquant ! Merci à lui ! Les puces Trinamic possède un pad thermique sous son boitier et est donc brasé en dessous du circuit imprimé ce qui a le mérite de laisser toute la place au verso pour le dissipateur thermique. La liaison thermique avec le dissipateur se fait via un double plan de masse percé d’une multitude de via traversant le circuit imprimé pour un échange thermique optimal, de loin beaucoup mieux qu’à travers l’époxy du boitier du composant. ATTENTION on trouve des modules qui utilisent des puces TMC22xx avec la puce sur le DESSUS ! N’achetez pas ça ! Elles sont instables ! Cette conception est de loin la meilleure approche en industrie et on en use et abuse presque pour tous composant qui chauffe, il est d’ailleurs dommage que l’A4988 n’en profitent pas, son pad thermique étant placé aussi sous son boitier… Encore un qui n’a pas lu les notes de conceptions, c’est dommage car on trouve toujours le meilleur dans les notes d’application, même le dessin optimisé du PCB pour tests. Sa deuxième particularité est qu’ils ont les sorties des enroulements moteur inversées. Rien d’insurmontable et nous avons au moins deux façons pour le gérer : Agir directement dans la source (Marlin,…) par la déclaration logique de l’inversion du sens de rotation de chaque moteurs, ou inverser le sens du connecteur du moteur, coté carte de contrôle ou coté moteur. Gestion de l’énergie ou les fameux modes StealthChop et SpreadCycle : StealthChop est le mode par défaut de fonctionnement silencieux du pilote, aussi bien à l'arrêt qu’à des vitesses faibles à modérées. C’est le mode préféré pour les axes X, Y et Z. SpreadCycle est le mode standard hautement amélioré par rapport aux DRV8825 et A4988, préférable pour le moteur de l’exdrudeur quand le mode Linear Advence est utilisé ou quand de très hautes vitesses sont nécessaires, ces dernières sont rare sur nos machines à la maison. Leurs mises en place dépendent du pilote : TMC2100 est dit Standalone (autonome) et n’est pas pilotable, sa configuration est confiée aux signaux CFG1 et CFG2. TMC2130 est utilisable en Standalone mais c’est surtout qui soit pilotable par bus SPI qui le caractérise, en mode standalone c’est qu’un équivalent TMC2100 avec configuration via CFG1 et CFG2. L’utiliser seulement si la carte de l’imprimante le supporte. TMC2208 est utilisable en Standalone, avec ou sans une configuration avancé via l’écriture dans sa mémoire OTP, ou par UART (RS232). Il utilise le mode StealthChop par défaut, pour le passer en mode SpreadCycle il faut soit, écrire dans sa mémoire OTP (Programmable qu’une fois, aucun retour en arrière possible), soit le piloter en mode UART. TMC2209 est utilisable en Standalone, par UART chainable (par 4) et/ou OTP. Il possède en outre une broche SPREAD de configuration hardware qui permet de le faire travailler en mode StealthChop (LOW) ou SpreadCycle (HIGH). Upgrade ? Changer de pilotes vers des TMC vont donc apporter une gestion des moteurs optimisée par rapport aux pilotes de base, même en standalone et aussi jouer sur le bruit, ou plutôt le silence, généré par les moteurs, la contrepartie c’est que l’on s’aperçoit vite que les ventilateurs sont bruyants… très bruyants, trop ? A l’heure actuelle, autant utiliser le TMC2209 qui est le mieux optimisé, plus souple à utiliser et permet des pointes de courant jusqu’à 2.8A. Mais si vous avez un lot de 2208, voire de 2100 utilisez les ! Si vous utiliser le mode Linear Advence, il est préférable de configurer le pilote de l’extrudeur en mode SpreadCycle. L’optimisation StealthChop génère alors trop de problème de régularité. Si vous êtes équipé en TMC2100, une patte à couper, un bout de fil et une brasure va solutionner le problème pour l’extrudeur. Avec un TMC2208, on trouve des modules pour programmer sa mémoire OTP, c’est une usine à gaz car il faut souvent relier un pont de soudure sous le 2208 pour pouvoir communiquer avec ! C’est expliqué sur le site de Watterott. Attention écrite dans sa mémoire OTP est définitif, aucun retour en arrière possible ! Avec une TMC2209, c’est prévu via une broche ou un pont de brasure. Une autre solution c’est de simplement utiliser le pilote d’origine (A4988 ou DRV8825 avec sa Vref réglée correctement là aussi). La Vref : Allez donc faire un tour sur mon post dédier dans un premier temps. La Vref, ou tension de référence, sert au pilote à générer en interne le courant maximum qui passe dans le moteur, il est important de la régler correctement. Trop faible, le moteur va perdre des pas, trop fort il va vibrer et beaucoup chauffer. Pour mesurer ce courant, le pilote utilise des résistances de faible valeur, incluses dans la boucle de contre réaction de l’alimentation du moteur, la tension a ses bornes est égale à sa valeur multipliée par le courant la traversant (U=R*I), ce sont les fameuse Rsense. Pour les pilotes équipés des puce Trinamic TMC2xxx, ces résistances font généralement 110mΩ (notée R110 sur leur boitier) et ce n’est pas complètement par hasard, nous le verrons plus bas. Mais il arrive (chez Creality entre autre) qu’elle fasse 150mΩ (R150), chacun est libre ! Trinamic fourni (tout comme ces homologues) la formule de calcul dans les appnotes de ses puces. Cette formule est : Le courant est exprimé en RMS (de l'anglais root mean square), c’est la valeur efficace d'un signal périodique, correspondant en électricité et en mode sinusoïdal à Irms = Imax / Racine(2). Nous pouvons donc écrire : Vref = Irms * (Rsense+20)/325 *2.5 * Racine(2) Prenons le cas où Rsense est égal à 110mΩ (110+20)/325 = 0.4 et 0.4 * 2.5 = 1 Avec Rsense à 110 mΩ ça simplifie le calcul, on comprend ce choix de valeur maintenant ? donc Vref = Irms * Racine(2) hors en mode sinusoïdal : Irms = Imax / Racine(2), donc on remplace : Vref = Imax * Racine(2) / Racine(2) ce qui donne Vref = Imax Imax c’est le courant max du moteur (peak). En électronique on n’utilise jamais le max, ça chauffe voir ça brule, des fois ça explose, par compromis on utilise souvent une fourchette entre 70% et 80%. Puisque nous somme en mode sinusoïdale autant utiliser 1 / Racine(2) qui est proche de 71%. On règle Vref à la valeur de Imax / Racine(2), exemple pour un courant de 1.5A, Vref = 1.5 * 0.707 = 1.06V. ATTENTION cette simplification du calcul n’est valable qu’avec Rsense = 110mΩ Prenons maintenant une valeur de Rsense = 150mΩ Irms = 325 / (Rsense+20) * 1 / Racine(2) * Vref / 2.5 Vref = Irms * (Rsense+20) / 325 *2.5 * Racine(2) Comme précédemment on remplace Irms par Imax / Racine(2) et on vire Racine(2) / Racine(2) Vref = Imax * (Rsense+20) / 325 *2.5 on peut écrire * 2.5/325 -> / 325/2.5 -> / 130 Vref = Imax * (Rsense+20) / 130 Prenons par exemple Imax = 1.5A Vref = 1.5 * (Rsense+20) / 130 Vref = 1.5 * 170 / 130 = 1.96 Régler donc Vref à 1.96 / Racine(2) = 1.39V Simple non ? On peut bien sûr régler Vref dans la fourchette jusqu’à la valeur de Imax. Plus on s’en approche, plus le couple sera important et plus le moteur va chauffer, En cas de masse lourde à déplacer, augmentez Vref, mais faites-le en commençant de la valeur calculée et en augmentant par palier de 0.1V sans dépasser Vref max. Ce n’est jamais une bonne idée d’augmenter Vref à cause d’une mauvaise mécanique qui force. Feuille Excel pour calculer Vref, renseignez la valeur de Rsense et le courant Imax du moteur et hop ! TMC_Vref_V2.xlsx Réglage du Vref au multimètre : Un petit tournevis plat adapté (parfois livré avec les pilotes) un multimètre en calibre 2V un bout de fil fin et souple. En premier lieu, éteindre la machine avec son interrupteur. Trouvez une masse (sur un bornier d’alim par exemple) et y fixer la pointe de touche négative (noire) dessus. Dénudez 5cm de chaque côté du fil fin, l’enroulez d’un côté sur la pointe de touche positive (rouge) et de l’autre sur la partie métallique du tournevis. Un bout de scotch aiderait à tenir certainement. Déconnectez un par un en les repérant les connecteurs qui vont aux moteurs. Allumez la machine. Réglez chaque potentiomètre à la valeur Vref calculée, attention à la position des dissipateurs thermique, les coller en fonction d’où se trouve le trou de réglage pour ne pas être gêné par la suite. Éteindre la machine avec son interrupteur. Remettre les connecteurs moteurs à leurs emplacements d’origine et dans le bon sens. Déconnectez la pointe de touche du multimètre et resserrez éventuellement le bornier qui l’a accueilli. ATTENTION Si le moteur est relié au pilote lors du réglage, vous risquez fortement de détruire le pilote, la carte peut aussi être détruite. Note sur le mode UART : Pour l’instant ce mode n’est véritablement pas encore utilisable avec Marlin. Ce n’est pas suffisamment mûr dans le code pour piloter les moteurs en temps réel via UART ou SPI et quand ça sera possible, ça le sera seulement sur des cartes 32 bits à cause de la puissance de calcul requise. La seule chose qui ne fonctionne pas trop mal c’est de configurer les pilotes via le soft. On les initialise au démarrage avec leur Vref et leur mode de fonctionnement, mais c’est assez compliqué à mettre en œuvre, en mode UART, il faut obligatoirement utiliser des ports supportants les interruptions pour que SoftSerial fonctionne, mais ces ports non utilisés sont limités. Avec des TMC2208, c’est un port par module (on peut utiliser la même pin pour TX et RX), avec un TMC2209, on peut chainer 4 module en parallèle sur le même port). Personnellement je testerais certainement un jour le pilotage de TMC2209, avec le chainage c'est intéressant niveau port libre, ce qui simplifiera la mise en œuvre. Par contre quand je vois le nombre de problèmes ouverts sur le Githup Marlin je suis presque sûr d’essuyer les plâtres, donc à voir quand ça sera stabilisé. De plus il est rare de revenir sur ces réglages, à moins d’un changement de pilotes ou de moteurs.

 1 point
1 point -
merci pour vos réponses et votre temps de lecture, j'ai réussi grace à toi @icare avec xloader. Simple et pragmatique comme logiciel. en fait il faut insister sur le taux de transfert et la laisser au maxi. cela a pris quelques minutes au final. si vous n'arrivez pas à bypasser la vitesse en insistant (plusieurs clics) : il suffit d'attendre. si vous stoppez en cours de route : aucun problème : me concernant cela a repris sans broncher. connecté en usb avec le slot sur USB et non DC sur la carte mère merci encore je suis bon pour un nouveau ventilateur digne de ce nom...1 point
-
Début de l'impression

 1 point
1 point -
Salut est ce que tu aurais pas la fonction eco de cocher cela désactive la chauffe du bed Pour le pla il y a GST 3D super qualité et peux honereux pour du pla+1 point
-
merci @PPACtu m'as bien aiguillé ! Effectivement j'avais 2 câbles inversés. Maintenant, j'ai bien "TRIGGERED" quand il y a le filament et "OPEN" quand le filament n'est pas présent. Je viens de tester une impression pour voir si ça stop bien l'impression. Je confirme que ça fonctionne bien ! Par contre, j'ai pas de notification pour me dire que c'est en pause ... Bon, c'est un détail ! Il me reste "plus qu'à" corriger le broutage et décalage de l'impression sur l'avant du plateau. EDIT : Bon OK, en fait je suis un boulet ... Le problème n'était pas du tout "logiciel", mais "matériel" ! J'avais installé un tendeur de courroie pour l'axe Y mais comme il était fixé sur la partie haute du rail, ben il faisait butée pour le chariot du plateau !!!!! Après avoir remis le galet d'origine, voilà maintenant que le nivelage se fait parfaitement !!!! Du coup, on peut considérer le sujet comme résolu ! Merci pour votre contribution précieuse !1 point
-
Je ne sais pas si on peut appeler cela un "bug", mais il y a un décalage entre la rubrique "Quoi de neuf" et le message édité. En effet, la rubrique "Quoi de neuf" ne met pas à jour le message alors que celui-ci a été édité. Un détail, mais bon. Illustrations : Message édité Message non mis à jour rubrique "Quoi de neuf"

 1 point
1 point -
Non, la thermistance est dans un trou borgne alors que le filament passe du heatbreak à la buse normalement sans contact avec le bloc de chauffe.1 point
-
La thermistance entre dans le bloc de chauffe par le coté (à coté de la cigarette de chauffe), le filament arrive via le tube PTFE par le haut et traverse le heatbreak.1 point
-
oui c'est le fil de la sonde de température. Et dans le trou il y a cette sonde (thermistance) sur laquelle sont branchés les 2 fils (ce n'est pas un thermocouple).1 point
-
@yopla31un as du «bidouillage» Son système de remplacement de têtes sur son Ender5 est plus qu'ingénieux.1 point
-
@methylene67 bon j'ai éditer mon post plus haut, juste avant que tu répondes. quand je dit que c'est pas valable systématique c'est parce que ça dépend du ventilateur et qu'il faut faire des essais.1 point
-
La compilation a été faite avec x=-44 et y=-9. Tu n'auras qu'à modifier le Y via M851 Y-6 (on utilise des valeurs entières pour X et Y). Si tout fonctionne (on croise les doigts ), il faudra procéder au réglage du Zoffset, normalement une option dans le menu devrait être disponible. Si tu pouvais accéder à l'imprimante via une liaison USB sur l'ordinateur, la suite des manipulations à réaliser est :1 point
-
Salut @FFF3347, effectivement ça fait pas mal, mais ce n'est peut être qu'un problème de nappe mal enfoncée sur la tête ou dans les connecteurs à gauche ou en bas. Les nappes sont le point le plus critique sur la X1 et donc forcément sur la X2 aussi (le bloqueur de nappe de la tête n'empêche pas un mauvais branchement, il empêche juste que le câble se débranche ou se torde à l'usage Là c'est du standard, ta première couche n'est pas du tout ok * Enlève le gros bout de scotch qu'il y a sur le bl touch, pour la précision, ce n'est pas le top (pour qu'il soit bien positionné, il faut régler les deux vis du capteur) * Est-ce que tu as réglé la planéité du plateau avec la feuille de papier (les 4 coins + le centre) * Est-ce que tu as réglé ton Z Offset ?1 point
-
Bonjour, c'est bien connu : c'est le logiciel que l'on utilise qui est le meilleur...1 point
-
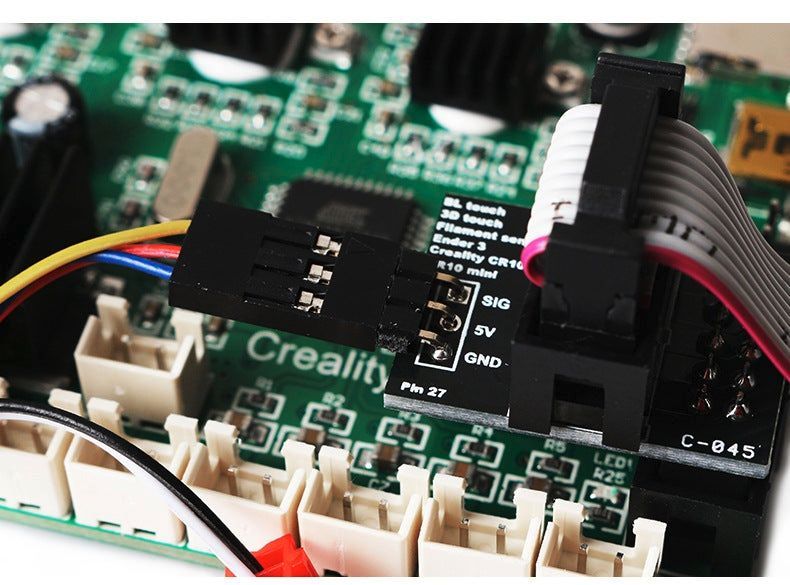
@cyril62 Tu es certain de tes mesures ? Avec ces valeurs, le Bltouch est 6mm à droite et 44mm devant la buse . Tu confirmes ? Habituellement sur les Ender3, le support métallique fourni dans le kit Creality place le BLT 44mm à gauche et 9mm devant la buse Ça n'est pas vraiment gênant puisque ces valeurs peuvent être modifiées via le gcode M851. Il suffira si ce n'est pas correct de modifier (ex: M851 X-44 Y-9) puis d'enregistrer ces valeurs en EEPROM via un M500. Là où il faut vraiment faire très attention, c'est à la manière de faire correspondre les fils sur l'adaptateur écran. Il existe au moins deux adaptateurs qui de loin semble identiques mais la sérigraphie sur le PCB est différente (GND et VCC/5V sont permutés) : L'important est de bien faire correspondre VCC=>VCC, GND=>GND et Signal=>Signal. Au besoin on peut permuter les fils sur la prise : Idem pour la prise connectée sur le Zmln de la carte (noir=>GND et blanc=> Signal). Au final, ton Bltouch devrait être connecté comme ci-dessous (rouge=VCC, brun=GND, jaune=Signal) avec l'adaptateur écran + Zmin : A tester sous toute réserve (j'ai utilisé les valeurs x=-44 et Y=-9, à modifier via M851 si besoin) : firmware-20210913-144344.bin La compilation occupe 1/3 de la mémoire flash et moins de 20% de la mémoire : Rappel procédure de flashage: copier le fichier .bin sur une carte SD de moins de 32Go, fraichement formatée au format FAT32, secteurs de 4Ko. Machine éteinte, introduire la carte SD (au bon endroit), allumer, patienter (moins d'une minute si tout se passe correctement), retirer la carte SD. Au cas où il faudrait reflasher, modifier le nom du fichier .bin sinon le flashage ne sera pas possible. Compléter le processus de flashage par un M502 puis un M500 et un M501. Si tu ne peux pas connecter l'imprimante via USB pour envoyer ces gcodes à l'imprimante, tu peux copier ces trois commandes dans un fichier nommé par exemple reset.gcode et «imprimer» celui-ci comme n'importe quel fichier issus du trancheur. L'ensemble des fichiers (Marlin) ayant permis de compiler ce firmware : https://github.com/fran6p/Marlin/tree/E3-CM427-BLT-PIN27



 1 point
1 point -
Oulah, j'habite beaucoup trop loin de Nice, à ce niveau ce n'est même plus du dévouement, c'est de la dévotion... Le capteur de bloquage de filament c'est plutôt intéressant, je regarderais la video au bureau quand je pourrais (le vieux mac du domicile fait de moins en moins et finit par un bug d'affichage majeur quand il est trop chaud ).1 point
-
ils sont assez semblable moi j'utilise Repetier host car il était fournit avec la Genius je m'y étais donc mis directement. Il te faut brancher l'imprimante en USB a un Pc que l'imprimante soit reconnais sur le PC, si ce n'est pas le cas il faudra installé les drivers CH340. Puis lancer Repetier host ou pronterface et exécuter les commandes indiquer Attention la Valeur E (Step/mm d'extrusion de ton firmware) que tu auras sera probablement bien plus faible que moi sur la Genius qui a servi d'exemple a ce process je suis en Direct Drive avec un extrudeur Titan clone donc le Ratio est de 3 pour 1, alors que tu es toi en Extrudeur Simple drive avec ratio de 1 pour 1.1 point
-
Pas de souci Je trouve même que certaines de tes idées/propositions devraient inspirer les développeurs de Prusa @+ JC1 point
-
Je ne pense pas en effet Ca serait pratique !1 point
-
Tu auras toujours un bout de tube (donc de préférence mettre un capricorn), mais il ne descendra plus aussi bas, et surtout il ne sera plus déformé par la chaleur, cette dernière étant "cantonnée" à rester au niveau du Heatsink (avec un bon refroidissement de Hotend cela va de soi).1 point
-
Mes excuses pour cette fausse piste ! va vraiment falloir que j’étudie de prés les firmware sur les Prusa ... je suis complètement a coté a chaque fois ... encore toutes mes excuses.1 point
-
Relis le post de @Motard Geekun peu plus haut qui indique la durée après laquelle on ne peut plus éditer (6h). Après fusion, c'est la date du premier post qui est prise en compte (16h)1 point
-
La calibration des Step/Millimètre de son extrudeur avec Repetier Host ou Pronterface : 1 - Ouvrir Repetier host 2 - Faire une marque a 110mm de l'extrudeur 3 - Mettre la température de la buse a 210°c 4 - M83 (commande mode relatif) 5 - G1 F50 (vitesse d'extrusion) 6 - G1 E100 (Extrusion de 100mm que l'on appel valeur A) 7 - Couper Chaude extrudeur 8 - M503 (lecture des valeur dans Eeprom) 9 - Rapport des commande rechercher la ligne "Echo M92 ...." et récupérer la valeur extrusion E445 par exemple que l'on appelera Valeur C. 10- Mesurer la dimension restante jusque au filament que l'on appelera valeur B, exemple si il ne reste que 6mm alors 104mm on été extruder au lieu des 100mm demander 11- Nouvelle valeur d'extrusion X est X= A/B*C. Exemple ici X = 100/104*445 = 427.88 12- M92 E427.88 (entré la nouvelle valeur de calibration E) 13- M5001 point
-
le test des 120mm c'est le calcul de longueur extrudée qui peut être fait sur 100mm ^^. Donc on demande l'extrusion a chaud bien entendu on mesure, on calcul puis a l'aide de pronterface on envoie les infos puis la sauvegarde à l'imprimante. comme je t'ai dis les gcode ce n'est pas mon truc désolé donc là dessus je préfère ne pas me prononcer.1 point
-
Je ne pense pas, juste les commentaires à la suite d'un même topic, et peut-être d'une même image. Je ne sais pas comment ça se comporte dans la galerie. Par contre j'ai installé un plugin qui désactive cette fonctionnalité qui s'applique aussi aux MP de base !1 point
-
Pour limiter voire éviter le multipost je viens de découvrir une option grâce à @Bestor Le tout c'est de trouver la durée adéquate Sachant qu'il est possible d'éditer ses messages jusqu'à 6 heures après publication, je pense qu'il faut à minima mettre cette durée. 24~48 heures ne me paraitrait pas déconnant Vous en pensez quoi ?
 1 point
1 point -
Malheureusement... pas de vidéo de courses à vous montrer car le week-end ne s est pas passé comme je l espérais J ai eu beaucoup de soucis sur mes 2 tracteurs et nous avons passé plus de temps a bricoler et réparer qu'a rouler... Plus de freins sur le gp1... donc frein moteur ... et donc casse de boite... qui as occasionner un tout droit dans une botte de paille le samedi Sur le gp3... saut de couroie a répétition et donc pas moyen de faire une courses en entier ... Gros apéro le samedi soir ... et lever a 6h du mat pour démonter la boite du gp1... courir de stands en stands pour trouver 2 fourchettes de sélection de vitesse et réparer la boite..., sortir le poste a souder pour resouder les pare-chocs sournoisement abîmés par la dite botte de paille... puis gros speed pour réaligner et changer les poulies et couroie du GP3 ! Le Gp1 repart !... sans freins... Tout se passe bien les 10 premières minutes de course... Et paf... re boite !!! Fini pour le gp1... Je part donc avec le gp3... Cool... la couroie ne saute plus... Je commence a envoyer les watts... mais au bout de 5 tours ... la boite commence a claquer... 2 tours de plus... et paf !... boite explosé et blocage des roues arrière en fin de ligne droite à 60 km/h... gros dérapage plus ou moins contrôlé et arrêt a 10cm de la botte de paille Fini pour le gp3... Bon... un petit podium qq meme pour ma femme en gp1 pour le trophée de l l'equipe féminine 2021... Et pour moi un petit trophée du mérite car je n ai pas abandonné et me suis battus jusqu'au bout... Mais bilan positif ... La commande séquentielle fonctionne merveilleusement bien et a susciter beaucoup d intérêt des autres pilotes... Mais bon... pour l année prochaine... c est dommage ... je ne l utiliserai pas sur le gp3 car je prévois de me débarrasser définitivement de ces fichu boite de vitesses... Puisque on y a le droit en gp3... Ca seras un convertisseur de couple avec embrayage centrifuge de karting... et un train arriere de kart ou de quad avec transmission secondaire par chaine !!! Plus de risque de casse de boite... Mais du coup... peut être une autre bidouille a base d arduino... Une injection électronique a la place de mes 2 carbus du bicylindre avec gestion par sonde lambda du ratio air/éthanol... Bref ... vivement l année prochaine.... on lache rien !!!!! Une petite vidéo tout de même réalisée par notre asso... Ca en dis un peu plus ... https://fb.watch/7YOJIE8XVg/ PS.... le pilote qui se crash très violament en début de vidéo vas très bien et ne s est pas blessé !... ouf ... on a eu vraiment très peur... Ce genre de crash est très rare mais la ... !!! Ca calme !!!!1 point
-
Salut @TonyNarko67, X2 = Direct Drive = Pas de rétractation > 3mm sinon tu vas boucher ton heatbreak et abimer le ptfe. Tu peux aussi essayer de baisser la température entre 190 et 200 Sur mes X1 - dont la tête est d'origine, donc la même que la X2 il me semble - (pour du esun pla+) j'ai T = 200°, B = 60°, rétractation à 2mm et vitesse 80mm/s sans l'ombre d'un ange ou des ses poils .1 point
-
Euh : Si c'est budget Nolimit, pourquoi pas Catia V5 ou encore Solidworks ? Avec des répétitions circulaires + extrusion, cette pièce (avec une certaine maîtrise de logiciel de CAO) est hyper simple à modéliser. En tout cas le rendu des texture est assez sympa.
 1 point
1 point -
Salutation ! Tu a quoi comme port série de déclaré sous le marlin ? un truc comme cela ? #define SERIAL_PORT -1 //TFT //USB /** * Select a secondary serial port on the board to use for communication with the host. * :[-1, 0, 1, 2, 3, 4, 5, 6, 7] */ #define SERIAL_PORT_2 2 //USB //TFT C'est ti comme avec un TFT35 tu clic long sur la molette et y a un menu pour choisir entre le mode marlin et le mode tft ? Tu nous fait des photos de tes branchements ?1 point
-
Pourquoi tu utilises un trancheur que tu ne sais pas utiliser ? Trouves-en un avec lequel tu seras à l'aise. Que ce soit Cura ou PrusaSlicer, il suffit de cocher la case supports et ça se fait tout seul.1 point
-
Attention, il faut imprimer la pièce à plat afin d'obtenir une bonne résistance de l'équerre. c'est plus long car il y a les supports en plus.1 point
-
Bonjour (et au revoir ?) Avec moins de snobisme et de fierté déplacée, tu remarquerais que fran6p, bien que beaucoup plus jeune n'a pas fiat de remarque sur ton style et n'a pas fait preuve d'intolérance. Il t'a juste dit ce que tu pourrais faire pour améliorer la qualité de l'échange. Mais visiblement tu fais la sourde oreille (un problème d'âge ?). Dommage, mais ce n'est certainement pas à ton âge que tu changeras. Fais comme tu veux... mais si tu pars ce sera bien ton choix, si tu restes essaie d'être moins paranoïaque.1 point
-
Bonjour, regarde ce sujet peut être une piste https://translate.google.com/translate?hl=fr&sl=en&u=https://www.3dmakerengineering.com/blogs/3d-printing/velocity-acceleration-jerk-and-junction-deviation&prev=search&pto=aue
 1 point
1 point -
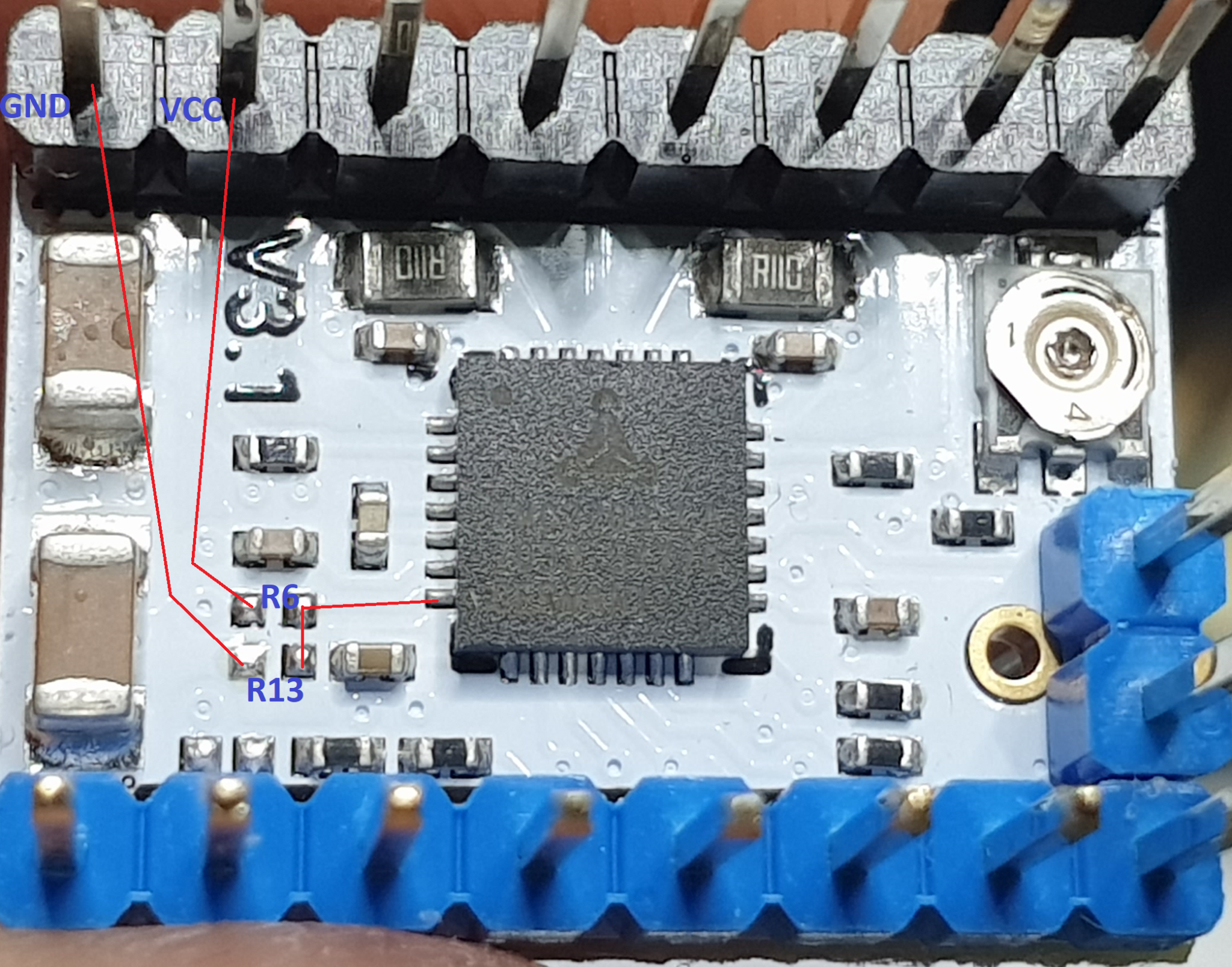
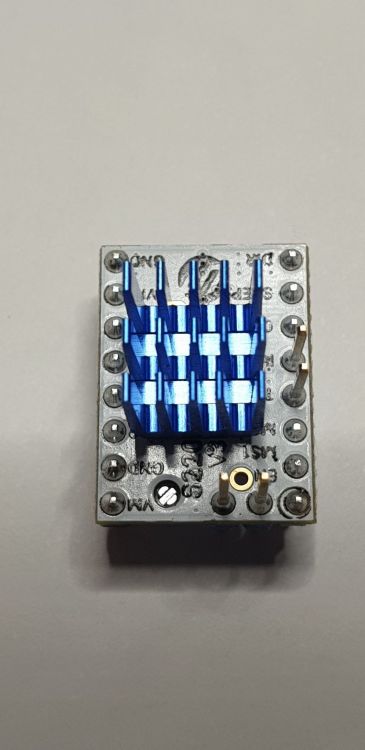
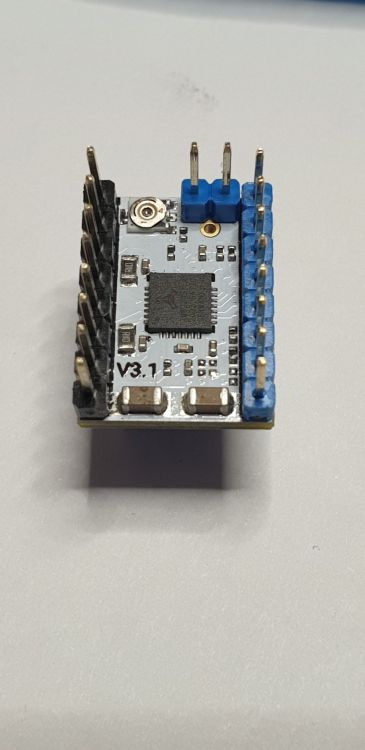
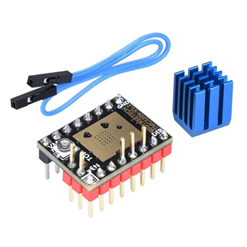
FYSETC TMC2209 V3.1 Documenté sur ce site: https://wiki.fysetc.com/Silent2209/ Comme on peut le voir sur le schéma en bas de page de ce site, la pin SPREAD n'est pas relié au connecteur, et elle est en l'air. il ya sur le schéma deux résistances de prévus mais pas soudées pour polariser cette entrée. Voici ce que j'ai bipé Du coup, théoriquement car je n'ai pas encore testé, il faudrait remettre un court-circtuit en lieu et place de cette R6 pour valider le mode SpreadCycle et du coup optimiser le fonctionnement du Linear advance de Marlin.
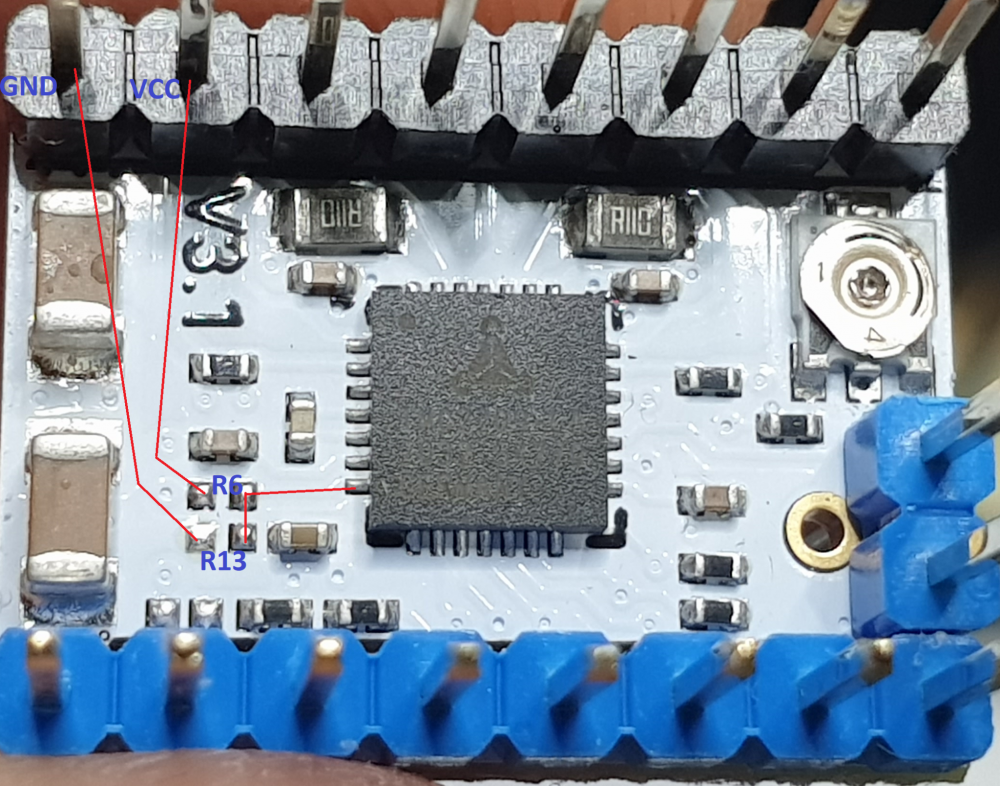 1 point
1 point -
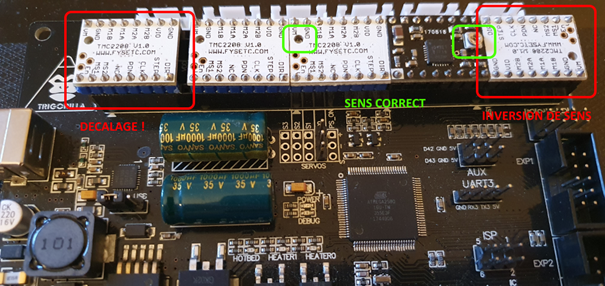
Quelques exemples d’intégrations : Je vais prendre la carte que je connais le mieux, l’Anycubic Trigorilla 8 bits de plus elle est basé sur RAMPS 1.4, donc c’est applicable au base Atmega2560 facilement. Sur les cartes RAMPS se trouve 3 cavaliers pour régler les pilotes via les pins 2, 3 et 4. Sur la carte Trigorilla, pas de cavalier, les pins 2, 3 et 4 sont forcés a +5V. Ce qui va suivre est donc spécifique à cette carte, si votre carte a des cavaliers, pas besoin de couper les pattes des pilotes, réglez les en fonctions. En l’occurrence pour le A4988, les pins MS1, MS2 et MS3 à +5V, le configurant en mode 16 microspas. Pour les TMC, ce n’est pas si simple, ça va dépendre énormément du fabricant du module et de son brochage. De plus ils ont tendance à modifier le brochage lors de révisions matérielles, ce qui ne nous facilite pas la tâche. Il y a des pilotes où les pins 2, 3 et 4 sont reliées directement au chip, d’autres qui ont des mini plots de brasure pour configurer, avec ou sans contact sur les pins du modules… Donc cherchez le brochage chez le fabricant et en cas de doute tester avec un multimètre calibre test de conduction pour comprendre où va quoi. Pour le TMC2100, en 16 micros pas, il existe 2 configurations : CFG1 = open et CFG2 = 0V : mode SpreadCycle CFG1 = open et CFG2 = open : mode StealthChop La pin CFG3 est souvent Non connectée, des fois elle indique la source externe de courant en open Pour la Trigorilla, ces pins sont a +5V, donc faut donc couper les 3 a ras sur le pilote. Le pilote est donc en mode StealthChop. Pour le configurer en mode SpreadCycle, il suffit de braser un petit fil entre la masse (15) et la broche CFG2 (3) Pour le TMC2208, toujours en 16 microspas, une seule configuration : MS1 = +5V et MS2 = +5V Pour la Trigorilla on laisse en place les pins 2 et 3. La pin 4 est souvent NC, si c’est pas le cas, voir à quoi elle sert, et la couper si nécessaire. Pour le TMC2209, toujours en 16 microspas, c’est plus alambiqué ! MS1 = +5V et MS2 = +5V Pour la Trigorilla on laisse en place les pins 2 et 3. La pin 4 c’est au cas par cas, en fonction de fabricant et de la révision de son pilote. Chez FYSETC d’après leur wiki, la pin 4 est NC sur la révision 1.0, elle peut rester en place. Elle correspond à TX sur les révisions 2.1 et 3.1, elle peut rester en place. Elle correspond à SPREAD sur la révision 3.0, donc la laisser en place pour le mode SpreadCycle ou la couper et la relier à la masse pour le mode StealthChop. Chez BIGTREETECH, pour les révisions 1.1 et 1.2, la pin 4 par défaut est sur PDN_UART, donc pour la Trigorilla elle est au +5V, elle peut rester en place. Pour SPREAD ça se passe sous la carte, 3 petits ilots… par défauts c’est en mode StealthChop, si vous voulez le mode SpreadCycle un coup de fer à braser sous une loupe pour virer la petite résistance et faire un pont de soudure. Il se peut qu’il y ait des pins qui dépassent sur le dessus (utilisées en mode UART), si vous n’utilisez pas ce mode, couper les pins a ras. Idem sur le petit côté en dessous, si votre carte ne possède pas de connecteur femelle pour les accueillir, coupez-les. Quelques cartes 32bits les utilisent, donc adaptez en fonction. N’oubliez pas que ça chauffe, si les pilotes chauffent trop, vous allez perdre des pas, donc un réglage Vref correct, n’oubliez pas de coller un dissipateur thermique dessus et d’assurer une bonne ventilation forcé dessus. Photo d’une Trigorilla peuplé : ATTENTION AUX ERREURS faciles : Le premier pilote est décalé d’un pas vers la gauche ! Il ne survivra pas ! Les 4 pilotes sont dans le bon sens, le dernier non ! Il partira instantanément en fumé ! Le potentiomètre est à droite sur un A4988 et à gauche sur un TMC2xxx. lors d’un upgrade de A4988 vers des TMC, Ne vous fiez pas à l’emplacement du potentiomètre, c’est le meilleur moyen pour mettre le pilote a l’envers et de plus la carte risque aussi de griller.
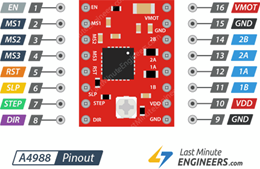
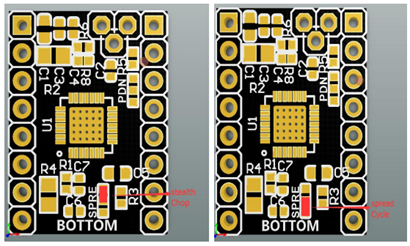
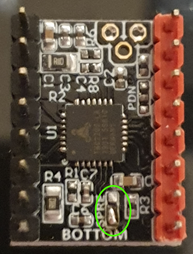


 1 point
1 point