Classement


Contenu populaire
Contenu avec la plus haute réputation dans 15/09/2021 Dans tous les contenus
-
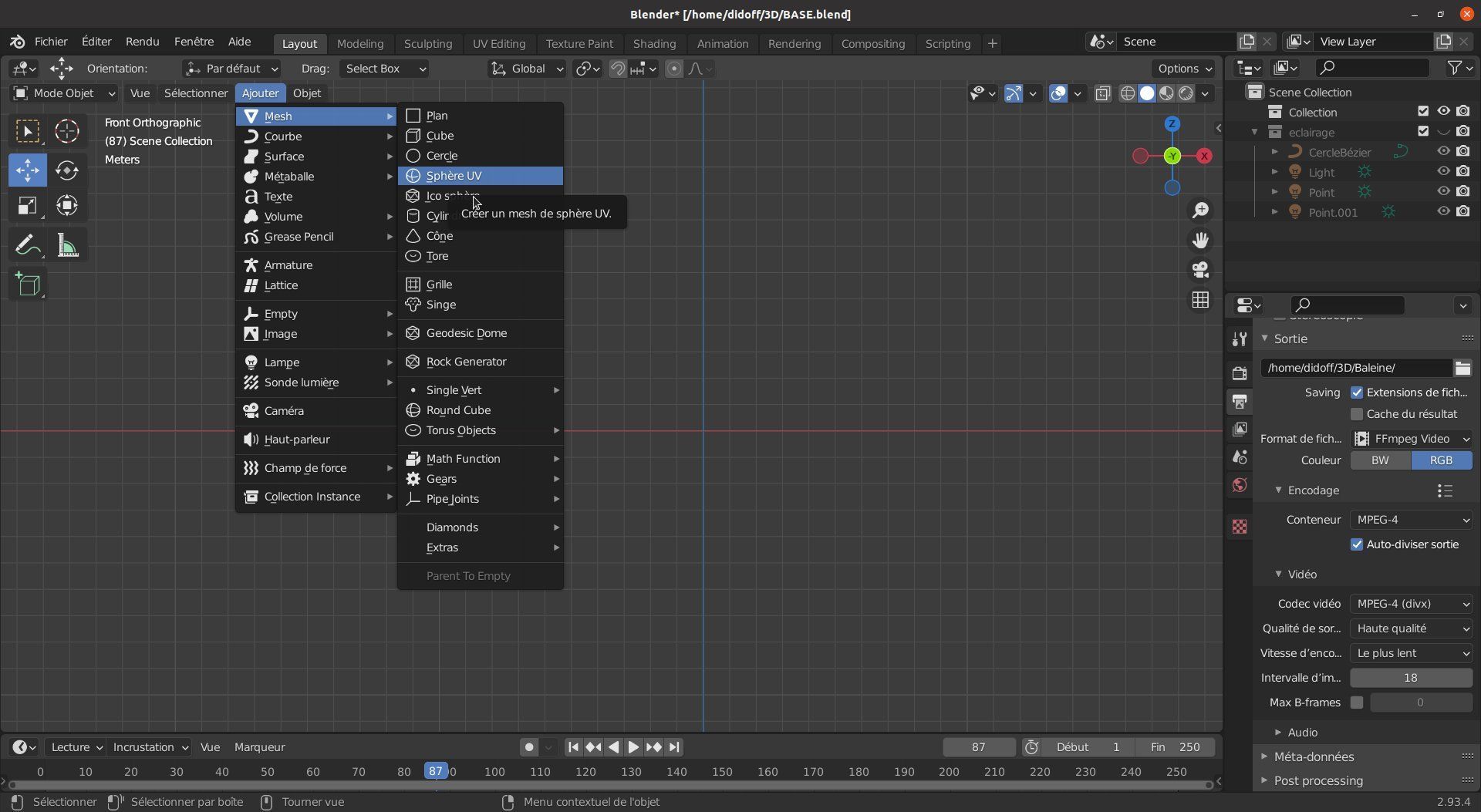
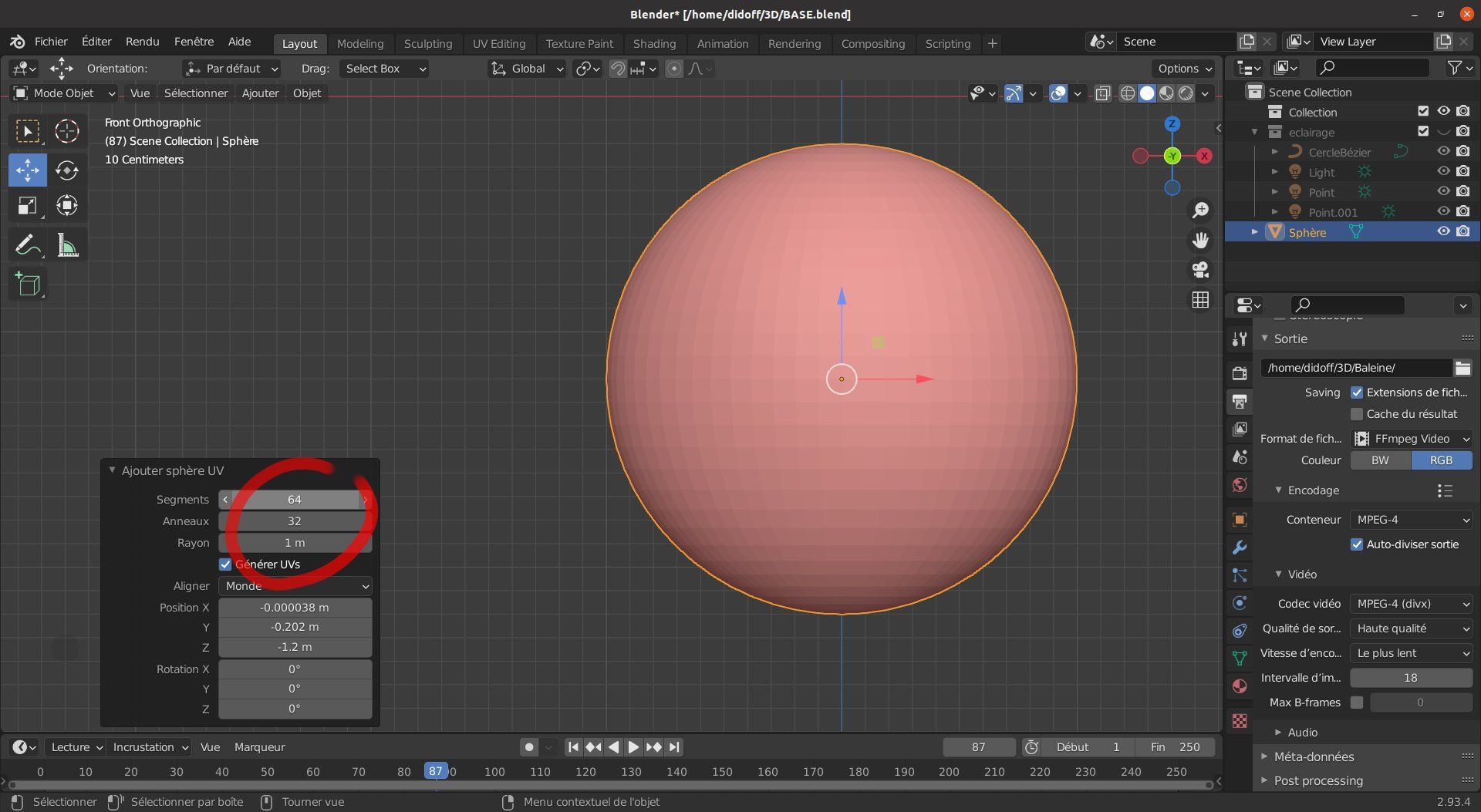
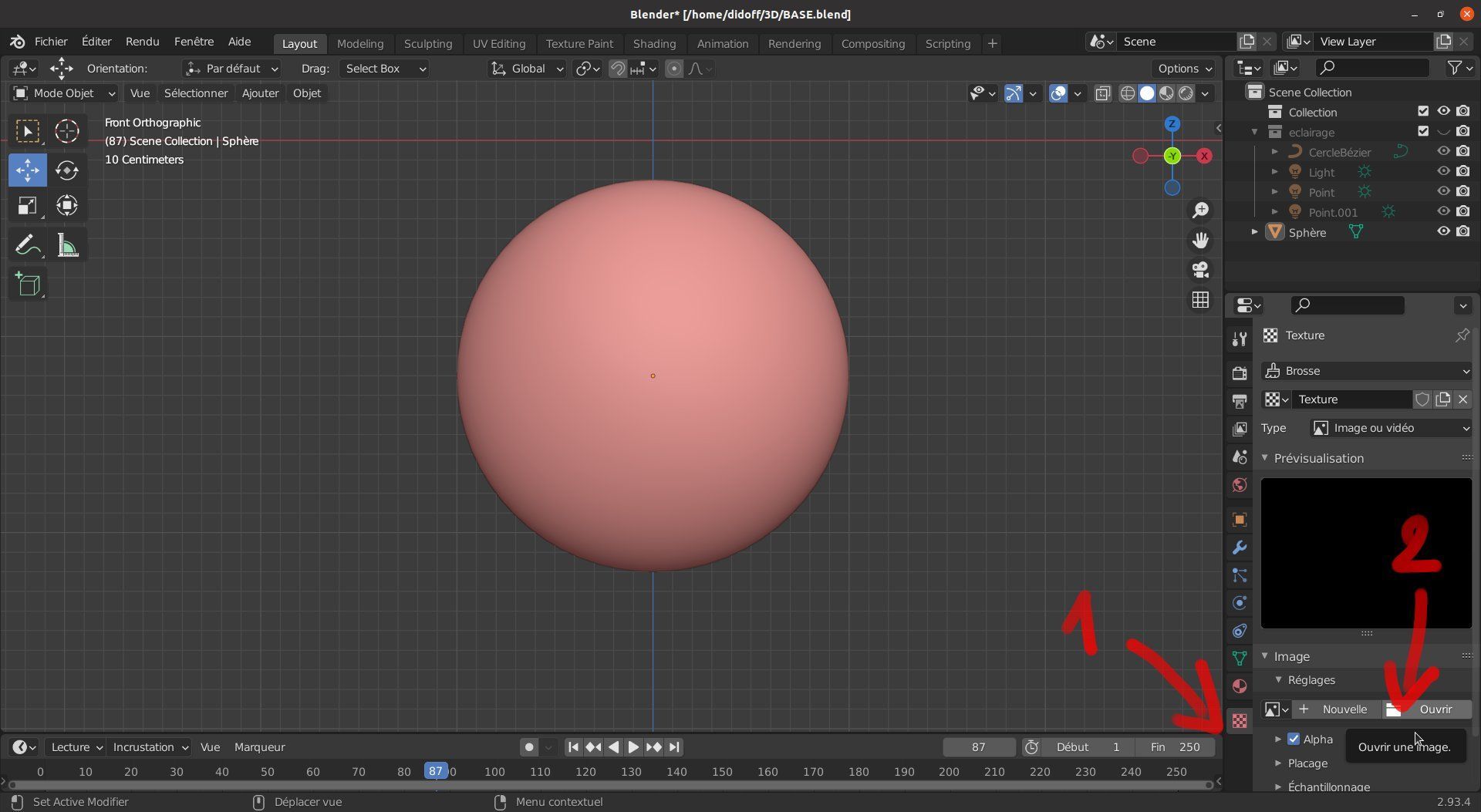
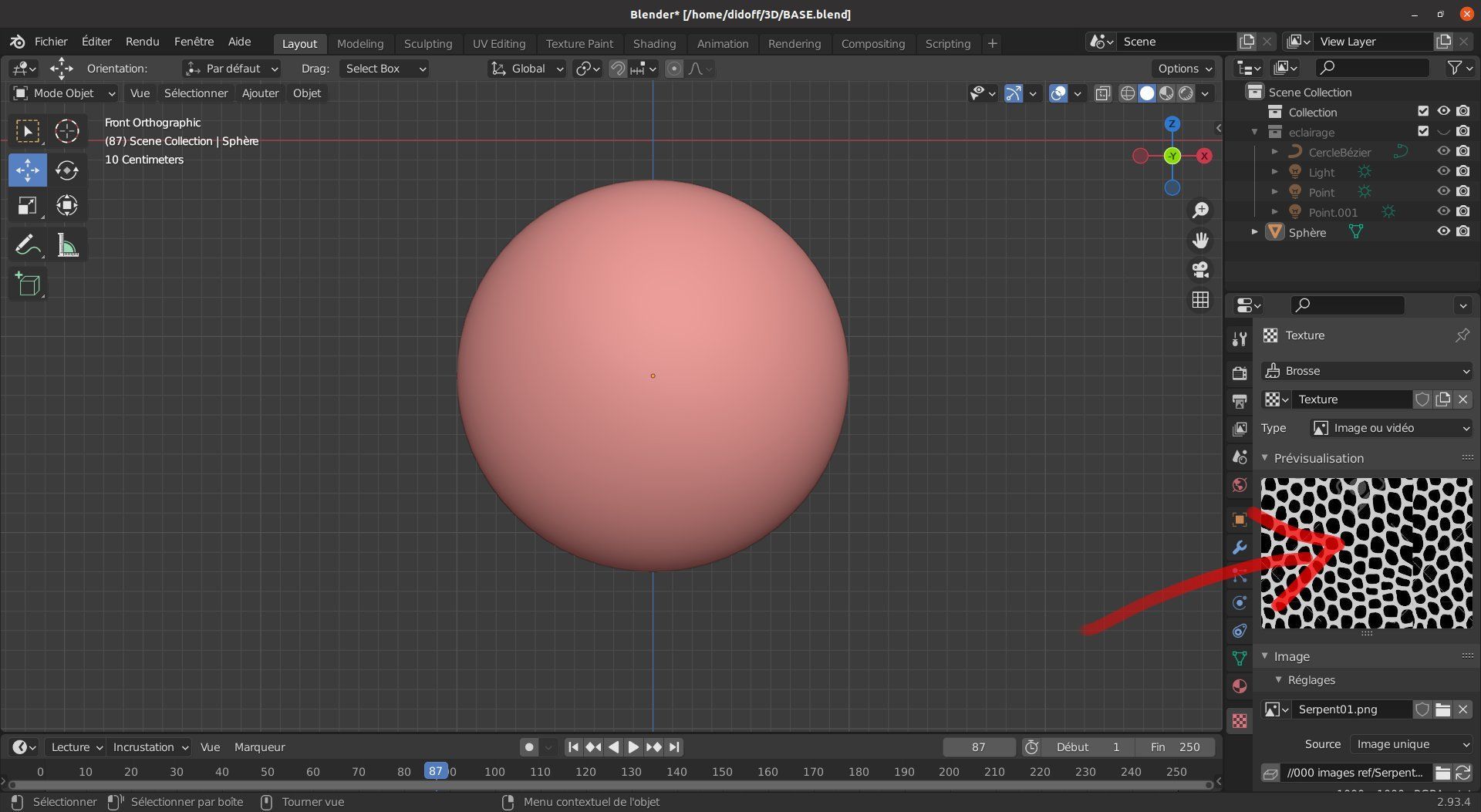
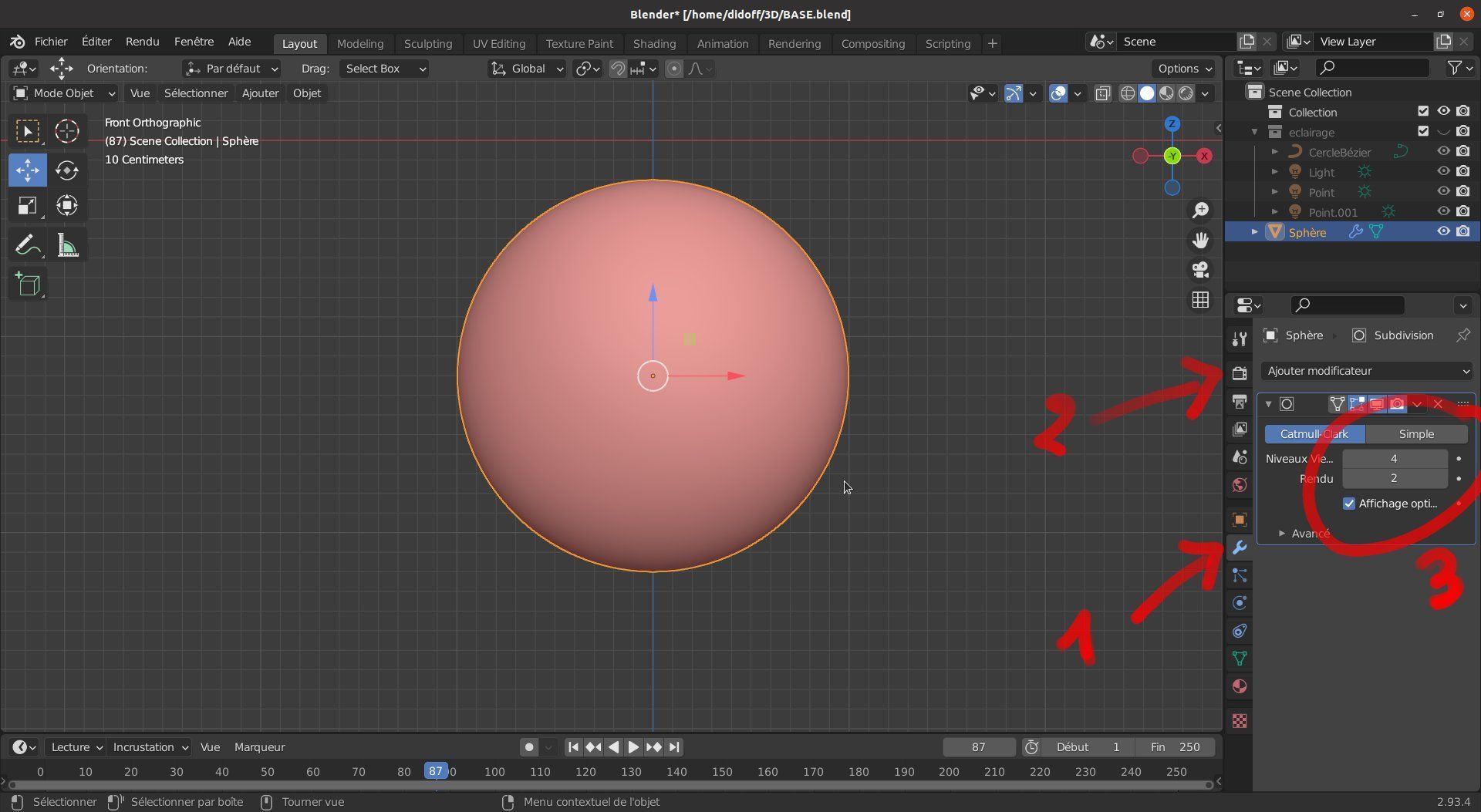
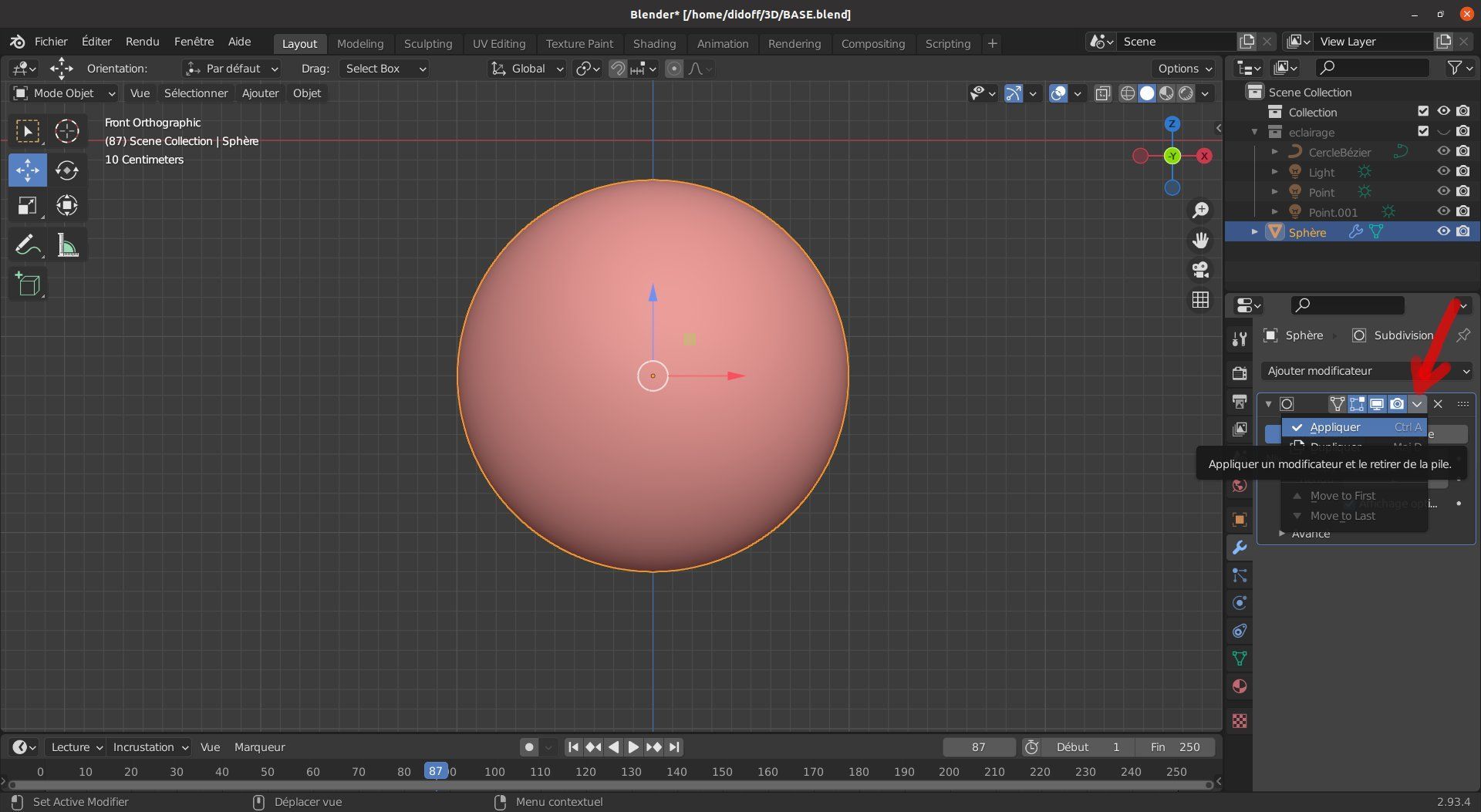
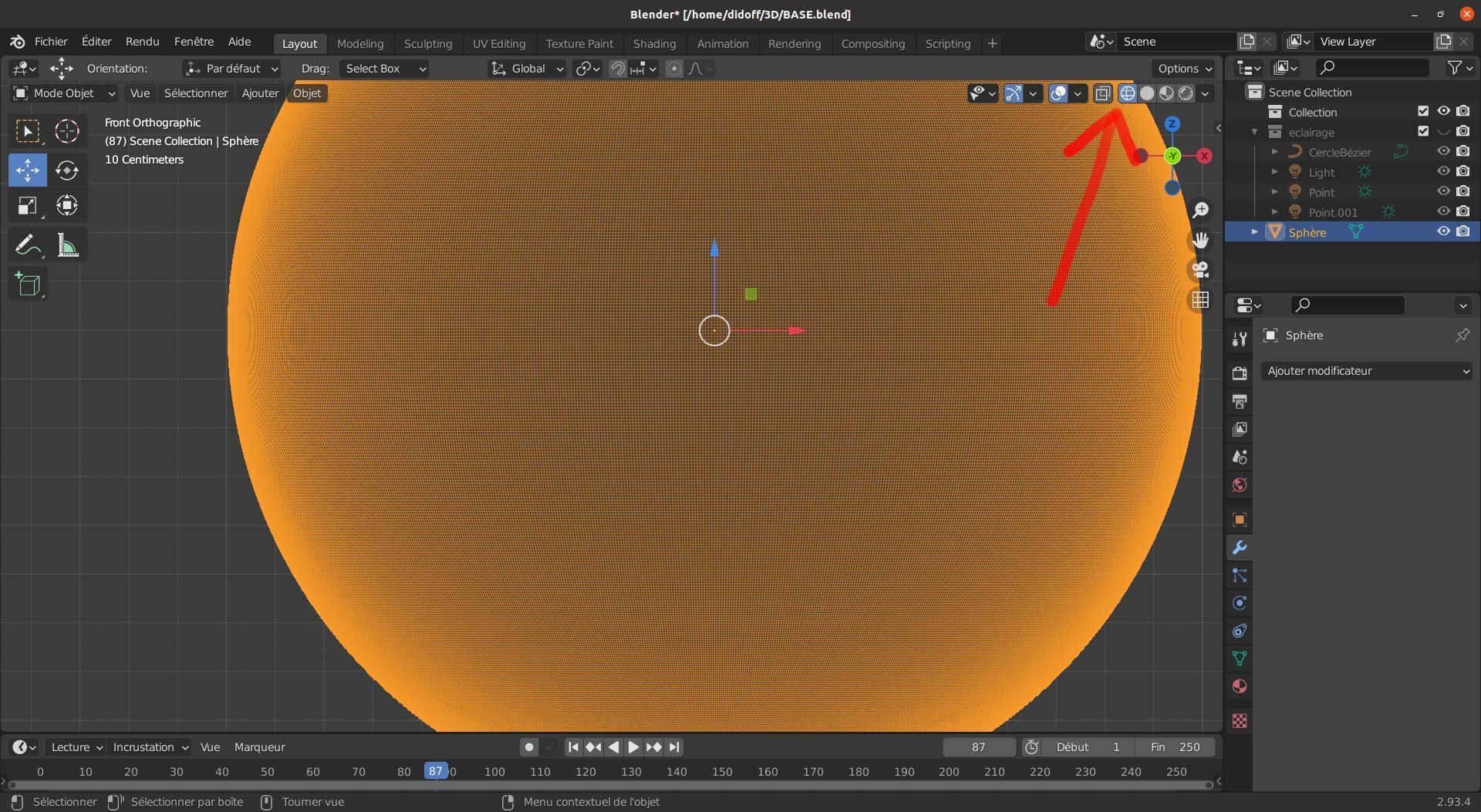
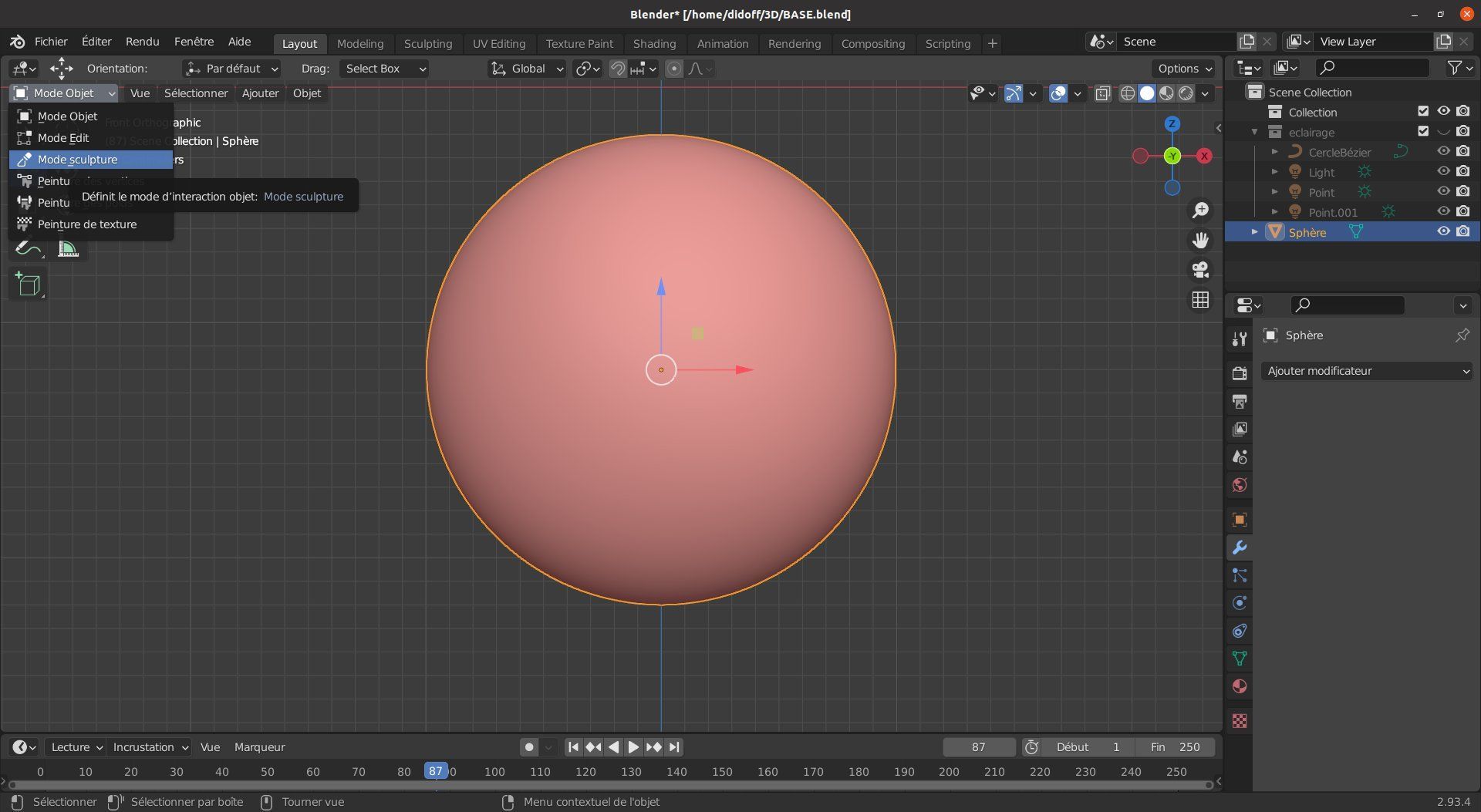
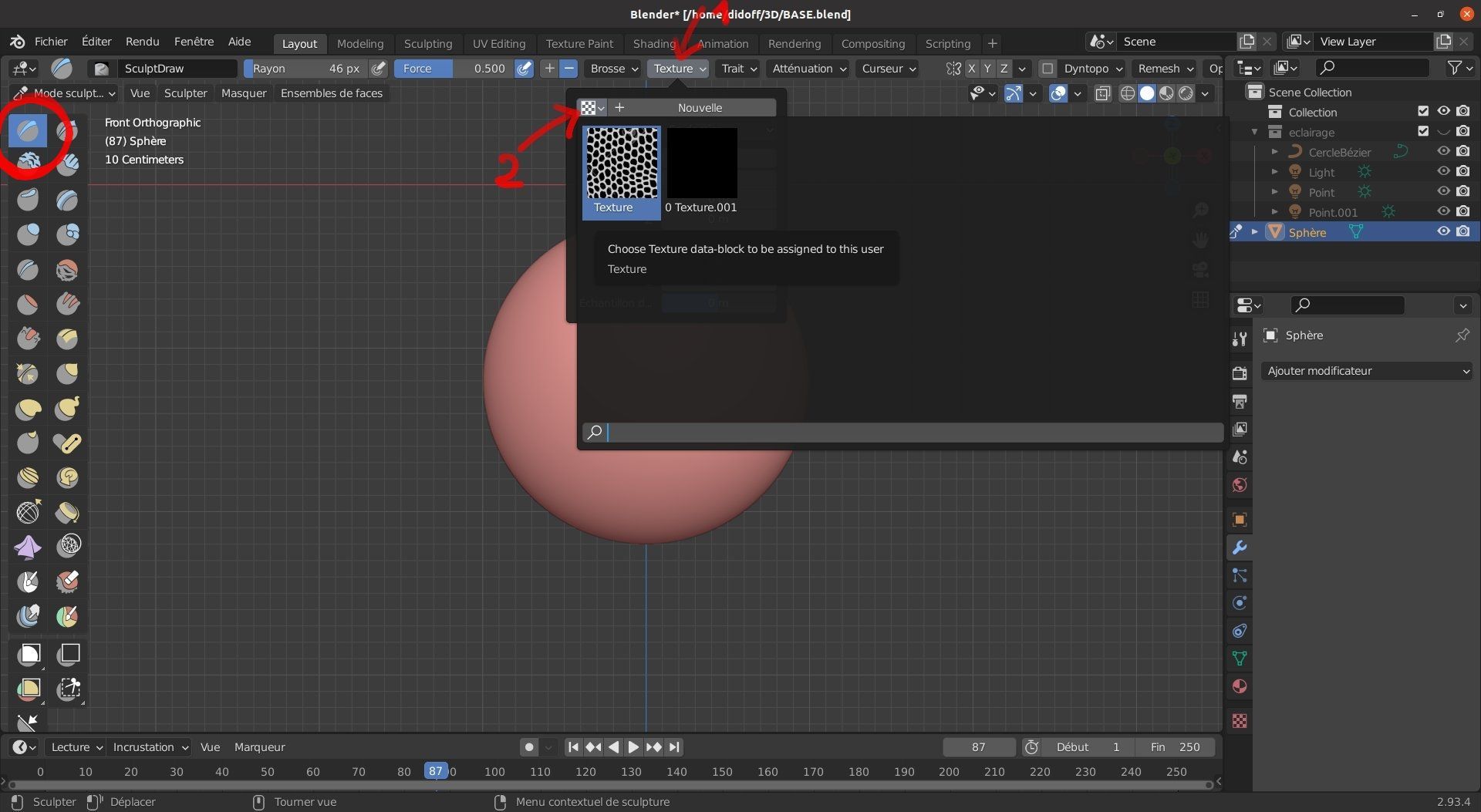
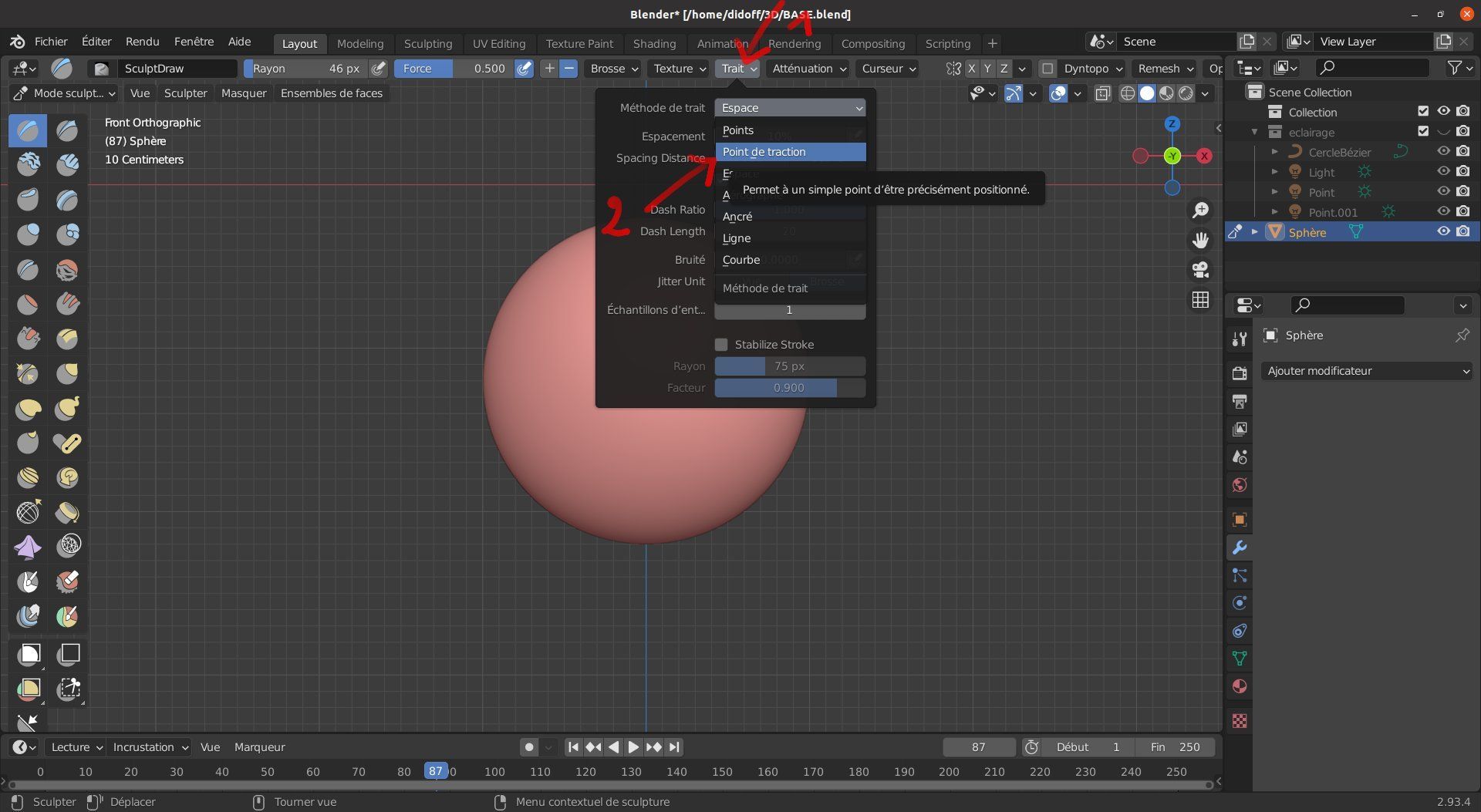
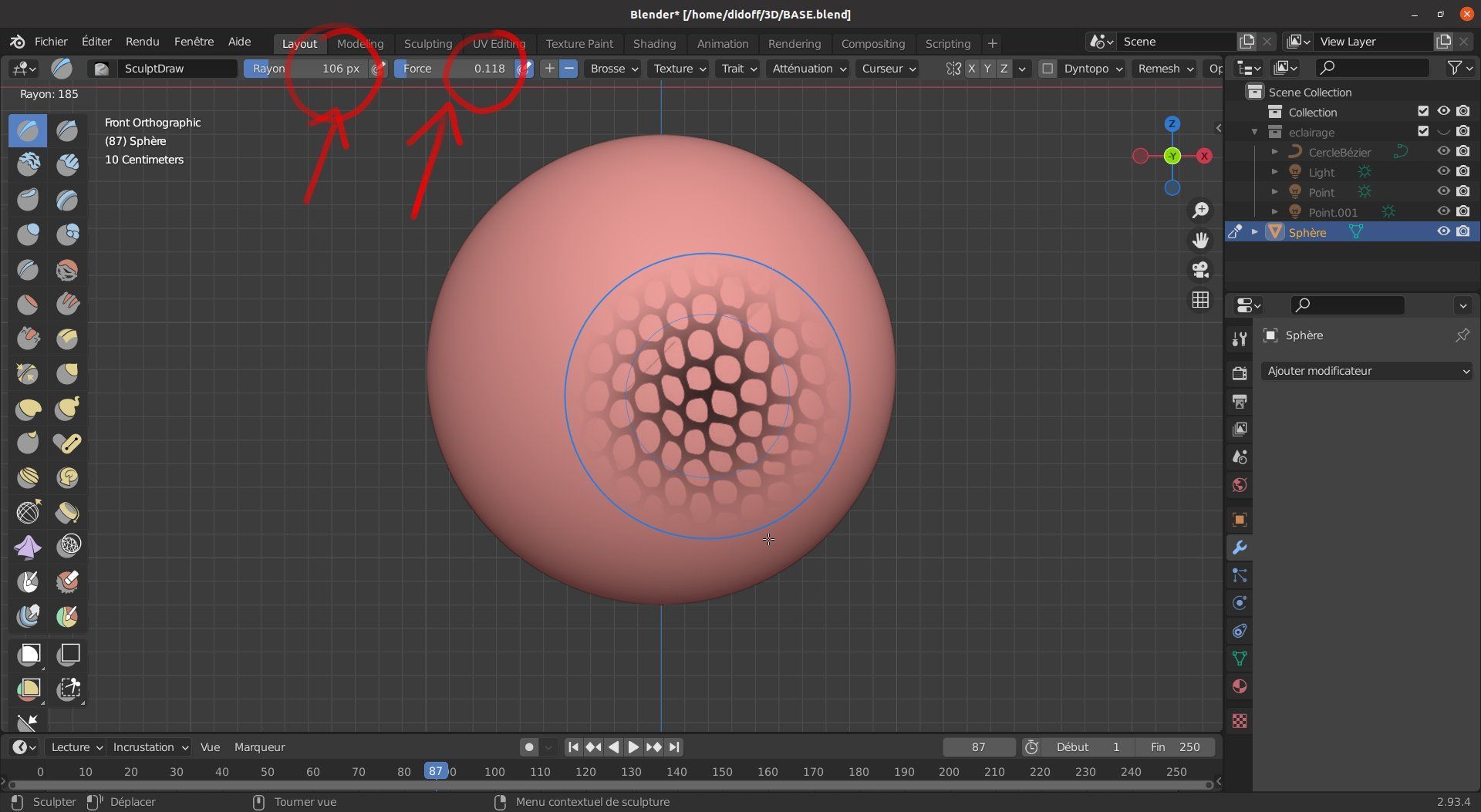
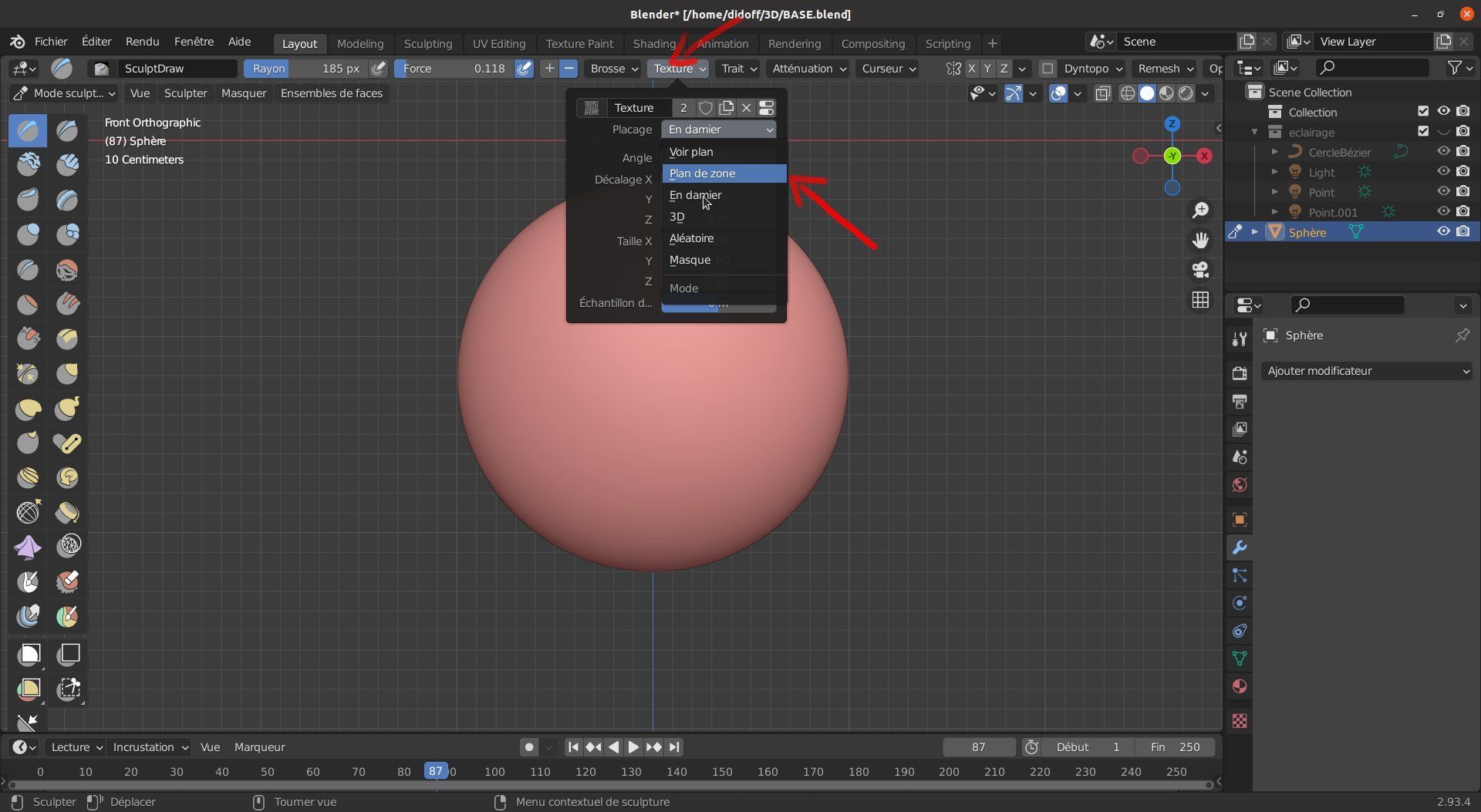
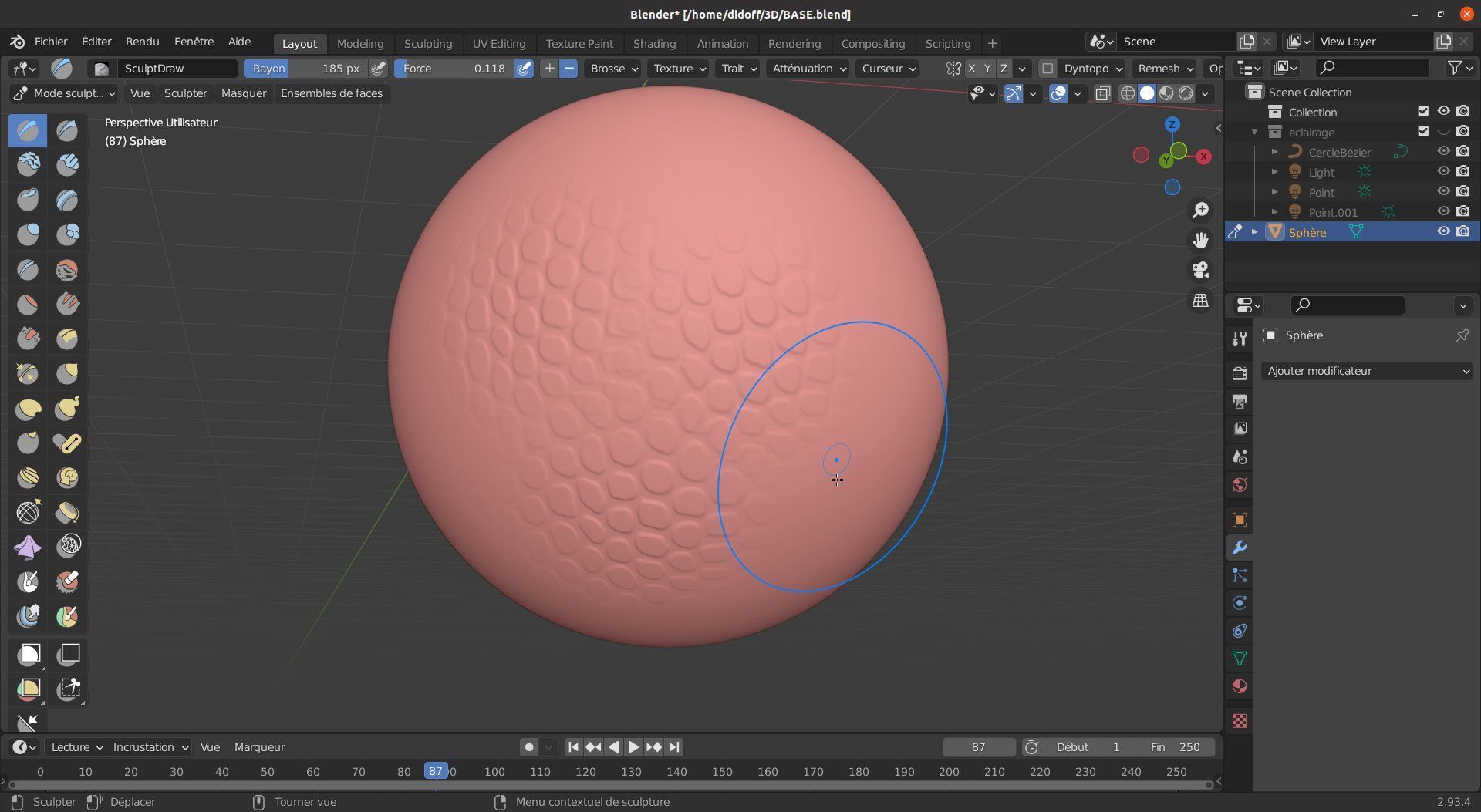
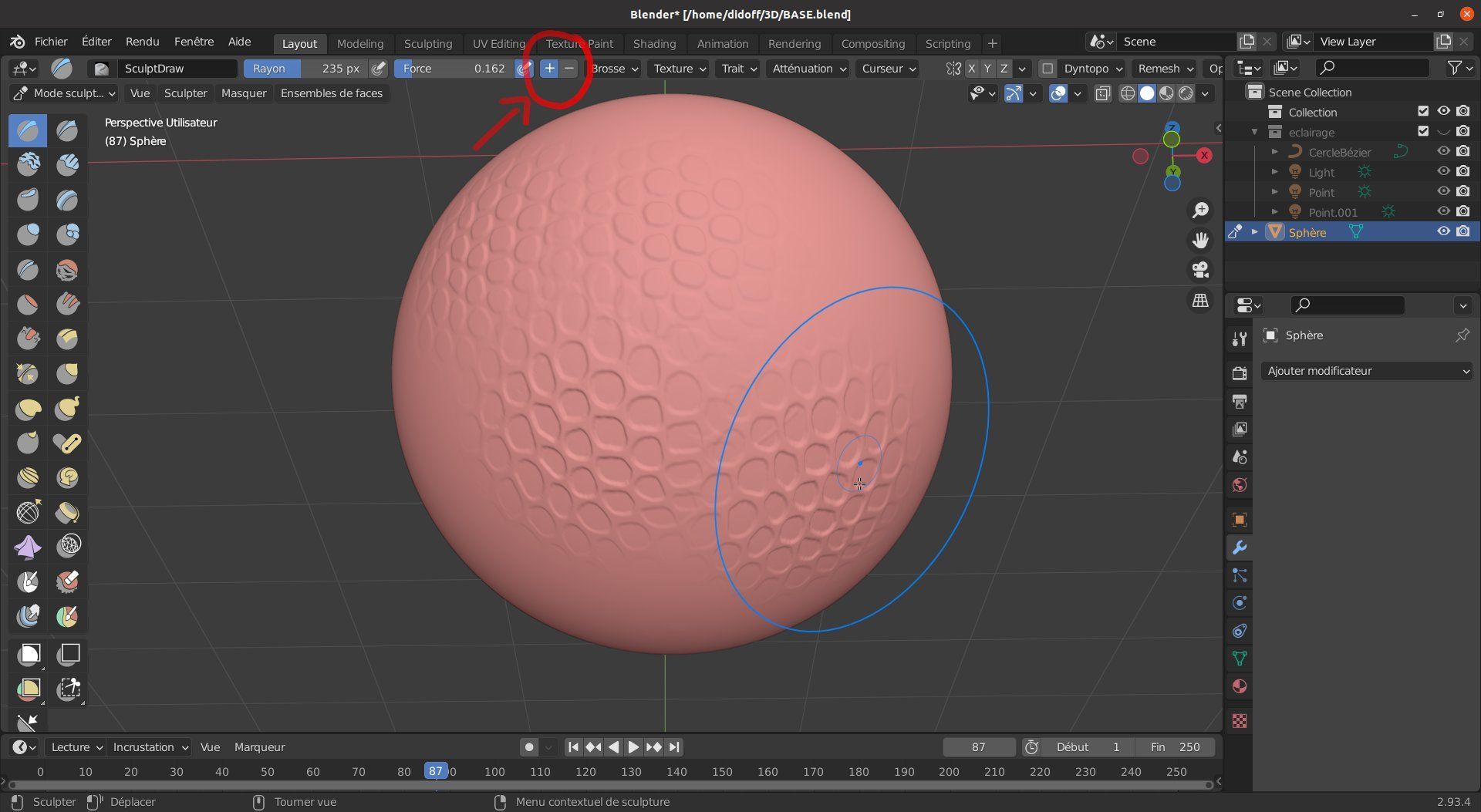
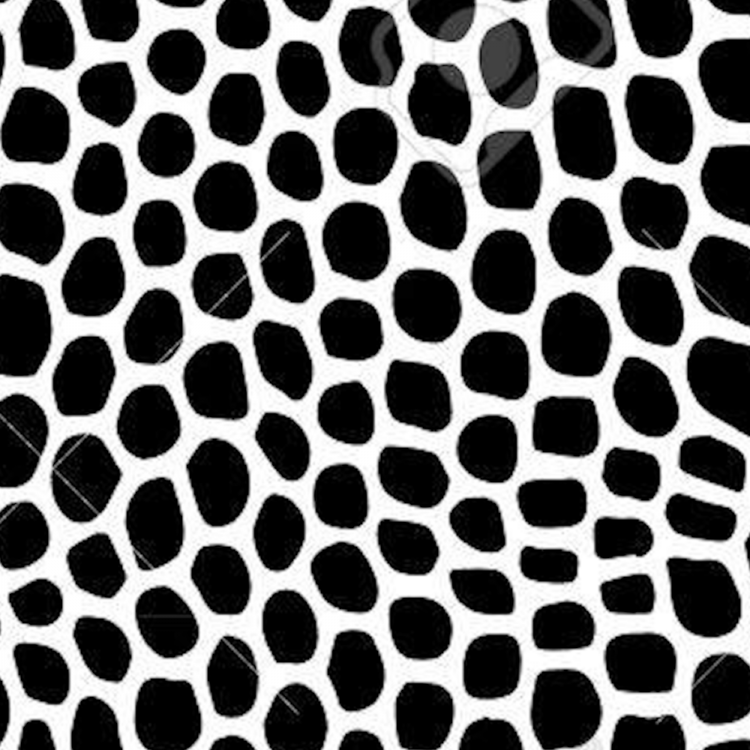
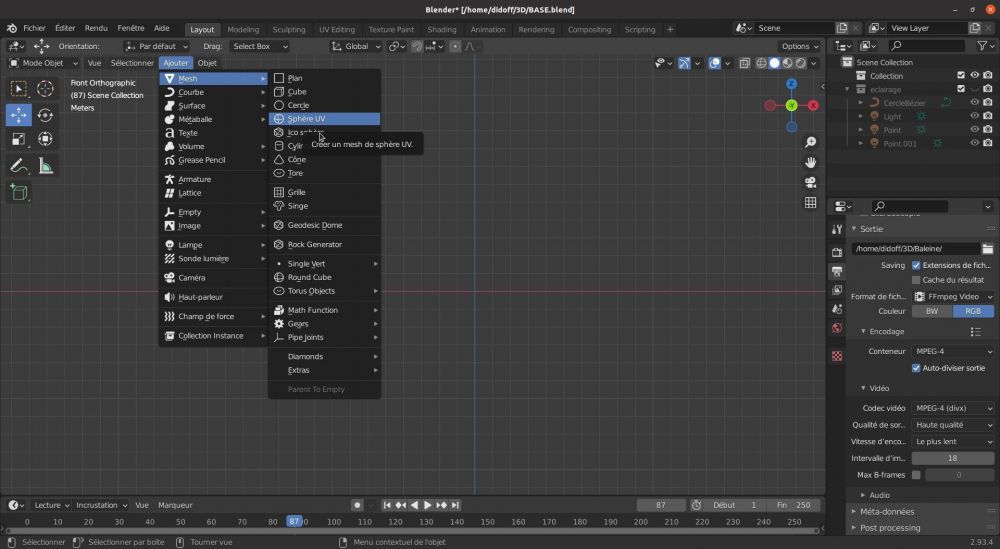
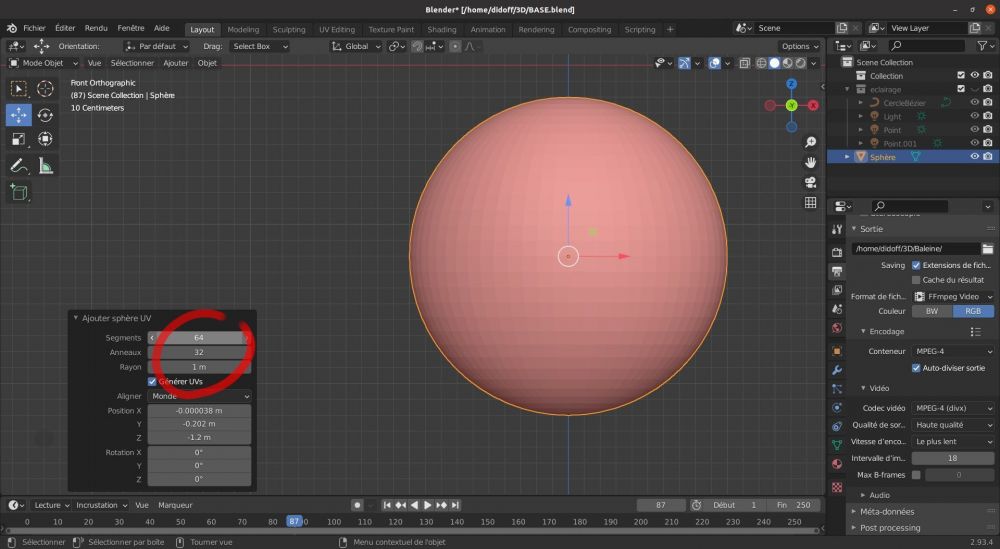
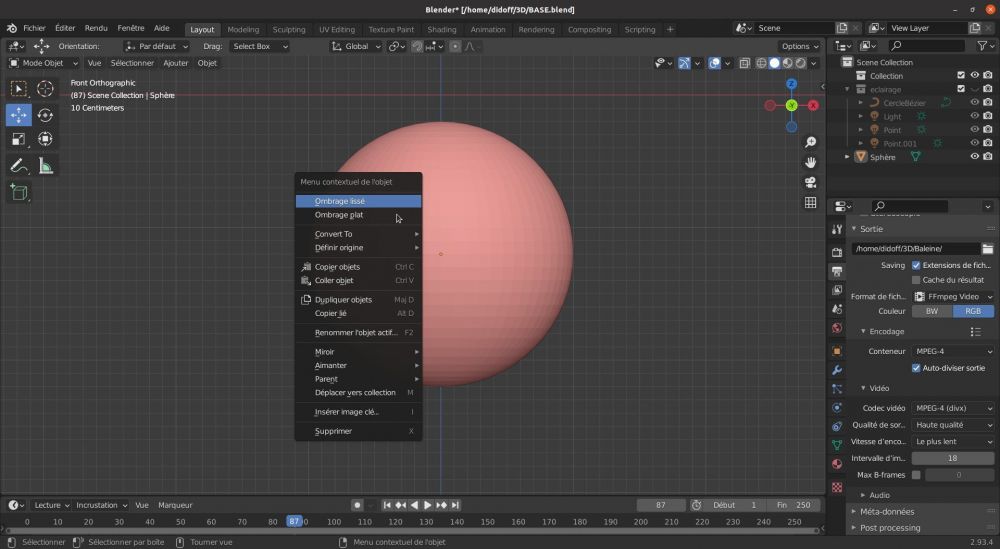
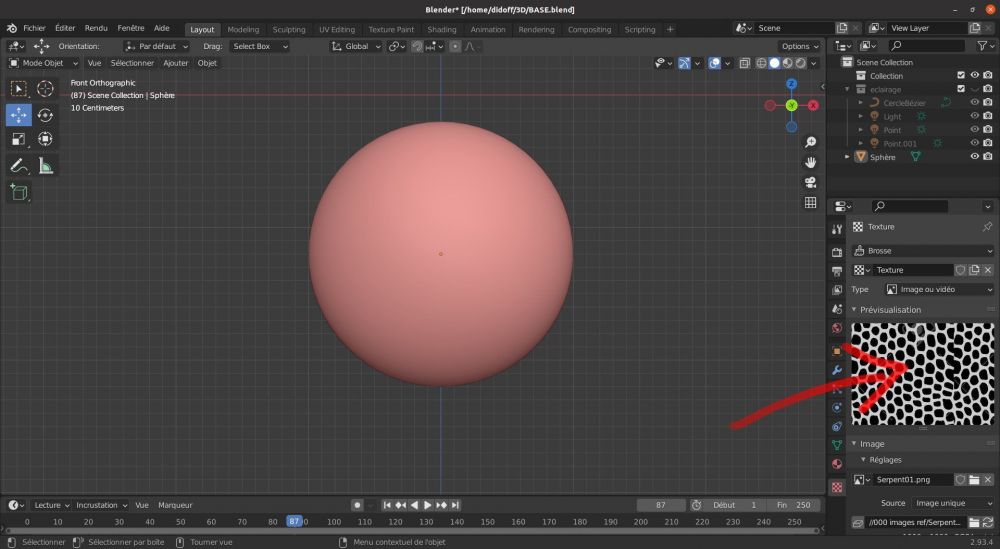
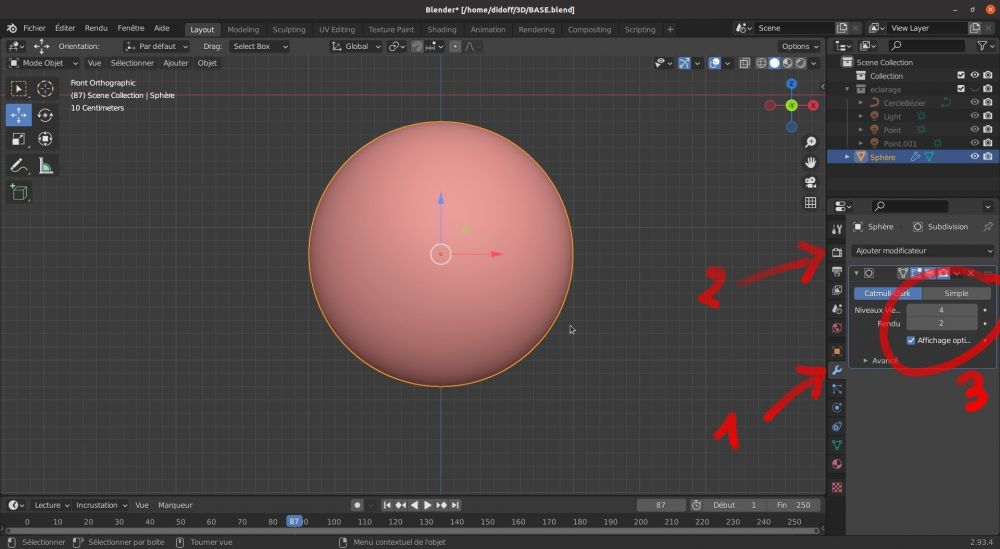
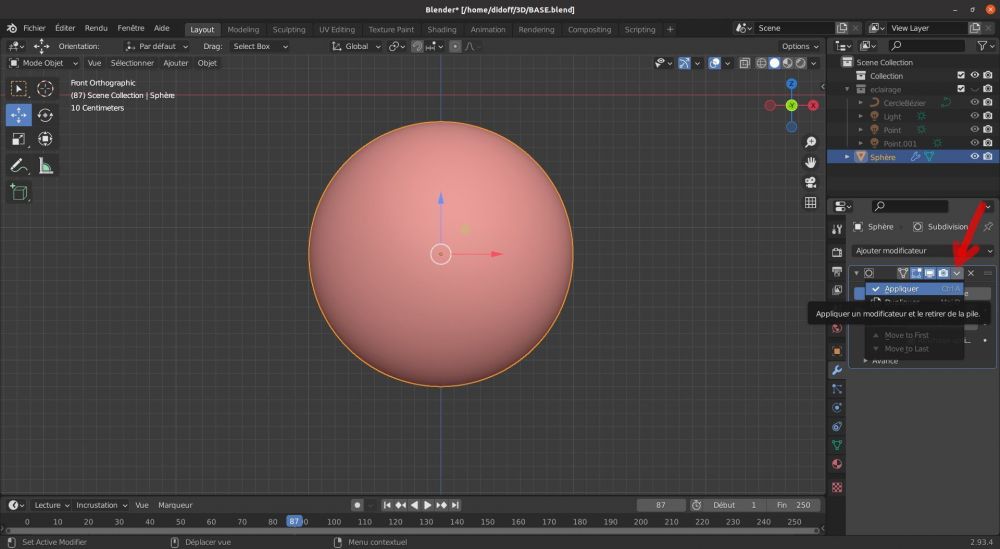
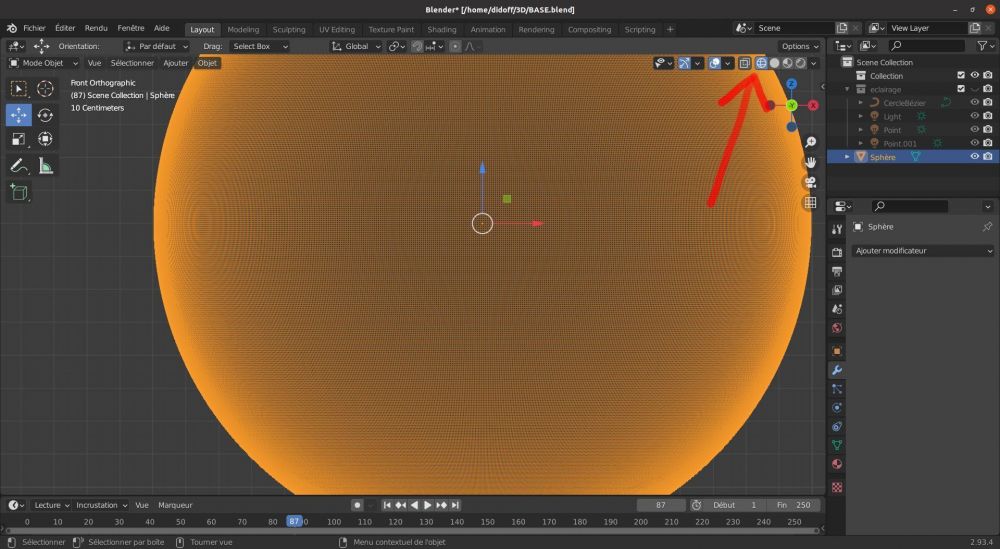
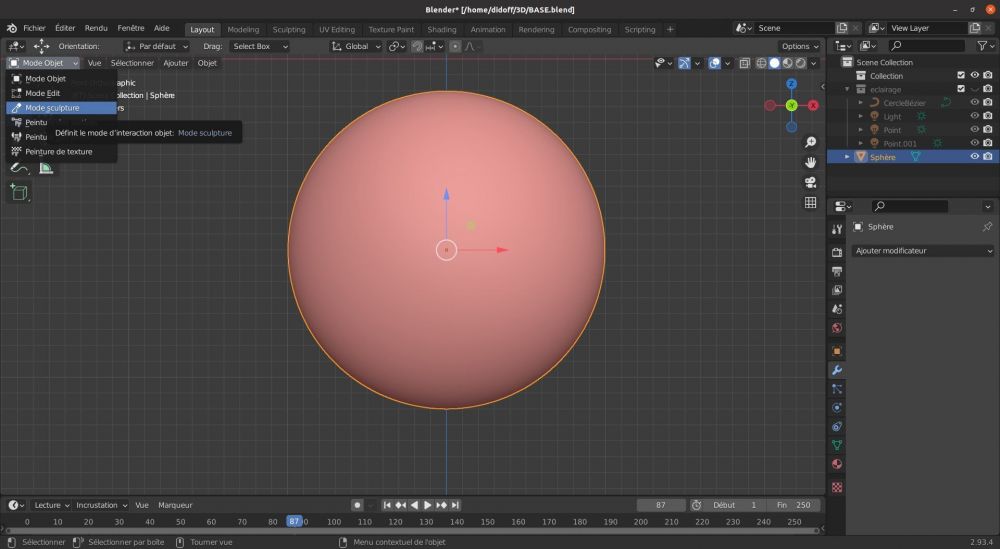
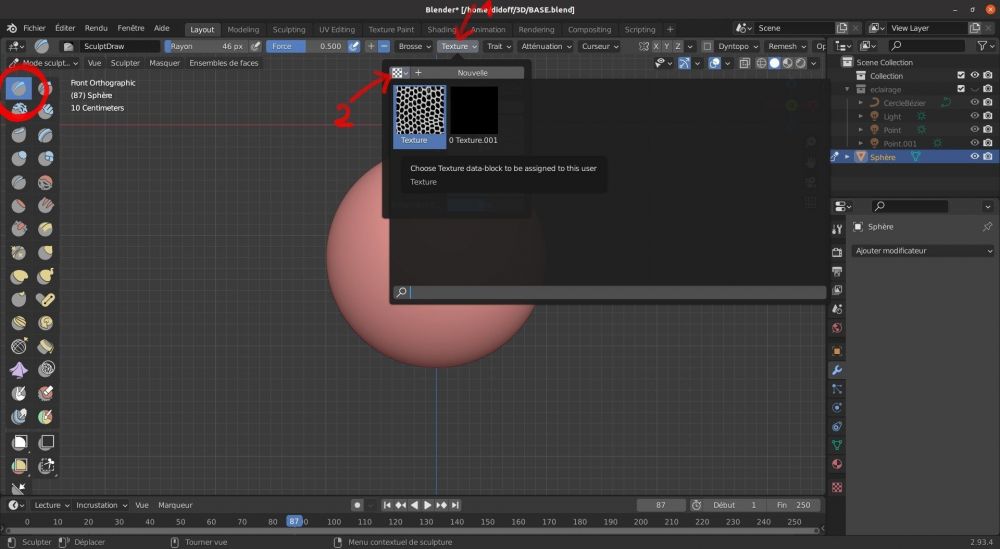
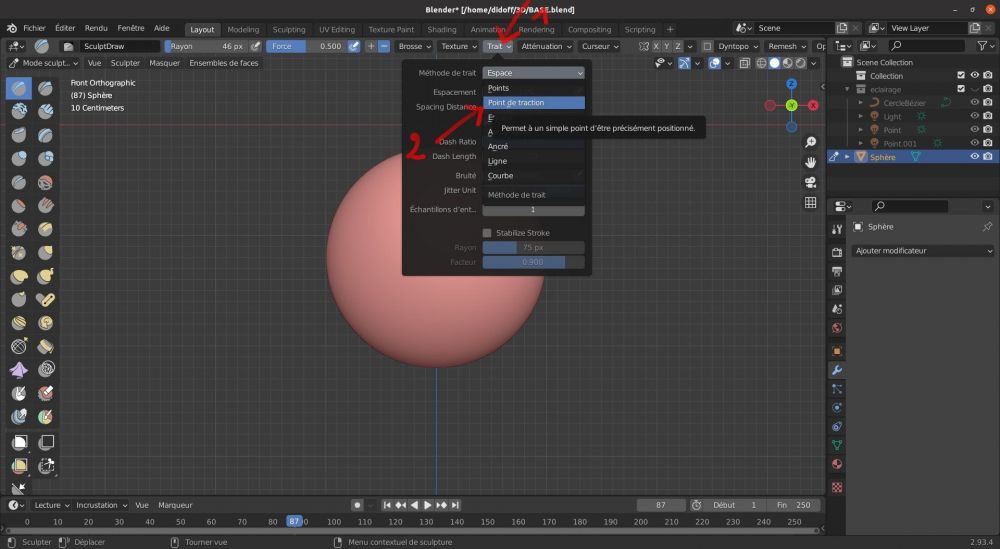
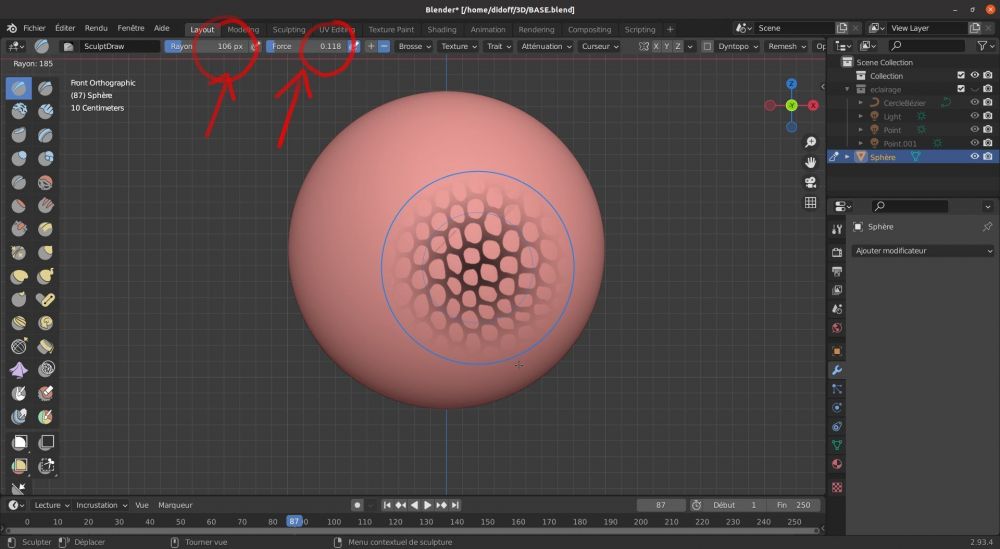
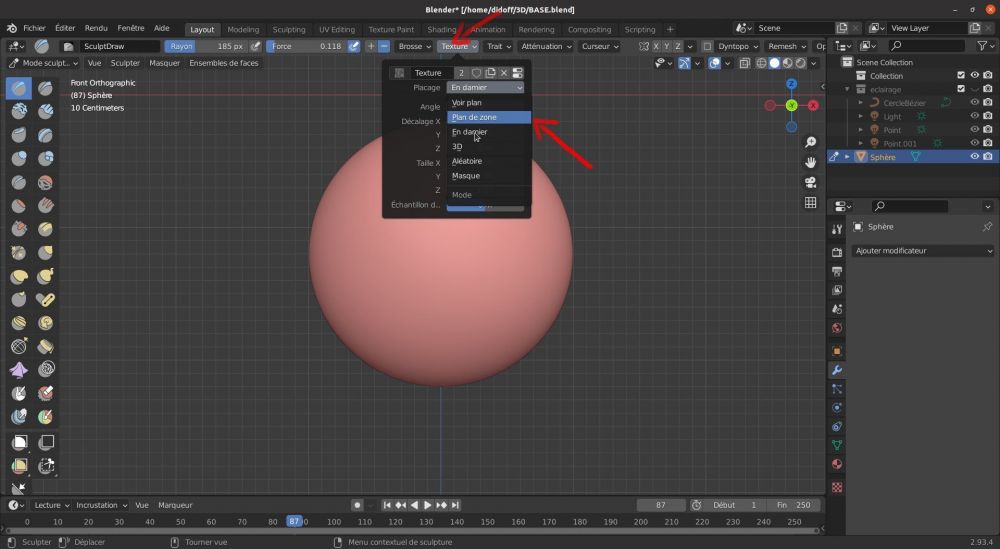
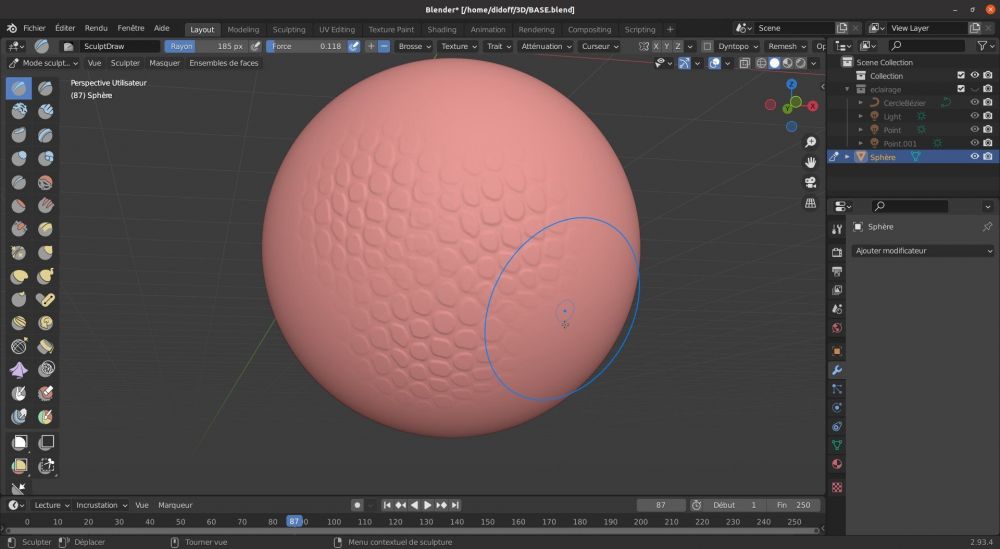
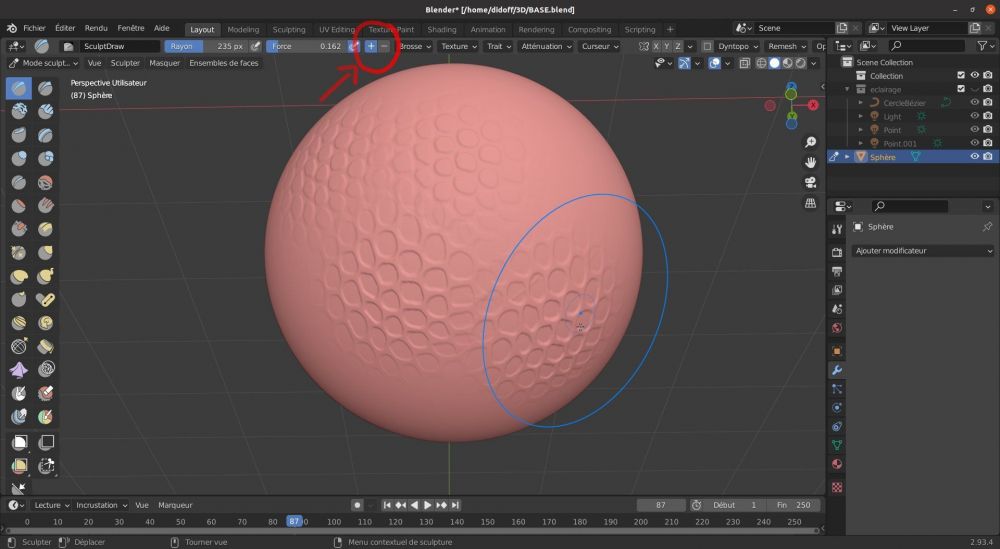
Bonjour, Je vous propose ici quelques petits tutos sur l'utilisation de Blender, principalement en mode SCULPT, mais pas que... Pour commence je vais vous montrer comment sculpter en mode texture. Tout d'abord il vous faut une image de ce type (en noir et blanc)... Après avoir ouvert Blender (ma version est en français comme vous pouvez le constater) nous allons créer une sphère UV pour la démonstration, mais cette technique s'applique bien entendu sur d'autres surfaces. On augmente le nombre de segments et anneaux... Clic droit pour passer en ombrage lissé. On clique maintenant sur texture et on ouvre le fichier ou est enregistrée l'image que je vous ai montré au début... Si tout se passe bien elle apparaît alors là On sélectionne la sphère, on clique sur la clé pour ajouter le modificateur subdivision de surface et on règle le niveau de subdivision sur 4. On applique le modificateur Si l'on passe en mode fil de fer on voit que la subdivision est importante, c'est nécessaire pour un bon rendu... On passe ensuite en mode Sculpture... On vérifie que l'on est bien sur l'outil dessin et on clique sur texture puis sur le petit damier pour sélectionner notre image... On sélectionne le placage "plan de zone" ou "voir plan"... On clique ensuite sur Trait et on sélectionne point de traction. Il faut ensuite régler la force du trait, choisissez une valeur pas trop élever pour avoir un bon rendu. Le rayon se règle à coté ou avec la touche F en déplaçant la souris pour agrandir ou diminuer, clic droit pour valider. Voilà vous pouvez maintenant dessiner de la texture en relief à partir d'une simple image. Le trait en mode "point de traction" permet de choisir ou l'on dessine en maintenant la touche gauche de la souris appuyée. Il est bien entendu possible d'inverser le trait (+/-) Voici un exemple de réalisation avec cette technique.. crakos.mp4

 2 points
2 points -
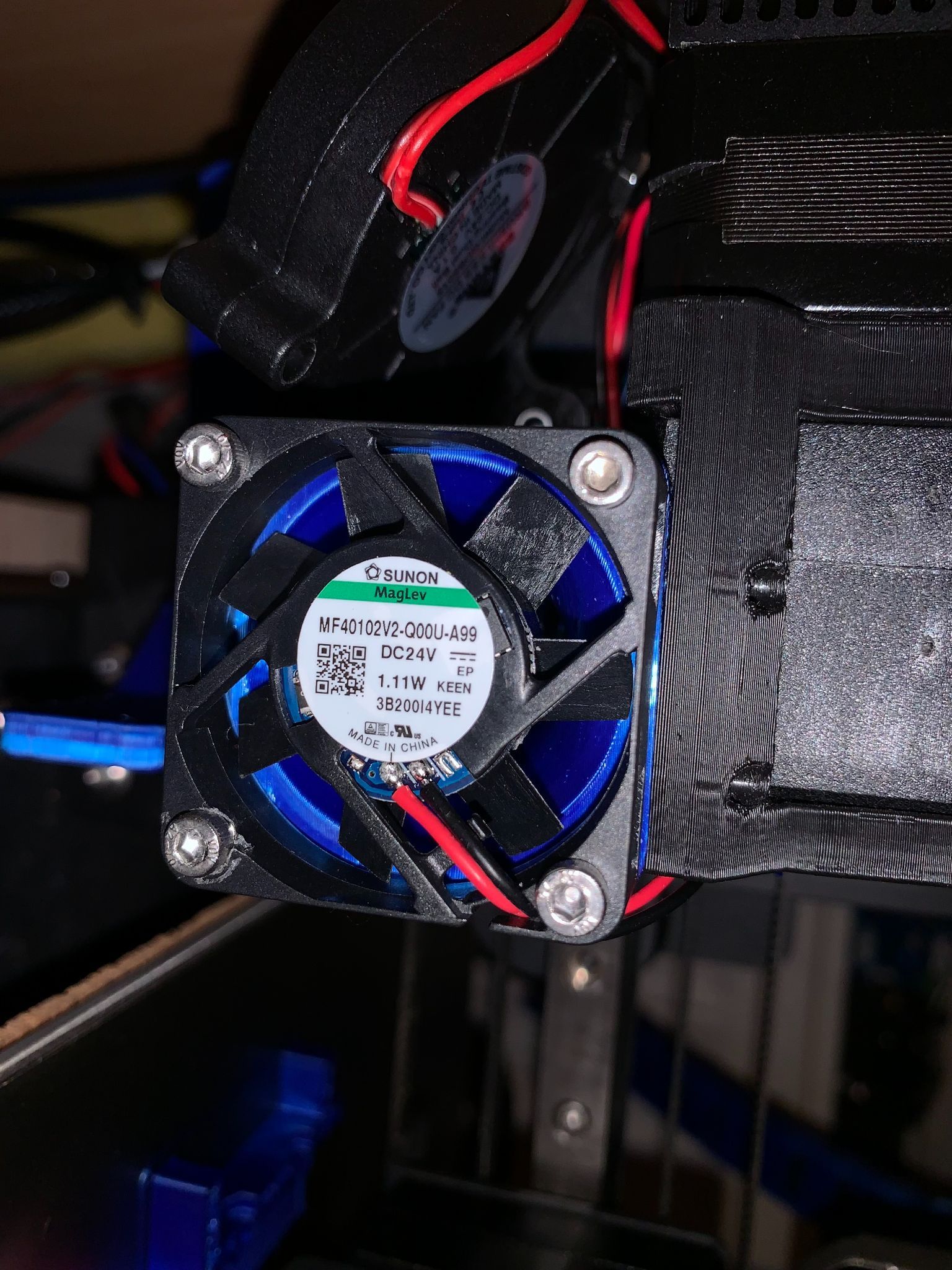
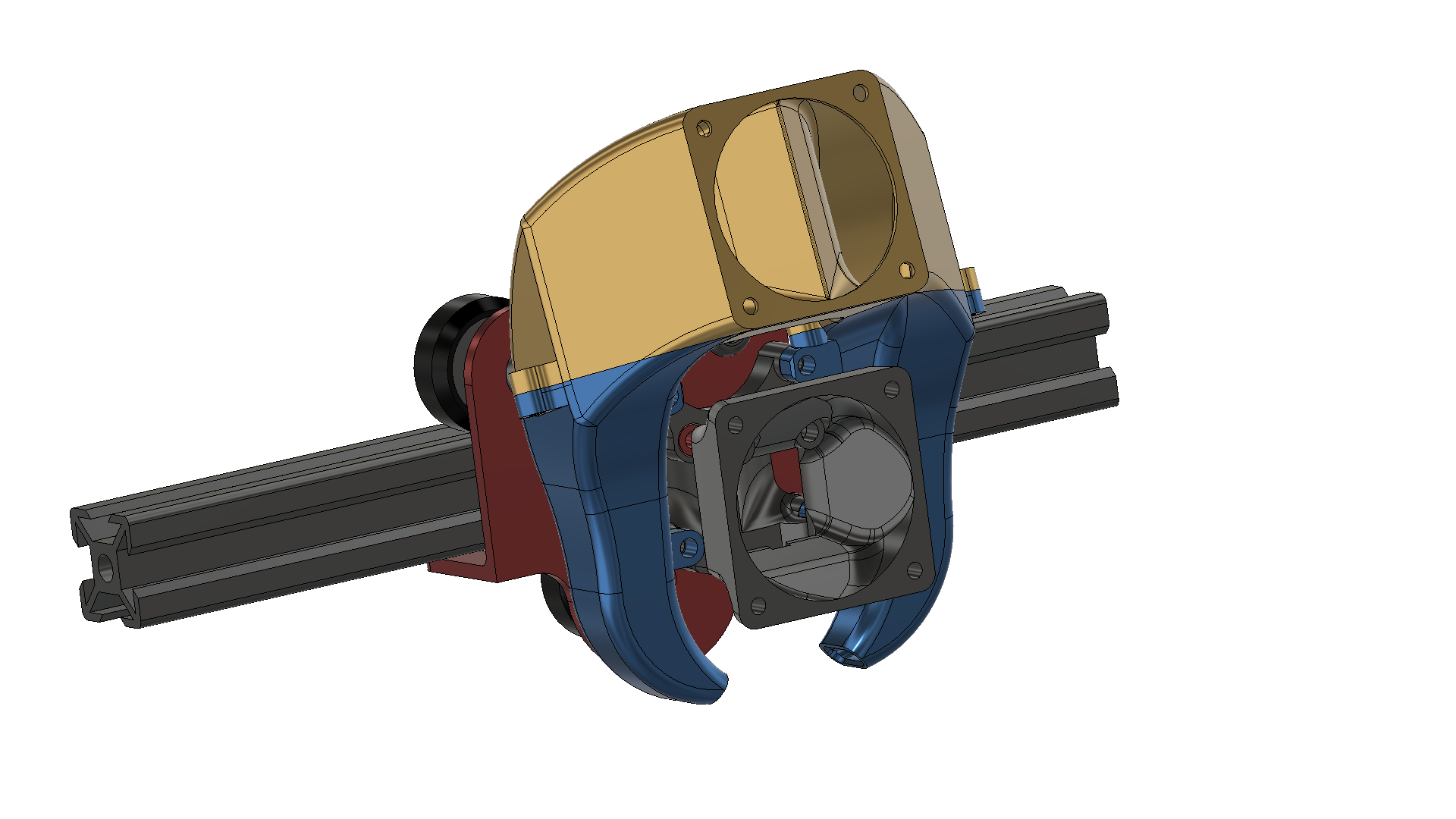
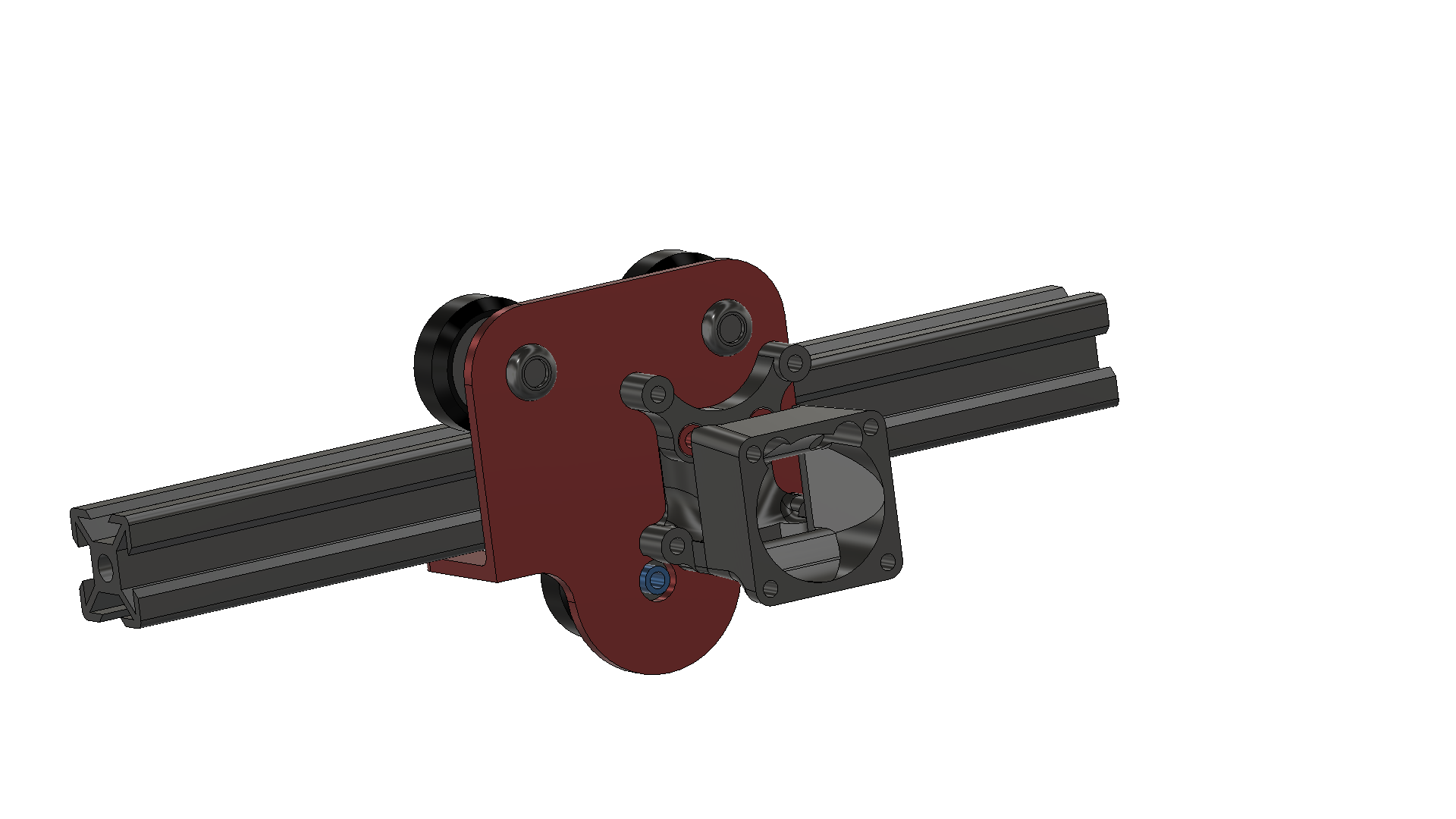
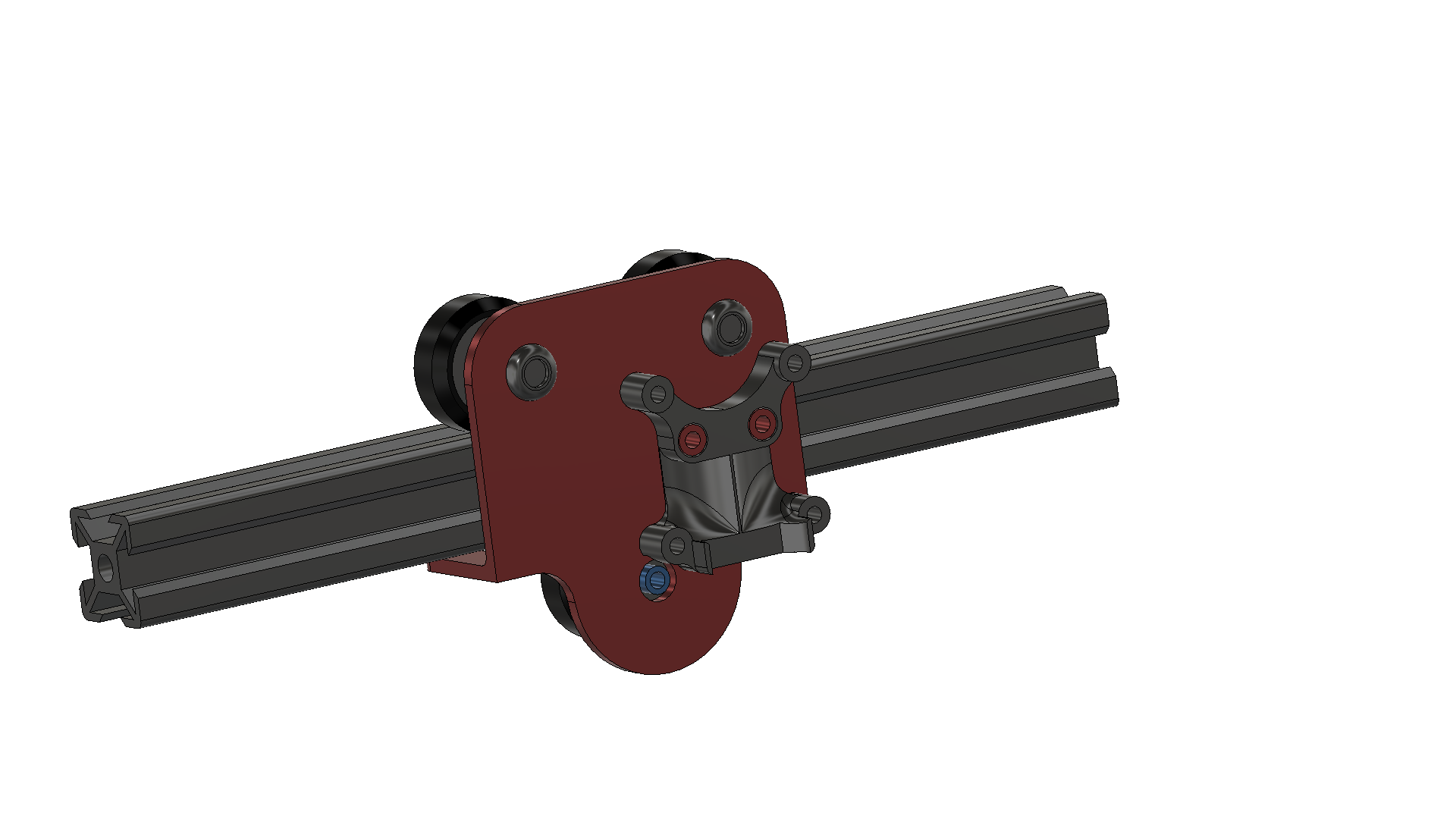
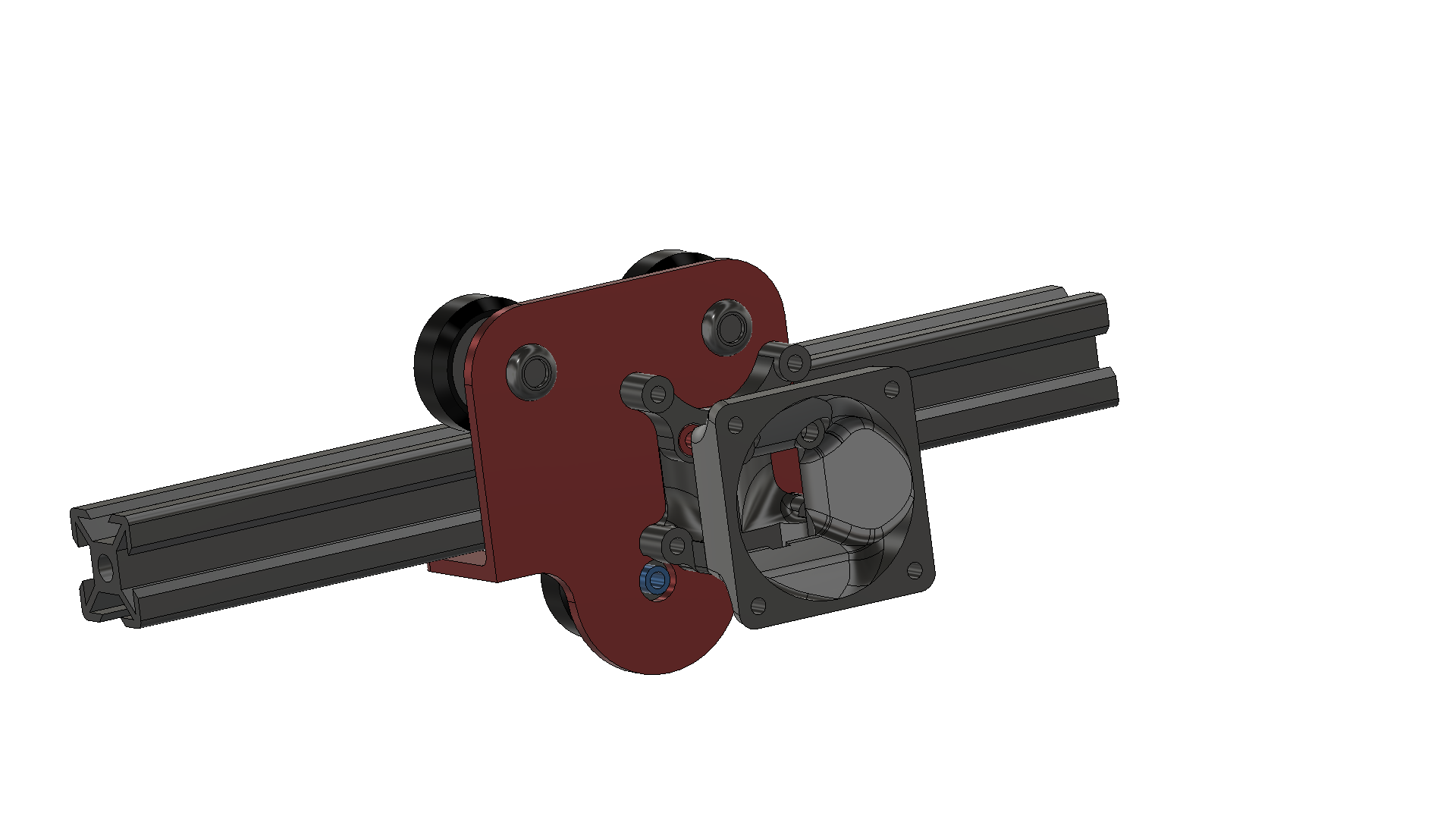
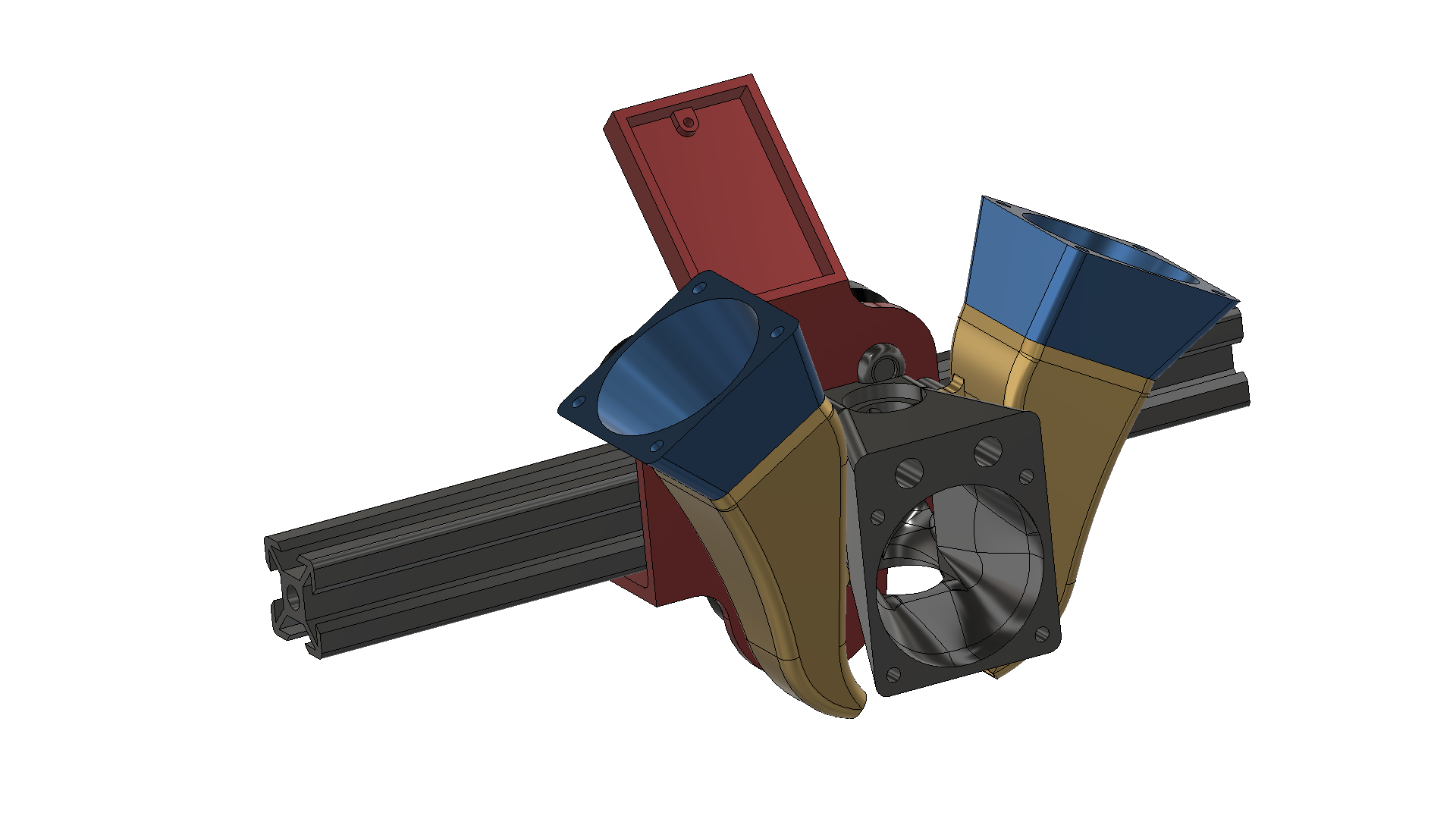
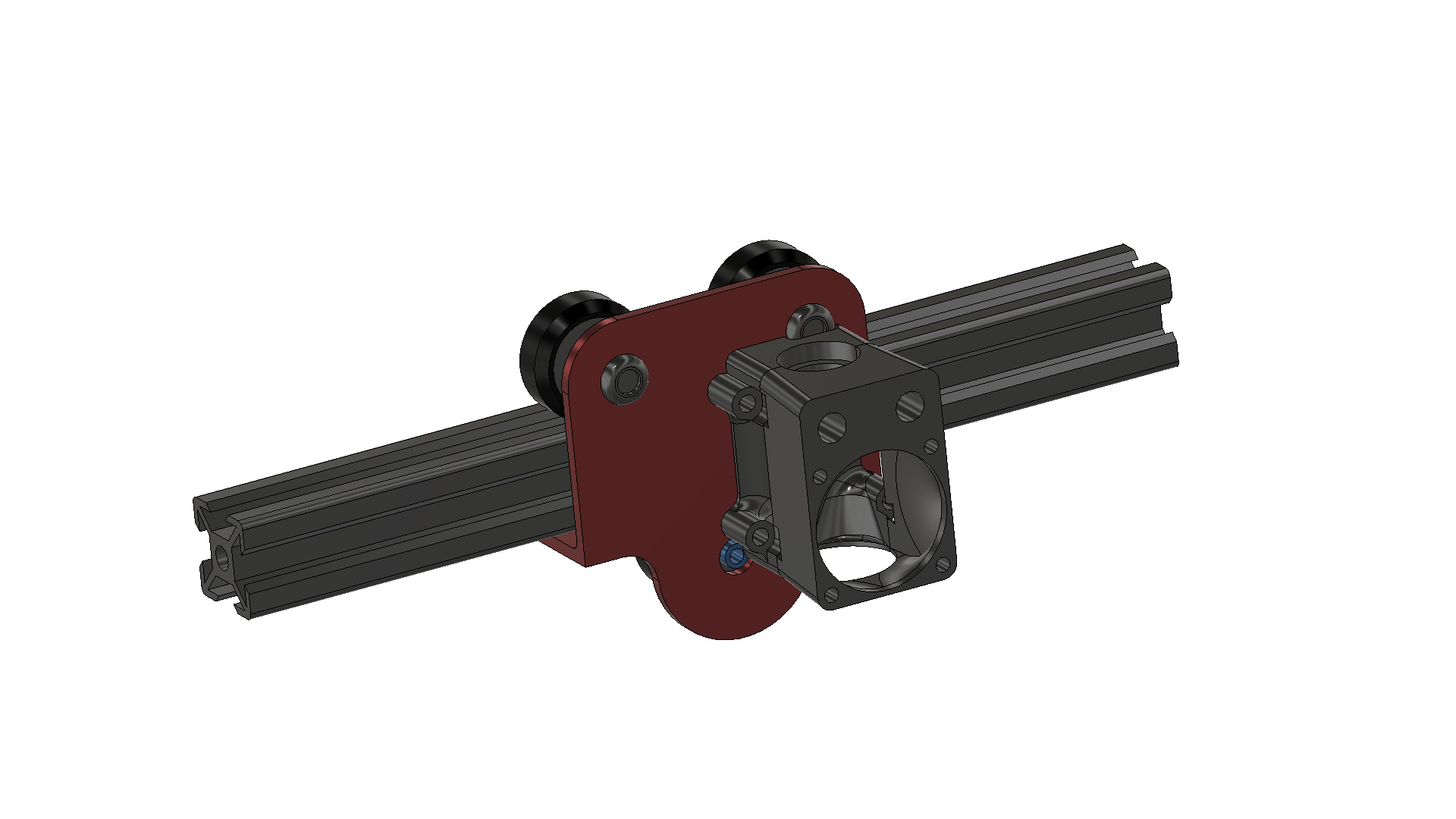
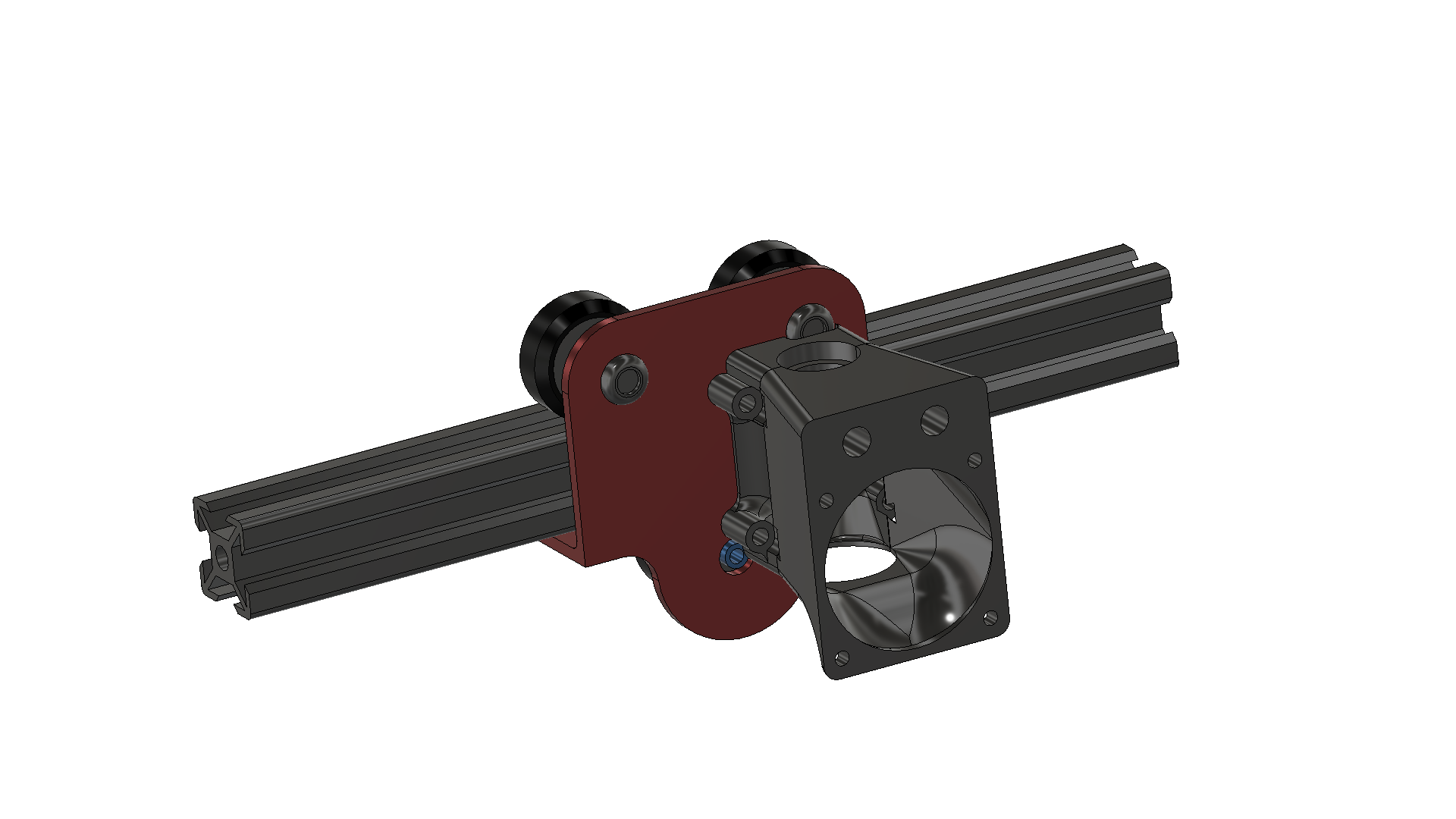
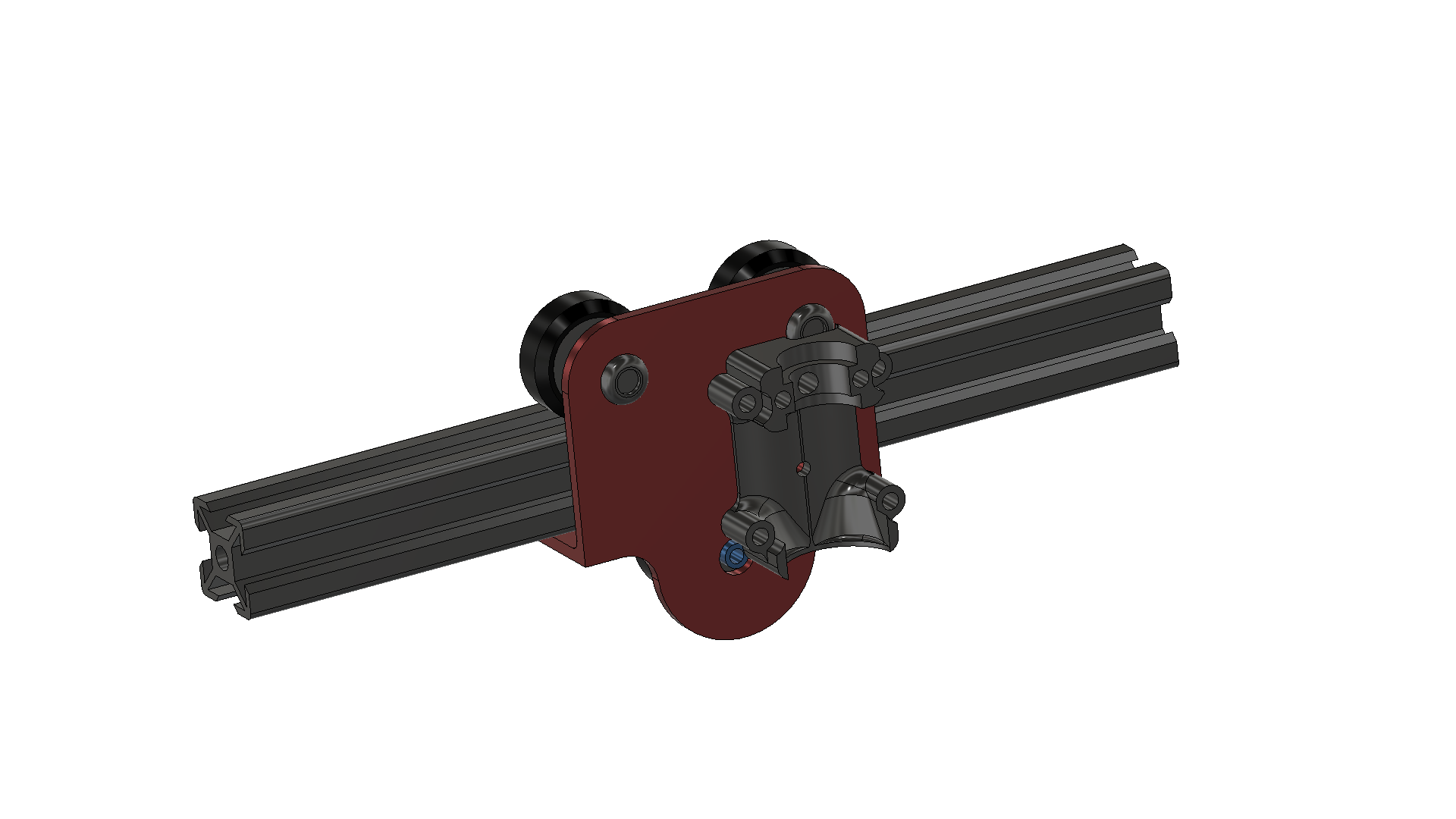
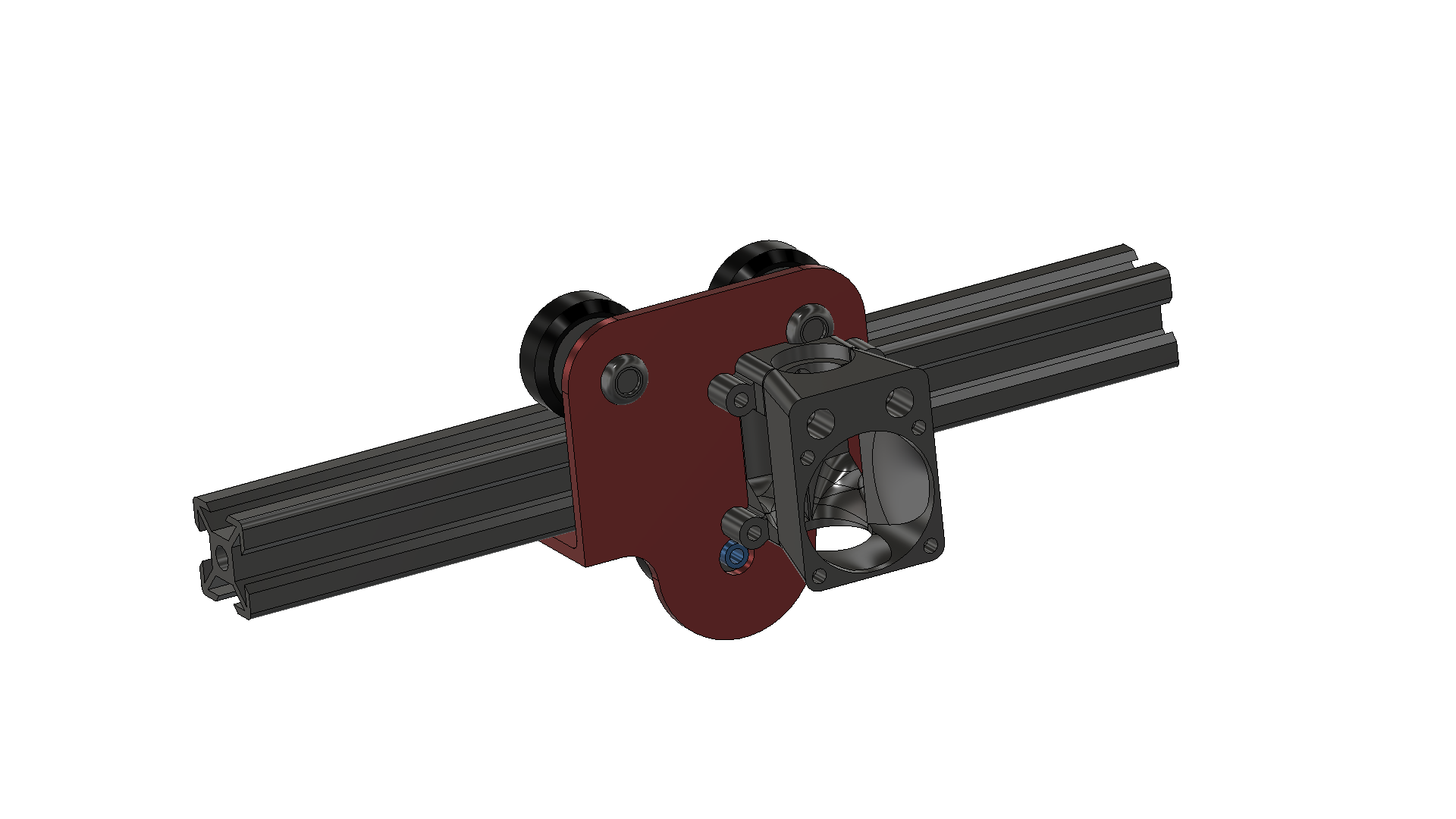
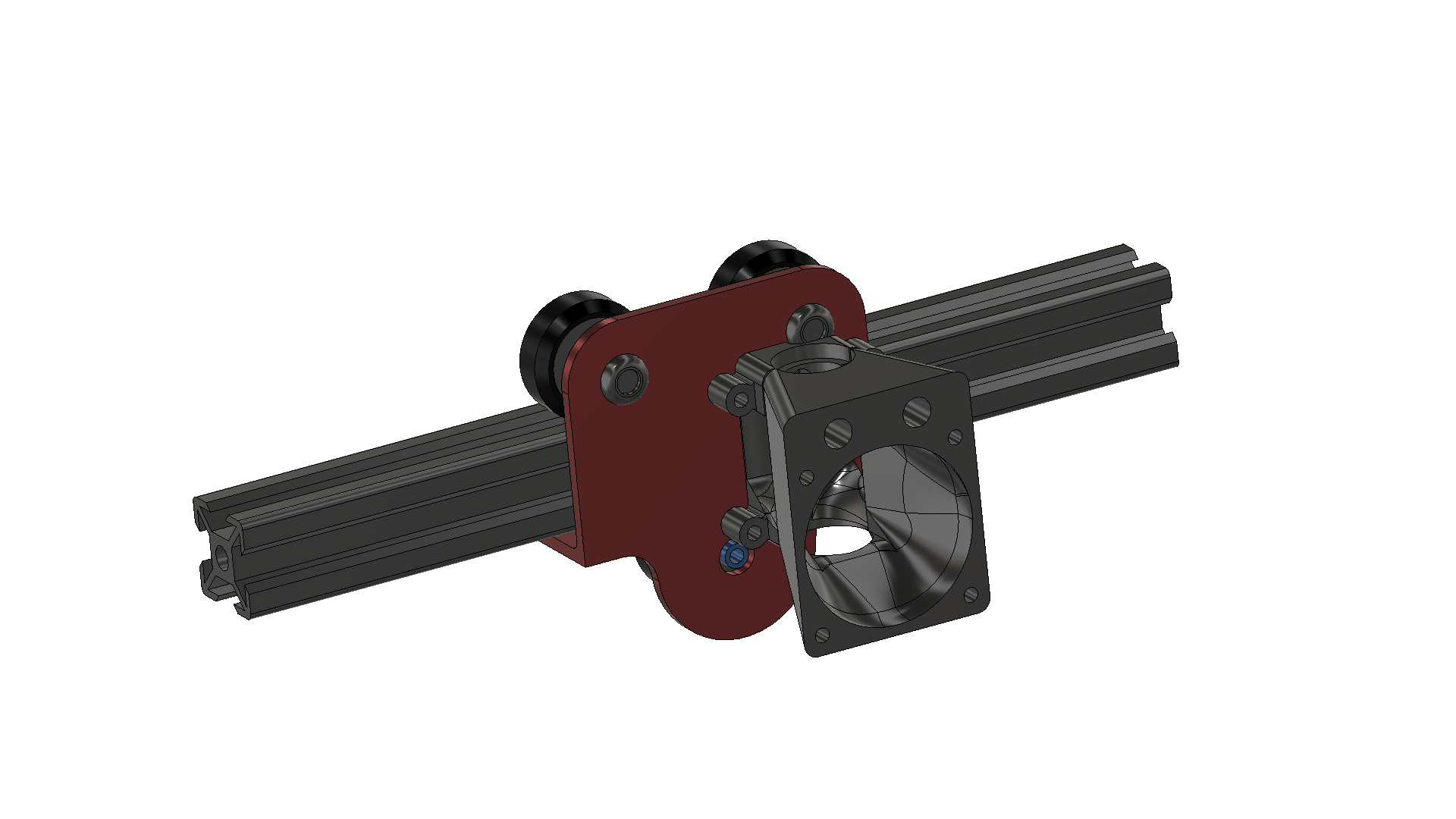
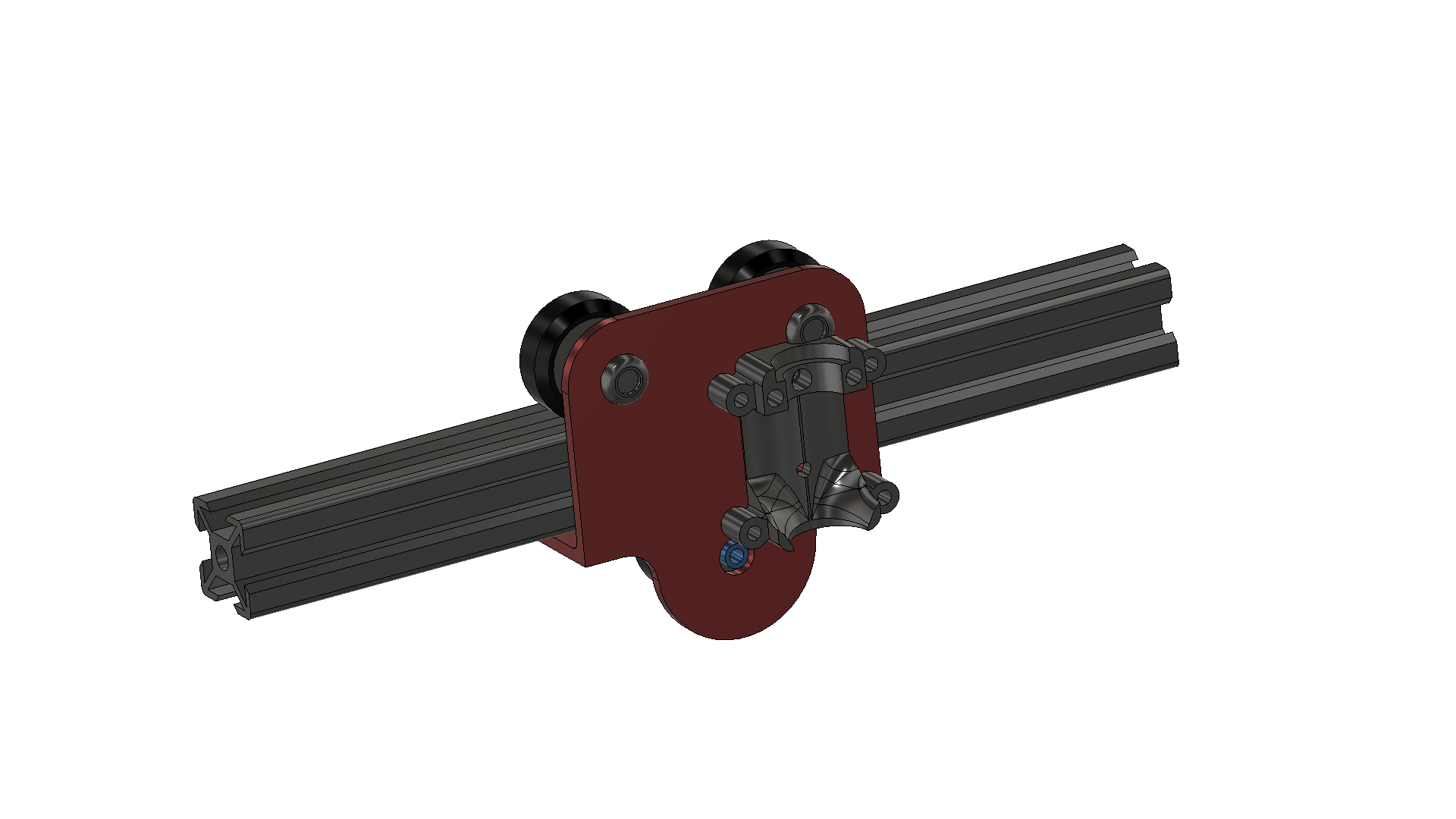
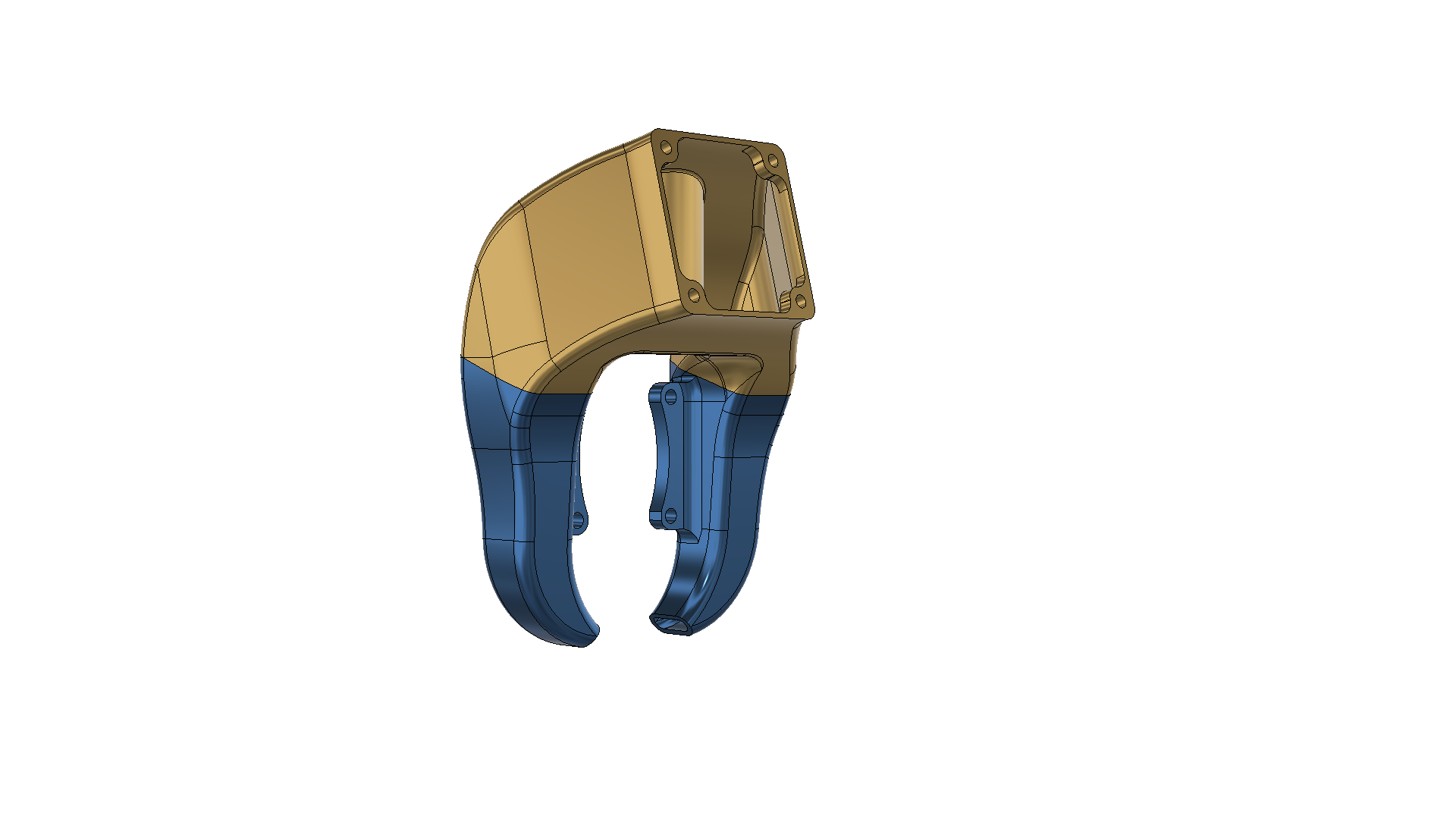
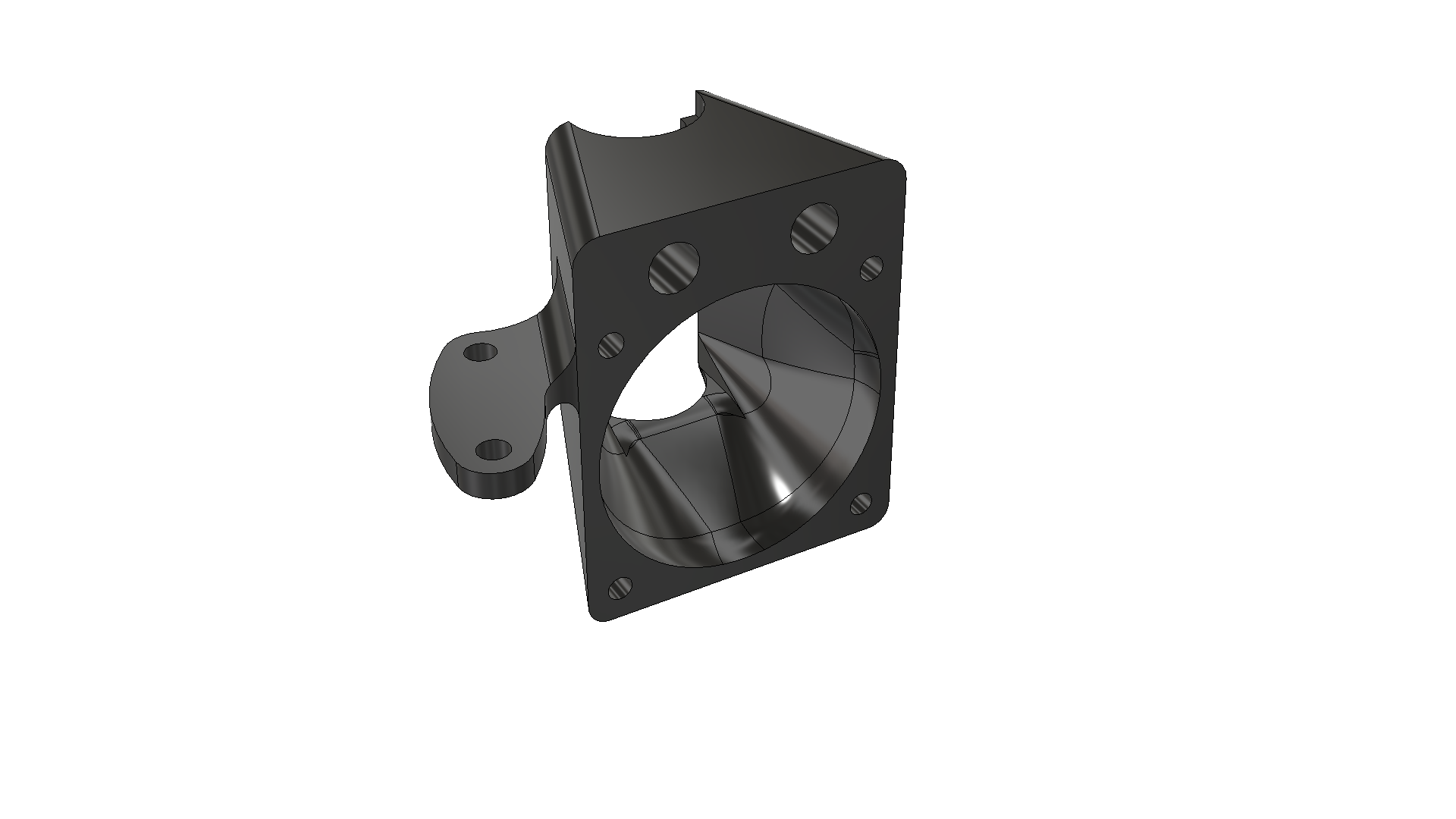
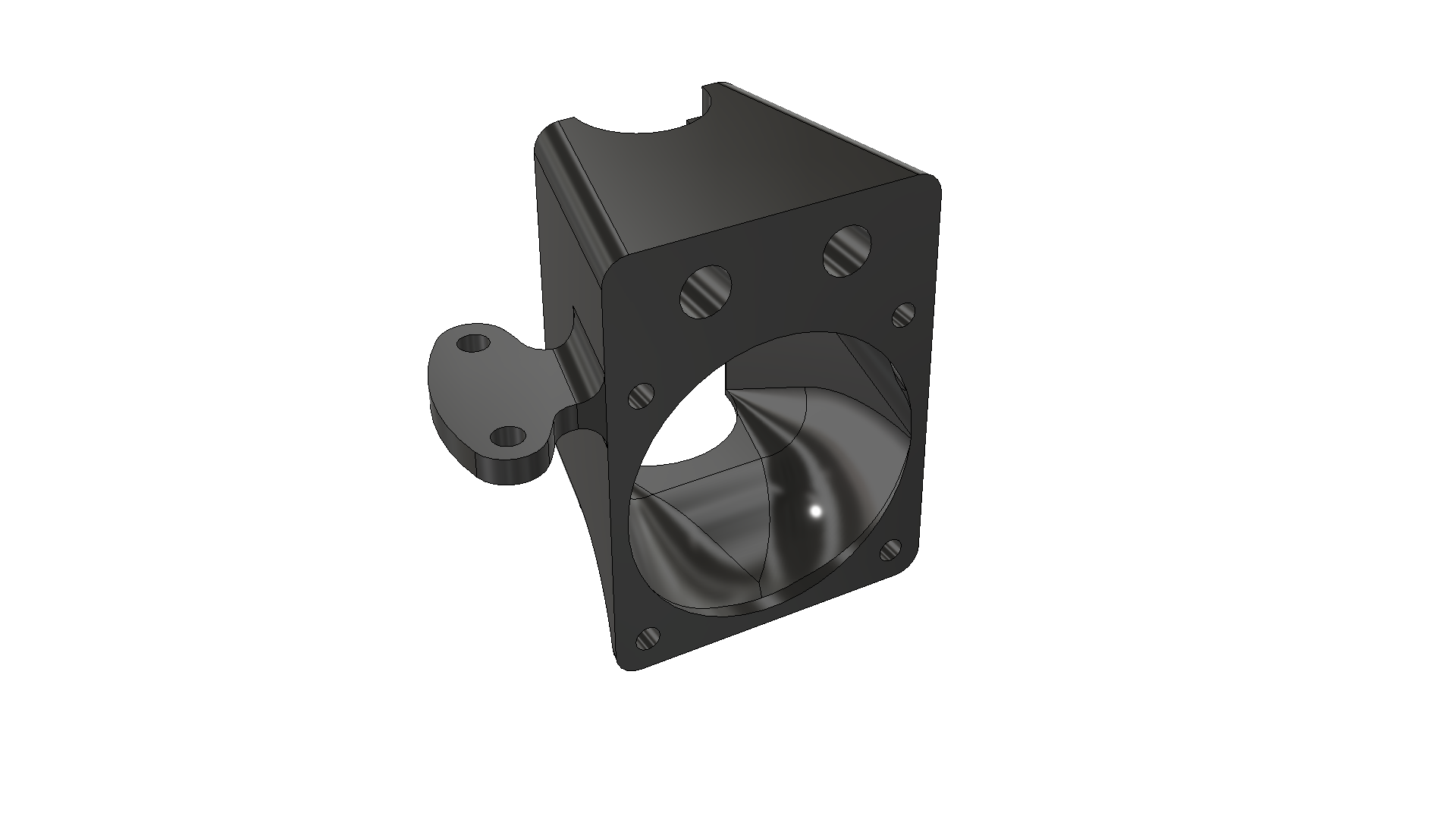
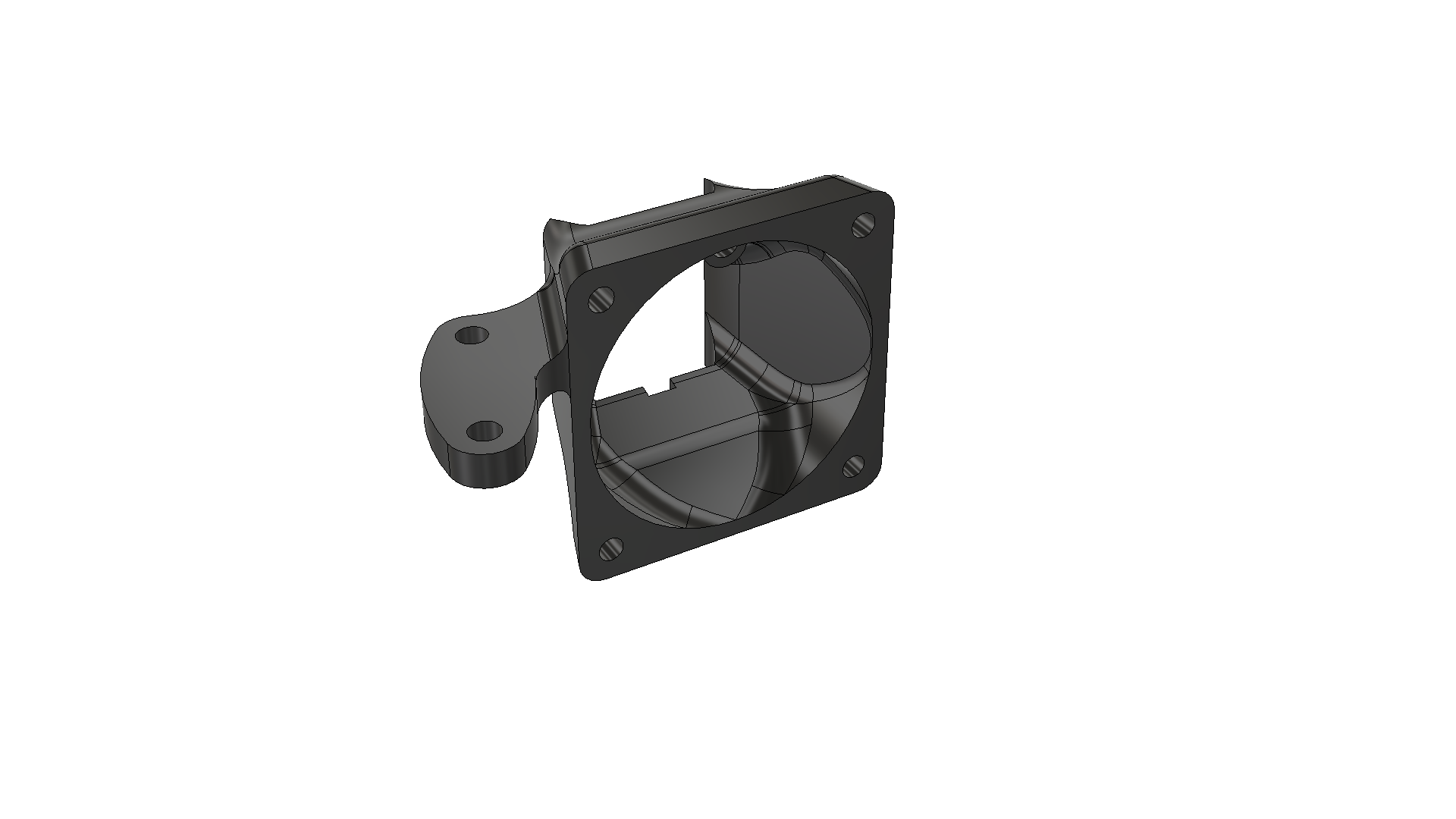
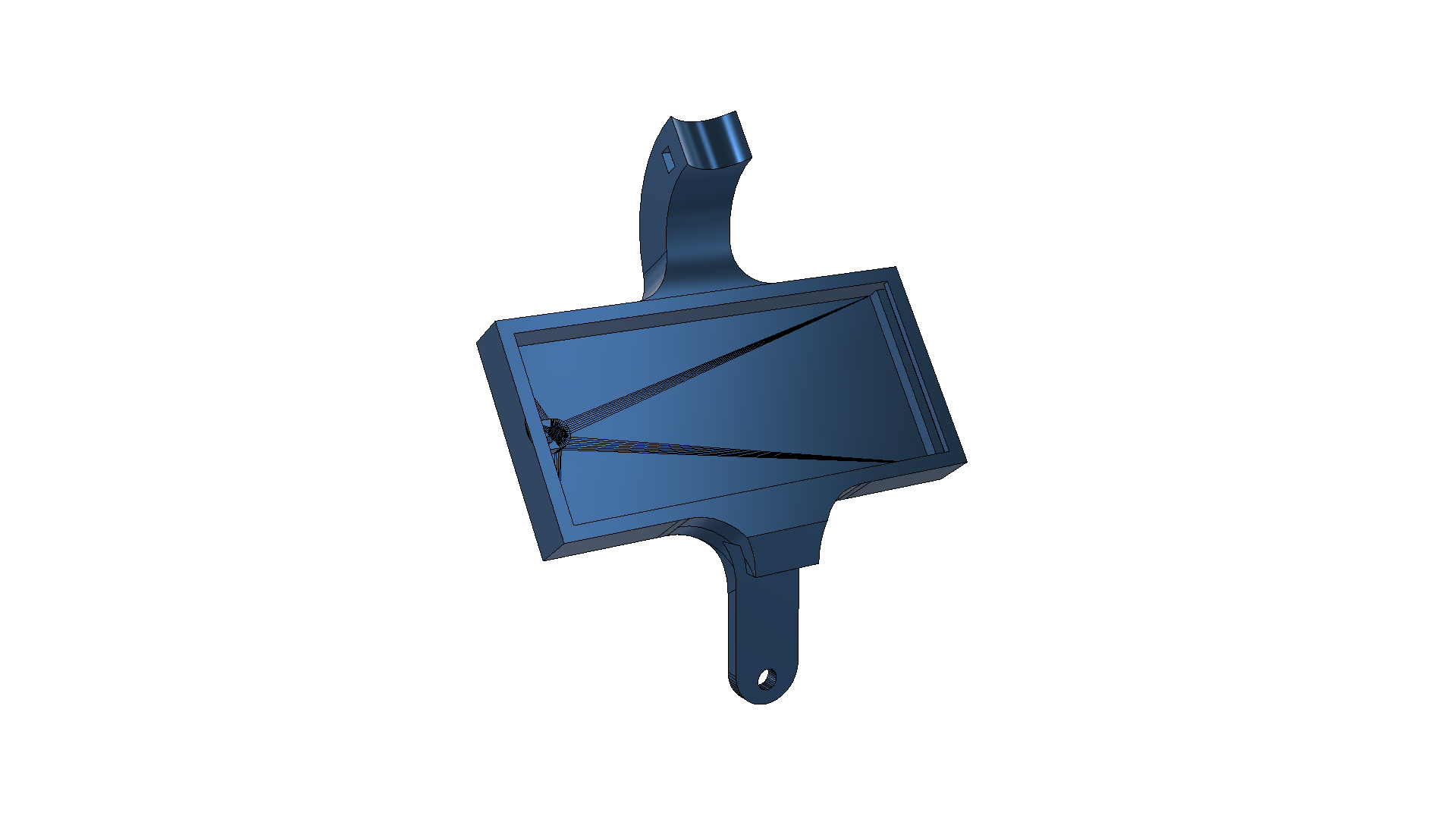
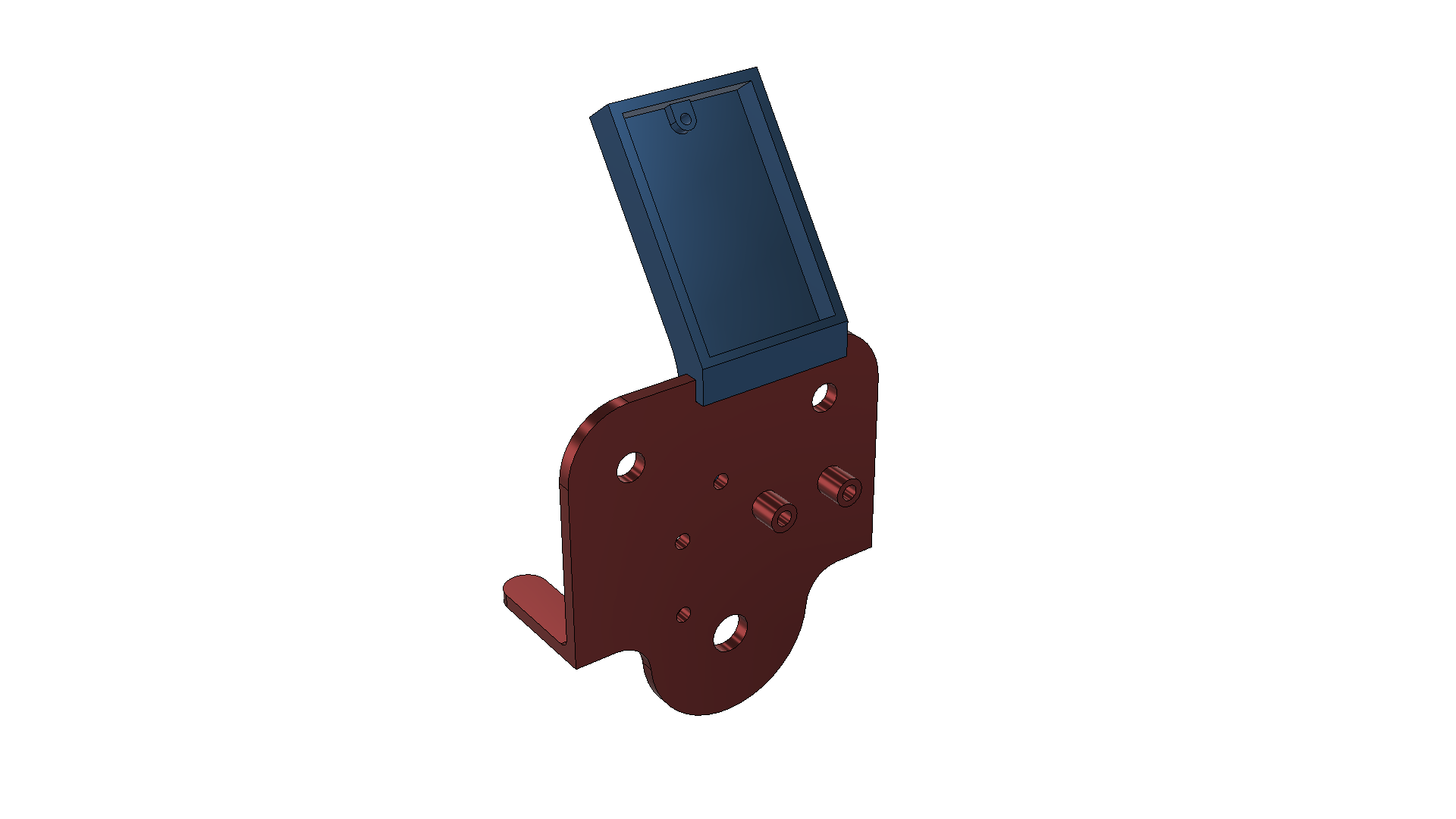
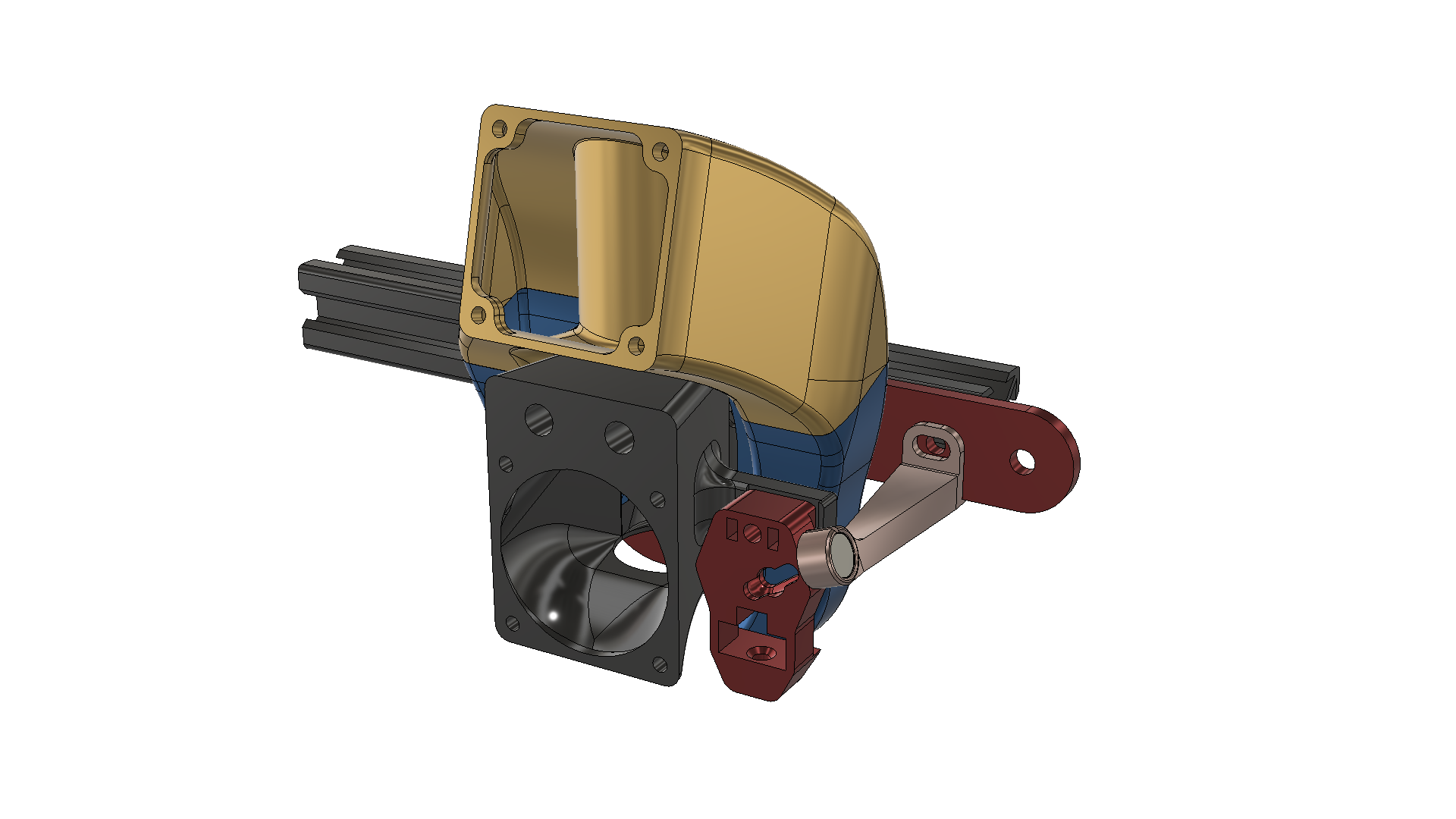
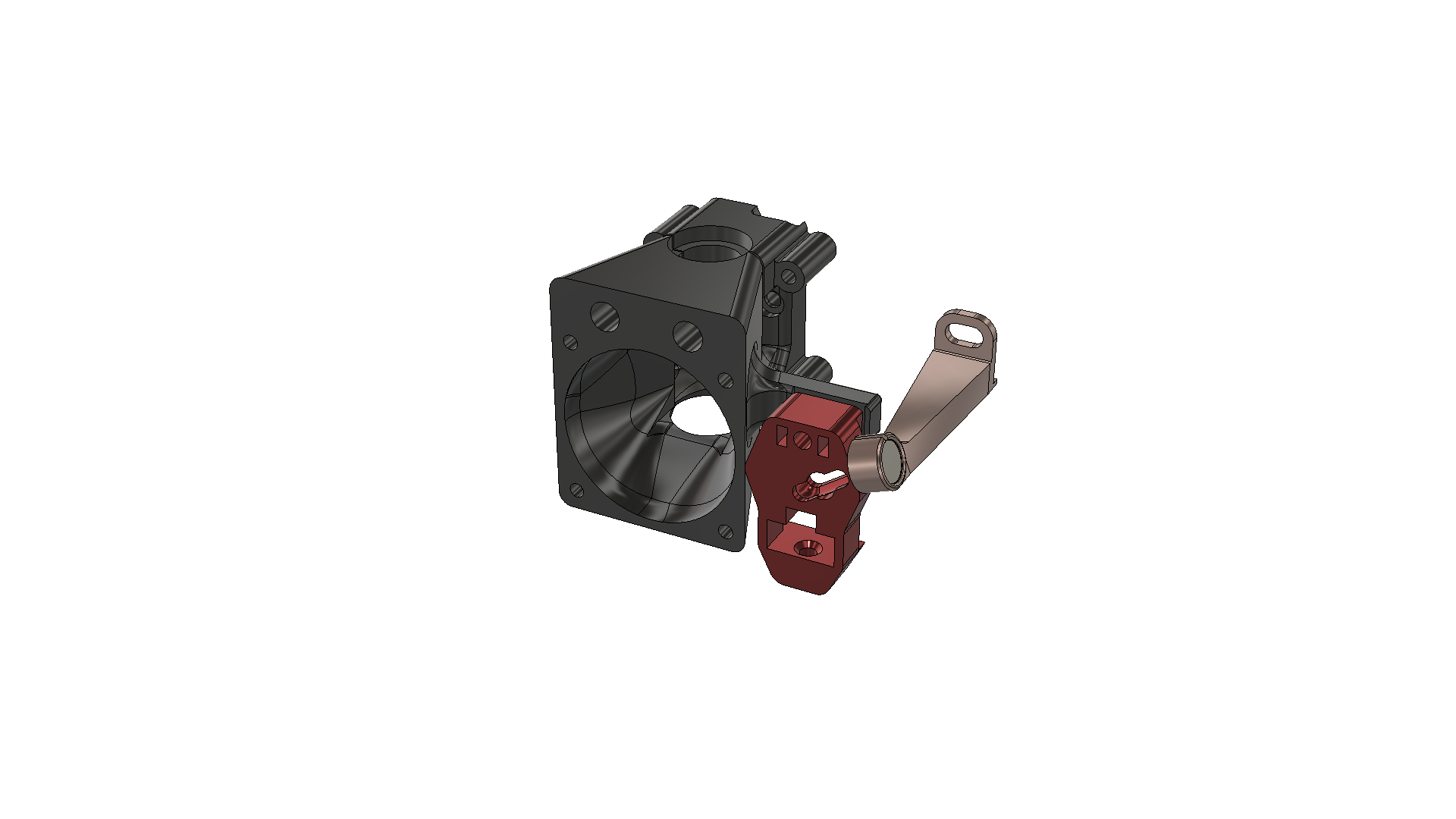
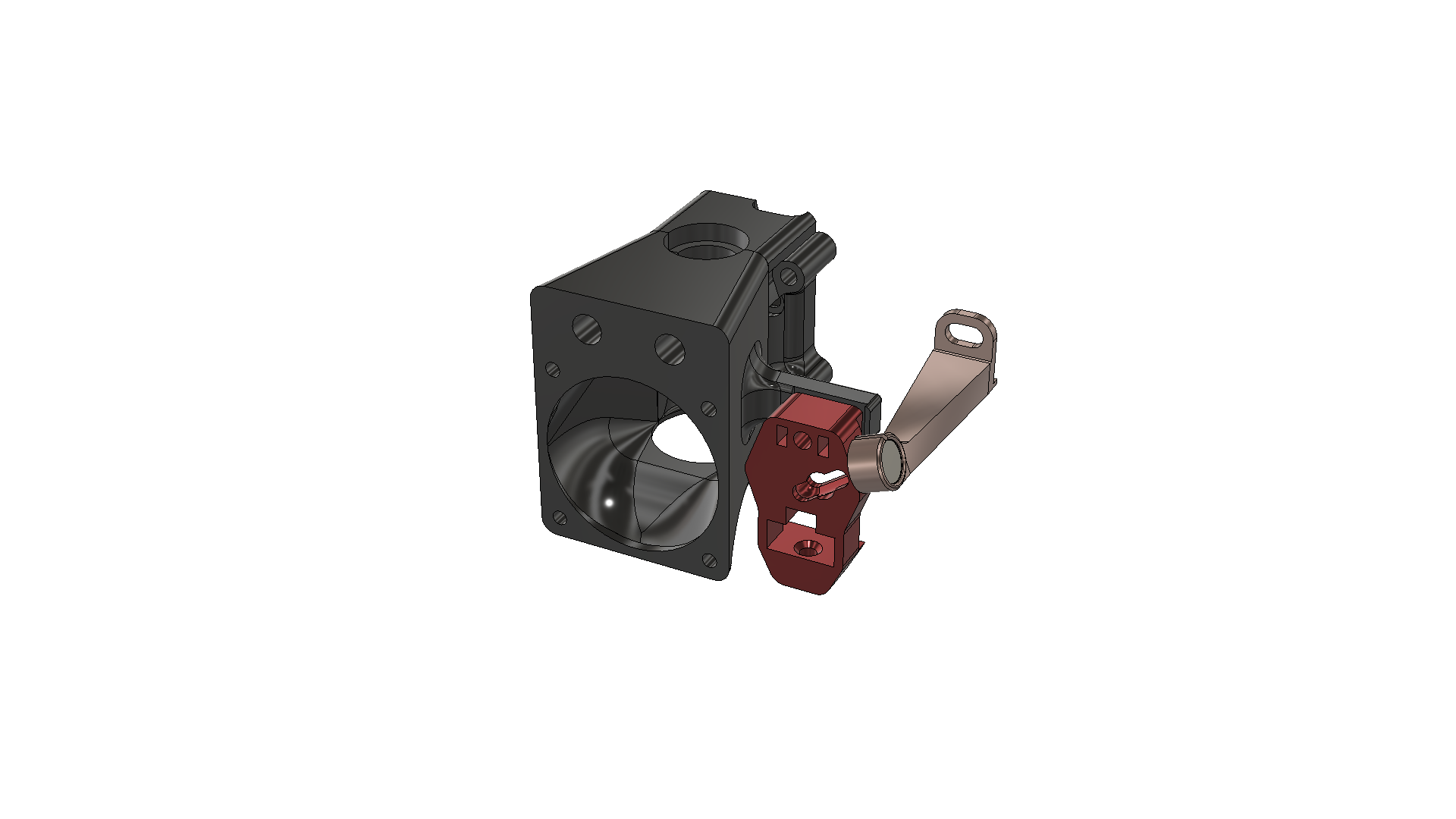
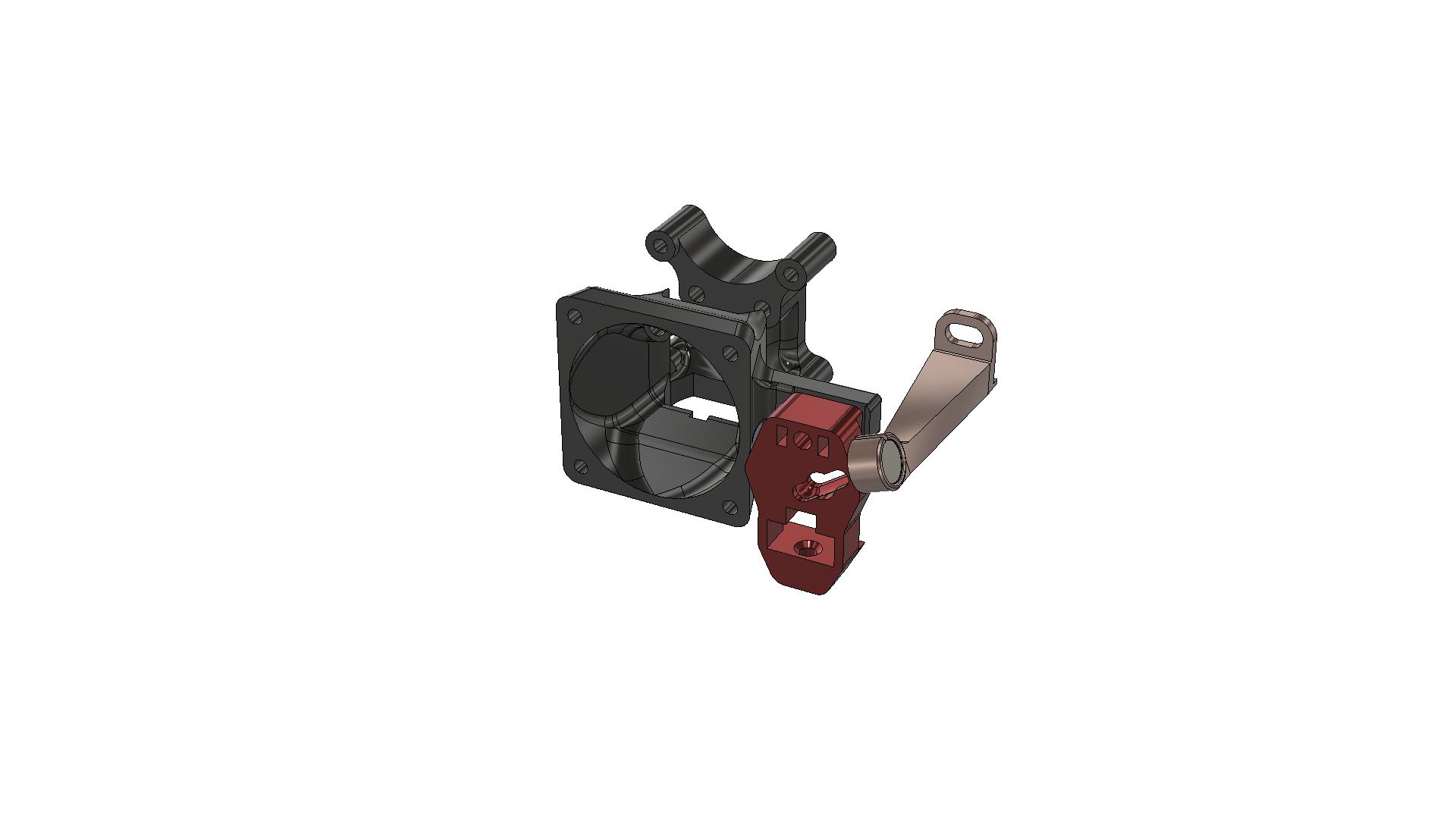
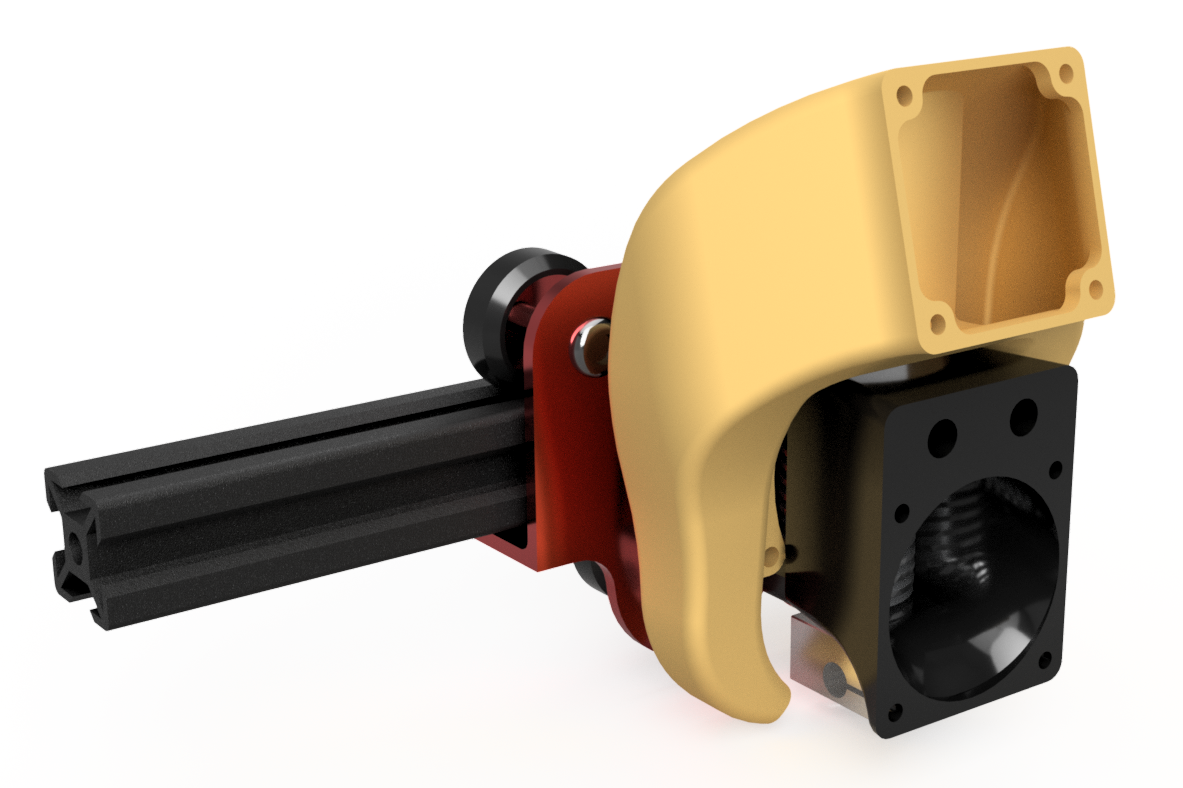
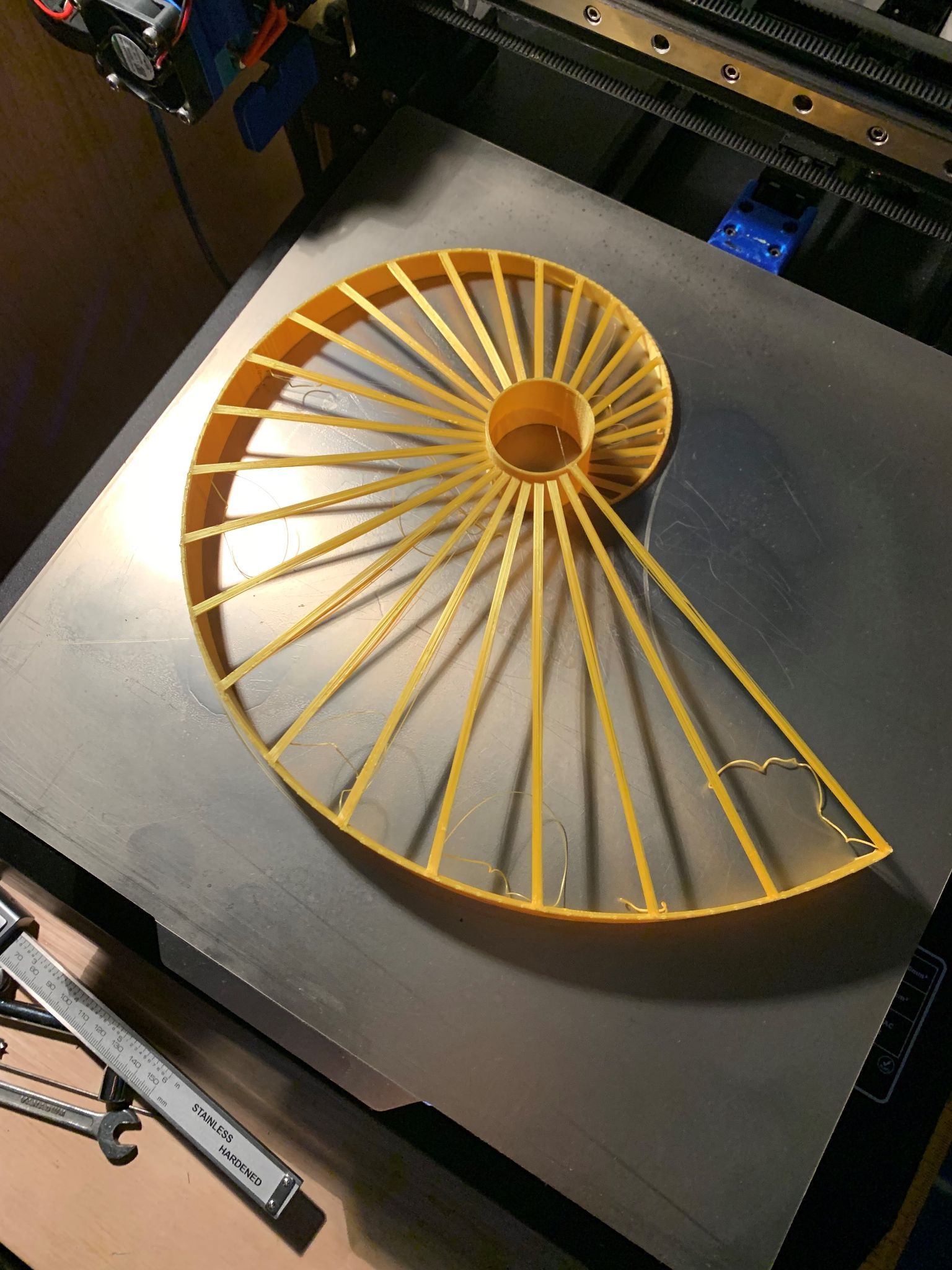
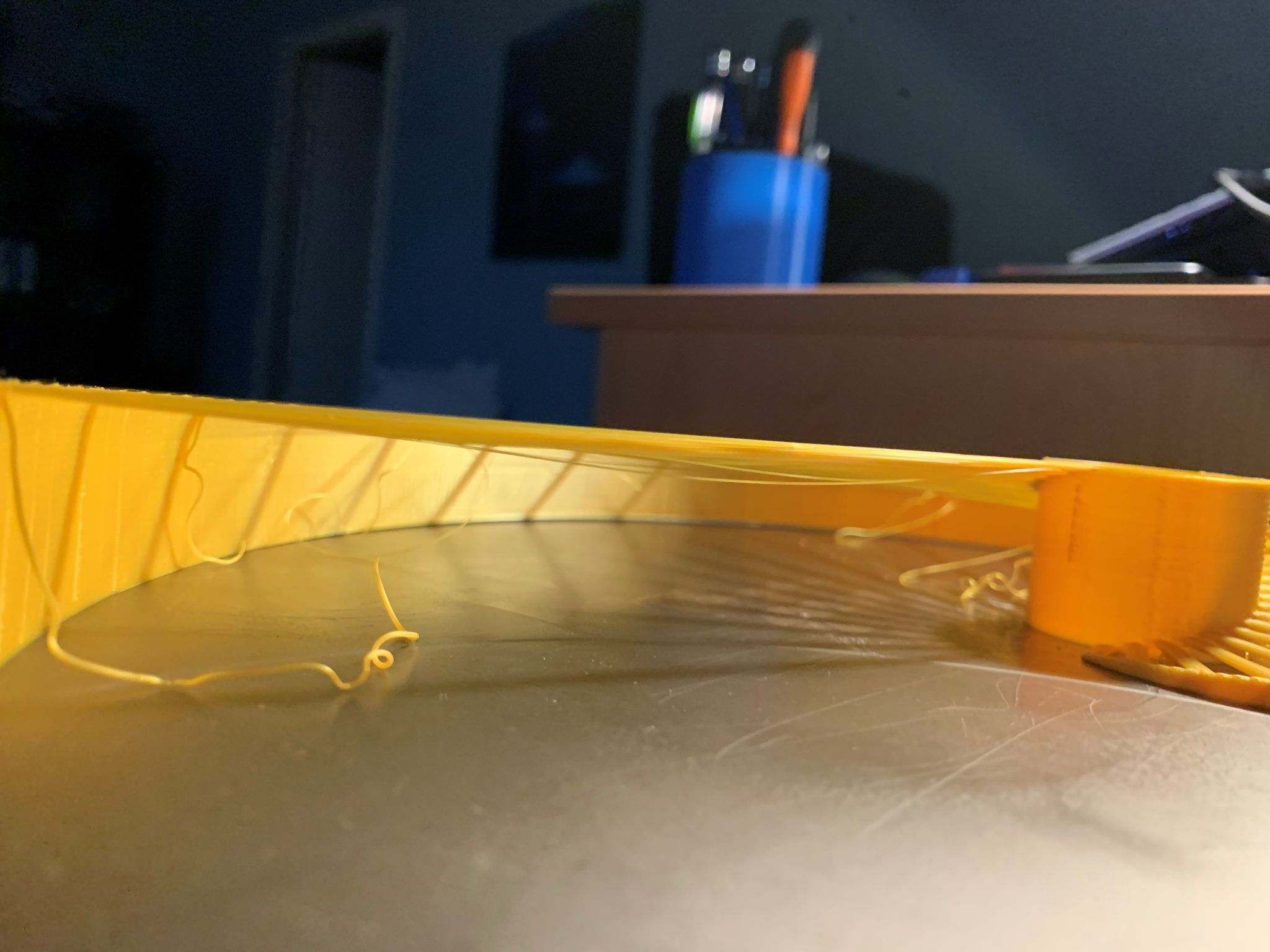
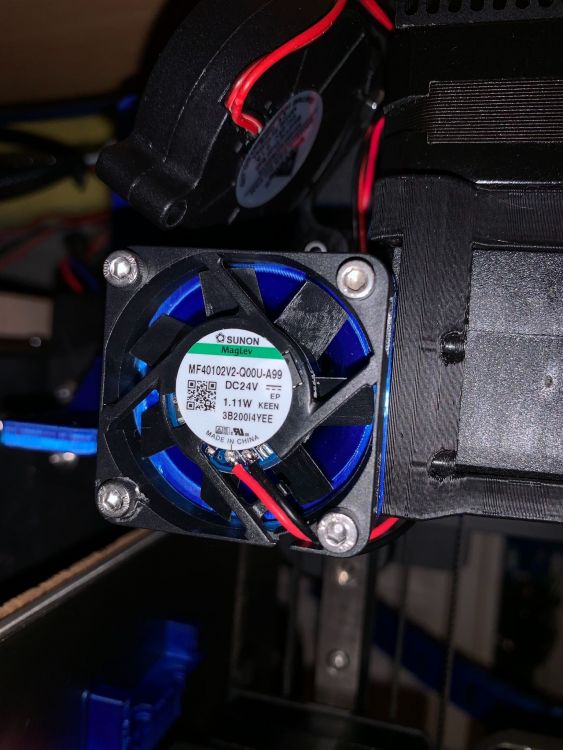
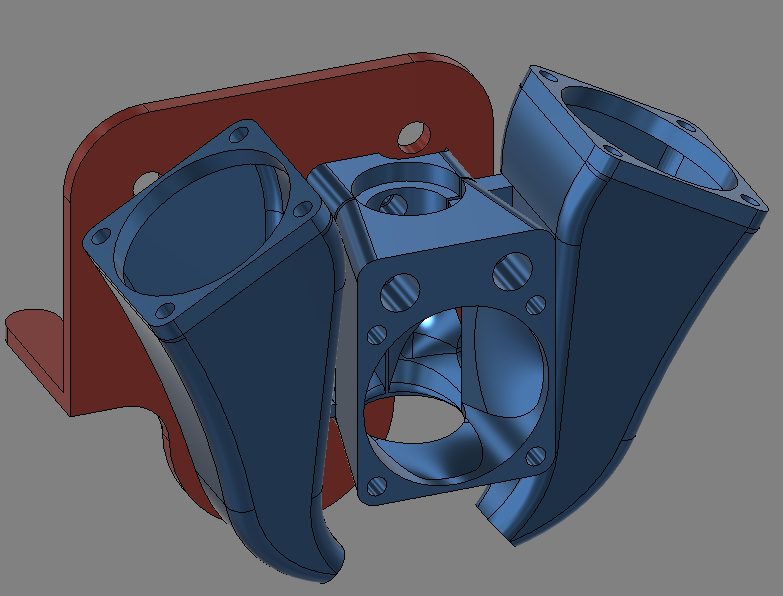
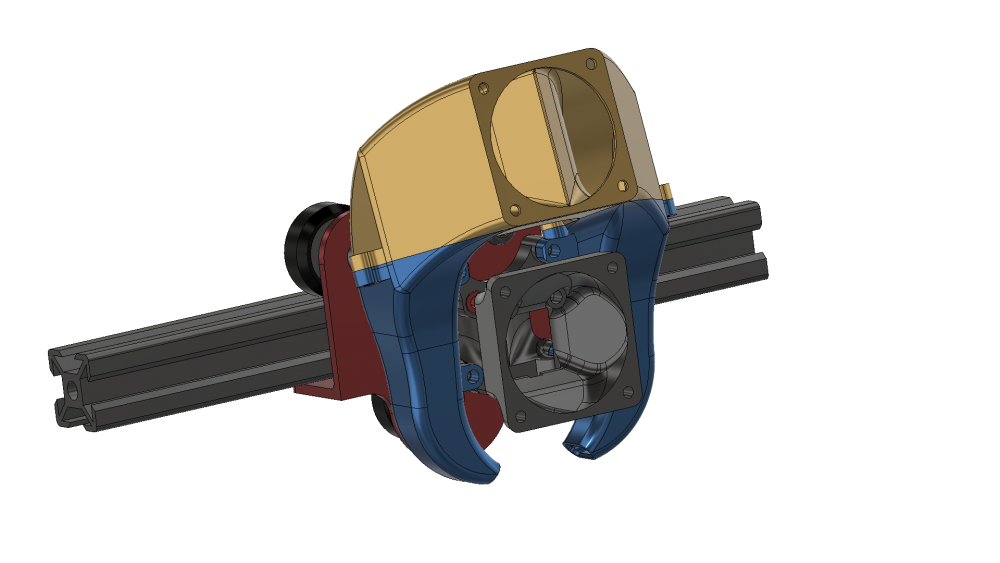
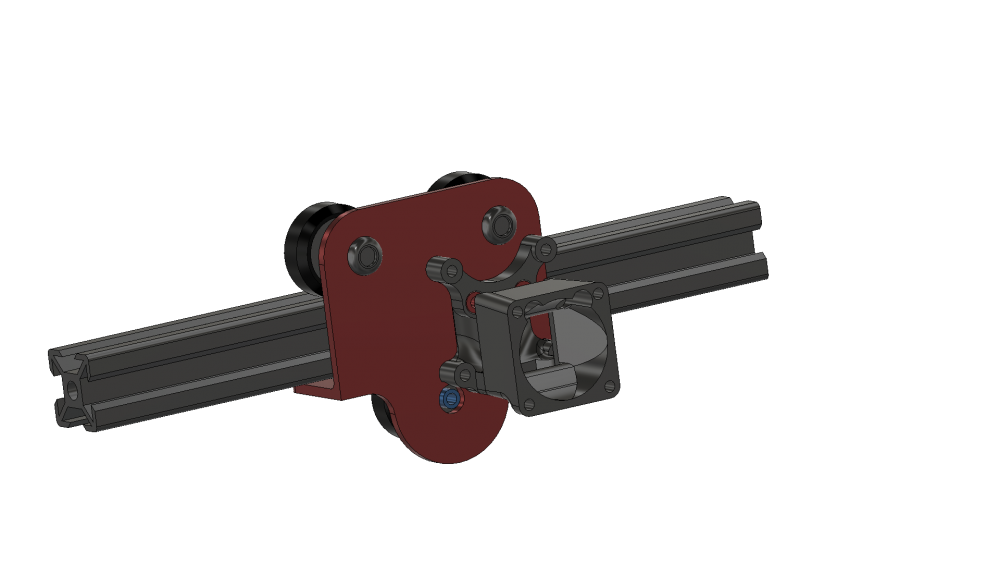
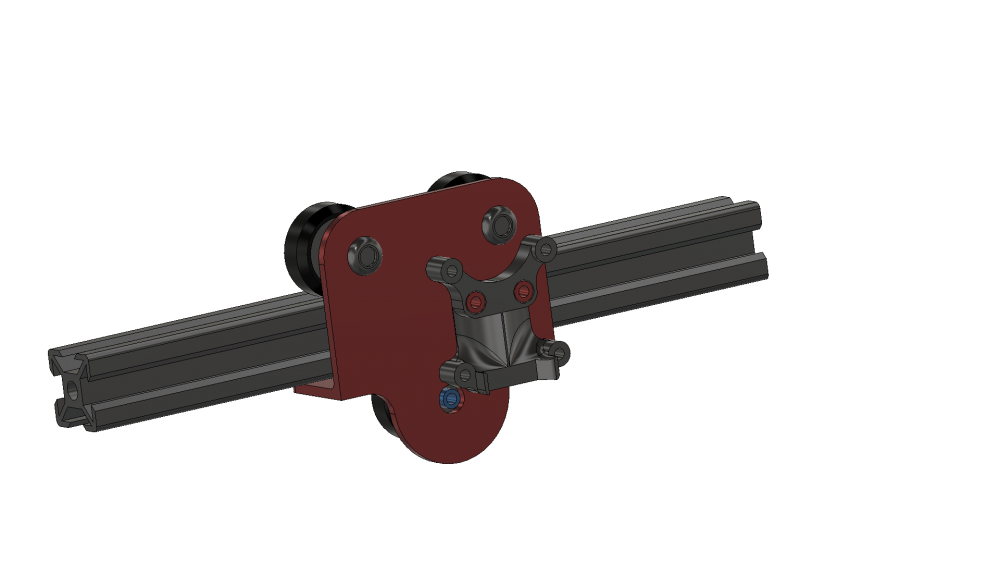
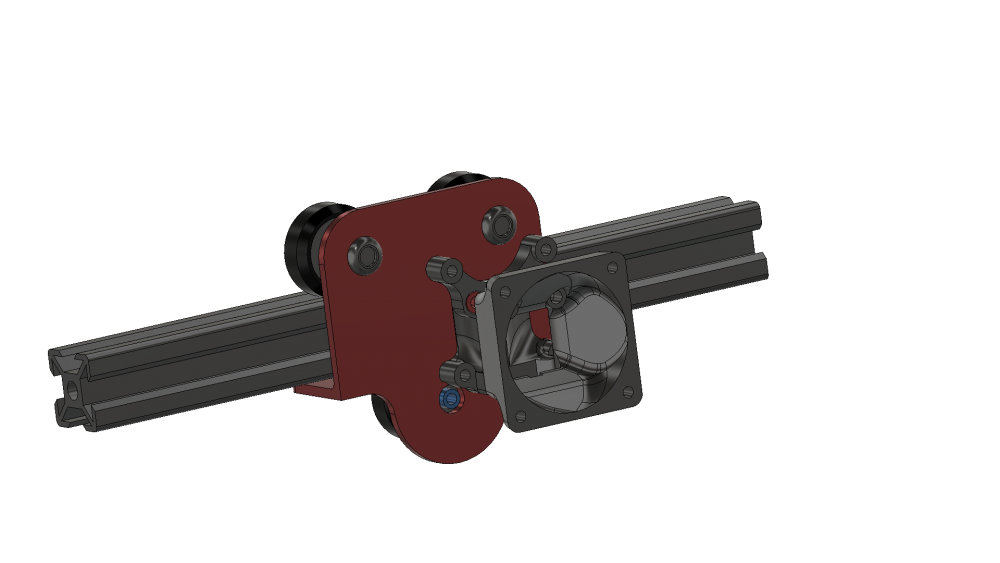
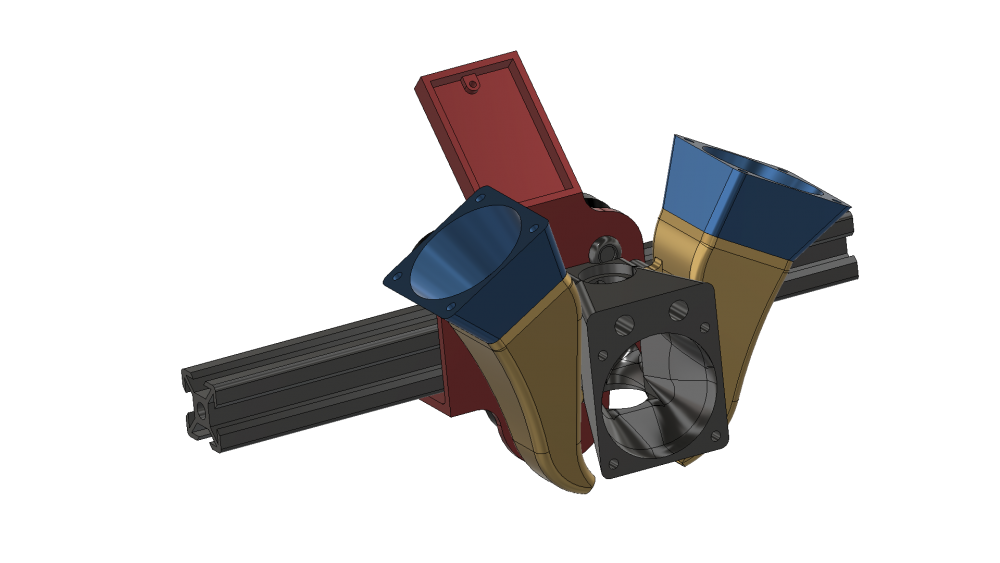
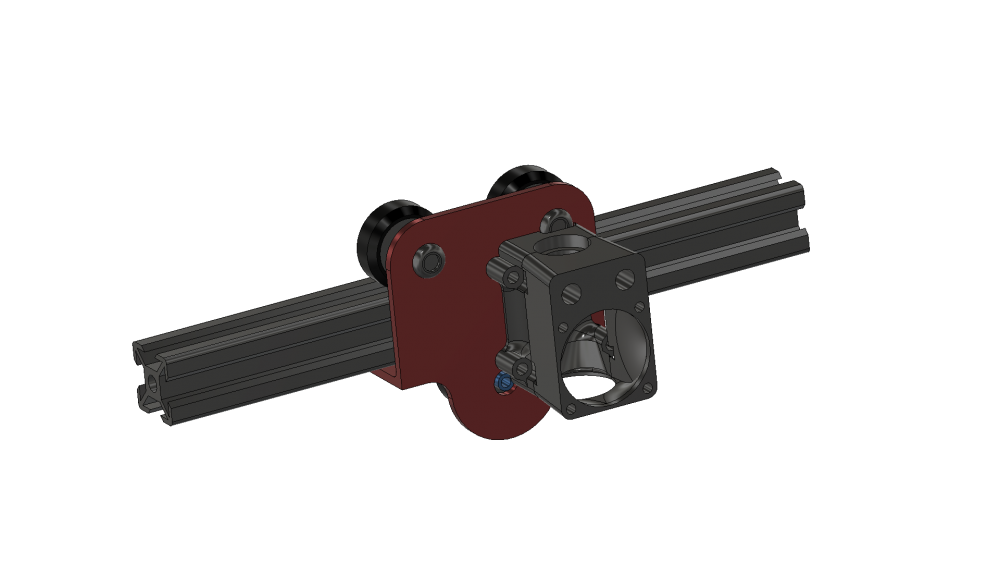
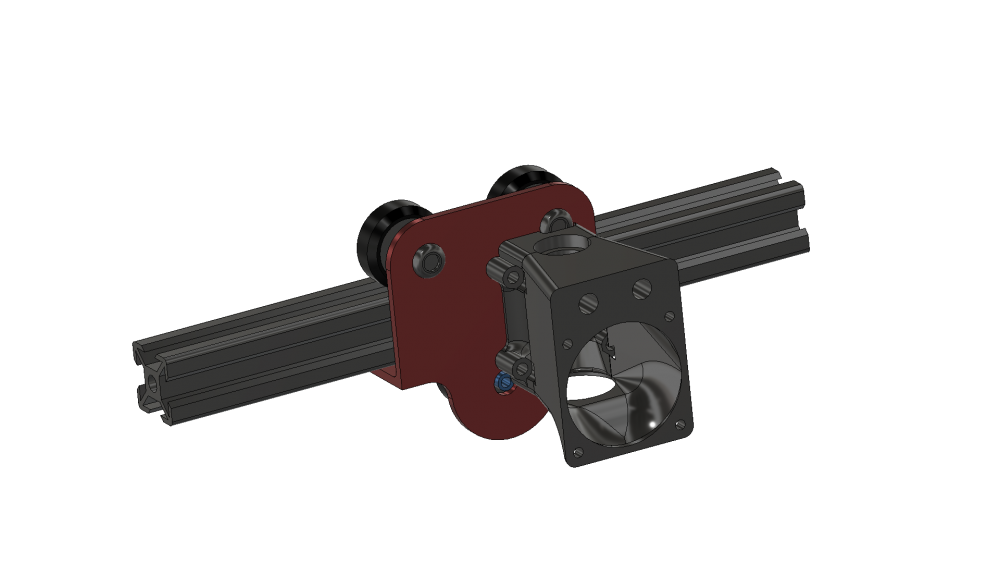
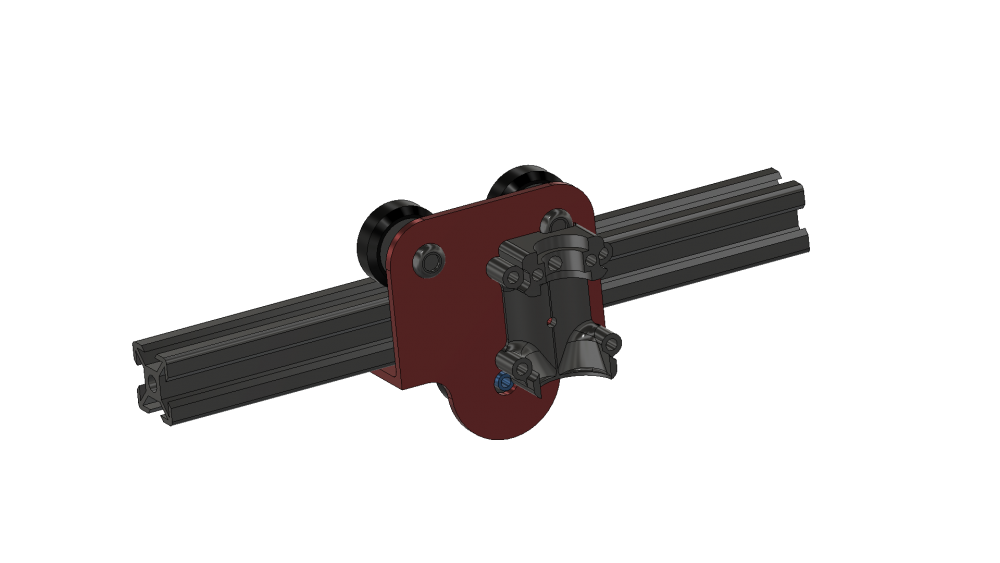
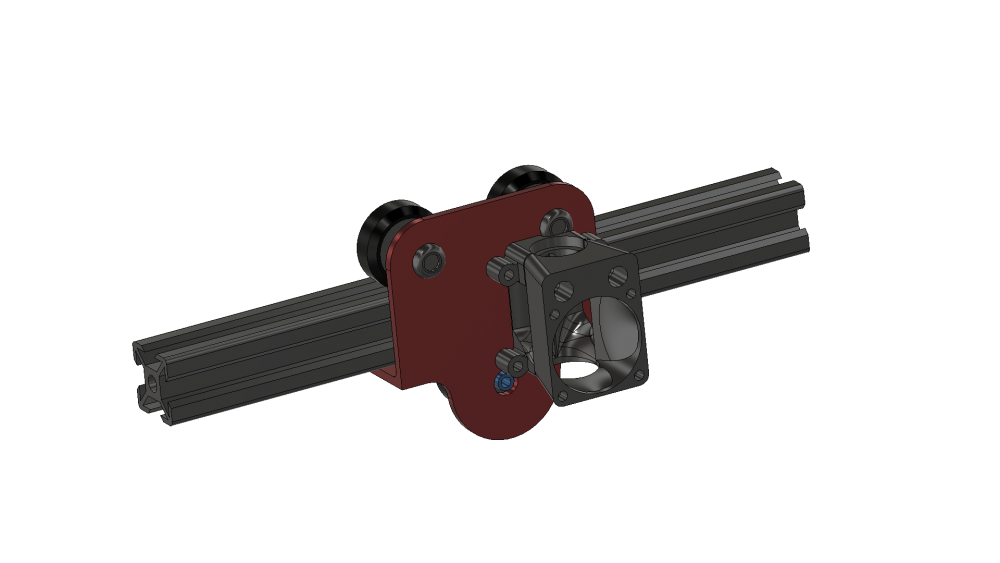
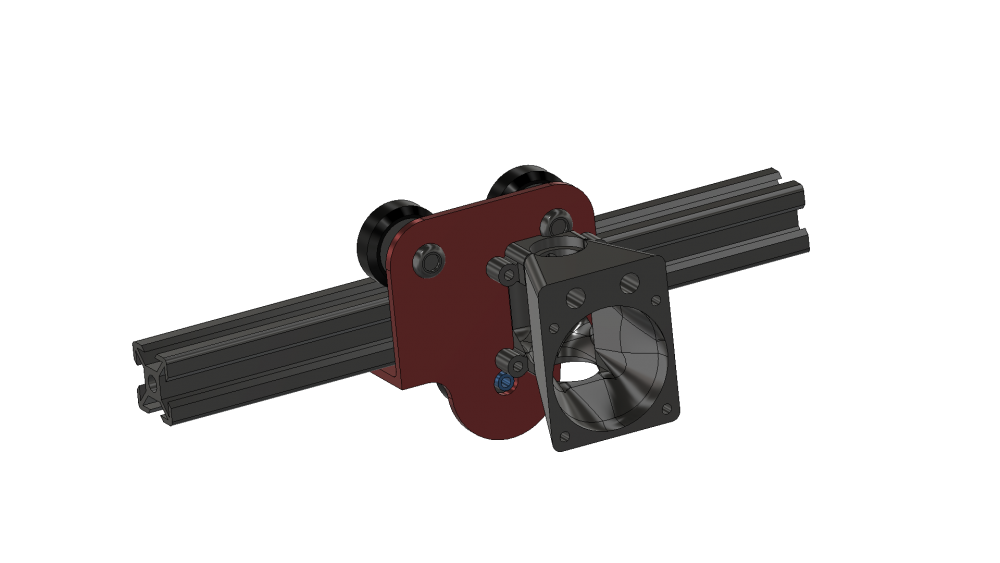
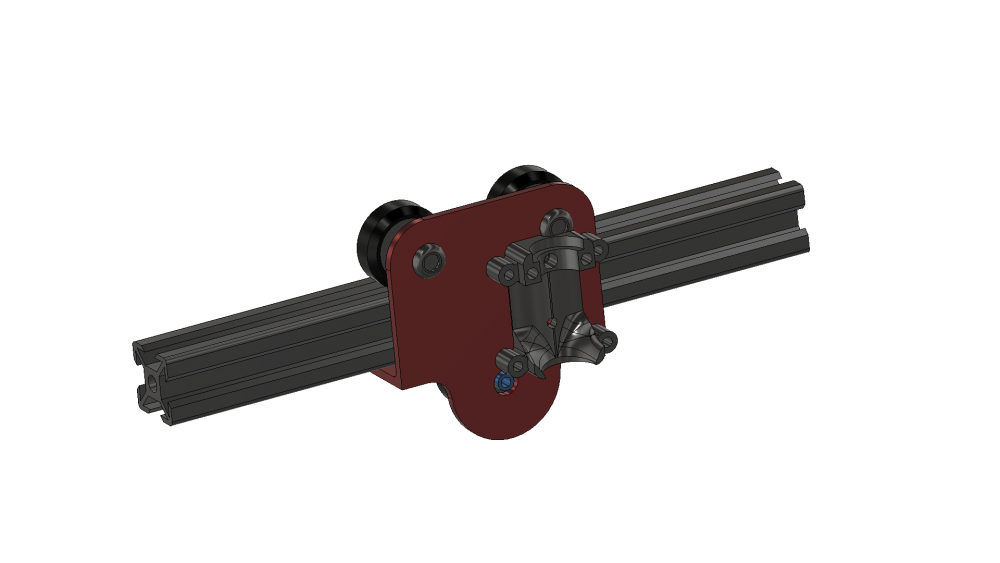
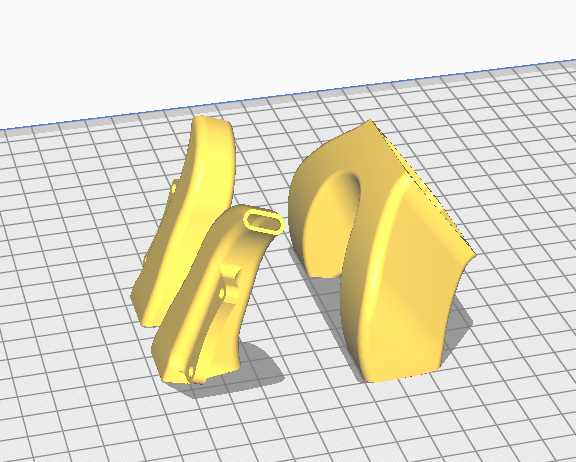
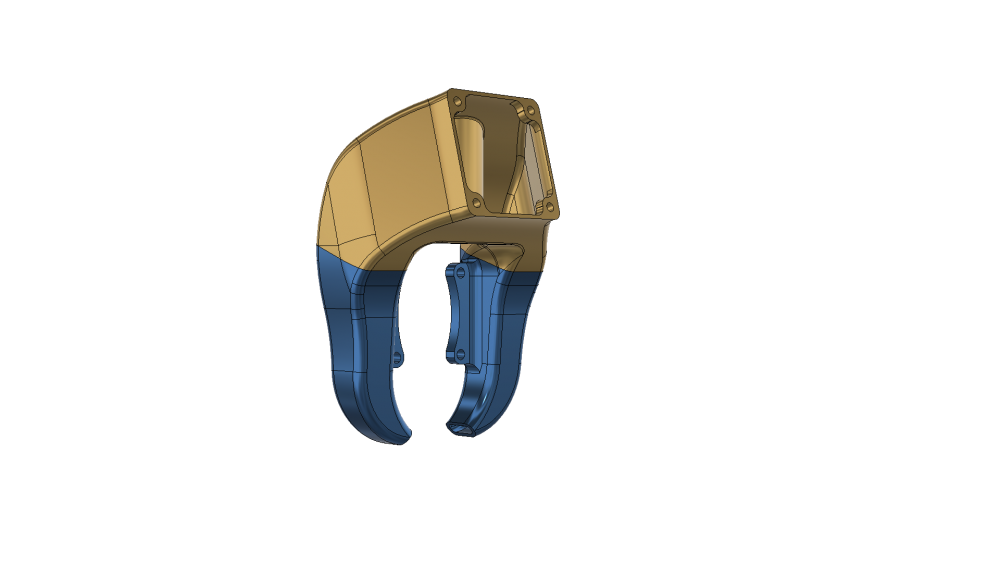
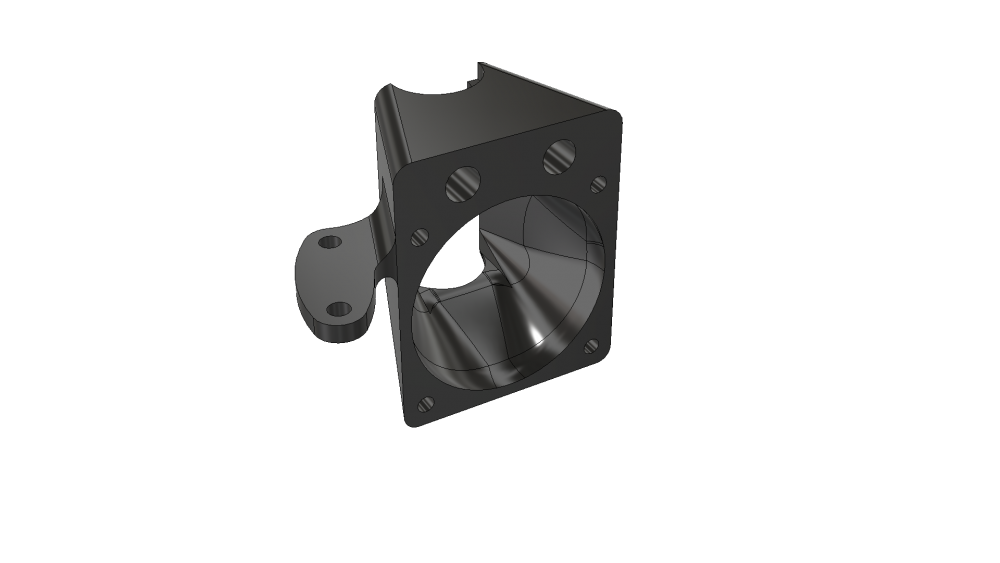
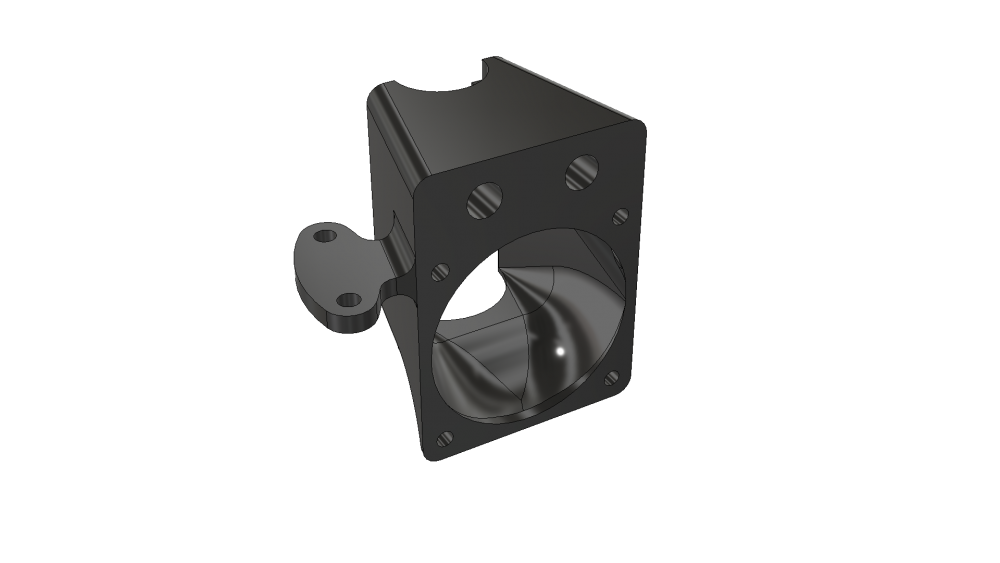
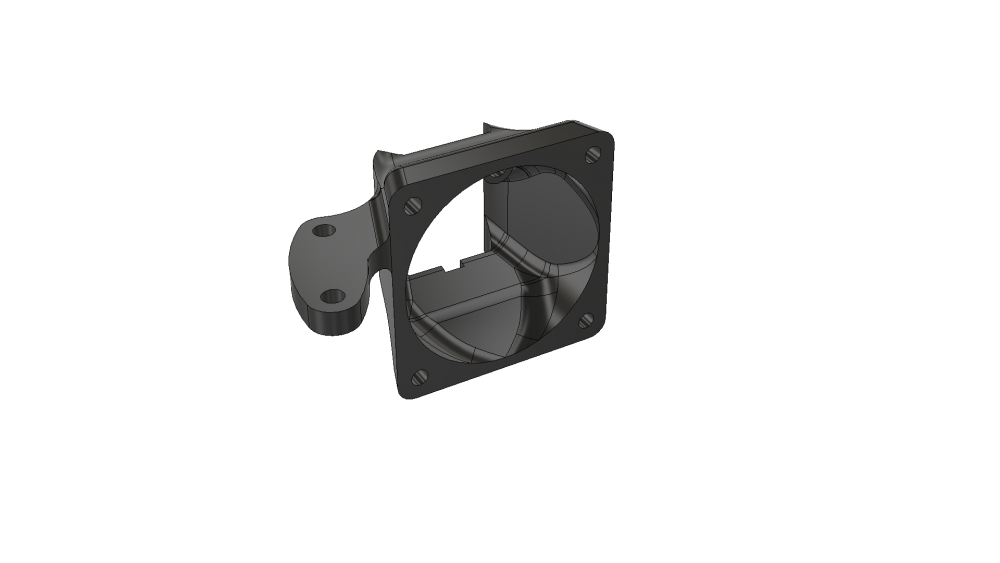
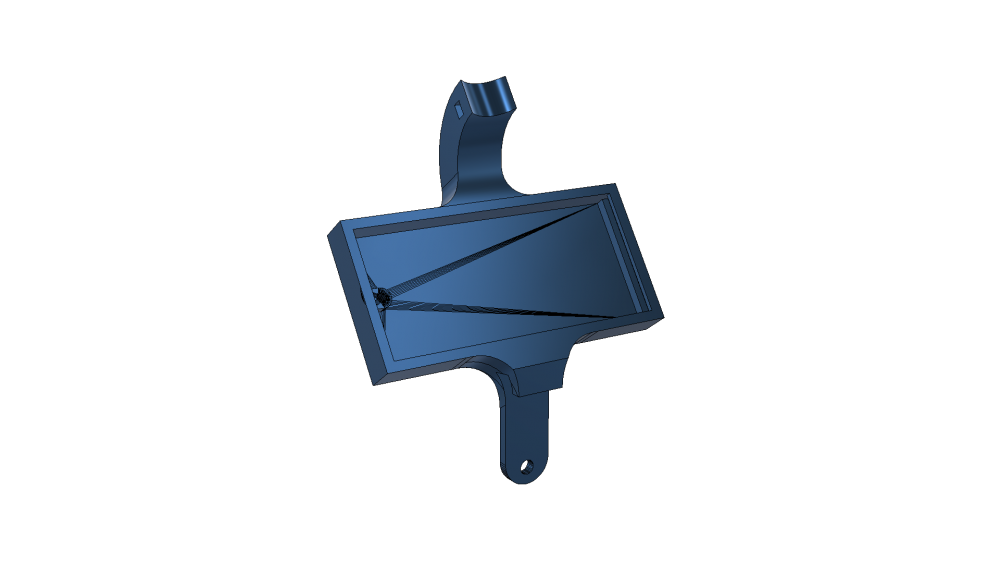
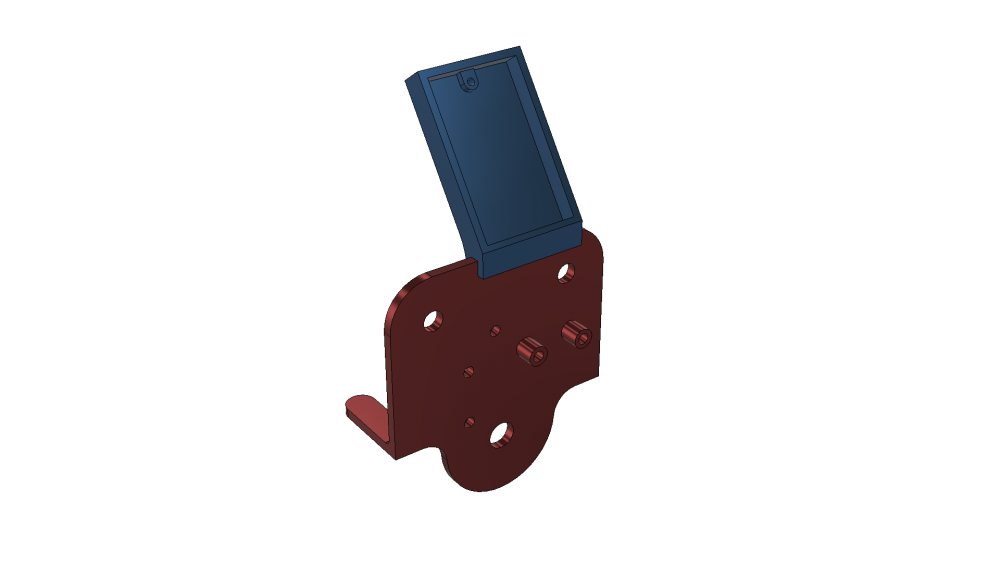
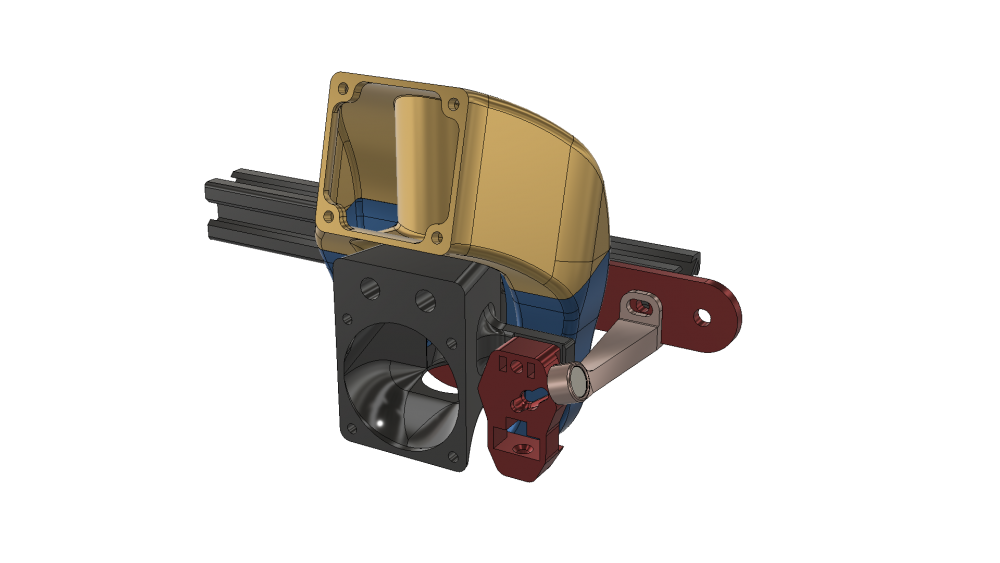
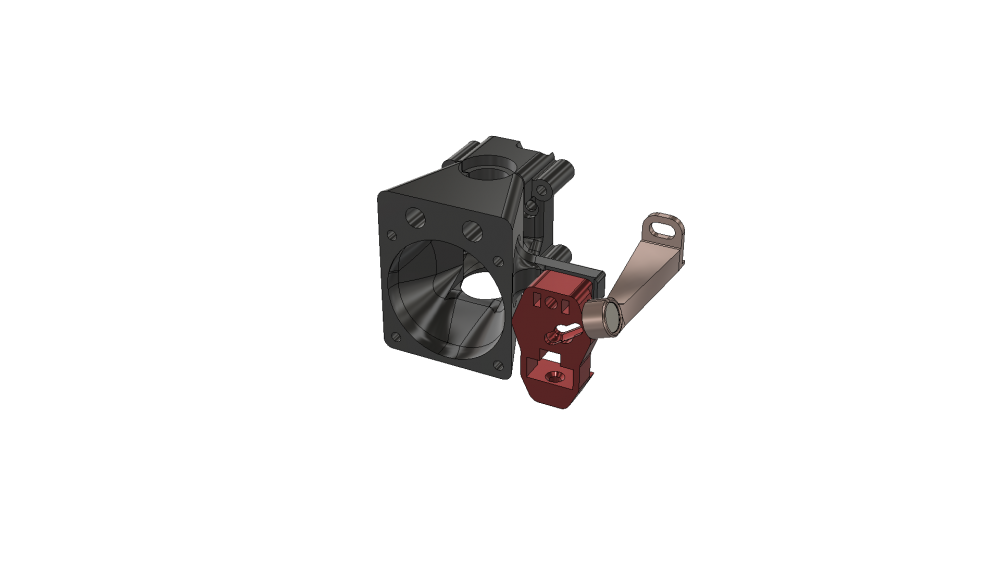
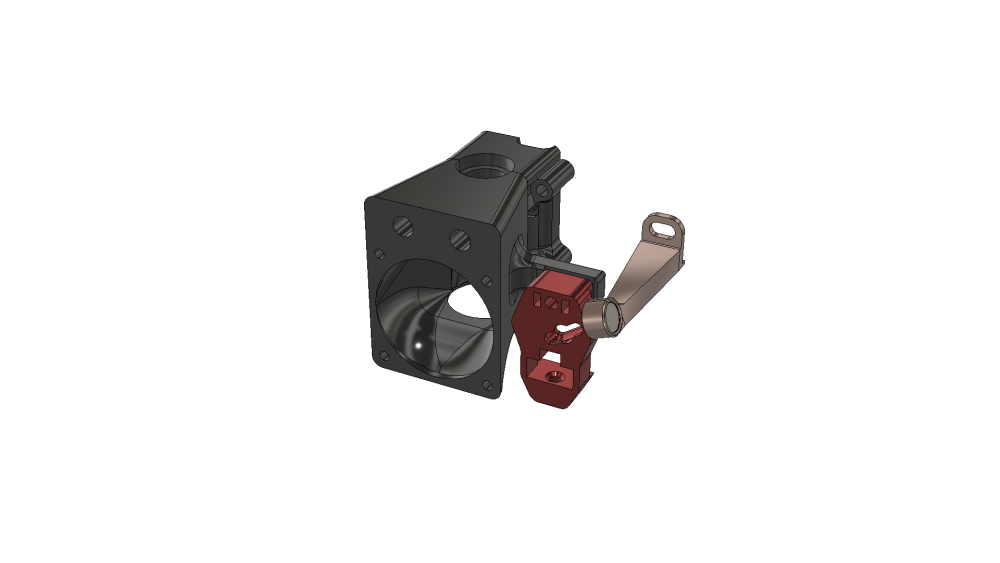
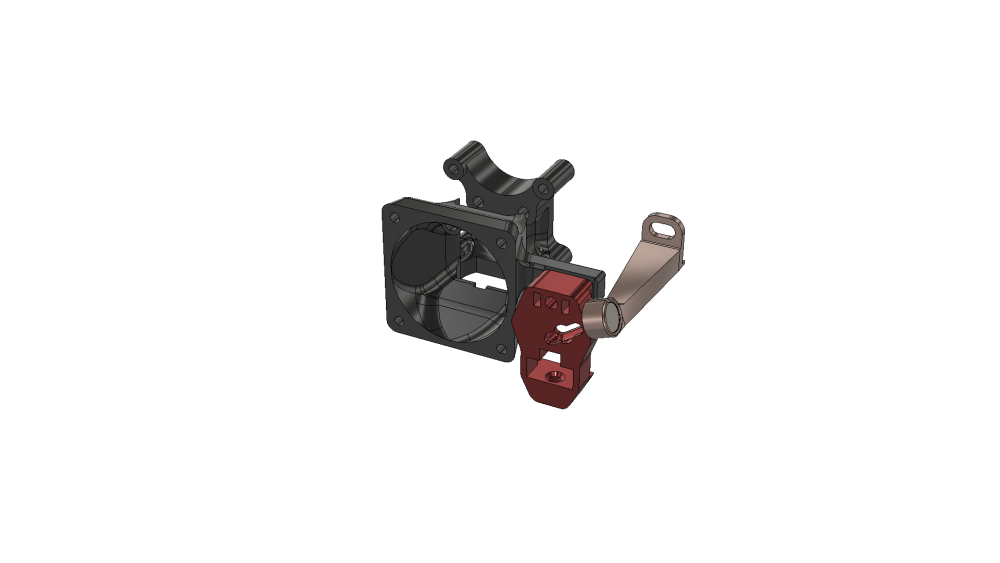
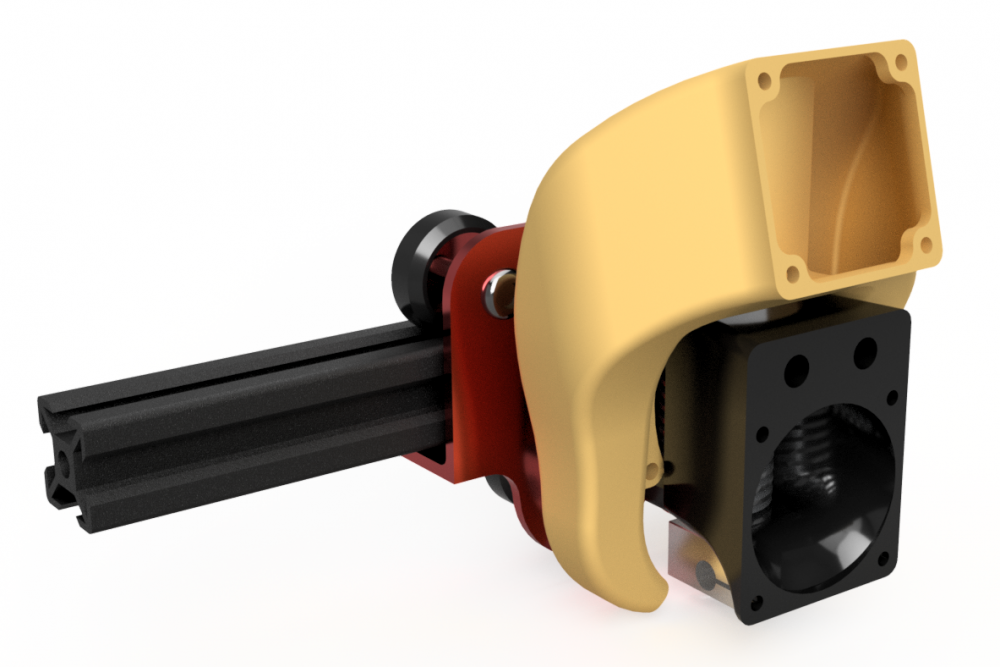
Bonjour, Ci-dessous premier test d'imprimante avec la tête entièrement conçue par mes soins. Cela a été un vrai casse-tête de pouvoir tout caser à cause de l'encombrement et du fait d'être en IDEX. Impossible de mettre quoi que ce soit côté courroie, le moteur étant bien plus bas que sur la tête d'origine, impossible aussi de mettre quoi que ce soit vers le plateau, à cause de l'autre tête, ça limite quand même pas mal. Reste encore à vérifier (et éventuellement modifié) les écoulements de l'air au niveau du guide de ventilateur de buse. Heatbreak bi-metal cuivre titane, tête E3Dv6, extrudeur BMG dual Gear, ventilateur Sunon 4010 et blower Hotend 5015 turbine. Déport VGA avec guidage câble chain que j'ai remodélisé. Pour le moment tout est en PLA, mais j'ai un doute pour le guide du ventilateur de Hotend et pour le guide du ventilateur de buse. Ne pas faire gaffe aux câbles à gauche je vais ajuster la longueur et couper. Le VGA derrière ne traînera plus. Gain de poids, plus de 400 gr, la preuve en photo (la photo est prise avec l'ancien prototype). Ventilation largement améliorée. Reste à tout finaliser, finir les tests, et passer la tête E2 sur le même principe (j'ai déjà en-tête la petit modification pour le réglage de la hauteur). Et rajouter un peu d'éclairage. Marlin Tenlog (dernière version) modifié et recompilé, je repasse sur Luxury quand tout sera bon : Photos : Vidéo :

 2 points
2 points -
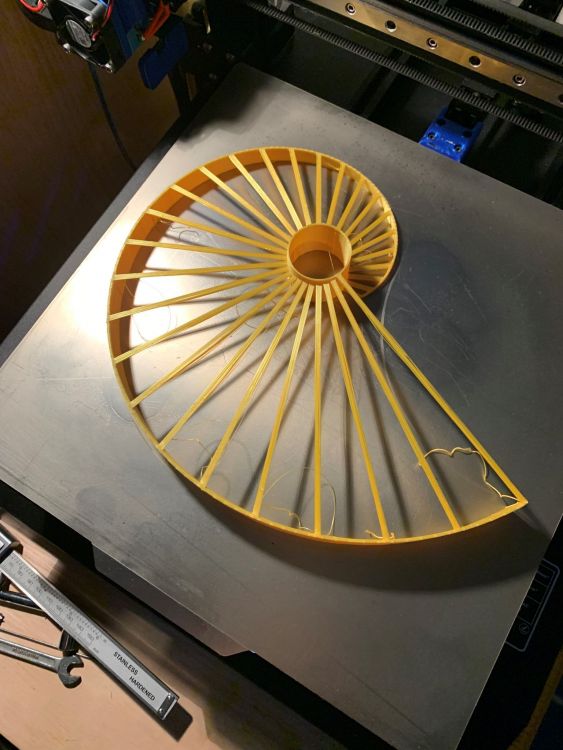
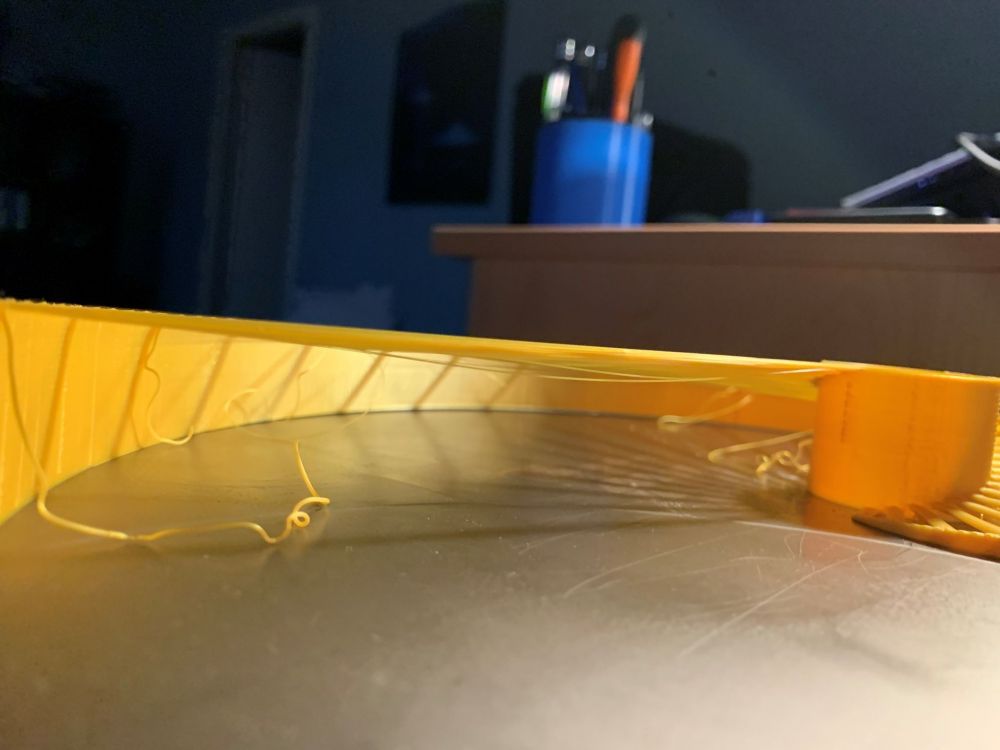
Salut la meute Voilà j'avais dans l'idée de me fabriquer un poussoir (de sécurité) pour ma scie circulaire basé sur ce modèle Un petit tours sur le net et hop il y en a un déjà modélisés. Mais je vais quand même l'adapter à mes besoins en dimensions essentiellement et pour que ça rentre pile poil sur le plateau de ma MINI+ Je commence par la poignée. Pas besoin de la refaire. Elle a la forme et les dimensions qui vont bien. Je vais juste tester la nouvelle fonctionnalité de PrusaSlicer le "Fuzzy Skin" Et voilà c'est parti pour 4 petites heures d'impression A suivre... JC

 2 points
2 points -
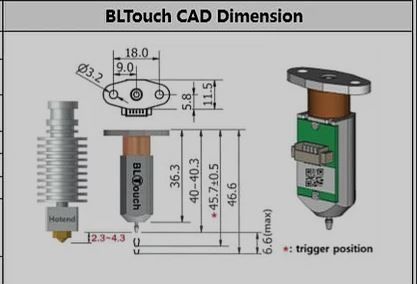
Les buses Volcano normalement oui mais certains corps de chauffe ne le sont pas, ce qui fait que la buse n'est pas bien fixée. La documentation officielle : corps de chauffe , buse Le Bltouch pour fonctionner correctement doit respecter certaines distances (entre le bas du pointeau replié et le bas de la buse, la plage de valeurs va de 2,3 à 4,3mm : Ce comportement à l'allumage de la machine signale seulement que le Bltouch est bien connecté à l'alimentation (VCC / GND) et rien de plus
 2 points
2 points -
En forçant un peu (pas fort hein, juste un peu), la roulette doit tourner, mais sans forcer elle ne doit pas tourner.2 points
-
Sérieux ? C'est un éleveur de propactylactètes hachleboul atteint d'une légère dyslexie qui a aligné ces trois lettres ?
 2 points
2 points -
finalement Flexconnect a répondu favorablement a ma demande ,ils peuvent a partir d'une nappe existante fabriqué le modèle en plus long www.pcb-flexconnect.com2 points
-
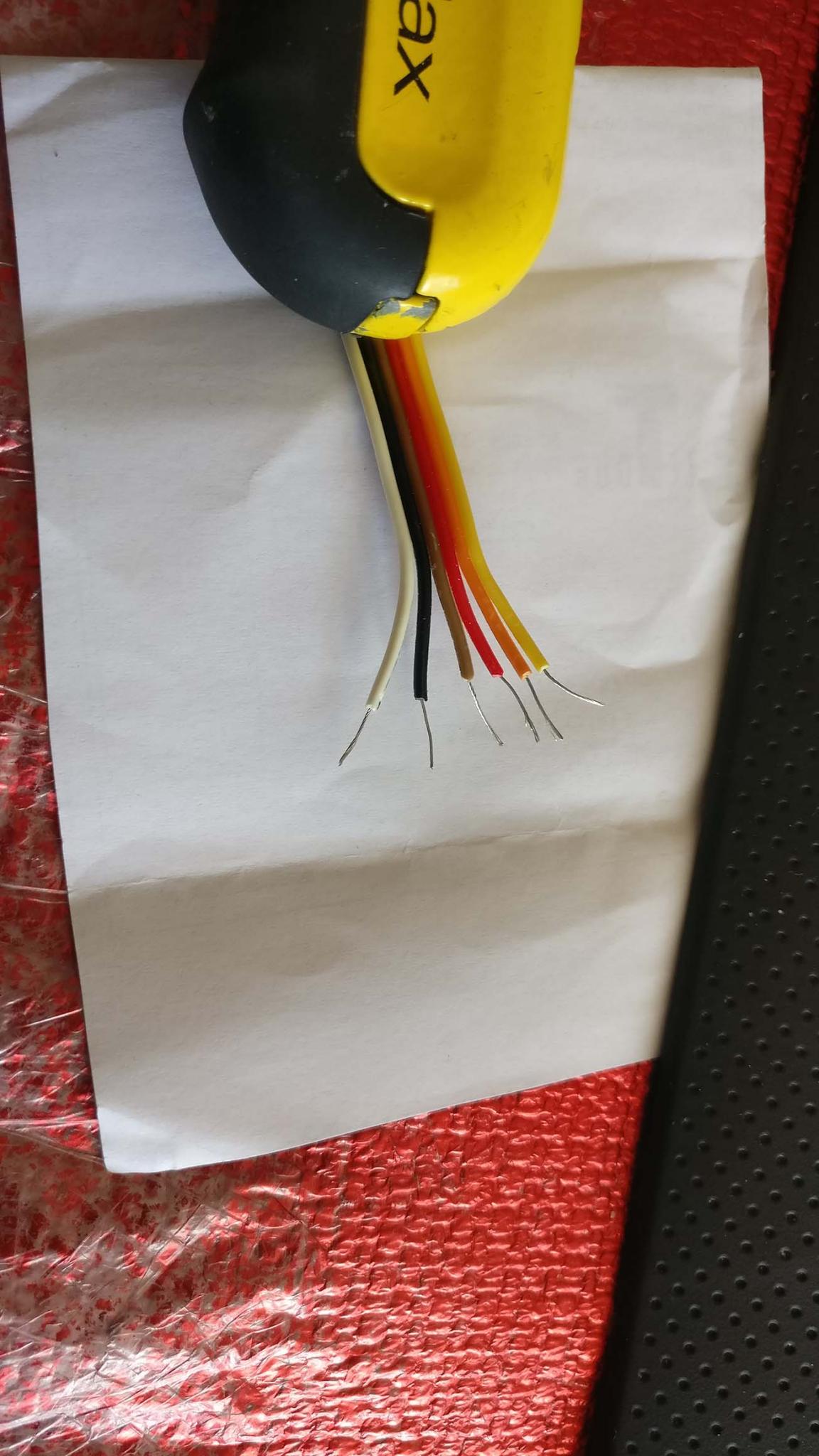
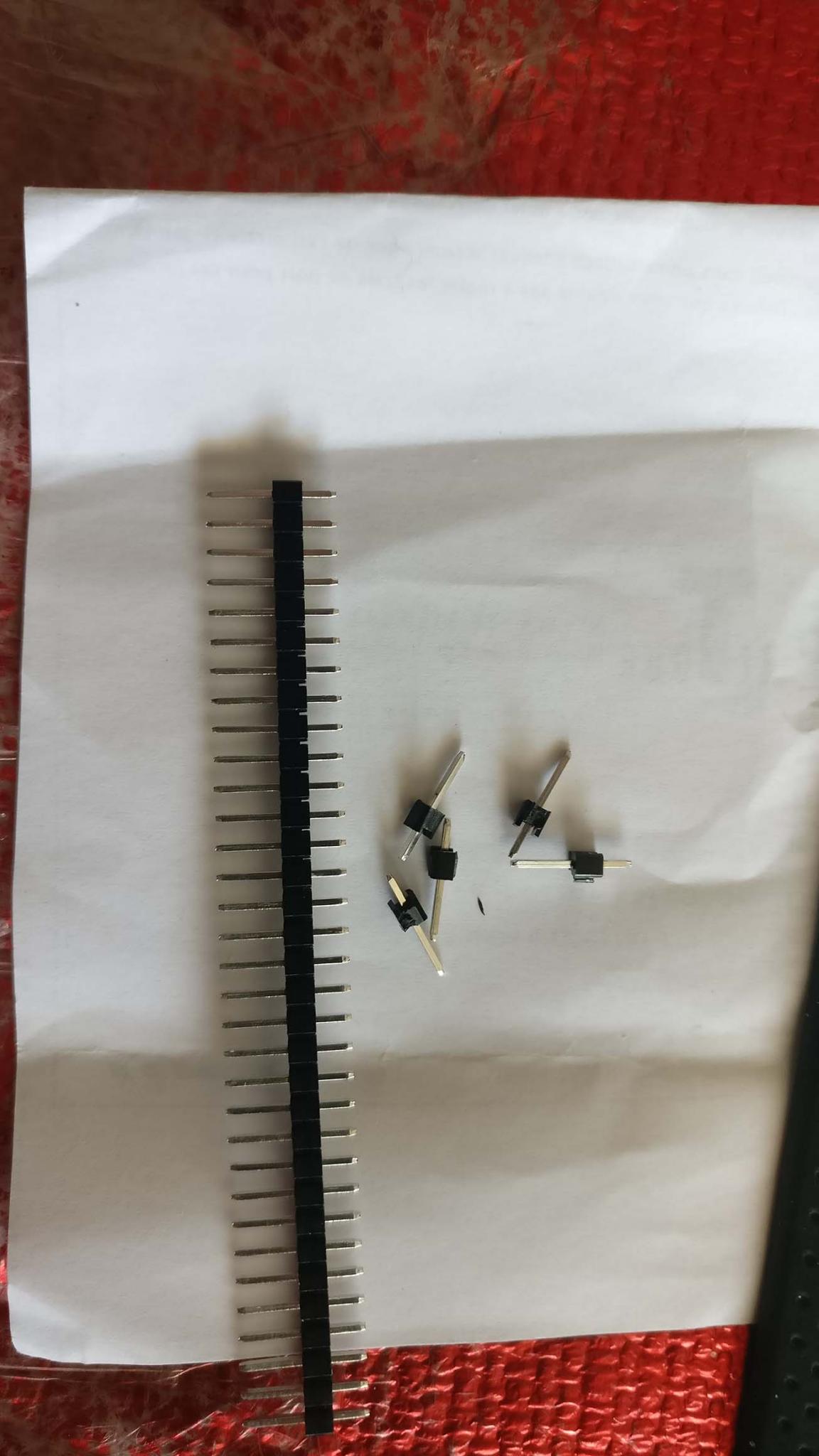
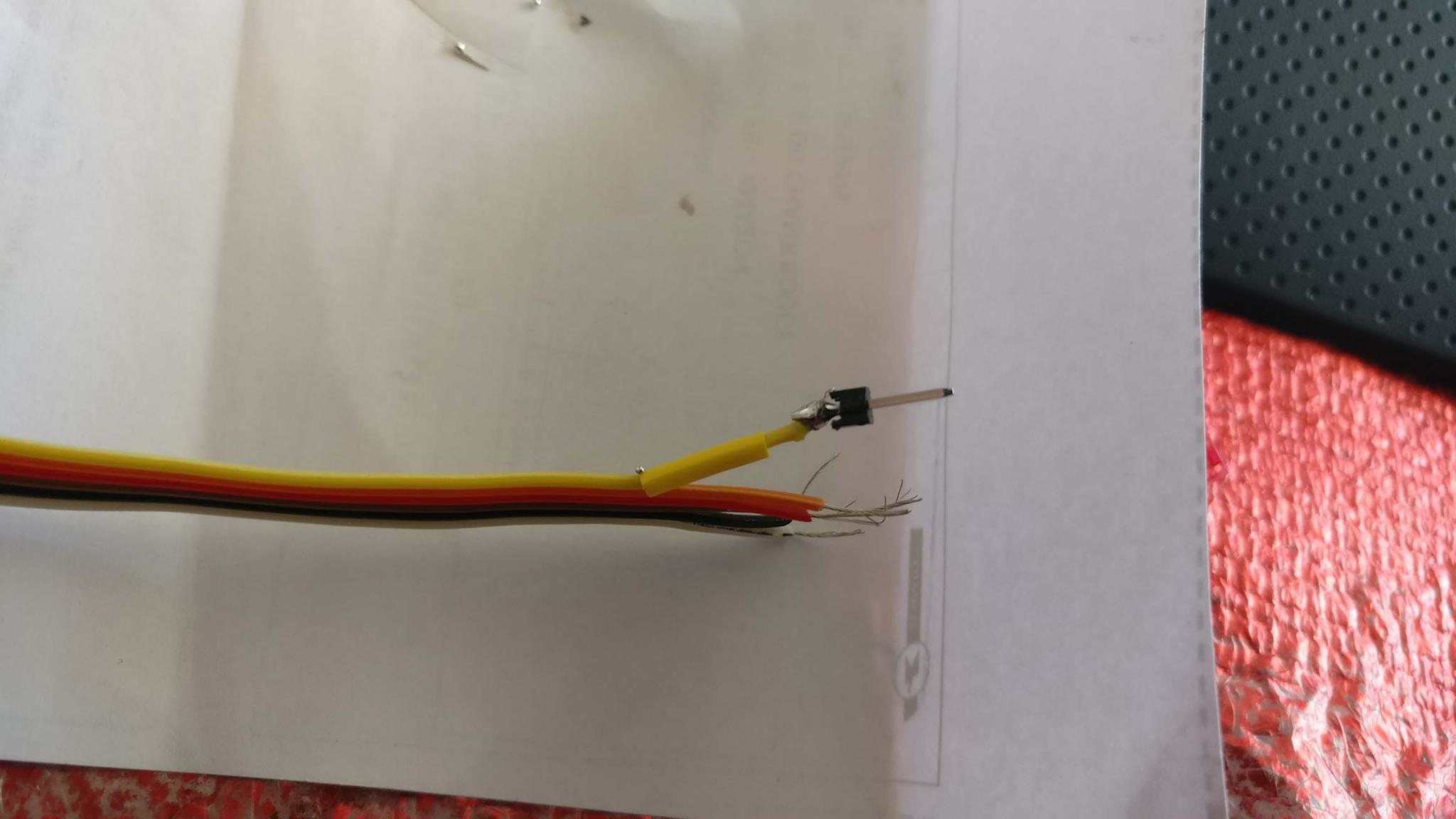
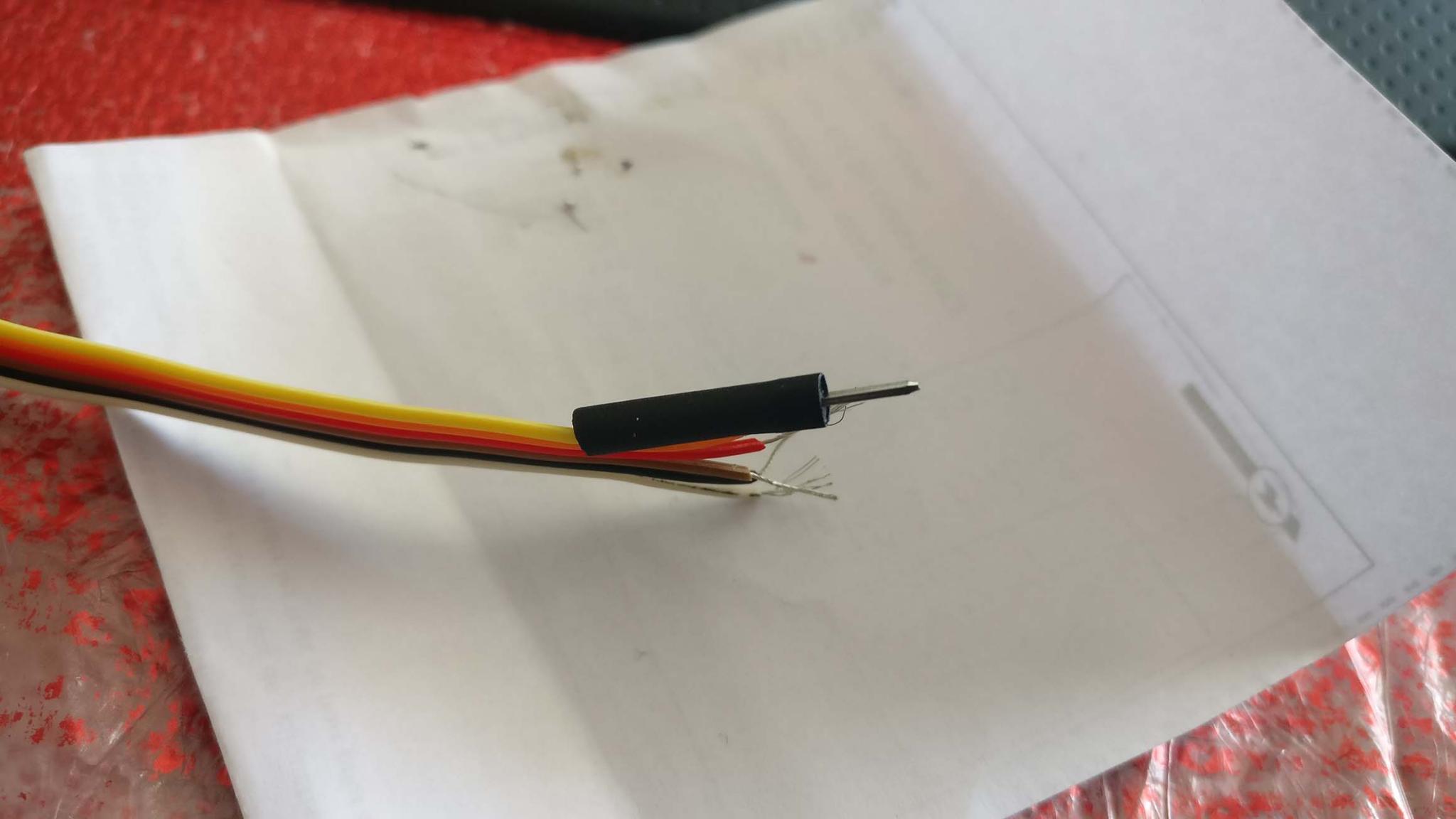
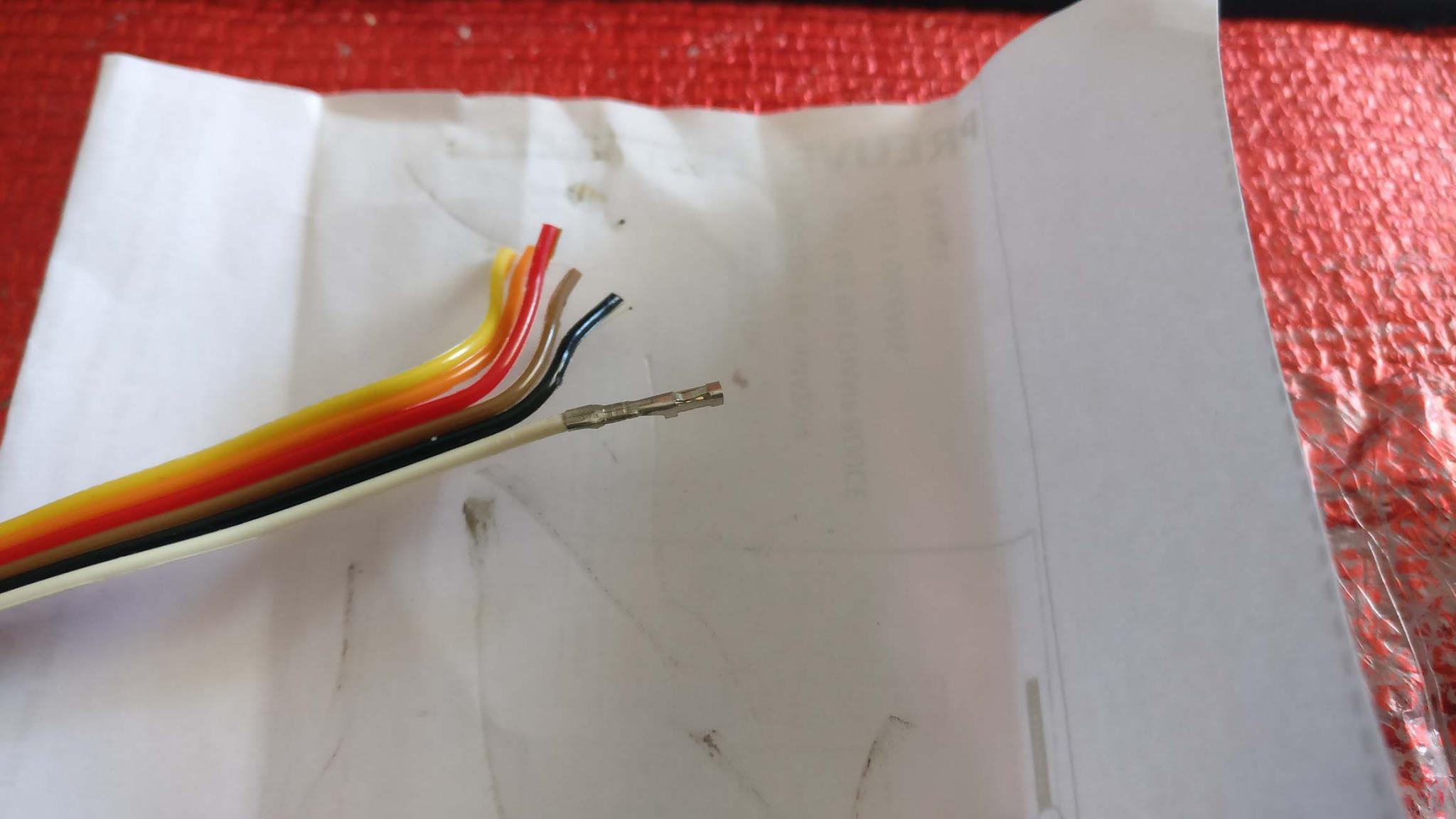
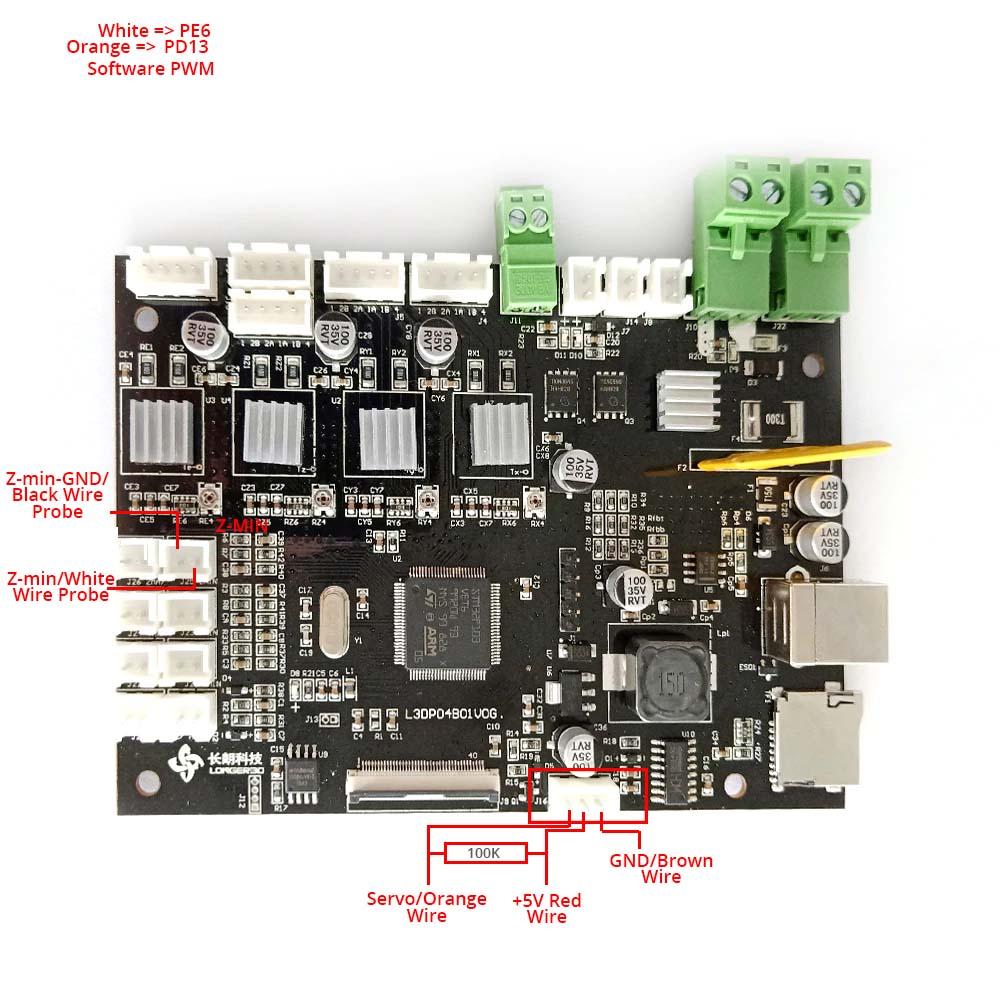
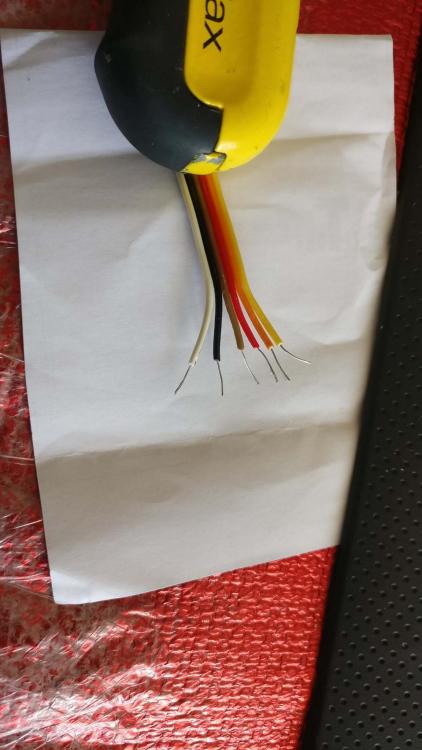
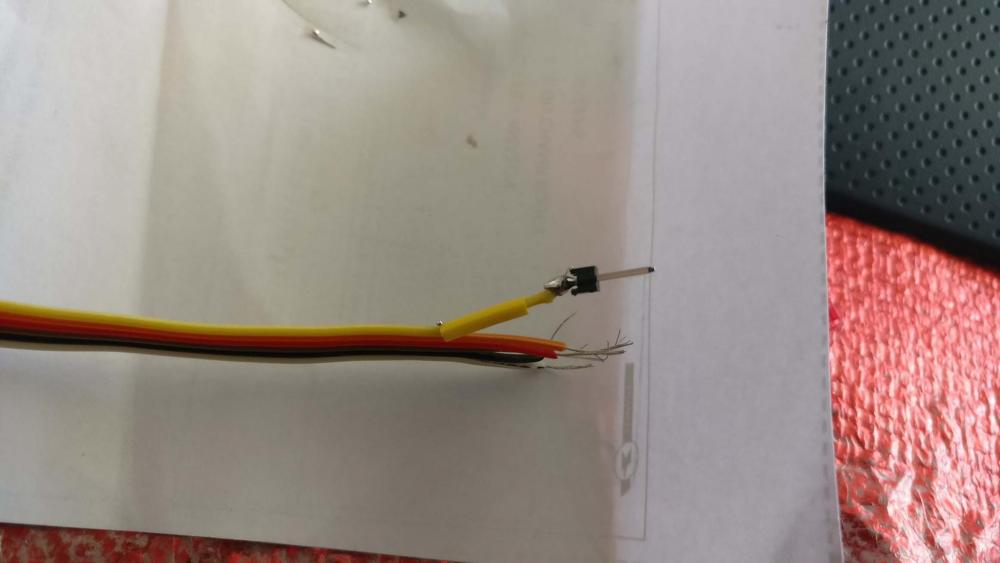
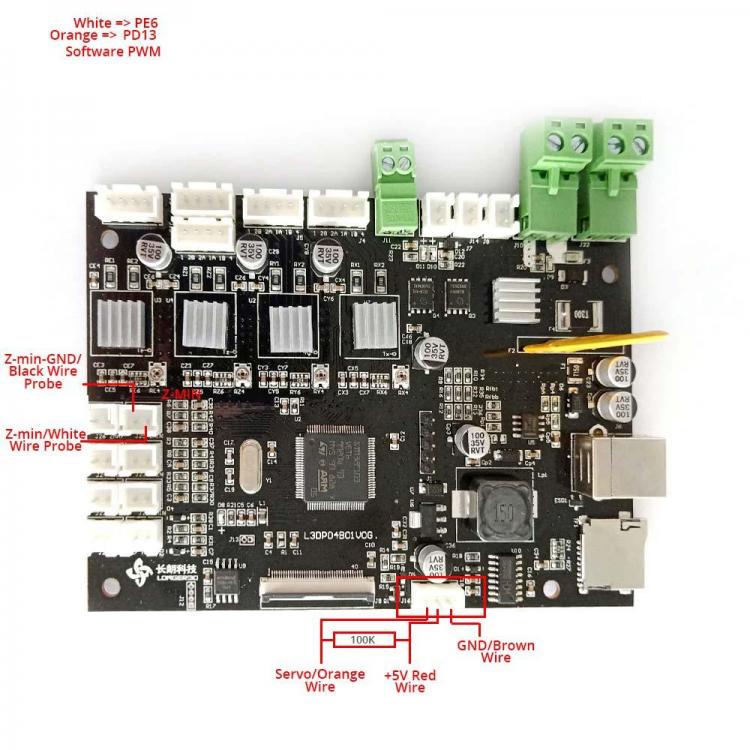
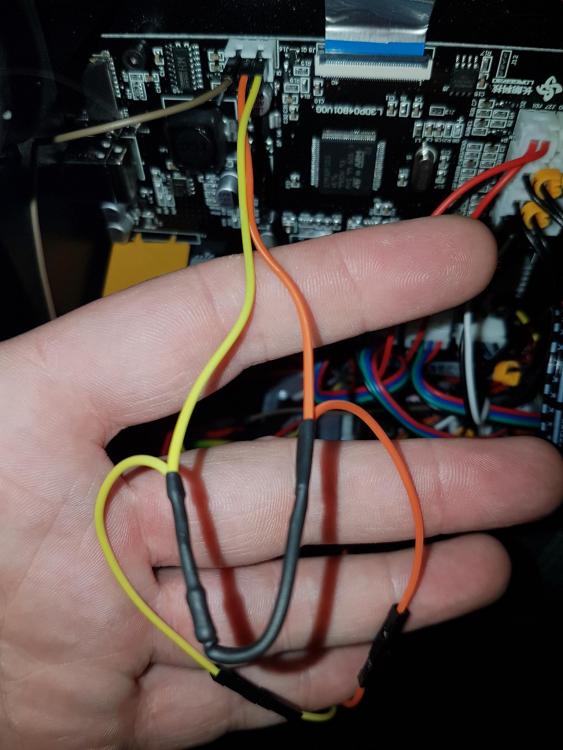
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
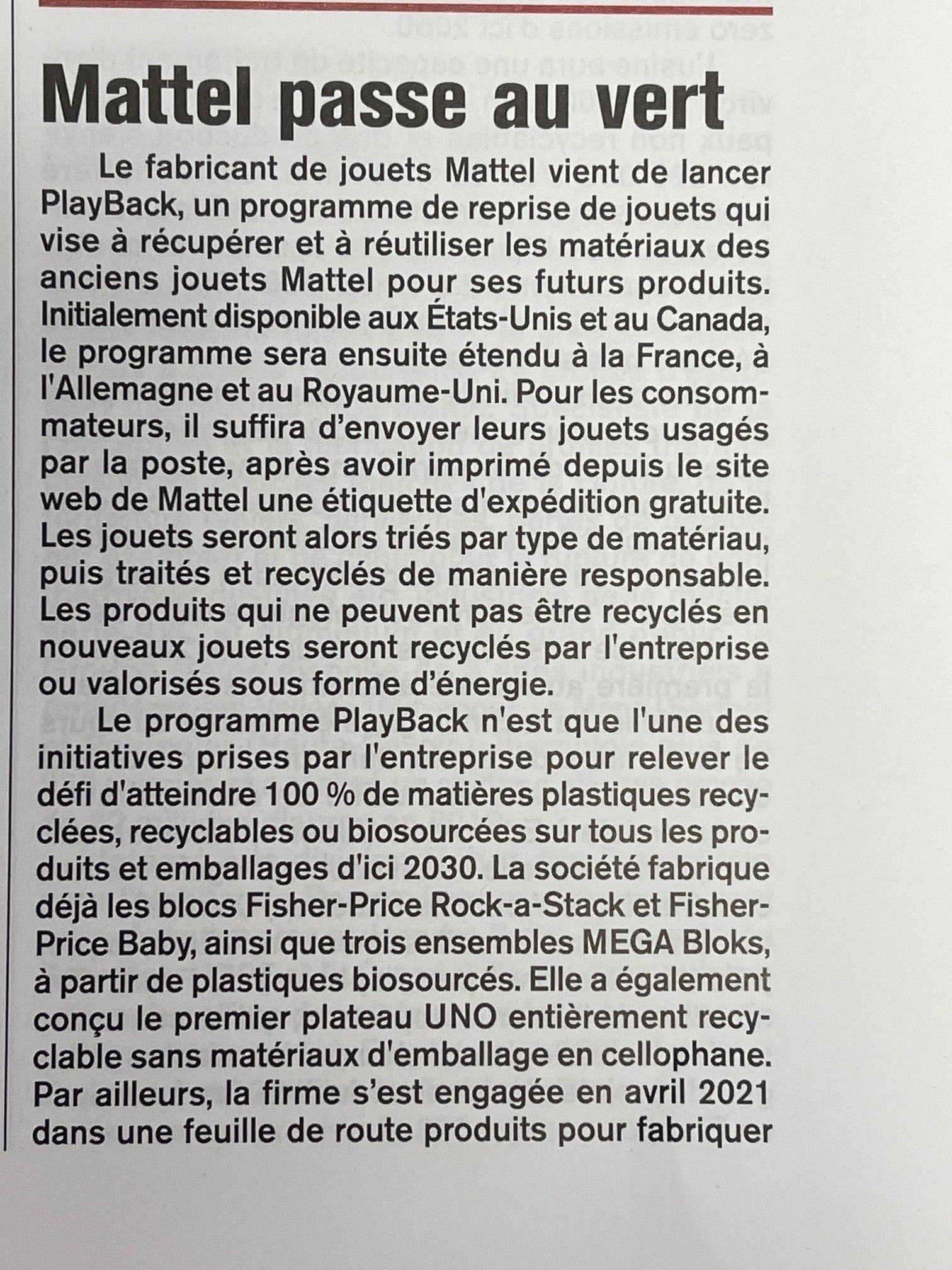
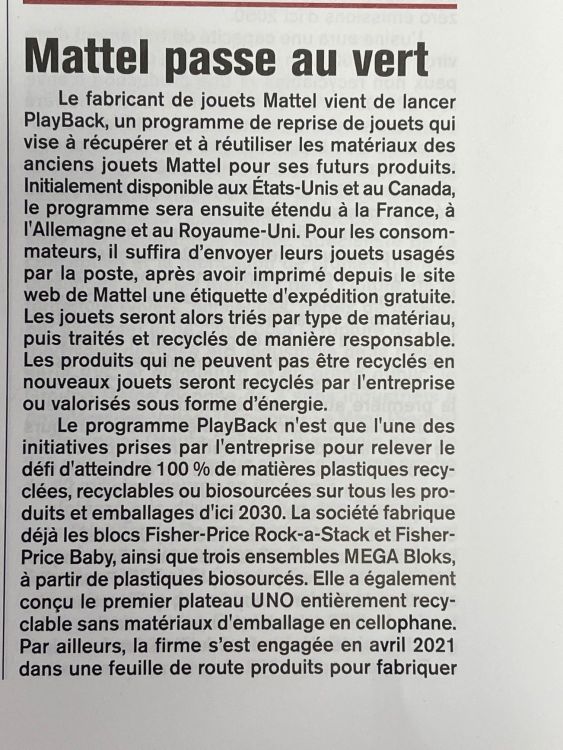
MATTEL, le célèbre fabricant de jouets lancer un programme de reprise de ses vieux jouets pour les recycler: LOTUS pourrait en faire autant avec son célèbre papier toilette (c'est le tri qui s’annonce compliqué).
 1 point
1 point -
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
@MrMagouneta pingé juste la godasse alors je ne donnerai pas mon avis ! Bon blague à part, la Tenlog est une très bonne imprimante qui fonctionne très bien d'origine. Grand bed, double extrusion, assez bonne communauté, un revendeur français à savoir studiolab39 (à taper sur google). Peux être amélioré tout comme les autres imprimantes, honnêtement pas de point noir, à part le ventilateur de l'alimentation assez bruyant mais ça se change.1 point
-
Le PVA, assez cher, et très sensible à l'humidité, certains même avec séchage ne peuvent plus l'utiliser après 1 ou 2 mois, donc à priori doit se consommer rapidement, car pas très stable face à l'humidité. Sinon c'est génial à utiliser. J'en avais acheté une petite quantité pour tester, et il n'y a pas à dire c'est parfaitement soluble dans l'eau (légèrement tiède pour accélérer le processus). Cela dépend peut-être aussi des marques.1 point
-
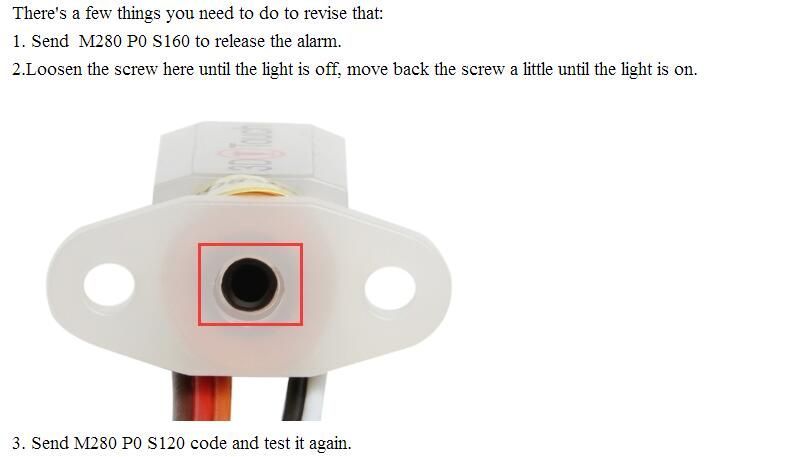
Une photo de ce montage du BLT sur la tête ? Ça permettrait de mieux visualiser Je confirme les propos précédents quand à la manipulation manuelle du pointeau : c'est fortement déconseillé hormis lorsqu'il est déployé pour tester s'il agit bien comme détecteur de fin de course, la descente de la tête doit stopper. La seule chose réglable c'est via la minuscule vis BTR au dessus :
 1 point
1 point -
Les buses sont mormalisé donc elle dois faire la bonne longueur.1 point
-
utilise pronterface ou repetier host1 point
-
Pronterface pour envoyer des commandes est très bien.1 point
-
Attention, il n'est pas compatible avec toutes les matières et ne supporte pas des températures trop élevées. Il y a aussi le BVOH comme filament soluble. Pour ne pas avoir de souci lors de son utilisation, il est préférable de mettre la bobine dans une boite de séchage type Sunlu ou Esun (avec un pré-séchage de 4 heures mini)1 point
-
Hello, @fran6p @Stef67 à voir vos fichiers de config la thermistance d'une CR-10 v2 - v3 est qualifiée comme étant une : EPCOS 100K B57560G104F Or en diversifiant les filaments extrudés je me rends compte être capable de fondre du PETG à 190°C Lorsque j'imprime un PETG Translucide à 240°C comme indiqué la qualité est exécrable ... De même mon PLA ne sorts jamais vraiment bien et me suis bon nombre de fois retrouvé avec la chevelure poussant à l'intérieur à essayer d'améliorer mes prints ... J'ai donc modifié les paramètres d'extrudeur pour la sonde thermique par : NTC 100K beta 3950 Qui semble être le modèle de thermistance d'origine chez Creality. Depuis la qualité de mes prints se trouve considérablement améliorée. Normal je pense avoir des températures correctes. Vous avez remarqué quelque chose de ce genre de votre coté ?1 point
-
bravo1 point
-
Quand tu as Flash le nouveau firmware tu as effectué un reset Eeprom ou pas ?1 point
-
Dans la section safe_Z_home ton plateau étant de 250x250, le centre devrait être 125,125 Dans la section Bltouch, aucun offset x/y n'est déclaré Ton Bltouch est monté au même endroit que la buse ? Relire https://github.com/KevinOConnor/klipper/blob/master/docs/Probe_Calibrate.md Dans la section stepper_z ajoute une ligne «position_min: -x.yz» (avec x.yz négatif d'à peu près la valeur de ton z_offset), extrait de la documentation «config reference» :1 point
-
Bin justement c'est la qu'il faut arrêter, c'est à cause d'une minorité (qui hélas grandi de génération en génération) de débile qu'on fait des lois, qu'on nous interdit certains produit, etc, si ces abrutis, on arrêtait de les écouter, de les plaindre et de leur donner raison quant ils portent plainte contre le fabriquant, on serais un peu moins emmerdée.... Il y a pas longtemps je me rappelle d'une famille qui a porté plainte contre une marque connu de petites saucisses car leur gamin ou gamine à failli s'étouffer avec, bin oui vous comprenez monsieur le juge c'est pas marqué sur l'emballage qu'il faut la couper en plus petit morceau et qu'il faut en plus la mâcher avant de l'avaler.... En plus ils ose dire qu'ils font pas ça pour l'argent mais pour éviter d'autres accidents (comme si on était tous aussi con qu'eux...) Se genre de personne en plus de leur enlever leurs gamins car vu le niveau, ils sont incapable de bien les élever, faudrait les stériliser pour plus qu'ils se reproduisent....1 point
-
oui sur une des deux cosses noires à droite1 point
-
Dans ton slicer (Cura/Prusa/ideamaker/Simplify) tu regarde le Start Gcode de ton imprimante et Vérifie si tu as une commande M420 S1 ou G29 après la ligne G28, si tu n'a pas tu ajoute le M420 S1 sur une nouvelle ligne sous le G28. Sa c'est pour être sur que ton leveling est pris en compte. Pour ton Y vérifie le serrage des V-wheel et la tension de la courroie pour voir. Trop tendue c'est pas bon mais pas assez non plus, pareil pour les excentrique des V-Wheel.1 point
-
Le problème c'est que les potards sont sur les drivers (et ils ne sont pas gros) Si c'est des 220x à la louche c'est 1 / 1,414.. soit environ 0.7 - 0.8 v à tester Le voltage est à prendre entre le potard (pointe de touche sur la vis du potard) et la masse (la plus pratique au choix) Attention : bien débrancher les moteurs AVANT de régler les vref.1 point
-
Ben non, il manque les bras ok je sors ->1 point
-
Surtout les gars si les résines vous inquiètent, ne les utilisez pas. Sur le site Prusa, il y a la fiche technique et la fiche de sécurité (en français), en voici un extrait: Le mélange ne contient pas de substances inscrites sur la liste établie conformément à l’article 59, paragraphe 1, de REACH comme ayant des propriétés perturbant le système endocrinien, ou n’est pas reconnu comme ayant des propriétés perturbant le système endocrinien conformément aux critères définis dans le Règlement délégué (UE) 2017/2100 de la Commission ou le Règlement (UE) 2018/605 de la Commission. Tout les produits naturels ou conçus par l'homme ont une dangerosité suivant l'usage que vous en faite. (je déconseille fortement de garder la tête sous l'eau trop longtemps, c'est mortel)1 point
-
Oui. Le modèle S5 (500x500x500) utilise des moteurs plus gros (60 mm) au moins sur l'axe Y. @miserovitchqui en possède une également pourra confirmer1 point
-
Tu as aussi une vis 6 pans sur le dessus du 3Dtouch cette dernière est une vis de maintenance pour le changement de pin, mais si elle est mal serrer la pin peux ne pas être bien positionné dans le capteur. je dis pas que c'est ton cas mais vue le nombre de buse qui était pas serrer sur les tête de X1 je me dis que cela n'est pas improbable avec l'assemblage Artillery.1 point
-
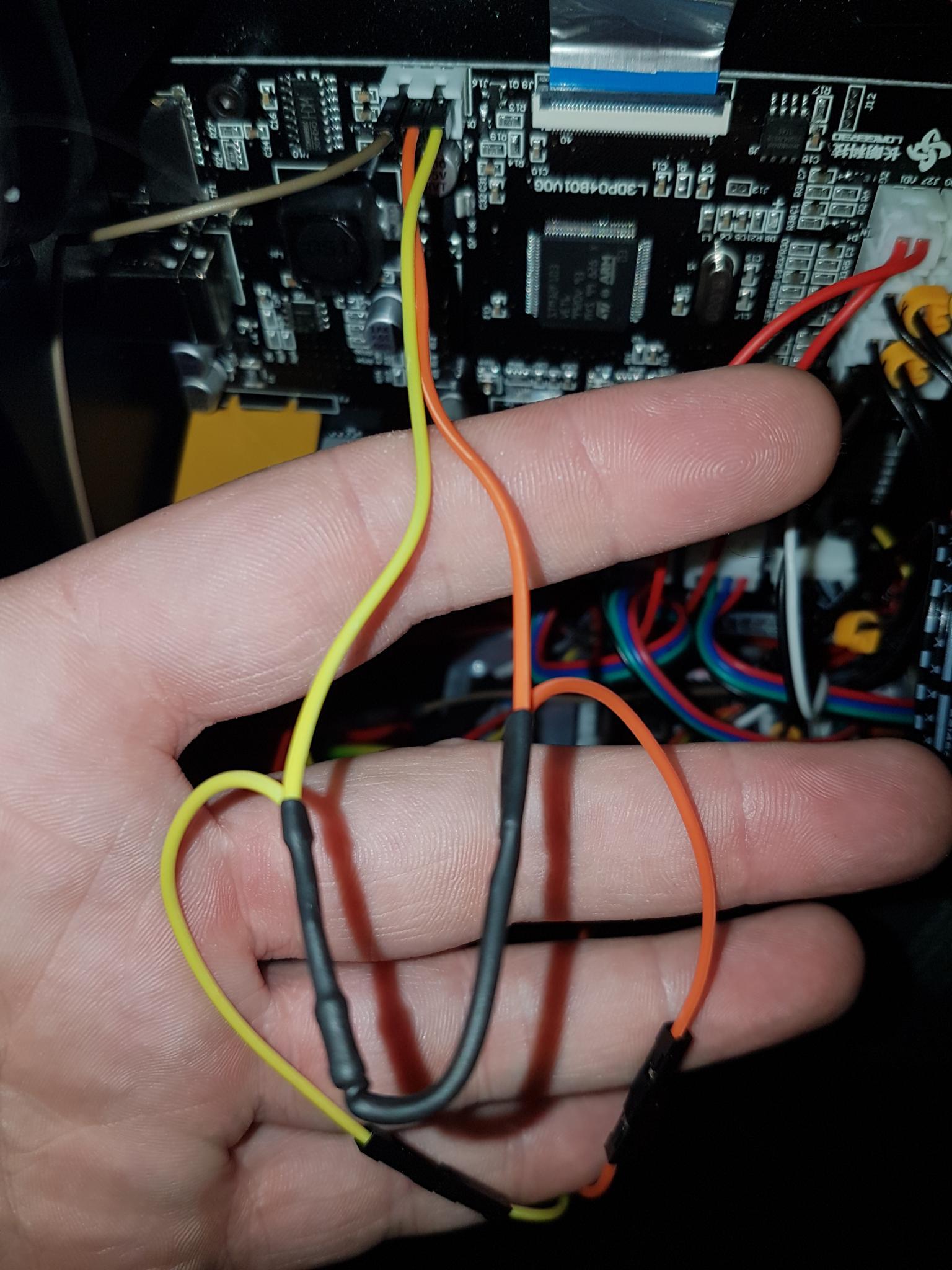
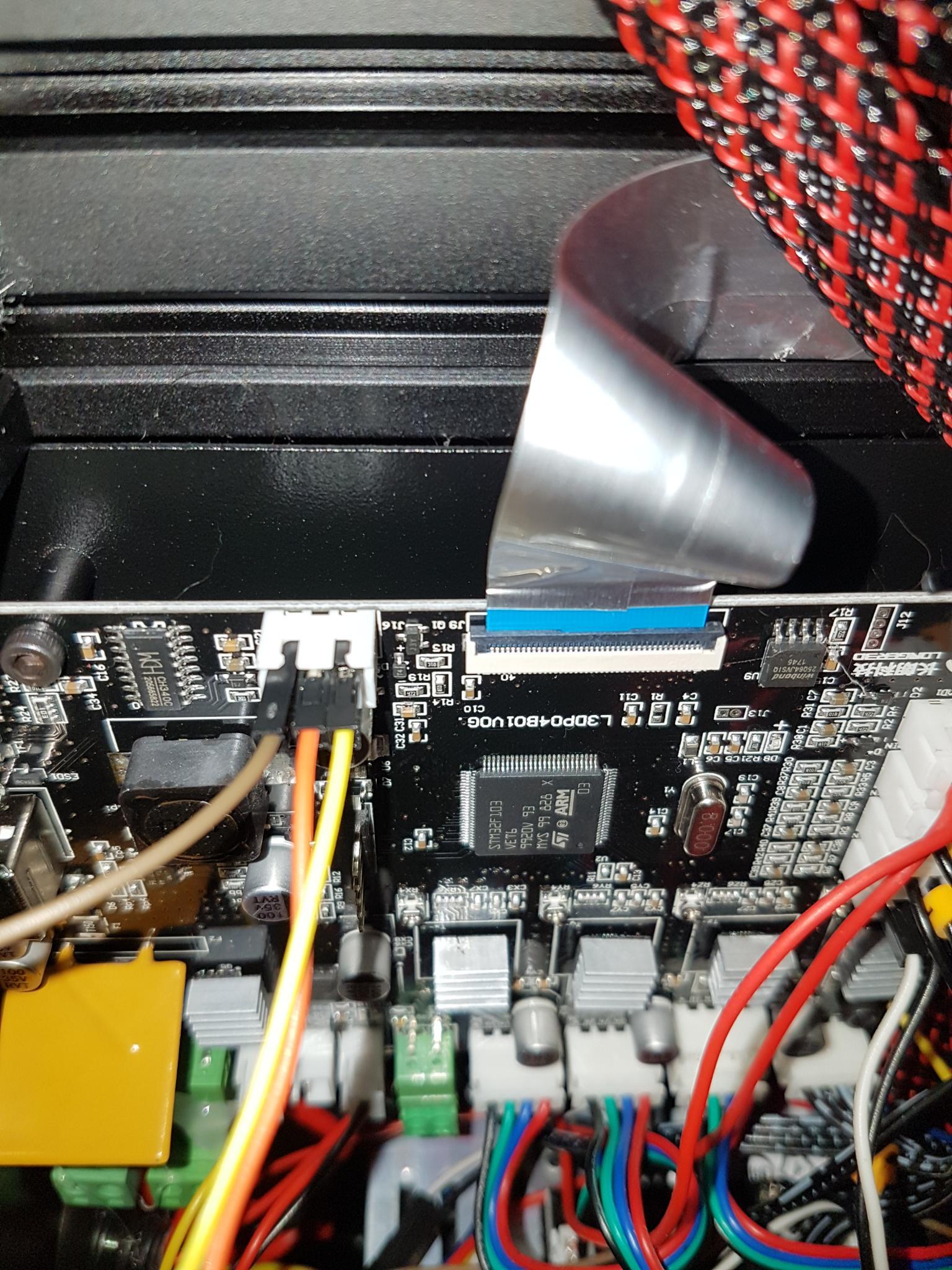
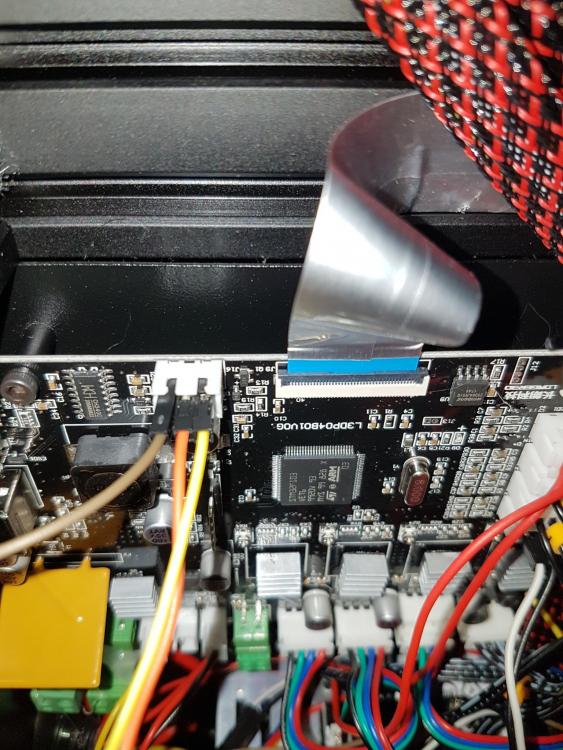
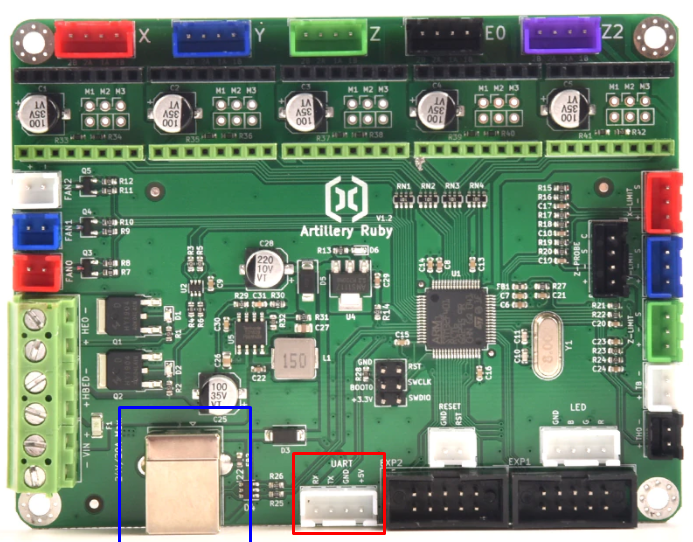
Difficile de te répondre sur le fait de devoir débrancher l'écran tft pour un flash firmware j'ai pas le diagramme de la carte mère Rubis Artillery qui est propriétaire. Su les X1 et Genius cela est du a la MKS GenL V1 qui utilise le même bus Série pour l'usb type D et le connecteur du TFT, et comme il est pas possible a 2 appareils de communiqué en même temps sur avec la Carte mère sur sur le même bus série le problème ce pose. Sur ma Genius je n'est plus ce soucis car je suis passer en carte mère MKS SgenL V2 Carte 32bit la mise a jour par défaut s'effectue via le Port µSD qui n'est pas sur le même bus que le TFT. Mais il fort probable qu'il soit nécessaire ici aussi de débrancher l'écran tft. En rouge le connecteur du TFT en bleu l'usb il est fort possible qu'il utilise le même bus série au vue de la configuration mais impossible d'être certain, sans avoir un datasheet ou schéma officiel de la Carte Mère ou la carte mère en test
 1 point
1 point -
Bonne idée c'est dangereux ces bêtes là !1 point
-
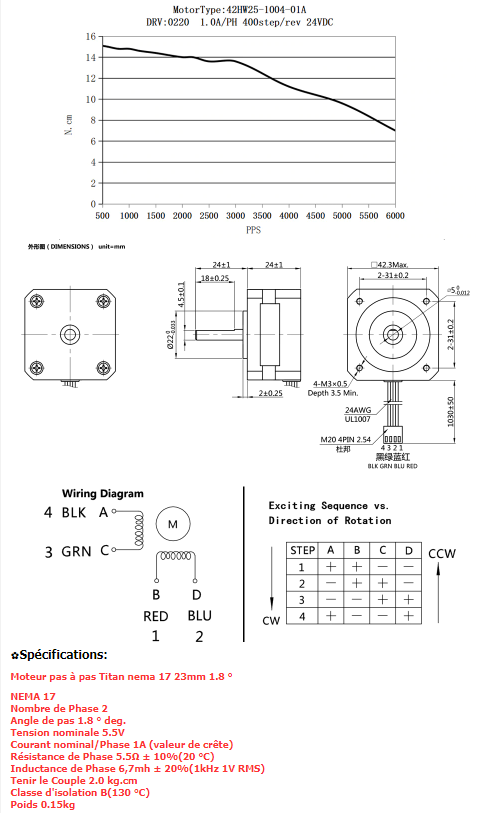
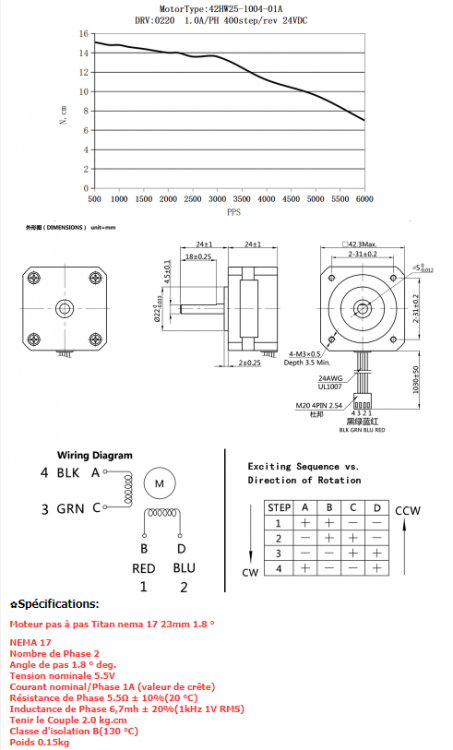
Pour la ventilation de Hotend, je pense pas qu'il y ait de soucis, la pièce étant en PLA, j'avais un doute, mais sur une impression de 3h elle n'a pas chauffé, donc cela refroidit bien. Pour la ventilation de buse, j'ai fait un test de bridge hier, c'est pas mal du tout avec un bridge à 150 mm au max, par contre je pense qu'il va falloir quand même que je regarde où cela souffle exactement. Il n'y a pas à dire rien à voir entre les blower 5015 et le pauvre petit 4010 radial d'origine :-). Ton lien ne renvoie pas sur un guide de buse. Par contre le moteur chauffe beaucoup, j'en conclus qu'il va falloir re régler les Vref puisque changement de moteur. Pour les TMC 2208, la formule est assez simple : les TMC2xxx sont de chez Trinamic, la formule est la plus simple : valeur de Vref = valeur de Inom La fiche moteur est la suivante : Donc lnom = 1 A, soit la valeur de Vref de 1 V, ce qui est censé être d'origine je pense, donc j'ai un doute que cela vienne de là.
 1 point
1 point -
Saturn V1 point
-
Apollo 11 alors ...1 point
-
Superbe travail, ta nouvelle tête est vraiment sympa. Si tu cherches de l'optimisation pour le refroidissement (surtout le hotend) regarde ce qui me parait le must pour l'instant MiniXtrude Je suis admiratif du taf1 point
-
Quoi un tuyau à spatule.. Comme dirait le professeur tournesol1 point
-
Ahhhhh une tuyere de fusée ou de vaisseau spatial !1 point
-
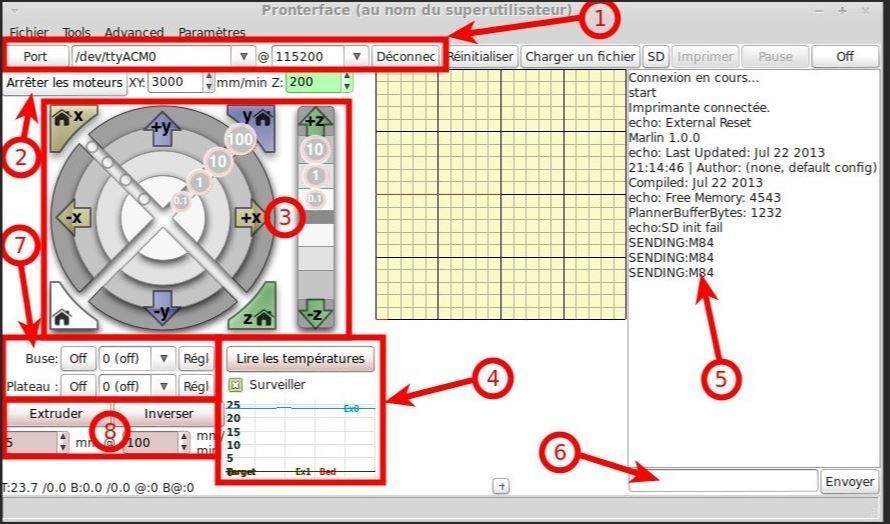
Une fois l'imprimante connectée (1), tu peux entrer les gcodes à envoyer dans la zone (6) puis cliquer sur Envoyer (Send si en anglais), le retour de la commande s'affichera dans (5) :
 1 point
1 point -
Peux tu m'expliquer mieuxce que tu entend par tige/pin mobile et le réglage que tu as fait. Ce qui indique donc que tes ventilateur fonctionne, et donc si les nappes ne sont pas en cause, il y a peut être un soucis avec le connecteur câblé sur la carte mère rubis. A voir côté CM ! sinon tenter de faire une restauration du firmware et un reset Eeprom et re régler le tout.1 point
-
Il va falloir par commencer par faire un "home" en entrant G28 dans la console. Ensuite je ne vois pas d'autre solution que de déduire la position du milieu du plateau (dimension du plateau) et la position de la tête en la plaçant au milieu du plateau. Pour déplacer la tête : G1 X50 F1000 permet de faire un mouvement de 50mm selon l'axe X lent (1000mm/min). G1 Y50 F1000 fera la même chose pour l'axe Y1 point
-
Depuis quelques temps, Marlin permet de le faire même avec deux moteurs sur un seul pilote moteur Mais il faut évidemment que le firmware ait été compilé avec cette option. Il est préférable que les pilotes soient de type TMC mais ce n'est pas obligatoire1 point
-
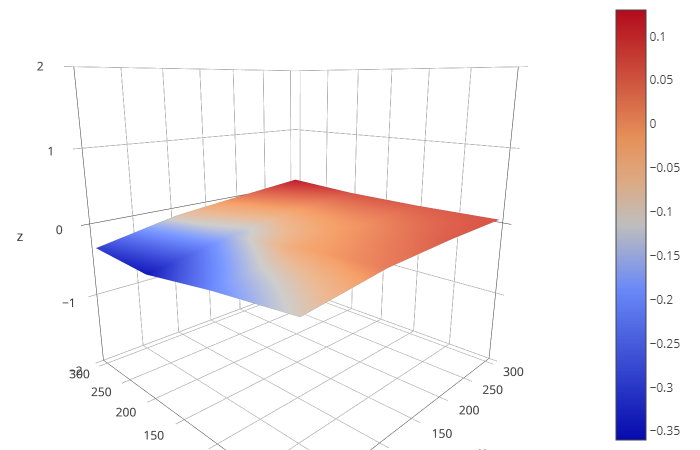
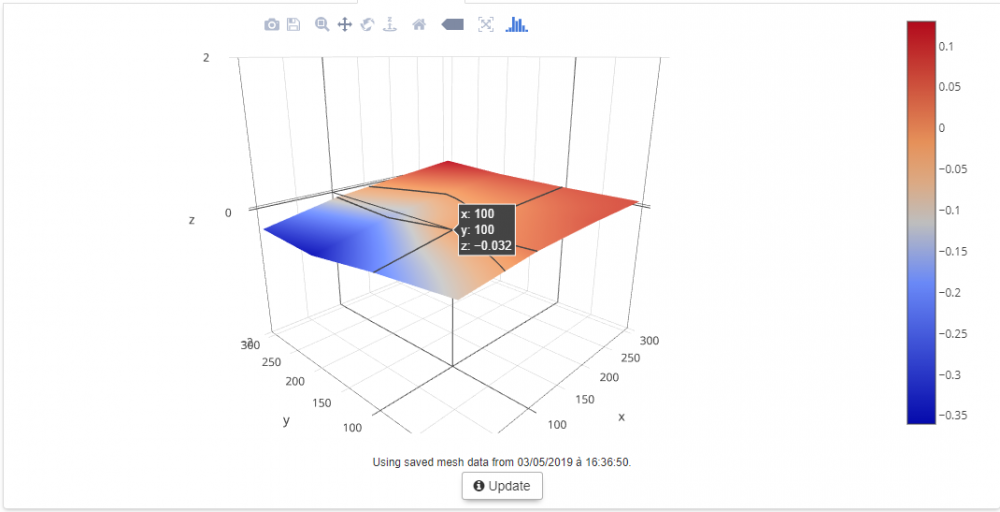
Je reviens sur le sujet ! Solution trouvée ! Voici une video qui peut aider : Dans mon cas : Augmentation : Mesh Fixes/ Maximum Resolution : 0,50 Baisse : Vitesse : 50 mm/s (anciennement 60 mm/s)1 point
-
Si tu arrive a lire l'anglais, dans ce PDF regarde le 3.3 Manual installation https://ftdichip.com/wp-content/uploads/2020/08/AN_396-FTDI-Drivers-Installation-Guide-for-Windows-10.pdf c'est en gros cela mais pour ton driver. Voir même tester avec le driver https://ftdichip.com/drivers/vcp-drivers/ car c'est sa doc a lui que je t'ai mis .... Ou encore avec celui là qui a un setup.exe que je ne sait plus d'où il vient : CH341SER.ZIP1 point
-
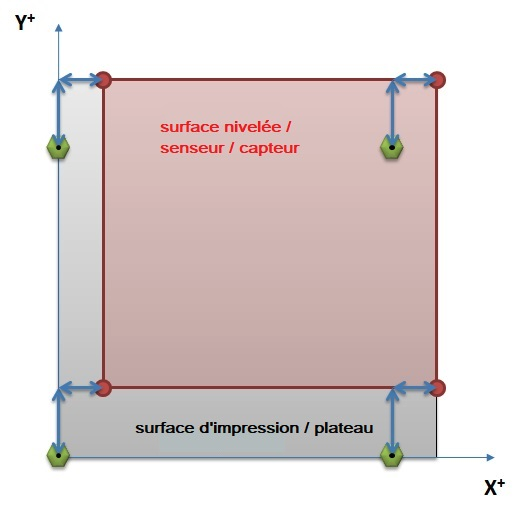
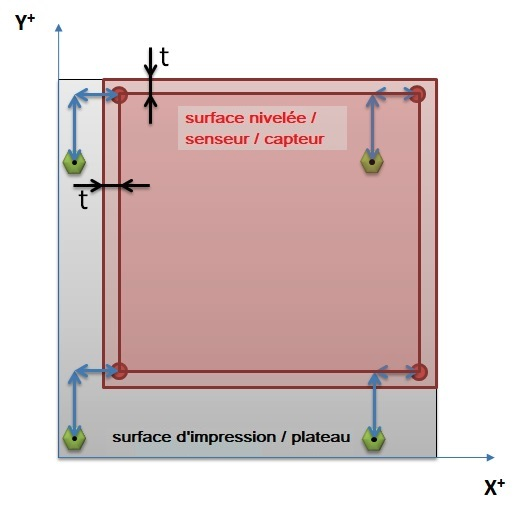
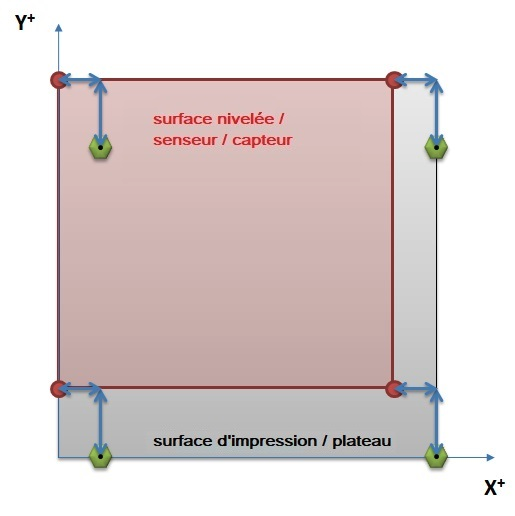
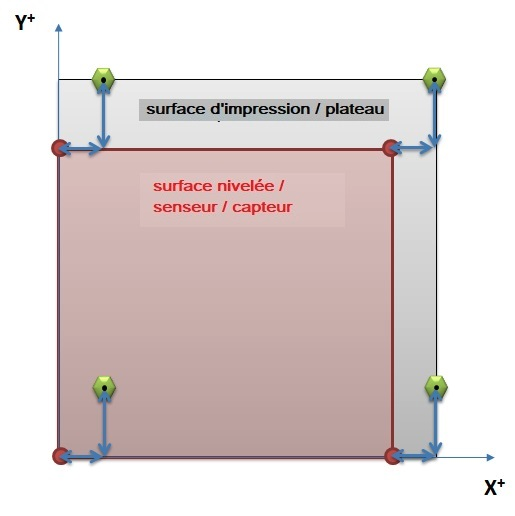
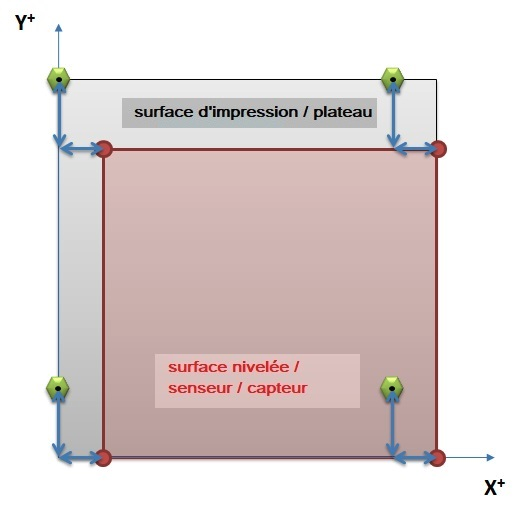
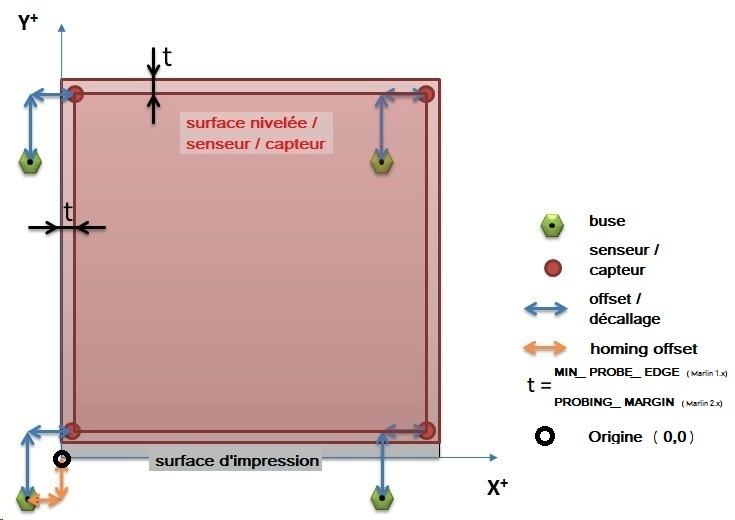
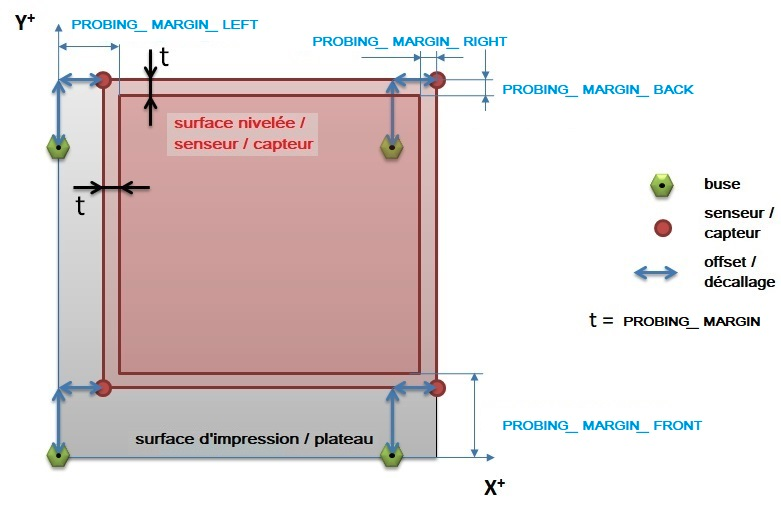
 De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.
De nombreuses questions se posent régulièrement sur ce point. Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)). Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] : // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet). En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse: par mesures directes ou en se fiant aux informations (quand / si elles sont fournies) du support du capteur - via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre) - de la pièce métallique fournie dans un kit acheté «tout prêt» Marlin Les directives de compilation diffèrent en fonction de la version de Marlin Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit : PROBING_MARGIN (configuration.h) Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] : #if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif Ces paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites. Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement : // Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Décalages du capteur (offsets) Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) : Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit, si les deux sont négatives, la position est à l’avant-gauche , les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative). Marlin fournit un dessin en ASCII pour le rappeler : * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+ Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle] Limites de la zone du capteur Dans les dessins suivants, la buse, le capteur et les décalages sont définis par : Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) : 1. Capteur à l'arrière-droit : Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par : Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE) Marlin 2.x : Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET Si un décalage de «sécurité» a été défini par : #define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou #define PROBING_MARGIN [valeur] (Marlin 2.x) dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) : Pour un Marlin 1.x, les limites deviennent : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 2. Capteur à l'arrière-gauche : Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) 3. Capteur à l'avant-gauche : Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) 4. Capteur à l'avant-droit : Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue. CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire. L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY] où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) : Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x : #define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE) Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau. Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau : #define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20 Particularité de Marlin 2.0.x Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite) Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via : #define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ } Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit. Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation. Exemple : #if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endif C’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.
 1 point
1 point -
On est sous IPS mais j'ai pas vu d'option ni plugin à ce sujet J'avais pas cherché avec les bons mots clefs !1 point