Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/04/2024 Dans tous les contenus
-
Voilà mes dernières productions. Lorsque qu'il n'y a pas besoin de support comme sur le pot de fleur de gauche (imprimé en buse de 0,6 car pla huître) j'utilise flashprint sinon c'est Orca qui génère de meilleurs supports organiques. La tête blanche fait 32cm et a donc été imprimé en 2 plateaux. Seulement 15h pour l'ensemble avec une qualité vraiment top. La femme sur son banc m'a posé plus de problèmes. J'ai du la réussi qu'au 5eme essai. Mais c'est en grande partie du au PLA qui a un effet un peu plus gomme et donc qui est moins lisse. Il faut donc diminuer un peu le débit sous peine d'avoir des excroissances qui a entraîné trop de friction et par conséquent un décollement complet de la pièce ou des cassures sur des zones fragiles.
 3 points
3 points -
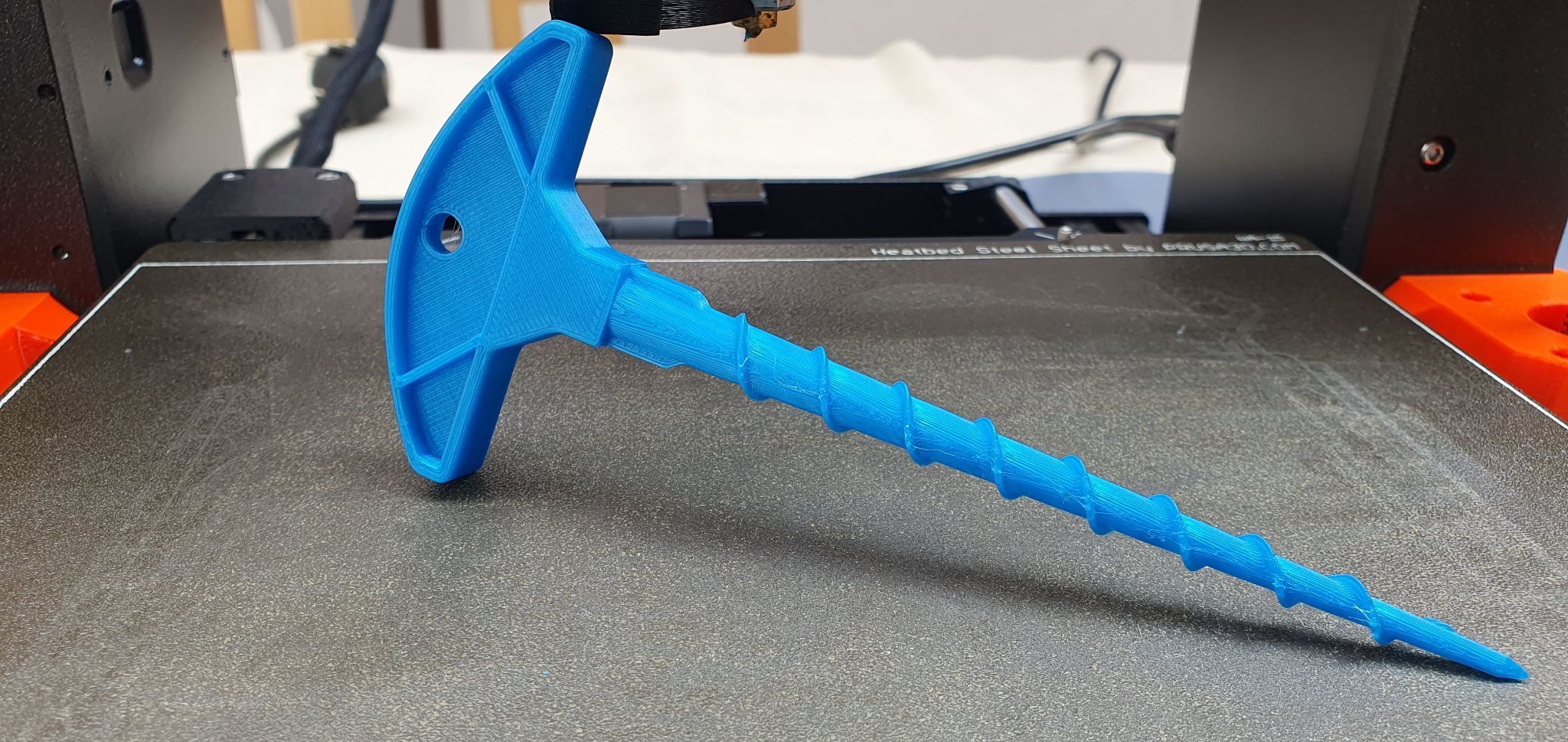
Ma femme m'a demandé si je pouvais faire des tire tiques pour le poney club... J'en ai trouvé un sur Printables ( https://www.printables.com/model/153838-tick-remover ). Il est facile à imprimer, et ma femme l'a déjà testé avec succès. Je l'ai retravaillé pour inclure le logo du club, et ajouté un trou pour le fixer à un anneau, et imprimé un prototype...3 points
-
Et bien le voici. 3dprint_mag_2024.pdf2 points
-
bonjour @Axel et @Guillaume3D c'est assez complexe mais la dégradation d'un plastique peut se constater grâce à 13 facteurs qui sont impactés par la lumière. La coloration étant le plus visible pour nous mais il y a la dureté, la résistance à la traction etc etc il y a un vieillissement qui s'engage sur tous plastiques exposés au UV car l'énergie des photons est supérieure à l'énergie de liaison des atomes de carbones mais il faut aussi relativiser car il y a l'intensité des UV et leur profondeur de pénétration qui est très faible, couramment entre 25 et 50 microns donc pas le même impact entre FDM et résine c'est ainsi que les plastiques translucides / transparents résistent plutôt mieux certains plastiques en changeant de couleur se protègent donc c'est complexe voilà de mémoire mes restes de l'école ...2 points
-
Les uv ne font que faire passer les couleurs, les propriétés du plastique quel qu'ils soit ne sont pas trop impactées par les uv mais de toutes façon au bout d'un certains temps dehors (chaud, froid, soleil, pluie, gel) les impressions finiront par devenir cassantes et se déformer sur un temps plus ou moins long suivant le plastiques. J'ai des impressions en petg noir sur ma remorque depuis plus de 5 ans et la couleur n'a pas bougée pourtant il n'y a aucun post traitement dessus, certaines on pétées mais c'est plutôt due à un défaut de conception au vue des contraintes mécanique qu'elles devaient subir.2 points
-
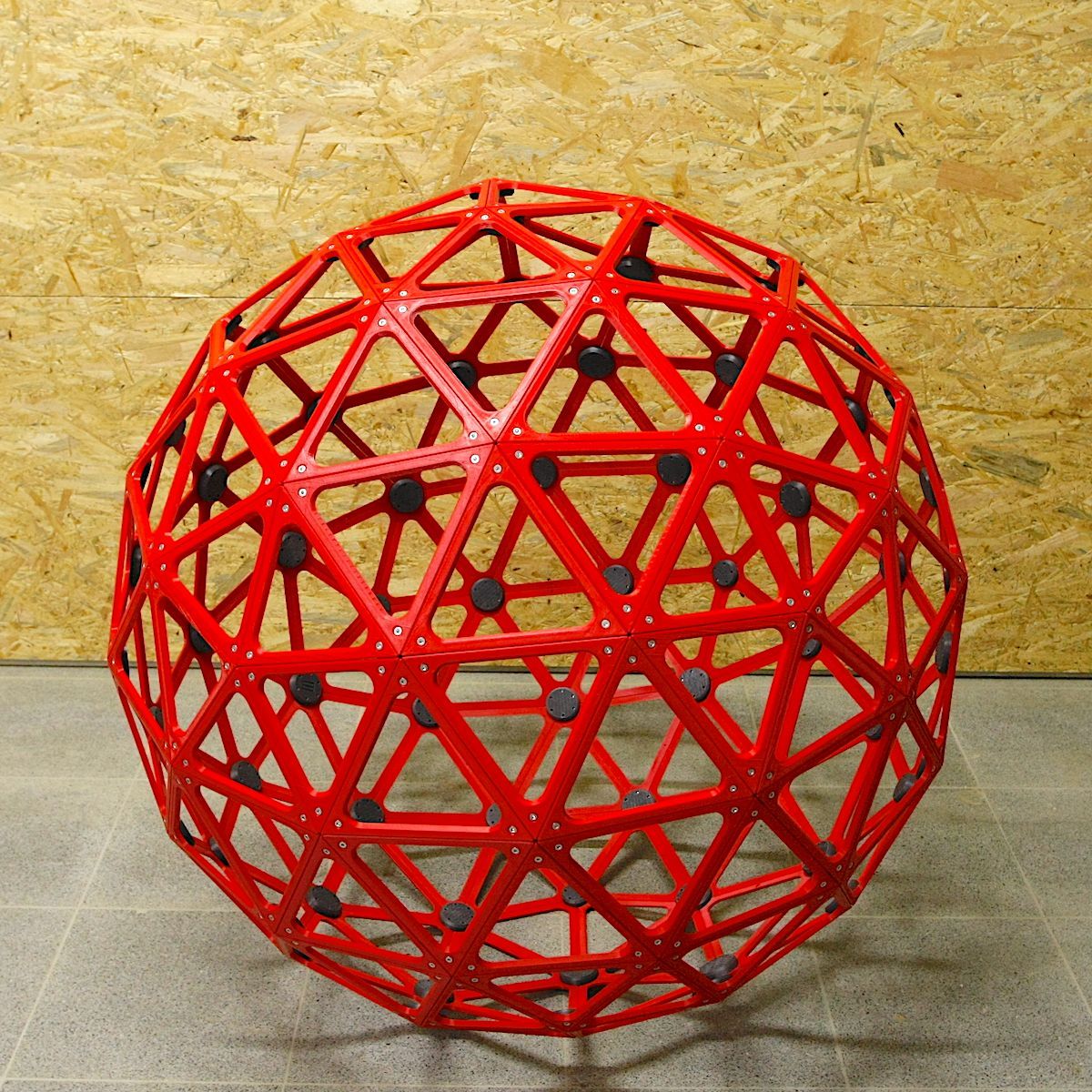
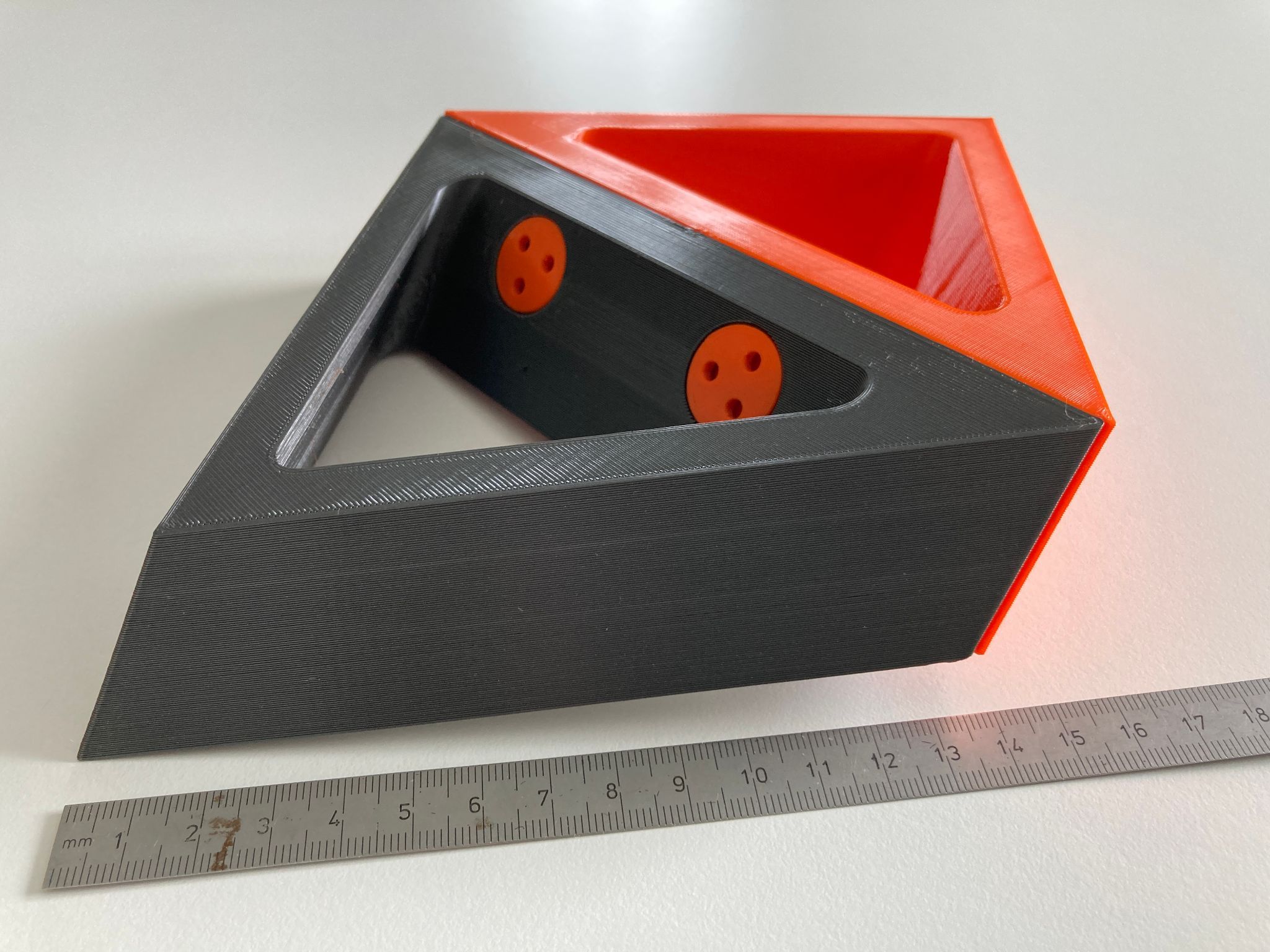
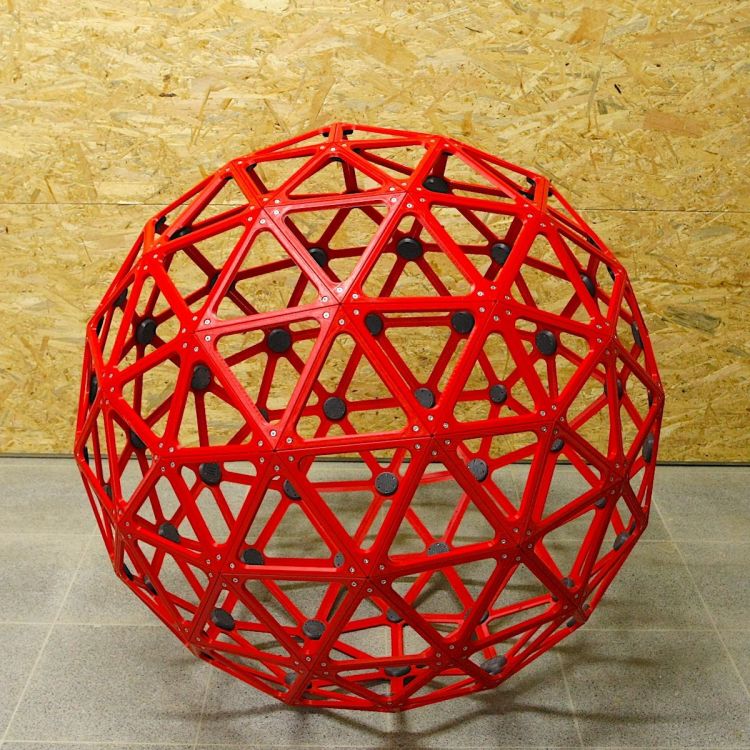
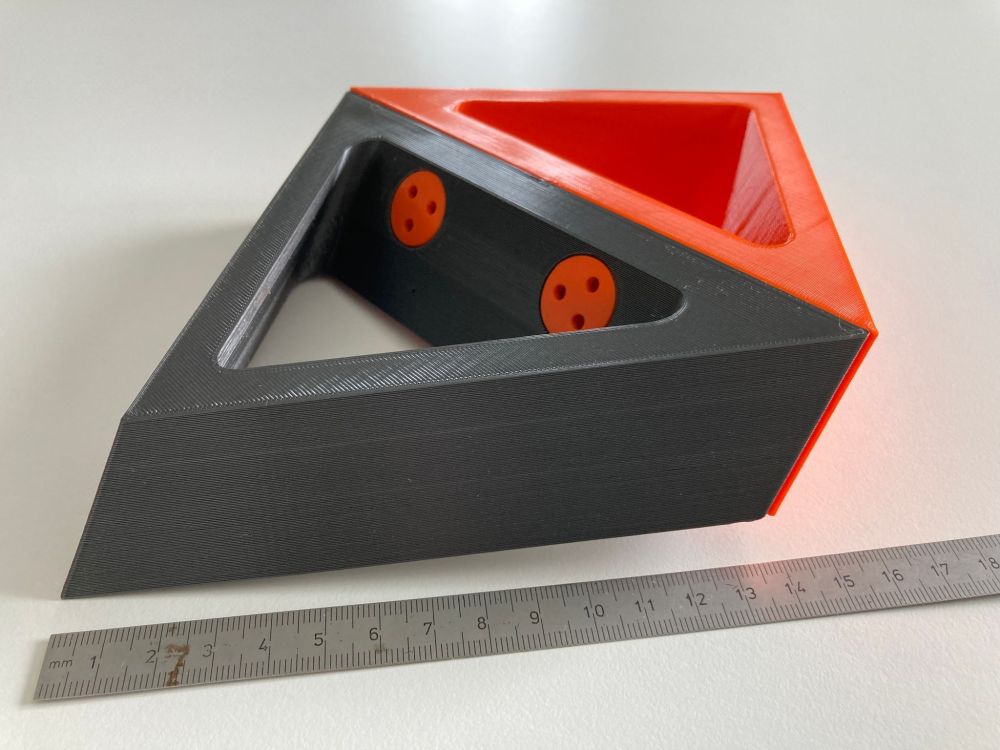
C'est une piste à laquelle je n'avais pas songé. Mais au départ, je ne comptais pas faire de post-traitement : c'est ça le plus de l'ASA : il résiste parfaitement aux conditions extérieures tel quel ; mais il est difficile à imprimer et je préfèrerais m'en passer ! De plus, ce sont des pièces compliquées que j'ai à imprimer, de par leurs formes "pointues" et de grandes tailles (triangles de +/- 15cm de côtés et 40mm de haut dans ce cas-ci) Ci-dessous sphère rouge imprimée en ASA déjà installée en exterieur : je ne m'en fais pas pour elle Luminaire noir et blanc : c'est ce genre de sculpture, mais en 4 x plus grand (+/- 1m de côté) : 128 pièces et des centaines de connecteurs ! Je ne veux pas me tromper de matière et pas non plus me ruiner avec des bombes de vernis "uv" à pulvériser sur chaque pièces !
copie.jpg.b35c152ffed1210bac1b04704934c96d.jpg) 2 points
2 points -
Je suppose que tu va faire un post traitement sur ta sculpture donc si tu met de la peinture et/ou du vernis, tu t'en fout que le petg soit anti UV ou pas car c'est le vernis qui va les absorber.2 points
-
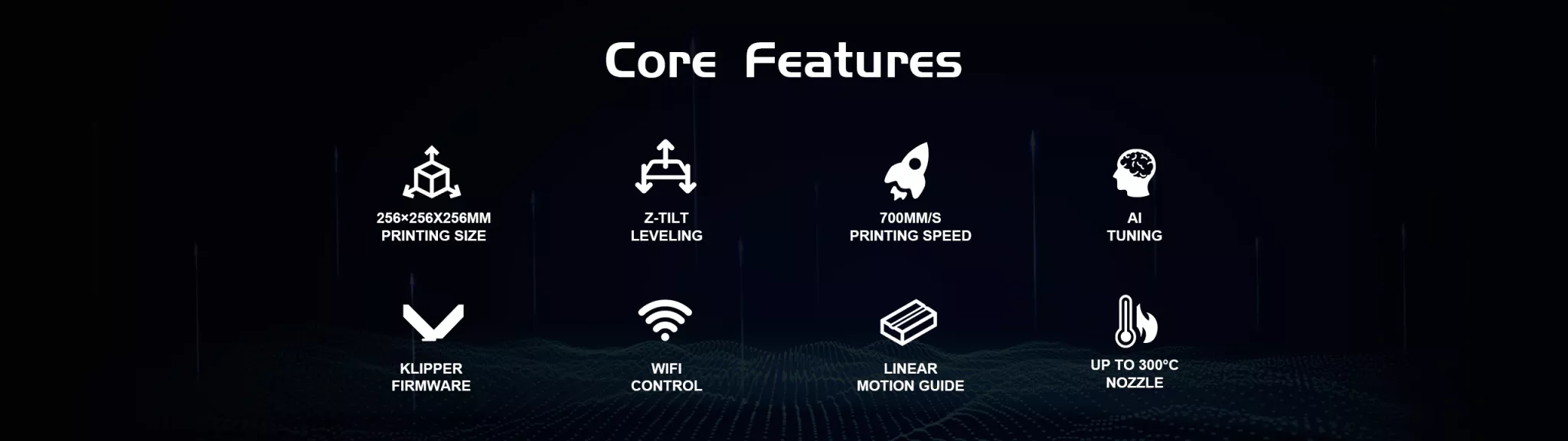
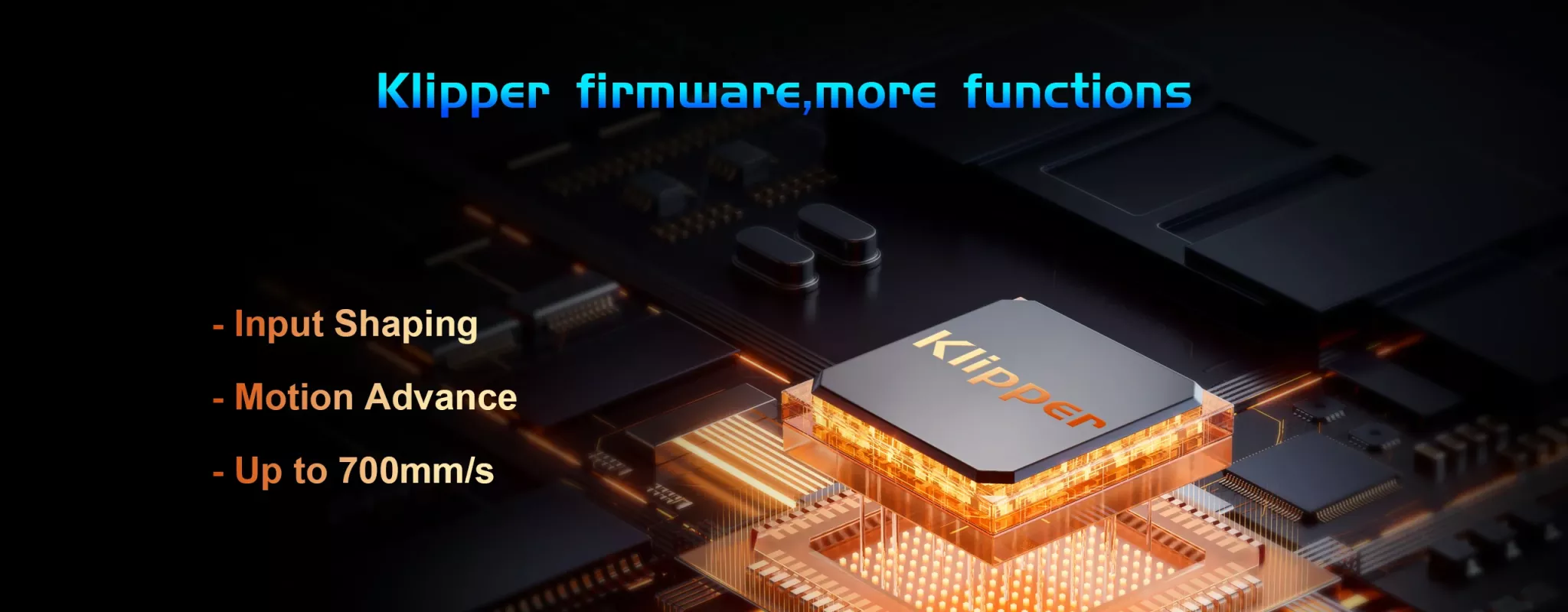
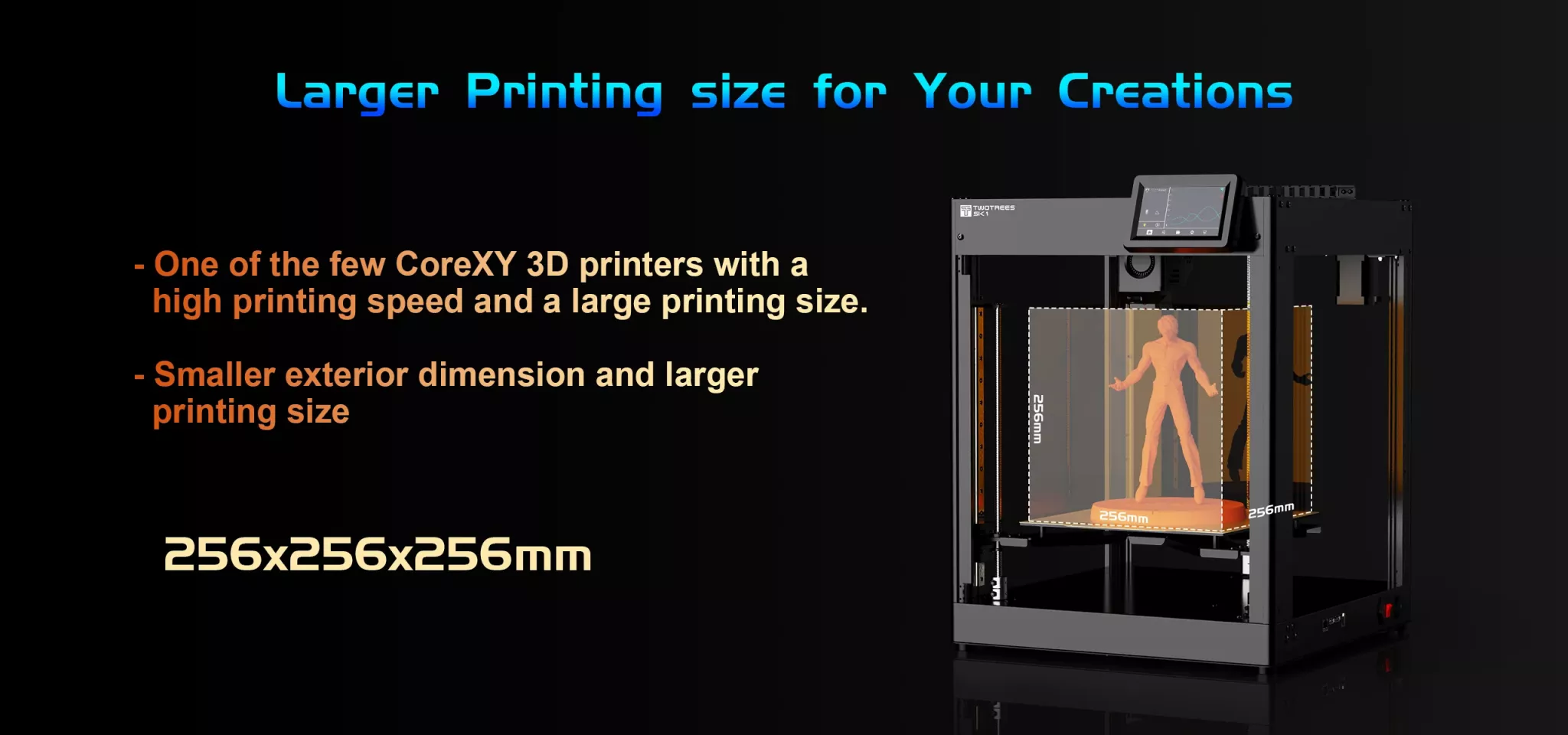
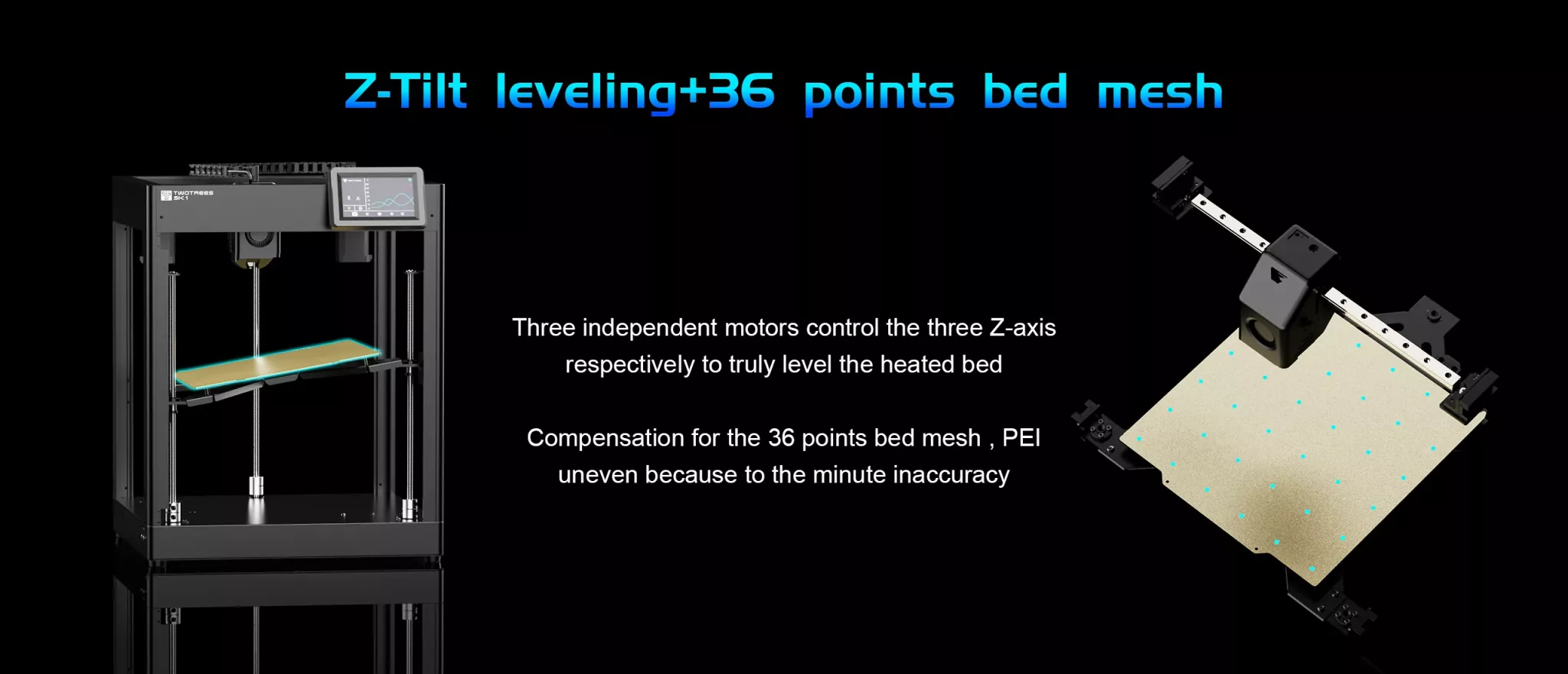
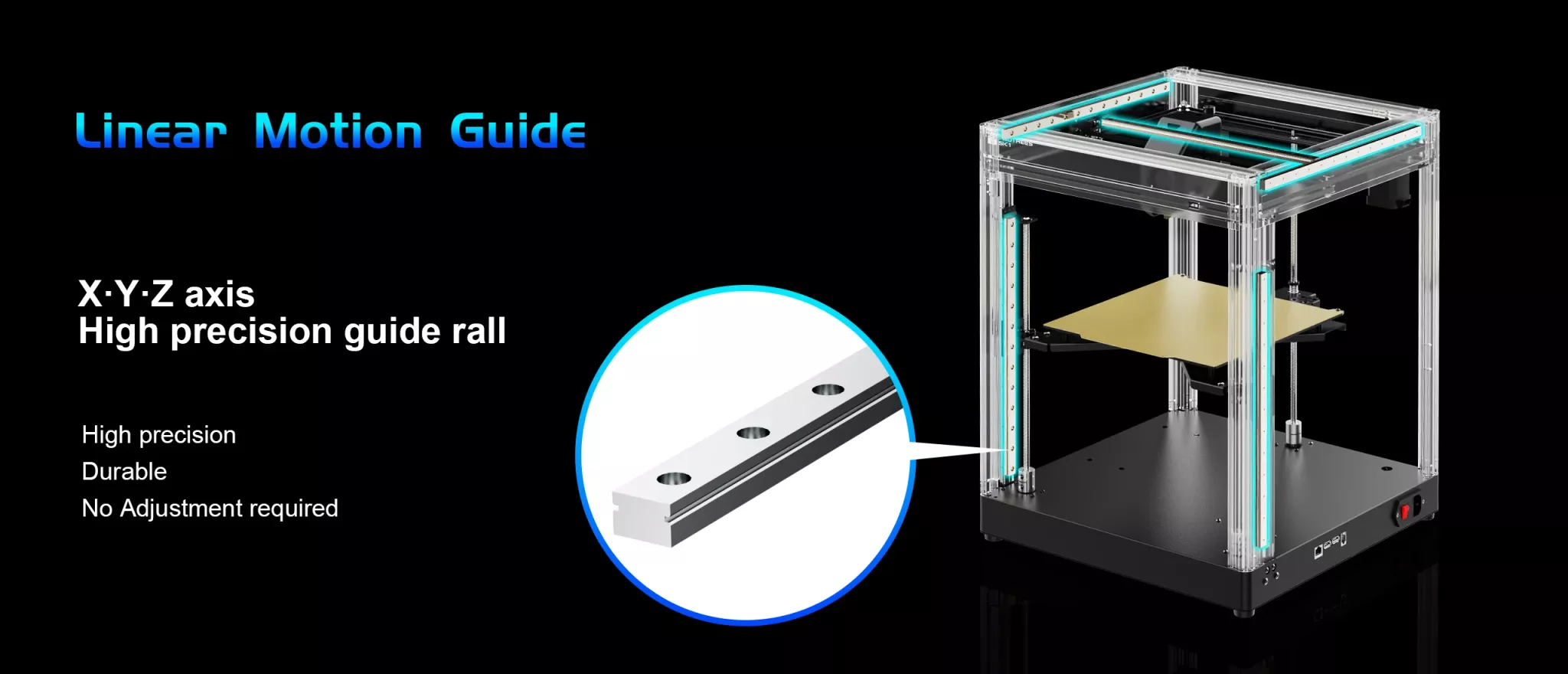
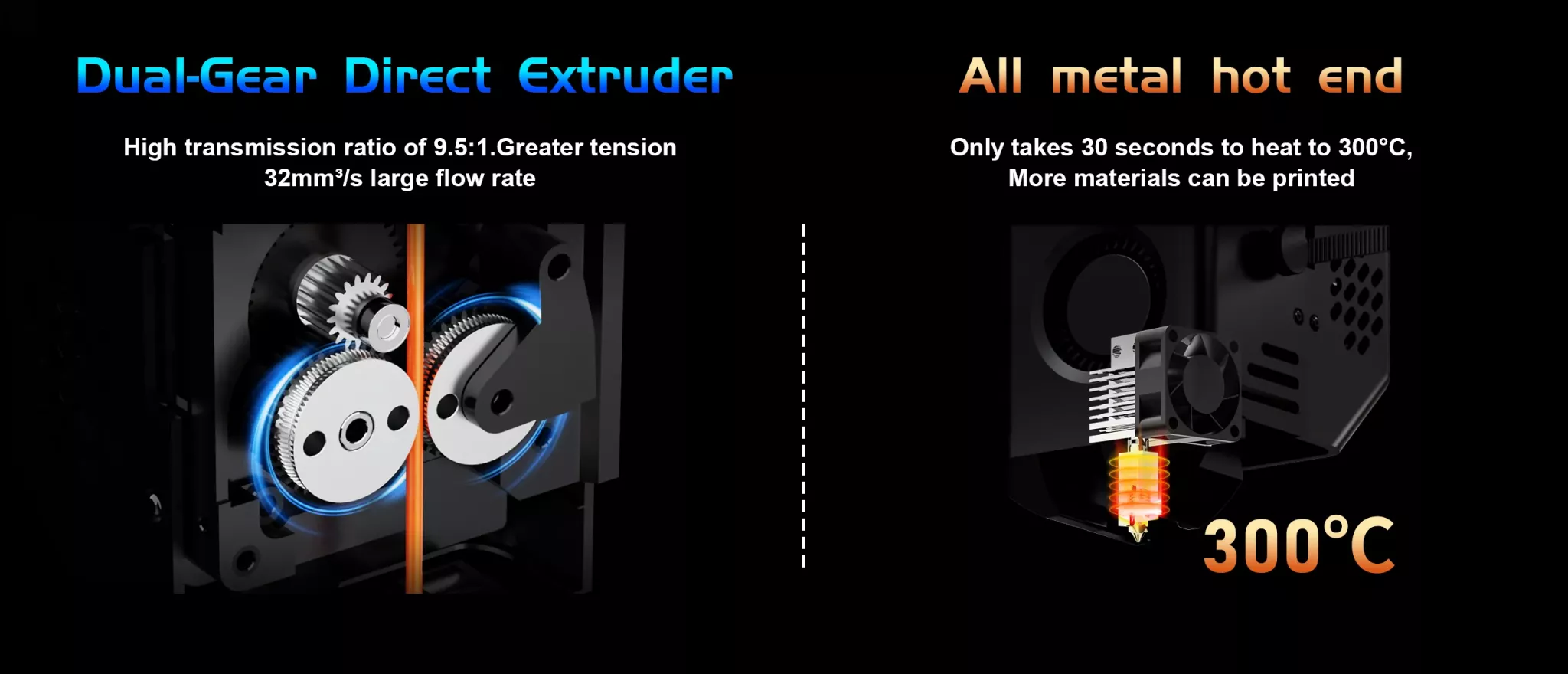
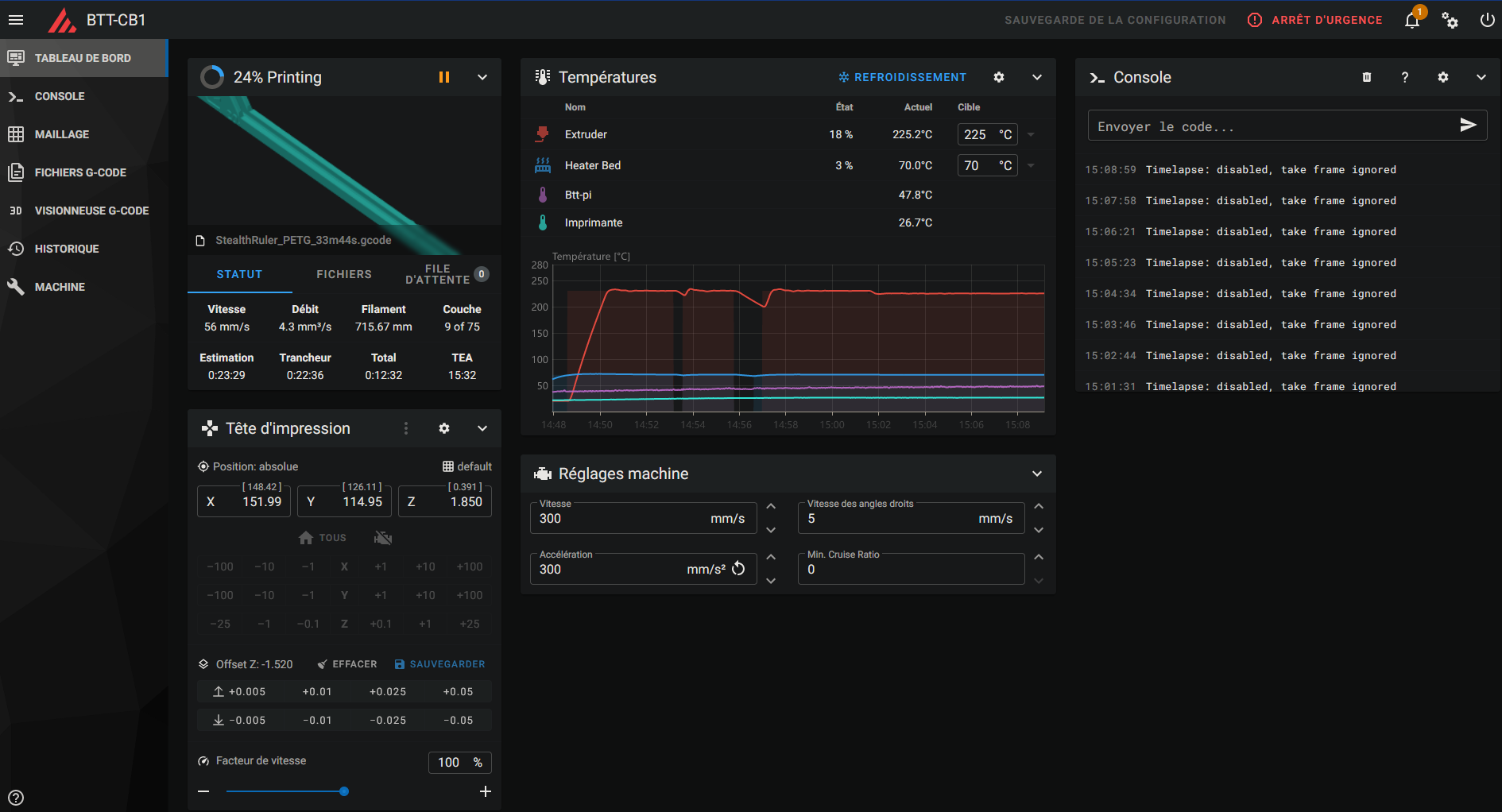
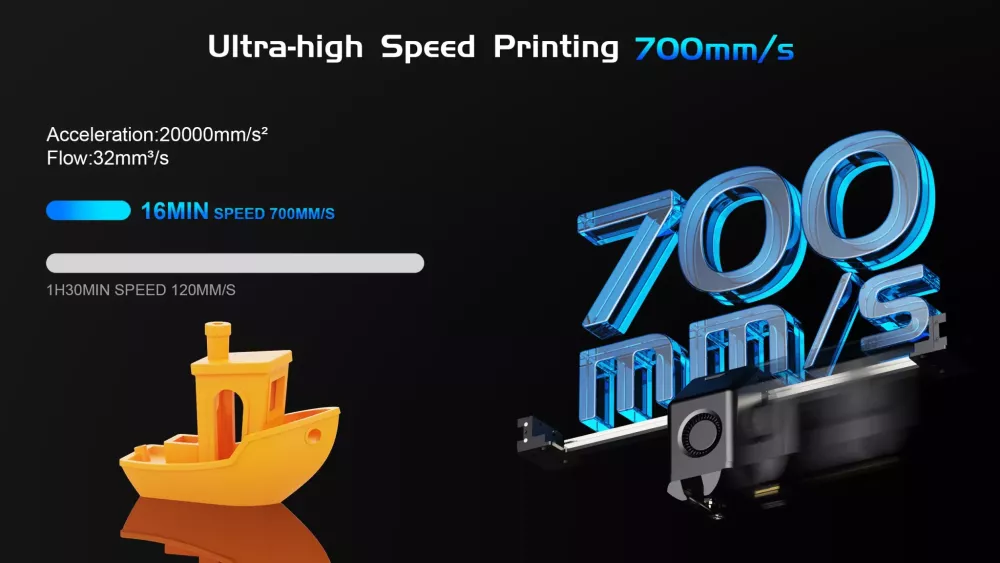
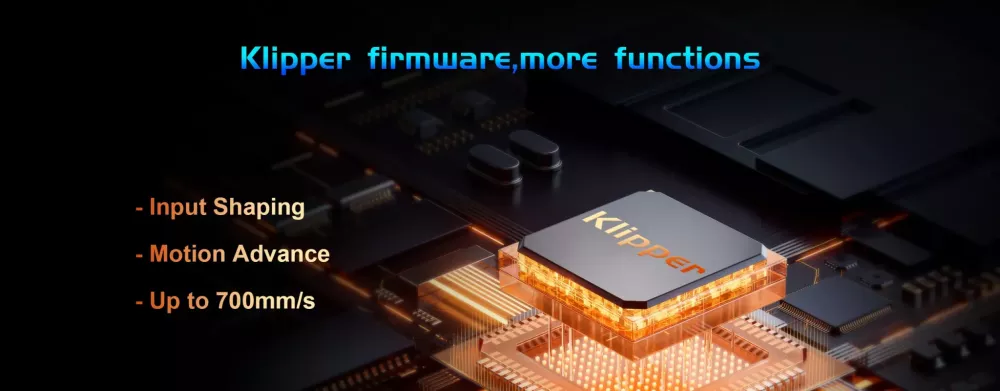
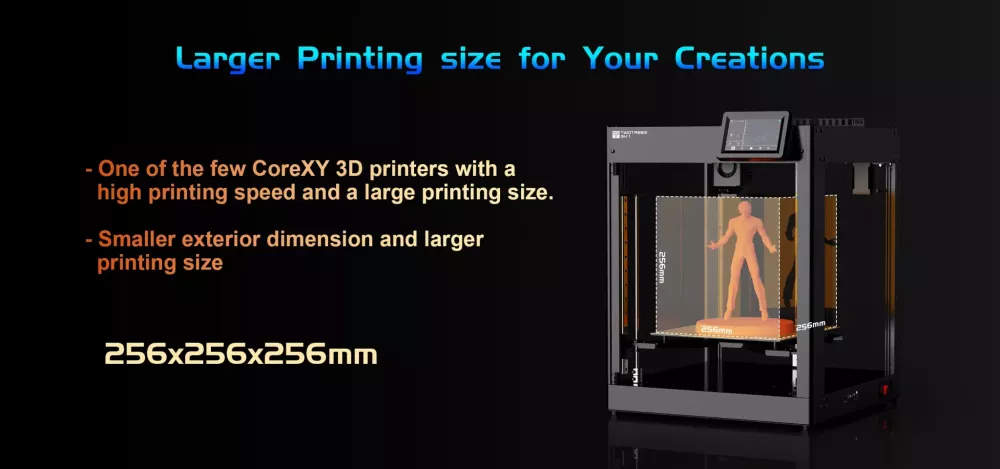
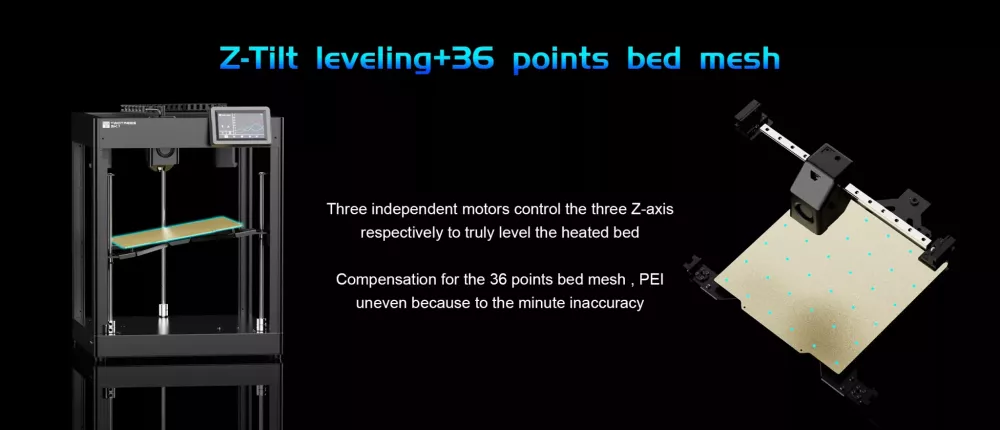
Ce matin, j'ai reçu pour test la SK1 de Two Trees Cette machine est une core XY avec une surface d'impression de 256x256x256 fonctionnant sous Klipper https://www.lesimprimantes3d.fr/comparateur/imprimante3d/two-trees/sk1/ Voici sa présentation en image : Après ces images alléchantes, nous allons voir maintenant si la SK1 tiens ces promesses Le déballage de la SK1 ne pose pas de problème elle est très bien protégé, les axes X et Y sont bloqués par des morceaux de plastique et vis, sauf que sur celle que j'ai reçu les plastiques ont glissé d'un coté mais comme l'autre coté était encore en place rien n'a bougé. Une fois ces protections enlevées, il reste l'écran à monter et l'antenne du Wifi à visser et c'est fini, elle est prête à "démarrer". Une fois sous tension on doit faire le calibrage de la machine, tout est automatique, excepté le Zoffset ou il faudra sortir la feuille de papier. Après le calibrage, l'impression, j'ai lancé le fameux Benchy qui était sur la clé USB fournie avec la machine et là c'est très rapide, en 18m et 2s nous avons un Benchy de bonne qualité, un comme ça il y a quelques années à 50mm/s j'aurai été à genou prêt à croire au miracle. Après ce premier test (je sais j'ai mis la charrue avant les bœufs mais j'étais pressé de lancer une impression ) , je vais revenir sur la calibration de la SK1, il y a 4 étapes : Le Leveling C'est une procédure automatique qui va jouer sur les trois tiges hélicoïdales qui soutiennent le lit, le capteur inductif de la tête d'impression va parcourir le lit en trois points, klipper va ainsi ajuster la hauteur du lit sur ces 3 tiges en plusieurs passes jusqu'à ce que le nivellement soit optimal et va sauvegarder les valeurs. Le bed mesh Automatiquement, le capteur inductif va parcourir le lit en 36 points et enregistrer les valeurs, ce système est maintenant connu sur bon nombres d'imprimantes. Zoffset Là le réglage est également connu et consiste à régler l'écart entre la buse et le lit avec une feuille de papier. L'Input Shaping Ce réglage va se faire automatiquement et sans rentrer dans les détails le système va calculer la résonance de l'imprimante en faisant vibrer les axes et va corriger les vibrations parasites qui faisait apparaitre sur nos pièces des traces "fantômes". Une fois la calibration effectué on peut lancer les impressions, j'ai imprimé les 2 autres fichiers présents sur la clé USB, ce sont 2 cubes identiques mais les réglages de vitesses ne sont pas les mêmes enfin si, la seule différence c'est la vitesse des couches extérieurs l'un des cubes est à 200mm/s et l'autre 300mm/s et franchement je ne vois pas de différence.




 1 point
1 point -
Salut tout l'monde... Voila terminé et testé, un RISE (Planeprint) en version 2m35... Bon sang quelle super machine !!! Il ne veut juste pas se poser... Il faut imperativement les AF (Ou comme moi le regarder flairer sur 200m !) :lol: Imprimé sur ma 3V3SE. Une premiere fois avec des reglages "rapides" qui m'on donné un résultat impossible a centrer (trop lourd de l'arrière) La version 2 apres tous les essais necessaires aux bons reglages du PLA LW Bref... Content, reste a regler ma radio (vintage vous avez vu !!!!) surtout les AF. L'impression 3D m'a redonné envie de voler en planeur RC !!! A+, Lolo
 1 point
1 point -
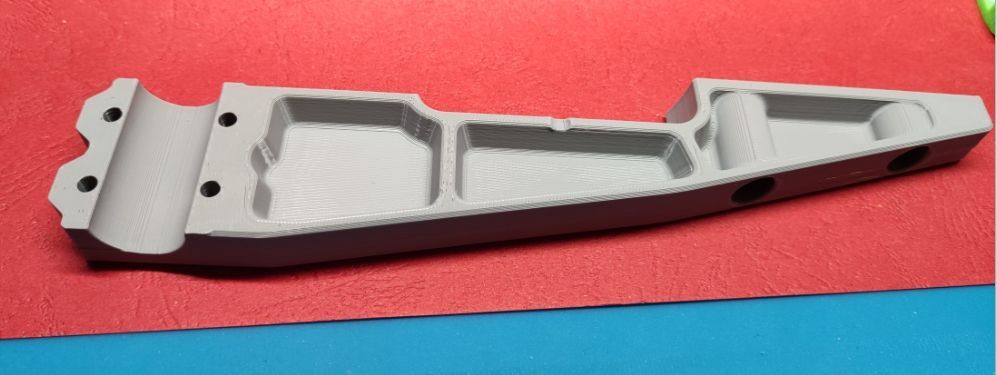
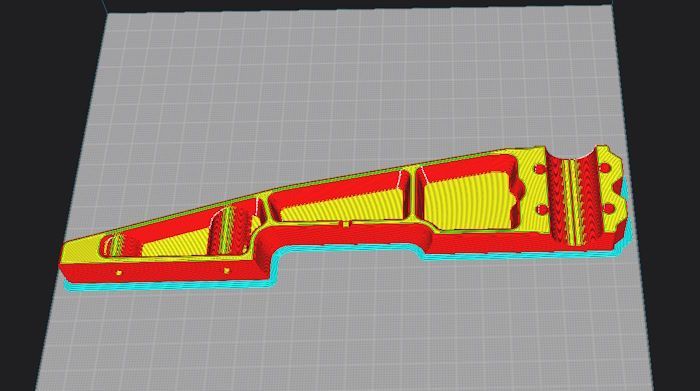
J'ai imprimé un chassis Ninja/Coors/Shogun à des fins de tests dimensionnels. L'impression est en PETG, et j'ai utilisé du PLA comme interface de support, mais j'aurai pu avoir une qualité bien meilleure avec une couche d'interface réglée à 100% (elle était partielle, réglage par défaut, et le résultat n'est pas parfait... La géométrie du chassis s'adapte particulièrement bien à ce type d'impressions... Il me reste encore quelques tests à faire, mais cela semble bon...1 point
-
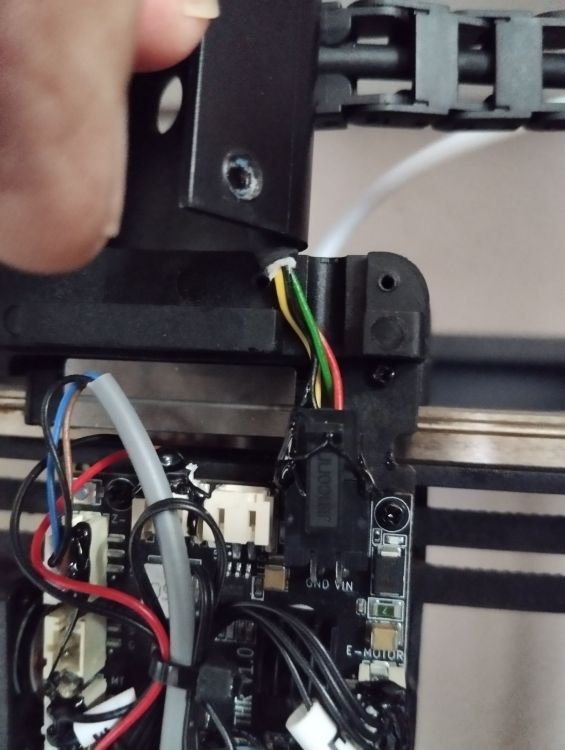
Ils utilisent de la colle chaude noire ou c'est une autre matière ? Apparemment il n'y a pas de différence de taille entre les deux fils d'alimentation (noir et rouge, je suppose) et les deux de données. Avec la tête qui se déplace rapidement dans tous les sens, un serre-fils trop serré sur ce genre de câbles même avec leur «colle», ça risque ou de restreindre le diamètre des fils internes ou de les cisailler ou encore les couper1 point
-
Salut, Sans ton fichier Gcode, le fichier 3D de ta pièce (STL, OBJ,...) et le nom du trancheur avec l'export de ton profil, je ne vois pas comment on va bien pouvoir t'aider??? La balle est dans ton camp!1 point
-
Le noir capte la chaleur alors que le blanc la réfléchit ! Moi je mettrais du blanc pour éviter les déformations si la pièce reste exposée au soleil... Je suis en Ile de France : du noir sur un portail et la pièce s'est déformée !1 point
-
oui, enfin quand on met un produit sur le marché, il est sensé fonctionné, et il est sensé être un minimum maintenu, c'est la base... Et se reposer entièrement sur la communauté, et quasiment dès le départ, c'est très limite (et ils sont bien nombreux, même si j'ose espérer que les quelques exemples auxquels j'ai fait face ne sont que des exceptions, il n'en reste pas moins que la communauté a bon dos)...1 point
-
C'est via le connecteur UART en haut à droite J'ai démonté le capot arrière Et le mieux c'est que le "serre fils" que j'ai démonté ne porte pas sur la grosse gaine mais sur les 4 fils au dessus de la prise pas étonnant que ça fait mauvais contact, je suppose que l'un des fils doit être coupé
 1 point
1 point -
Chez moi, ça fonctionne bien , le ventilateur de 80mm est suffisant. Quand je mets en route l'extraction d'air externe, je sens bien l'air qui traverse le charbon actif plus les filtres HEPA. La Bentobox utilise deux ventilateurs 5015 et la circulation d'air, elle aussi fonctionne sans soucis (les 5015 aspirent l'air interne qui passe d'abord via le filtre HEPA puis dans la cassette interne remplie de charbon actif (même sens de fonctionnement que pour le Nervermore Mini).1 point
-
C'est tout à fait possible... Les temps d'impressions estimés sont souvent FAUX ou très FAUX Normalement tu as un couvercle antiUV donc tu peux aller jeter un coup d'oeil et même enlever le capot quelques minutes pour regarder ce qui sort du Bac 3 cas de figure: 1/* rien n'est collé au plateau qui monte -> Problème d'accroche plateau 2/* c'est collé mais il y a des déformations, des trous ou autres problèmes -> Problème de réglage d'impression Dans les 2 cas tu peux STOPPER l'impression 3/* l'impression sort apparemment proprement sans défauts -> Vérifie le niveau de résine encore présent dans le bac !!! SI BESOIN RAJOUTES EN DELICATEMENT pendant l'impression -> Referme le couvercle et laisse finir l'impression1 point
-
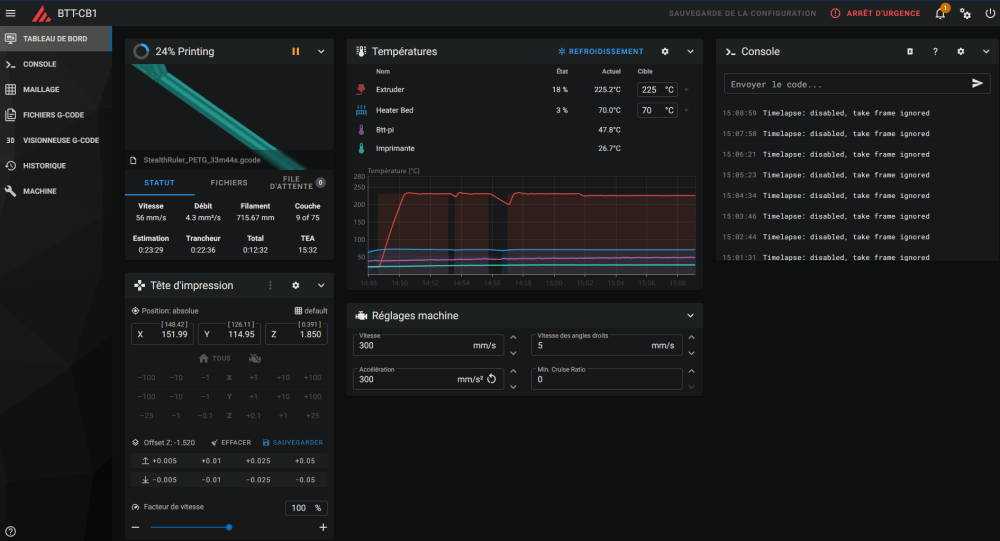
Bonjour, C'est bon j'ai trouvé la réponse âpres ma recherche dans le printer.cfg il manquait cette ligne control: pid J'ai flashé non sans mal j'ai du installé un cavalier pour la passe en mode dfu la commande n'était pas prise en compte
 1 point
1 point -
C'est exactement cela que je cherche à mieux comprendre. J'ai posé la question de la résistance et de la durabilité à Arianeplast mais ils ne semblent pas pressés de me répondre... J'ai posé ce matin la même question à Eolasprint (fabricant espagnol) : wait and see. De toute façon, si c'est pas le petg, c'est l'asa. Et là, c'est l'imprimante la mieux adaptée qui sera difficile à trouver si je ne veux pas faire exploser mon compte en banque. Les premiers essais sont en cours avec du petg
 1 point
1 point -
"Si l’objet que vous imprimez est voué à passer sa vie au grand air, préférez le PETG, qui tiendra bien plus dans le temps. Sinon, l’ASA, un proche parent de l’ABS, possède une résistance exceptionnelle aux UV qui le rend parfait pour les pièces rigides utilisées en extérieur." Ce sujet m'intèresse aussi dans ma construction d'une imprimante MSLA où il y aura des fuites d'uv qui taperont mes pièces imprimées, mais je pense les faire en PETG et je me vois mal utiliser du vernis - ne serait-ce que pour respecter les cotes dimensionelles. Je me dis que la couleur joue aussi son rôle, une pièce blanche resistera plus longtemps aux uv qu'une pièce noire, non ?1 point
-
Bonjour, Je ne remet pas en cause l'imprimante, elle fait des impressions de bonnes qualités et est facile à utiliser et le prix est très raisonnable. Je trouve juste dommage pour une imprimante où l'on peut imprimer en sortie de carton que le système de filtration ne soit pas déjà en place surtout si la première impression se fait avec de l'ABS. Et lorsque je dit que l'imprimante est sortie trop tôt, c'est en partie pour la présentation du modèle sur leur site où il parle de l'application QIDILink qui est encore en Béta et qui ne fonctionne pas (en tout cas chez moi. j'ai échangé plus de 20 mails avec le support et fait pleins de test et Ils m'ont même envoyé un nouveau dongle Wifi, mais toujours sans succès). Il faut reconnaitre que le support est très réactif. J'ai aussi reçu un cache pour le système de chauffage.1 point
-
Pas la peine de prendre un vernis "anti uv", tous les vernis voiture le sont, tu peut trouver des bombes pas trop cher en brillant ou mat selon se que tu préfère. Perso, je ne mettrait pas chaque pièces en vernis, je monterai la sculpture et vernirais le tout pour gagner du temps. https://www.centrale-directe.com/vernis-aerosol-power-can-pclc-al.html https://www.centrale-directe.com/vernis-acrylique1k-finition-mate-680050-spraymax.html Et si tu a un compresseur et un pistolet de peinture, c'est encore moins cher de prendre en bidon mais dans ce cas il vaut mieux faire plusieurs sculpture d'un coups ou alors bien doser la quantité dans le pistolet.1 point
-
bjr, je te trouve bien sévère, je ne suis pas un pro de l'impression 3D mais le fait que sans manip tu imprimes aussi bien du pla, de l'abs ou un filament chargé, le tout avec une qualité et une vitesse que l'on aurait pas imaginé il y a juste quelques années et accessible à ce prix je trouve que c'est Noël avant l'heure cette imprimante et je préfère rester sur l'idée de tout ce qu'elle permet ... plus d'obstacle à la créativité le SAV envoie sur simple demande à ses frais un cache, le support d'origine n'empêche pas d'imprimer je peux en attester (Petg, ABS, ASA-CF, PC, PLA, TPU et pour l'extraction de l'air viciée il y a plein de solution à adapter en fonction de la pièce ou du local où on la fait fonctionner et de l'opinion de chacun à ce sujet. ayant eu tout un paquet d'imprimantes depuis plus de 20 ans et ayant vu fonctionner dans les années 90 les premiers modèles de Z-Corporation , je trouve qu'on est vraiment maintenant dans le plug and print et en plus pas cher restons heureux de tout cela et ne boudons pas notre plaisir, les années qui arrivent nous réservent très probablement de très belles surprises1 point
-
J'avais aussi bookmarké celui ci : https://makerworld.com/en/models/988321 point
-
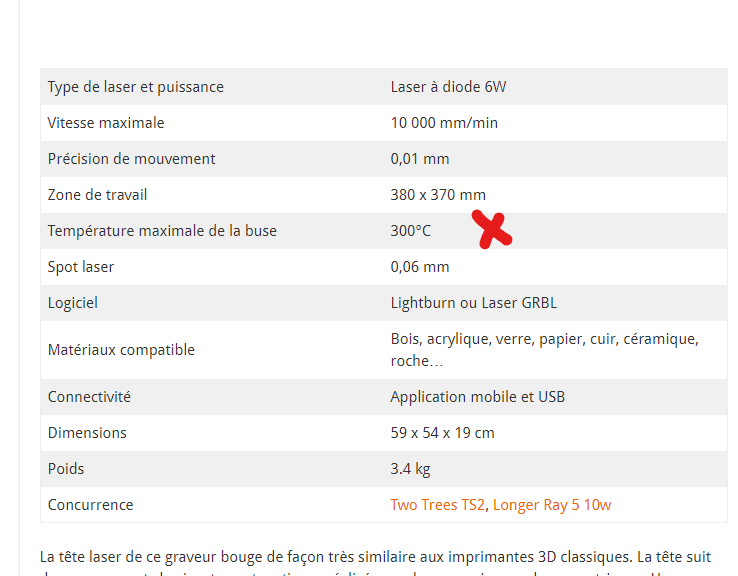
Maitre Capello n'est pas encore au point sur les fiches techniques mais il va y faire plus attention à l'avenir
 1 point
1 point -
J'ai rectifié , tu peux reprendre le fichier dans le poste ou je l'ai mis.1 point
-
il y a @Motard Geek qui avait fait une vidéo sur un enrouleur1 point
-
C'est mon copié/collé qui a oublié le M( j'ai rectifié). Je fonctionne comme ça sans problème sur ma Geeetech. @christophe1492 Comment ça tu ne peux pas imprimer le bras sur ta ender ? Je suis en ce moment même en train d'imprimer le bras sur ma A1mini qui n'a qu'un plateau de 180x80. Je l'ai imprimé en petg, ça résiste mieux à la chaleur. J'ai eu un leger warping sur le petit coté , sans conséquenc vu qu'elle que la pièce est suffisamment flexible pour que les trous de fixation soit à leur place.
 1 point
1 point -
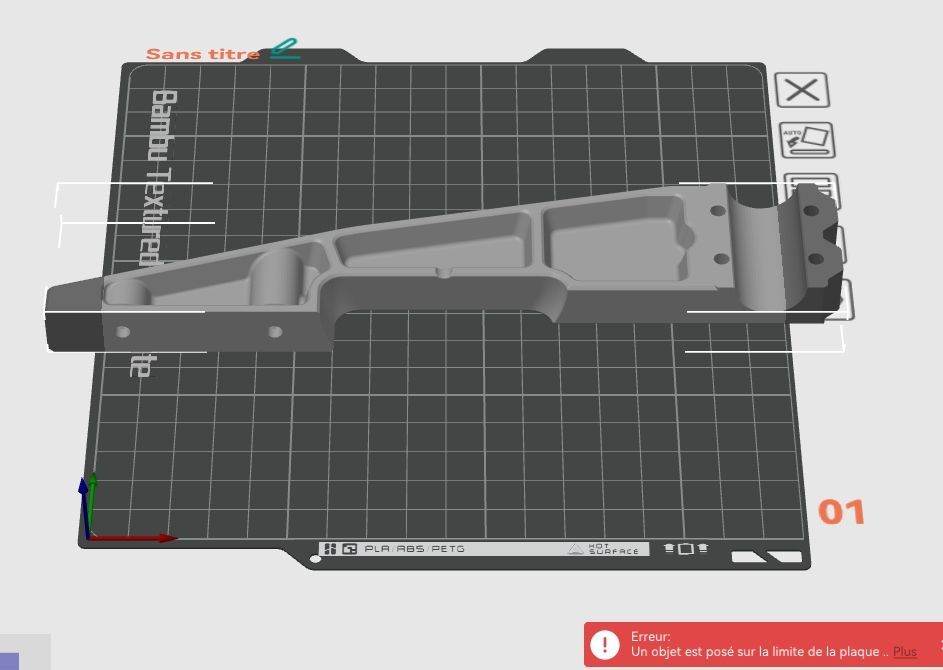
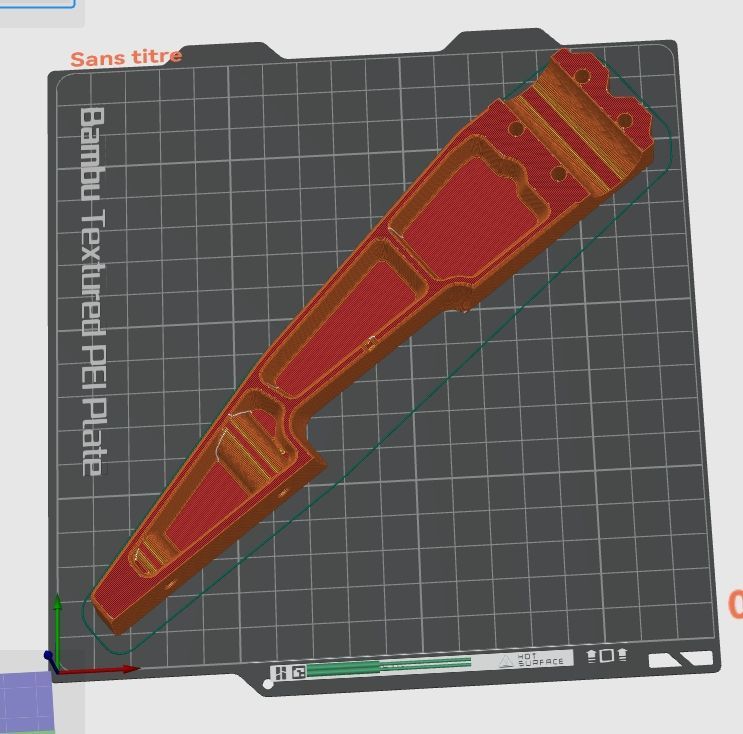
C'est clair que lorsqu'il n'y a pas de problème d'extrusion, le résultat est nettement mieux. Par contre, c'est au niveau de la rétraction qu'il y a un soucis. Est-ce dû aux paramètres de rétraction ou à ce maudit clapet anti-retour... bizarre parce que, quand je l'importe dans Cura avec ton imprimante, je peux même ajouter une bordure de 3mm. Donc en la tournant de 45° dans la diagonale, ça passe largement il y a quelques erreurs: ligne 23: il manque le "M" en début de ligne M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration il manque la compensation de hauteur de feuille qui a servi à déterminer le zoffset (M206 Z0.1) après la ligne 29 (G28) par sécurité, il serait bon d'ajouter un M82 en début de Gcode (après la ligne 18) pour passer en extrusion absolue lors de l'impression des 2 lignes de purge
 1 point
1 point -
oui c'est ce que je fait je pense que c'est ça car j'ai même regardé dans le boitier électronique tout est bien branché "MDF est avant tout un acronyme de l'appellation anglophone Medium Density Fiberboard qui signifie en français panneau de fibres à densité moyenne" donc en français c'est bien du FDM effectivement c'est mieux à 200 mm/m et S=100% ça traverse en 4 passes je ne sais pas la puissance de ton laser, sur le mien c'est 6w et il me faut 2 passes à 100mm/m et il m'en faudrait une troisième pour traverser complètement, j'ai la grille nid abeille en dessous mais pas de air assist Voilà un essai
 1 point
1 point -
Oups, nouvelle version "officielle" en ligne/ https://github.com/QIDITECH/QIDISlicer/releases1 point
-
Ce petit manuel est bien conçu et donne des idées pour ceux qui veulent clipser des boites ou tenir des portes etc. HP MJF Handbook.pdf1 point
-
Cela correspond à quoi les 300 °C ?
 1 point
1 point -
En même temps avant Bambu, est-ce que les imprimantes évoluaient d'un point de vue firmware et fonctionnalité ? Non et ça n'a jamais posé de problème. Il est évident que les X1C continueront à imprimer aussi bien qu'elles le font1 point
-
Il parait que BambuLab prévoit de pousser une mise à jour sur les X1C leur permettant d'activer un programme d'autodestruction par montée en température sans limite et en plus le plateau viendrait défoncer la tête et exploser les axes de guidage du X. Cela engendrait une surcharge de l'alim et un embrasement de la carte mère permettant ainsi de détruire toutes les preuves de cette attaque mortelle. Je conseille vivement de déconnecter toutes les X1C du Wifi et de contrôler le contenu de la microSD que vous allez utiliser.1 point
-
La nouvelle tête (Q1 Pro) se monte sur les Serie 3, par contre les nouvelles buses, d'après Qidi, ne se monteraient que sur les Q1 Pro et/ou sur la nouvelle tête. C'est franchement étrange comme affirmation , ces nouvelles buses avec un insert en métal (carbure de tungstène ou autre chose ?) sont de mêmes dimensions (19 mm de longueur), Qidi vend ses anciennes buses comme compatibles Q1P donc j'ai du mal à comprendre pourquoi ces nouvelles buses ne pourraient pas être montées sur les Serie 3. Certes le corps de chauffe est différent (en métal vs céramique) mais pour en avoir le cœur net il faudrait une analyse détaillées de ces nouveautés (corps de chauffe, buse, thermistance ? ou thermocouple comme sur la X-Max 3) ?, …).1 point
-
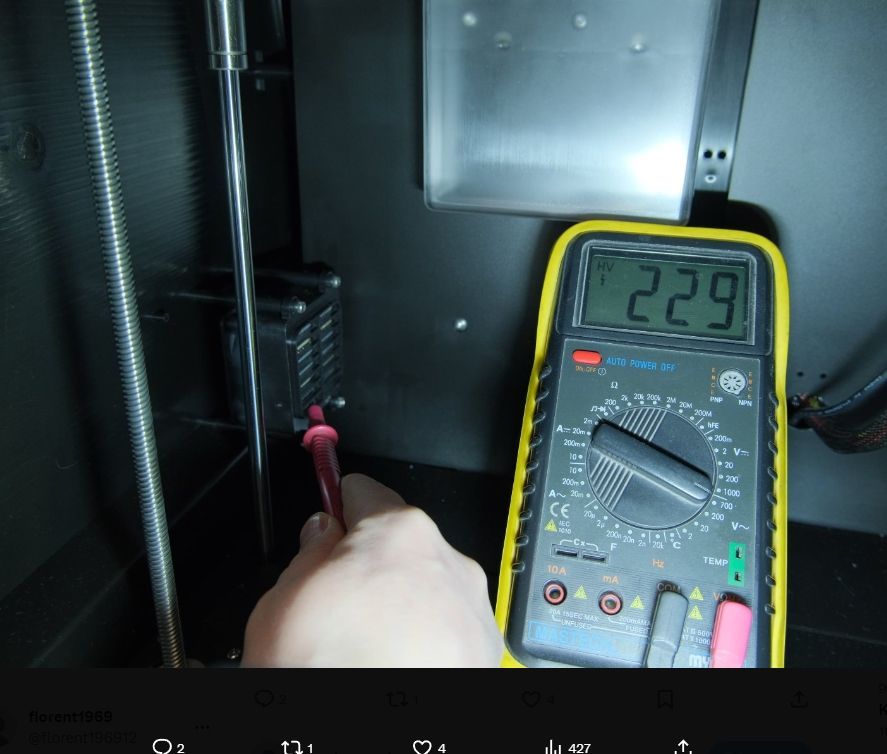
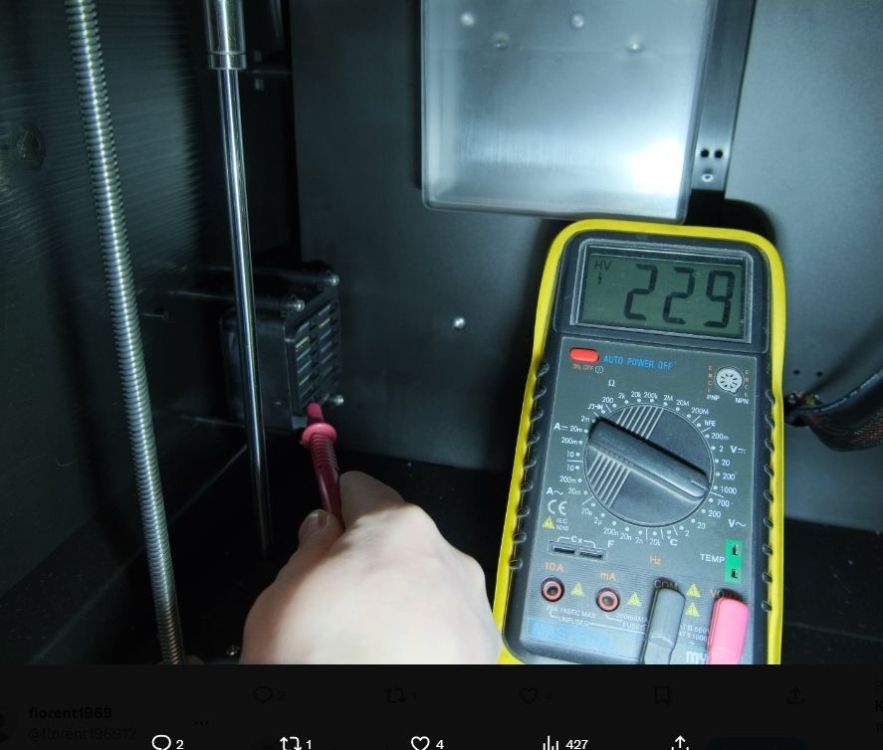
Et c'est parti pour la polémique. Co_ben qui chante sa chanson en allumant le radiateur. Vraiment débile. C'est comme si moi, je mettais la buse en chauffe à 220° et je v la toucher, Ah, oui ça brule... https://www.instagram.com/reel/C4-_eM_tSE_/ @PPAC Peu importe comment fonctionne le SSR, il ne peut pas mesurer du 230V sans allumer le circuit. Quand bien même, il y est un courant fuite, le DD ferait son boulot bien avant qu'il puisse prendre ça mesure au multimètre, non ?1 point
-
Merci bien .. De toutes mes recherches, j'en tire une conclusion. Je suspecte celui qui a posté cette image de mauvaise foi. L'inversion de phase ne peut aucun cas activer le SSR . C'est comme si, je postais une image de mon grille-pain, en y insérant un testeur quand il est en fonctionnement, et de dire que ce truc est dangereux parce qu'il y a du 230V.
 1 point
1 point -
Bonjour a toi @Mordjène, Alors au vue de ton budget de 200€ si j'ai bien compris, je te conseillerais probablement de partir sur la Ender 3 V3 SE que l'on trouve régulièrement sous les 200€ en promo. c'est une imprimante filament premier prix mais qui fonctionne plutôt bien, elle possède les principale fonction utile et offre une volume de 220x220x240mm. Comme la dit @pascal_lb l'impression FDM et Résine sont 2 technologies totalement différentes, l'impression résine impose une pièce bien ventilé une station de poste traitement ce qui est souvent moins économique que l'impression FDM (dépôt de filament) et tu aura un plus gros volume disponible. Y a pas mal d'autre machine qui aurait été sympa potentiellement comme les SW X4 pro ou la A1 mini pour en cité que 2 mais cela dépasse les 200€ largement.1 point
-
Je m'immisce dans la conversation. Je me demandais si, comme c'était le cas pour les imprimantes 3D notamment avec Stratasys, il n'y aurait pas des histoires de brevets qui font prendre 10 ou 20 ans de retard technologique aux particuliers, le temps que ces grosses boites s'enrichissent ?1 point
-
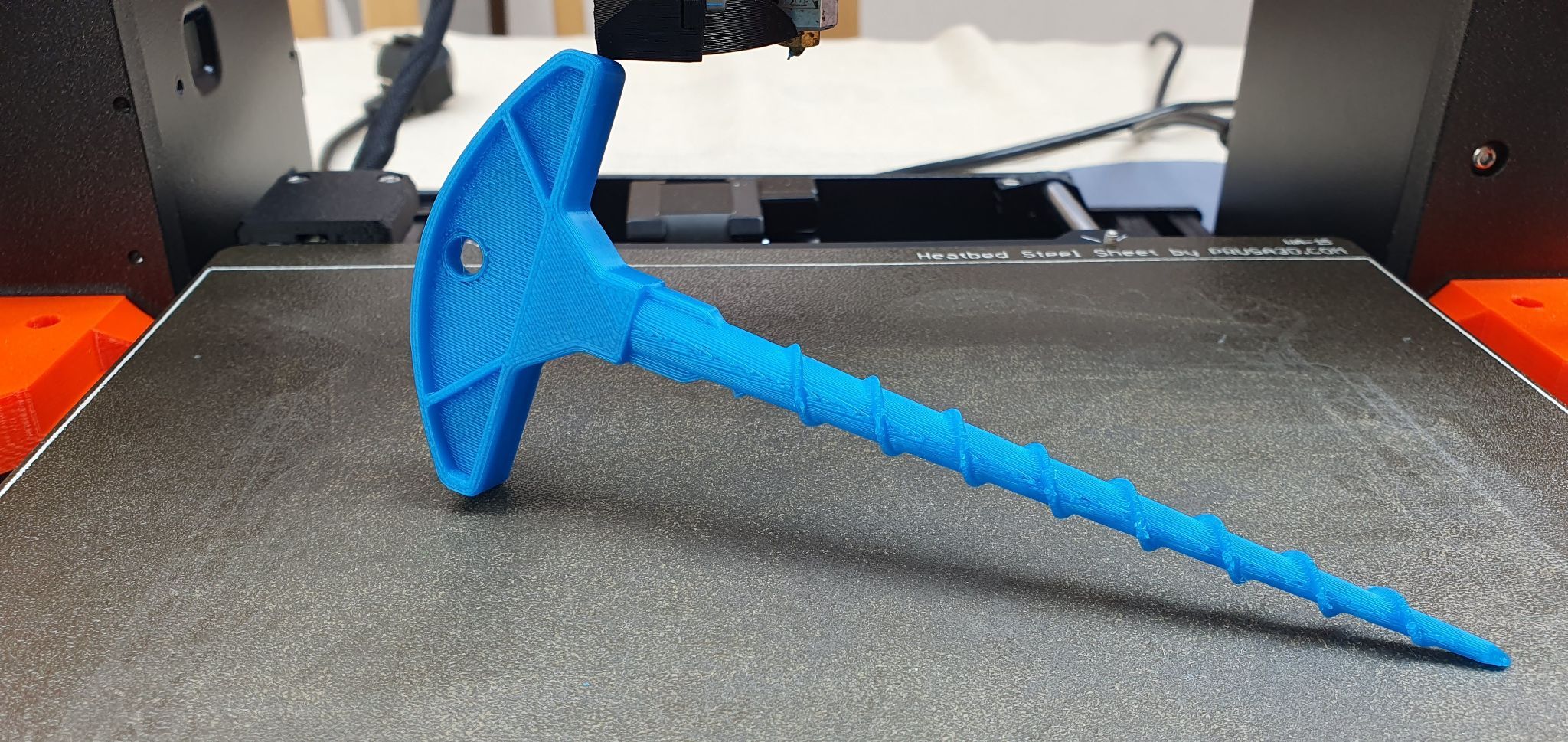
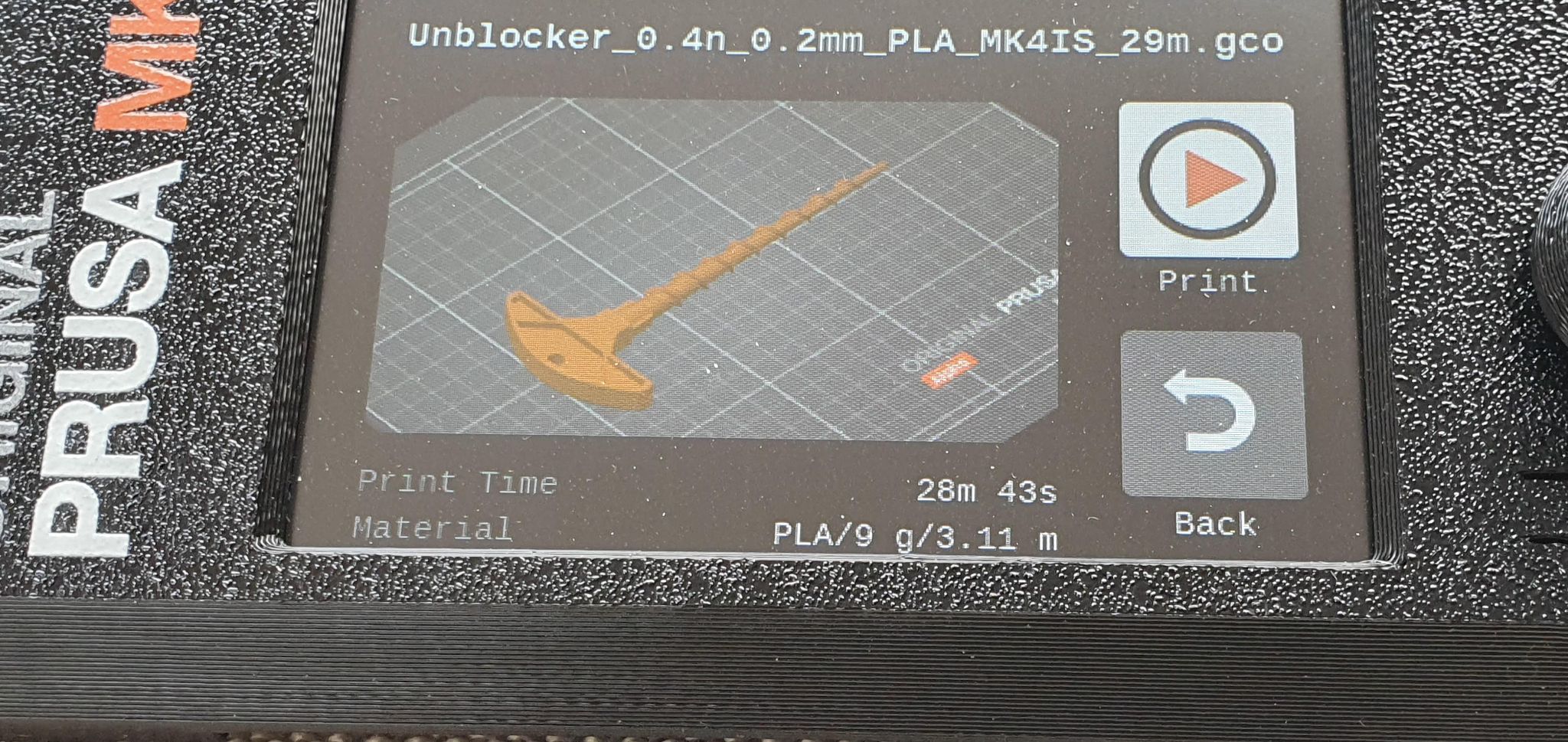
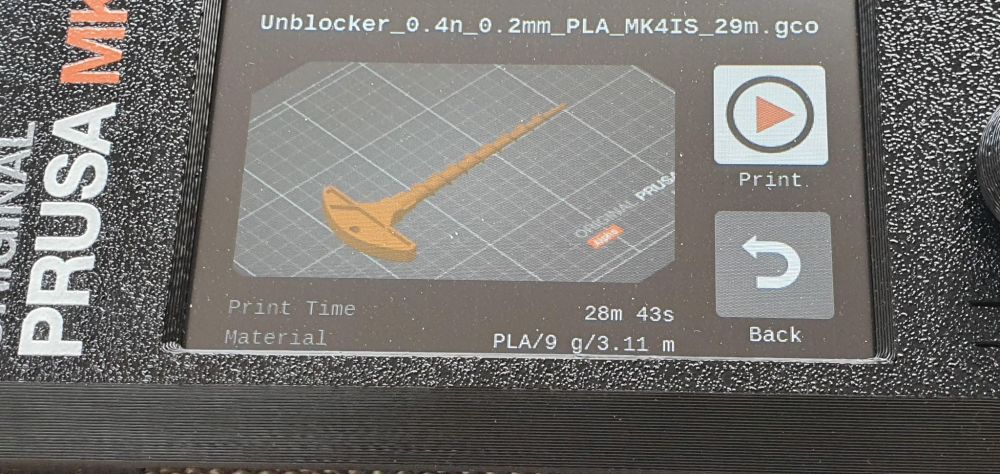
Bonjour, Je n'ai pas eu le temps d'avancer sur mes tests ce week-end, trop de travaux en retard. Mais s'agissant de travaux, c'était une bonne occasion d'utiliser cet outil fabuleux qu'est l'imprimante 3D. J'ai eu le coup classique, batailler pendant 10min pour essayer de déboucher une buse de cartouche de mastic. Je me suis donc mis en tête de voir s'il existait un "gadget" qui permettrait de simplifier cette tâche. Et je suis tombé là dessus : https://www.printables.com/model/497778-caulking-gun-nozzle-unblocker Je me suis encore auto-flagellée en me disant : "Mais pourquoi t'y as pas pensé plus tôt !". Bon maintenant c'est trop tard, mais ça sera pour la prochaine fois. Donc voici cette "petite" impression de moins de 30 minutes : Côté supérieur : Et côté supports : Franchement, c'est tellement rapide et propre que j'étais obligé de vous le partager... Reste à voir ce que ça donnera dans six mois, lorsqu'au j'aurai à nouveau besoin de déboucher une cartouche. A+



 1 point
1 point -
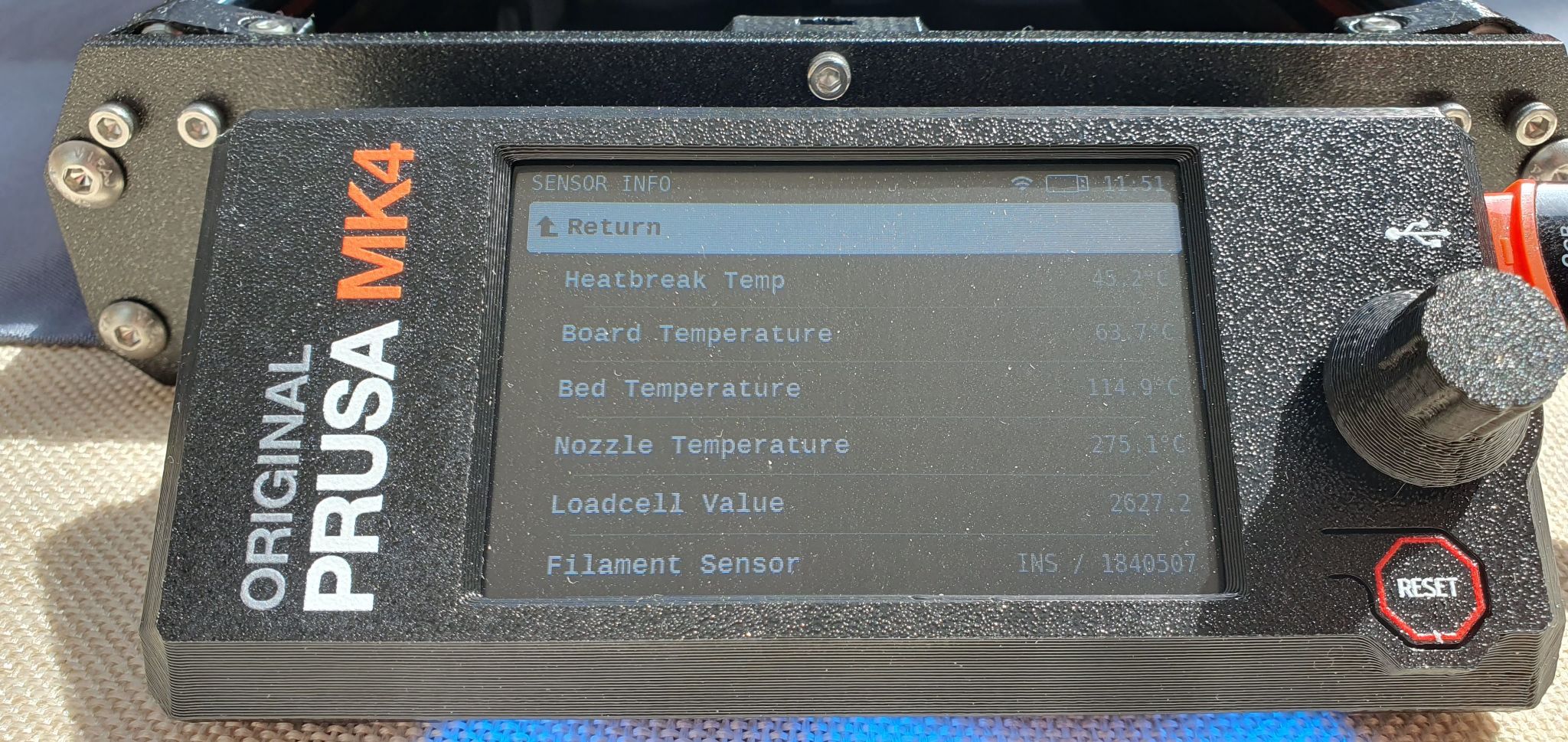
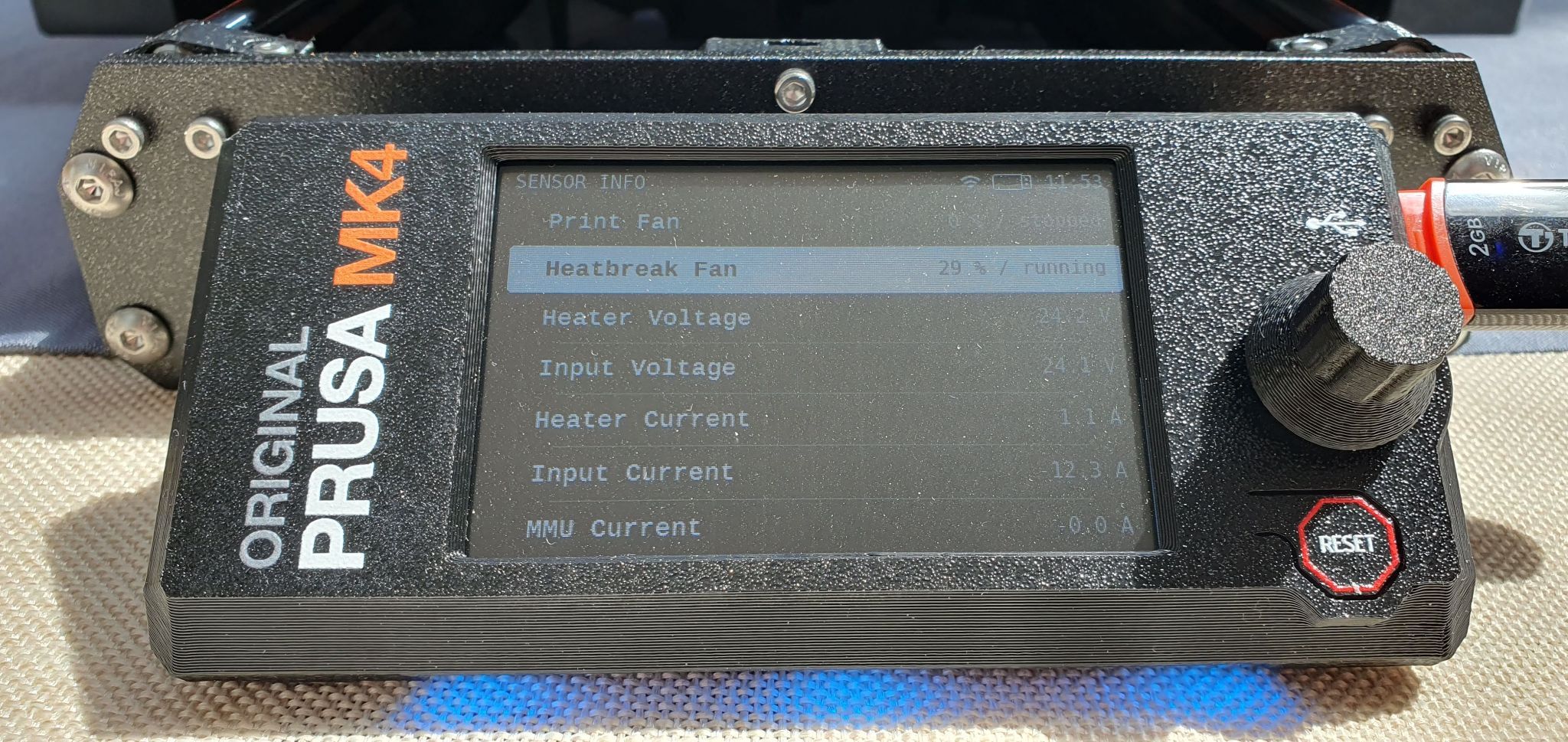
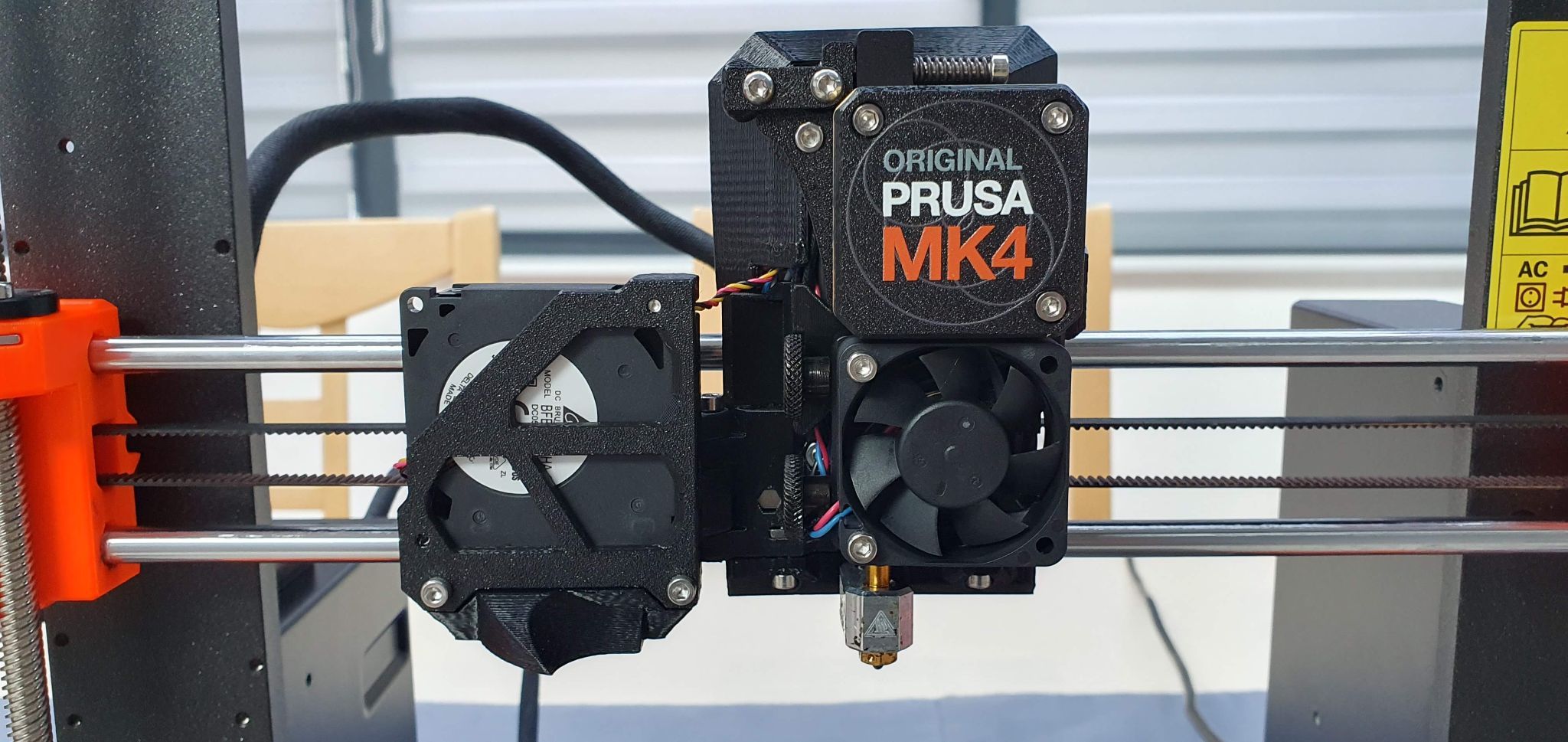
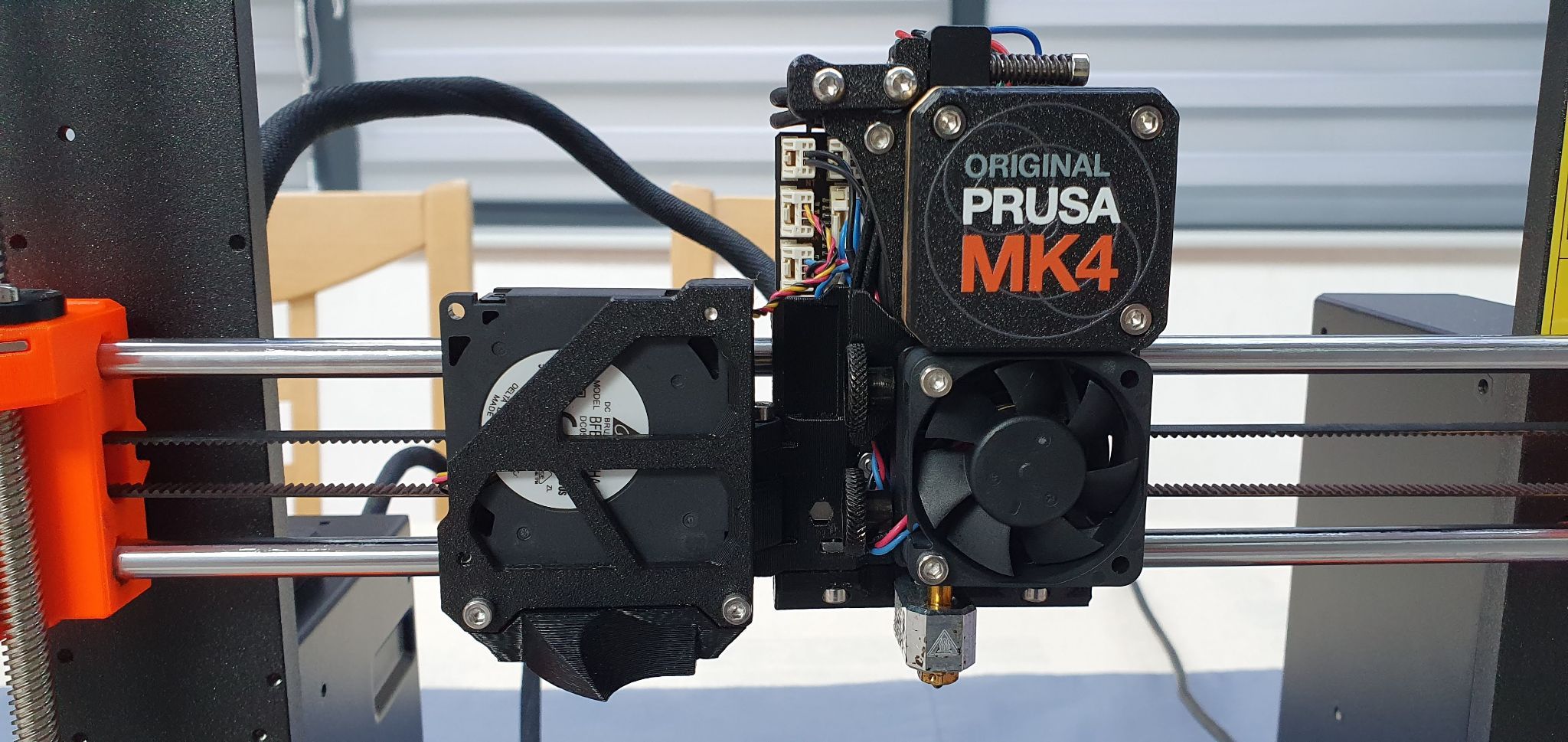
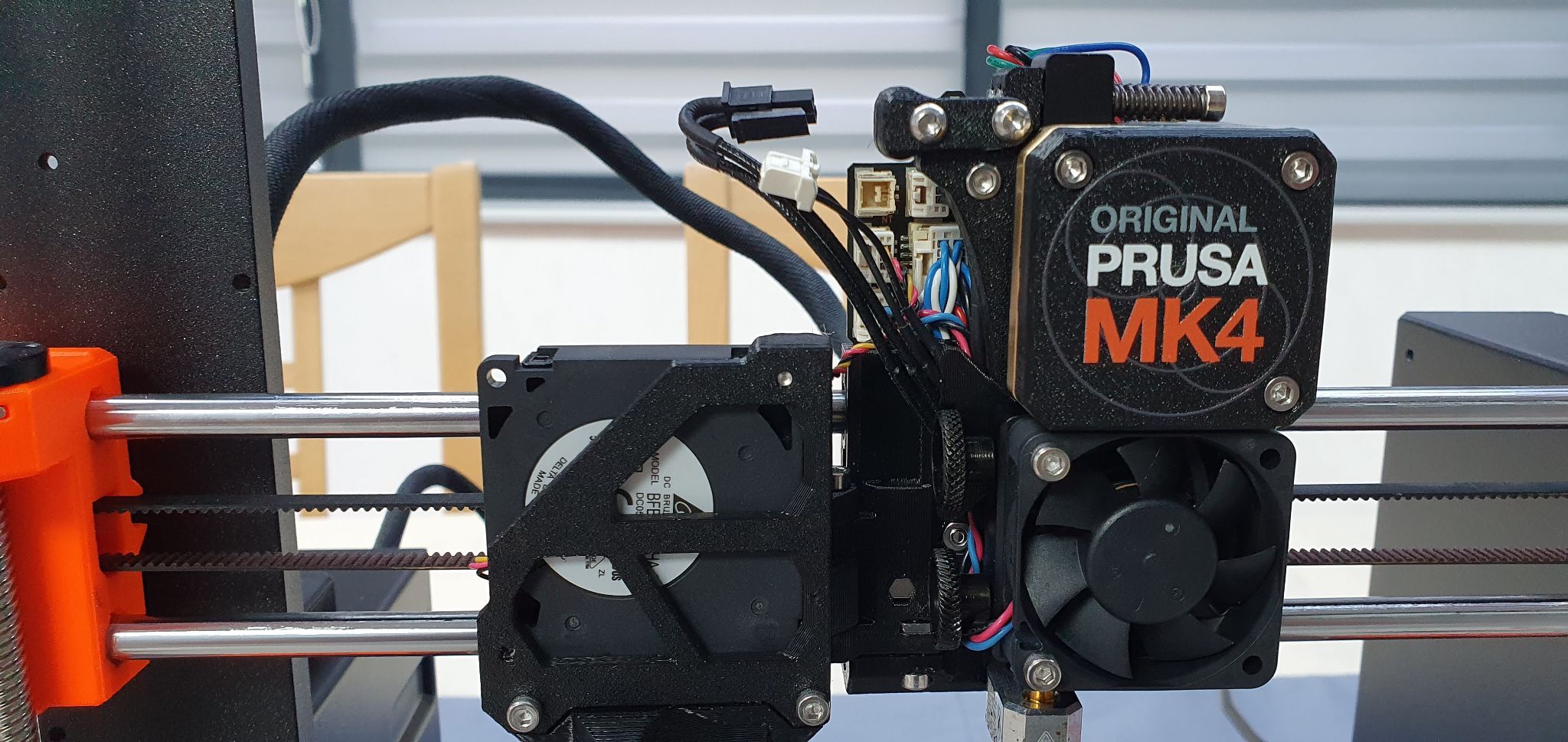
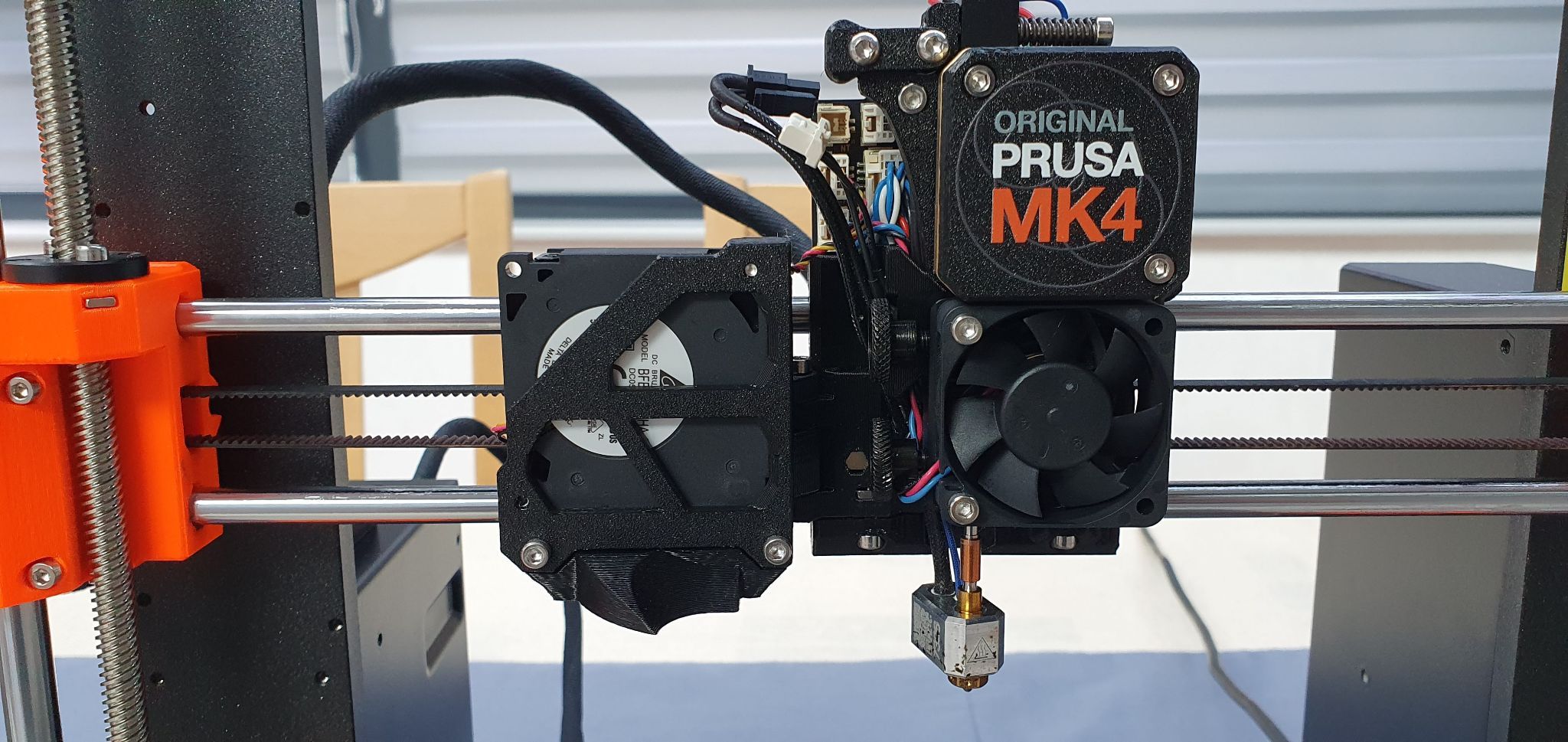
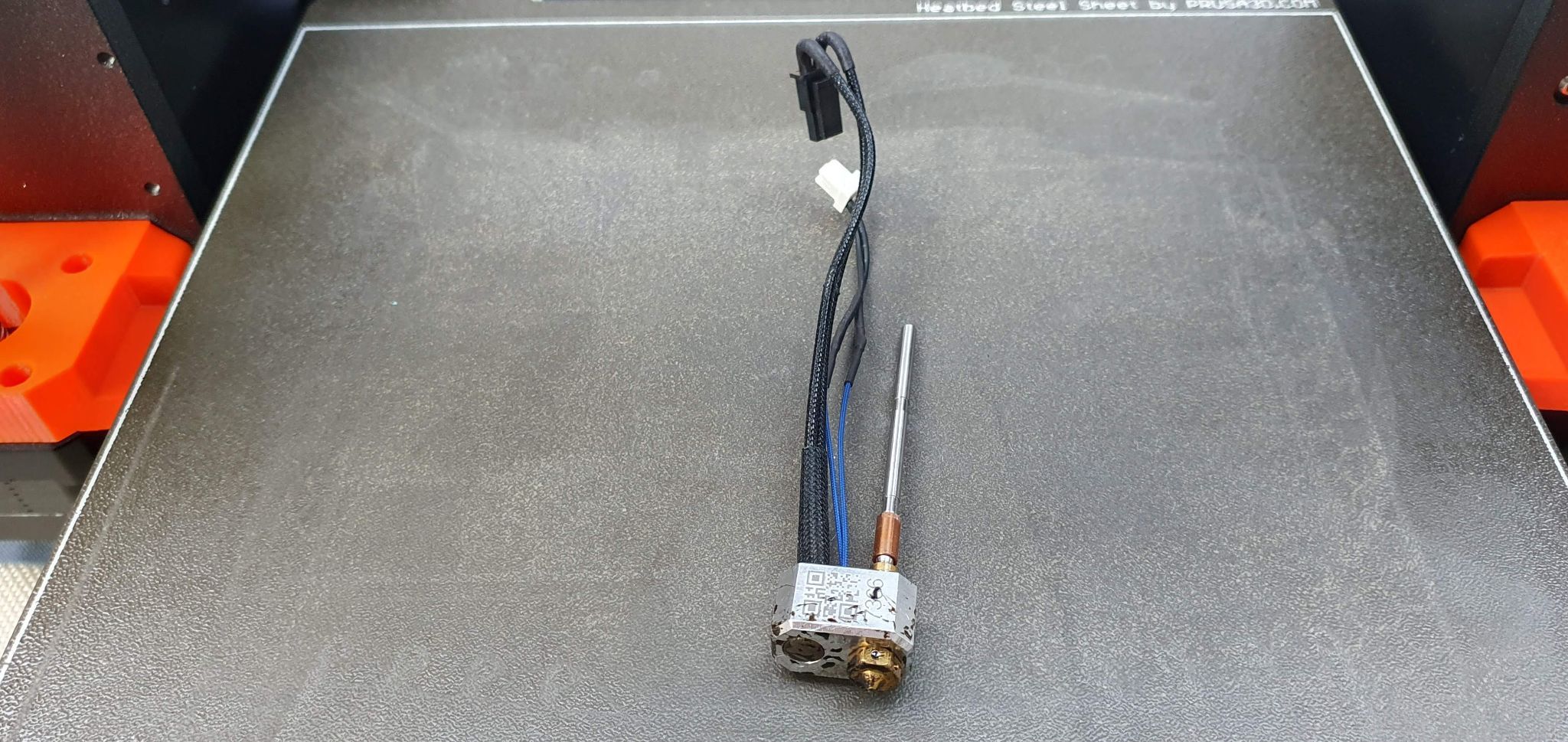
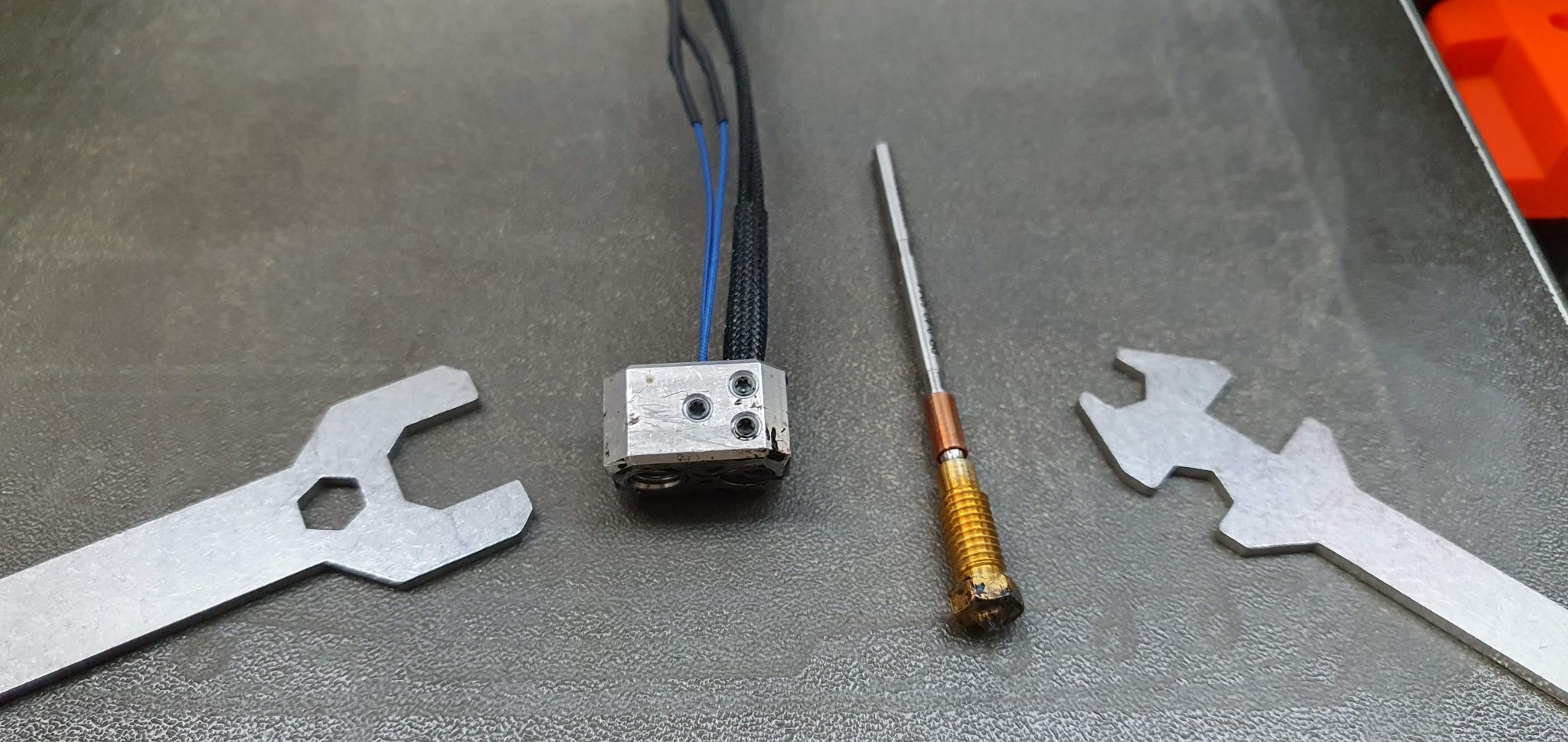
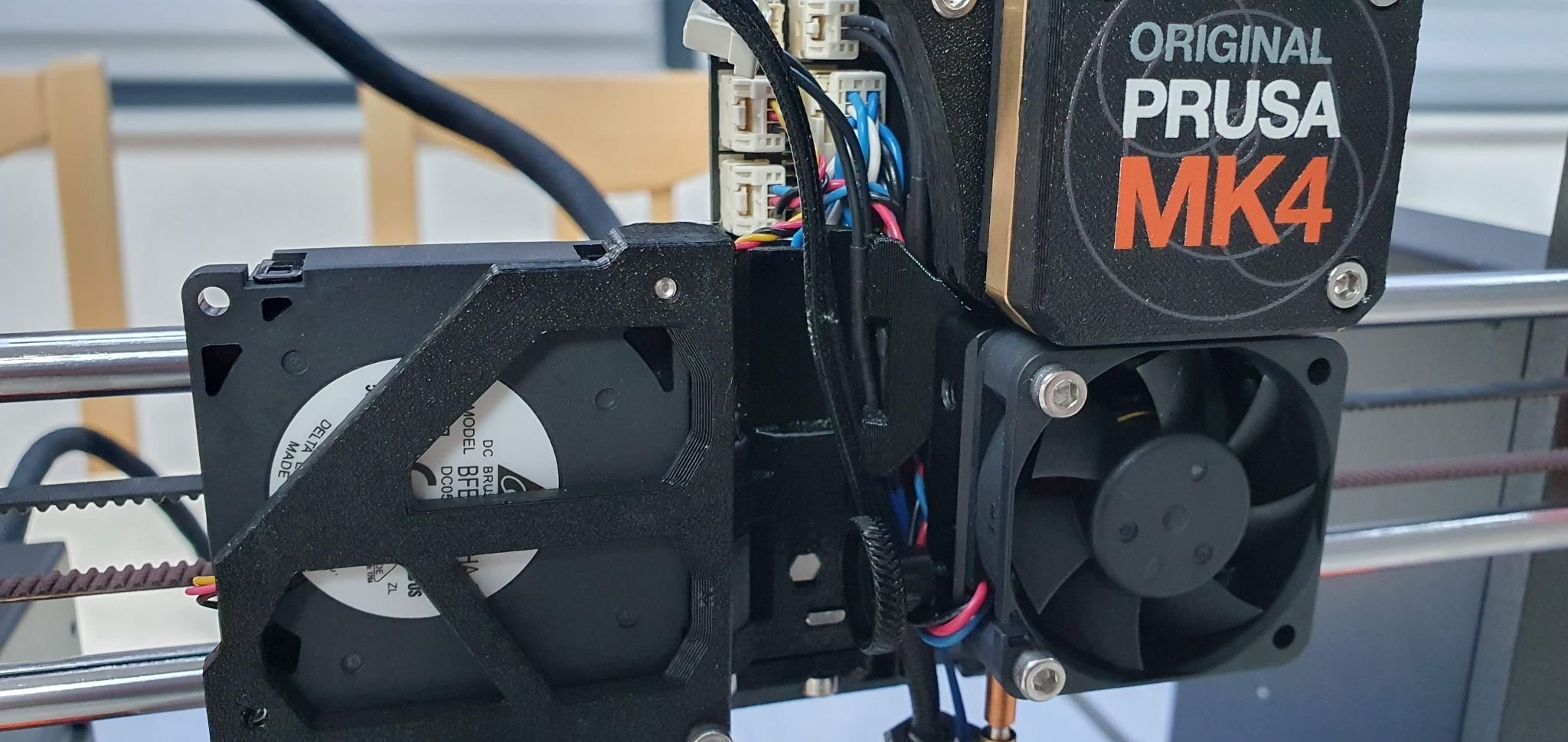
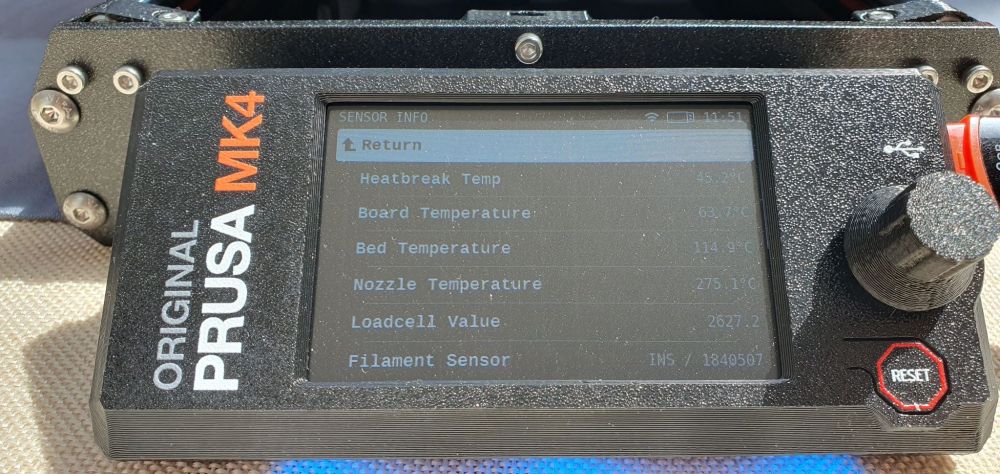
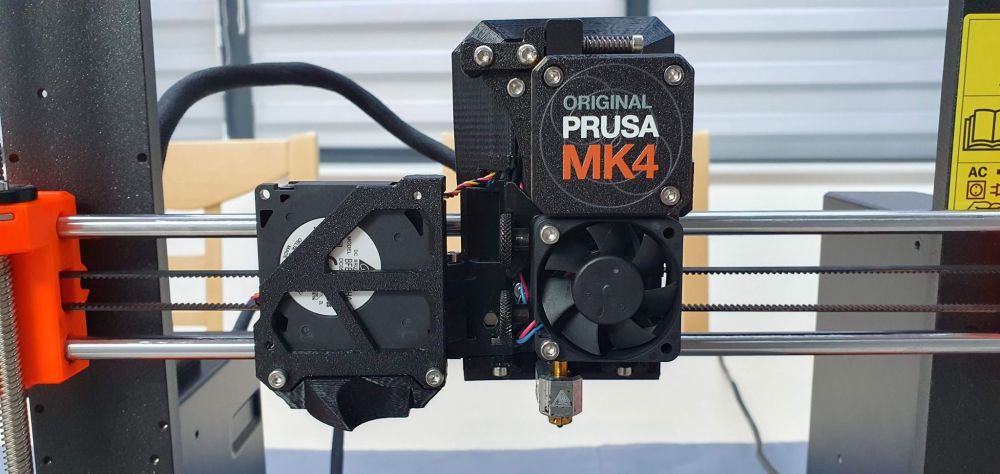
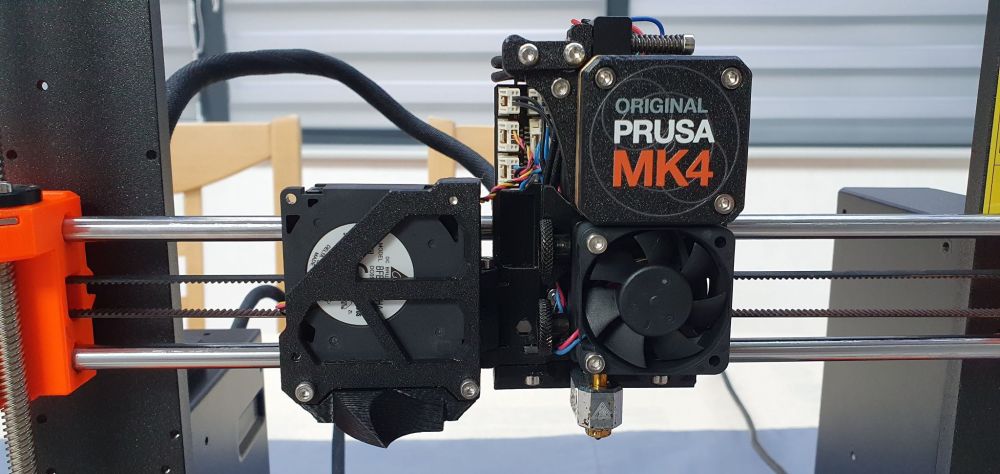
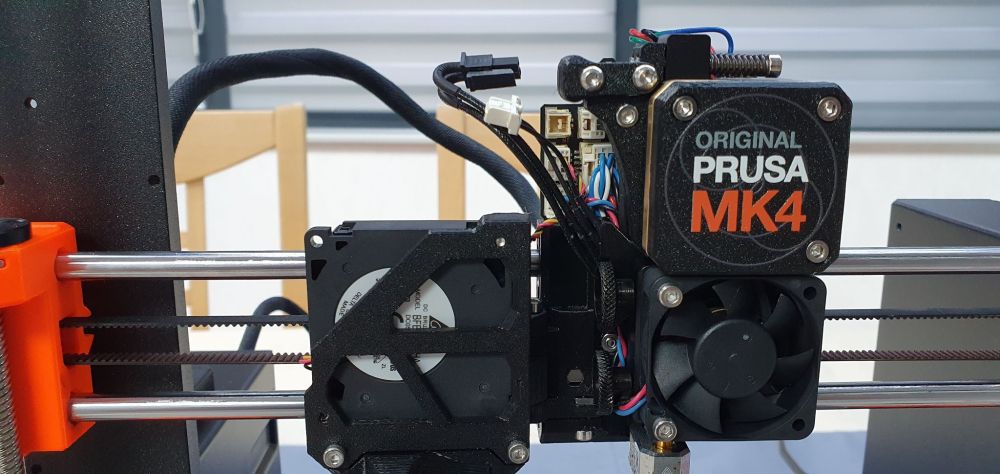
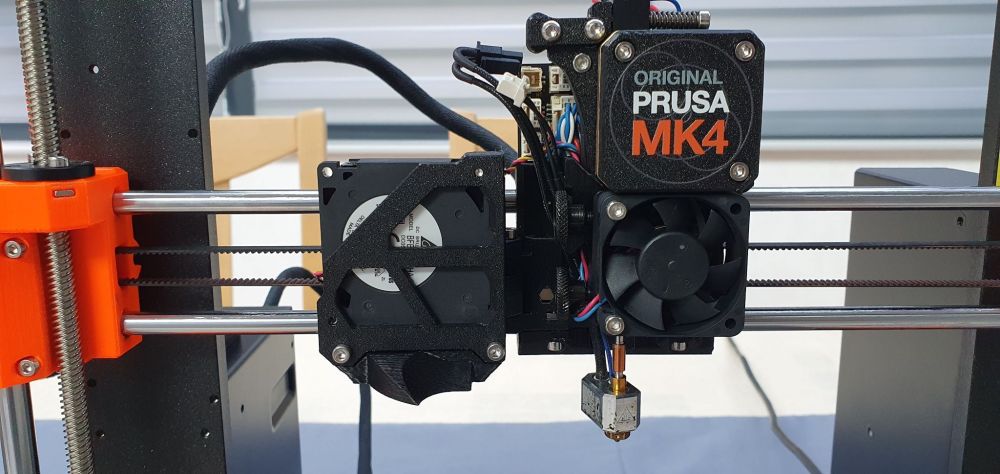
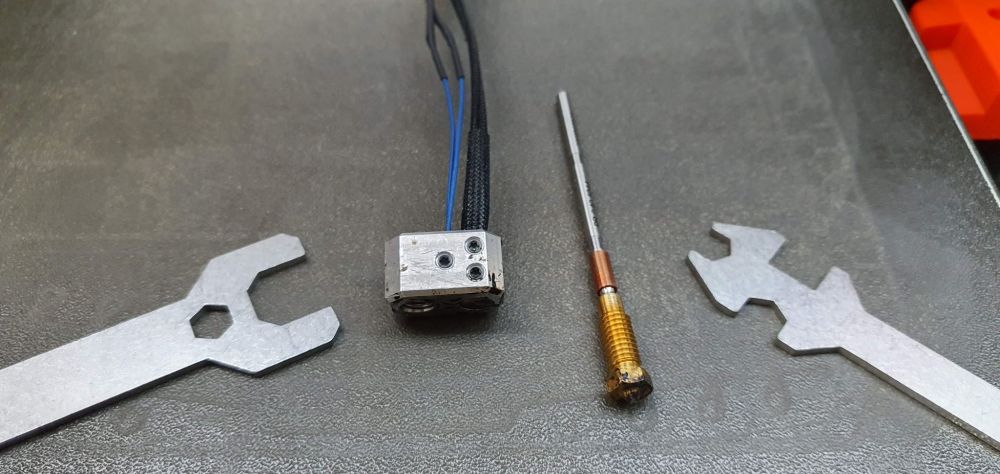
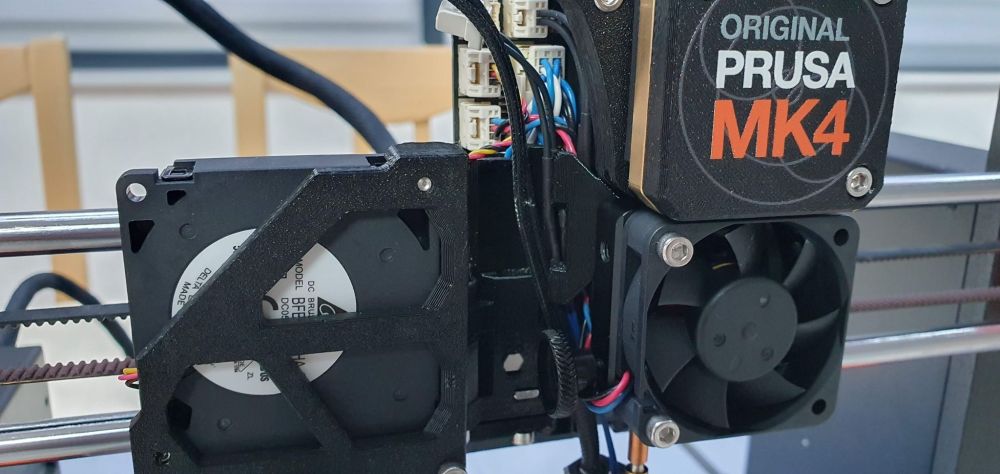
Salut @greguy ! Subjectivement, elle est moins bruyante, ou plutôt, elle est bruyante différemment. Objectivement, je ne peux pas me prononcer, je mettrais une MK3s à côté pour comparer. Car là elles sont dans un placard de mon bureau, alors que la MK4 est sur une table en massif dans ma véranda (mais à fond les ballons elle arrive quand même à secouer cette table de 80kg ) L'input shaper n'est pas vraiment impactant sur le bruit, c'est surtout le profil d'impression plus rapide qui lui est associé qui rend la machine plus bruyante car elle bouge vite, et accélère fort. Mais dans des conditions équivalentes, le bruit de la MK4 est plus... feutré. C'est pas évident à décrire, les sons sont plus sourds (un comble ), quand ça "tape" ça fait "donk" là où la mk3 fait "kling". Ce sont globalement les mêmes bruits mais plus étouffés, amortis. Faut bien que ça serve tout ces bouts de caoutchouc et stickers thermique un peu partout. En parlant de thermique, j'ai testé le PC Blend (Prusament) afin de pousser un peu la hotend. Alors côté ventilateur heatbreak, c'est assez rigolo, on l'entend faire un petit yoyo. Même avec la buse à 275°C il tourne autour de 30 et 35% pour un heatbreak à 45°C. On peut dire que le refroidissement est efficace. Oui beaucoup de soleil au plafond... Mais l'écran reste bien visible en vrai. Fait intéressant, je l'ai vu (et entendu) monter à 50% lorsque la bande de soleil est arrivée au niveau de la tête. Faut dire que ça tape vite sous un plafond vitré. Du coup je me suis fait une remarque, je pense qu'il ne s'agit plus d'un ventilateur Noctua comme sur l'ancienne génération. Car quand il tourne à 50% on l'entend, contrairement à celui de la MK3 lorsqu'il tourne à 100%. La régulation de vitesse permet de le rendre silencieux tout en gardant la possibilité de souffler plus fort qu'un Noctua si besoin, dans un enclosure par exemple. Concernant l'impression du PC blend, j'ai fait quelques essais. Le plateau de bouchons RJ45 qu'on voit si dessus puis le même en ayant retourné les pièces et utilisé du support "snug". Je trouve rendu bien plus joli car la partie supportée est invisible une fois installé, et l'impression moins risquée. Pour l'aparté, ça se monte très bien sur mes switchs, parfait pour "bloquer" les ports sur des VLAN que je ne voudrais pas utiliser par inadvertance. Je ne compte pas m'en servir pour la soi-disant poussière (encore que sur un switch ventilé ça se discute), je préfère laisser le switch respirer. Et puis ça m'a donné une bonne excuse pour les faire en PC, je devais tester ce filament sur la MK4, et ça résiste bien à la chaleur tout en gardant son élasticité dans le temps. Du coup j'ai pu voir une chose étonnante, au début de la seconde impression, la buse bavait beaucoup (préchauffage à 250°C pour le homing avec du PC). Et lors de la phase de nettoyage de la buse, au lieu de faire deux ou trois petits points comme d'habitude, elle m'en a fait deux rangées : (La ligne de purge arrive après.) Ca prouve que le load celle est très sensible, et qu'il est capable de détecter que la buse n'est pas propre. Cependant, lors du levelling, j'ai eu tout le quadrillage de petits points, on en voit d'ailleurs deux juste au dessus des rangées sur la photo précédente. Ces points sont juste impossible à enlever avant l'impression. Mais une fois le plateau refroidi et nettoyé, ça ne laisse pas de trace. Mais clairement, il ne faut pas avoir peur de "rayer" son PEI lisse en frottant avec le côté vert de l'éponge. Du coup, j'ai refait une tentative, mais en modifiant la température de préchauffage, à 200°C, ce qui est suffisant pour avoir un PC mou mais qui ne bave pas. C'est une valeur au pif que j'ai déterminé d'après mon expérience. Et pour le coup, si on prend soin d'avoir une buse propre avant le homing, il n'y a plus aucune trace du tout, pas le moindre petit point sur le plateau. J'ai constaté la même chose avec d'autres filaments, et globalement je pense que Prusa à utilisé des réglages très conservateurs (fool proof) pour que le homing puisse fonctionner tout le temps, même avec une buse sale. C'était déjà quelque chose que l'on connaissait avec la MK3S, où la buse était préchauffée à la température d'utilisation avant de palper. Ca se corrige moyennant une toute petite modification du start g-code. Changement de buse Pour faire suite à l'interrogation de @jcjames_13009, voici comment on change de buse sur la nouvelle hotend de la MK4. J'ai suivi la procédure du manuel => https://help.prusa3d.com/fr/guide/comment-remplacer-la-prusa-nozzle-mk4_421215 On commence par "ouvrir" le ventilateur : Puis on enlève le capot supérieur, qui protège la LoveBoard : Ensuite on déconnecte la cartouche chauffante et la sonde de température : On desserre les molettes et on fait coulisser la hotend, en guidant les cables pour qu'ils puissent sortir de leur logement : Et voilà l'ensemble hotend : Ensuite on utilise les outils fournis pour démonter la buse : On dévisse à froid et la buse sort toute seule : Pour le remontage, on repend les mêmes étapes en sens inverse, pas besoin de serrer comme un dingue, il n'y a pas serrage à chaud ni de fuite possible. La buse est directement maintenue par les molettes. Le bloc alu est très bien maintenu par les cables rigides. Donc même si ça se desserre, ça ne peut pas tourner. Très ingénieux comme système, qui résout les problèmes de fuites et de précision. Son point faible se situe au niveau des molettes, si elles se desserrent, l'ensemble peut glisser verticalement. Vérifier le serrage de temps en temps, surtout après les impressions violentes (comme le bonkers benchy) semble être une bonne précaution. C'est rapide à faire, pousser le ventilo, checker les molettes, remettre le ventilo. Aucun outil nécessaire. En parlant des molettes, pour le remontage de la hotend je conseille de démonter complètement celle du haut, ça donne un accès bien plus aisé aux câbles : A bientôt.







 1 point
1 point