


LuDog71
-
Compteur de contenus
1 -
Inscrit(e) le
-
Dernière visite
Récompenses de LuDog71
")





Favoris
-
U30 Ventilation
Alfawise-Longer3D-U20x-U30x-LKx - La ventilationBonjour à tous,
Fraîchement débarqué sur le forum, et dans le monde de l'impression en général, je suis l'heureux propriétaire d'une Alfawise-U20 depuis 3 semaines maintenant (reçu d'occaz soit dit en passant très mauvais point pour Gearbest...
 ).
).
Comme beaucoup, je trouve cette imprimante vraiment excellente, notamment pour son prix, mais le bruit de ses ventilateurs est vraiment trop gênant, d'autant plus que leurs performances semblent très discutables.
Il serait intéressant si ce topic pouvait faire date dans sa catégorie et aider un maximum de personne.
Résumé :
Les Alfawise (et bien d'autres machines) fonctionnent en 24V et alimentent par la même l'ensemble de ces composants de la même façon.
Les ventilateurs sont contrôlés en "pseudo PWM" sur deux fils uniquement, ce qui est contraire aux normes et usages en vigueurs.
Pour rappel, cette imprimante propose un excellent rapport qualité/prix, mais certaines choses sont vraiment du bricolage.
Les ventilateurs d'origine sont également en 24V.
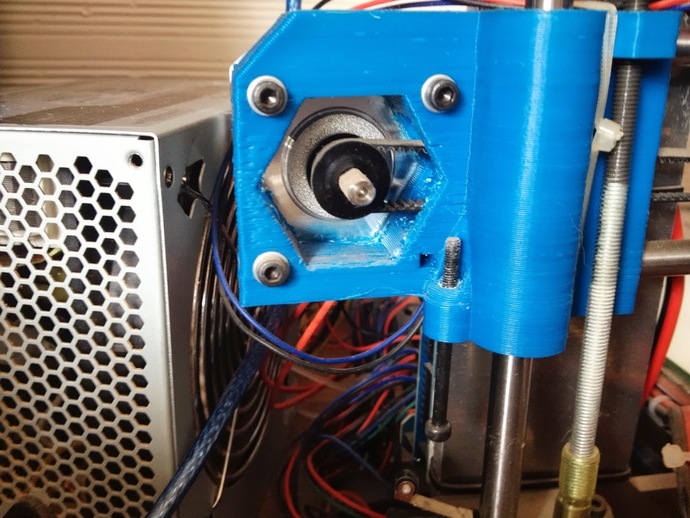
- Celui du HoteEnd n'est pas variable, et est connecté sur une sortie 24V à tension linéaire. Vous pourrez donc le remplacer aisément par un ventilateur 24V, mais ces derniers de la taille d'origine en 30x30x10 sont rares. Vous trouverez donc plutôt du 12V. Dans ce cas, il conviendra d'utiliser un petit montage simple à base de LM7812 (diffusion d'un schéma simple à venir, mais on en trouve déjà sur Internet), pour ramener la tension à 12V.
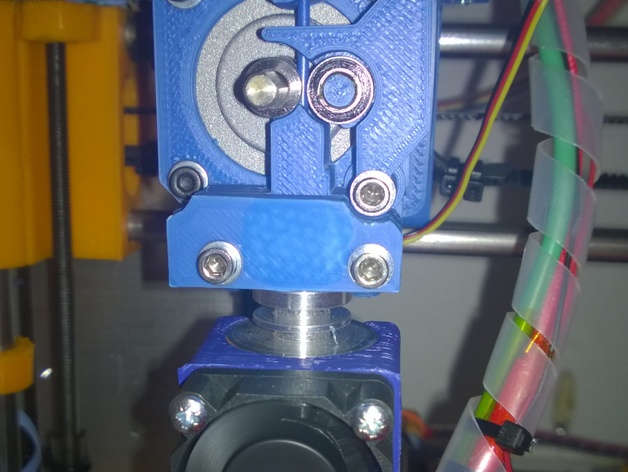
- Celui du refroidissement du filament est par contre variable et heureusement, pour assurer de bonnes impressions. Celui d'origine contrairement aux apparences, n'est également pas optimisé du tout pour être régulé de la sorte. Il a juste été grossièrement adapté.
-
Si vous souhaitez changer ce ventilateur, que vous preniez un 12V ou 24V, il faudra impérativement bricoler un petit peu pour rendre une tension bien lisse au ventilateur.
- Pourquoi ? Et bien telle quelle, l'imprimante envoi des impulsions électrique en lieux et place d'un signal bien lisse. Ce signal est de forme carré. Soit le courant passe en 24V, soit il ne passe pas et on à 0V. Ces passages d'état à un autre ce fait bien sur plusieurs fois par seconde, en fonction de l'architecture de l'imprimante. Sur la Alfawise-U20, cette fréquence est fixée à 8Hz environ. Or, un ventilateur traditionnel n'aime pas du tout ce genre de fonctionnement.
- Sans adaptation, soit votre ventilateur ne tournera pas sauf à 100% de réglage, soit il tremblera selon la vitesse, soit il ne tournera pas à la vitesse demandée (il pourrait par exemple s'arrêter alors que vous l'avez régler à 60%, ou bien tourner à 10% de sa puissance réelle alors que vous avez indiquez une consigne à 70%).
- Après un nombre de retours importants de plusieurs utilisateurs de toutes parts, il est maintenant confirmé que le ventilateur d'origine du filament n'est pas conçu pour un fonctionnement en 24V, et ont la fâcheuse tendance de griller rapidement (suralimentation). Il en va probablement de même pour celui du Hotend.
Solution/Résolution : (Update du 07/10/2020)
Les travaux et modules effectués jusqu'à ce jour ne sont plus disponibles pour des raisons qui ne regardent que leurs auteurs.
---
>> Je travail avec une autre personne sur la création d'un module de conversion universel (toutes machines), plages de tensions d'entrée 12V-24V et plage de sortie 12V-24V. <<
**Une pensée spéciale et émue à @rmlc460 qui nous a quitté depuis...**
Changer et bien choisir son ventilateur :
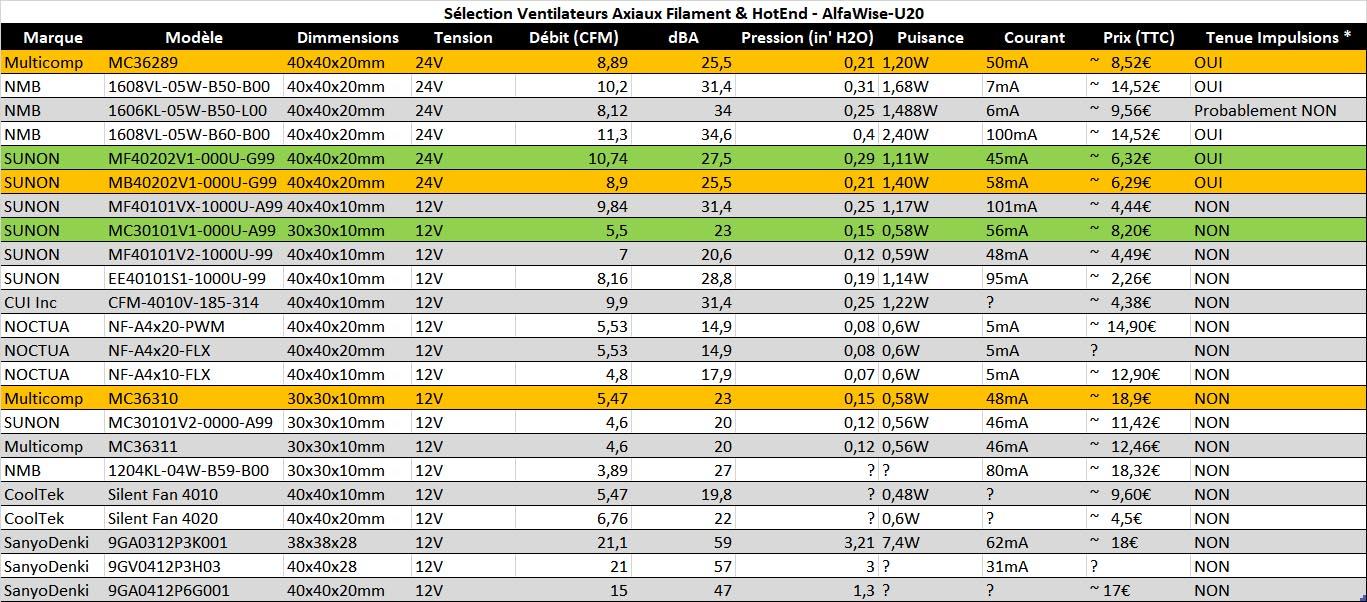
- Pour parfaire l'idée de refaire la ventilation, j'ai rassemblé un certain nombre de ventilateurs (en axiaux uniquement, radiaux à venir) sous forme d'un tableau comparatif, qui ne retiens que ceux de marques fiables et reconnus professionnelles : (le tableau n'est pas exhaustif et donne simplement une idée. Selon votre tête d'impression, le lieux et l'installation de votre imprimante, ces données peuvent varier). Les ventilateurs ayant un rendement inférieur à ceux du tableau ont d'office été éliminés.
Update du 06/01/2019 : Le changement du ventilateur de l'alimentation est une très bonne solution également pour gagner en silence et en efficacité pour l'aération du module de contrôle (également dispo en MP).
Voir ici :
(17/05/2019)
Update du 06/01/2018 : Une bonne fois pour toute, le tableau bien qu'il ai fait l'objet de tests réels, n'est pas exhaustif, et vous êtes libre de prendre celui que vous voulez. Vous pouvez rajouter dans ce sujet les ventilateurs que vous aurez acheté et idéalement testé, mais toute personne venant apporter son "savoir" ou son ignorance sans avoir lu rigoureusement et compris à minima cette première page, sera au mieux ignorer, au pire signalé.
===================================================================================================
-
Liste des filaments qui fonctionnent sur Alfawise
Liste des filaments qui fonctionnent sur AlfawiseSalut les wiseur!
Suites aux problèmes récurrents de bouchages de buse que l'on constate avec les différents types, différentes marques, couleurs et qualités de filaments, je vous propose de regrouper ici ceux qui fonctionnent bien suite à vos diverses impressions!
Merci préciser le type (PLA, ABS, Nylon, Carbon, PETG, Phosphorecent, Kevlar, fibre de verre, ...), marque, couleur et pourquoi pas un lien où vous l'avez acheté, je mettrais à jour ce premier post au fur et à mesure!
PLA :
Pla optimus / Sakata3D
- Pla optimus. Retract a 5mm 200° buse et bed a 60
- Pla 3d850. Retrait a 8mm 220° buse et bed a 70 - www.Filament-abs.fr
Velleman
- Velleman 1.75 ok toute les couleurs [Conrad/distrelec (suisse)] 25 et 35€ les 750gr
Fil 3D
- Fil 3D PLA 1 Kg 1.75 mm Perle Blanc
- Fil 3D PLA 500g 1.75 mm Transparent
- Fil 3D PLA 500g 1.75 mm Rouge Scarlet
Ice Filament
- PLA blanc WinterShine, 1,75mm de chez IceFilament (un blanc immaculé comme on en trouve peu. Pas de warping, très bonne tenue. Ce qui n'est pas le cas de tous les filaments de cette marque),
-
ICE FILAMENTS ICEFIL1PLA119 PLA Filament, 1.75 mm, 0.75 kg, Wintershine White - https://www.amazon.fr/gp/product/B017HAIMZU/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1
-
ICE FILAMENTS ICEFIL1PLA110 PLA Filament, 1.75 mm, 0.75 kg, Fluo Gnarly Green: PLA transparent non fluo! -https://www.amazon.fr/gp/product/B017HAI8A4/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1
-
ICE FILAMENTS ICEFIL1PLA103 PLA Filament, 1.75 mm, 2.30 kg, Brave Black
ICE FILAMENTS ICEFIL1PLA105 PLA Filament, 1.75 mm, 0.75 kg, Daring Dark Blue
ICE FILAMENTS ICEFIL1PLA116 PLA Filament, 1.75 mm, 0.75 kg, Sparkling Silver
RECREUS FILAFLEX
- Filament RECREUS FILAFLEX ORANGE - 1.75 MM (avec la pièce guide filament pour l'extrudeur) - https://www.filimprimante3d.fr/fil-flexible-175-mm/1713-filament-recreus-filaflex-orange-175-mm-250g.html
Température buse : 235° ( c'est un peu plus que la température recommandée, mais les lignes m'on semblé mieux collées entre elles qu'à 230°)
Température plateau : 30° ( recommandé 0°, j'ai mis 30° histoire d'avoir une température stable tout au long du print, en tout cas aucun risque de décollage c'est sur...!)
Vitesse d'impression : 20mm/s
Débit : 125% (sinon on obtient un résultat poreux, je pense qu'on peut même encore augmenter un poil)
Rétractation : 3.5mm (recommandé par le fabricant entre 3.5 et 3.9mm)
Vitesse de rétractation : 40mm/s
Distance de débrayage : 1mm
Épaisseur de couche 0.2mm
Dailyfil
-
Dailyfil PLA-BOIS clair 0.5 kg 1.75mm
Température buse : 200°
Température plateau : 60°
ARIANEPLAST
-
ARIANEPLAST
température 205°/215° , plateau a 60°/65° suivant les couleurs ! (température indiqué sur la boite (200°/230° et 0/70°)
testé 9 couleurs : translucide , ciel , vert, vert translucide , turquoise , jaune , noir , marron , gris
Prima Select
- PLA rouge vif/romantic, 1,75mm de chez PRIMA SELECT (l'un des seuls rouge aussi beau, très bonne tenue sans warping)
- PLA blanc, 1,75mm de chez PRIMA SELECT (même type de "blanc immaculé" que IceFilament),
Sunlu
- PLA+ noir, 1,75mm de chez SUNLU (excellent)
- PLA+ Bleu, 1,75mm de chez SUNLU (vraiment un très beau bleu),
- PLA Bois, 1,75mm de chez SUNLU (a pour principal avantage, en plus d'un très beau rendu, de ne pas boucher les buses !),
Geektech
- PLA Orange, 1,75mm de chez Geeetech ( péchu, vif avec un super rendu)
- PLA noir, 1,75mm de chez Geeetech (simplement extraordinaire)
Cromatik/Dagoma
- PLA Cromatik By Dagoma 1.75 Ivoire
- PLA Cromatik By Dagoma 1.75 Silver
- UP FILA 3D Filament by Tiertime 2x500g Pla/Black rendu impeccable
- ICE FIlament gris un peu brillant Sparkling Silver : impeccable. adhérence, rendu, rien à redire
- ICE Filament DarkBlue : un joli bleu, une super adhérence au plateau, un rendu incroyable en 0.1 rien à redire
3D Hero
- 3D Hero Black PLA - https://www.amazon.fr/gp/product/B07CPT4WB1/ref=ppx_yo_dt_b_asin_title_o05__o00_s00?ie=UTF8&psc=1
- 3D Hero Red PLA - https://www.amazon.fr/gp/product/B07CPYB1W2/ref=ppx_od_dt_b_asin_title_o00_s00?ie=UTF8&psc=1
Plateau à 60°
Température 205°
-
Calibrer son extrudeur
[TUTO] Calibrer son extrudeur aux petits oignons ;)Bonjour à toutes et à tous,
Le flow est un réglage qui sert à compenser l'expansion du filament en raison de sa fusion.
En clair le volume de filament qui entre dans l'extrudeur n'est pas identique à celui qui sort, car quand il fond, il gonfle.A :: D'abord il faut calibrer l'extrudeur.
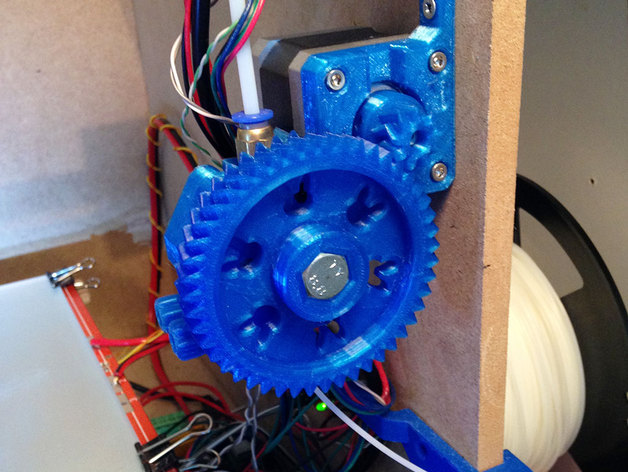
- On commence par calibrer les steps_per_unit de sont extudeur en fonction de la mécanique présente sur la machine. Se référer à ce tutoriel.
- Une fois que c'est fait, on fait une marque sur le filament à 150mm de l'entrée de l'extrudeur
- On demande une extrusion de 100mm
-
On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante.
ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge - On modifie la valeur existante par la valeur calculée
- on recommence à l'étape 2 jusqu'à ce que 100mm demandé = 100mm extrudé à tous les coups.
B :: On fait le test du "thin wall" ou (paroi mince)
- On imprime un cylindre ou un cube avec la fonction "vase en spirale" de votre logiciel de tranchage
- On mesure l'épaisseur des parois obtenues avec un pied à coulisse digital ou un micromètre
- On ajuste le "flow" (toujours avec une règle de trois) dans son logiciel de tranchage (paramètres filament) et on en imprime un nouveau pour tester
- On réitère à partir du point 1 jusqu'à ce que la paroi fasse l'épaisseur souhaitée, c'est à dire celle de sa buse +10%
C :: Le choix de température d'extrusion (s'effectue à chaque nouveau rouleau de filament)
-
On imprime une tour de température selon l'objet
(il y en a plein sur thingiverse pour tous matériaux : http://www.thingiverse.com/thing:915435,) -
suivez la procédure décrite dans les instructions de l'objet ou suivez le tutoriel de Freedam
Vous aurez une idée de la fourchette de température idéale pour ce filament sur votre machine -
Beau c'est bien, mais beau et solide/étanche c'est mieux. On imprime un test à casser : http://www.thingiverse.com/thing:35088
et l'on vérifie, dans cette fourchette, à quelle température précisément on obtient la meilleure cohésion entre les couches. - On sauvegarde la bonne température dans un nouveau fichier de préférences filament sur notre logiciel de tranchage.
C :: Le test de validation des réglages
Si tout est bien réglé, vous devriez pouvoir emboiter et déboiter ces 2 pièces sans souci : https://www.thingiverse.com/thing:342198
Bon calibrage
")
++JM
-
Calcul des Steps Per MM/Unit
[TUTO] Calcul des Steps Per MM/Unit : une fois pour toutes !Bonjour à toutes et à tous,
Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC.
INTRO :
Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin1 :: Pour une transmission directe à courroie :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie)
exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm
2 :: Pour une transmission directe à vis :

steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage
exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm
3 :: Pour un extrudeur à entrainement direct (direct drive) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi)
exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm
3 :: Pour un extrudeur à réduction (geared) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi)
exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm
/!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ?
Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu.
Voici la méthode de calibration d'un extrudeur :
- On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur
- On demande une extrusion de 100mm
-
On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante.
ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge - On modifie la valeur existante par la valeur calculée
- on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé.
4 :: GLOSSAIRE :
- Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu
- Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament.
- Extrusion : action de fondre du filament
- Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament.
- Poulie : roue servant à entrainer et/ou guider une courroie.
- Driver : composant électronique servant à commander un moteur pas à pas.
- Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide.
- Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas.
- Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission.
- Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution.
- Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis.
- Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez !
- Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc.
- Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande.
- Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon.
- Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse.
- Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur.
-
Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware.
sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E}
sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc.
sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 - Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur.
- Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille.
Voila, qu'on se le dise !
++JM
-
Tout sur l'Alfawise U20
Tout sur l'Alfawise U20Firmware
Vous trouverez toutes les versions sur la dropbox officielle
Dernière version en date du 27/12/2018 : 2.16A
Vous avez aussi la possibilité de passer sur un Firmware alternatif :
Maintenance et qualité (Sujet du Forum)
On a tous rencontré des petits problèmes, voici une liste de Sujets pour vous aider
- Tuto - Bien démarrer avec son Alfawise U20
- Tuto - Calibrage général (Toutes Imprimantes)
- Tuto - Calibrage Extrudeur (pour la U20)
- Tuto - Mise à jour Firmware
- Tuto - nettoyage de la hotend MK8 d'origine
- Tuto - réglage des drivers de la U20
- Problème de "patte d’éléphant" sur les premières couches
- Pas d'impression ou problème de carte SD
- Blocage de l'axe Z
- Problème d'axe ou de buté
Fichiers de Test
Pour tester et calibrer votre imprimante vous pouvez utilisez ces fichiers
- Cube XYZ (pour calibrer les Steps de votre imprimante)
- 3D benchy (le petit bateau qui vous permet d'avoir un visuel général de votre qualité d'impression)
- Smart compact temperature calibration tower (Pour tester la meilleur température possible pour vos impressions)
- U20_180-220_PLA_Temp_calibration (limité 195-210).gcode (Tour de température (195-210°) de @PrBifidus)
- Part Fitting Calibration (Thinwall)
- 2015 3D Printer Shoot Out Test Geometries (Ensemble de modèles pour divers Tests)
- Ultimate test block by Kickstarter (Test Global, comment l'utiliser : Lien Github, Résultat de @PrBifidus )
- *MICRO* All In One 3D printer test (All in one, imprimer en une "petite" pièce plusieurs test)
Pièce de rechange
Tout d'abord, il faut savoir que l'Alfawise U20 est un clone 1:1 de la
Iformer Skykit 3DLonger3D LK1 vous retrouverez donc facilement les pièces de rechange sur le store officielConsommables d'origine (Liens AliExpress) :
- Buse d'origine en 0.4 (filetage MK8)
- Tube téflon (4x2 , 4mm exterrieur, 2mm interrieur)
Pièces détachées d'origine (Liens AliExpress) :
- U20 - Écran Tactile (peut être compatible U30)
- U20/30 - Carte Mère
- U20 - Plateau Chauffant
- U30 - Plateau Chauffant
- U20/30 - Moteur pas à pas (Nema 17)
- U20/30 - Kit Extrudeur Hot End
- U20/30 - Capteur fin de course
- U20 - Capteur Filament
- U20/30 - Ventilateur 3010 (30x30x10)
- U20/30 - Ventilateur 4010 (40x40x10)
- U20/30 - Thermistance (100KOhm)
- U20/30 - Raccord pneumatique (Pneufit PC-M6)
- U20 - Alimentation
- U20 - Tige filetée (Axe Z)
- U20 - Connectique Lit chauffant
- U30 - Connectique Lit chauffant
- U20/30 - coupleur Axe Z
- U20 - Nappe Ecran (20cm)
- U30 - Nappe Ecran (70cm)
Autres pièces diverses (Liens divers) :
- Roues profilées (AliExpress - option B)
- Roues profilées (Amazon)
- Kit Extrudeur Hot End (Amazon - Pour la Creality Ender 3, mais à priori compatible)
- Buse 0.4 MK8 en acier inoxydable (Amazon)
- Lot de 5 Buses 0.4 en Nickel (AliExpress)
- Lot de 6 Buses 0.4 Cuivre (GearBest)
- Courroie de distribution (Amazon)
- raccord pneumatique + Tube PTFE (Amazon)
- Tube PTFE (Grossiste3D)
- raccord pneumatique (Grossiste3D)
- raccord pneumatique inox (Grossiste3D)
- Kit de 22 Buses laiton MK8 (Amazon)
- Kit Tube PTFE et Pneufit (Amazon)
- Kit Tube PTFE et Pneufit (AliExpress)
- Kit de nettoyage de buse (Amazon)
- Écrou de la tige filetée (AliExpress)
Améliorations
Il peut y avoir plusieurs liens pour une même "pièces" à vous de choisir votre préférée.
La ventilation ne sera pas aborder un sujet y étant consacré : Alfawise-U20 - La ventilation
A imprimer :
- Molettes de taille convenable pour le réglage du plateau
-
Support de bobine
- TUSH - The Ultimate Spool Holder ( Astuce de montage : https://bit.ly/2yXL655 - Nécessite des roulements 608)
- Filament Support Alfawise U20
- Support bobines de fils pour alfawise u20
- Adaptiv support spool Alfawise U20 ( Modification du support Original)
- Alfawise U20 holder for original spool
- ALFAWISE U20 SPOOL HOLDER (Lien Dropbox)
- Hanging Filament Spool Holder (Support suspendu par @Nafoot )
-
Petsfang
- Le fang modulable de @deamoncrack
- Petsfang Duct for CR10 MicroSwiss/Stock/E3Dv6/Volcano/TevoTornado /Tarantula Hot ( avec ventilateurs 4020 + 5015 12V par @PrBifidus Voir : Petsfang - Base pour Alfawise U20 et Alfawise-U20 - La ventilation )
- CR-10 Fang for 40x40x20mm Fan Cooler
-
Attache câble du plateau chauffant (Attention, vérifiez votre modèle de plateau, il peut y avoir de légère différence)
- Alfawise U20 heatbed cables holder ( @PrBifidus )
- Support cable bed Alfawise U20 ( Fixation sur le plateau @Kawasakix )
- Bed cable holder & washers for bed springs ( @Phoquounet )
- Guide cable cylindrique plateau chauffant alfawise U20
- Support Cable Bed alfawise U20
- Creality CR-10 Strain relief bracket for heated bed cable
- Alfawise u20 - Support cable bed
- Guide Filament
- Support de câble
- Déflecteur de la ventilation de l'alim
- Support TL-Smoother
- Support d'outils
- Silencieux pour ventilateur
- Tuyère est destinée à canaliser et optimiser le flux d'air évacué
- Support de Led
-
Adaptateur pour Filament flexible (Moteur de l'extrudeur)
- Alfawise U10/U20 Extruder Addon for Flexibles
- TPU filament adaptor for 3D Printer Alfawise U20
- Feed guide block Alfawise U20
- Alfawise U20 Bowden extruder update for TPU printing ( Pour les nouveaux modèles d'extrudeur - fin 2018 )
- Support pour écran tactile
- Molette d'extrudeur
- Réglage des tensions de courroies
- Réparation de la géométrie du portique
-
Pieds anti-vibration
- A imprimer avec du filament flexible ( @deamoncrack )
- ball squash alfawise U20
- Pied Alfawise-u20 avec balle de squash (Surélevé de 16cm pour glisser le boitier sous l'imprimante)
- Réglage en hauteur du EndStop de l'axe Z
- Fixation Axe Z (Attention, il est risqué de contraindre l'axe Z)
- Réglage de tension des courroies
A acheter :
- Miroirs Ikea (en guise de plateau)
-
Réparation de la géométrie du portique
- https://bit.ly/2J6leZl pour la méthode McGyver
- https://www.amazon.fr/gp/product/B0743218DD pour les équerres
- https://fr.aliexpress.com/item/3D-Imprimante-Cravate-Kit-Support-Pour-Creality3d-CR-10-10-s-10S4-Alfawise-U20-TEVO-Tornade/32922069000.html Kit de rigidification de l'armature
- Dampers sur les moteurs X et Y pour réduire *drastiquement* de bruit desdits moteurs
- TL-smoothers 8 diodes pour améliorer le lissage des impressions
-
Isolation du bloc chauffant
- https://fr.aliexpress.com/item/5PC-3mm-thick-thickness-3d-printer-heating-block-cotton-hotend-nozzle-heat-insulation-cotton-for-Ultimaker/32804842714.html
- https://fr.aliexpress.com/store/product/2-PACK-for-3D-Printer-Heater-Block-Silicone-Cover-MK7-MK8-MK9-Silicone-Socks-for-Creality/3113114_32921213186.html
- Isolation du plateau chauffant
- Gaine filet en nylon pour les câbles
-
Kit double Axe Z (voir les sujets : AlfaWise U-20 : Axe Z Supplémentaire et U20 - 2 eme axe Z en full impression à moins de 13€ )
- https://fr.aliexpress.com/item/1-pcs-Creality-ENDER3-CR-10-Double-Z-axes-mise-niveau-kit-une-utilisation-avec-un/32892087790.html (Bien choisir la version pour CR-10, Attention au FDP)
- https://fr.aliexpress.com/item/Funssor-CR-10-double-Z-axes-mise-niveau-kit-Pour-Creality-CR-10-ENDER3-3D-Imprimante/32892110004.html (Bien choisir la version pour CR-10 - ATTENTION, d'après les retours de @rmlc460 le vendeur n'est pas sérieux)
- Lit Magnétique (CREALITY)
- Rallonge connectique de l'écran
- Lit chauffant 220v
- Mofset 220V