Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 08/10/2018 Dans tous les contenus
-
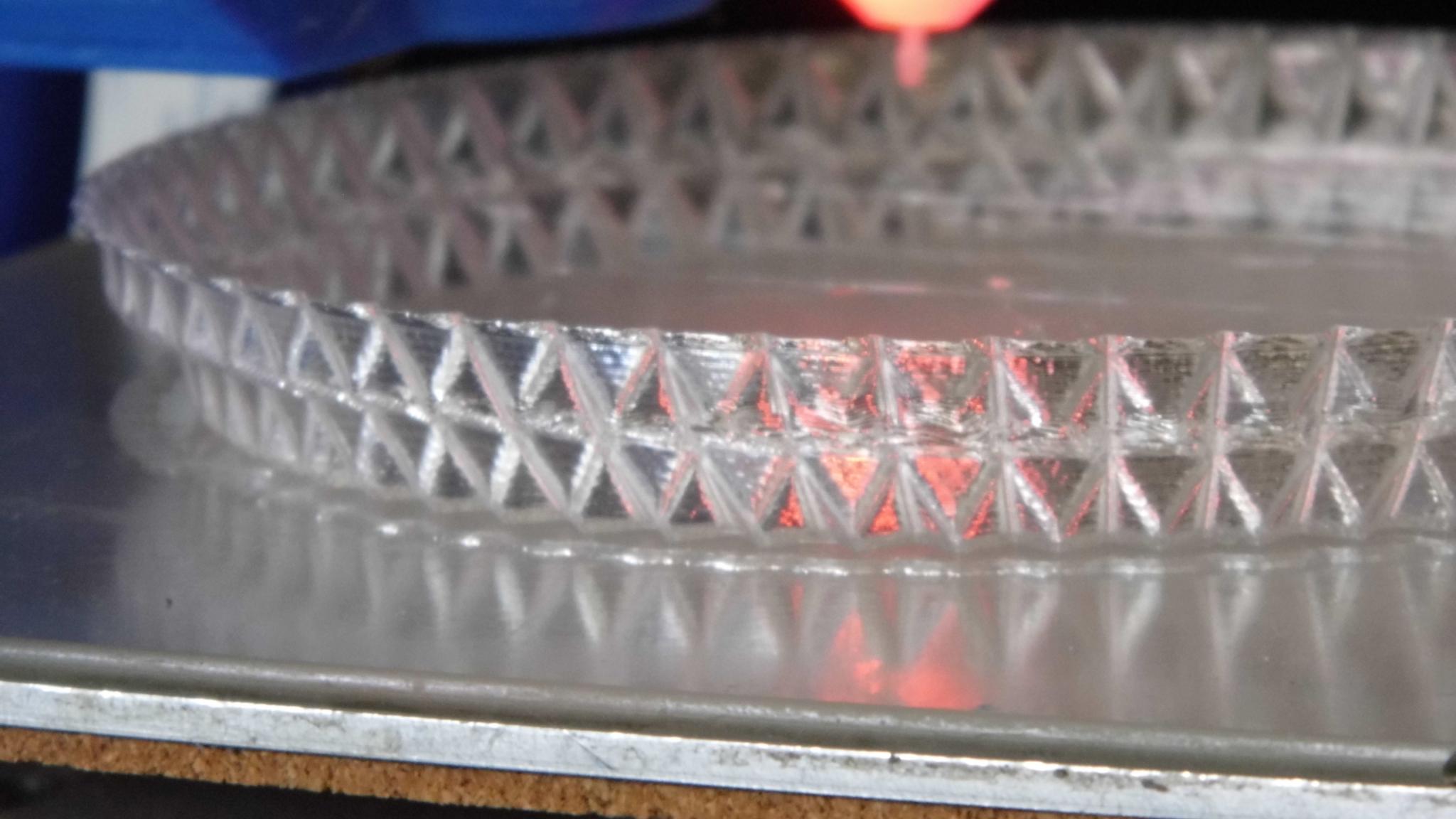
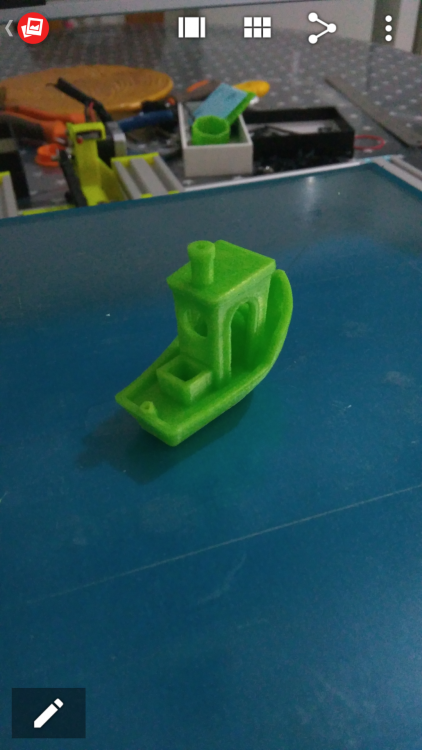
Modèle d'Anet : AM8 (anet a8 lourdement custom) Type & modèle de l'extrudeur Titan Aero (clone) Filament : PETG transparent clair De chez : Prima Select Température d'impression : 230 Lit : 70 Surface d'impression : verre Support : non Slicer : s3d Lien du fichier : https://www.thingiverse.com/thing:2230232 (bol uniquement pour l'instant) Photos :
 4 points
4 points -
Comparaison ! Winner =Yellowidow /@Maeke
 3 points
3 points -
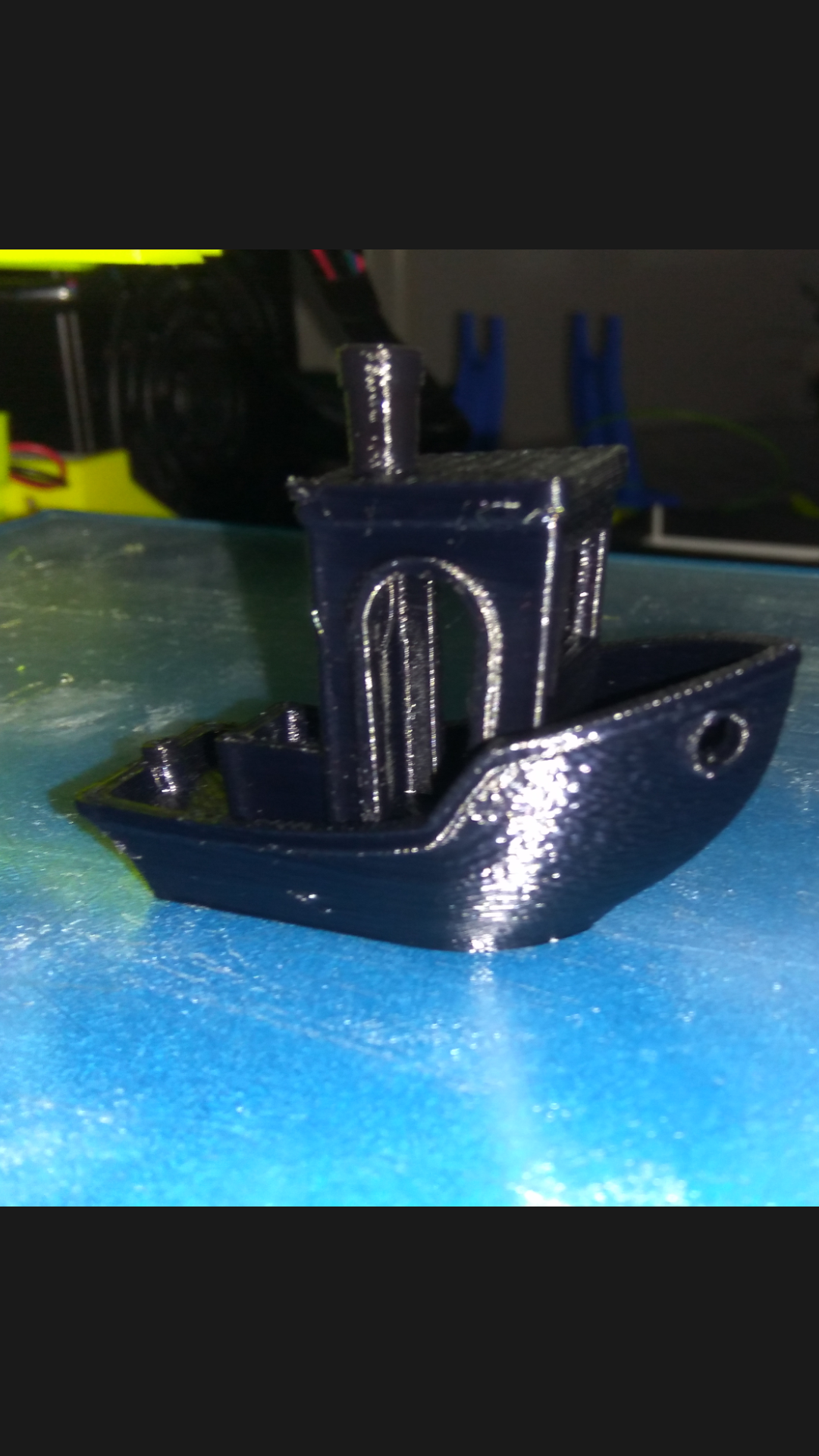
Je suis fier de toi mon fiston, superbe cerveau que tu lui as injecté Vraiment beau trop beau Noir brillant, il mérite de faire partie du topic d'andrea Trop content, photo=pla noir brillant + flash, ça va être dur de battre ma Yellowidow, Qui va pouvoir faire mieux ? It's no possible
 3 points
3 points -
il est tout de même superbe. Et puis, le vase de Soissons aussi avait une brèche, et il est pourtant passé à la postérité . Bravo pour cette réalisation.2 points
-
Bon si c'est comme ça, m'en vais la chercher moi-même et la ramener en mains propres @Jean-Claude Garnier.2 points
-
J'ai enfin trouvé un truc inutile donc indispensable a printé Modèle d'Anet : Anet A8 Type & modèle de l'extrudeur : Stock Filament : PLA gris / PLA phosphorescent bleu De chez : Primavalue / Amoled Température d'impression : 230°C (mode yolo) Lit : 60°C Hauteur de couche : 0.1 / 0.1 Surface d'impression : Buildtak Eewolf Support : non Slicer : Cura 3.4.1 (parce que 3.5 me vole des données) Lien du fichier : https://www.thingiverse.com/thing:69525 (a 223%) & https://www.thingiverse.com/thing:1983036 (a 60%) Photos :
 2 points
2 points -
Mon fils de 6 ans m'a dit "un handspiner mal fait".2 points
-
Je me suis re commandé un ultra base, marre de la laque.2 points
-
Bonjour, ça dépend de la race du chien.2 points
-
Le schmilblick se fixe t-il autour de la tondeuse de l'agriculteur pour éviter que les poussins ne glissent vers la lame ?1 point
-
Hello Ça dépend si tu crées toi-même tes modèles ou pas. Perso, chaque fois que je peux, j'insère un chanfrein sous les pièces, tout le tour de la zone en contact avec le plateau. Par exemple un chanfrein de 0.3mm ou 0.4mm, genre l'épaisseur de la première couche. Quand tu décolles la pièce, non seulement il n'y a pas d'elephant's foot, mais l'ébavurage en est largement facilité1 point
-
Mouais, moi, la précommande, en soi, c'est pas un pb, ça fait longtemps que l'urgence ne fait plus partie de ma vie, surtout pour un hobby. Je profite, et même j'éprouve un plaisir certain à ouvrir une boite aux lettres dont j'ignore toujours le contenu, c'est comme un petit kdeau de mon facteur préféré! C'est ce qui se passe avec bon nombre de sites chinois. Mais là, en revanche, c'est le silence d'Amazon, qui est en complète contradiction avec leurs pubs qui me gêne. Le commercial (je l'ai été, mais jamais je n'ai fait des coups de ce style); c'est devenu un truc de foireux, qui n'a aucune morale, qui se fout pas mal de ta gueule: ils ont encore des trucs à apprendre! Quand on se sent merdeux, on ne fait pas le mort, on s'excuse, on va au contact, on informe. Attirer avec des centimes, ces gens-là croient que c'est un argument... c'est tout au plus du mépris... Pourtant, ils auraient tous les outils informatiques à leur disposition! Les dirigeants, ceux qui envoient leur chair à canon au front, ont encore de belles leçons à prendre, même dans un monde ou t'es juste là pour leur permettre de faire le plein de leur yacht tanké dans un port de plaisance, quelque part sur la planète...1 point
-
Z'êtes pas gentils.... .... Avec des kopins comme vous, y'a pas besoin d'avoir d'ennemis, ça fait les deux....1 point
-
Non non, elle est pour moi, j'affrète un hélico ce soir1 point
-
Merci pour les conseils que je vais essayer. Comme disaient les Shadoks : "à force d'essayer on finit par réussir, donc plus on rate et plus on a de chance d'y arriver..." Mais ce que je voulais c'est fabriquer mes propres pièces dont j'ai besoin, pas des trucs trouvés sur le net dont je n'avais pas besoin avant de savoir que ça existait . Le côté positif, c'est que ça met le pied à l'étrier pour évoluer vers des truc plus productifs, genre CNC pour une fraiseuse ou une simple défonceuse. Les créateurs de ce forum ne s'y sont pas trompés en proposant des rubriques dédiées à cette évolution.1 point
-
04h 37m1 point
-
Malheureusement il y a une brèche.1 point
-
Le rendu est superbe1 point
-
Je lance un benchy noire brillant, pour voir ?1 point
-
1 point
-
pas vraiment, mais c'est une température normale pour du petg....1 point
-
Vas voir dans le sujet sur les prints, c'était juste pour attirer ton attention, sans raison particulière. @papa50Le reset c'est APRES le flash.1 point
-
Sympa ce PETG transparent. Il faudra que je m'en prenne une bobine pour faire des vases #StValentin #FeteDesMeres1 point
-
Bonjour ! Dommage... j'aurais bien tenté de la remettre en fonctionnement... avec quelques pièces et de l'huile de coude. Mais les 5 heures de route allez et 5 heures de route retour (sans compter les bouchons) me donnent tout de suite moins envie. Bref... bonne chance à celui qui la remettra en route (ou pour récupérer des pièces).1 point
-
nop. Elle a vu plusieurs rouleaux de filament. @papa50Tiens je vais laisser ça là.
 1 point
1 point -
Oui, on est au bon endroit, mais je trouve que c'est un peu court jeune homme !1 point
-
Je viens de réussir à le câbler merci1 point
-
Tu as raison !,ça coûte rien, J'espère qu'il n'y aura pas de reboot !! Ps: Il faut que je pense à faire un reset !!1 point
-
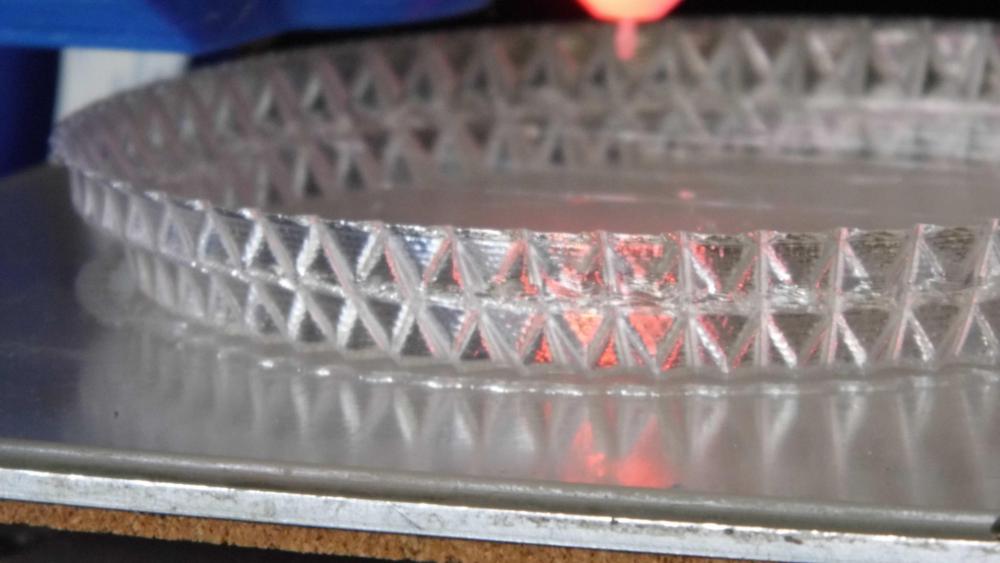
Pour info, j'ai reçu l'imprimante la semaine dernière et je suis en train de la tester. Pour l'instant, du tout bon. Certes, cela ne remplacera pas ma Form2, mais pour 1/8 du prix, cela peut être un bon début dans le monde du SLA.1 point
-
J'ai enfin réussi à faire des tests. En voici le bilan : Si j'ai beaucoup perdu de temps, c'est qu'il m'a été impossible d'utiliser le 5v du BLTouch. Grognements et mouvements parasites des servos (j'en avais programmé 2) et commande bloquée après le premier G28. Le réglage de la tension 12v ayant été réglé à 13.5v quand j'utilisais encore le lit chauffant d'origine, j'ai pensé que cela pourrait être la cause, mais pas plus de résultat. Je me suis résolu à utiliser un convertisseur 5v inutilisé et, miracle, les servos fonctionnent parfaitement et restent stables après la commande. J'ai donc testé le mode "Switching Nozzle avec les paramètres suivants : #define SWITCHING_NOZZLE #if ENABLED(SWITCHING_NOZZLE) #define SWITCHING_NOZZLE_SERVO_NR 1 #define SWITCHING_NOZZLE_SERVO_ANGLES { 0, 90 } // Angles for T0, T1 #define HOTEND_OFFSET_Z {0.0, -5.0} #endif // #define HOTEND_OFFSET_X {0.0, 22.80} #define HOTEND_OFFSET_Y {0.0, -0.70} Après un G28 (Home des 3 axes), si j'envoie le G-Code T1 : L'ensemble axe X monte en Z rapidement de 6 mm. Le SERVO1 se positione à 90° (activation de T1 pour extrusion) descendant T1 de 5 mm. Le chariot X et le plateau se décalent de HOTEND_OFFSET_X et HOTEND_OFFSET_Y du hotend T1, c'est à dire de X=22.80 et Y=-0.70 en relatif. L'ensemble axe X redescend lentement en Z de 1 mm. T1 est en position pour extrusion, alors que T0 est en position inactive 5 mm plus haut. Si, en position active, le hotend T1 est 5mm plus bas que le hotend T0, le hotend T0 (lourdement) équipé de l'extrudeur Titan avec son Nema17, est bien relevé par l'axe Z, alors que le hotend T1 (en Bowden, donc léger) est manipulé par le SERVO1. A l'envoi d'un G-Code T0 : L'ensemble axe X monte en Z rapidement de 1 mm. Le SERVO1 se positione à 0° (désactivation de T1) relevant ainsi T1 de 5 mm. Le chariot X et le plateau se repositionnent aux X et Y d'origine du hotend T0. L'ensemble axe X redescend lentement en Z de 6 mm. T0 est en position pour extrusion, alors que T1 est en position inactive. Cette méthode permettrait d'utiliser l'axe Z et ses 2 moteurs pour relever l'ensemble axe X, et d'utiliser le SERVO uniquement pour appliquer un mouvement soit de rotation, soit linéaire pour positionner le hotend T1, plus léger puisqu'en mode Bowden, en position active ou inactive. Ce mouvement pourrait également positionner l'obturateur de la buse T0. T1 inactif sera positionné, quant à lui, sur son obturateur éventuel. Si vous avez des remarques ou bonnes idées... Maintenant que les spécifications sont établies, reste à modéliser le système... @hidius , @Jean-Claude Garnier, à quoi sert le 2ème contact des Ymax, Xmax ou Zmax, peut-on les utiliser pour rebrancher mon détecteur de filament d'origine ?1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
Ôté Lorenzo ! Encore plus si tu es dans l'est, mais dans tout les cas, en climat "semi tropical", fait très attention au stockage de tes fils1 point
-
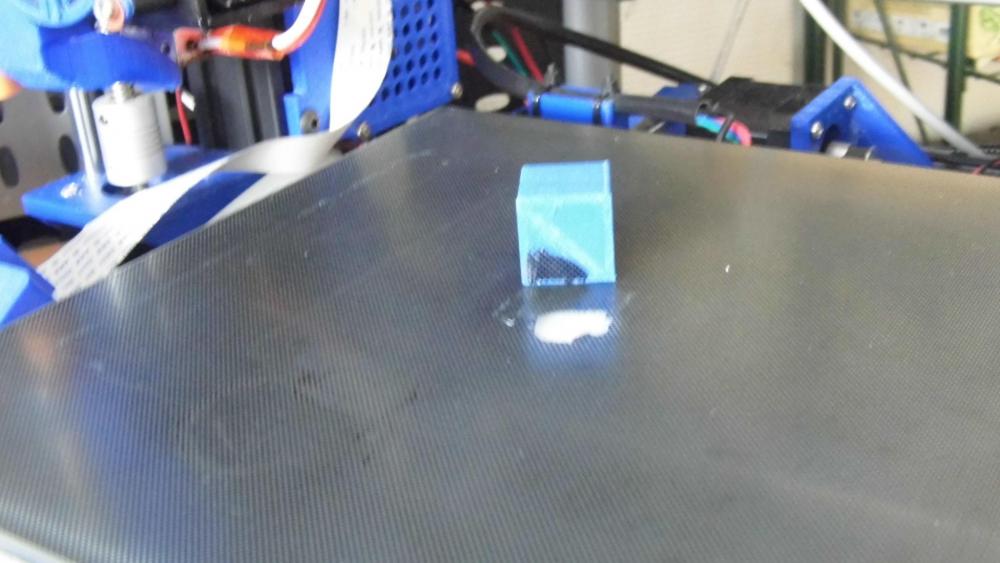
Voici un autre test, et des mesures supplémentaires… J’ai essayé d’imprimer une pièce sans brim. Elle s’est légèrement décollée mais la déformation reste faible : On voit aussi que j’ai poussé un peu trop loin le Live Z : Les petites marques sur le dessus sont dues à un défaut dans le filament (petite tâche marron), j’ai cru que ça passerait à l’intérieur de la pièce, dommage. Après un petit coup de lime et un ponçage humide au grain 600 la pièce est nickel, sauf pour les petites tâches marron qui persistent. J’ai aussi fait quelques mesures de température juste après la fin de l’impression et c’est intéressant. Température du lit : 100°C Température ambiante : 22,3°C Température dans le coffret : 42,4° Température de la pièce : 71,9°C (la pièce est chauffée par le lit juste en dessous qui est à 100°C) Température des moteurs pas à pas de l’axe Z : 51,8°C Température de l’alimentation : 28,3°C Température du boitier CPU : 28,3°C Température des parois du coffret (celles en épaisseur 20 mm) : 30,5°C Température des parois du coffret (celles en épaisseur 30 mm) : 25,9°C Température du cadre en alu côté gauche : 41,7°C Température du cadre alu côté droit (en contact avec l’alimentation) : 35,3°C (la chaleur est « pompée » par le refroidissement de l’alimentation) Il serait intéressant de savoir quelle est la température ambiante admissible maximale pour les moteurs pas à pas… J’aimerais en effet ajouter quelques résistances chauffantes et une régulation de température pour faire des tests avec une enceinte plus chaude (50°C voire même 60°C) A bientôt !1 point
-
du coup si le décalage était matériel, tu peux retenter la rc1.1 point
-
Merci !! Voilà mon p'ti benchy, Vraiment satisfait de ma Yellowidow, et surtout de mon fiston @Maekepour son investissement Bonne semaine à toi /vous
 1 point
1 point -
Bonjour, Bienvenue à toi sur ce forum et dans le monde de l'imprimante 3D lion021 point
-
Maintenant, voyons si ça fonctionneComme j’ai pas mal manipulé l’imprimante lors des modifications, j’ai refait entièrement la procédure de calibration.J'ai eu un peu de mal avec le Live Z... la procédure de calibration utilise du PLA, et ce matériaux est trop tolérant (même avec de mauvais réglages on peut faire de bonnes pièces en PLA)Après préchauffage (lit à 100 °C, buse à 240 °C), la température monte à 39,5 °C au bout d’un quart d’heure : À la fin de l’impression, la température est de 41,4 °C La pièce imprimée en ABS est parfaite : La ventilation est efficace, l’alimentation et le boîtier CPU sont restés froids.La température des moteurs pas à pas est d’environ 53 °C ce qui reste raisonnable : Je suis assez content du résultat.La température dans le coffret dépend, c'est logique, de la température ambiante et de la température du lit chauffant.Pour du PLA, avec un lit à 55°C et une température ambiante de 21°C la température dans le coffret se stabilise à 30°C.J'ai placé dans le coffret et dans la pièce où se trouve l'imprimante deux mesureurs de température enregistreurs (la température est mesurée et enregistrée toutes les 5 minutes). Les données obtenues seront intéressantes à exploiter.Comme j'ai réalisé mon coffret en deux parties, je abaisser la température en écartant simplement le coffret avant du coffret arrière pour créer une fente d'aération.A bientôt1 point
-
yo , je reste dans le skull avec un crane de bison échelle 1/1 , crane que ma fille me réclame depuis un petit temps , me reste la phase découpe .
 1 point
1 point -
Bonjour Djam, je suis Thierry Oquidam, de e-Nable France. J'ai lu vos commentaires (ceux que j'ai pu trouver) et je suis d'accord avec vous sur un point au moins : notre communication sur le site n'est plus entièrement en phase avec la réalité de notre action. Je vais corriger cela. Voici comment nous fonctionnons : Lorsqu'un maker nous rejoint, nous lui demandons de réaliser une main de test, et le coût de cette main de test est entièrement à sa charge, mais il n'est jamais dans l'obligation d'acheter un kit, au contraire. Nous proposons des kits car certaines personnes ou entreprises trouvent plus simples de les acheter, mais expliquons clairement sur notre site qu'il est plus intéressant de se procurer les éléments au détail, et nous fournissons la liste de tous ces éléments. Ces kits nous prennent du temps à fabriquer (nous sommes tous bénévoles), il est normal que ce temps que nous donnons se traduise par un petit bénéfice pour l'association. Une fois validé, lorsque le maker réalise un appareil pour un destinataire, depuis janvier 2018 seul le filament est à sa charge et nous lui envoyons gratuitement un kit comprenant la mousse et le scratch (les deux éléments coûtant un peu cher ou plus compliqués à trouver en petite quantité). De plus, nos finances nous le permettant, nous avons début 2018 fourni gratuitement et rétroactivement une bobine de filament pour chaque appareil fabriqué en 2017 à tous les makers concernés. Si vous avez d'autres questions je suis à votre disposition pour y répondre à contact@e-Nable.fr. Thierry1 point
-
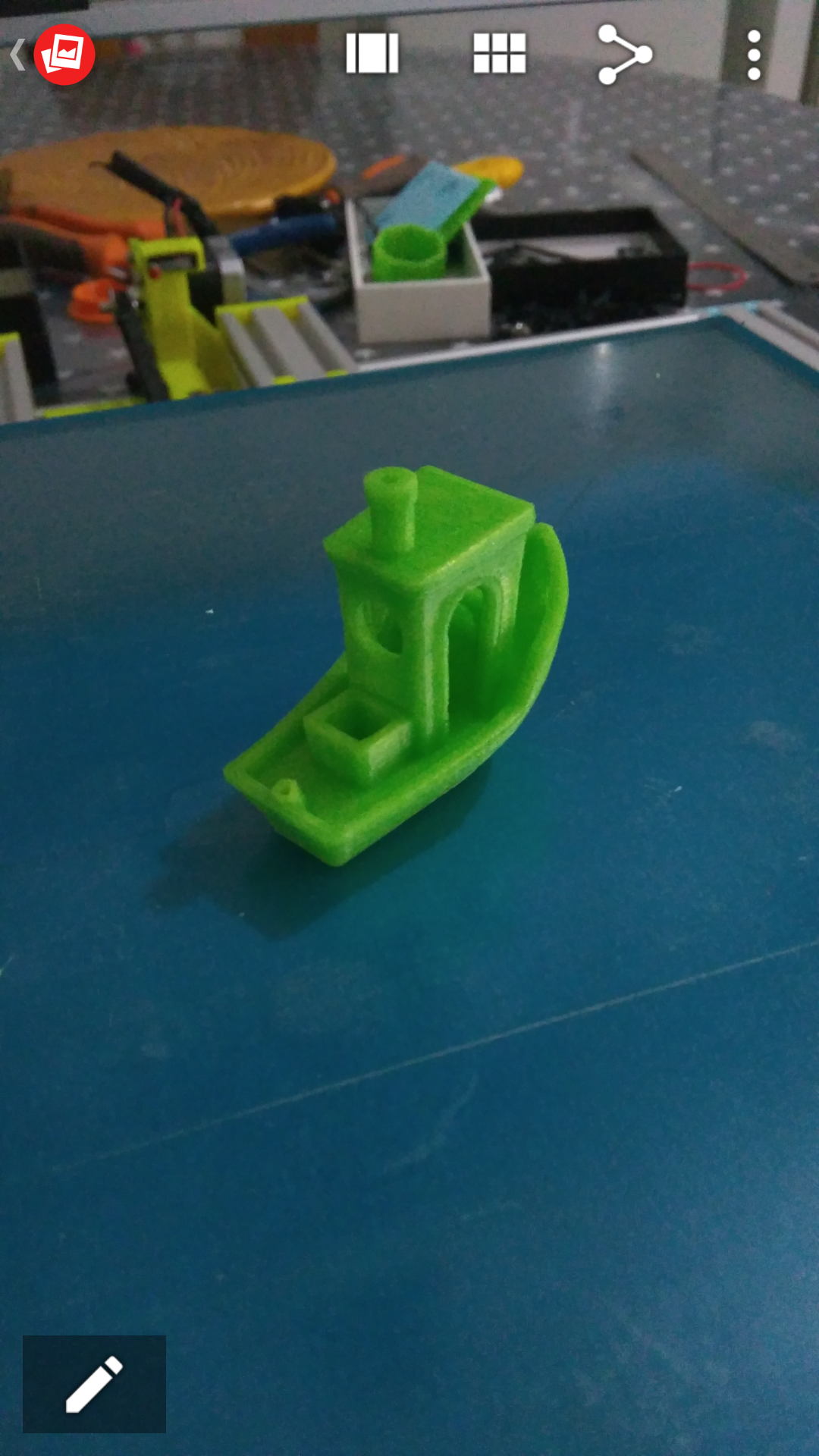
Modèle d'Anet : A8 Type & modèle de l'extrudeur : Stock Filament : PLA De chez : CHROMATIK + CCTREE (orange) Température d'impression : 200 Lit : 60 Surface d'impression : verre Support : non Slicer : CURA 3.0.4 Lien du fichier : Modèle perso Photos :1 point
-
Bonjour, je viens d'ouvrir un support francophone pour les imprimantes JGAurora (en particulier sur l'imprimante A5) sur lequel j'envisage de traduire et partager les informations utiles aux débutants. N'hésitez pas à partager son adresse sur vos réseaux ainsi que vos observations ! http://jgaurora-wiki-francophone.froggy3d.com Il y a aussi un groupe facebook francophone qui démarre : https://www.facebook.com/groups/1959144444334482/ La JGAurora A5 avec un volume de 305x305x320 va certainement détroner la A3 rapidement, voire la creality CR-10, surtout que son prix a encore baissé hier sur gearbest: Flash Sale Price €295.47
 1 point
1 point -
elle avait été TRES utile, mais une impression a refusé de se décoller, même à froid (après 24h), et a arraché un morceau du milieu.
 0 points
0 points