Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 13/10/2018 Dans tous les contenus
-
dans l absolu la buse peut faire chauffer aussi si la connection est mauvaise. si la connection est mauvaise forcement la chauffe sera plus longue les watts et la chaleur se dissipent dans les cables et connections2 points
-
le problème est résolu! merci à vous j'ai reçus les pièces, la buse, la thermistance au grand complet.Tout fonctionne plus d'indication de DEF sur le panneau2 points
-
Ultrabase : simple, efficace, pas la peine de bidouiller.2 points
-
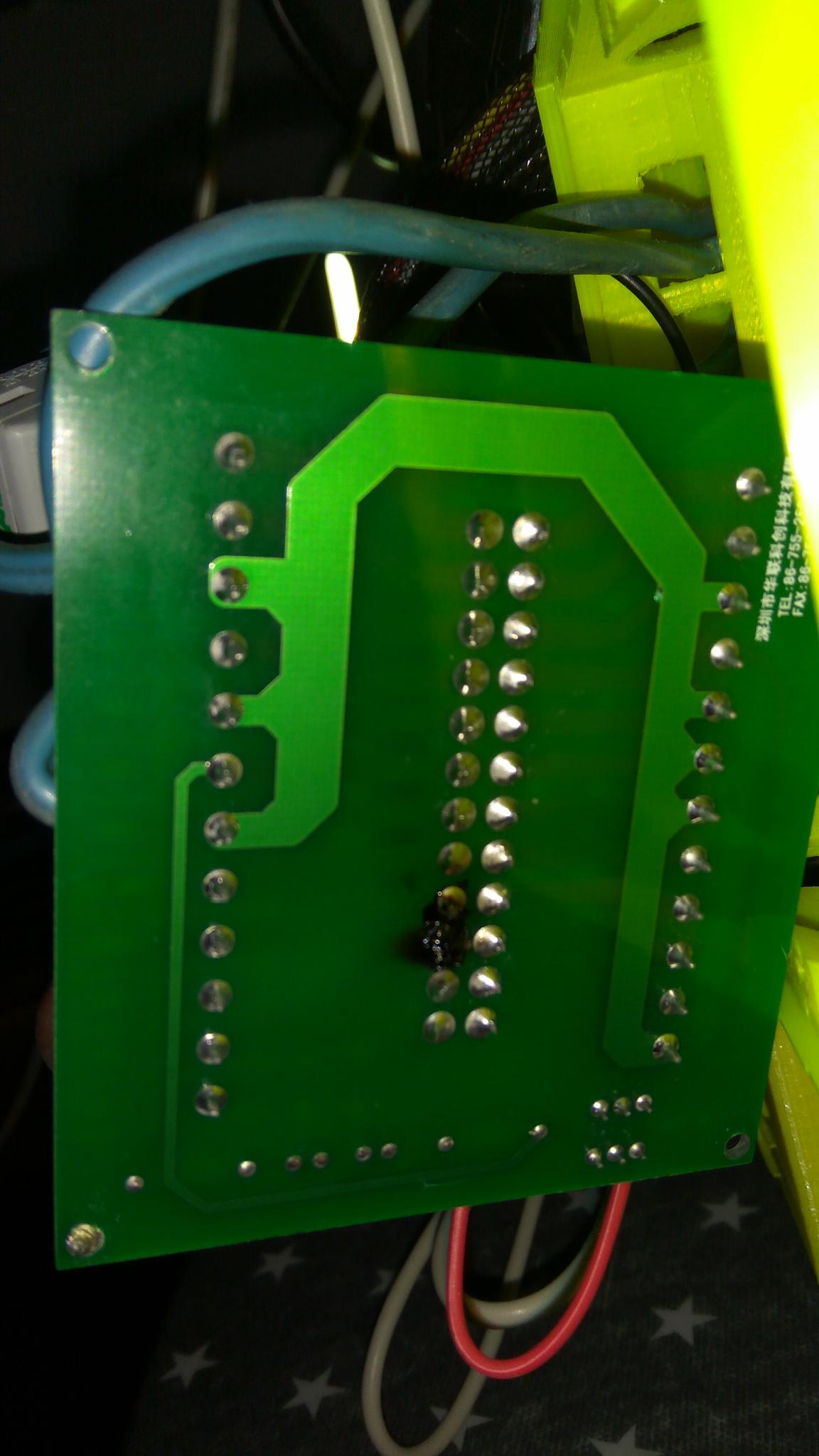
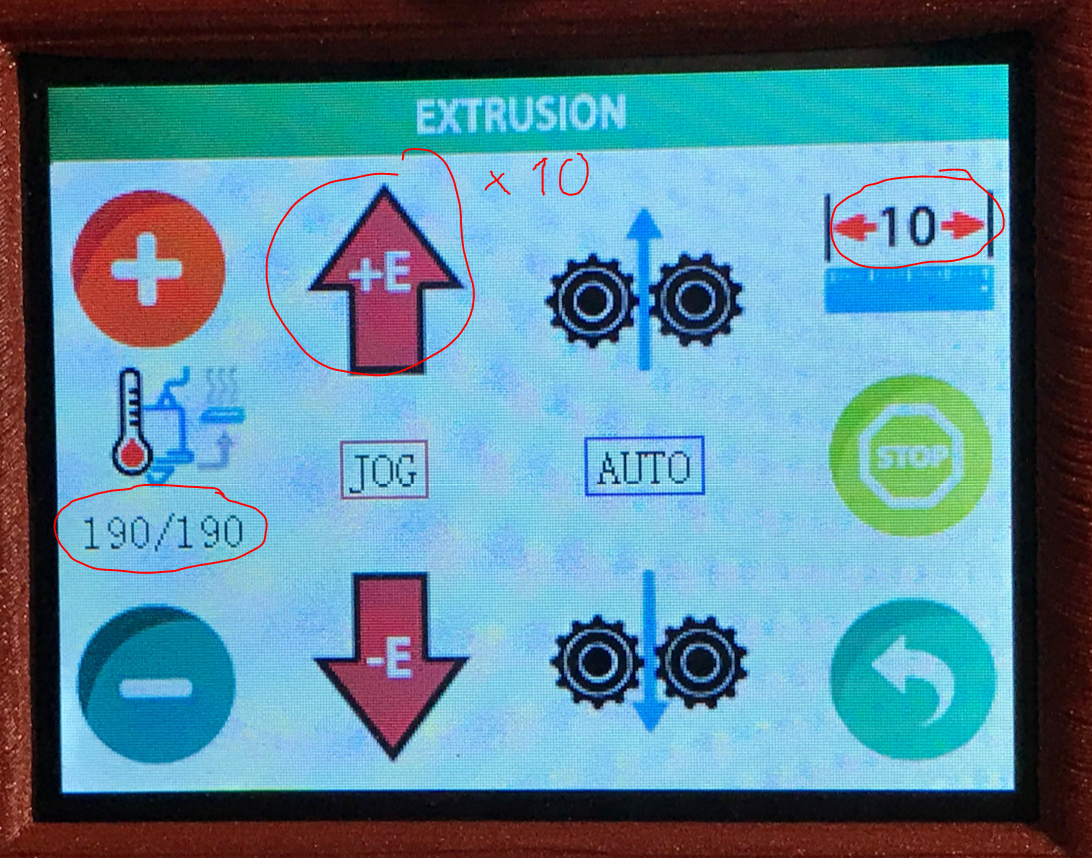
Ben non, c'est pas ça. Je ne vois pas comment en poussant 100mm de filament froid de 1.75mm de diamètre, tu pourrais sortir 100mm de fil chaud de 0.4mm de diamètre... Le plastique ne s'évapore pas dans la buse Quand on parle de calibrer l'extrudeur, on parle de s'assurer que quand le firmware demande à l'extrudeur d'avancer de 100mm, la quantité de filament consommée est bien de 100mm. Donc on fait effectivement un repère sur le fil, à 150mm de l'entrée de l'extrudeur par exemple (> 100 en tous cas, pour que tu puisses mesurer même si l'extrudeur consomme trop). Ensuite tu extrudes 100mm et tu mesures à quelle distance se trouve ton repère. Le calcul, c'est une bête règle de 3 : valeur du firmware / consommation réelle x consommation demandée = nouvelle valeur calibrée. Pour extruder les 100mm, le plus simple c'est de le faire avec le tableau de commande. Tu chauffes ta buse, tu règles ton pas sur 10mm, et tu appuies 10 fois sur le bouton d'extrusion (en attendant bien que l'extrudeur ait fini de tourner entre chaque appui). Après, la différence entre ce qui entre et ce qui sort, c'est le slicer qui la calcule, en fonction des diamètres du fil et de la buse. Et ça s'ajuste éventuellement avec le paramètre "flow" (dans Cura ; je crois que ça s'appelle autrement dans S3D). Pour régler ça il faut suivre l'étape B du tuto.
 2 points
2 points -
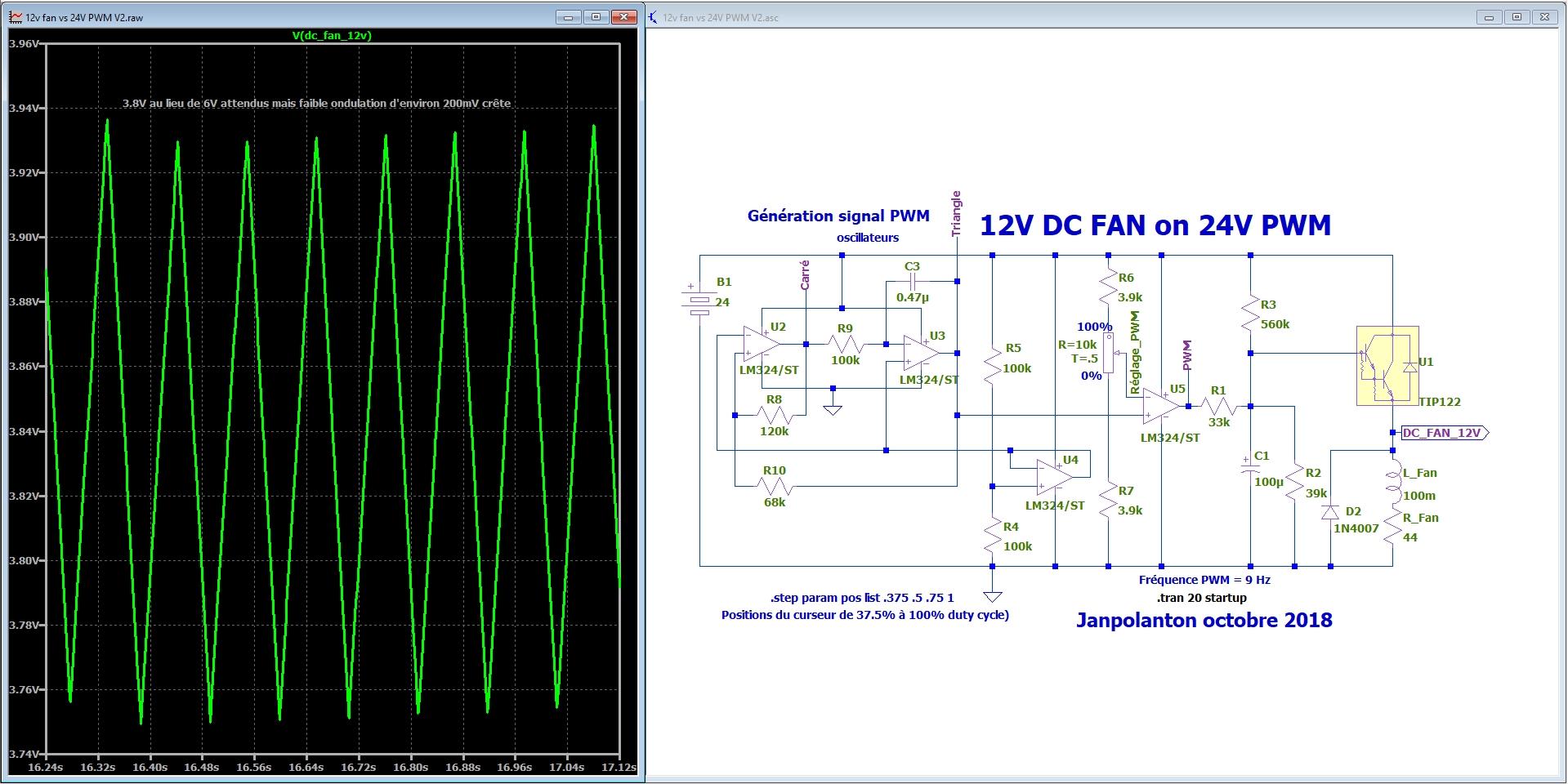
Salut à tous, comme nous tous, j'en ai rapidement eu marre du bruit de sèche cheveux que génère notre imprimante au travail... En plus d'être bruyant, les ventillos d'origine sont de bien mauvaise qualité et pour certains d'entre vous se sont rapidement trouvé HS. Les FANs ayant la meilleur réputation coûtant un bras pour ce que c'est, j'ai cherché une solution moins cher, je sus tombé sur la gamme "super silent" de chez AAB Cooling qui en plus d'être silencieux ont un rendement en m3/h tout à fait honorable pour un prix très contenu. 5€40 le 40mm 5€60 le 50mm et 5€50 le 60mm pour l'alim. Merdum, comme bon nombre de FAN dispo, ils sont en 12V... Pas grave ! j'ai choisi de mettre 2 régulateurs de tension sur le charriot, l'un pour le fan de la tête, l'autre pour celui du filament. Pour le Fan en 60mm de l'alim, il est en 12V d'origine, branchement direct. J'ai mesuré la conso réelle des 3 modèles de FAN, je ne vous mets que les courants sous 12 et 15V Pour le 40mm = 52mA (12V) et 61mA (15V); 50mm = 70mA et 83mA, 60mm = 148mA et 186mA Perso j'ai choisi de les suralimenter légèrement pour gagner encore un poil en débit, sans attaquer trop la fiabilité, j'ai donc choisi des régulateurs 15V à 2€20 les 2 livré sur ebay (7815); vous pouvez prendre des 7812 si vous préférez rester en 12V. Attention, il faut les monter isolé par un pad (ou mica) et un canon de ce genre. J'ai imprimé le Fang d'Aximakers ainsi qu'un adaptateur 40/50mm. Pour atténuer un peu la différence entre le 24V d'entrée et le 15V de sortie des régulateurs, j'ai mis une résistance de 82ohms 0.5w pour le 40mm et une 58 ohms 0.5w pour le 50mm. J'ai repris la visserie d'origine pour fixer les 2 réguls. Ça fonctionne nickel ! beaucoup beaucoup moins de bruit, le montage est sans aucun doute pas des plus esthétique mais pas cher et fonctionnel.1 point
-
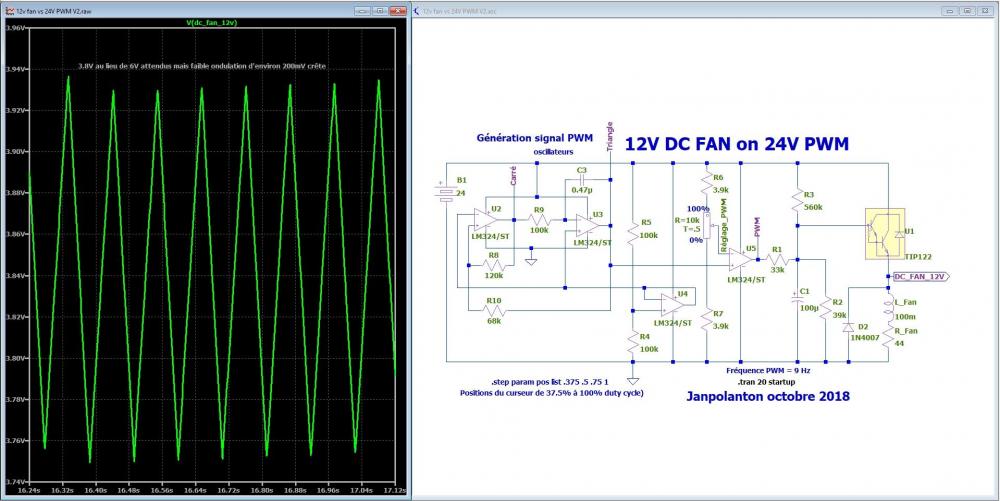
Curieusement, les essais avec des Darlington se sont montrés décevants par rapport à un pseudo Darlington à 2 transistors. Il faut baisser les valeurs des résistances du pont diviseur formé par R8 - R9 - R10 sinon les tensions de sortie sont trop faibles. Et en baissant ces résistances on baisse l'impédance d'entrée et la tension d'ondulation résiduelle augmente un peu. Il faudra que tu fasse des essais en live... Simulation avec TIP122 et résistances actuelles
 1 point
1 point -
Ma première torture, enfin (petg)
 1 point
1 point -
1 point
-
Salut @papa50, Ça fait loooooooogtemps que je suis pas venu ici, et faut dire que pendant tout ce temps ta pas chômer ! Ta changé plein de trucs !1 point
-
"E" = Extrudeur! 10 est la mesure choisie en mm, donc tu dois appuyer 10 fois sur E+. Remarque, si tu préfères te mettre en mesure 1 et appuyer 100 fois, pourquoi pas, p'tit rigolo!!!1 point
-
De rien, pour une fois que je peux aider au lieu de demander de l'aide.1 point
-
Salut @Nekrofage, A 6,52 mm, on voit clairement la bobine qui se balance d'avant en arrière. Sur mon imprimante, qui est en direct drive, les déplacement de la tête faisait balancer la bobine et il arrivait que la bobine aille vers l’arrière alors que la tête tirait sur le filament, du coup, il se coinçait car trop serré. Je ne sais pas comment c'est possible sur un bowden, à moins d'avoir un débit de filament fort élevé, ajouté à des rétractations. Je te conseille de faire un adaptateur pour supprimer ce jeu. Voici les miens en fonction de la largeur de la bobine utilisée. Depuis, je n'ai plus jamais eu de problème avec le dévidage de mes bobines.
 1 point
1 point -
Remplacer les haribo par de la bière et des clopes, ce n'est pas dans le manuel d'assemblage. D'ailleurs ça montre bien que tu n'as pas respecté le manuel, car normalement à la fin il ne doit plus rester de haribo.1 point
-
non papa. . si t avais pas de mosfet ca aurait cramé aussi1 point
-
Abrégé de Polyetherimide, acheté ici . Le dessous des pièces est équivalent à ce qu'on obtient sur du verre / miroir (très lisse). Attention car certains matériaux font mieux qu'adhérer: ils fusionnent avec le PEI .1 point
-
mosfet buse pas chaud c est normal . celui du bed doit chauffer car il doit debiter 10-12 amperes. les mosfets repondent a la demande et ils cherchent pas a savoir derrierre ce qui se passe. dependant de l etat des connections le mosfet va fournir la demande mais au dela d un certain seuil la demande va baisser puisque l etat de la connection ne la permet plus. ca peut se mesurer par ampermetre avec prise de mesures en differents points du circuit1 point
-
La laque leclerc 400ml à 0.99 € me va vraiment bien Odeur citron, et encrasse moins la plaque de verre1 point
-
Merci Yo' ce qui étonnant mon mosfet bed chauffe et il est chaud, Mon mosfet buse, et tiède, Merci pour la cartouche Sondage effectué !! Sympa ça va être intéressant.1 point
-
Salutation les makers ! J'ai ouvert un sondage, votre vote est le bienvenu. A @papa50, n'as tu pas la possibilité de brancher 2 extrudeur sur ta carte ? Si oui, tu peux aller faire un tour dans Marlin pour modifier le connecteur utilisé. Voir ici : Par contre, avant toute chose, vérifie ta cartouche chauffante pour voir si elle n'est pas en cours jus (temporairement, lors d'un déplacement). Et trouve d'où vient le problème. Tu as aussi la possibilité de mettre un mosfet et un fusible (et je vais y penser sérieusement moi aussi) afin d'éviter que ta carte parte en fumée.1 point
-
Depuis que j'ai mon imprimante, je n'ai utilisé que le scotch bleu. Je constate un peu de décollement sur les extrémités quand il est usé, mais sinon j'en suis content. Il faut le changer souvent pour avoir de bons résultats. Je n'imprime que du PLA et accessoirement du PETG. J'essaierai peut-être d'autres solutions à l'avenir (ce sondage pourra m'aider ).1 point
-
1) Plateau réglé correctement (offset "parfait" ) 2) Feuille de PEI 3) Plateau à 65° première couche Nettoyage de temps à froid du PEI avec de l'alcool isopropanol1 point
-
Ah pas mal, je vais tester ça merci !1 point
-
Plateau à 35° Lokbuild et offset bien réglé. Après chaque impression, je nettoie le Lokbuild avec de l'alcool ménager (95°)1 point
-
surconsommation, t'avais trop de choses sur ce seul fil. Ou alors la connection n'était pas bonne et a provoqué une surchauffe.1 point
-
Sur le github de smoothieware dont le lien est sur le site officiel: https://github.com/Smoothieware/Smoothieware Edit: Suite à ces révélations de @cmatec, ceci devrait encore mieux fonctionner: Paramétrer un Z lift au retract, ceci évitera aux buses heurter la pièce lors de la bascule. Malheureusement ça le fera aussi à chaque retract. #extruder.hotend.retract_zlift_length 3 # Z-lift on retract in mm, 0 disables Extruder start gcode G11 M280 Sx ;x à définir avec l'angle selon l'extrudeur Tx ;x à définir selon l'extrudeur Extruder end gcode G10 ;retract1 point
-
Plateau à 60°. Un poil de laque sur le plateau. Je renouvelle tout les trois jours.1 point
-
Pour moi, c'est laque et plateau à 60°. Du moins sur la CR-10. Pour l'Alpha, je ne suis pas très satisfait de "Builtak" bleu (même chaud et avec laque), et puis un stop d'impression dans la jupe, ça ne pardonne pas: j'ai déjà une paire de petits trous. Bon, m'en fous, j'ai 2 Buidltak d'avance, du temps ou je croyais en avoir besoin pour la Créality. Mais je sens que je vais retourner la vitre, et copier sur la voisine. Mais je ne la maîtrise pas encore très bien la U20...1 point
-
Modération : @fanacoq j'ai déplacé ton post pour une meilleure visibilité1 point
-
Fais attention avec la rétractation pour ton titan aero @papa50 5mm ça a de fortes chances de boucher.1 point
-
merci ,je vais metre le boiier en dehors après , le temps de faire un nouveau support pour la bobine de filament.1 point
-
C'est vrai qu'à chaque fois que je donne un truc ça a été le bazar, mais les amis vous êtes très très détente ! Même pas de quoi se poser avec des pop-corn et vous regarder vous déchirer la gueule sur des réponses :(1 point
-
Bonjour à toutes et à tous, Je viens de découvrir sur Thingiverse un tutoriel pour apprendre à créer un objet articulé. La vidéo est un peu longue mais les explications sont claires et faciles à comprendre (même sans le son) VOIR ICI Voilà le papillon que je viens de créer grace à ce tuto : Papillon articule_fixed.stl
 1 point
1 point -
+ 1000 Si des makers sont intéressés pour aider E'Nable pas de problème, libre à eux de le faire en direct, sur leur site il y a une inscription comme maker... mais pour le projet de présenter une création à la maker faire, je sent ça mal parti... après 1 mois et 144 messages je vous annonce que l'on en est toujours au même point... Alors si vous avez d'autres idées... mais sans pub pour l'un ni pour l'autre... si on veut faire quelque chose, on le fait avec nos filaments, nous machines et quelques euros de frais de port.... @ocoquet si ça ne te fait rien on va reprendre le fil de la discution 3 ou 4 pages en arrière, là ou c'était le projet du forum Voilà c'est mon ressenti et vous en faites ce que vous voulez.... P.S. @Thierry Oquidam Je n'ai bien entendu rien contre E'Nable et je respecte votre boulot et applaudi des 2 mains l'aide que vous apportez à ces enfants...1 point
-
Ouais, amazon pour le "putain faut que je le change asap!" et aliexpress pour le "comme ça au moins j'en aurais dans le tiroir au cas ou".1 point
-
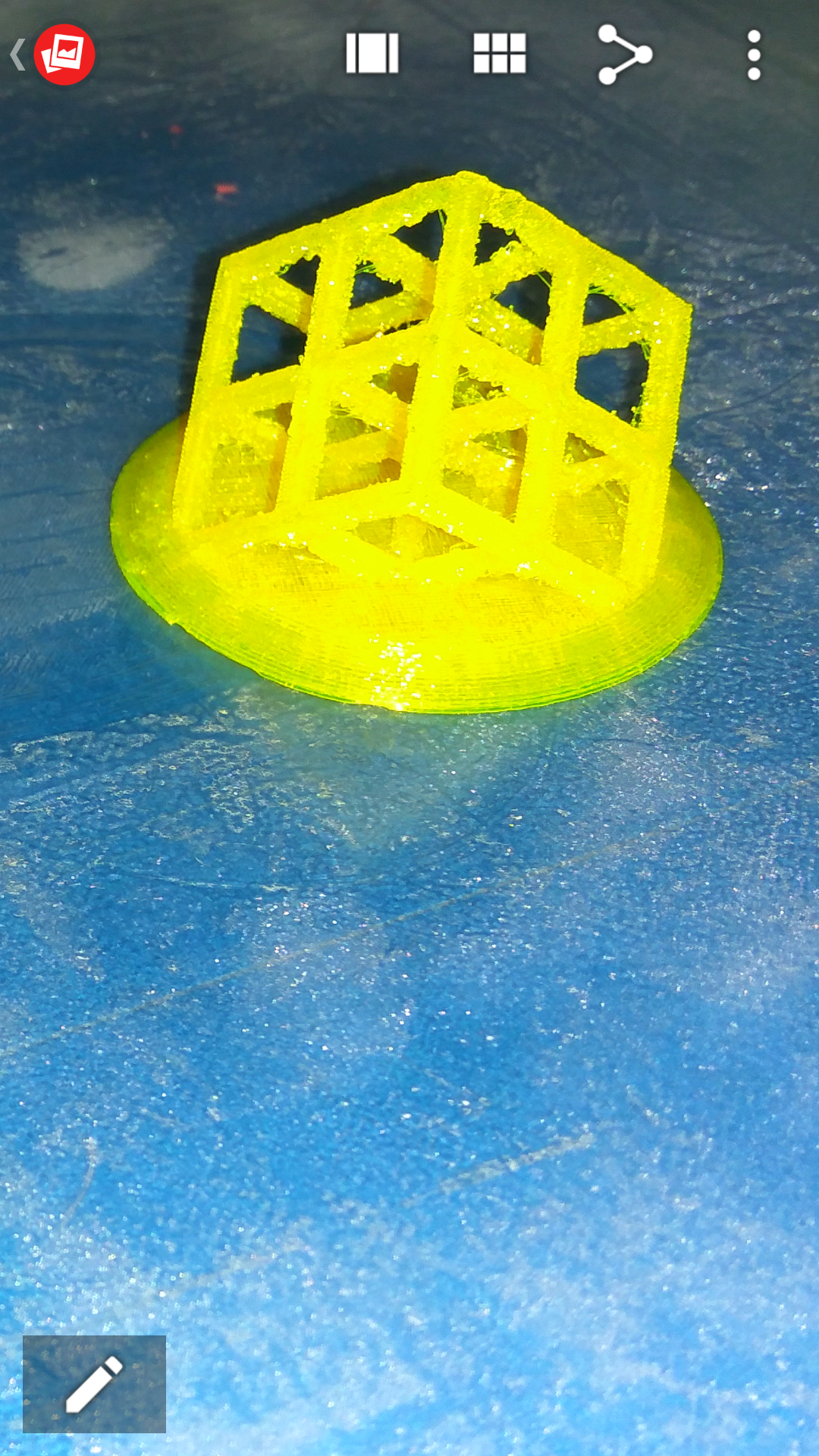
Voici le STL de mon cube de calibration. Pour info, on voit avec cela que la calibration des axes (au moins sur ma nouvelle carte 2.1) est tout juste parfaite! Rien à retoucher! La jauge de profondeur montre moins de 0.03mm d'écart sur les 3 axes, alors que j'ai jusqu'à 0.25 en prenant les cotes hors tout. cube calibration 30_20.stl
 1 point
1 point -
pour que ça finisse comme ça :1 point
-
Suite à une demande d'un membre du forum, voici ma technique pour imprimer en couleur avec ma prusa i3 MK2, adaptable à n'importe quelle imprimante acceptant la commande M600 (changement de filament) dans son Gcode: 1- Dans le slicer (j'utilise slic3r), je repère à quelles hauteurs de couche je veux un changement de couleur (indiqué en mm quand on fait glisser le slider) par ex 12mm et 13.4mm 2- J'exporte le Gcode en utilisant la fonction COLORPRINT disponible dans slic3r Prusa Edition dans l'onglet printer en haut à droite (en fait cette fonction supprime les mouvements sur l'axe Z tant qu'il n'y a pas de changement de couche) 3- J'ouvre mon Gcode avec n'importe quel éditeur de texte (wordpad par ex). J'utilise la fonction recherche et j'entre "z12" (pour 12mm) pour le 1er changement, et juste avant cette ligne, j'écris "M600". Je fais la même chose pour 13.4mm, je recherche "z13.4" et écris la commande M600 juste avant cette ligne. 4- Je sauvegarde mon Gcode nouvellement modifié et peut maintenant l'imprimer. L'imprimante va imprimer l'objet normalement jusqu'à ce qu'elle arrive à la hauteur 12mm, l'extrudeur va ensuite se mettre en pause pour permettre le changement de filament (suivre les instructions affichées à l'ecran de l'imprimante). Après le changement effectué, on valide, et l'imprimante va continuer l'impression là ou elle s'était arrêtée jusqu'au prochain changement de couleur (ici 13.4mm). On suit la même procédure que précédemment et voilà !! L'impression se termine après normalement. Ca peut paraître complexe expliqué à l'écrit mais c'est en fait très simple et très rapide. Je ferai prochainement une vidéo expliquant cette technique. En attendant vous pouvez voir des exemples d'impression couleurs que j'ai faites ici https://www.youtube.com/watch?v=DKTZFEgEn9Q&t=8s On peut faire la même chose différemment avec COLORPRINT (application en ligne disponible sur le site prusa) ou avec le nouveau slicer Prusa Control (disponible aussi en téléchargement gratuit).1 point
-
Les tutos généralistes Octoprint Installer Octoprint sur une Raspbian Installer Octoprint par Octopi Accéder à Octoprint depuis l'extérieur Créer un raccourci pour lancer le Serveur Octoprint pour Windows Simplify 3D en reseau avec octoprint Gérer un relai sous Octoprint Eteindre automatiquement une imprimante après un certain temps Autour du "Hardware" Nettoyage automatique de la buse avant impression Step by Step autour des moteurs Pas à Pas /// Part #1 Quelques generealités sur la Mécanique Installation d'un ecran RepRap Discount Full Graphic LCD Calibrer son extrudeur aux petits oignons ;) Passer un ventilateur de palier à roulement. Calcul des Steps Per MM/Unit : une fois pour toutes ! Ventilation pour caisson Modifier le texte et le logo sur l’écran LCD. Ajout de plateau chauffant pour imprimante 3D avec carte Arduino/RAMPS 1.4 Flash Discovery 200 Melzi - Arduino 1.6.4 remplacer les steppers par des TMC2100 silencieux Passer un ventilateur de palier à roulement. Step by Step autour des moteurs Pas à Pas /// Part #1 Quelques generealités sur la Mécanique Pièges des réglages Vref A4988 ou DRV8825 Autour du "software" (hors octoprint) Installer Cura sous Linux Mageia 5.0 Centrer un plateau modelisé pour Simplify3D Plugin changement de filament pour Cura_15 Simplify3D Installer le plugin Sketchup STL Installer Repetier-Server sur un Raspberry Pi Montage d'un mini pc sur Micro Delta Rework Decollement Raft Autour du G-code Optimisation de la montée en température (hotend et plateau) imprimer en couleur avec un seul extrudeur Autour du STL Découper un stl avec Meshmixer Comment couper un STL avec Netfabb La post-production lisser les impressions 3D à la vapeur d'acétone Comment peindre une impression 3D ? Effet marbrure Divers Figurine World of Warcraft Le language de l'impression 3D / Cura / trucs et astuces Créer une tour pour définir la température d'extrusion idéale Mes Bidouilles pour convevoir un proto ou un montage à blanc à moindre cout....1 point
-
Commande une MK3, tu la recevras plus vite. Et peut-être même que mon MMU2 tournera avant le tiens. Après tu peux la laisser installé, soit tu passe le filament par le MMU en manuel, soit tu vire le bowden orange et tu l'utilises comme d'hab.0 points
-
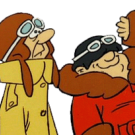
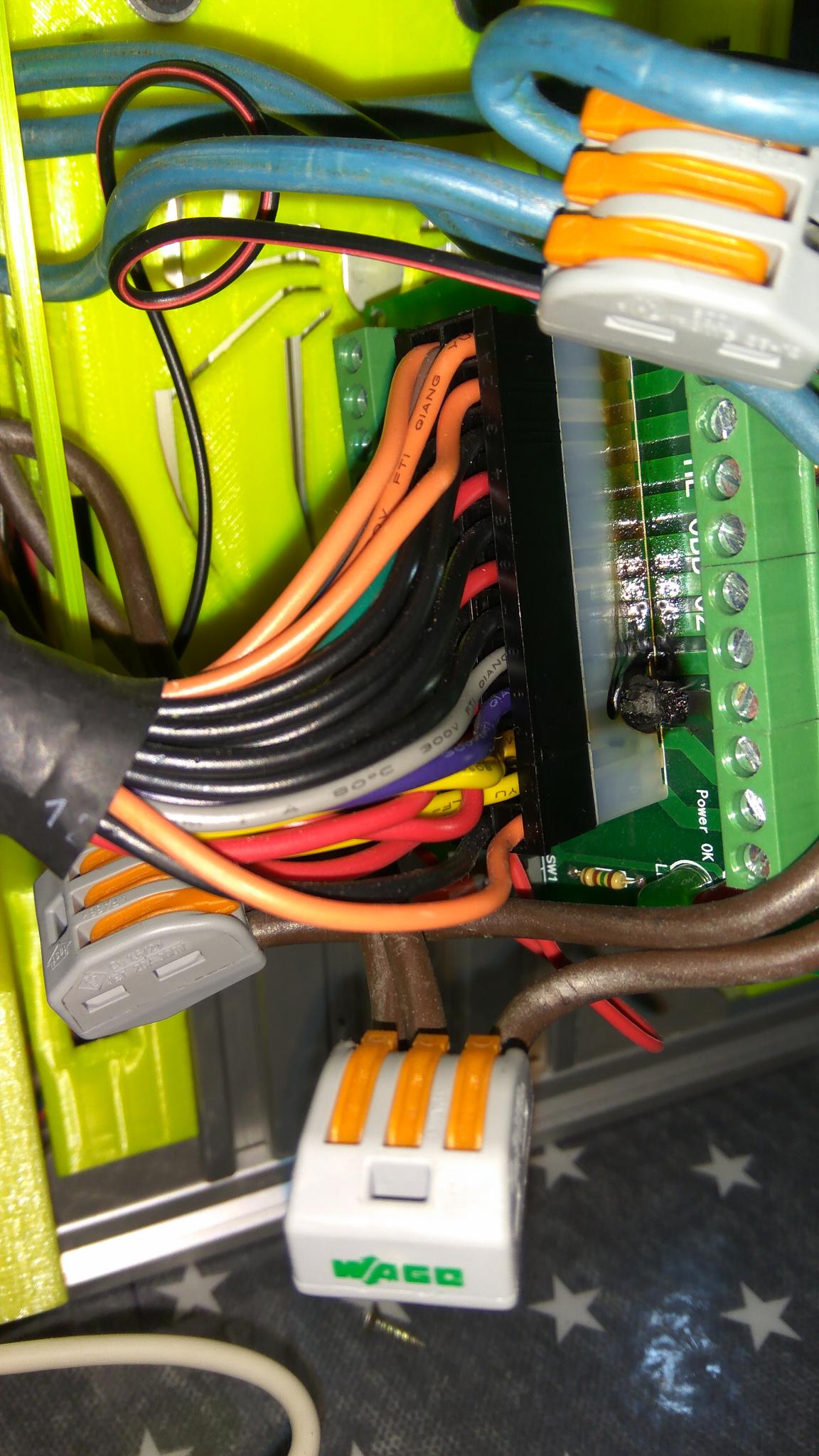
Allumage ce matin et voilà le carnage Je suis dégouté, qu'est ce que je peux faire !!!? Il me reste une carte, c'est du à quoi à votre avis ?

 0 points
0 points



.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)