Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/02/2019 Dans tous les contenus
-
Ça va pas non il va me rendre fou ! [emoji28][emoji28][emoji28][emoji23][emoji23][emoji23] Envoyé de mon SM-G930F en utilisant Tapatalk2 points
-
Fais gaffe, certains pourraient croire qu'il y a anguille sous roche entre elle et toi à dire des choses dans ce style !! Edit: on se serait pas un peu égarés la ?!1 point
-
C'est normal... j'ai 2 extrudeur. Non... il est préférable de modifier en fonction des impressions. Moi... je me suis créer plus de 15 profil d'impressions différents... en fonction de la taille de la pièce et ou du dessin de cette dernière. OU... tu peut modifier les paramètres sous Cura en fonction de l'impression et à chaque nouvlle impression... et des consignes du ou des maker.1 point
-
@Zero Cool : Il est possible que tu aies un mauvais coulissement en z ce qui te met l'axe x de travers ... désaccouple la tige trapézoïdale pour vérifier que tout se déplace correctement. Autre point à vérifier : le niveau de l'axe x par rapport au châssis : il doit être identique des 2 côtés1 point
-
Bonsoir à tous ! Bonsoir @Bosco25091 point
-
Lol okkkkkkk mais sinon ton imprimante elle est quoi? Chinoise lol1 point
-
T'aurais pu mettre une clochette1 point
-
Le meilleur logiciel de formatage de cartes SD est SD formatter. Dans les menus de l'écran de ta A8, après avoir inséré la carte à l'endroit idoine , tu devrais trouver cette option "Print from SD".1 point
-
Oserais-je dire que c'est normal ? > Win8 n'est pas connu pour avoir été une grande réussite... [emoji6] Mais ceci est une autre histoire. Pardon, j'ai pas résisté. Je sors... Envoyé de mon mobile en utilisant Tapatalk1 point
-
La nouvelle carte SD que tu as formatée, sa capacité ne dépasse pas 32 Go sinon ça ne fonctionnera pas . Quel système d'exploitation utilises-tu pour formater? Si W10, il ne formate plus en fat32 mais en exFAT qui n'est pas toujours (même rarement) reconnu par nos cartes d'imprimantes.1 point
-
Hello La seule différence que j'ai avec toi dans la section SD de config.h c'est Je pense pas que ça soye ça qui change ketchose. Dans tes menus tu n'as pas l'option "Print from SD" ????1 point
-
Salut, J'avais utilisé cette vidéo pour l'installation du BLtouch sur ma CR-10. Si ça peut t'aider1 point
-
La chaîne je ne pense pas que cela passe, il faut que je regarde mais ce n'est pas sur qu'il y ai la place avec l'axe X quand il est tout en bas et en fonction de là ou sort le cable. Quoi qu'il en soit quelques cm de plus ça devrait aider. Maintenant sans avoir à mutiler le cable on peut y ajouter un ressors qui entour le cable au niveau de ce point faible pour éviter que cela crée un coude trop raide.1 point
-
Ça dépend si tu le veux à la coque, mi mollet, dur, ... (OK, je sors ).1 point
-
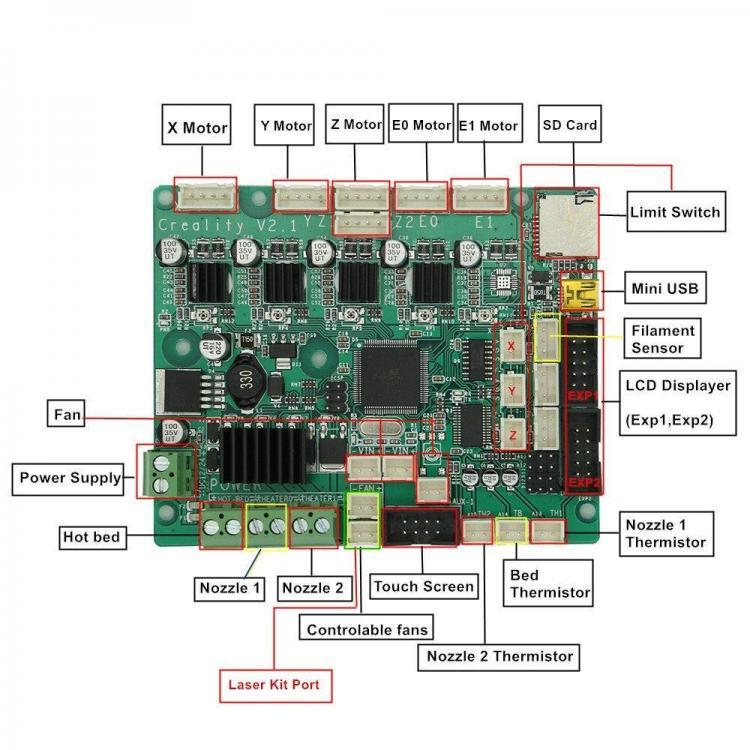
Tu as raison, c'est pas ça (gymkhana ). Pour les connexions d'une carte mère CR10S: 1) peut-être MAIS alors ça ne va pas s’arrêter de chauffer puisque la thermistance n'est pas connectée pour retourner la température à la carte et lui dire quand couper la température quand la consigne est atteinte. 2) peut-être pas si le Marlin considère que l'absence de thermistance empêche le fonctionnement (en gros une sécurité).
 1 point
1 point -
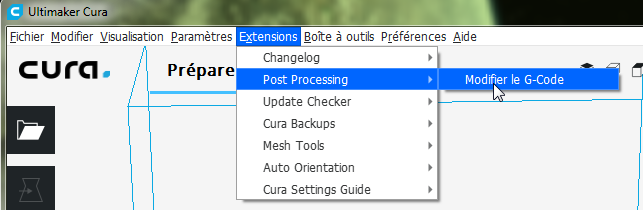
Cura via des plugins (extensions) permet de mettre en pause, changer le filament et régler la température si différente . Accessible via Extensions, Post processing, modifier le G-code (pause at heigth, filament change, change at Z ) Ca évite d'aller tripatouiller le gcode si l'on ne sait pas vraiment ce qu'on fait
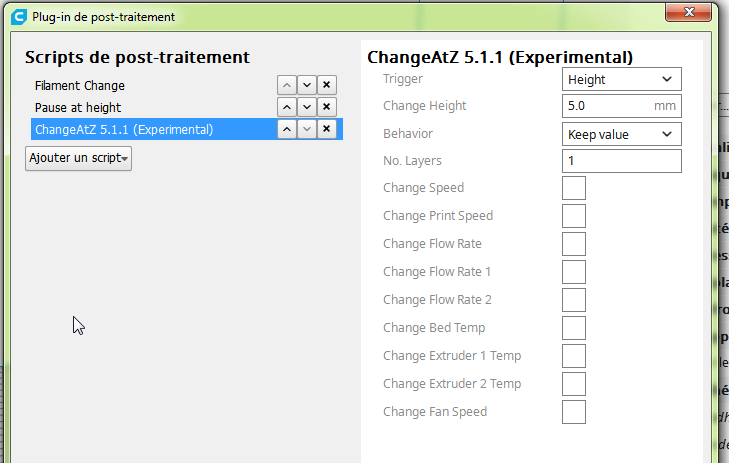
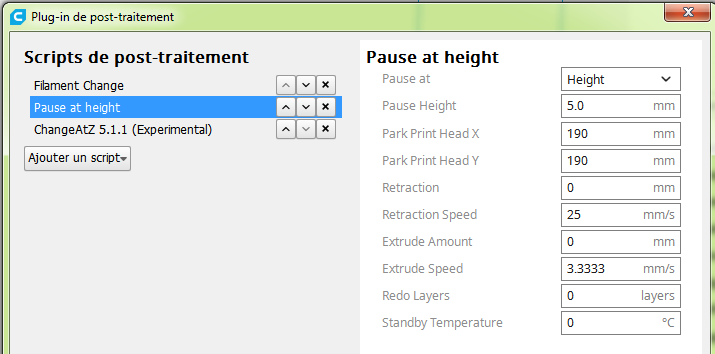
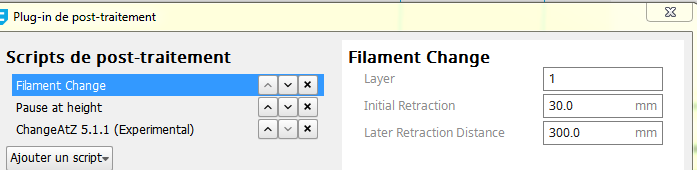 1 point
1 point -
J'ai testé et j'approuve le 3D870 ! Très facile à imprimer. J'ai imprimé un manchon de sortie de centrale d'aspiration qui souffle de l'air chaud. L'ABS est devenu mou. Pas de souci avec le 3D870 (2 re-cuissons au four). A contrario, j'ai fait plusieurs pièces devant avoir une "résistance mécanique" : la plupart du temps, je suis revenu à l'ABS car plus souple. Ex : une pièce de serrage qui ressemble à un collier et qui cassait en 3D870, alors qu'en ABS il se déformait un peu mais il a tenu le coup (ABS "pro" de chez www.filament-abs.fr).1 point
-
Quarante euro dans une vitre, non mais sans déconner...... Comment qui disait le père Chiraque, avant d'être un légume ???? " Il faut savoir raison garder " Mais bon, libre à toi de jeter ton pognon par la fenêtre hein, c'est le TIEN..1 point
-
Soit ton multimètre possède un fusible et celui ci grille. Soit il n'en a pas et il t’envoie des signaux de fumée.1 point
-
Salut. T'a bien raison, mais dans mon coin c'est assez "courant" J'ai commandé mes BT6600 et mon profilé d'aluminium. cameleon1 point
-
Salut, Problème bien connu de l'ABS sur des imprimantes non fermées. En plus de mettre le ventilo a 0 (hormis pour les bridges) tu dois également enfermer ta machine afin que l'air ambiant soit "tiède". Sur ma Delta un simple film plastique passé autour de la machine suffit. Un grand carton peut faire l'affaire sur ta Tevo, ensuite pour une question d'esthétique tu peux te faire une enceinte digne de ce nom. LC1 point
-
pour info : j’utilise a 80mm/s mini et en général c'est : 0.1 ou 0.2 en résolution 140mm/s remplissage 100%(nécessaire a la recuisson) 210° température buse et 65° plateau , (réglages a afiner suivant la machine) j'ai pas encore commencé a imprimer les pièces pour le double axe ,j’attends la courroie mais vu la résistance du matériau , ça devrait être sympa avec ce filament même sans la recuisson1 point
-
J'arrive sûrement après la fin de l'installation... désolé j'étais occupé ailleurs... mais : Pourquoi ne pas avoir utilisé une notice ou un tutoriel déjà présent ? Sans être mèchant... il y a cet excellent tutoriel : http://doc.3dmodularsystems.com/upgrade-plateau-chauffant-silicone-600w-220v-imprimante-3d-creality-cr-10-e10/ N'importe qui le suivra à la lettre y arrivera sans difficultés. Enfin bref... j'arrive sûrement après la fin...1 point
-
Avec un plateau chauffant de 7.5 Kw , tu peux faire facilement à manger et même chauffer ton logement. Pour rappel : 1 kilo = 1000 / 1kW = 1000 Watts Comme le dit @fran6p, il y a un code couleur assez simple, alors autant faire les choses bien d'entrée de jeu.1 point
-
Sans vouloir (trop) m'avancer, je pense que seuls le S et le G sont utiles. Tu dois pouvoir le vérifier en mettant un coup de metrix entre ces deux bornes et en cliquant la languette. Il n'y a pas de bêtise à faire. Je te le répète, sur les cartes GT2560 les fins de course sont traités comme des contacts secs et ne possèdent que deux pines. On devine la possibilité d'une troisième si on regarde la carte par en-dessous, (5V) mais "ils" ont omis de la faire traverser, les kons. Là je suis sur la route, mais ce soir je jetterai un zœil dans le Marlin pour toi. Ça m'intéresse aussi (bien que je me foot complètement de la détection de fin de filament)1 point
-
J'utilise en plus du Pi, pour Repetier un vieux Thinkpad X32 amplement suffisant (Q4OS Orion comme système d'exploitation).1 point
-
L'intérêt d'Octoprint est surtout qu'il est installé sur un Raspberry PI (donc un O.S. de type Linux). La connexion USB est plus stable et il y a moins de truc qui servent à rien. Tu peux également utiliser un (vieux) PC avec un Linux pour piloter ton imprimante, ça correspondra pratiquement au même. J'ai un vieux DELL 1.2GHz (Mono coeur), avec Repetier installé dessus (ça aurait pu être Cura) et ça fonctionne plutôt bien.1 point
-
D'autant plus que la liaison est une liaison série limitée par les capacités de la carte mère de l'imprimante (115200 ou 250000 b/s)... On est donc loin des capacités de transmission de l'USB (même la version 1.0 (12 Mb/s)) .1 point
-
L'USB limite fortement la vitesse. Je pense que tes problèmes viennent de là. Essaie de mettre le gcode sur une carte SD.1 point
-
Ahhhh mais je ne suis pas ce @J.C là, moi. Seulement @Jean-Claude Garnier... (y va bien se demander caisse tu lui veux !) Non je me suis arrêté en route après l'octaèdre, pasque j'ai d'autres matous à flageller en ce moment. (y'en a des mauvaises langues qui doivent commencer à trouver que ma tête basculante à double extrusion n'avance pas bien vite, et ils ont raison) Mais je lâche pas le morceau Edit : pendant que j'y pense.... Pour modifier un STL avec Fusion : Browser --> Unsaved --> clic droit --> Do not capture Design History Menu --> Mode Mesh --> Create --> Insert Mesh --> (ton STL) Browser --> Unsaved --> clic droit --> Capture Design History Browser --> Unsaved --> clic droit --> Do not capture Design History Clic droit sur l'objet --> Mesh to BRep Et tu as un New Body que tu peux retravailler. Les deux "capture / do not capture" l'un derrière l'autre c'est un peu étrange, chépa qui a découvert ça, mais le gââârs y pédale vite... De plus je pige pas bien pourquoi les développeurs de Fusion n'ont pas intégré la fonction directement, sans passer par une carambouille àlc....1 point
-
C'est peut-être la carte SD qui est naze. Celle d'origine est cheap.1 point
-
Oui, avec un éditeur de texte disposant d'une fonction recherche, ça aide pas mal.1 point
-
Ca ne doit sortir que du 12V en 20A. Dans l'idéal, il faudrait 30A.1 point
-
N'y a t-il pas, dans ton gcode, une commande qui arrête l'impression style M600 ?1 point
-
Tu as de la chance si l'on peut dire car les pièces qui ont des faces plates sont les plus faciles à post-procéder (ça se dit, ça ???) Moi quand je veux les rendre plus présentables je les ponce au papier de carrossier 500 bien mouillé + Mir. Le papier est plaqué sur une face de référence plane (en ce qui me concerne un dessus de table de nuit ancienne en granit) et c'est la pièce qui bouge en mouvements orbito-épicycloïdaux (wah l'ôtre, comme y cause....) C'est assez rapide, après je rince, je laisse sécher et un p'tit coup de vernis transparent en bombe, le brillant revient au galop1 point
-
J'ai eu une pièce assez haute pour tester l'arrêt de compensation du bed-levelling et effectivement avec la commande M420 Z10, on ne voit plus les axes Z tourner lors des déplacements en XY dès qu'on dépasse 10mm de hauteur. Bref ça a l'air de marcher! Je confirme d'autre part que l'imprimante récupère le bed levelling même après l'arrêt complet de l'imprimante avec M420 S1. Cependant, après un arrêt complet, le matin quand je commence une série d'impression par exemple, j'ai tendance à refaire un bed-levelling en laissant nenette chauffer une dizaine de minute avant de faire le bed-levelling (et de le stocker avec M500) et de commencer la première impression de la journée. J'ai pas testé la modification du config.h et de décommenter #define RESTORE_LEVELING_AFTER_G28, par contre j'ai changé les paramètres de l'imprimante dans CURA pour inclure systématiquement G28; suivi de M420 S1; dans les fichier GCODE. voila, voila, bon Dimanche à tous ceux qui liront ce texte et même aux autres, y pas de raison1 point
-
C’était une boutade à prendre au 15ème degré, ou comment faire simple quand on peut faire compliqué ! Alors qu'il s'agit juste de prendre un repère sur le fil par rapport à un point fixe de l'extrudeur pour mesurer ce qui a été utilisé.1 point
-
Salut Rayan42 !!! Bienvenue sur le forum. J'habite moi aussi la Loire , donc si tu as besoin , hésites pas , meme si j'ai une petite expérience dans le domaine de l'impression 3D. A +. Bye. Yoann.1 point