Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/03/2019 Dans tous les contenus
-
Bonjour, nouvelle mouture de Cura dispo >>>ICI<<<, pour avoir testé la beta pendant un bon moment, c'est sans aucun doute la version la plus aboutie !2 points
-
Si tu veut une buse qui dure dans le temps et capable de résister à l'impression de... Carbone par exemple... le must du must c'est une buse Olsson Ruby... cela vaut 90€... mais tu est tranquille pour très longtemps. Après tout dépend de ce que tu appel par "lourd". L'ABS est... particulier à imprimer. La moindre variation de température et c'est le Warping assuré. Les avis divergent sur le sujet... mais perso je recommande d'imprimer dans un caisson. Cela réduit le bruit... Cela permet de mieux contrôler la température ambiante... Intoxication... je trouve le mot trop fort... il y a des odeurs... des gaz... mais il suffit d'aérer suffisament, le problème étant de trouver le juste milieu entre aération et contrôle de la température ambiante. Après... il y a l'ABS+ de chez Sunlu qui dégage moins d'odeur et est "plus facile" à imprimer qu'un ABS classique... mais cela dépend un peu des couleurs, mais il reste sensible aux trop fortes variations de température. Pour imprimer en ABS... j'utilse (ou plutôt j'utilisais, imprimante HS, j'attend la prochaine) mon imprimante dans un caisson, avec un "Purificateur d'air" à l'intérieur + une ventilation avec conduit pour envoyer les gazs et les odeurs vers l'extérieur... tout en purifiant les gaz et les odeurs restant avec le purificateur. C'est tout un "SYSTEME"... mais je ne m'en plaint pas... mon système fonctionne et me convient, c'est l'essentiel.2 points
-
Pitêtre qu'il a demandé (request) à l'éditeur du foirium de créer une "fonctionnalité", c'est comme ça qu'on peut traduire au mieux le mot "feature"2 points
-
Bonjour a vous tous ! Voila ça fait maintenant quelque mois que je possède une DiscoEasy 200. Et comme vous, j'ai apporté des modifications grâce à ce forum (Merci les gars ) pour améliorer la belle mais voila le language du MARLIN est pour moi un mélange de Chinois et de Russe... Suite au différente version constructeur et utilisateur, je perdais beaucoup de temps retrouver le bon sujet, la page qui mentionne la bonne ligne de code qui m'intéresser ... Partant de ce problème, j'ai décider de me constituer une sorte d'aide mémoire que je souhaite partager avec vous ! J'espère que cela vous aidera ... -------> Option Marlin.docx1 point
-
Salut les wiseur! Suites aux problèmes récurrents de bouchages de buse que l'on constate avec les différents types, différentes marques, couleurs et qualités de filaments, je vous propose de regrouper ici ceux qui fonctionnent bien suite à vos diverses impressions! Merci préciser le type (PLA, ABS, Nylon, Carbon, PETG, Phosphorecent, Kevlar, fibre de verre, ...), marque, couleur et pourquoi pas un lien où vous l'avez acheté, je mettrais à jour ce premier post au fur et à mesure! PLA : Pla optimus / Sakata3D Pla optimus. Retract a 5mm 200° buse et bed a 60 Pla 3d850. Retrait a 8mm 220° buse et bed a 70 - www.Filament-abs.fr Velleman Velleman 1.75 ok toute les couleurs [Conrad/distrelec (suisse)] 25 et 35€ les 750gr Fil 3D Fil 3D PLA 1 Kg 1.75 mm Perle Blanc Fil 3D PLA 500g 1.75 mm Transparent Fil 3D PLA 500g 1.75 mm Rouge Scarlet Ice Filament PLA blanc WinterShine, 1,75mm de chez IceFilament (un blanc immaculé comme on en trouve peu. Pas de warping, très bonne tenue. Ce qui n'est pas le cas de tous les filaments de cette marque), ICE FILAMENTS ICEFIL1PLA119 PLA Filament, 1.75 mm, 0.75 kg, Wintershine White - https://www.amazon.fr/gp/product/B017HAIMZU/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1 ICE FILAMENTS ICEFIL1PLA110 PLA Filament, 1.75 mm, 0.75 kg, Fluo Gnarly Green: PLA transparent non fluo! -https://www.amazon.fr/gp/product/B017HAI8A4/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1 ICE FILAMENTS ICEFIL1PLA103 PLA Filament, 1.75 mm, 2.30 kg, Brave Black ICE FILAMENTS ICEFIL1PLA105 PLA Filament, 1.75 mm, 0.75 kg, Daring Dark Blue ICE FILAMENTS ICEFIL1PLA116 PLA Filament, 1.75 mm, 0.75 kg, Sparkling Silver RECREUS FILAFLEX Filament RECREUS FILAFLEX ORANGE - 1.75 MM (avec la pièce guide filament pour l'extrudeur) - https://www.filimprimante3d.fr/fil-flexible-175-mm/1713-filament-recreus-filaflex-orange-175-mm-250g.html Température buse : 235° ( c'est un peu plus que la température recommandée, mais les lignes m'on semblé mieux collées entre elles qu'à 230°) Température plateau : 30° ( recommandé 0°, j'ai mis 30° histoire d'avoir une température stable tout au long du print, en tout cas aucun risque de décollage c'est sur...!) Vitesse d'impression : 20mm/s Débit : 125% (sinon on obtient un résultat poreux, je pense qu'on peut même encore augmenter un poil) Rétractation : 3.5mm (recommandé par le fabricant entre 3.5 et 3.9mm) Vitesse de rétractation : 40mm/s Distance de débrayage : 1mm Épaisseur de couche 0.2mm Dailyfil Dailyfil PLA-BOIS clair 0.5 kg 1.75mm Température buse : 200° Température plateau : 60° ARIANEPLAST ARIANEPLAST température 205°/215° , plateau a 60°/65° suivant les couleurs ! (température indiqué sur la boite (200°/230° et 0/70°) testé 9 couleurs : translucide , ciel , vert, vert translucide , turquoise , jaune , noir , marron , gris Prima Select PLA rouge vif/romantic, 1,75mm de chez PRIMA SELECT (l'un des seuls rouge aussi beau, très bonne tenue sans warping) PLA blanc, 1,75mm de chez PRIMA SELECT (même type de "blanc immaculé" que IceFilament), Sunlu PLA+ noir, 1,75mm de chez SUNLU (excellent) PLA+ Bleu, 1,75mm de chez SUNLU (vraiment un très beau bleu), PLA Bois, 1,75mm de chez SUNLU (a pour principal avantage, en plus d'un très beau rendu, de ne pas boucher les buses !), Geektech PLA Orange, 1,75mm de chez Geeetech ( péchu, vif avec un super rendu) PLA noir, 1,75mm de chez Geeetech (simplement extraordinaire) Cromatik/Dagoma PLA Cromatik By Dagoma 1.75 Ivoire PLA Cromatik By Dagoma 1.75 Silver UP FILA 3D Filament by Tiertime 2x500g Pla/Black rendu impeccable ICE FIlament gris un peu brillant Sparkling Silver : impeccable. adhérence, rendu, rien à redire ICE Filament DarkBlue : un joli bleu, une super adhérence au plateau, un rendu incroyable en 0.1 rien à redire 3D Hero 3D Hero Black PLA - https://www.amazon.fr/gp/product/B07CPT4WB1/ref=ppx_yo_dt_b_asin_title_o05__o00_s00?ie=UTF8&psc=1 3D Hero Red PLA - https://www.amazon.fr/gp/product/B07CPYB1W2/ref=ppx_od_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 Plateau à 60° Température 205°1 point
-
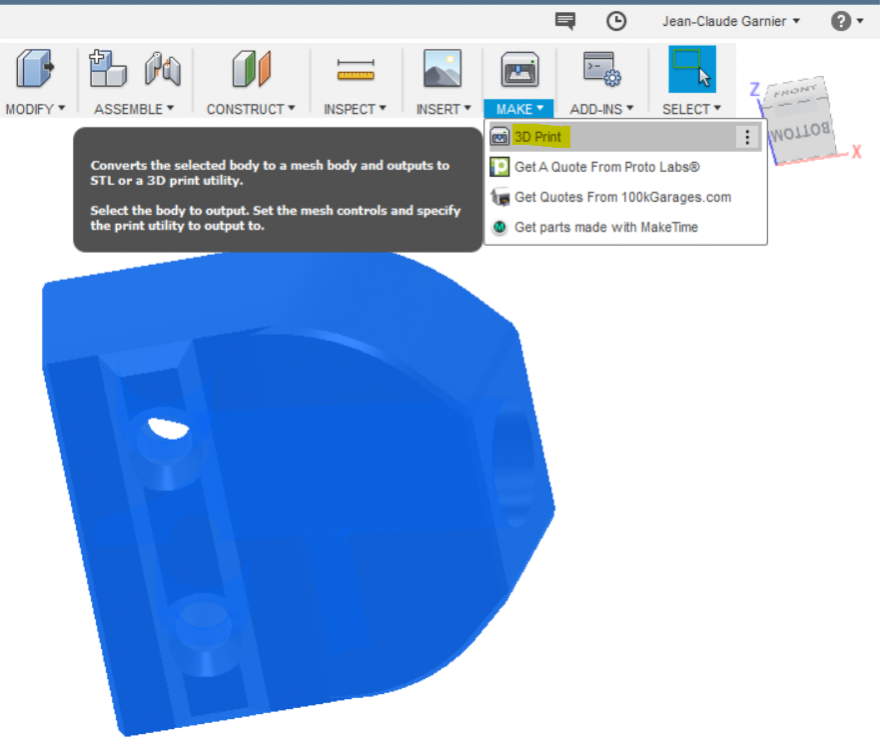
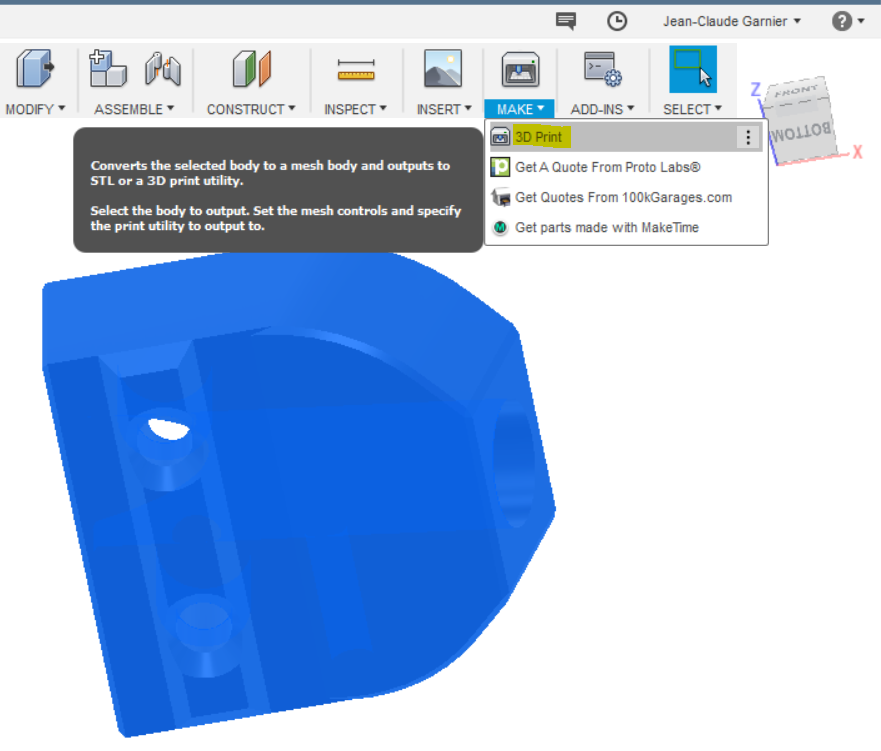
Bonsoir @Alex Je ne peux pas te parler d'Inventor qui est un "gros" logiciel avec licence, mais de Fusion360 qui est son p'tit frère, gratuit pour les "hobbyists" que sont beaucoup d'entre nous. Dans Fusion, il y a une fonction "Make" qui te permet de sélectionner ton modèle et de l'exporter directement au format STL - soit en l'envoyant directement dans ton logiciel de tranchage favori (Cura, S3D etc) - soit en créant un fichier STL dont tu pourras ensuite faire ce que tu veux PS : puisque tu sembles débuter carrément, le STL n'est pas directement comestible par l'imprimante, il faut le "trancher" avec un logiciel appelé "trancheur" (étonnant, non ?) C'est dans ce logiciel que tu décideras des températures et vitesses d'extrusion, des épaisseurs de couches, du remplissage des vides, du nombre de parois latérales, dessus, dessous, et que c'est tes rats. Un des plus connus est Cura >>>, qui présente l'avantage d'être gratuit Au bout du compte tu te retrouveras avec un "programme" en code ISO, comme pour une CN industrielle. Une imprimante 3D n'est d'ailleurs rien d'autre qu'une CN. Une CN à deux balles mais une CN quand-même. Bonne recherche, tu sais pas dans quoi t'as mis l'nez, mais ça va te plaire
 1 point
1 point -
Pourquoi tu réponds à côté de la plaque? Reprends donc tes soudures pour lever le doute et tu verras pour Marlin après. Une chose à la fois...1 point
-
Tes soudures ont l’air pas top, tu n’as pas de cours circuit ? Envoyé de mon iPhone en utilisant Tapatalk1 point
-
Pour Cura, deux bonnes ressources (il y en a d'autres mais il faut bien un début à tout ) pour parfaire ses connaissances : un très bon site (en anglais ) et l'incontournable référence : https://ultimaker.com/en/resources/52340-quality1 point
-
@Chfoul De rien , je rappelle souvent que le but de ce forum est l'entraide. Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post.
 1 point
1 point -
Pas encore reçu, mais ça ne m'inquiète pas...1 point
-
Reçu ce matin dans la boîte à lettres, ce mardi 19 mars 2019 à 10h30. Montage prévu dans la semaine (mécanique prioritaire en ce moment, les beaux jours reviennent et l'envie de sortir la moto est trop fort. Mais je dois changer le stator au préalable ).1 point
-
@Zero Cool A la demande de @Bosco2509, voilà comment faire : Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post.
1 point
-
Hum... c'est toujours un plaisir d'aider. Un merci et un retour... c'est pas aussi fréquent qu'on le pense et cela fait toujours plaisir à lire. N'hésite pas à revenir... même pour parler du beau temps... et/ou des impressions réussi. Cela montre qu'avec un peu de persévérance il est toujours (ou presque) possible d'arriver à résoudre ses problèmes. Je laisse à @fran6p le soin d'expliqer comment on remercie sur le forum.1 point
-
Hello C''est pô vraiment un décalage, ça. Ça ressemble plutôt à un manque de filament en entrée T'es sûr qu'à un moment le fil n'a pas eu du mal à venir ? Genre une spire qui serait passée dessus-dessous ? Pour éviter ça, rien ne vaut un bon dérouleur avec des roulements à Bill, car ceux d'origine forcent souvent trop Ce genre de truc, là : https://www.thingiverse.com/thing:33443931 point
-
bon u30 reçu, tout y est, nappe non pliée reçu en 3j depuis entrepot gearbest fr. Montage semble ok je n'ai plus qu'à faire les branchements ce soir. pour info j'avais un plastique vide, c'était celui du coupleur qui lui était tombé dans le fond du polystyrene en dessous de tous les autres plastiques de vis ... Au fait pour les excentriques il faut serrer ça plutôt soft? Ça doit rouler comme un roulement à bille ou il faut un peu de résistance ?1 point
-
Bonjour à tous! J'ai mis du temps à revenir, mais je reviens pour vous remercier de votre aide et de vos conseils! J'ai réussi à imprimer de très grandes boites (de la taille de mon plateau, sans aucun warping! J'ai réglé mes excentriques, j'ai remis mon plateau bien droit et du coup il ne bouge quasiment jamais! Ce qui est vraiment top ça m'évite de perdre trop de temps en réglages (même si je vérifie toujours que le tout soit bien aligné, on ne sais jamais) Et ce qui à changé aussi c'est que j'ai imprimé avec un autre filament (du vert de la même marque, je vais réessayer avec le gris bientôt) et j'ai utilisé de la colle au lieu de la laque, ça a été quasiment miraculeux!!! Plus de warping, plus de décollement du PLA sur les premières couches, je peux lancer mes impressions sans passer 30 minutes devant à vérifier que la première couche est bien accrochée... J'ai aussi modifié mes réglages avec une bordure de 4mm et 10 lignes pour mes grosses pièces, mais ça à l'air de très bien fonctionner aussi avec les petites. J'ai remis mon plateau à 65° pour la première couche et la buse à 205° puis 60° et 200° pour le reste et le refroidissement du PLA à partir de la 5ème couche. C'est parfait pour le moment, je n'ai plus aucun problèmes! Je mettrait des photos de ce que j'ai pu faire après les réglages si vous voulez! En attendant encore merci pour votre aide et vos conseils! Maintenant je sais que je peux tirer profit de mon imprimante! Je reviendrais vous poser des questions quand j'en aurais besoin si vous voulez bien m'aider à nouveau!1 point
-
J'ai fait une feature request1 point
-
@alecto Reposes-toi, et un matin check toute ta machine une fois que t'es reposé. Fais tout d'un coup et tu verras que ce sera plus claire. J'ai déjà bidouillé la bécane en étant fatigué, et je peux te dire que j'ai fait de la merde1 point
-
et bien je vais vous dire, ça donne pas envie de l'acheter toute votre discussion...1 point
-
Bonjour Tout comme nous tous le filament est soumis à la gravité et donc passé un certain angle quand il ni a plus rien en dessous il tombe. Le fait de diminuer la hauteur de couche ou de baisser la température de la buse permet d'aller plus loing en jouant sur la largeur des marches et la viscosité. Un meilleur refroidissement du filament en sorti de buse permet auss de solidifier plus vite le filament et de pouvoir le tirer plus loin mais au détriment d'une bonne fusion des couches entre elles Bienvenue dans le monde du casse tête 3D sinon on utilise dans le slicer des supports à partir d'un certain angle pour pouvoir tenir la couche qui est dans le vide et le genre de pièces que tu as imprimé permet de trouver l'angle limite à parti du quel il faut un support1 point
-
Non : le dessous d'un iceberg ~90% de la masse est bien plus gros Si vous voulez savoir si votre / vos adresse(s) de courriel a/ont déjà été compromise(s) dans une fuite de données, le meilleur moyen est d'aller consulter : HIBP. Rappel: Ne jamais utiliser un mot de passe identique sur les sites... Si votre adresse est dans la base ci-dessus, changer tous les mots de passe de tous les sites où vous êtes enregistrés est obligatoire .1 point
-
Sur le site de Filament-abs.fr je lis des explications qui ne sont pas exactes et qui méritent d'être rectifiées: Les différentes applications de l'ABS ne sont pas exactes: Dans les parechocs automobile il n'y a pas d'ABS. Ce sont des PP Copolymères très chargés en éthylène avec des agents anti UV dans les version teintés masse (auto bas de gamme) et les même matière sans agent anti UV pour les versions peintes. En ABS le parechoc casserait en morceaux à la première touchette. De même dans les voitures produites en Europe, il n'y a pas d'ABS sur les planches de bord car en cas de casse les lames sont coupantes et pointues (dangereux), c'est du PP copo chargé minéral (entre 20 et 30 % de talc). Un petit détail le PP absorbe mieux les bruits. Sous le tableau de bord, les pièces de structures (non visibles) sont en PP chargé 30 % fibre de verre (le noir est moins profond, on distingue la fibre s'il n'y a pas un beau grainage sur la pièce). Étrangement, les voitures Coréennes ont des planche de bord en ABS, se sont les seuls. A l'extérieur entre les deux portes, il y a souvent une bande noire brillante, c'est de l'ASA dit noir profond qui résiste parfaitement aux UV. Les coques de rétro sont en ABS (celles qui sont peintes) la peinture tenant très bien dessus. Les rétro chromé sont en ABS chromable (c'est une référence ne servant qu'à cela). Le principe de traitement est assez simple (dans les grandes lignes), premier bain de la pièce dans de l'acide qui va bouffer le butadiène qui est présent en agglomérats et donc faire des petits trous permettant ainsi à la galvanoplastie de s’accrocher sur la surface. Dans l'électroménager il y a beaucoup d'ABS et dans la partie électrique ce sont des références V0 (traité anti-feux). nettement plus chiantes à injecter. En jardinerie, Gardena utilise de l'ABS pour beaucoup de pièces et bien qu'il soit traité anti UV, lorsque vous l'oublier longtemps dehors les couleurs disparaissent. Si vous avez des questions sur d'autres types de pièces je veux bien essayer de vous répondre.1 point
-
Non. Dans le film c'est bien "Bon chance" (accent Albanais/pays de l'est).1 point
-
Salut, Techniquement parlant et en admettant que l'ensemble de l'imprimante soit parfaitement rigide ajouté à un temps 0 pour la transmission de la puissance entre la carte et les moteurs, le protocole de Jerk serait inutile. Mais en réalité le châssis n'est pas assez rigide, les courroies ont un "ressort de tension", chaque élément permettant les mouvement guidés a un "jeu" (aussi minime soit-il), etc... Toutes ces variables ajoutées font que sans Jerk, les saccades de changement de direction entraineraient des déformations visibles sur les géométries des pièces imprimées. Donc plutôt que de conserver une vitesse linéaire au moment des changements de direction, on impose un ralentissement à une valeur que l'on choisi pour "adoucir" et minimiser la brusquerie du changement de direction. Donc en appliquant un Jerk de valeur faible, l'imprimante ralentit beaucoup un peu avant de changer de direction puis accélère pour atteindre sa consigne après. A contrario, en appliquant un Jerk de valeur forte, l'imprimante ralentira moins au moment du changement de direction. Voici donc ce que j'ai déduit de mes essais. Mais il reste encore des points sur lesquels je n'ai pas encore de certitude. Par exemple, si l'on passe une certain seuil dans les valeurs fortes, est-ce que l'imprimante accélèrera au changement de direction ? Si oui, il faudra ajuster le Jerk en fonction de la vitesse de croisière utilisée pour l'impression. Il n'y a qu'un point pour lequel j'ai atteint une certitude. Le Jerk doit être faible si le châssis est souple et/ou si l'inertie des sous ensembles en mouvement est élevée. Essayez pour voir de monter le Jerk juste sur l'axe Y (le plateau qui pèse la mort) et vous verrez que si minime que soit la variation, l'imprimante va danser à l'excès.1 point
-
J'ai la mienne depuis le mois de décembre et aucun problème. Elle tourne en moyenne 20 heures pas semaine. Juste changé le plateau car les pièces adhèrent tellement qu'une fois j'ai déchiré le film qui est dessus. Heureusement j'avais commandé un plateau Creality qui s'avère meilleur que celui de la U30. Plateau Creality1 point
-
Bonjour, Qu'est-ce qui te préoccupe à cet instant ? Je te conseille déjà de faire un test avec ton imprimante. Si cela se trouve, elle est bien réglée. Par contre, comme tout le monde, tu te poseras un tas de questions dont tu trouveras réponse ici. Ensuite, tu essayeras d'améliorer ta bestiole. Parfois, tu seras tenté d'imprimer des choses qui ne servent à rien. Avec un peu d’expérience, tu arriveras à créer des pièces qui te serviront à remplacer une pièce cassée. Dans mon cas, pièce de lave-vaisselle, glissières de tiroir, de portes d'abri de jardin, etc...etc... Si tu te débrouilles bien, tu verras alors que le plus grand plaisir sera d'imprimer une pièce, un objet ou autre que tu auras conçue toi même, avec ta petite tête, en partant de rien. Et cela, c'est très agréable. Alors ne te prends pas la tête à présent mais imprimes et apprends. Et n'hésite pas à demander conseil. Amicalement, Kawa1 point
-
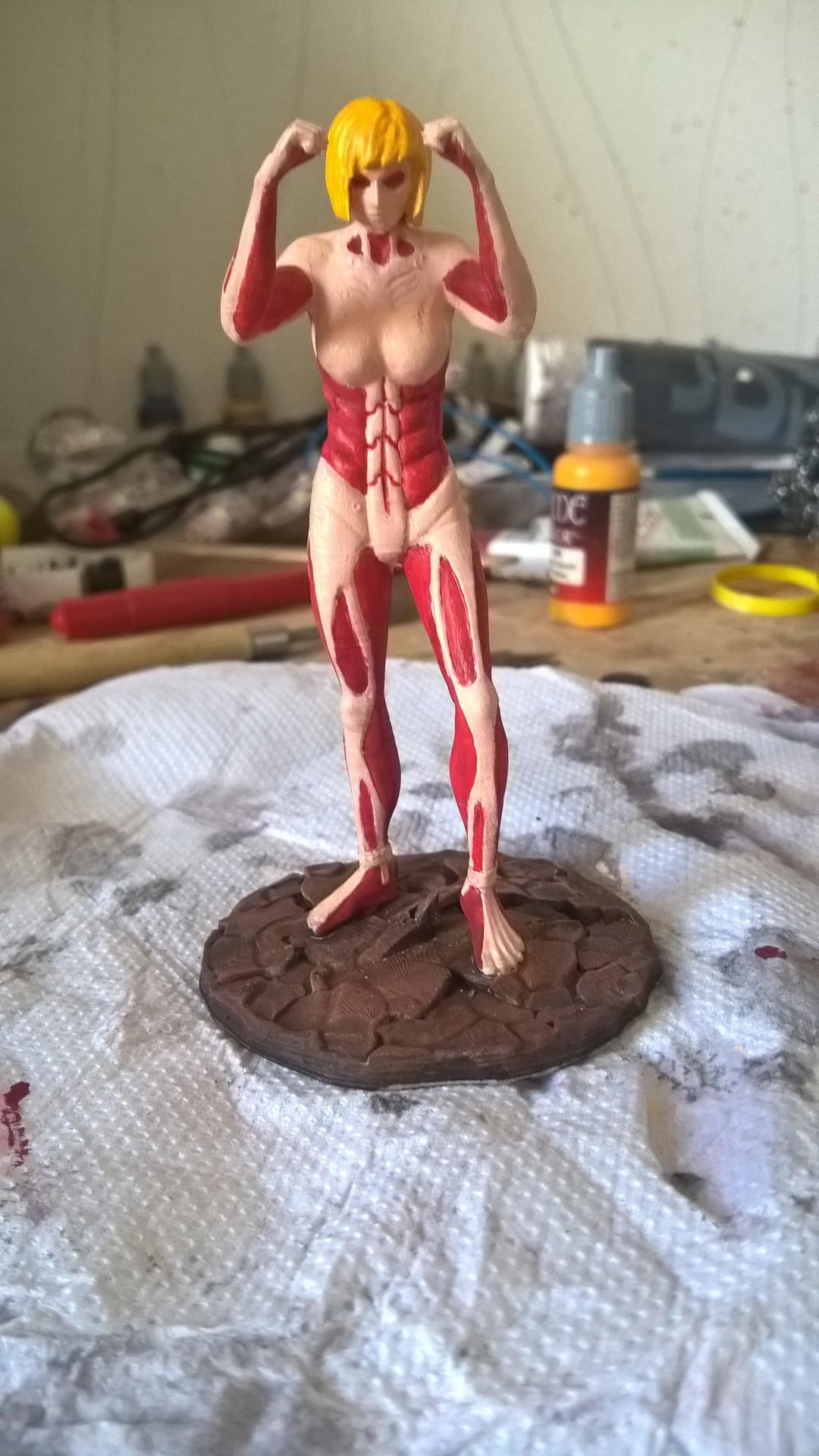
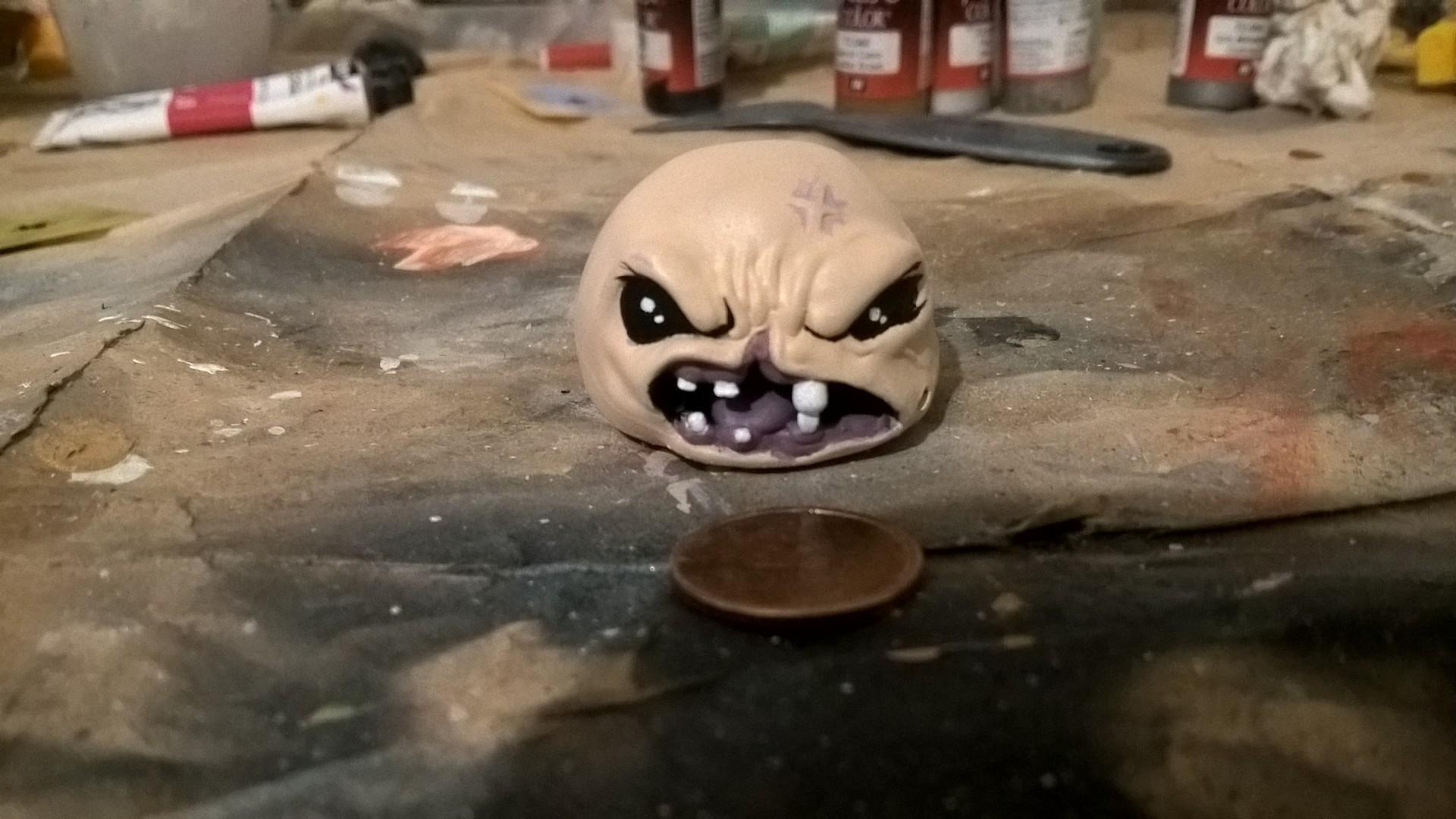
Salut , effectivement peu de personnes ont de sla/dlp sur ce forum, de plus la plupart de nos prints sont déjà dans d'autres posts donc on évite les doublons ^^. Voilà pour la plupart de mes prints







 1 point
1 point








.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)